

Environmentally Friendly Hybrid Organic–Inorganic Halogen-Free Coatings for Wood Fire-Retardant Applications

 ,
, 
 and
and 
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Copolymer Synthesis
2.3. Huntite Modification
2.4. Blend Preparation
2.5. Characterization of Surfaces/Prepared Mixtures on Plywood or Wood Substrate
2.5.1. Limited Oxygen Index (LOI) Measurements
2.5.2. Wood Products and Fire Test Results
3. Results
3.1. Characterization of Coatings at Lab Scale
3.2. Application of the Modified Coatings on Wood Substrates and Characterization of the Treated Samples (Scale-Up)
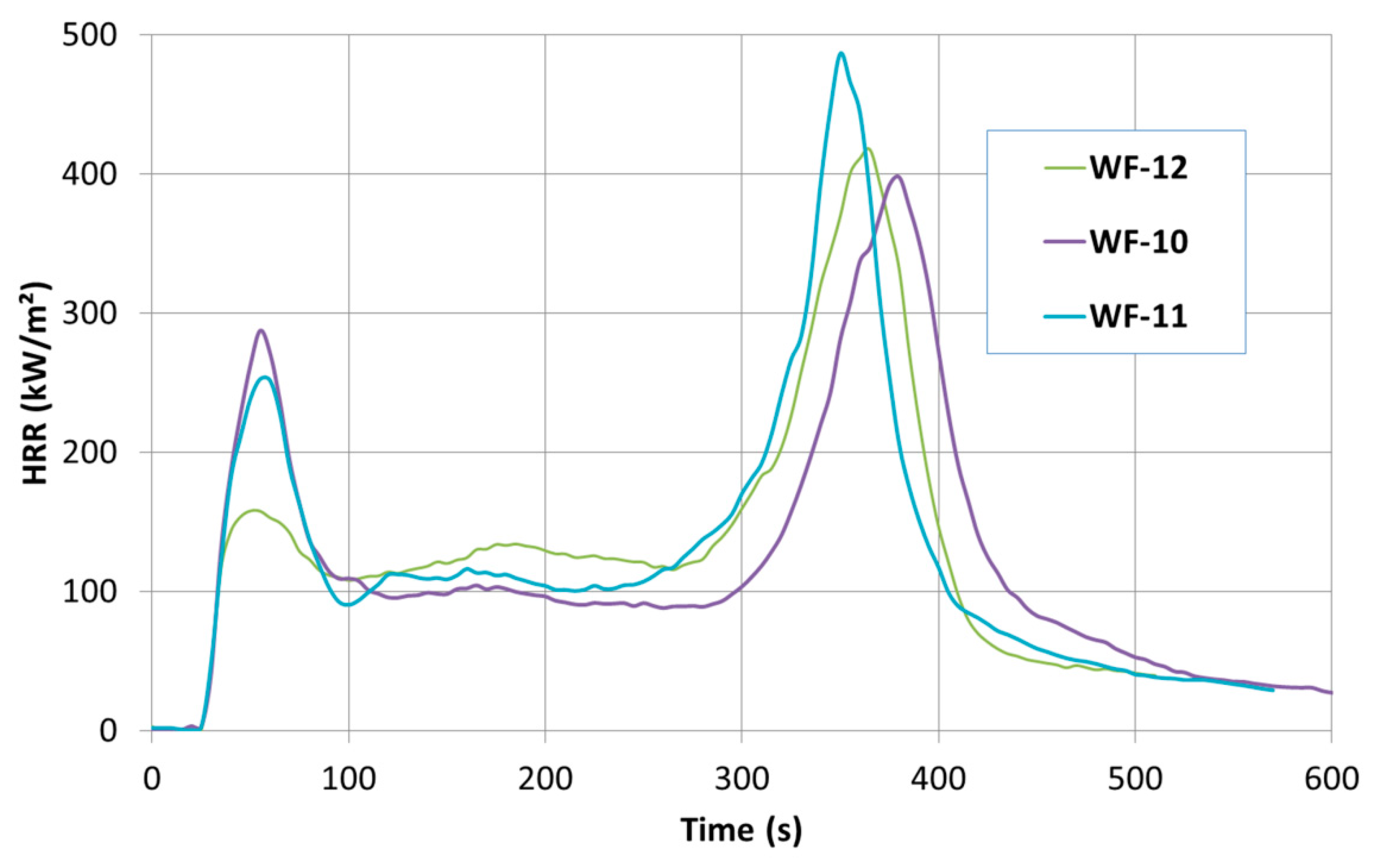
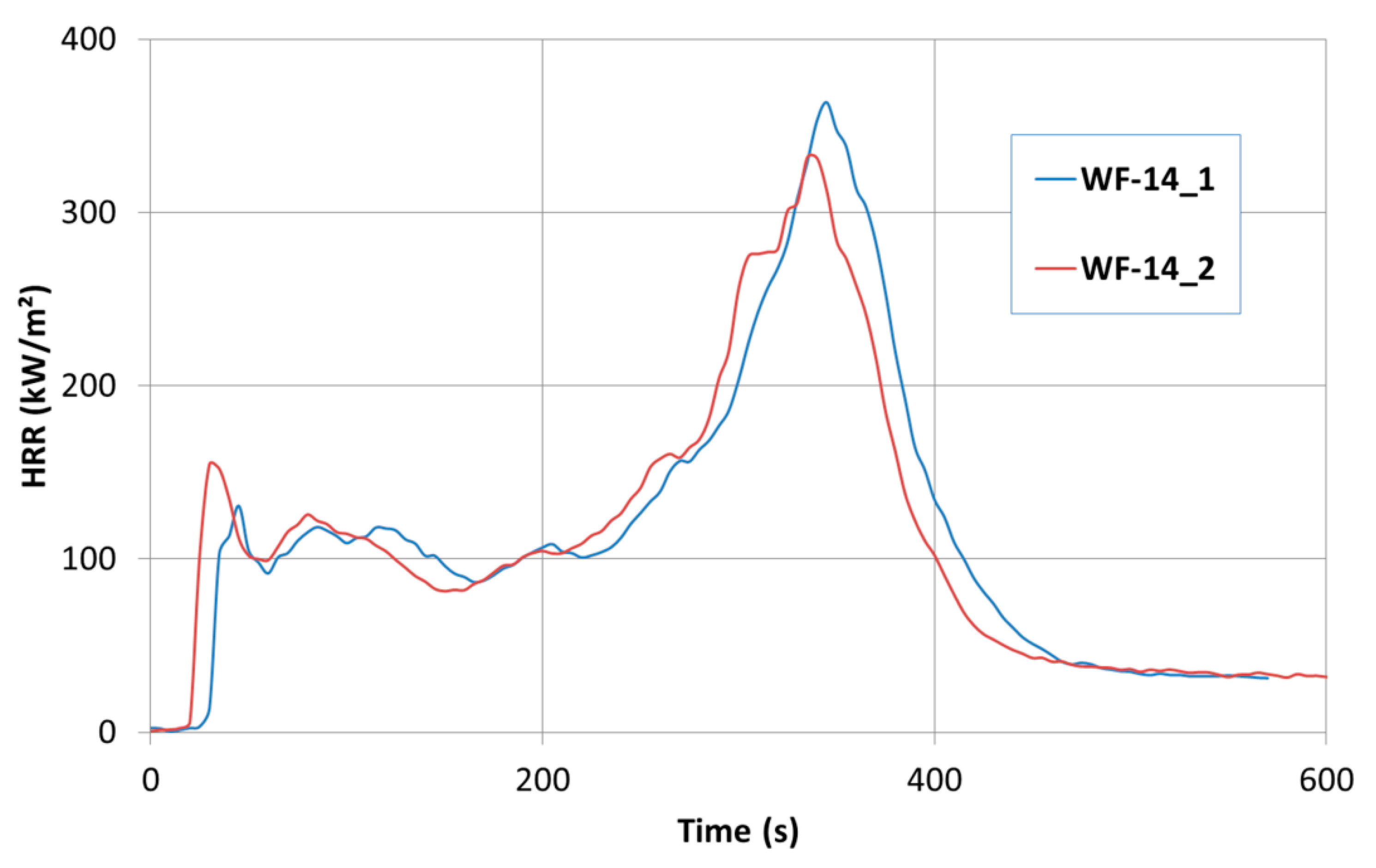
3.3. Fire Test Results
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Yadav, R.; Kumar, J. Engineered Wood Products as a Sustainable Construction Material: A Review. In Engineered Wood Products for Construction; IntechOpen: London, UK, 2021. [Google Scholar]
- Schmid, J.; Klippel, M.; Östman, B. Wood as Bio-Based Building Material. In Performance of Bio-Based Building Materials; Jones, D., Brischke, C., Eds.; Woodhead Publishing: Sawston, UK, 2017; pp. 21–96. [Google Scholar]
- Popescu, C.-M.; Pfriem, A. Treatments and modification to improve the reaction to fire of wood and wood based products—An overview. Fire Mater. 2020, 44, 100–111. [Google Scholar] [CrossRef]
- Mohammed, A.S.; Meincken, M. Properties of Low-Cost WPCs Made from Alien Invasive Trees and rLDPE for Interior Use in Social Housing. Polymers 2021, 13, 2436. [Google Scholar] [CrossRef] [PubMed]
- Jones, D.; Brischke, C. Performance of buildings. In Performance of Bio-Based Building Materials, 1st ed.; Jones, D., Brischke, C., Eds.; Woodhead Publishing: Sawston, UK, 2017; pp. 335–383. [Google Scholar]
- Yin, J.J.K.; Yew, M.C.; Yew, M.K.; Saw, L.H. Preparation of Intumescent Fire Protective Coating for Fire Rated Timber Door. Coatings 2019, 9, 738. [Google Scholar]
- CERESANA. Flame Retardants Market Report; CERESANA: Konstanz, Germany, 2019. [Google Scholar]
- Montalbano, A.M.; Albano, G.D.; Anzalone, G.; Moscato, M.; Gagliardo, R.; Di Sano, C.; Bonanno, A.; Ruggieri, S.; Cibella, F.; Profita, M. Cytotoxic and Genotoxic Effects of the Flame Retardants (PBDE-47, PBDE-99 and PBDE-209) in Human Bronchial Epithelial Cells. Chemosphere 2020, 245, 125600. [Google Scholar] [CrossRef]
- Cho, J.H.; Lee, S.; Jeon, H.; Kim, A.H.; Lee, W.; Lee, Y.; Yang, S.; Yun, J.; Jung, Y.S.; Lee, J. Tetrabromobisphenol A-Induced Apoptosis in Neural Stem Cells Through Oxidative Stress and Mitochondrial Dysfunction. Neurotox. Res. 2020, 38, 74–85. [Google Scholar] [CrossRef]
- Lin, W.; Li, X.; Yang, M.; Lee, K.; Chen, B.; Zhang, B.H. Brominated flame retardants, microplastics, and biocides in the marine environment: Recent updates of occurrence, analysis, and impacts. Adv. Mar. Biol. 2018, 81, 167–211. [Google Scholar]
- Lv, Y.F.; Thomas, W.; Chalk, R.; Singamneni, S. Flame retardant polymeric materials for additive manufacturing. Mater. Today 2020, 33, 5720–5724. [Google Scholar] [CrossRef]
- Madyaratri, E.W.; Ridho, M.R.; Aristri, M.A.; Lubis, M.A.R.; Iswanto, A.H.; Nawawi, D.S.; Antov, P.; Kristak, L.; Majlingová, A.; Fatriasari, W. Recent Advances in the Development of Fire-Resistant Biocomposites—A Review. Polymers 2022, 14, 362. [Google Scholar] [CrossRef]
- Sharkey, M.; Harrad, S.; Abdallah, M.A.-E.; Drage, D.S.; Berresheim, H. Phasing-Out of Legacy Brominated Flame Retardants: The UNEP Stockholm Convention and Other Legislative Action Worldwide. Environ. Int. 2020, 144, 106041. [Google Scholar] [CrossRef]
- Chaine, C.; Hursthouse, A.S.; McLean, B.; McLellan, I.; McMahon, B.; McNulty, J.; Miller, J.; Viza, E. Recycling Plastics from WEEE: A Review of the Environmental and Human Health Challenges Associated with Brominated Flame Retardants. Int. J. Environ. Res. Public Health 2022, 19, 766. [Google Scholar] [CrossRef]
- Mohd Sabee, M.M.S.; Itam, Z.; Beddu, S.; Zahari, N.M.; Mohd Kamal, N.L.; Mohamad, D.; Zulkepli, N.A.; Shafiq, M.D.; Abdul Hamid, Z.A. Flame Retardant Coatings: Additives, Binders, and Fillers. Polymers 2022, 14, 2911. [Google Scholar] [CrossRef] [PubMed]
- Yang, Y.; Niu, M.; Dai, J.; Bai, J.; Xue, B.; Song, Y.; Peng, Y. Flame-retarded polyethylene terephthalate with carbon microspheres/magnesium hydroxide compound flame retardant. Fire Mater. 2018, 42, 794–804. [Google Scholar] [CrossRef]
- Piperopoulos, E.; Scionti, G.; Atria, M.; Calabrese, L.; Proverbio, E. Flame-Retardant Performance Evaluation of Functional Coatings Filled with Mg(OH)2 and Al(OH)3. Polymers 2022, 14, 372. [Google Scholar] [CrossRef]
- Andrikopoulos, K.S.; Bounos, G.; Lainioti, G.C.; Ioannides, T.; Kallitsis, J.K.; Voyiatzis, G.A. Flame Retardant Nano-Structured Fillers from Huntite/Hydromagnesite Minerals. Nanomaterials 2022, 12, 2433. [Google Scholar] [CrossRef]
- Bifulco, A.; Varganici, C.-D.; Rosu, L.; Mustata, F.; Rosu, D.; Gaan, S. Recent advances in flame retardant epoxy systems containing non-reactive DOPO based phosphorus additives. Polym. Degrad. Stab. 2022, 200, 109962. [Google Scholar] [CrossRef]
- Feng, Y.; He, C.; Wen, Y.; Ye, Y.; Zhou, X.; Xie, X.; Mai, Y.-W. Superior flame retardancy and smoke suppression of epoxy-based composites with phosphorus/nitrogen co-doped graphene. J. Hazard. Mater. 2018, 346, 140–151. [Google Scholar] [CrossRef]
- Lainioti, G.C.; Bounos, G.; Voyiatzis, G.A.; Kallitsis, J.K. Enhanced Water Vapor Transmission through Porous Membranes Based on Melt Blending of Polystyrene Sulfonate with Polyethylene Copolymers and Their CNT Nanocomposites. Polymers 2016, 8, 190. [Google Scholar] [CrossRef]
- Tzoumani, I.; Lainioti, G.C.; Aletras, A.J.; Zainescu, G.; Stefan, S.; Meghea, A.; Kallitsis, J.K. Modification of Collagen Derivatives with Water-Soluble Polymers for the Development of Cross-Linked Hydrogels for Controlled Release. Materials 2019, 12, 4067. [Google Scholar] [CrossRef]
- Druvari, D.; Koromilas, N.D.; Lainioti, G.C.; Bokias, G.; Vasilopoulos, G.; Vantarakis, A.; Baras, I.; Dourala, N.; Kallitsis, J.K. Polymeric Quaternary Ammonium-Containing Coatings with Potential Dual Contact-Based and Release-Based Antimicrobial Activity. ACS Appl. Mater. Interfaces 2016, 8, 35593–35605. [Google Scholar] [CrossRef]
- Fenimore, C.P.; Martin, F.J. Candle-Type Test for Flammability of Polymers. Mod. Plast. 1966, 44, 141. [Google Scholar]
- Camino, G.; Costa, L.; Casorati, E.; Bertelli, G.; Locatelli, R. The oxygen index method in fire retardance studies of polymeric materials. J. Appl. Polym. Sci. 1988, 35, 1863–1876. [Google Scholar] [CrossRef]
- EN 13238; Reaction to Fire Tests for Building Products—Conditioning Procedures and General Rules for Selection of Substrates. CEN: Brussels, Belgium, 2010.
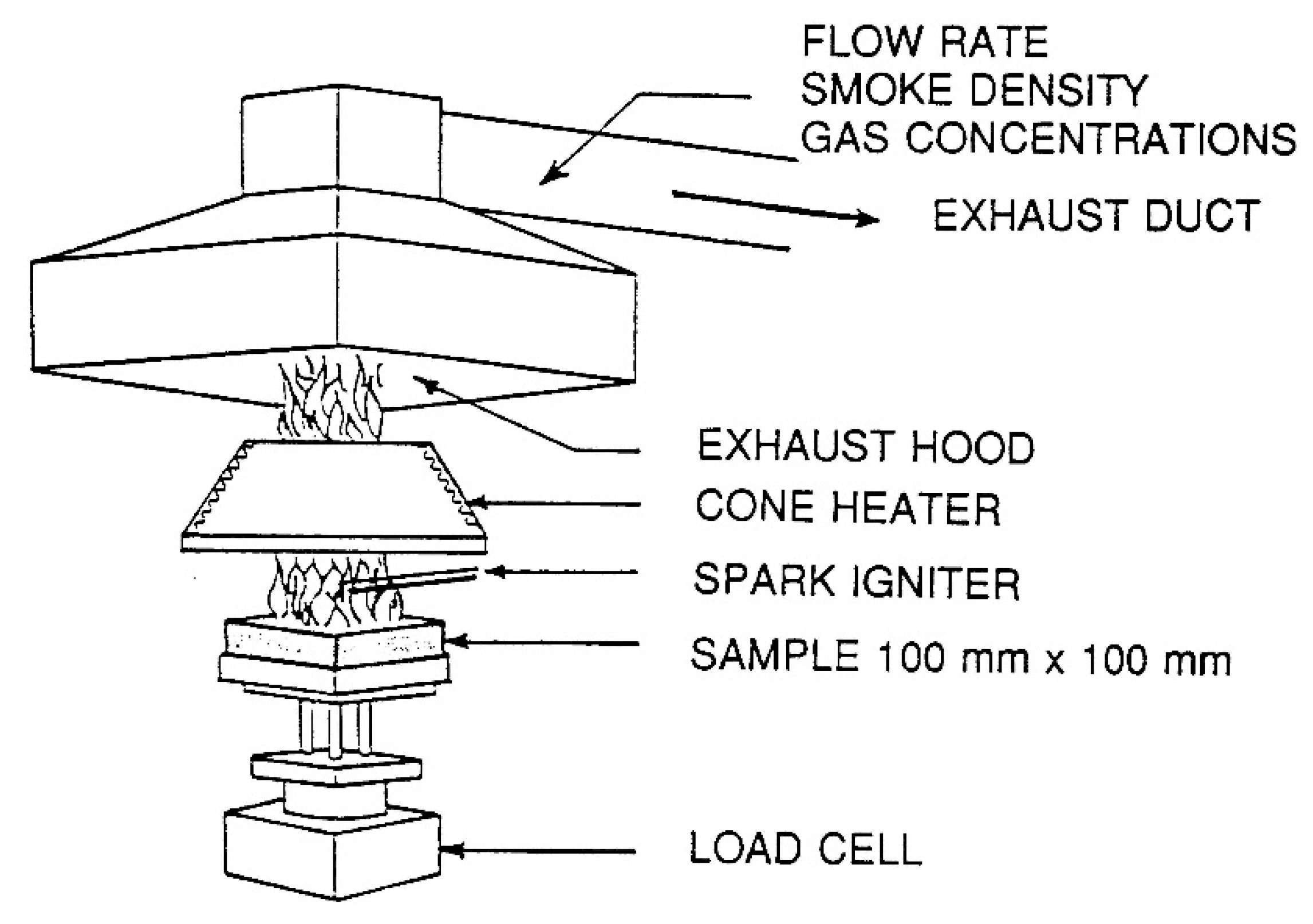
- ISO 5660-1; Reaction-to-Fire Tests. Heat Release, Smoke Production and Mass Loss Rate. Heat Release Rate (Cone Calorimeter Method) and Smoke Production Rate (Dynamic Measurement). British Standards Institution: London, UK, 2015.
- Tsantaridis, L.D.; Östman, B.A.-L.; Hakkarainen, T. Euroclass predictions for developing wood based products with improved fire performance. In Proceedings of the Twelfth International Conference, London, UK, 5–7 July 2010; pp. 419–428. [Google Scholar]
- Östman, B.A.-L.; Mikkola, E. European classes for the reaction to fire performance of wood-based panels. Fire Mater. 2010, 34, 315–330. [Google Scholar] [CrossRef]
- EN 13501-1; Fire Classification of Construction Products and Building Elements Part 1: Classification Using Data from Reaction to Fire Tests. CEN: Brussels, Belgium, 2018.
- Hollingbery, L.A.; Hull, T.R. The fire retardant effects of huntite in natural mixtures with hydromagnesite. Polym. Degrad. Stab. 2012, 97, 504–512. [Google Scholar] [CrossRef]
- Zhang, T.; Luo, D.; Wojtal, P.; Zhitomirsky, I. Electrophoretic deposition of flame retardant polymer–huntite coatings. Mater. Lett. 2015, 159, 106–109. [Google Scholar] [CrossRef]
- Qiu, X.; Li, Z.; Li, X.; Zhang, Z. Flame retardant coatings prepared using layer by layer assembly: A review. Chem. Eng. J. 2018, 334, 108–122. [Google Scholar] [CrossRef]
- Demirel, M.; Pamuk, V.; Dilsiz, N. Investigation of flame retardancy and physical–mechanical properties of zinc borate/boric acid Polyester Composites. J. Appl. Polym. Sci. 2010, 115, 2550–2555. [Google Scholar] [CrossRef]
- Jang, J.; Chung, H.; Kim, M.; Sung, H. The effect of flame retardants on the flammability and mechanical properties of paper-sludge/phenolic composite. Polym. Test. 2000, 19, 269–279. [Google Scholar] [CrossRef]
- Malucelli, G. Layer-by-Layer nanostructured assemblies for the fire protection of fabrics. Mater. Lett. 2016, 166, 339–342. [Google Scholar] [CrossRef]
- COMMISSION DECISION of 8 February 2000 implementing Council Directive 89/106/EEC as regards the classification of the reaction to fire performance of construction products. Off. J. Eur. Communities 2000, 2, 23.
- Wang, Y.; Zhao, J. Ecological Ammonium Thiocyanate-Modified Geopolymeric Coating for Flame-Retarding Plywood. Coatings 2019, 9, 479. [Google Scholar] [CrossRef]
- Laoutid, F.; Lorgouilloux, M.; Bonnaud, L.; Lesueur, D.; Dubois, P. Fire retardant behaviour of halogen-free calcium-based hydrated minerals. Polym. Degrad. Stab. 2017, 136, 89–97. [Google Scholar] [CrossRef]
- Hull, T.R.; Witkoski, A.; Hollingbery, L. Fire retardant action of mineral fillers. Polym. Degrad. Stab. 2011, 96, 1462–1469. [Google Scholar] [CrossRef]
- Hollingbery, L.A.; Hull, T.R. The fire retardant behaviour of huntite and hydromagnesite—A review. Polym. Degrad. Stab. 2010, 95, 2213–2225. [Google Scholar] [CrossRef]
- Kandola, B.K.; Magnoni, F.; Ebdon, J.R. Flame Retardants for Epoxy Resins: Application-Related Challenges and Solutions. J. Vinyl Addit. Technol. 2022, 28, 17–49. [Google Scholar] [CrossRef]
- de Luzuriaga, A.R.; Solera, G.; Azcarate-Ascasua, I.; Boucher, V.; Grande, H.-J.; Rekondo, A. Chemical Control of the Aromatic Disulfide Exchange Kinetics for Tailor-Made Epoxy Vitrimers. Polymer 2022, 239, 124457. [Google Scholar] [CrossRef]
- Aziz, T.T.; Zheng, J.; Jamil, M.I.; Fan, H.; Ullah, R.; Iqbal, M.; Ali, A.; Khan, F.U.; Ullah, A. Enhancement in Adhesive and Thermal Properties of Bio-based Epoxy Resin by Using Eugenol Grafted Cellulose Nanocrystals. J. Inorg. Organomet. Polym. Mater. 2021, 31, 3290–3300. [Google Scholar] [CrossRef]
- Yan, L.; Xu, Z.; Deng, N.; Chu, Z. Synergistic effects of mono-component intumescent flame retardant grafted with carbon black on flame retardancy and smoke suppression properties of epoxy resins. J. Therm. Anal. Calorim. 2019, 138, 915–927. [Google Scholar] [CrossRef]
- Fang, F.; Huo, S.; Shen, H.; Ran, S.; Wang, H.; Song, P.; Fang, Z. A Bio-based Ionic Complex with Different Oxidation States of Phosphorus for Reducing Flammability and Smoke Release of Epoxy Resins. Compos. Commun. 2020, 17, 104–108. [Google Scholar] [CrossRef]
- Liu, Q.; Wang, D.; Li, Z.; Li, Z.; Peng, X.; Liu, C.; Zhang, Y.; Zheng, P. Recent Developments in the Flame-Retardant System of Epoxy Resin. Materials 2020, 13, 2145. [Google Scholar] [CrossRef]
- Suriani, M.J.; Radzi, F.S.M.; Ilyas, R.A.; Petrů, M.; Sapuan, S.M.; Ruzaidi, C.M. Flammability, Tensile, and Morphological Properties of Oil Palm Empty Fruit Bunches Fiber/Pet Yarn-Reinforced Epoxy Fire Retardant Hybrid Polymer Composites. Polymers 2021, 13, 1282. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, L.; Shi, D.; Song, F. Synthesis and application of low-cost layered double hydroxides intercalated by gluconic acid anion for flame retardancy and tensile strength conservation of high filling epoxy resin. J. Colloid Interface Sci. 2021, 594, 791–801. [Google Scholar] [CrossRef] [PubMed]
- Cong, X.; Khalili, P.; Zhu, C.; Li, S.; Li, J.; Rudd, C.; Liu, X. Investigation of Fire Protection Performance and Mechanical Properties of Thin-Ply Bio-Epoxy Composites. Polymers 2021, 13, 731. [Google Scholar] [CrossRef] [PubMed]
- Miao, J.-T.; Yuan, L.; Guan, Q.; Liang, G.; Gu, A. Biobased heat resistant epoxy resin with extremely high biomass content from 2,5-furandicarboxylic acid and eugenol. ACS Sustain. Chem. Eng. 2017, 5, 7003–7011. [Google Scholar] [CrossRef]
- Wan, J.; Gan, B.; Li, C.; Molina-Aldareguia, J.; Li, Z.; Wang, X.; Wang, D.-Y. A novel biobased epoxy resin with high mechanical stiffness and low flammability: Synthesis, characterization and properties. J. Mater. Chem. A 2015, 3, 21907–21921. [Google Scholar] [CrossRef]
- Li, C.; Fan, H.; Aziz, T.; Bittencourt, C.; Wu, L.; Wang, D.-Y.; Dubois, P. Biobased epoxy resin with low electrical permissivity and flame retardancy: From environmental friendly high-throughput synthesis to properties. ACS Sustain. Chem. Eng. 2018, 6, 8856–8867. [Google Scholar] [CrossRef]
- Staszko, S.; Półka, M.; Kozikowski, P. Analysis of the Influence of Organophosphorus Compounds and of Aluminium and Magnesium Hydroxides on Combustion Properties of Epoxy Materials. Energies 2022, 15, 6696. [Google Scholar] [CrossRef]
- Suihkonen, R.; Nevalainen, K.; Orell, O.; Honkanen, M.; Tang, L.; Zhang, H.; Zhang, Z.; Vuorinen, J. Performance of epoxy filled with nano- and micro-sized Magnesium hydroxide. J. Mater. Sci. 2011, 47, 1480–1488. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Code | Polymer Matrix Content (%) | H5 Content (%) | Additive Content (%) | LOI |
|---|---|---|---|---|
| Vilacryl DS55K | ||||
| WF-1 | 100 | - | - | 20.5 ± 0.5 |
| Vilacryl DS55K /Huntite H5 | ||||
| WF-2 | 50.0 | 50.0 | - | 28.0 ± 0.0 |
| Vilacryl DS55K /Huntite H5/PSSNa | ||||
| WF-3 | 10.0 | 50.0 | 40.0 | 29.0 ± 2.0 |
| WF-4 | 13.0 | 73.0 | 14.0 | 30.0 ± 0.0 |
| Vilacryl DS55K /Huntite H5/P(SSNa-co-GMA20) | ||||
| WF-5 | 7.0 | 69.4 | 23.6 | >78.0 |
| WF-6 | 10.0 | 50.0 | 40.0 | 52.0 ± 2.0 |
| WF-7 | 13.0 | 73.0 | 14.0 | >80.0 |
| WF-8 | 27.0 | 66.7 | 6.3 | 43.5 ± 1.5 |
| WF-9 | 40.0 | 50.0 | 10.0 | 28.0 ± 0.0 |
| Code | Coating Specifications | Coating on Wood Substrate | ||||||
|---|---|---|---|---|---|---|---|---|
| Polymer Matrix (%) | Huntite (%) | Additive Content (%) | Huntite | Way of Coating | g/m2 Theoretical | g/m2 Experimental | Coating Quality a | |
| WF-10 | 13 | 73 | 14 | H5 | 1 layer | 1390 | 1370 | + |
| WF-11 | 13 | 73 | 14 | H5 | 1 layer | 1028 | 1010 | + |
| WF-12 | 13 | 73 | 14 | H5 | 1 layer | 800 | 790 | +++ |
| WF-13_1 | 13 | 73 | 14 | H5 | 2 layers | 910 | 900 | +++ |
| WF-13_2 | 13 | 73 | 14 | H5 | 2 layers | 912 | 904 | +++ |
| WF-14_1 | 13 | 73 | 14 | H5 | 2 layers | 400 | 370 | +++ |
| WF-14_1 | 13 | 73 | 14 | H5 | 2 layers | 800 | 770 | +++ |
| WF-15_1 | 13 | 73 | 14 | H5 | 2 layers | 600 | 678 | ++ |
| WF-15_2 | 13 | 73 | 14 | H5 | 2 layers | 620 | 688 | ++ |
| WF-16 | 13 | 73 | 14 | H5 | 1 layer | 400 | 382 | +++ |
| WF-17 | 13 | 73 | 14 | H5 | 1 layer | 600 | 569 | ++ |
| WF-18 | 13 | 73 | 14 | H5-m | 1 layer | 400 | 387 | ++ |
| WF-19 | 13 | 73 | 14 | H5-m | 1 layer | 600 | 588 | ++ |
| Test Results from Cone Calorimeter, ISO 5660-1, at Heat Flux 50 kW/m2 | ||||
|---|---|---|---|---|
| Code | Way of Coating | Time to Ignition (s) | Heat Release Rate, First Peak (kW/m2) | Possible Euroclass |
| WF-10 | 1 layer | 31 | 287 | D |
| WF-11 | 1 layer | 36 | 258 | D |
| WF-12 | 1 layer | 31 | 158 | C |
| WF-13_1 | 2 layers | 36 | 125 | B |
| WF-13_2 | 2 layers | 36 | 115 | B |
| WF-14_1 | 2 layers | 32 | 143 | B |
| WF-14_2 | 2 layers | 34 | 139 | B |
| WF-15_1 | 2 layers | 37 | 137 | B |
| WF-15_2 | 2 layers | 38 | 150 | B |
| WF-16 | 1 layer | 31 | 160 | C |
| WF-17 | 1 layer | 24 | 150 | C |
| WF-18 | 1 layer | 31 | 177 | C |
| WF-19 | 1 layer | 30 | 156 | C |
| Untreated plywood (=standard substrate) | ||||
| Test 1 | 24 | 225 | D | |
| Test 2 | 28 | 216 | D | |
| System | LOI | Time to Ignition (s) | Heat Release Rate (kW/m2) | Reference |
|---|---|---|---|---|
| Rosin-based epoxy prepreg (AGMP-3600) | 45.8 | 45 | 109 | [50] |
| EUFU-EP/ MHHPA | - | 200 | 291.3 | [51] |
| TPEU-EP/ DDS | 26.8 | 33 | 860 | [52] |
| EPEU/ DDS/ Siloxane | 28 | 28 | 662 | [53] |
| 5M | - | 90 | 354 | [54] |
| 10F + 5M | - | 72 | 353 | [54] |
| EP-10-N | - | 58 | 566 | [55] |
| EP-10-NU | - | 59 | 539 | [55] |
| S2 (NH4SCN 1 wt.%) | - | 102 | 248 | [38] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lainioti, G.C.; Koukoumtzis, V.; Andrikopoulos, K.S.; Tsantaridis, L.; Östman, B.; Voyiatzis, G.A.; Kallitsis, J.K. Environmentally Friendly Hybrid Organic–Inorganic Halogen-Free Coatings for Wood Fire-Retardant Applications. Polymers 2022, 14, 4959. https://doi.org/10.3390/polym14224959
Lainioti GC, Koukoumtzis V, Andrikopoulos KS, Tsantaridis L, Östman B, Voyiatzis GA, Kallitsis JK. Environmentally Friendly Hybrid Organic–Inorganic Halogen-Free Coatings for Wood Fire-Retardant Applications. Polymers. 2022; 14(22):4959. https://doi.org/10.3390/polym14224959
Chicago/Turabian StyleLainioti, Georgia C., Vasilis Koukoumtzis, Konstantinos S. Andrikopoulos, Lazaros Tsantaridis, Birgit Östman, George A. Voyiatzis, and Joannis K. Kallitsis. 2022. "Environmentally Friendly Hybrid Organic–Inorganic Halogen-Free Coatings for Wood Fire-Retardant Applications" Polymers 14, no. 22: 4959. https://doi.org/10.3390/polym14224959
APA StyleLainioti, G. C., Koukoumtzis, V., Andrikopoulos, K. S., Tsantaridis, L., Östman, B., Voyiatzis, G. A., & Kallitsis, J. K. (2022). Environmentally Friendly Hybrid Organic–Inorganic Halogen-Free Coatings for Wood Fire-Retardant Applications. Polymers, 14(22), 4959. https://doi.org/10.3390/polym14224959