
A Study of the Printability of Alginate-Based Bioinks by 3D Bioprinting for Articular Cartilage Tissue Engineering

 , ,
, ,  and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Hydrogel Preparation and Crosslinking Method
2.2. Rheological Characterization
2.3. Mechanical Characterization
2.4. Fabrication Process of the Scaffold
2.5. Printability Evaluation
3. Results
3.1. Characterization of the Different Sodium Alginates
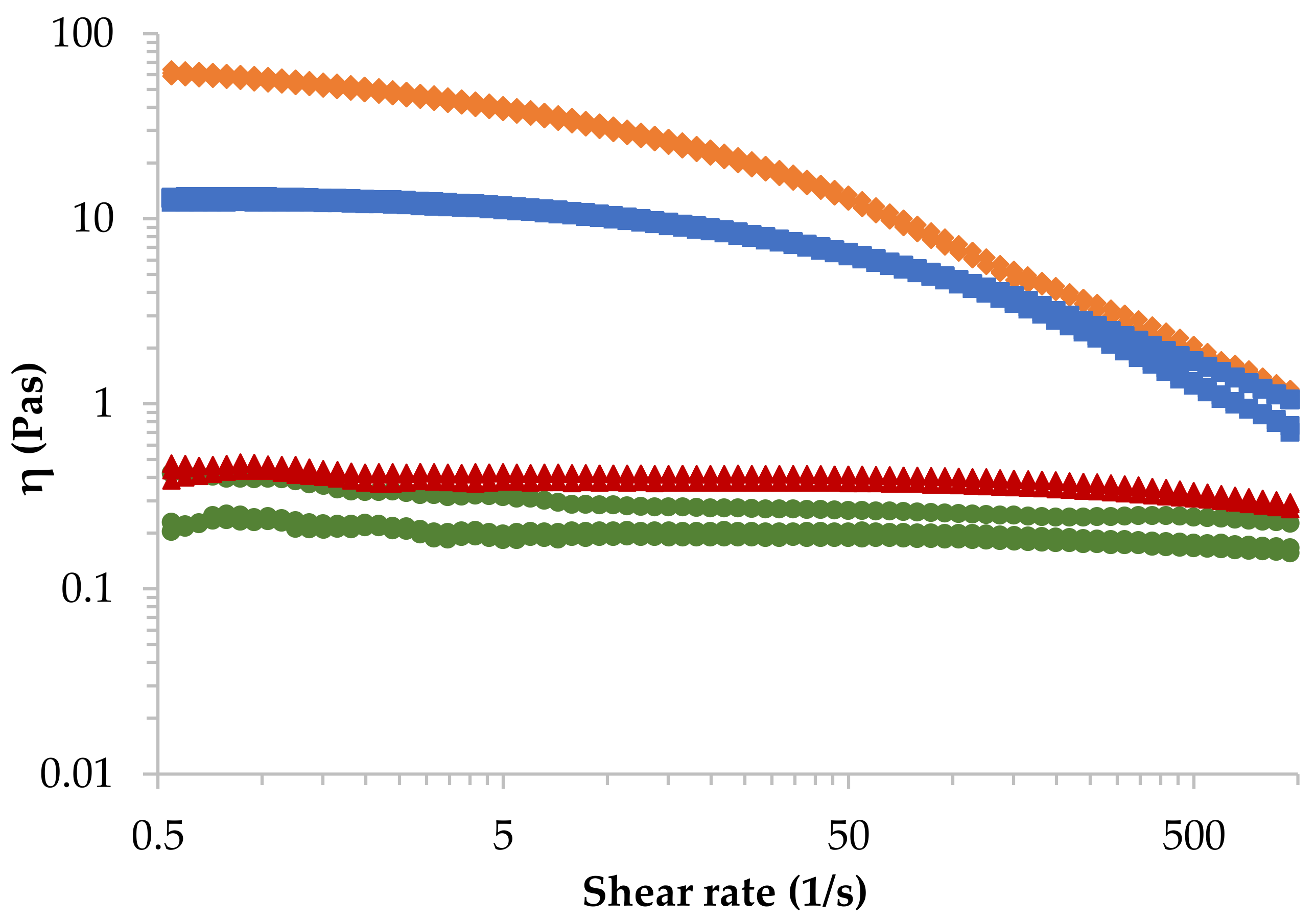
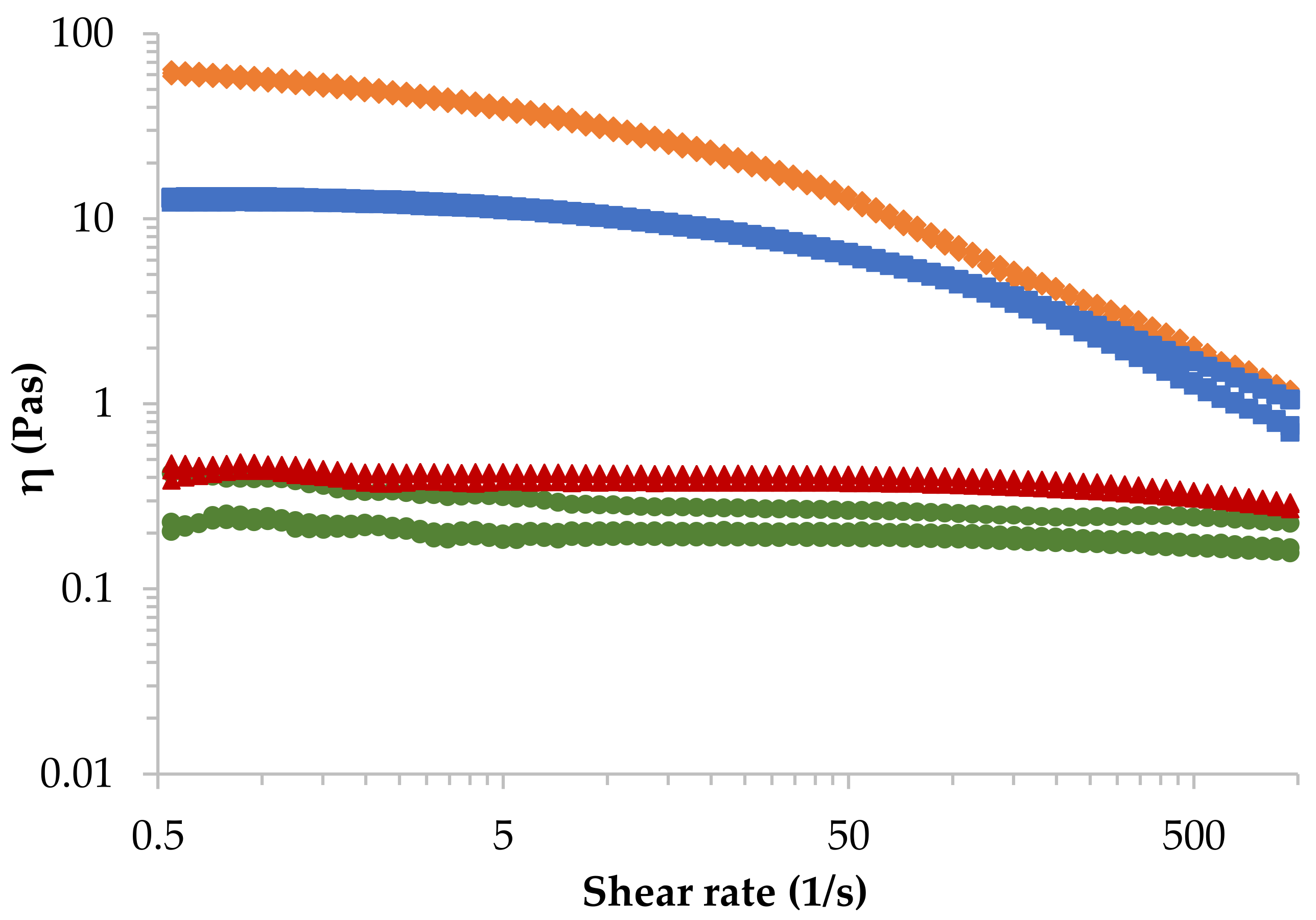
3.1.1. Rheological Characterization
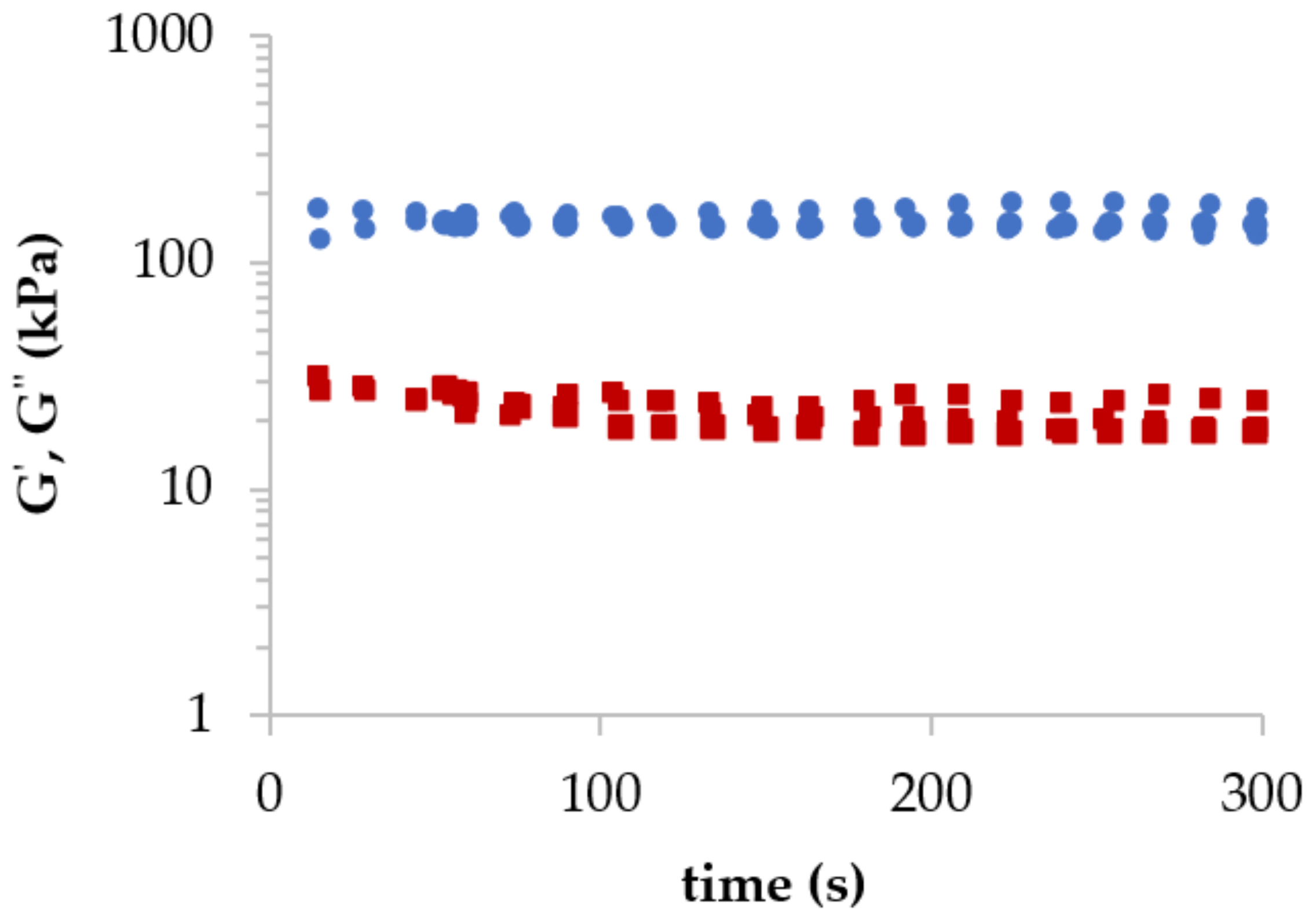
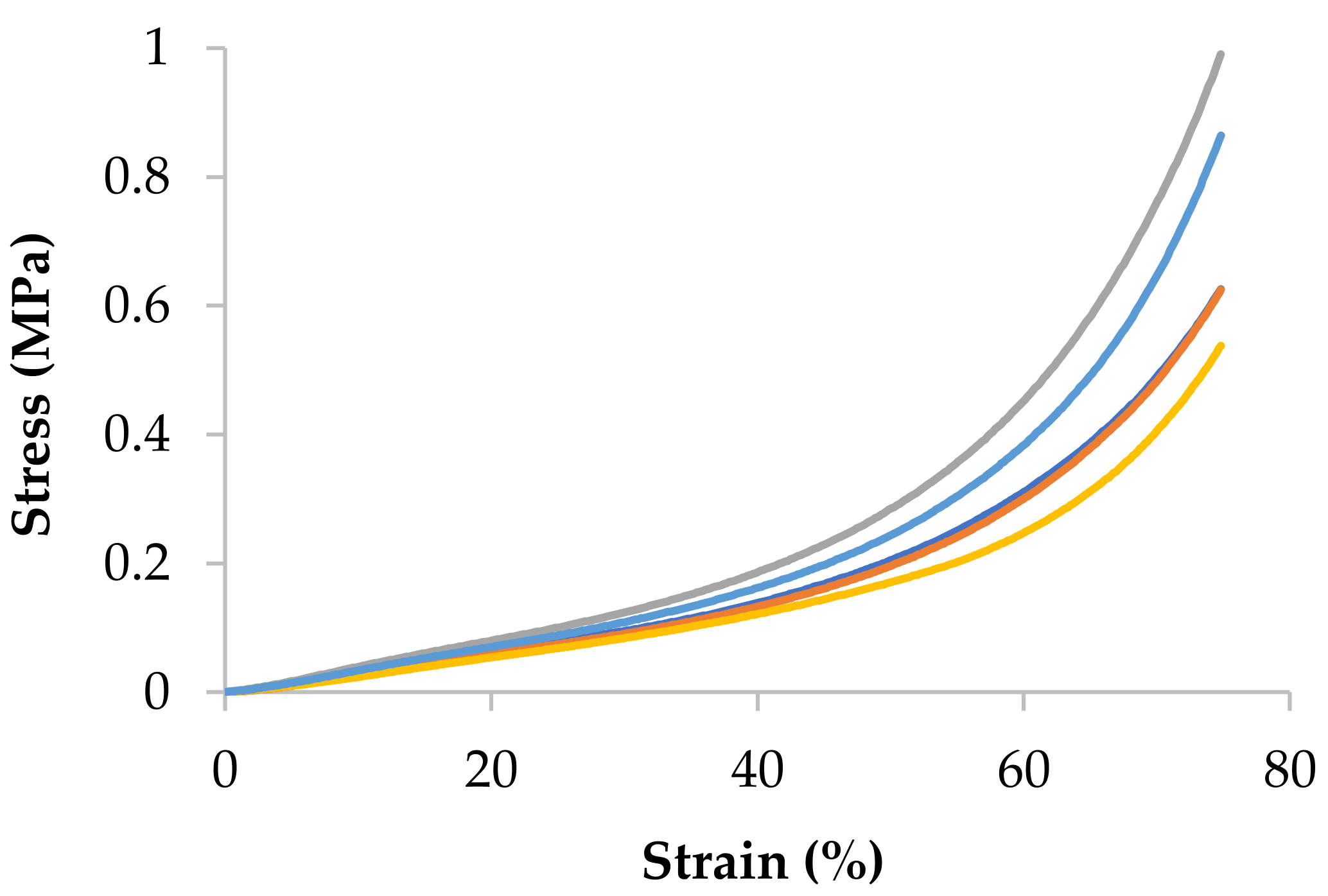
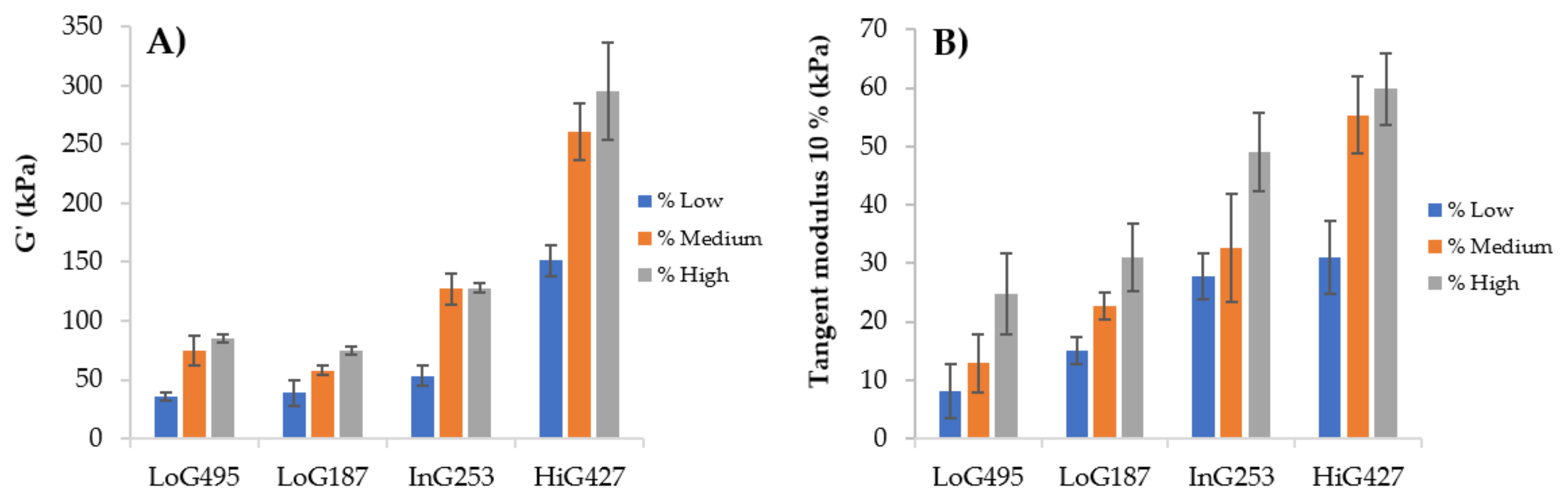
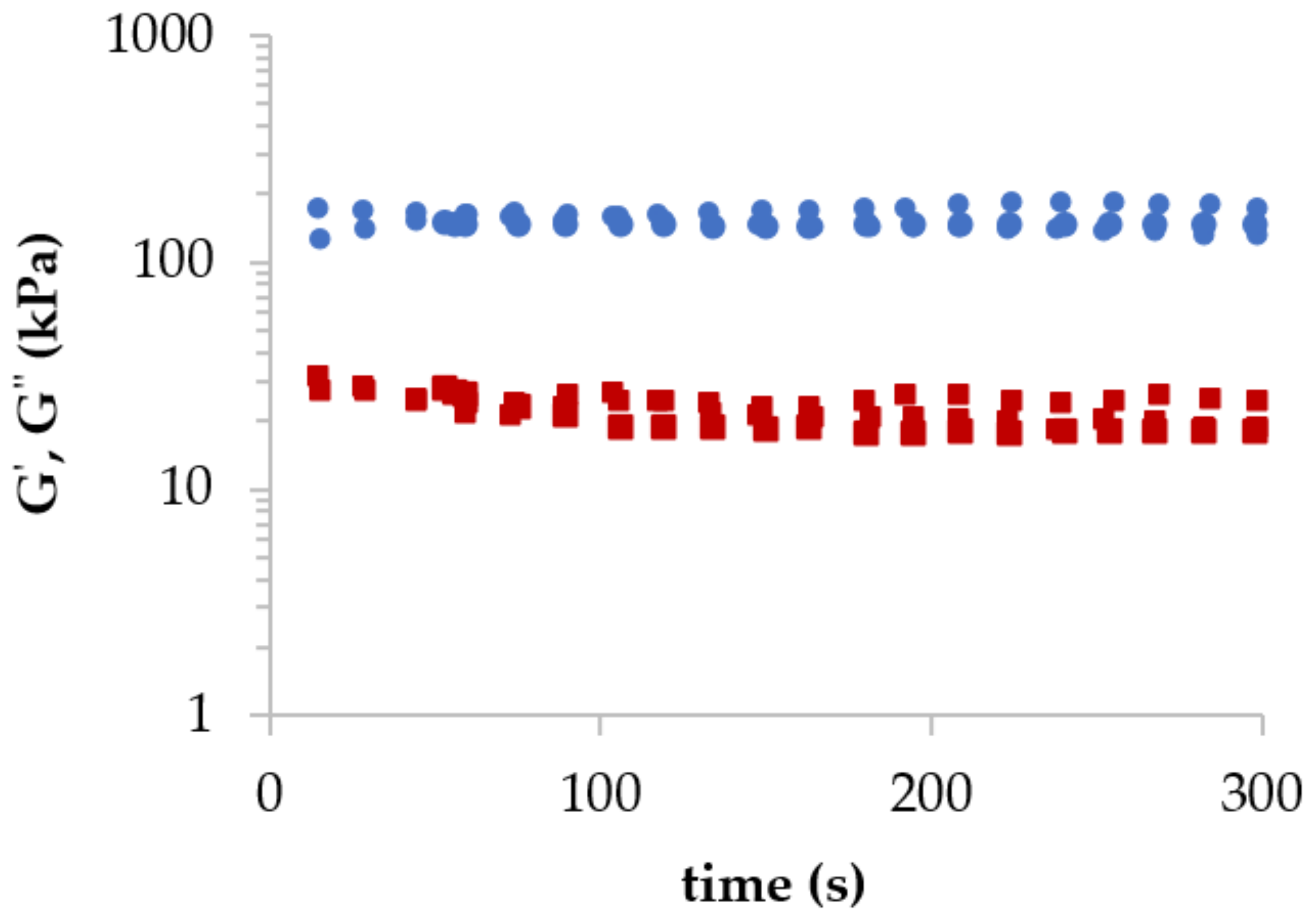
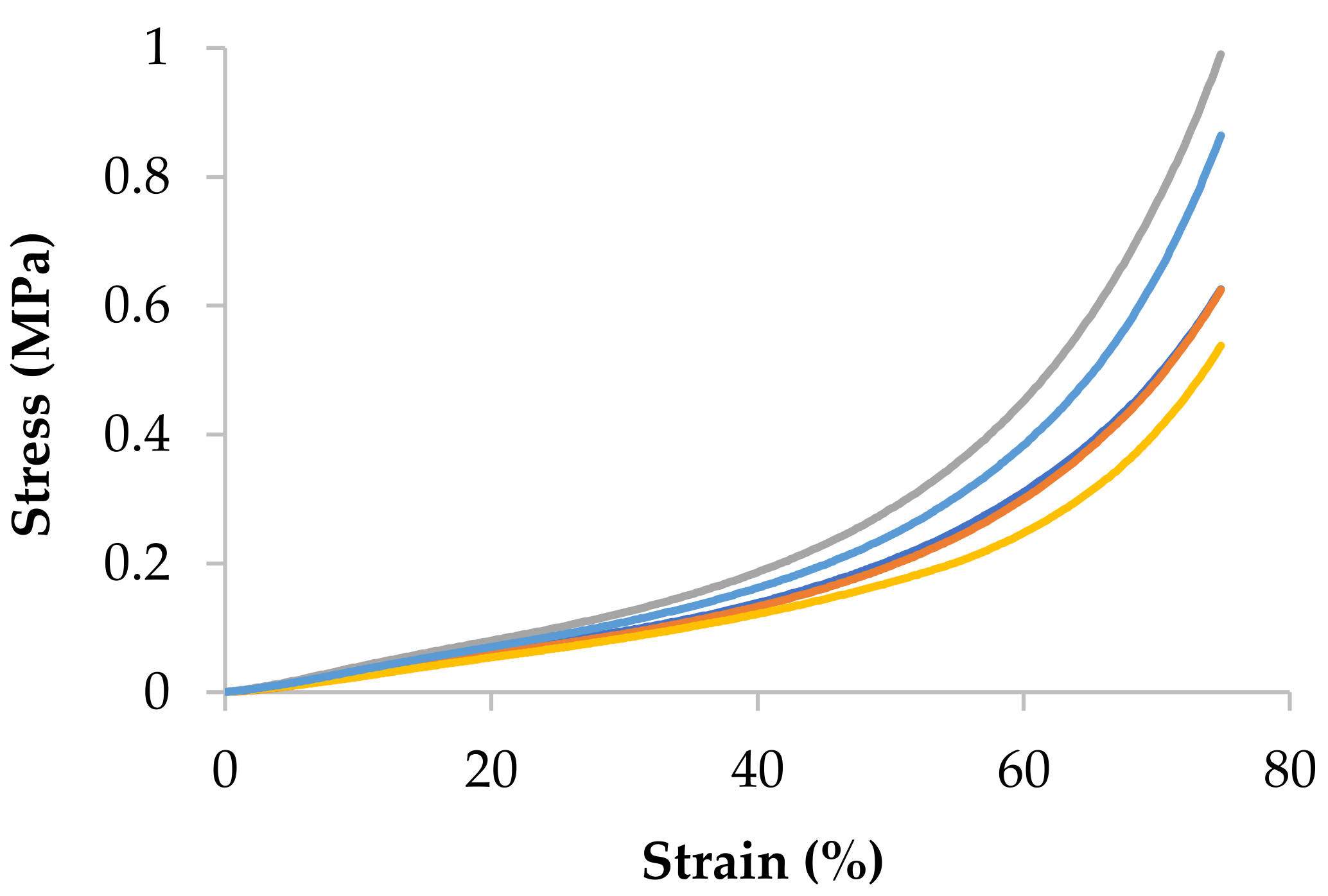
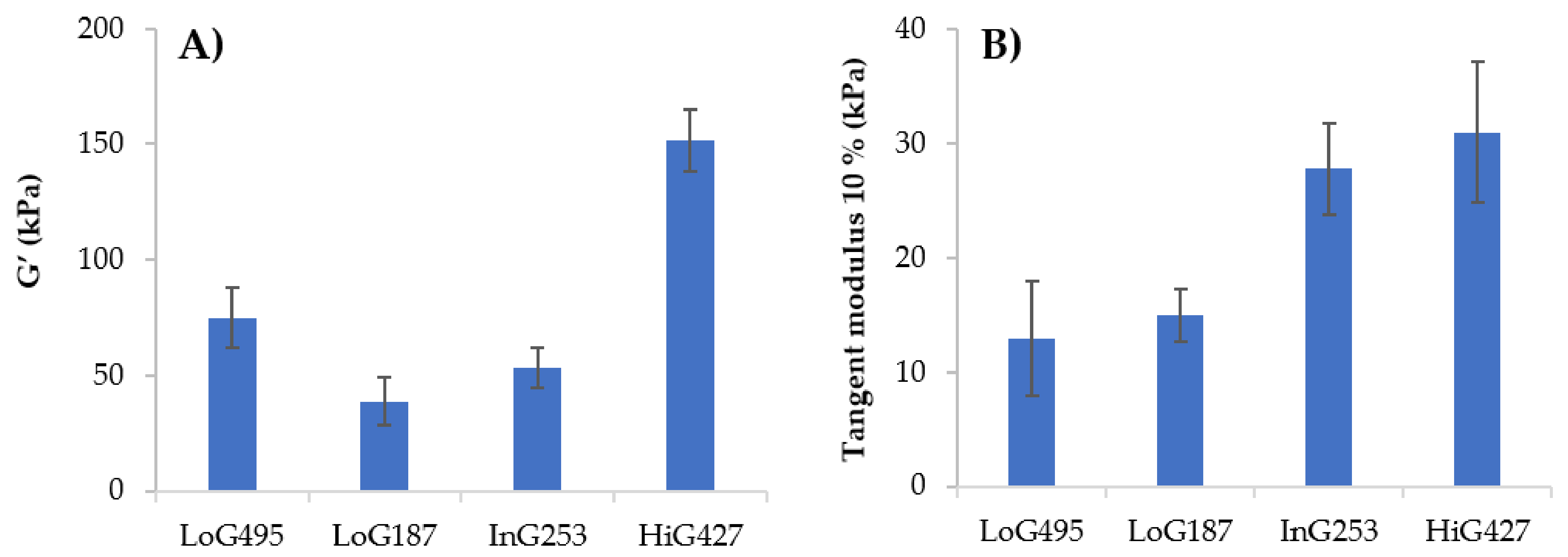
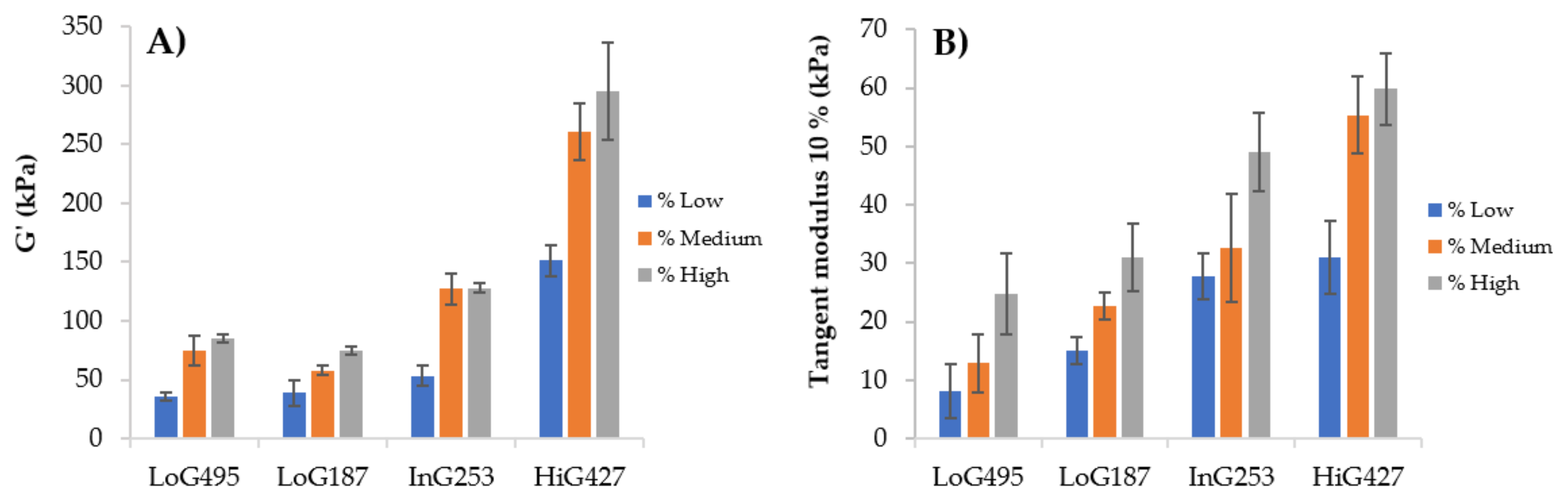
3.1.2. Viscoelastic and Mechanical Characterization
3.1.3. Optimization of the Final Hydrogel
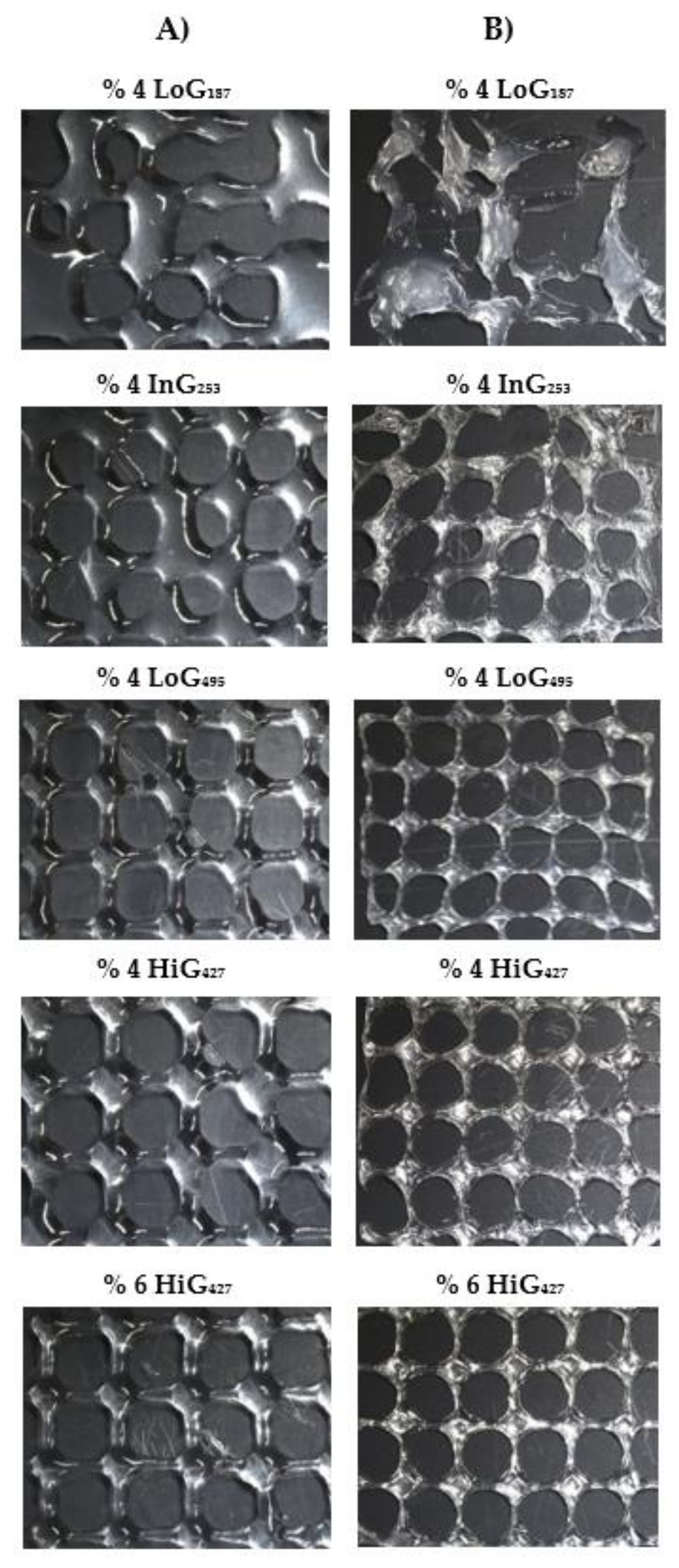
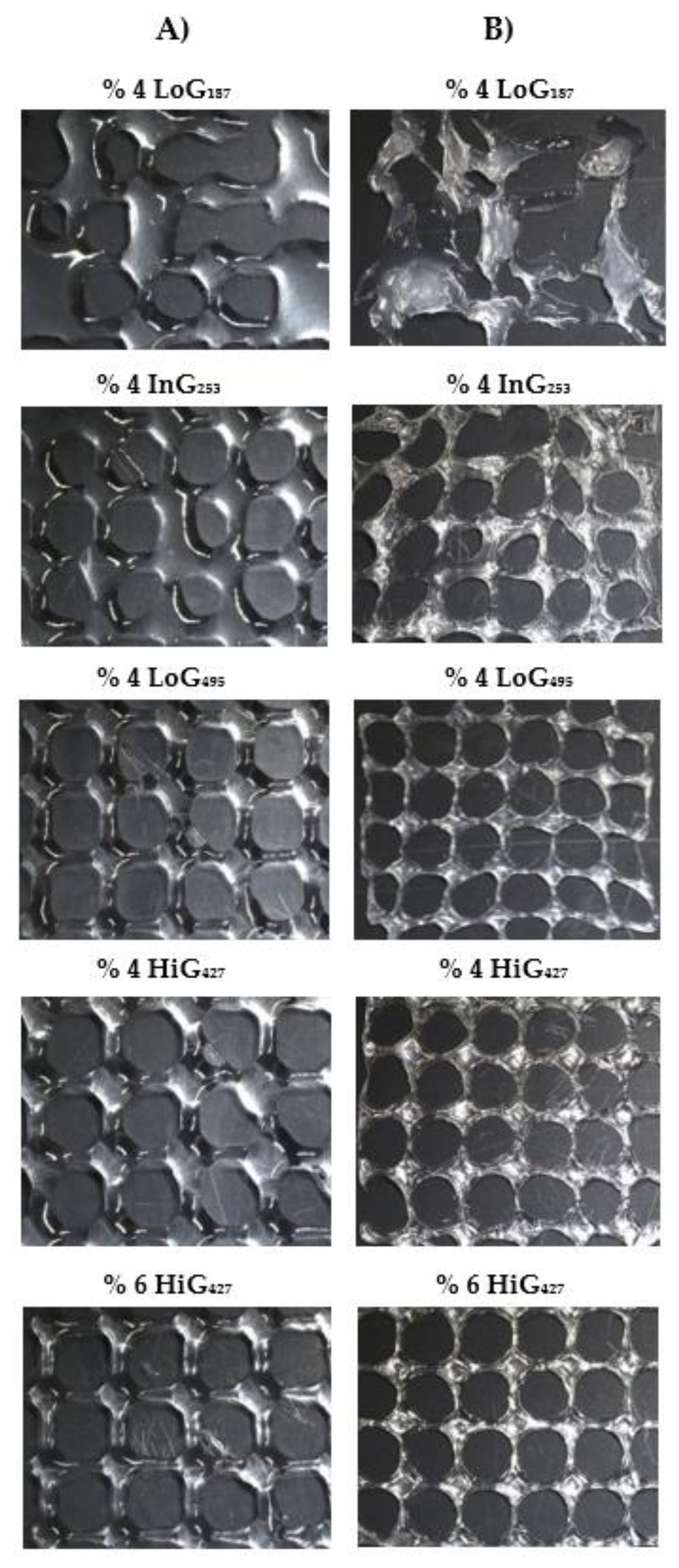
3.2. Printability Evaluation
4. Discussion and Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Farokhi, M.; Shariatzadeh, F.J.; Solouk, A.; Mirzadeh, H. Alginate Based Scaffolds for Cartilage Tissue Engineering: A Review. Int. J. Polym. Mater. Polym. Biomater. 2020, 69, 230–247. [Google Scholar] [CrossRef]
- Rastogi, P.; Kandasubramanian, B. Review of Alginate-Based Hydrogel Bioprinting for Application in Tissue Engineering. Biofabrication 2019, 11, 042001. [Google Scholar] [CrossRef] [PubMed]
- Bidarra, S.J.; Barrias, C.C.; Granja, P.L. Injectable Alginate Hydrogels for Cell Delivery in Tissue Engineering. Acta Biomater. 2014, 10, 1646–1662. [Google Scholar] [CrossRef] [PubMed]
- Eftekhari, A.; Maleki Dizaj, S.; Sharifi, S.; Salatin, S.; Rahbar Saadat, Y.; Zununi Vahed, S.; Samiei, M.; Ardalan, M.; Rameshrad, M.; Ahmadian, E.; et al. The Use of Nanomaterials in Tissue Engineering for Cartilage Regeneration; Current Approaches and Future Perspectives. Int. J. Mol. Sci. 2020, 21, 536. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hernández-González, A.C.; Téllez-Jurado, L.; Rodríguez-Lorenzo, L.M. Alginate Hydrogels for Bone Tissue Engineering, from Injectables to Bioprinting: A Review. Carbohydr. Polym. 2020, 229, 115514. [Google Scholar] [CrossRef]
- Suarez-Arnedo, A.; Sarmiento, P.; Cruz, J.C.; Munoz-Camargo, C.; Salcedo, F.; Groot, H.; Narvaez, D.M. 3D Alginate Hydrogels with Controlled Mechanical Properties for Mammalian Cell Encapsulation. In Proceedings of the 2018 IX International Seminar of Biomedical Engineering (SIB), Bogota, Colombia, 16–18 May 2018; IEEE: Piscataway, NJ, USA, 2018; pp. 1–5. [Google Scholar]
- Stokke, B.T.; Draget, K.I.; Smidsrød, O.; Yuguchi, Y.; Urakawa, H.; Kajiwara, K. Small-Angle X-Ray Scattering and Rheological Characterization of Alginate Gels. 1. Ca−Alginate Gels. Macromolecules 2000, 33, 1853–1863. [Google Scholar] [CrossRef]
- Enobakhare, B.; Bader, D.L.; Lee, D.A. Concentration and M/G Ratio Influence the Physiochemical and Mechanical Properties of Alginate Constructs for Tissue Engineering. J. Appl. Biomater. Biomech. 2006, 4, 87–96. [Google Scholar] [CrossRef] [PubMed]
- Manojlovic, V.; Djonlagic, J.; Obradovic, B.; Nedovic, V.; Bugarski, B. Immobilization of Cells by Electrostatic Droplet Generation: A Model System for Potential Application in Medicine. Int. J. Nanomed. 2006, 1, 163–171. [Google Scholar] [CrossRef] [Green Version]
- Schuldt, U.; Woehlecke, H.; Lerche, D. Characterization of Mechanical Parameters of Microbeads by Means of Analytical Centrifugation. Food Hydrocoll. 2019, 86, 201–209. [Google Scholar] [CrossRef]
- Yeung, R.A.; Kennedy, R.A. A Comparison of Selected Physico-Chemical Properties of Calcium Alginate Fibers Produced Using Two Different Types of Sodium Alginate. J. Mech. Behav. Biomed. Mater. 2019, 90, 155–164. [Google Scholar] [CrossRef]
- Matsumoto, T.; Kawai, M.; Masuda, T. Influence of Concentration and Mannuronate/Gluronate Ratio on Steady Flow Properties of Alginate Aqueous Systems. Biorheology 1992, 29, 411–417. [Google Scholar] [CrossRef] [PubMed]
- Draget, K.I.; Skjåk Bræk, G.; Smidsrød, O. Alginic Acid Gels: The Effect of Alginate Chemical Composition and Molecular Weight. Carbohydr. Polym. 1994, 25, 31–38. [Google Scholar] [CrossRef]
- Baena, J.; Jiménez, G.; López-Ruiz, E.; Antich, C.; Griñán-Lisón, C.; Perán, M.; Gálvez-Martín, P.; Marchal, J. Volume-by-Volume Bioprinting of Chondrocytes-Alginate Bioinks in High Temperature Thermoplastic Scaffolds for Cartilage Regeneration. Exp. Biol. Med. 2019, 244, 13–21. [Google Scholar] [CrossRef]
- Design and Fabrication of a Hybrid Alginate Hydrogel/Poly(Ε-caprolactone) Mold for Auricular Cartilage Reconstruction. J. Biomed. Mater. Res. Part B Appl. Biomater. 2019, 107, 1711–1721. Available online: https://onlinelibrary.wiley.com/doi/full/10.1002/jbm.b.34264 (accessed on 27 February 2020). [CrossRef]
- Xu, Y.; Peng, J.; Richards, G.; Lu, S.; Eglin, D. Optimization of Electrospray Fabrication of Stem Cell–Embedded Alginate–Gelatin Microspheres and Their Assembly in 3D-Printed Poly(ε-Caprolactone) Scaffold for Cartilage Tissue Engineering. J. Orthop. Transl. 2019, 18, 128–141. [Google Scholar] [CrossRef]
- Rathan, S.; Dejob, L.; Schipani, R.; Haffner, B.; Möbius, M.E.; Kelly, D.J. Fiber Reinforced Cartilage ECM Functionalized Bioinks for Functional Cartilage Tissue Engineering. Adv. Healthc. Mater. 2019, 8, 1801501. [Google Scholar] [CrossRef]
- Markstedt, K.; Mantas, A.; Tournier, I.; Martínez Ávila, H.; Hägg, D.; Gatenholm, P. 3D Bioprinting Human Chondrocytes with Nanocellulose-Alginate Bioink for Cartilage Tissue Engineering Applications. Biomacromolecules 2015, 16, 1489–1496. [Google Scholar] [CrossRef]
- Kundu, J.; Shim, J.-H.; Jang, J.; Kim, S.-W.; Cho, D.-W. An Additive Manufacturing-Based PCL–Alginate–Chondrocyte Bioprinted Scaffold for Cartilage Tissue Engineering. J. Tissue Eng. Regen. Med. 2015, 9, 1286–1297. [Google Scholar] [CrossRef] [PubMed]
- Naghieh, S.; Sarker, M.D.; Abelseth, E.; Chen, X. Indirect 3D Bioprinting and Characterization of Alginate Scaffolds for Potential Nerve Tissue Engineering Applications. J. Mech. Behav. Biomed. Mater. 2019, 93, 183–193. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Naghieh, S.; Karamooz-Ravari, M.R.; Sarker, M.; Karki, E.; Chen, X. Influence of Crosslinking on the Mechanical Behavior of 3D Printed Alginate Scaffolds: Experimental and Numerical Approaches. J. Mech. Behav. Biomed. Mater. 2018, 80, 111–118. [Google Scholar] [CrossRef] [Green Version]
- Naghieh, S.; Sarker, M.D.; Sharma, N.K.; Barhoumi, Z.; Chen, X. Printability of 3D Printed Hydrogel Scaffolds: Influence of Hydrogel Composition and Printing Parameters. Appl. Sci. 2020, 10, 292. [Google Scholar] [CrossRef] [Green Version]
- Habib, A.; Sathish, V.; Mallik, S.; Khoda, B. 3D Printability of Alginate-Carboxymethyl Cellulose Hydrogel. Materials 2018, 11, 454. [Google Scholar] [CrossRef] [Green Version]
- Salomonsen, T.; Jensen, H.M.; Larsen, F.H.; Steuernagel, S.; Engelsen, S.B. Alginate Monomer Composition Studied by Solution- and Solid-State NMR—A Comparative Chemometric Study. Food Hydrocoll. 2009, 23, 1579–1586. [Google Scholar] [CrossRef]
- Dodero, A.; Vicini, S.; Alloisio, M.; Castellano, M. Sodium Alginate Solutions: Correlation between Rheological Properties and Spinnability. J. Mater. Sci. 2019, 54, 8034–8046. [Google Scholar] [CrossRef]
- Hazur, J.; Detsch, R.; Karakaya, E.; Kaschta, J.; Teßmar, J.; Schneidereit, D.; Friedrich, O.; Schubert, D.W.; Boccaccini, A.R. Improving Alginate Printability for Biofabrication: Establishment of a Universal and Homogeneous Pre-Crosslinking Technique. Biofabrication 2020, 12, 045004. [Google Scholar] [CrossRef] [PubMed]
- Ouyang, L.; Yao, R.; Zhao, Y.; Sun, W. Effect of Bioink Properties on Printability and Cell Viability for 3D Bioplotting of Embryonic Stem Cells. Biofabrication 2016, 8, 035020. [Google Scholar] [CrossRef]
- He, Y.; Yang, F.; Zhao, H.; Gao, Q.; Xia, B.; Fu, J. Research on the Printability of Hydrogels in 3D Bioprinting. Sci. Rep. 2016, 6, 1–13. [Google Scholar] [CrossRef] [PubMed]
- Tian, S.; Zhao, H.; Lewinski, N. Key Parameters and Applications of Extrusion-Based Bioprinting. Bioprinting 2021, 23, e00156. [Google Scholar] [CrossRef]
- Gillispie, G.; Prim, P.; Copus, J.; Fisher, J.; Mikos, A.G.; Yoo, J.J.; Atala, A.; Lee, S.J. Assessment Methodologies for Extrusion-Based Bioink Printability. Biofabrication 2020, 12, 022003. [Google Scholar] [CrossRef]
- Miri, A.K.; Mirzaee, I.; Hassan, S.; Mesbah Oskui, S.; Nieto, D.; Khademhosseini, A.; Zhang, Y.S. Effective Bioprinting Resolution in Tissue Model Fabrication. Lab. Chip 2019, 19, 2019–2037. [Google Scholar] [CrossRef]
- Valot, L.; Martinez, J.; Mehdi, A.; Subra, G. Chemical Insights into Bioinks for 3D Printing. Chem. Soc. Rev. 2019, 48, 4049–4086. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- You, F.; Wu, X.; Zhu, N.; Lei, M.; Eames, B.F.; Chen, X. 3D Printing of Porous Cell-Laden Hydrogel Constructs for Potential Applications in Cartilage Tissue Engineering. ACS Biomater. Sci. Eng. 2016, 2, 1200–1210. [Google Scholar] [CrossRef] [PubMed]
- Gao, T.; Gillispie, G.J.; Copus, J.S.; Pr, A.K.; Seol, Y.-J.; Atala, A.; Yoo, J.J.; Lee, S.J. Optimization of Gelatin–Alginate Composite Bioink Printability Using Rheological Parameters: A Systematic Approach. Biofabrication 2018, 10, 034106. [Google Scholar] [CrossRef] [PubMed]
- Antich, C.; de Vicente, J.; Jiménez, G.; Chocarro, C.; Carrillo, E.; Montañez, E.; Gálvez-Martín, P.; Marchal, J.A. Bio-Inspired Hydrogel Composed of Hyaluronic Acid and Alginate as a Potential Bioink for 3D Bioprinting of Articular Cartilage Engineering Constructs. Acta Biomater. 2020, 106, 114–123. [Google Scholar] [CrossRef] [PubMed]
- Nguyen, D.; Hägg, D.A.; Forsman, A.; Ekholm, J.; Nimkingratana, P.; Brantsing, C.; Kalogeropoulos, T.; Zaunz, S.; Concaro, S.; Brittberg, M.; et al. Cartilage Tissue Engineering by the 3D Bioprinting of IPS Cells in a Nanocellulose/Alginate Bioink. Sci. Rep. 2017, 7, 658. [Google Scholar] [CrossRef]
- Wüst, S.; Godla, M.E.; Müller, R.; Hofmann, S. Tunable Hydrogel Composite with Two-Step Processing in Combination with Innovative Hardware Upgrade for Cell-Based Three-Dimensional Bioprinting. Acta Biomater. 2014, 10, 630–640. [Google Scholar] [CrossRef]
- Park, J.; Lee, S.J.; Chung, S.; Lee, J.H.; Kim, W.D.; Lee, J.Y.; Park, S.A. Cell-Laden 3D Bioprinting Hydrogel Matrix Depending on Different Compositions for Soft Tissue Engineering: Characterization and Evaluation. Mater. Sci. Eng. C 2017, 71, 678–684. [Google Scholar] [CrossRef] [PubMed]
- Schinagl, R.M.; Gurskis, D.; Chen, A.C.; Sah, R.L. Depth-Dependent Confined Compression Modulus of Full-Thickness Bovine Articular Cartilage. J. Orthop. Res. 1997, 15, 499–506. [Google Scholar] [CrossRef]
- Lin, H.; Yin, C.; Mo, A.; Hong, G. Applications of Hydrogel with Special Physical Properties in Bone and Cartilage Regeneration. Materials 2021, 14, 235. [Google Scholar] [CrossRef]
- Nadernezhad, A.; Forster, L.; Netti, F.; Adler-Abramovich, L.; Teßmar, J.; Groll, J. Rheological Analysis of the Interplay between the Molecular Weight and Concentration of Hyaluronic Acid in Formulations of Supramolecular HA/FmocFF Hybrid Hydrogels. Polym. J. 2020, 52, 1007–1012. [Google Scholar] [CrossRef]
- Sun, J.-Y.; Zhao, X.; Illeperuma, W.R.K.; Chaudhuri, O.; Oh, K.H.; Mooney, D.J.; Vlassak, J.J.; Suo, Z. Highly Stretchable and Tough Hydrogels. Nature 2012, 489, 133–136. [Google Scholar] [CrossRef] [PubMed]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sodium Alginate | Algae Species | Designation | GPC | 1H-NMR | ||||
|---|---|---|---|---|---|---|---|---|
| Mn (kDa) | Mw (kDa) | MWD | M (%) | G (%) | M/G | |||
| A2033 | Macrocystis pyrifera | LoG495 | 249 | 495 | 2.0 | 65.8 | 34.2 | 1.9 |
| W201502 | Macrocystis pyrifera | LoG187 | 67 | 187 | 2.8 | 59.4 | 40.6 | 1.5 |
| 180947 | Unknown | InG253 | 91 | 253 | 2.8 | 49.2 | 50.8 | 1.0 |
| 71238 | Laminaria Hyperborea | HiG427 | 186 | 427 | 2.3 | 39.6 | 60.4 | 0.7 |
| Sodium Alginate | T (°C) | K (Pas) | n | η0 (Pas) |
|---|---|---|---|---|
| LoG187 | 23 | 0.34 ± 0.08 | 0.91 ± 0.01 | 0.28 ± 0.14 |
| 30 | 0.27 ± 0.01 | 0.92 ± 0.01 | 0.20 ± 0.00 | |
| 37 | 0.27 ± 0.01 | 0.92 ± 0.00 | 0.19 ± 0.01 | |
| InG253 | 23 | 1.05 ± 0.15 | 0.81 ± 0.02 | 0.41 ± 0.02 |
| 30 | 1.27 ± 0.09 | 0.79 ± 0.01 | 0.47 ± 0.01 | |
| 37 | 1.05 ± 0.09 | 0.81 ± 0.01 | 0.41 ± 0.02 | |
| HiG427 | 23 | 172.01 ± 56.48 | 0.23 ± 0.08 | 12.98 ± 0.40 |
| 30 | 199.04 ± 12.88 | 0.19 ± 0.01 | 11.31 ± 0.13 | |
| 37 | 160.09 ± 54.45 | 0.25 ± 0.08 | 11.89 ± 0.54 | |
| LoG495 | 23 | 286.76 ± 16.62 | 0.20 ± 0.01 | 76.35 ± 2.61 |
| 30 | 296.31 ± 53.91 | 0.20 ± 0.05 | 67.61 ± 2.65 | |
| 37 | 280.72 ± 40.34 | 0.20 ± 0.04 | 61.75 ± 3.48 |
| Sodium Alginate | Alginate % (w/w) | K (Pas) | n | η0 (Pas) |
|---|---|---|---|---|
| LoG187 | 4 | 0.34 ± 0.08 | 0.91 ± 0.01 | 0.28 ± 0.14 |
| 6 | 1.04 ± 0.06 | 0.86 ± 0.01 | 0.67 ± 0.07 | |
| 8 | 3.52 ± 0.49 | 0.74 ± 0.03 | 1.42 ± 0.09 | |
| InG253 | 4 | 1.05 ± 0.15 | 0.81 ± 0.02 | 0.41 ± 0.02 |
| 6 | 12.12 ± 4.12 | 0.59 ± 0.07 | 1.83 ± 0.08 | |
| 8 | 39.00 ± 3.06 | 0.46 ± 0.01 | 5.02 ± 0.43 | |
| HiG427 | 4 | 172.01 ± 56.48 | 0.23 ± 0.08 | 12.98 ± 0.40 |
| 6 | 324.01 ± 61.41 | 0.25 ± 0.04 | 58.88 ± 2.53 | |
| 7 | 524.15 ± 39.15 | 0.18 ± 0.02 | 93.02 ± 2.87 | |
| LoG495 | 2 | 10.03 ± 0.03 | 0.54 ± 0.00 | 2.65 ± 0.20 |
| 4 | 286.76 ± 16.62 | 0.20 ± 0.01 | 76.35 ± 2.61 | |
| 5 | 341.65 ± 73.41 | 0.24 ± 0.06 | 146.39 ± 11.98 |
| Sodium Alginate | Alginate % (w/w) | Ds (mm) | Dexp (mm) | p (mm) | β (mm2) | Pf | Pp | (%) |
|---|---|---|---|---|---|---|---|---|
| LoG187 | 4 | Not printable | ||||||
| InG253 | 4 | |||||||
| HiG427 | 4 | 0.43 ± 0.02 | 1.06 ± 0.05 | 13.93 ± 0.31 | 14.44 ± 0.55 | 2.47 ± 0.11 | 0.84 ± 0.01 | 23.86 |
| 0.57 ± 0.04 | 11.38 ± 0.55 | 9.36 ± 0.92 | 1.32 ± 0.09 | 0.87 ± 0.00 | ||||
| 6 | 0.43 ± 0.02 | 1.01 ± 0.07 | 14.08 ± 0.30 | 14.26 ± 0.71 | 2.36 ± 0.17 | 0.87 ± 0.01 | 17.44 | |
| 0.62 ± 0.02 | 12.00 ± 0.11 | 10.75 ± 0.27 | 1.46 ± 0.05 | 0.84 ± 0.01 | ||||
| LoG495 | 4 | 0.42 ± 0.01 | 1.13 ± 0.06 | 13.84 ± 0.15 | 14.10 ± 0.26 | 2.71 ± 0.13 | 0.85 ± 0.04 | 36.06 |
| 0.45 ± 0.02 | 9.86 ± 0.13 | 6.97 ± 0.19 | 1.08 ± 0.06 | 0.87 ± 0.01 | ||||
| Intended dimension parameters: perimeter = 20 mm; area = 25 mm2 | ||||||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gorroñogoitia, I.; Urtaza, U.; Zubiarrain-Laserna, A.; Alonso-Varona, A.; Zaldua, A.M. A Study of the Printability of Alginate-Based Bioinks by 3D Bioprinting for Articular Cartilage Tissue Engineering. Polymers 2022, 14, 354. https://doi.org/10.3390/polym14020354
Gorroñogoitia I, Urtaza U, Zubiarrain-Laserna A, Alonso-Varona A, Zaldua AM. A Study of the Printability of Alginate-Based Bioinks by 3D Bioprinting for Articular Cartilage Tissue Engineering. Polymers. 2022; 14(2):354. https://doi.org/10.3390/polym14020354
Chicago/Turabian StyleGorroñogoitia, Izar, Uzuri Urtaza, Ana Zubiarrain-Laserna, Ana Alonso-Varona, and Ane Miren Zaldua. 2022. "A Study of the Printability of Alginate-Based Bioinks by 3D Bioprinting for Articular Cartilage Tissue Engineering" Polymers 14, no. 2: 354. https://doi.org/10.3390/polym14020354
APA StyleGorroñogoitia, I., Urtaza, U., Zubiarrain-Laserna, A., Alonso-Varona, A., & Zaldua, A. M. (2022). A Study of the Printability of Alginate-Based Bioinks by 3D Bioprinting for Articular Cartilage Tissue Engineering. Polymers, 14(2), 354. https://doi.org/10.3390/polym14020354