
Thermal and Mechanical Properties of Concrete Incorporating Silica Fume and Waste Rubber Powder

 ,
,  ,
, 
 , ,
, ,  and
and 
Abstract
1. Introduction
Research Significance
2. Materials and Experimental Methods
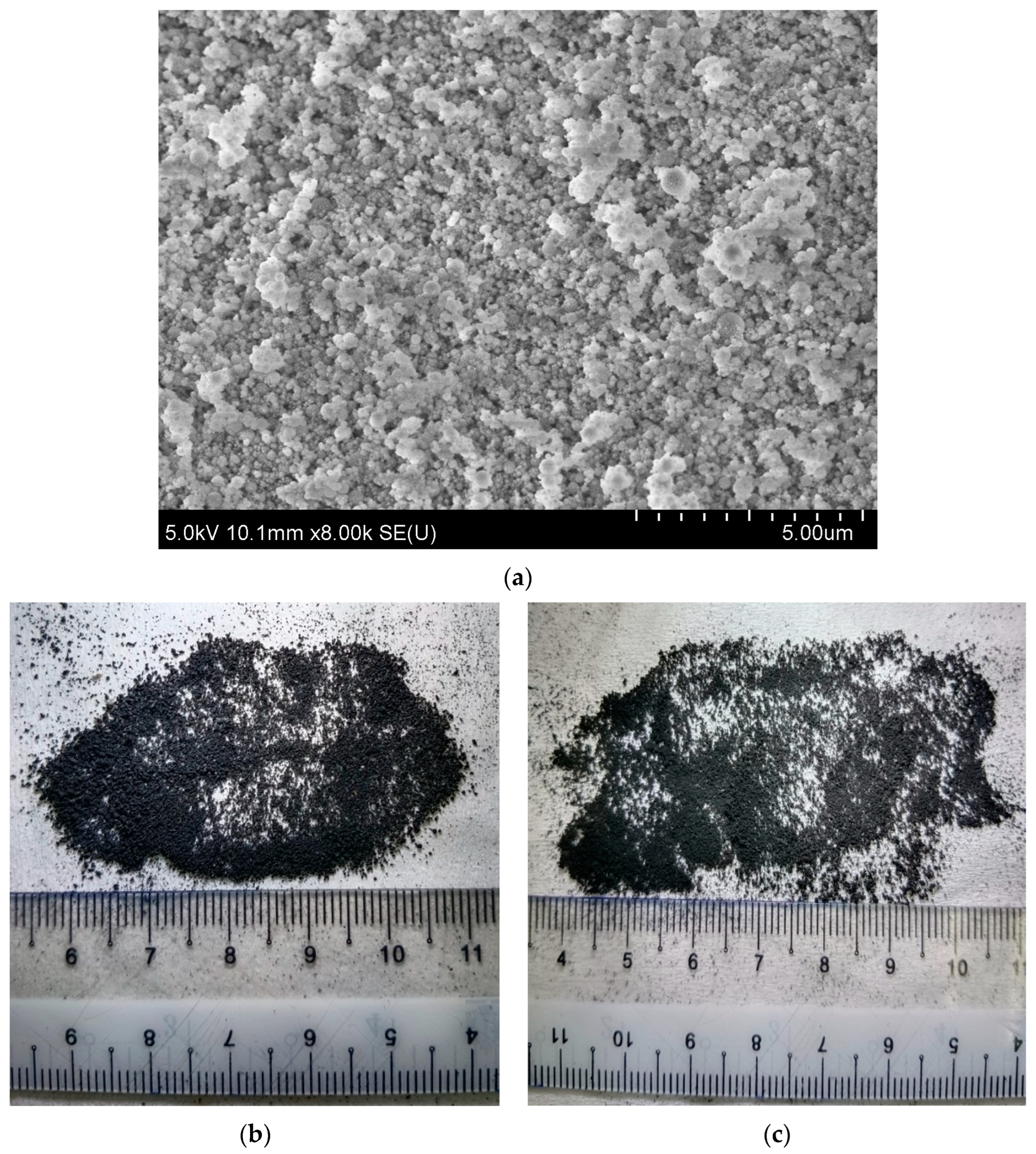
2.1. Materials
2.2. Mix Proportions
2.3. Experimental Methods
3. Results and Discussion
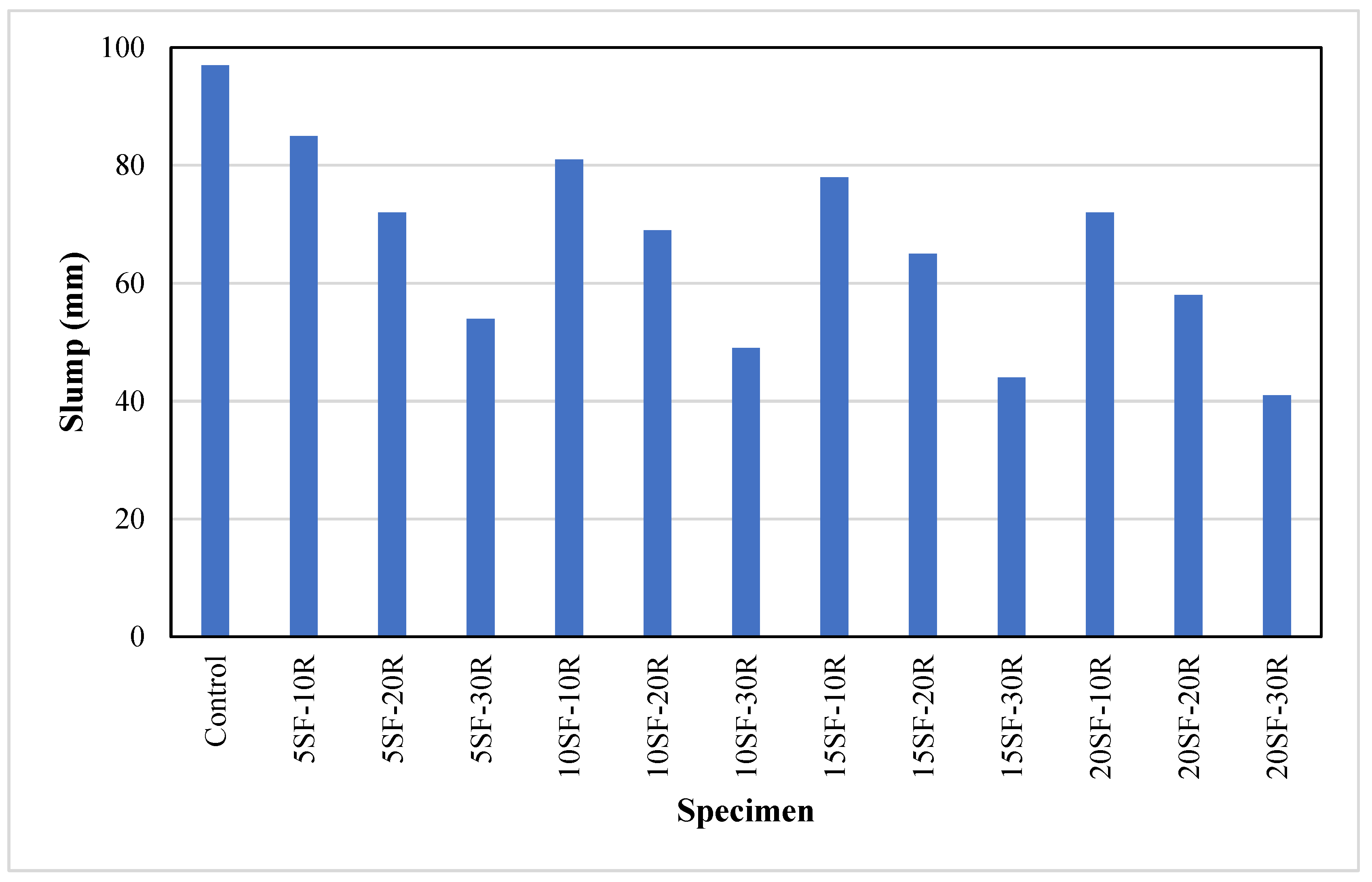
3.1. Workability
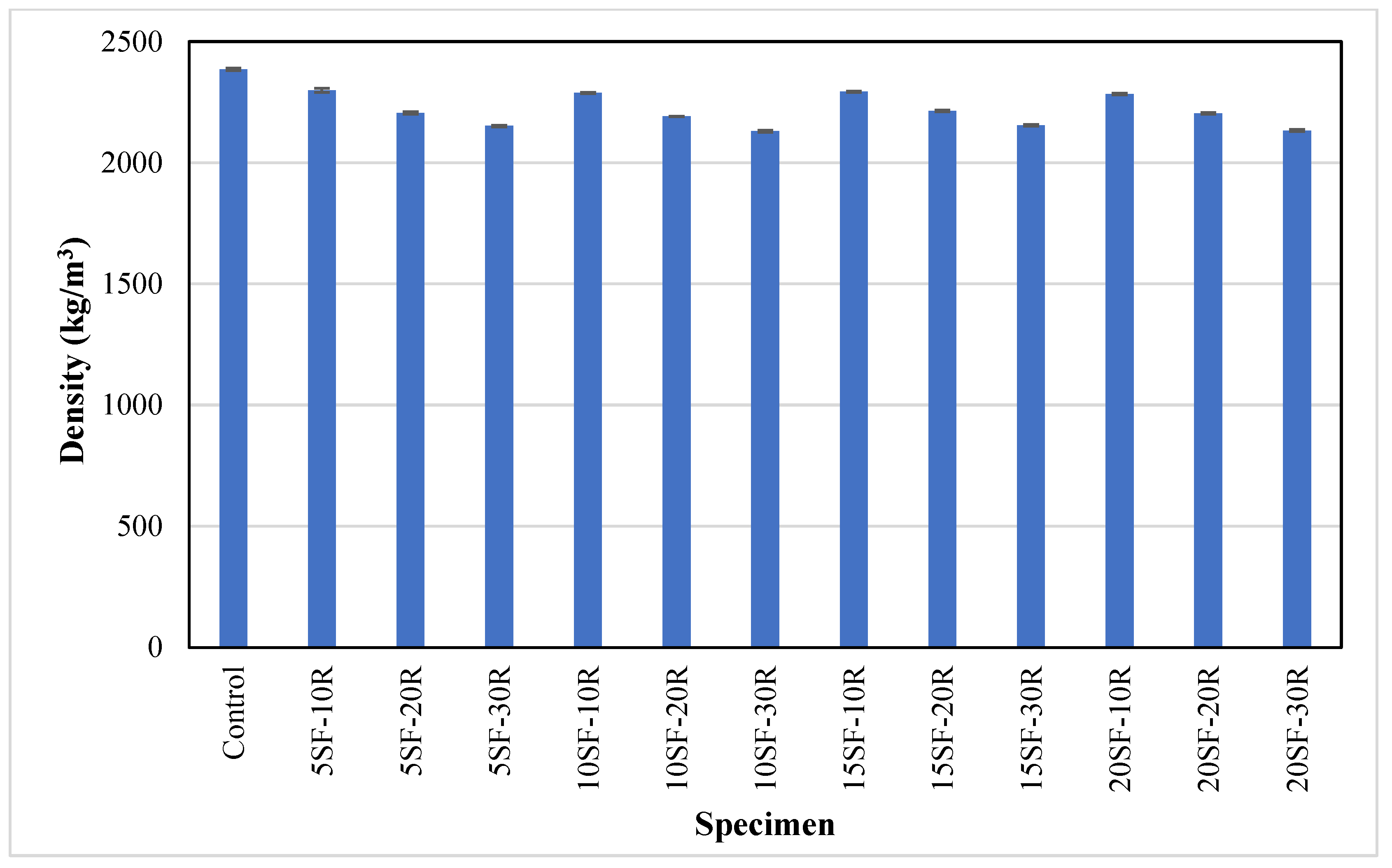
3.2. Density
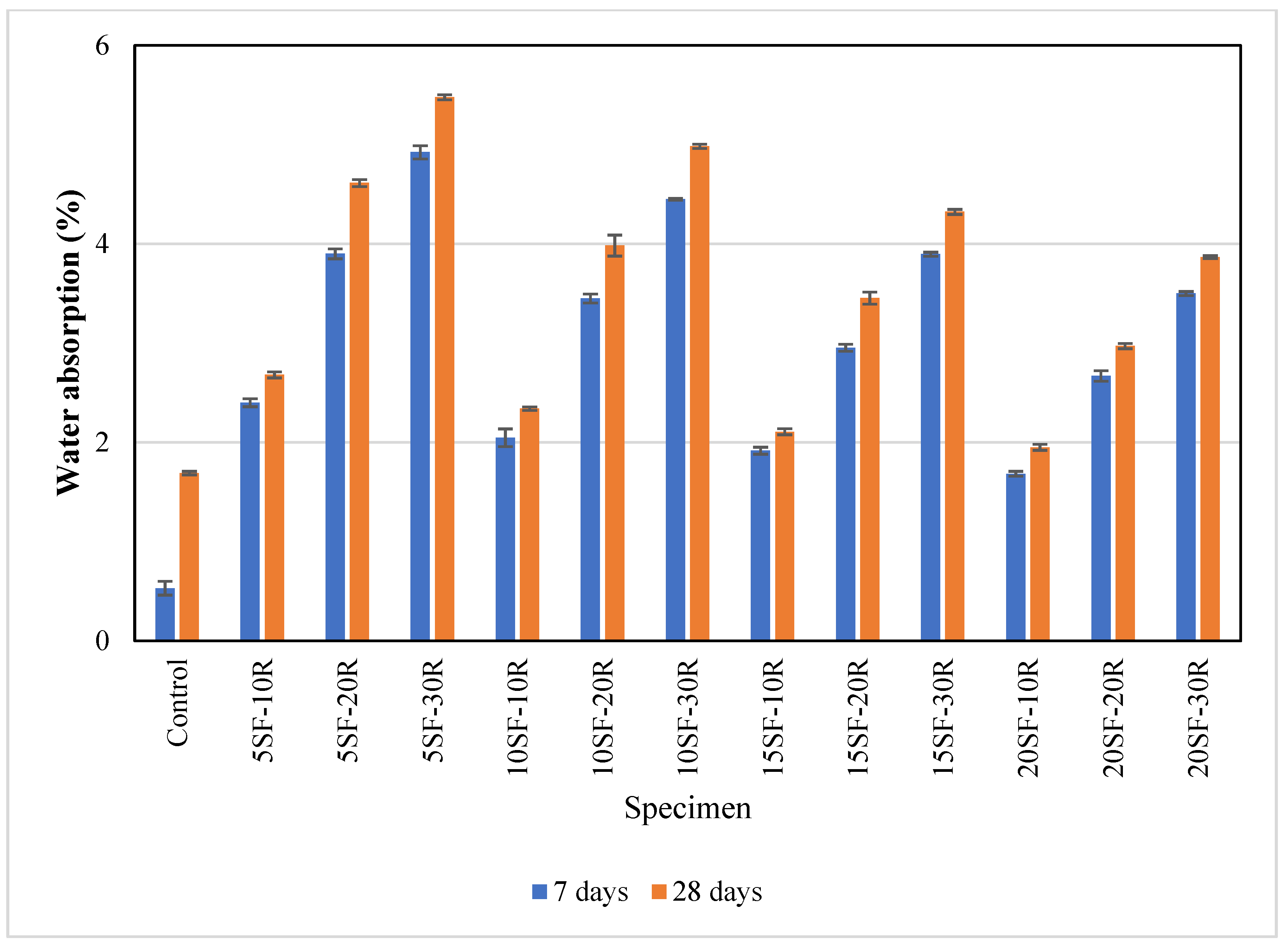
3.3. Water Absorption
3.4. Compressive Strength
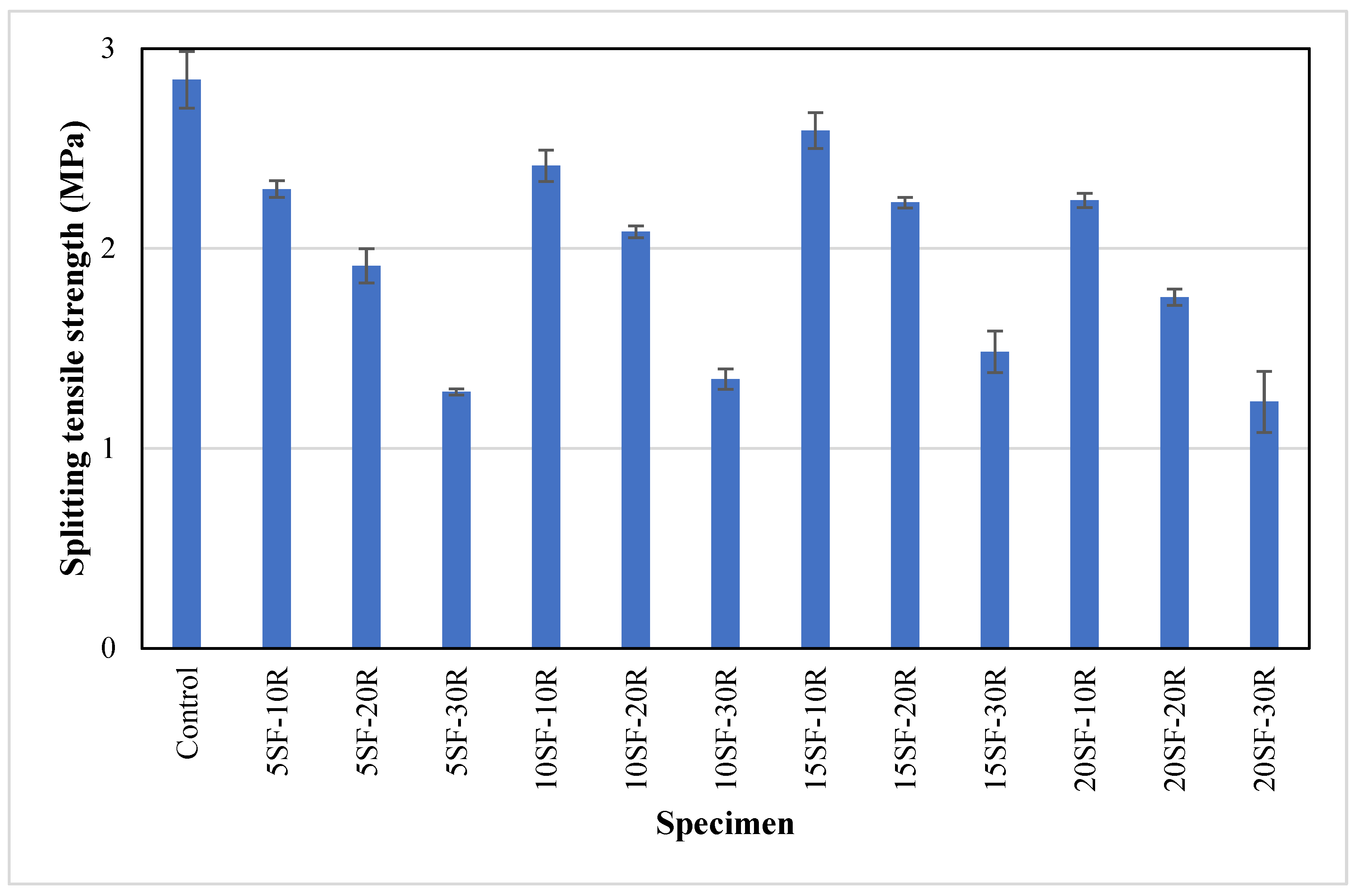
3.5. Splitting Tensile Strength
3.6. Modulus of Elasticity
3.7. Shrinkage
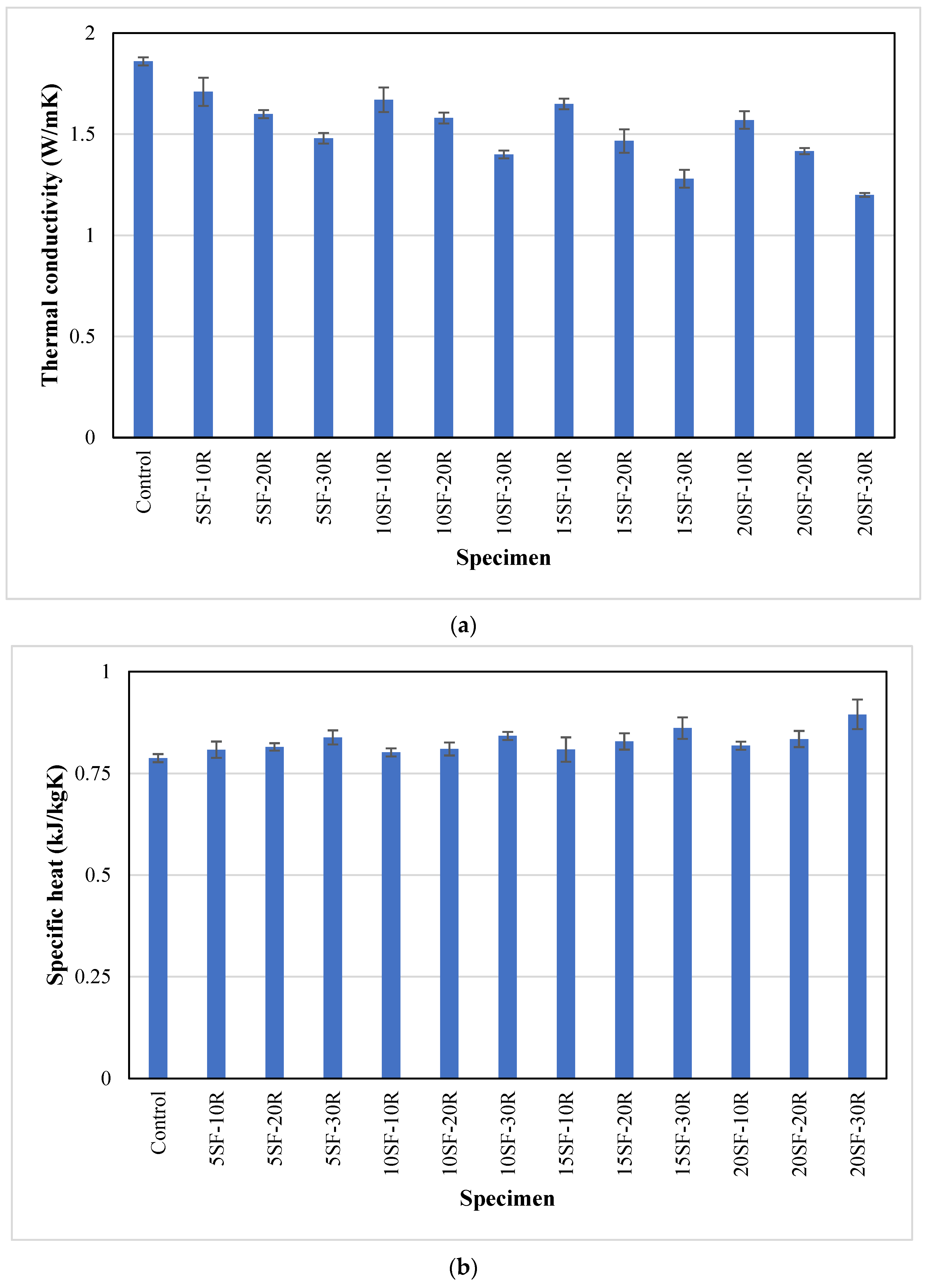
3.8. Thermal Properties
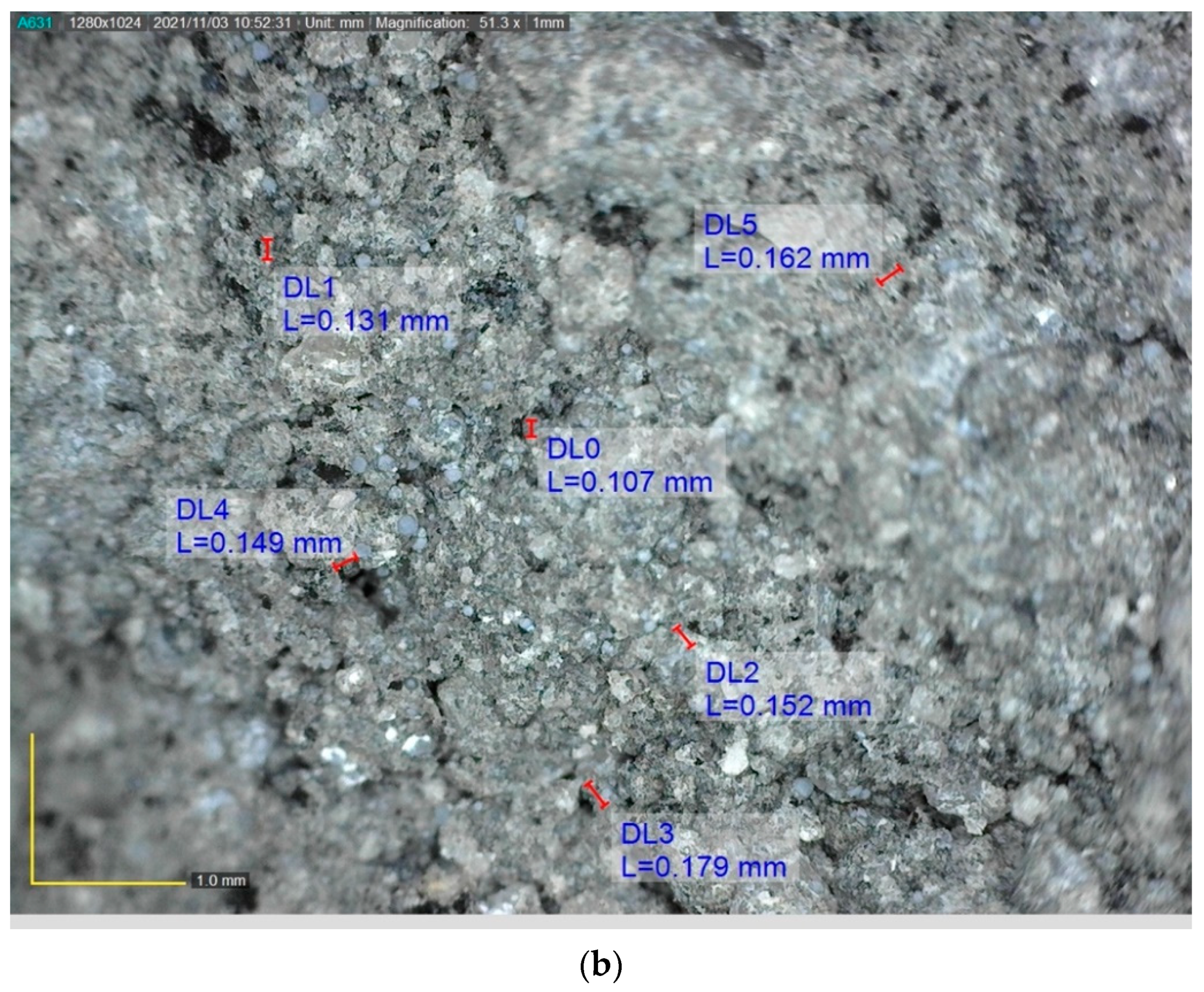
3.9. Morphology
4. Statistical Analysis
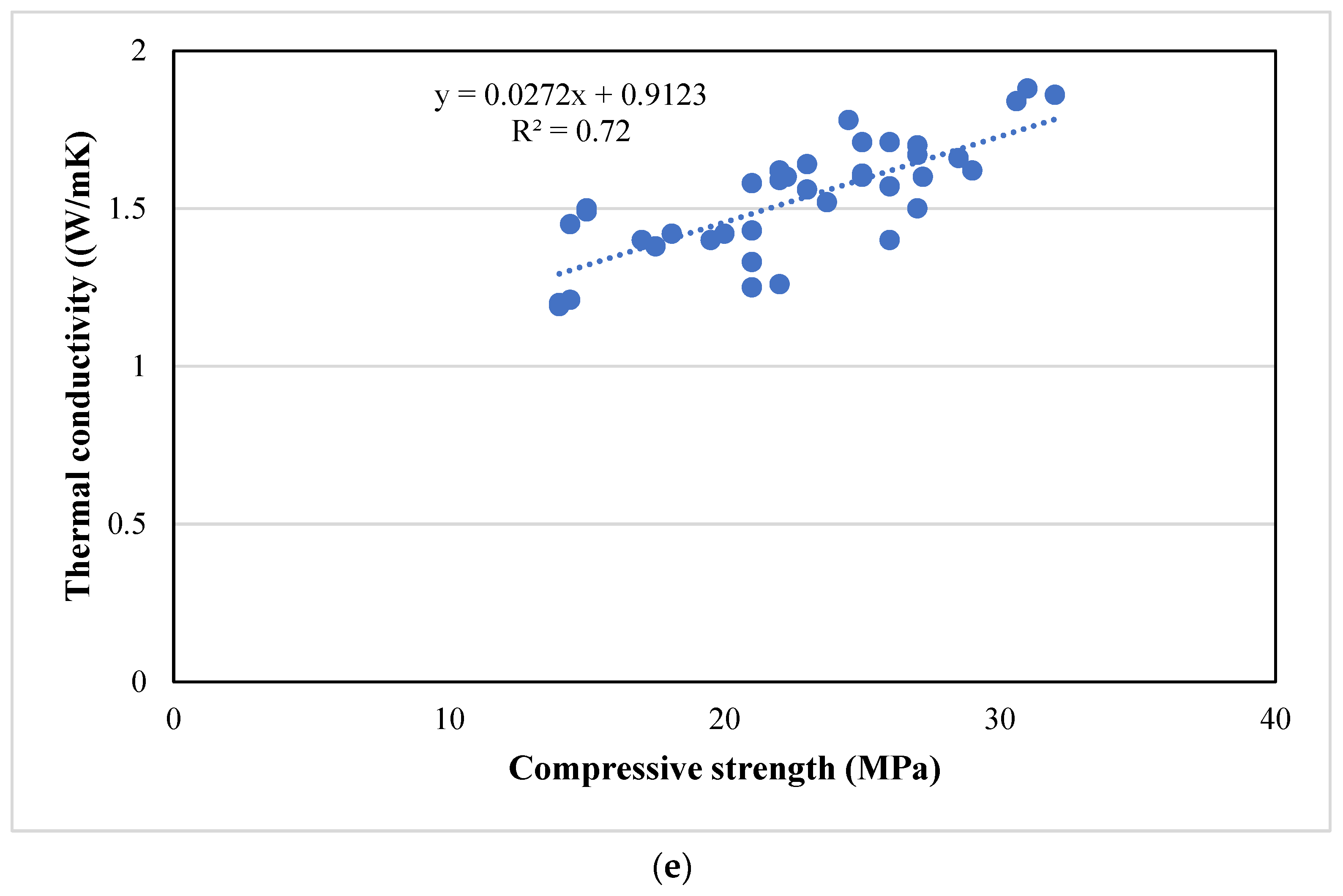
Correlationships between Density, Thermal and Mechanical Properties of Waste Rubber Concrete
- fcu = Compressive strength in MPa
- ρ = density in kg/m3
- fct = Splitting tensile strength in MPa
- fcu = Compressive strength in MPa
- E = modulus of elasticity in GPa
- fcu = Compressive strength in MPa
- = Thermal conductivity in (W/mK)
- ρ = density in kg/m3
- = Thermal conductivity in (W/mK)
- fcu = Compressive strength in MPa
5. Discussion on the Optimum Content of Silica Fume
6. Conclusions
- The workability, mechanical properties and thermal conductivity of concrete decreased as the waste rubber powder content increased. Increasing rubber powder content led to higher water absorption and shrinkage. The partial replacement of OPC with silica fume by up to 15% improved the mechanical properties of rubberised concrete. Further increases in the silica fume content caused a reduction in mechanical properties. The ANOVA analyses confirmed that the silica fume and rubber powder content have significant effects on the properties of rubberised concrete.
- The mixture with a combination of 15% silica fume and 10% waste rubber powder was determined as the optimum proportion based on the mechanical performance. The reduction in compressive strength, splitting tensile strength and elastic modulus was less than 10%, and it achieved a compressive strength of more than 25 MPa. The thermal conductivity was 11% lower than the control sample.
- A minimum of 20% rubber powder was required as a sand replacement in order to achieve a thermal conductivity below 1.5 W/mK, which represented a 20% reduction in thermal conductivity compared to the control sample. With 30% rubber powder, a thermal conductivity as low as 1.2 W/mK could be achieved, but the compressive strength was less than 20 MPa.
- The proposed linear regression models could predict the relationships between splitting tensile strength, modulus of elasticity and thermal conductivity with compressive strength at an acceptable accuracy.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| Al2O3 | Aluminium Oxide |
| ANOVA | Analysis of Variance |
| ASTM | American Society for Testing and Materials |
| Ca(ClO)2 | Calcium hypochlorite |
| CaO | Calcium Oxide |
| CSH | Calcium silicate hydrate |
| Ca(ClO)2 | Calcium hypochlorite |
| E | Modulus of elasticity |
| Fct | Splitting tensile strength |
| Fcu | Compressive strength |
| Fe2O3 | Iron oxide |
| ITZ | Interfacial transition zone |
| K2O | Potassium oxide |
| LOI | Loss of ignition |
| MgO | Magnesium oxide |
| NaOH | Sodium hydroxide |
| OPC | Ordinary Portland cement |
| P2O5 | Phosphorus pentoxide |
| SEM | Scanning Electron Microscopy |
| SiO2 | Silica dioxide |
| SO3 | Sulphur oxide |
| XRF | X-ray fluorescence |
| λ | Thermal conductivity |
| ρ | Density |
References
- Ferdous, W.; Manalo, A.; AlAjarmeh, O.S.; Zhuge, Y.; Mohammed, A.A.; Bai, Y.; Aravinthan, T.; Schubel, P. Bending and shear behaviour of waste rubber concrete-filled FRP tubes with external flanges. Polymers 2021, 13, 2500. [Google Scholar] [CrossRef] [PubMed]
- Qaidi, S.M.; Mohammed, A.S.; Ahmed, H.U.; Faraj, R.H.; Emad, W.; Tayeh, B.A.; Althoey, F.; Zaid, O.; Sor, N.H. Rubberized geopolymer composites: A comprehensive review. Ceram. Int. 2022, 48, 24234–24259. [Google Scholar] [CrossRef]
- Qaidi, S.M.; Dinkha, Y.Z.; Haido, J.H.; Ali, M.H.; Tayeh, B.A. Engineering properties of sustainable green concrete incorporating eco-friendly aggregate of crumb rubber: A review. J. Clean. Prod. 2021, 324, 129251. [Google Scholar] [CrossRef]
- Ganjian, E.; Khorami, M.; Maghsoudi, A.A. Scrap-tyre-rubber replacement for aggregate and filler in concrete. Constr. Build. Mater. 2009, 23, 1828–1836. [Google Scholar] [CrossRef]
- Assaggaf, R.A.; Al-Dulaijan, S.U.; Maslehuddin, M.; Al-Amoudi, O.S.B.; Ahmad, S.; Ibrahim, M. Effect of different treatments of crumb rubber on the durability characteristics of rubberized concrete. Constr. Build. Mater. 2022, 318, 126030. [Google Scholar] [CrossRef]
- Fernández-Ruiz, M.; Gil-Martín, L.; Carbonell-Márquez, J.; Hernández-Montes, E. Epoxy resin and ground tyre rubber replacement for cement in concrete: Compressive behaviour and durability properties. Constr. Build. Mater. 2018, 173, 49–57. [Google Scholar] [CrossRef]
- Showkat, R.; Mir, B.A.; Wani, K. A Laboratory study on the mechanical behaviour of dredged soil admixed with waste rubber tyre powder and cement. In Proceedings of the Indian Geotechnical Conference 2019; Springe: Singapore, 2019; pp. 863–871. [Google Scholar]
- He, T.; Xu, R.; Da, Y.; Yang, R.; Chen, C.; Liu, Y. Experimental study of high-performance autoclaved aerated concrete produced with recycled wood fibre and rubber powder. J. Clean. Prod. 2019, 234, 559–567. [Google Scholar] [CrossRef]
- Shen, Y.; Huang, J.; Ma, X.; Hao, F.; Lv, J. Experimental study on the free shrinkage of lightweight polymer concrete incorporating waste rubber powder and ceramsite. Compos. Struct. 2020, 242, 112152. [Google Scholar] [CrossRef]
- Shen, Y.; Ma, X.; Huang, J.; Hao, F.; Lv, J.; Shen, M. Near-zero restrained shrinkage polymer concrete incorporating ceramsite and waste rubber powder. Cem. Concr. Compos. 2020, 110, 103584. [Google Scholar] [CrossRef]
- Moustafa, A.; ElGawady, M.A. Mechanical properties of high strength concrete with scrap tire rubber. Constr. Build. Mater. 2015, 93, 249–256. [Google Scholar] [CrossRef]
- Sidhu, A.S.; Siddique, R. Utilisation of crumb tire rubber in development of sustainable metakaolin based high strength concrete. Constr. Build. Mater. 2022, 345, 128412. [Google Scholar] [CrossRef]
- Habib, A.; Yildirim, U.; Eren, O. Mechanical and dynamic properties of high strength concrete with well graded coarse and fine tire rubber. Constr. Build. Mater. 2020, 246, 118502. [Google Scholar] [CrossRef]
- Zhang, D.; Hongliang, L.; Tu, H.; Weng, Y. Investigation on the quasi-static mechanical properties and dynamic compressive behaviors of ultra-high-performance concrete with crumbed rubber powders. Mater. Struct. 2022, 55, 104. [Google Scholar] [CrossRef]
- Bazli, M.; Zhao, X.-L.; Bai, Y.; Raman, R.S.; Al-Saadi, S.; Haque, A. Durability of pultruded GFRP tubes subjected to seawater sea sand concrete and seawater environments. Constr. Build. Mater. 2020, 245, 118399. [Google Scholar] [CrossRef]
- Bazli, M.; Zhao, X.-L.; Bai, Y.; Raman, R.S.; Al-Saadi, S. Bond-slip behaviour between FRP tubes and seawater sea sand concrete. Eng. Struct. 2019, 197, 109421. [Google Scholar] [CrossRef]
- Eldin, N.N.; Senouci, A.B. Rubber-tire particles as concrete aggregate. J. Mater. Civ. Eng. 1993, 5, 478–496. [Google Scholar] [CrossRef]
- Topcu, I.B. The properties of rubberized concretes. Cem. Concr. Res. 1995, 25, 304–310. [Google Scholar] [CrossRef]
- Li, L.-J.; Chen, Z.-Z.; Xie, W.-F.; Liu, F. Experimental study of recycled rubber-filled high-strength concrete. Mag. Concr. Res. 2009, 61, 549–556. [Google Scholar] [CrossRef]
- Su, H.; Yang, J.; Ling, T.-C.; Ghataora, G.S.; Dirar, S. Properties of concrete prepared with waste tyre rubber particles of uniform and varying sizes. J. Clean. Prod. 2015, 91, 288–296. [Google Scholar] [CrossRef]
- Jokar, F.; Khorram, M.; Karimi, G.; Hataf, N. Experimental investigation of mechanical properties of crumbed rubber concrete containing natural zeolite. Constr. Build. Mater. 2019, 208, 651–658. [Google Scholar] [CrossRef]
- Yu, Q.; Zhang, K. Experimental Study on the Effect of Different Pretreatment Methods on Rubber Concrete Work Performance and Compressive Strength. Proc. Appl. Mech. Mater. 2014, 507, 421–424. [Google Scholar] [CrossRef]
- Abd-Elaal, E.-S.; Araby, S.; Mills, J.E.; Youssf, O.; Roychand, R.; Ma, X.; Zhuge, Y.; Gravina, R.J. Novel approach to improve crumb rubber concrete strength using thermal treatment. Constr. Build. Mater. 2019, 229, 116901. [Google Scholar] [CrossRef]
- Park, J.-H.; Yoon, C.-B. Properties and durability of cement mortar using calcium stearate and natural pozzolan for concrete surface treatment. Materials 2022, 15, 5762. [Google Scholar] [CrossRef] [PubMed]
- Khern, Y.C.; Paul, S.C.; Kong, S.Y.; Babafemi, A.J.; Anggraini, V.; Miah, M.J.; Šavija, B. Impact of chemically treated waste rubber tire aggregates on mechanical, durability and thermal properties of concrete. Front. Mater. 2020, 7, 90. [Google Scholar] [CrossRef]
- He, L.; Cai, H.; Huang, Y.; Ma, Y.; van den Bergh, W.; Gaspar, L.; Valentin, J.; Vasiliev, Y.E.; Kowalski, K.J.; Zhang, J. Research on the properties of rubber concrete containing surface-modified rubber powders. J. Build. Eng. 2021, 35, 101991. [Google Scholar] [CrossRef]
- Miah, J.; Babafemi, A.J.; Paul, S.C.; Kong, S.Y.; Li, Y.; Jang, J.G. Eco-friendly concrete with chemically treated end-of-life tires: Mechanical strength, shrinkage, and flexural performance of RC beams. Constr. Build. Mater. 2022, 351, 128970. [Google Scholar] [CrossRef]
- Li, Z.; Li, F.; Li, J.S. Properties of concrete incorporating rubber tyre particles. Mag. Concr. Res. 1998, 50, 297–304. [Google Scholar] [CrossRef]
- Dou, Y.; Feng, G.; Xu, L.; Yang, Y.; Zhang, Z.; You, L.; Zhong, S.; Gao, Y.; Cui, X. Modification of rubber particles and its application in rubberized concrete. J. Build. Eng. 2022, 51, 104346. [Google Scholar] [CrossRef]
- Segre, N.; Joekes, I. Use of tire rubber particles as addition to cement paste. Cem. Concr. Res. 2000, 30, 1421–1425. [Google Scholar] [CrossRef]
- Siddika, A.; Al Mamun, M.A.; Alyousef, R.; Amran, Y.M.; Aslani, F.; Alabduljabbar, H. Properties and utilizations of waste tire rubber in concrete: A review. Constr. Build. Mater. 2019, 224, 711–731. [Google Scholar] [CrossRef]
- Assaggaf, R.A.; Ali, M.R.; Al-Dulaijan, S.U.; Maslehuddin, M. Properties of concrete with untreated and treated crumb rubber—A review. J. Mater. Res. Technol. 2021, 11, 1753–1798. [Google Scholar] [CrossRef]
- Li, G.; Wang, Z.; Leung, C.K.; Tang, S.; Pan, J.; Huang, W.; Chen, E. Properties of rubberized concrete modified by using silane coupling agent and carboxylated SBR. J. Clean. Prod. 2016, 112, 797–807. [Google Scholar] [CrossRef]
- Chen, C.-Y.; Shen, Z.-Y.; Lee, M.-T. On developing a hydrophobic rubberized cement paste. Materials 2021, 14, 3687. [Google Scholar] [CrossRef]
- Chou, L.-H.; Yang, C.-K.; Lee, M.-T.; Shu, C.-C. Effects of partial oxidation of crumb rubber on properties of rubberized mortar. Compos. Part B Eng. 2010, 41, 613–616. [Google Scholar] [CrossRef]
- He, L.; Ma, Y.; Liu, Q.; Mu, Y. Surface modification of crumb rubber and its influence on the mechanical properties of rubber-cement concrete. Constr. Build. Mater. 2016, 120, 403–407. [Google Scholar] [CrossRef]
- Rivas-Vázquez, L.; Suárez-Orduña, R.; Hernández-Torres, J.; Aquino-Bolaños, E. Effect of the surface treatment of recycled rubber on the mechanical strength of composite concrete/rubber. Mater. Struct. 2015, 48, 2809–2814. [Google Scholar] [CrossRef]
- Alawais, A.; West, R.P. Ultra-violet and chemical treatment of crumb rubber aggregate in a sustainable concrete mix. J. Struct. Integr. Maint. 2019, 4, 144–152. [Google Scholar] [CrossRef]
- Ossola, G.; Wojcik, A. UV modification of tire rubber for use in cementitious composites. Cem. Concr. Compos. 2014, 52, 34–41. [Google Scholar] [CrossRef]
- Gupta, T.; Siddique, S.; Sharma, R.K.; Chaudhary, S. Effect of aggressive environment on durability of concrete containing fibrous rubber shreds and silica fume. Struct. Concr. 2021, 22, 2611–2623. [Google Scholar] [CrossRef]
- Nagarajan, C.; Shanmugasundaram, P. Effect of modified clay treated crumb rubber and silica fume on the properties of concrete. Struct. Concr. 2022, 23, 2288–2300. [Google Scholar] [CrossRef]
- Gupta, T.; Chaudhary, S.; Sharma, R.K. Mechanical and durability properties of waste rubber fiber concrete with and without silica fume. J. Clean. Prod. 2016, 112, 702–711. [Google Scholar] [CrossRef]
- Raffoul, S.; Garcia, R.; Pilakoutas, K.; Guadagnini, M.; Medina, N.F. Optimisation of rubberised concrete with high rubber content: An experimental investigation. Constr. Build. Mater. 2016, 124, 391–404. [Google Scholar] [CrossRef]
- Jalal, M.; Nassir, N.; Jalal, H. Waste tire rubber and pozzolans in concrete: A trade-off between cleaner production and mechanical properties in a greener concrete. J. Clean. Prod. 2019, 238, 117882. [Google Scholar] [CrossRef]
- Copetti, C.M.; Borges, P.M.; Squiavon, J.Z.; da Silva, S.R.; de Oliveira Andrade, J.J. Evaluation of tire rubber surface pre-treatment and silica fume on physical-mechanical behavior and microstructural properties of concrete. J. Clean. Prod. 2020, 256, 120670. [Google Scholar] [CrossRef]
- Kim, B.-J.; Lee, G.-W.; Choi, Y.-C. Hydration and Mechanical Properties of High-Volume Fly Ash Concrete with Nano-Silica and Silica Fume. Materials 2022, 15, 6599. [Google Scholar] [CrossRef]
- Yusuf, M.O.; Al-Sodani, K.A.A.; AlAteah, A.H.; Al-Tholaia, M.M.; Adewumi, A.A.; Bakare, A.O.; Usman, A.K.; Momohjimoh, I. Performances of the synergy of silica fume and waste glass powder in ternary blended concrete. Appl. Sci. 2022, 12, 6637. [Google Scholar] [CrossRef]
- Güneyisi, E.; Gesoğlu, M.; Özturan, T. Properties of rubberized concretes containing silica fume. Cem. Concr. Res. 2004, 34, 2309–2317. [Google Scholar] [CrossRef]
- Güneyisi, E.; Gesoglu, M.; Naji, N.; İpek, S. Evaluation of the rheological behavior of fresh self-compacting rubberized concrete by using the Herschel-Bulkley and modified Bingham models. Arch. Civ. Mech. Eng. 2016, 16, 9–19. [Google Scholar] [CrossRef]
- Liu, J.; Ju, B.; Yin, Q.; Xie, W.; Xiao, H.; Dong, S.; Yang, W. Properties of Concrete Prepared with Silane Coupling Agent-Impregnated Coral Aggregate and Coral Concrete. Materials 2021, 14, 6454. [Google Scholar] [CrossRef]
- Assaggaf, R.; Maslehuddin, M.; Al-Osta, M.A.; Al-Dulaijan, S.U.; Ahmad, S. Properties and sustainability of treated crumb rubber concrete. J. Build. Eng. 2022, 51, 104250. [Google Scholar] [CrossRef]
- Kazmi, S.M.S.; Munir, M.J.; Wu, Y.-F.; Lin, X.; Ahmad, M.R. Investigation of thermal performance of concrete incorporating different types of recycled coarse aggregates. Constr. Build. Mater. 2021, 270, 121433. [Google Scholar] [CrossRef]
- ASTM C114-18; Standard Test Methods for Chemical Analysis of Hydraulic Cement. ASTM International: West Conshohocken, PA, USA, 2018.
- ASTM D 6913; Standard Test Methods for Particle-Size Distribution (Gradation) of Soils Using Sieve Analysis. ASTM International: West Conshohocken, PA, USA, 2009.
- BS 5328-2; Methods for Specifying Concrete Mixes. British Standard: London, UK, 1997.
- C 143/C 143M-03; Standard Test Method for Slump of Hydraulic-Cement Concrete. ASTM International: West Conshohocken, PA, USA, 2015.
- C642-13; Standard Test Method for Density, Absorption, and Voids in Hardened Concrete. ASTM International: West Conshohocken, PA, USA, 2013.
- C39/C39M-18; Standard Test Method for Compressive Strength of Cylindrical Concrete Specimens. ASTM International: West Conshohocken, PA, USA,, 2018; p. 192.
- C496/C496M-04; Standard Test Method for Splitting Tensile Strength of Cylindrical Concrete Specimens1. ASTM International: West Conshohocken, PA, USA, 2017.
- C1617/C617M; Standard Practice for Capping Cylindrical Concrete Specimens. ASTM International: West Conshohocken, PA, USA, 2012.
- ASTM C469/C469M-14; Standard Test Method for Static Modulus of Elasticity and Poisson’s Ratio of Concrete in Compression. ASTM International: West Conshohocken, PA, USA, 2014.
- Zhang, Y.; Fan, Z.; Sun, X.; Zhu, X. Utilization of surface-modified fly ash cenosphere waste as an internal curing material to intensify concrete performance. J. Clean. Prod. 2022, 358, 132042. [Google Scholar] [CrossRef]
- Nhieu, D.V.; Hoy, M.; Horpibulsuk, S.; Karntatam, K.; Arulrajah, A.; Horpibulsuk, J. Cement–natural rubber latex stabilised recycled concrete aggregate as a pavement base material. Road Mater. Pavement Des. 2022, 1–15. [Google Scholar] [CrossRef]
- 157/C 157M-08; Standard Test Method for Length Change of Hardened Hydraulic-Cement Mortar and Concrete. ASTM International: West Conshohocken, PA, USA, 2008.
- ISO 22007-2:2015; Plastics—Determination of Thermal Conductivity and Thermal Diffusivity Part 2: Transient Plane Heat Source (Hot Disc) Method. ISO: Geneva, Switzerland, 2015.
- Ataria, R.B.; Wang, Y.C. Mechanical Properties and Durability Performance of Recycled Aggregate Concrete Containing Crumb Rubber. Materials 2022, 15, 1776. [Google Scholar] [CrossRef]
- Wang, J.; Dai, Q.; Si, R.; Guo, S. Mechanical, durability, and microstructural properties of macro synthetic polypropylene (PP) fiber-reinforced rubber concrete. J. Clean. Prod. 2019, 234, 1351–1364. [Google Scholar] [CrossRef]
- Bisht, K.; Ramana, P. Evaluation of mechanical and durability properties of crumb rubber concrete. Constr. Build. Mater. 2017, 155, 811–817. [Google Scholar] [CrossRef]
- Pham, T.M.; Lim, Y.Y.; Malekzadeh, M. Effect of pre-treatment methods of crumb rubber on strength, permeability and acid attack resistance of rubberised geopolymer concrete. J. Build. Eng. 2021, 41, 102448. [Google Scholar]
- Gesoğlu, M.; Güneyisi, E. Strength development and chloride penetration in rubberized concretes with and without silica fume. Mater. Struct. 2007, 40, 953–964. [Google Scholar] [CrossRef]
- Paul, J. Management of used or scrap tyres. Encycl. Polym. Sci. Eng. 1985, 14, 787–802. [Google Scholar]
- Yung, W.H.; Yung, L.C.; Hua, L.H. A study of the durability properties of waste tire rubber applied to self-compacting concrete. Constr. Build. Mater. 2013, 41, 665–672. [Google Scholar] [CrossRef]
- Mazloom, M.; Ramezanianpour, A.; Brooks, J. Effect of silica fume on mechanical properties of high-strength concrete. Cem. Concr. Compos. 2004, 26, 347–357. [Google Scholar] [CrossRef]
- Sun, M.; Bennett, T.; Visintin, P. Plastic and early-age shrinkage of ultra-high performance concrete (UHPC): Experimental study of the effect of water to binder ratios, silica fume dosages under controlled curing conditions. Case Stud. Constr. Mater. 2022, 16, e00948. [Google Scholar] [CrossRef]
- Guo, J.; Huang, M.; Huang, S.; Wang, S. An experimental study on mechanical and thermal insulation properties of rubberized concrete including its microstructure. Appl. Sci. 2019, 9, 2943. [Google Scholar] [CrossRef]
- Al-Jabri, K.; Shoukry, H.; Mokhtar, M.M.; Morsy, M.S. Thermo-physical, mechanical and microstructural properties of cementless lightweight mortar. Adv. Cem. Res. 2021, 33, 74–83. [Google Scholar] [CrossRef]
- Demirboğa, R.; Gül, R. The effects of expanded perlite aggregate, silica fume and fly ash on the thermal conductivity of lightweight concrete. Cem. Concr. Res. 2003, 33, 723–727. [Google Scholar] [CrossRef]
- Boukhelf, F.; Cherif, R.; Trabelsi, A.; Belarbi, R.; Bouiadjra, M.B. On the hygrothermal behavior of concrete containing glass powder and silica fume. J. Clean. Prod. 2021, 318, 128647. [Google Scholar] [CrossRef]
- Wang, Q.-Z.; Wang, N.-N.; Tseng, M.-L.; Huang, Y.-M.; Li, N.-L. Waste tire recycling assessment: Road application potential and carbon emissions reduction analysis of crumb rubber modified asphalt in China. J. Clean. Prod. 2020, 249, 119411. [Google Scholar] [CrossRef]
- Bentz, D.P.; Peltz, M.A.; Duran-Herrera, A.; Valdez, P.; Juarez, C. Thermal properties of high-volume fly ash mortars and concretes. J. Build. Phys. 2011, 34, 263–275. [Google Scholar] [CrossRef]
- Kumar, A.; Kumar, R.; Das, V.; Jhatial, A.A.; Ali, T.H. Assessing the structural efficiency and durability of burnt clay bricks incorporating fly ash and silica fume as additives. Constr. Build. Mater. 2021, 310, 125233. [Google Scholar] [CrossRef]
- Anandan, S.; Lim, C.Y.; Tan, B.T.; Anggraini, V.; Raghunandan, M.E. Numerical and experimental investigation of oil palm shell reinforced rubber composites. Polymers 2020, 12, 314. [Google Scholar] [CrossRef]
- Rashid, K.; Yazdanbakhsh, A.; Rehman, M.U. Sustainable selection of the concrete incorporating recycled tire aggregate to be used as medium to low strength material. J. Clean. Prod. 2019, 224, 396–410. [Google Scholar] [CrossRef]
- Ibrahim, A.; Mahmoud, E.; Yamin, M.; Patibandla, V.C. Experimental study on Portland cement pervious concrete mechanical and hydrological properties. Constr. Build. Mater. 2014, 50, 524–529. [Google Scholar] [CrossRef]
- Ke, Y.; Beaucour, A.; Ortola, S.; Dumontet, H.; Cabrillac, R. Influence of volume fraction and characteristics of lightweight aggregates on the mechanical properties of concrete. Constr. Build. Mater. 2009, 23, 2821–2828. [Google Scholar] [CrossRef]
- Bogas, J.A.; Gomes, A. Compressive behavior and failure modes of structural lightweight aggregate concrete—Characterization and strength prediction. Mater. Des. 2013, 46, 832–841. [Google Scholar] [CrossRef]
- Fardin, H.E.; Santos, A.G.d. Roller compacted concrete with recycled concrete aggregate for paving bases. Sustainability 2020, 12, 3154. [Google Scholar] [CrossRef]
- Chhorn, C.; Hong, S.J.; Lee, S.W. Relationship between compressive and tensile strengths of roller-compacted concrete. J. Traffic Transp. Eng. (Engl. Ed.) 2018, 5, 215–223. [Google Scholar] [CrossRef]
- Mangi, S.A.; Wan Ibrahim, M.H.; Jamaluddin, N.; Arshad, M.F.; Mudjanarko, S.W. Recycling of coal ash in concrete as a partial cementitious resource. Resources 2019, 8, 99. [Google Scholar] [CrossRef]
- Eltayeb, E.; Ma, X.; Zhuge, Y.; Youssf, O.; Mills, J.E. Influence of rubber particles on the properties of foam concrete. J. Build. Eng. 2020, 30, 101217. [Google Scholar] [CrossRef]
- Kockal, N.U.; Ozturan, T. Strength and elastic properties of structural lightweight concretes. Mater. Des. 2011, 32, 2396–2403. [Google Scholar] [CrossRef]
- Zhang, B.; Poon, C.S. Use of furnace bottom ash for producing lightweight aggregate concrete with thermal insulation properties. J. Clean. Prod. 2015, 99, 94–100. [Google Scholar] [CrossRef]
- Sengul, O.; Azizi, S.; Karaosmanoglu, F.; Tasdemir, M.A. Effect of expanded perlite on the mechanical properties and thermal conductivity of lightweight concrete. Energy Build. 2011, 43, 671–676. [Google Scholar] [CrossRef]
- Ünal, O.; Uygunoğlu, T.; Yildiz, A. Investigation of properties of low-strength lightweight concrete for thermal insulation. Build. Environ. 2007, 42, 584–590. [Google Scholar] [CrossRef]
- Ling, T.-C. Prediction of density and compressive strength for rubberized concrete blocks. Constr. Build. Mater. 2011, 25, 4303–4306. [Google Scholar] [CrossRef]
- Joshaghani, A.; Balapour, M.; Mashhadian, M.; Ozbakkaloglu, T. Effects of nano-TiO2, nano-Al2O3, and nano-Fe2O3 on rheology, mechanical and durability properties of self-consolidating concrete (SCC): An experimental study. Constr. Build. Mater. 2020, 245, 118444. [Google Scholar] [CrossRef]
- Myers, R.H.; Montgomery, D.C.; Anderson-Cook, C.M. Response Surface Methodology: Process and Product Optimization Using Designed Experiments; John Wiley & Sons: Hoboken, NJ, USA, 2016. [Google Scholar]
- Garbacz, A.; Piotrowski, T.; Courard, L.; Kwaśniewski, L. On the evaluation of interface quality in concrete repair system by means of impact-echo signal analysis. Constr. Build. Mater. 2017, 134, 311–323. [Google Scholar] [CrossRef]
- Youssf, O.; Mills, J.E.; Hassanli, R. Assessment of the mechanical performance of crumb rubber concrete. Constr. Build. Mater. 2016, 125, 175–183. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition | Silica Fume |
|---|---|
| Calcium Oxide (CaO) | 0.26% |
| Silica dioxide (SiO2) | 95.71% |
| Aluminium Oxide (Al2O3) | 0.64% |
| Iron oxide (Fe2O3) | 0.72% |
| Magnesium oxide (MgO) | 0.41% |
| Potassium oxide (K2O) | 0.24% |
| Sulphur oxide (SO3) | 0.03% |
| Phosphorus pentoxide (P2O5) | 0.05% |
| Loss of ignition (LOI) | 1.94% |
| Specimen | OPC (Kg) | SF (Kg) | Sand (Kg) | Waste Rubber Powder (Kg) | Coarse Aggregate (Kg) | Water (Kg) | |
|---|---|---|---|---|---|---|---|
| Mesh 40 | Mesh 80 | ||||||
| Control | 470 | 0 | 753 | 0 | 0 | 941 | 235 |
| 5SF-10R | 470 | 23.5 | 677.7 | 14.9 | 13.3 | 941 | 235 |
| 5SF-20R | 446.5 | 23.5 | 602.4 | 29.8 | 26.6 | 941 | 235 |
| 5SF-30R | 446.5 | 23.5 | 527.1 | 44.7 | 39.9 | 941 | 235 |
| 10SF-10R | 423 | 47 | 677.7 | 14.9 | 13.3 | 941 | 235 |
| 10SF-20R | 423 | 47 | 602.4 | 29.8 | 26.6 | 941 | 235 |
| 10SF-30R | 423 | 47 | 527.1 | 44.7 | 39.9 | 941 | 235 |
| 15SF-10R | 399.5 | 70.5 | 677.7 | 14.9 | 13.3 | 941 | 235 |
| 15SF-20R | 399.5 | 70.5 | 602.4 | 29.8 | 26.6 | 941 | 235 |
| 15SF-30R | 399.5 | 70.5 | 527.1 | 44.7 | 39.9 | 941 | 235 |
| 20SF-10R | 376 | 94 | 677.7 | 14.9 | 13.3 | 941 | 235 |
| 20SF-20R | 376 | 94 | 602.4 | 29.8 | 26.6 | 941 | 235 |
| 20SF-30R | 376 | 94 | 527.1 | 44.7 | 39.9 | 941 | 235 |
| Silica Fume Content | Waste Rubber Powder Content | p-Value | F-Value | F-Critical | Significance (p-Value < 0.05) and (F-Value > F-Critical) |
|---|---|---|---|---|---|
| Density | |||||
| 5%, 10%, 15% and 20% | 10% | 7.2 × | 238 | 3.5 | Significant |
| 20% | 1.7 × | 1272.2 | |||
| 30% | 1 × | 2236.1 | |||
| Compressive strength | |||||
| 5%, 10%, 15% and 20% | 10% | 2.4 × | 26.9 | 3.5 | Significant |
| 20% | 3.5 × | 66.8 | |||
| 30% | 1.1 × | 551.3 | |||
| Splitting tensile strength | |||||
| 5%, 10%, 15% and 20% | 10% | 4 × | 24.1 | 3.5 | Significant |
| 20% | 1 × | 86.4 | |||
| 30% | 1.9 × | 121.8 | |||
| Modulus of elasticity | |||||
| 5%, 10%, 15% and 20% | 10% | 7.1 × | 12.3 | 3.5 | Significant |
| 20% | 2.7 × | 26.4 | |||
| 30% | 4 × | 65.1 | |||
| Thermal conductivity | |||||
| 5%, 10%, 15% and 20% | 10% | 3.3 × | 14.8 | 3.5 | Significant |
| 20% | 9.7 × | 87.5 | |||
| 30% | 3.1 × | 281.5 | |||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lakhiar, M.T.; Kong, S.Y.; Bai, Y.; Susilawati, S.; Zahidi, I.; Paul, S.C.; Raghunandan, M.E. Thermal and Mechanical Properties of Concrete Incorporating Silica Fume and Waste Rubber Powder. Polymers 2022, 14, 4858. https://doi.org/10.3390/polym14224858
Lakhiar MT, Kong SY, Bai Y, Susilawati S, Zahidi I, Paul SC, Raghunandan ME. Thermal and Mechanical Properties of Concrete Incorporating Silica Fume and Waste Rubber Powder. Polymers. 2022; 14(22):4858. https://doi.org/10.3390/polym14224858
Chicago/Turabian StyleLakhiar, Muhammad Tahir, Sih Ying Kong, Yu Bai, Susilawati Susilawati, Izni Zahidi, Suvash Chandra Paul, and Mavinakere Eshwaraiah Raghunandan. 2022. "Thermal and Mechanical Properties of Concrete Incorporating Silica Fume and Waste Rubber Powder" Polymers 14, no. 22: 4858. https://doi.org/10.3390/polym14224858
APA StyleLakhiar, M. T., Kong, S. Y., Bai, Y., Susilawati, S., Zahidi, I., Paul, S. C., & Raghunandan, M. E. (2022). Thermal and Mechanical Properties of Concrete Incorporating Silica Fume and Waste Rubber Powder. Polymers, 14(22), 4858. https://doi.org/10.3390/polym14224858