

Recent Advances in Woven Spacer Fabric Sandwich Composite Panels: A Review
Abstract
:1. Introduction
2. Research Progress of WSF
2.1. Material
2.2. Structure of WSF
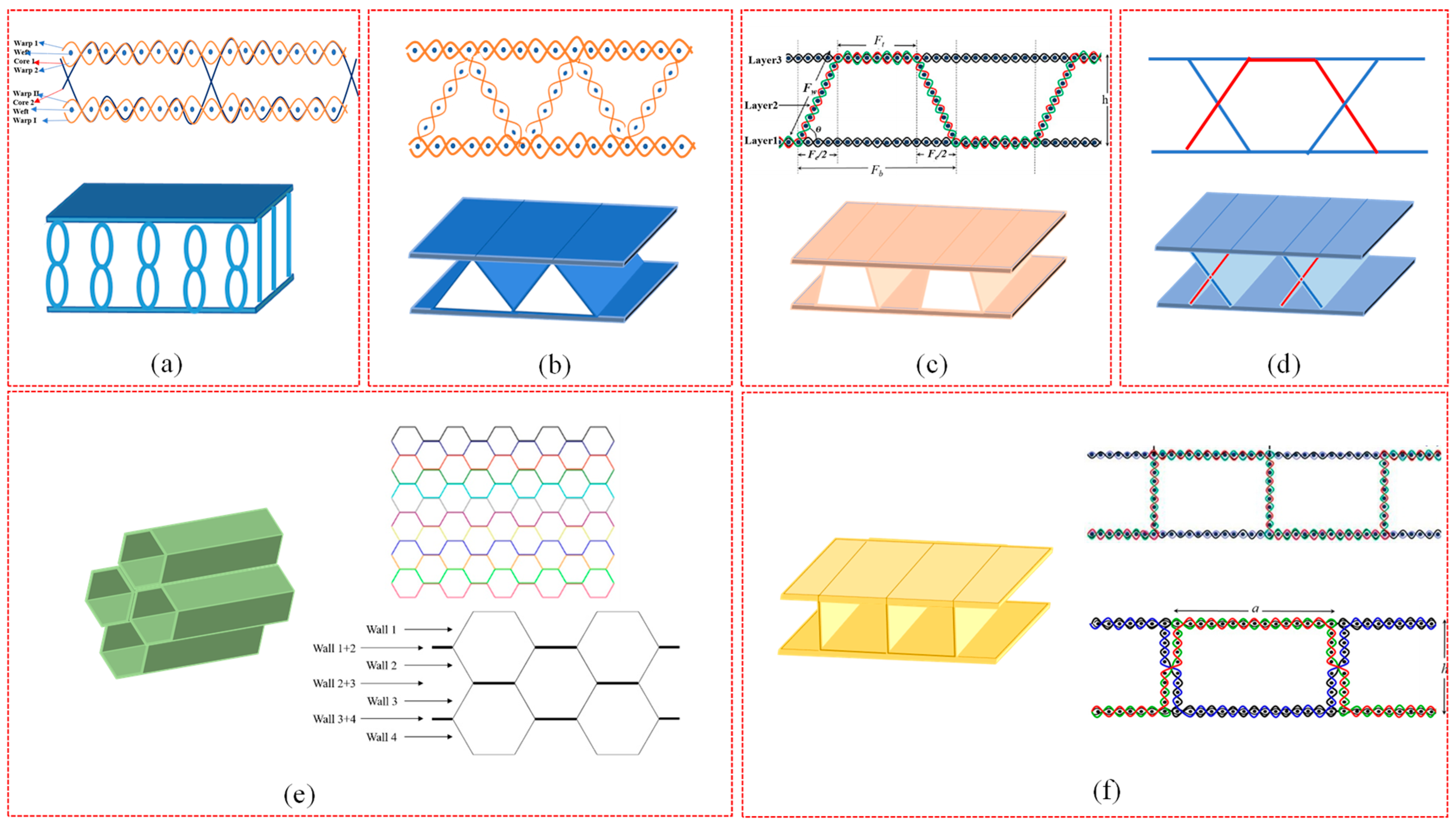
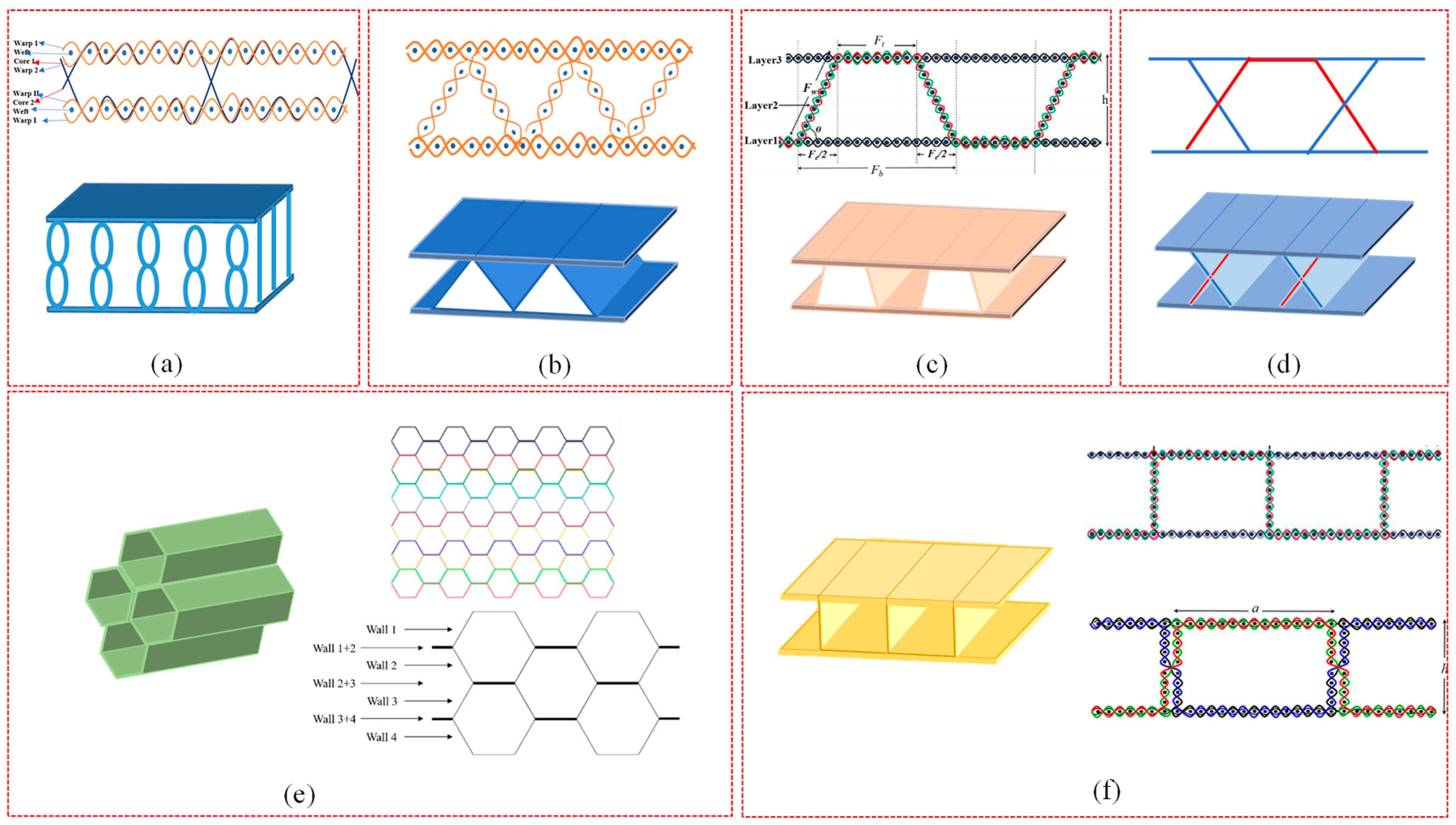
2.2.1. Ground Fabrics Structure Design
2.2.2. Internal Connection Design of WSF
- (1)
- Core yarn structure design

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Structure | Height (mm) | Core Yarn Density (ends/cm) | Ground Fabrics Thickness (mm) | Type of Plate | Mechanical Property (MPa) | Reference |
|---|---|---|---|---|---|---|
| “8” type | 4,6,8,10 | P: 8.14–8.24 | - | H | FC:1.23–8.16 EC:20.52–33.50 (P); 332.84–65.05 (F) S:0.58–2.91 (P); 0.76–6.03 (F). | [35] |
| 5,10,15,20,25 | 1.58–2.08, | 0.46–0.75 | H | - | [43,44,45] | |
| 30 | 1.33–1.54 | 0.5 | F; H | B:34.9–69.5 (Hollow); 89.6 (filling) | [23] | |
| 1.94–2.15 | - | 0.65–1.59 | H | B: 233.64–326.55 (P) 239.38–363.09 (F) FC: 109.42–199.01(P) 164.79–214.85(F) | [12] | |
| - | 21 | - | H | B: 20–60; FC: 4.2–5.1 | [7] | |
| 3,5,8,10,12 | - | 0.36,0.58 | H | B: 14–144; T: 12.98–44.18; EC: 8.99–32.08. | [39] | |
| 3,6,10 | P: 2.08–2.31 F: 23.26–26.32 | 0.44–0.58 | H | - | [46] | |
| - | 0.45–2.08 | - | F | B: 1–2.5 (P) | [19] | |
| 30 | - | 0.6 | H | B: 3.73 | [33] | |
| 20.8 | - | 0.6 | F; H | - | [24] | |
| 4.06,4.08 | 2.14,2.16 | 0.38–0.92 | H | - | [40] | |
| 10.35,9.62,9.68 | 2,3,6 | 0.91,1.01,0.77 | H | FC:3.9–24.6 | [8] | |
| “S” type | 10 | P: 8.25 | - | H | FC:3.21 EC: 21.89 (P); 59.26 (F) S: 0.81 (P); 1.27 (F) | [35] |
- (2)
- Cross-linking Structures’ Design
| Layers | Structure | Height (mm) | Angle (°) | Width (mm) | Ground Fabrics Thickness (mm) | Type of Plate | Mechanical Property (MPa) | Reference |
|---|---|---|---|---|---|---|---|---|
| single | rectangular | 30,40,51 | 90 | 43,53,64,38,28 | - | H | - | [15] |
| 29 | 90 | 50 | 0.9 (SW),0.9 or 0.6 (DW) | H | B:17.09 (SW), 41.64 (BW) | [33] | ||
| 21,29,36.5,47.5 | 90 | 33,44.5,50,63 | 0.9 | H | B:20–50 | [47] | ||
| 32,29 | 90 | 34,50 | 0.6 | [2] | ||||
| triangle | 26,28 | 35,42.5,47 | - | 0.6 | H | B:7–15 | [47] | |
| 26 | 47 | - | 0.6 or 0.9 | H | B:14.51 | [33] | ||
| trapezoidal | 36,30 | 70,53,67 | 38,33 | - | H | - | [15] | |
| 27.5 | 50.5 | 0.6 or 0.9 | H | B: 10.72 | [33] | |||
| 28,27.5,29,28.5 | 45,50.5,57,65 | 30.5,28 | 0.6 | H | B: 8–18 | [47] | ||
| H | B: 8–19 | |||||||
| X-type | 35 | - | 66 | - | H | FC: 0.5–0.7 | [14] | |
| bilayer | trapezoidal | 56.8 | 45 | 30 | 0.9 | [2] | ||
| 54.5,52,57.5,53.5 | 45,50.5,57,65 | 30.5,28 | 0.6 | H | B: 7–16 | [6] | ||
| hexagon | 56.8 | 60 | 30 | 0.9 | F; H | B: 6 (H),8 (F) FC: 40 (H),55 (F) | [11] | |
| 13.2,22,30.8,39.59 | 60 | - | 7.62,12.7,17.78,22.86 | H | - | [2] |
3. Processing Technology for WSF Sandwich Composite Plate
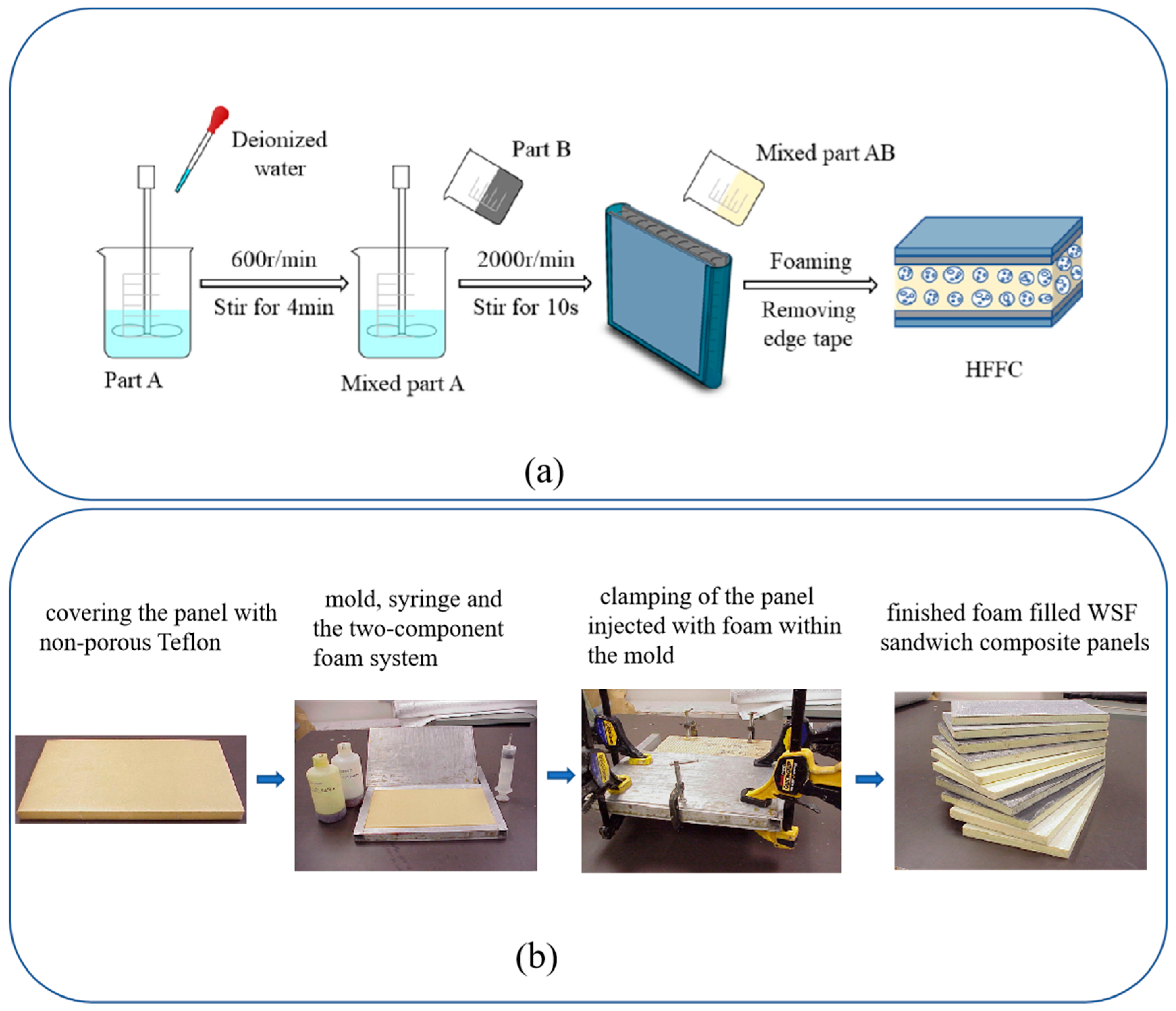
3.1. Filling Process for WSF Sandwich Composite Plate
3.1.1. Core Material
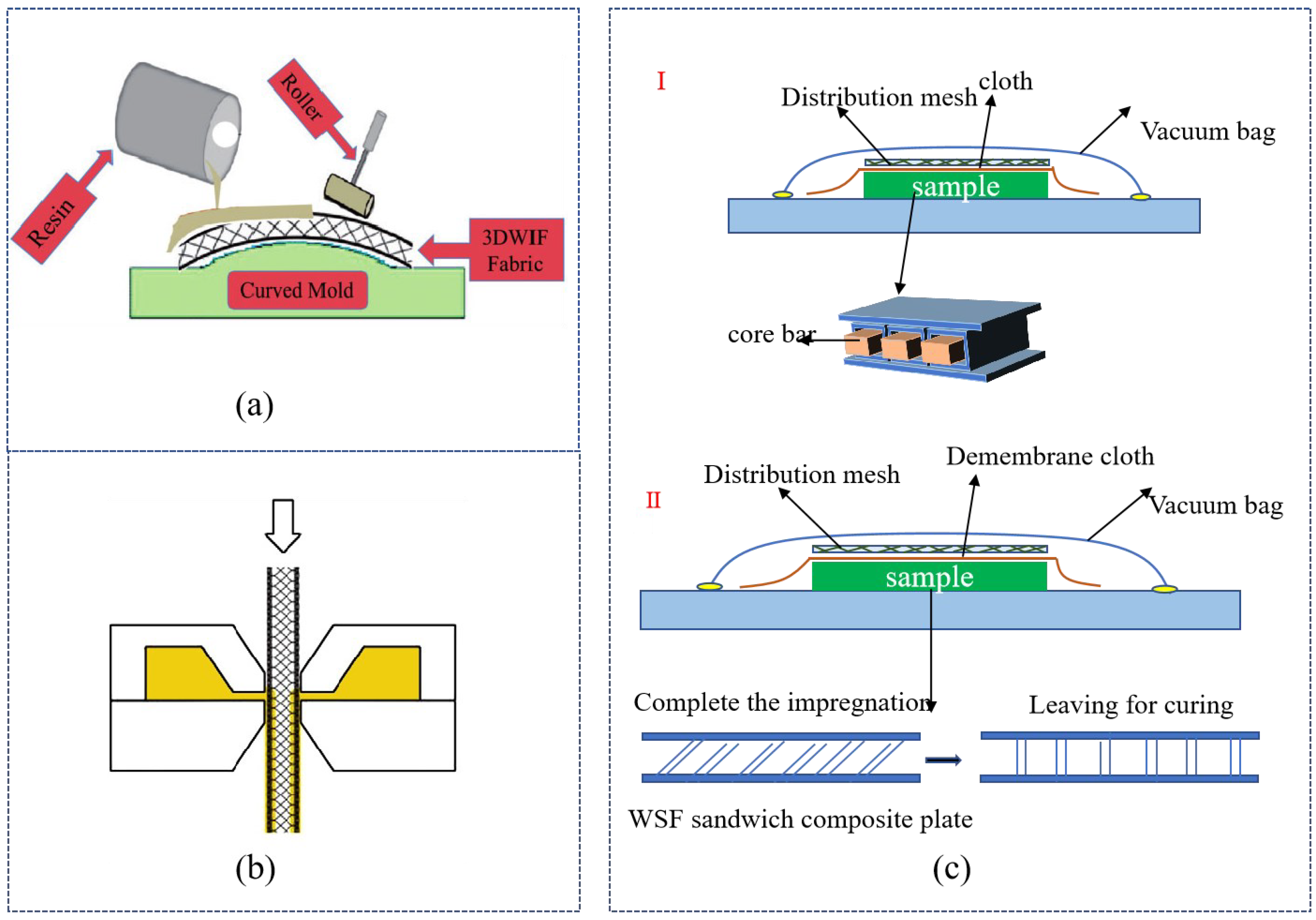
3.1.2. Filling Technology
3.2. Molding Process of WSF Sandwich Composite Plate
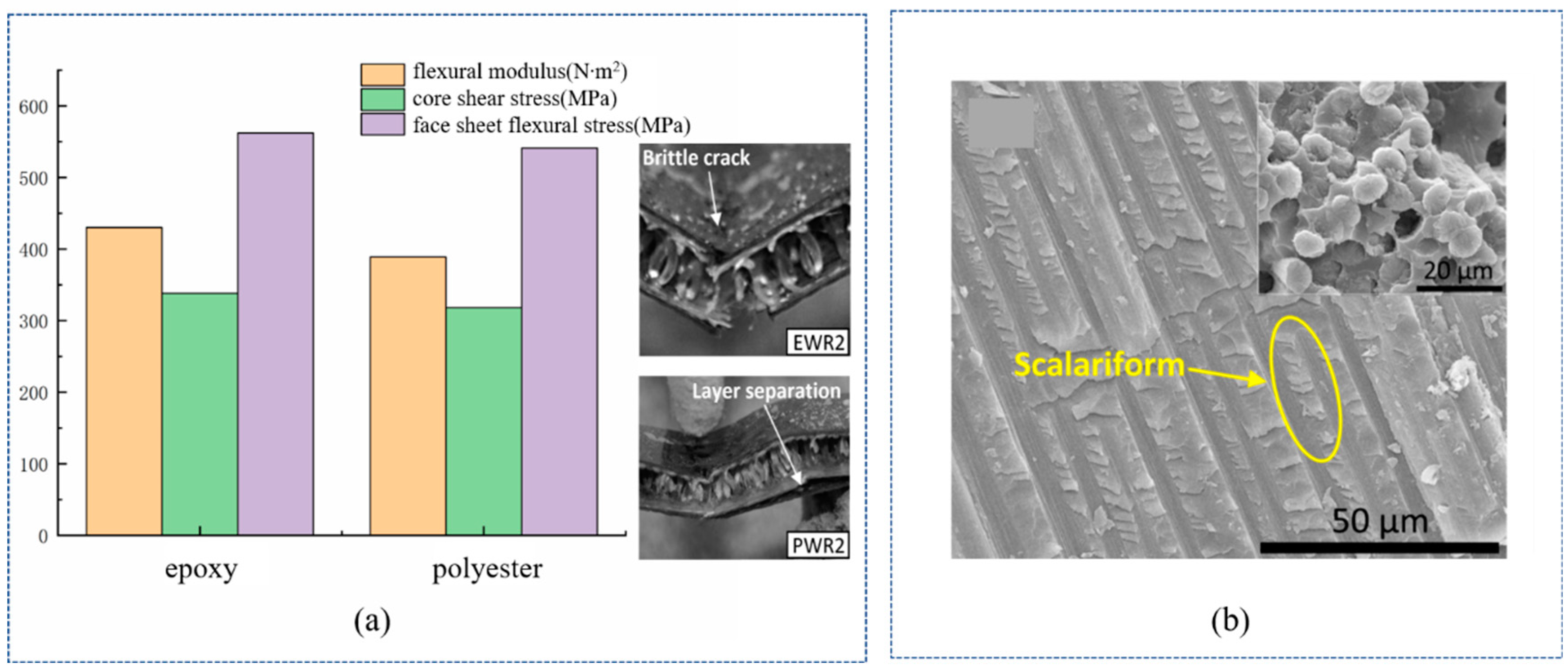
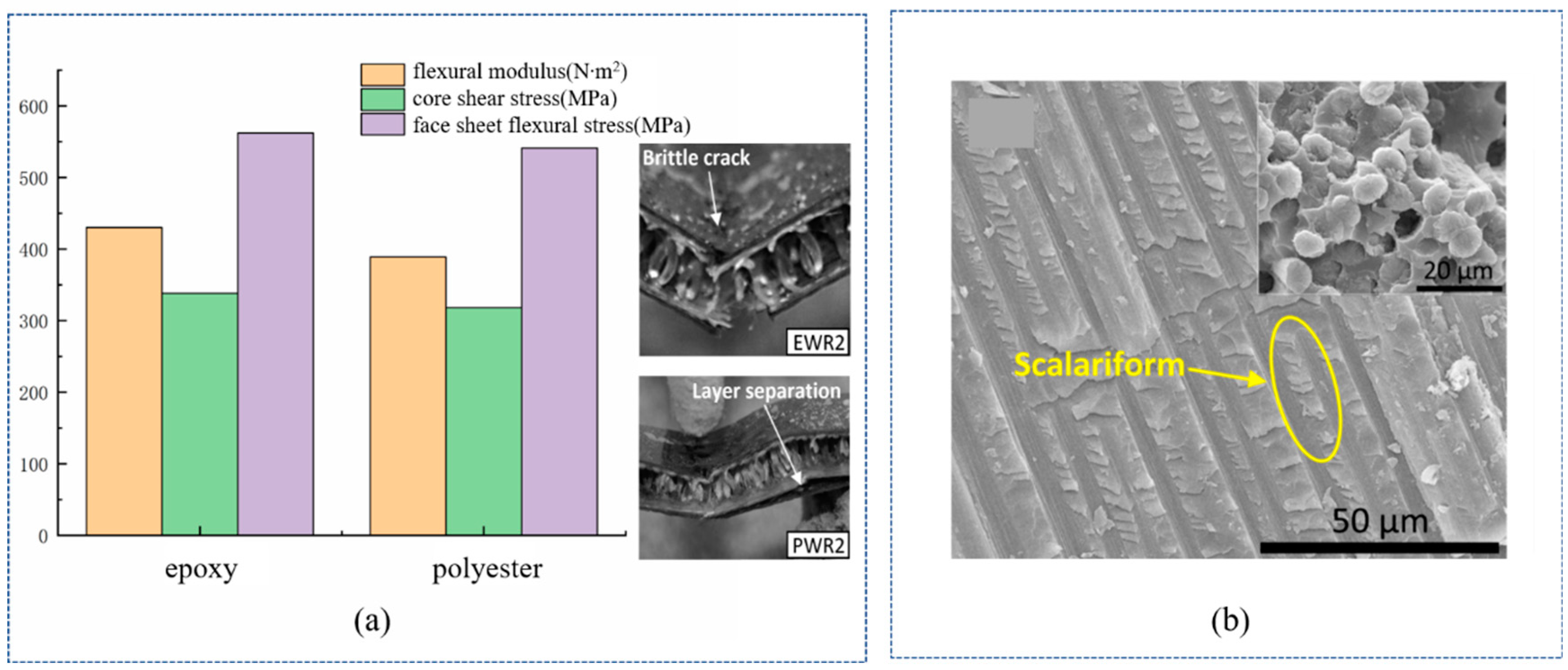
3.2.1. Resin Matrix
3.2.2. Molding Technology
4. Mechanical Properties of WSF Sandwich Composite Plate
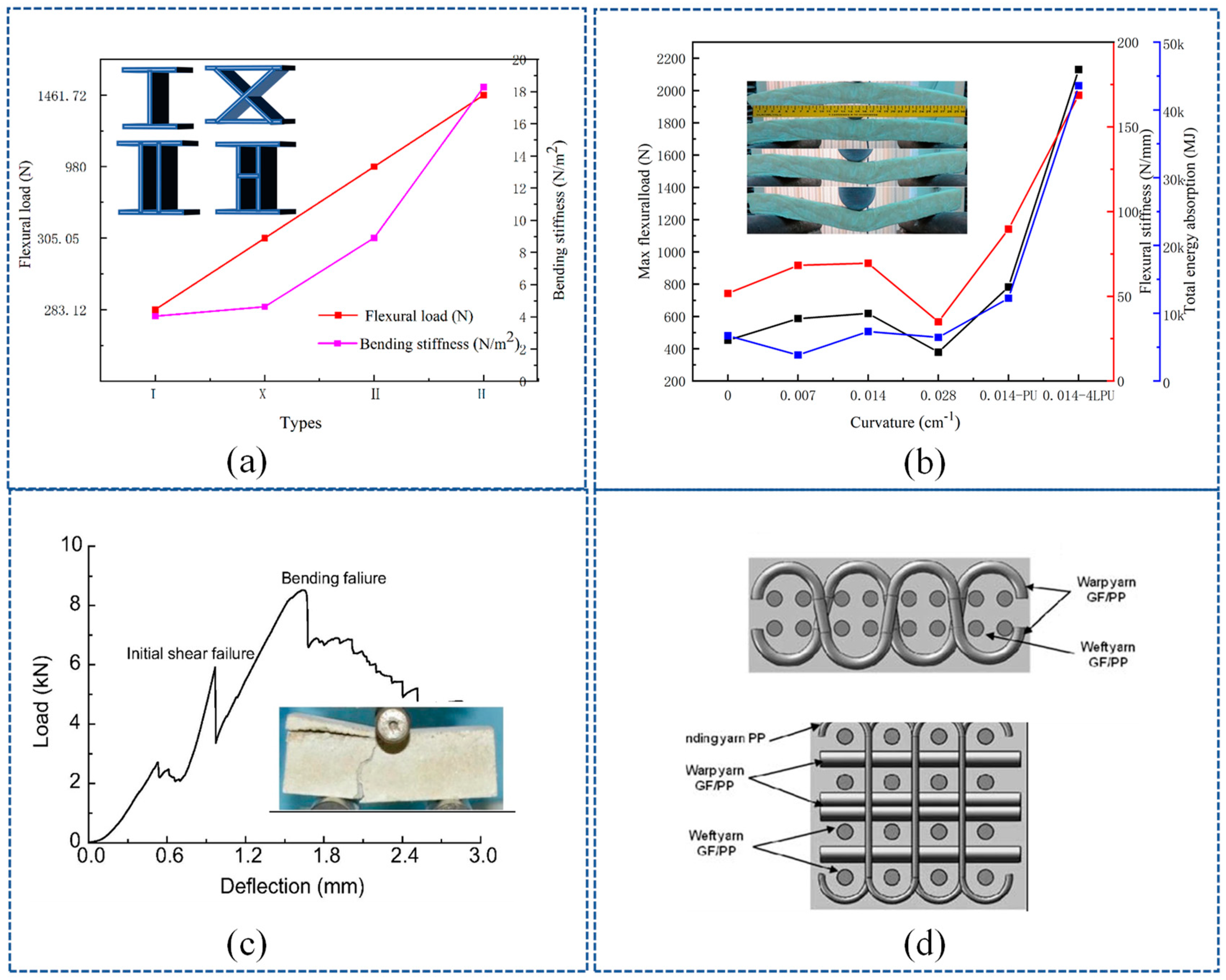
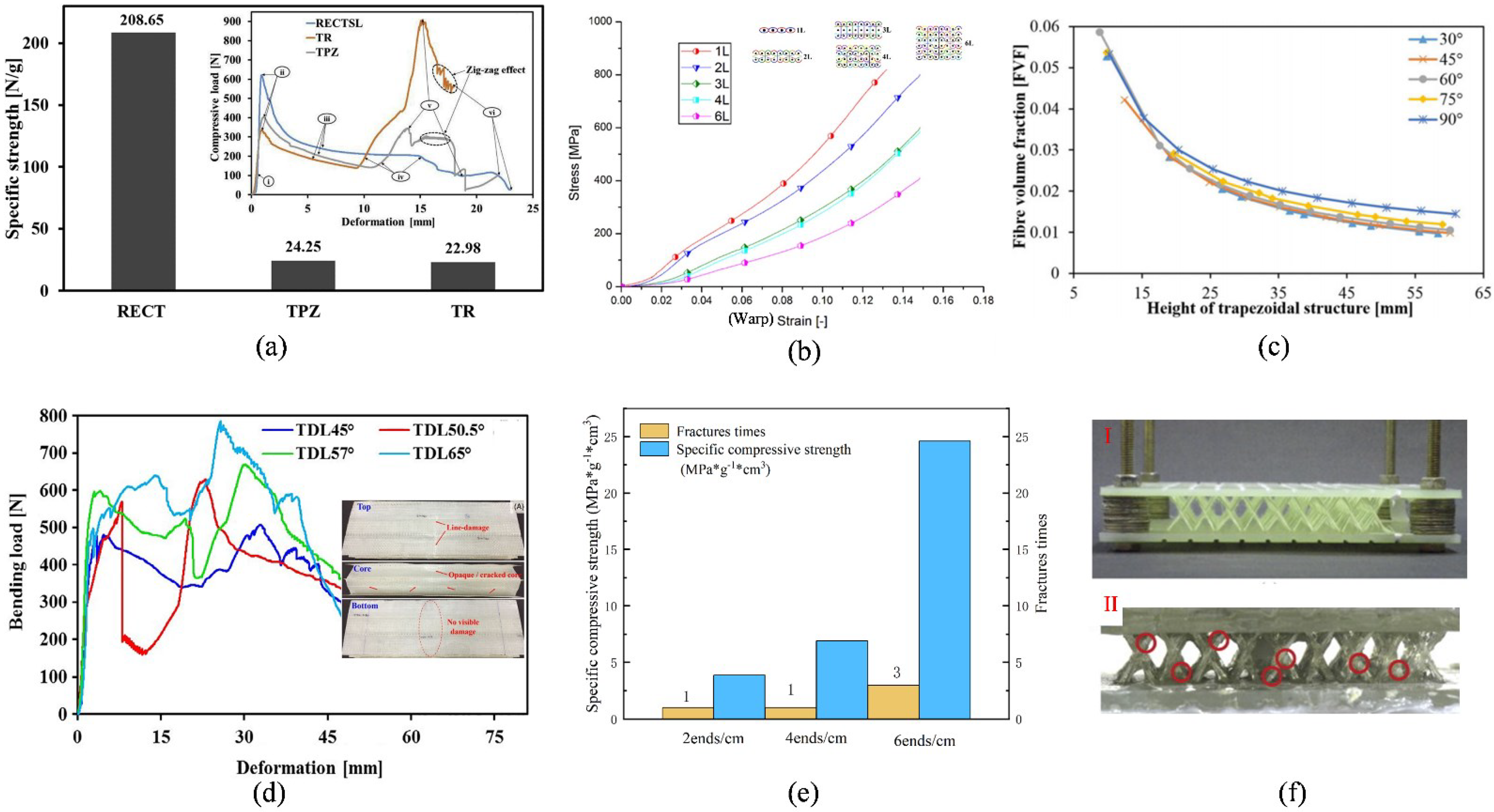
4.1. Bending Property
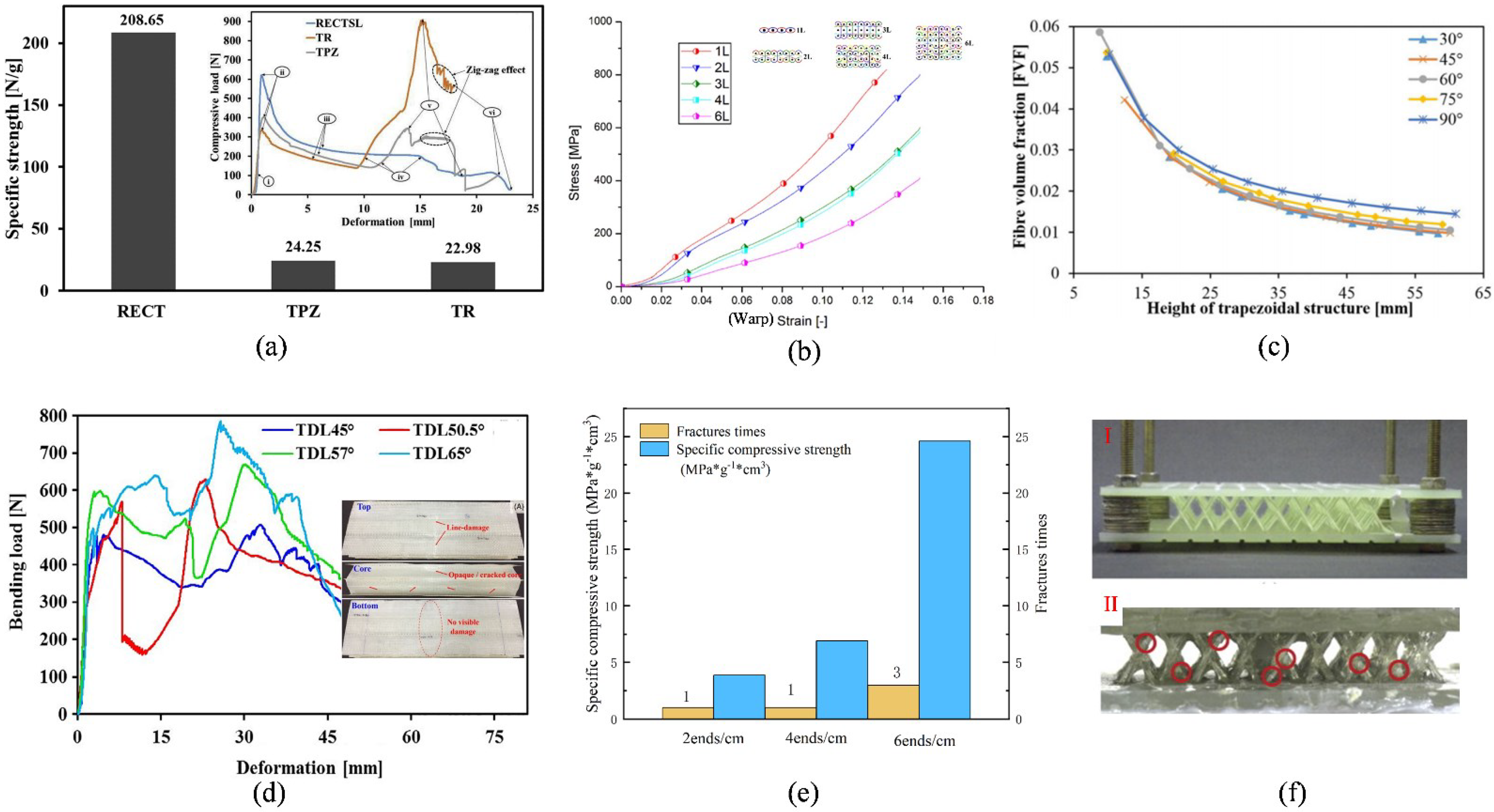
4.2. Compression Property
- (1)
- Core pile structure–WSF sandwich composite plate
- (2)
- Cross-linking structure–WSF sandwich composite plates
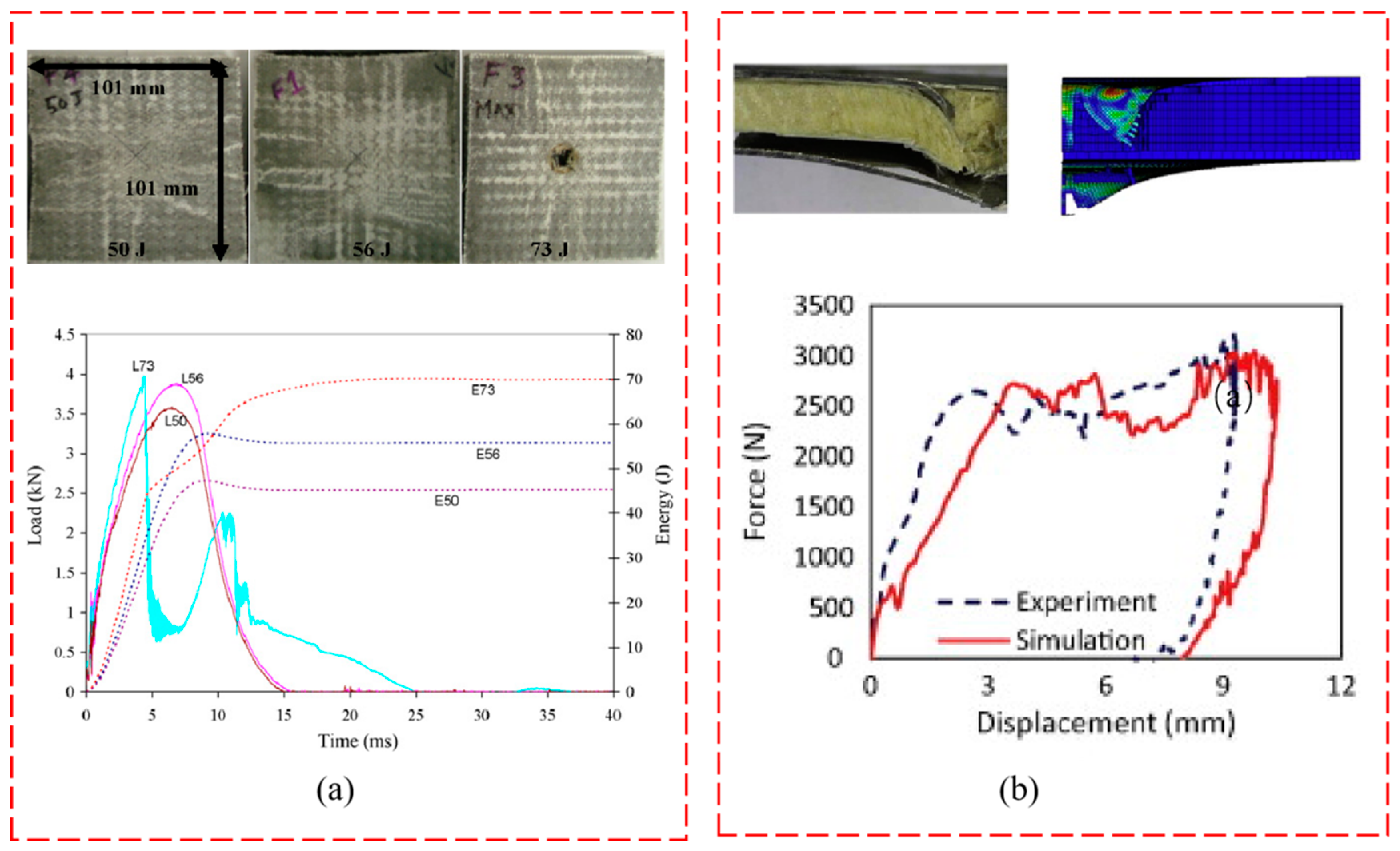
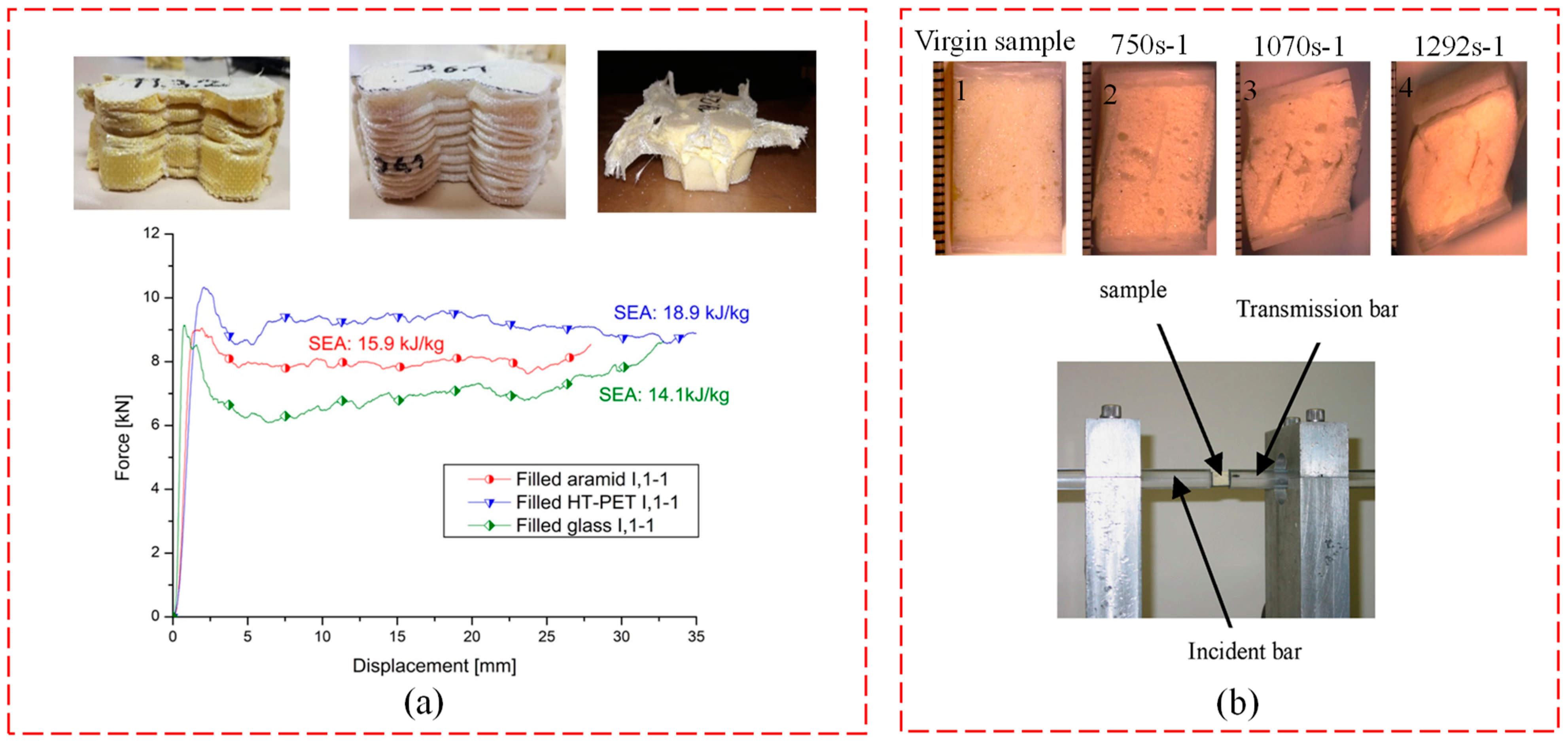
4.3. Impact Property
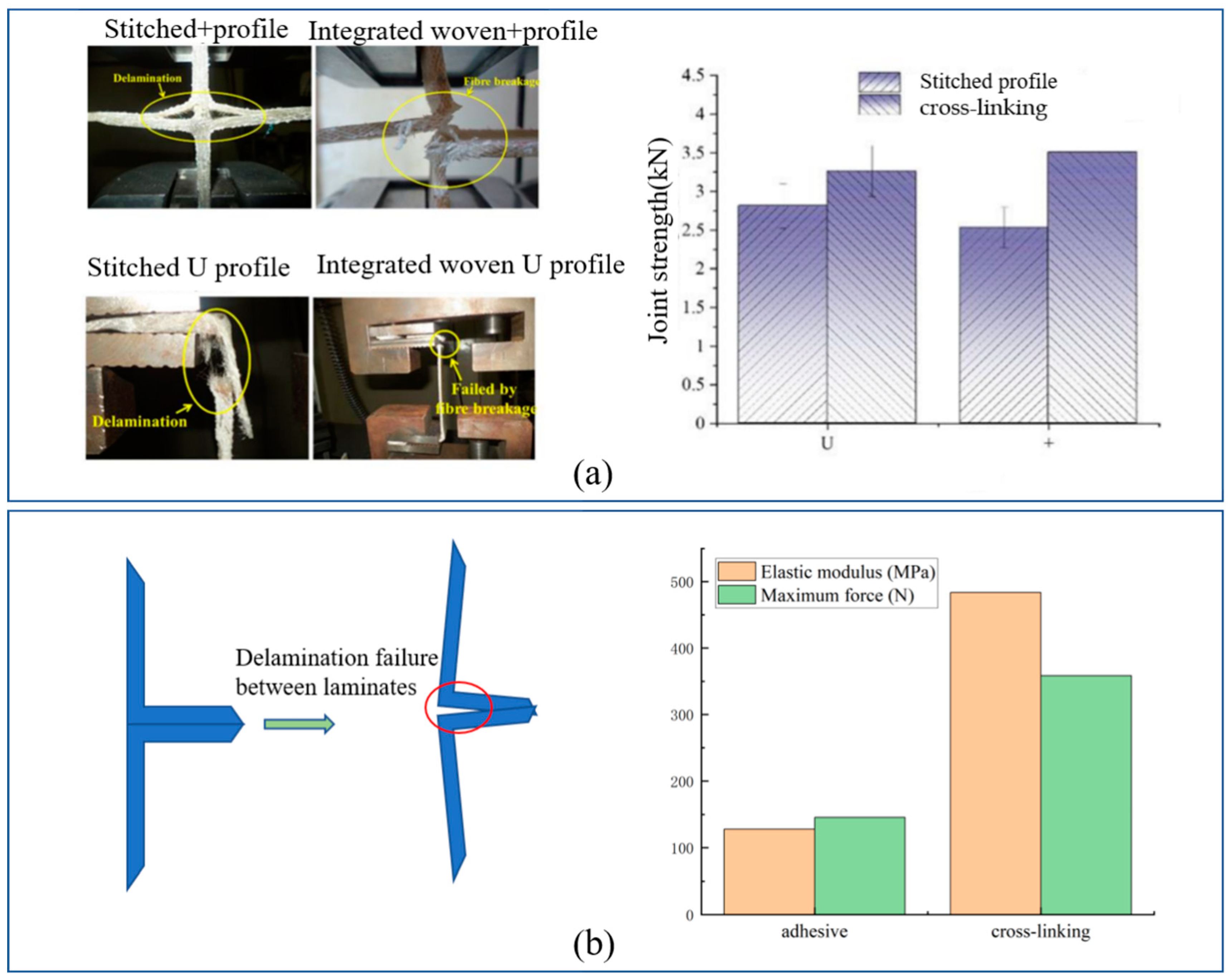
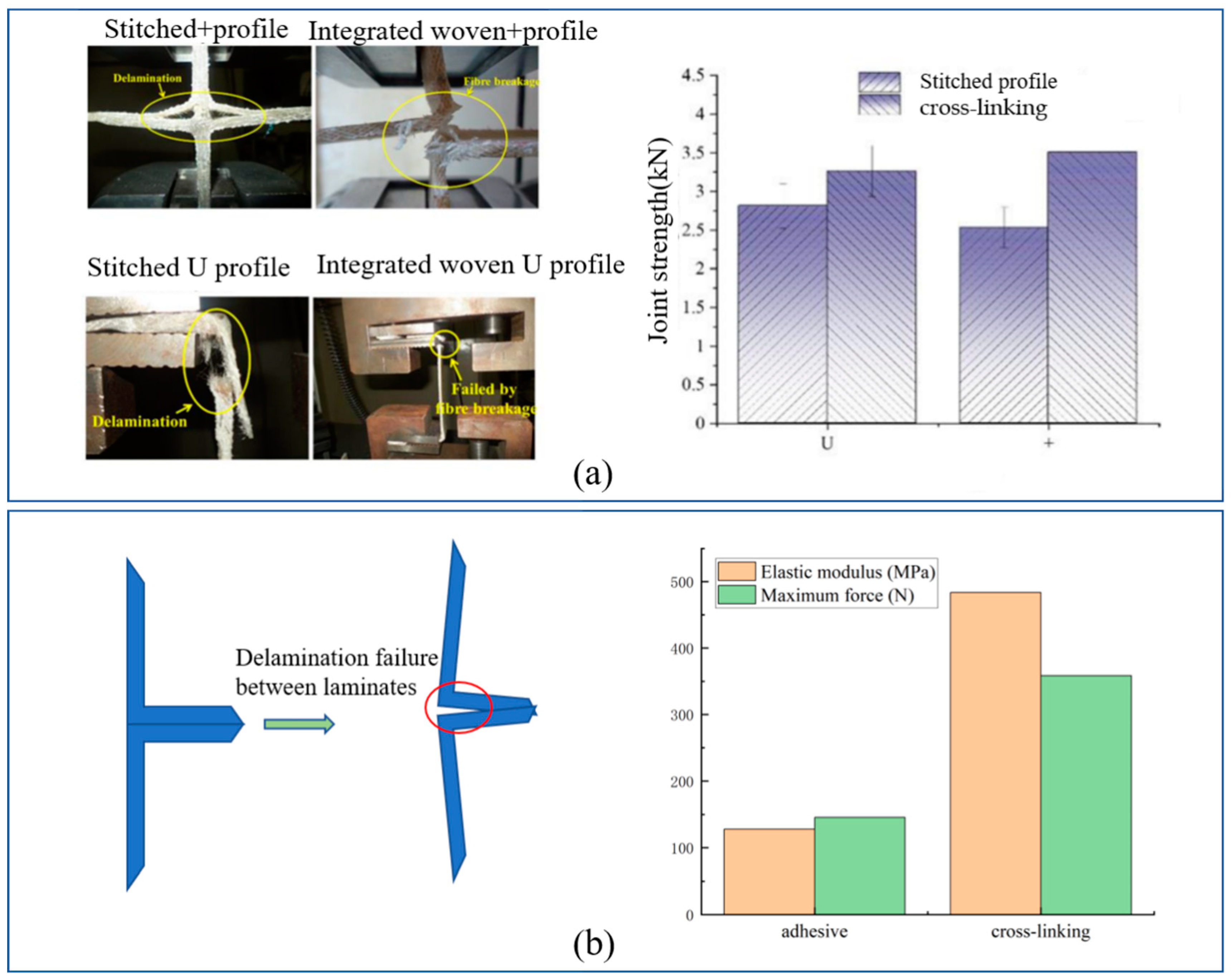
4.4. Shear and Peel Property
- (1)
- Core pile structure–WSF sandwich composite plate
- (2)
- Cross-linking structure–WSF sandwich composite plates
5. Conclusions
- (1)
- As reinforcement materials, glass fiber and carbon fiber with high strength and a high modulus have obvious brittle damage during loading. Although polyethylene and polyester has excellent toughness, superior integrity, but they both have a relatively lower carrying capacity.
- (2)
- A simple ground-fabrics structure improves the integrity properties of the plate, because of its good stability and symmetry.
- (3)
- In the analysis of the structure, the overall performance of the rectangle is better than that of the triangle and trapezoidal structure. However, the transverse compression resistance is small compared with that of the “8” core yarn structure.
- (4)
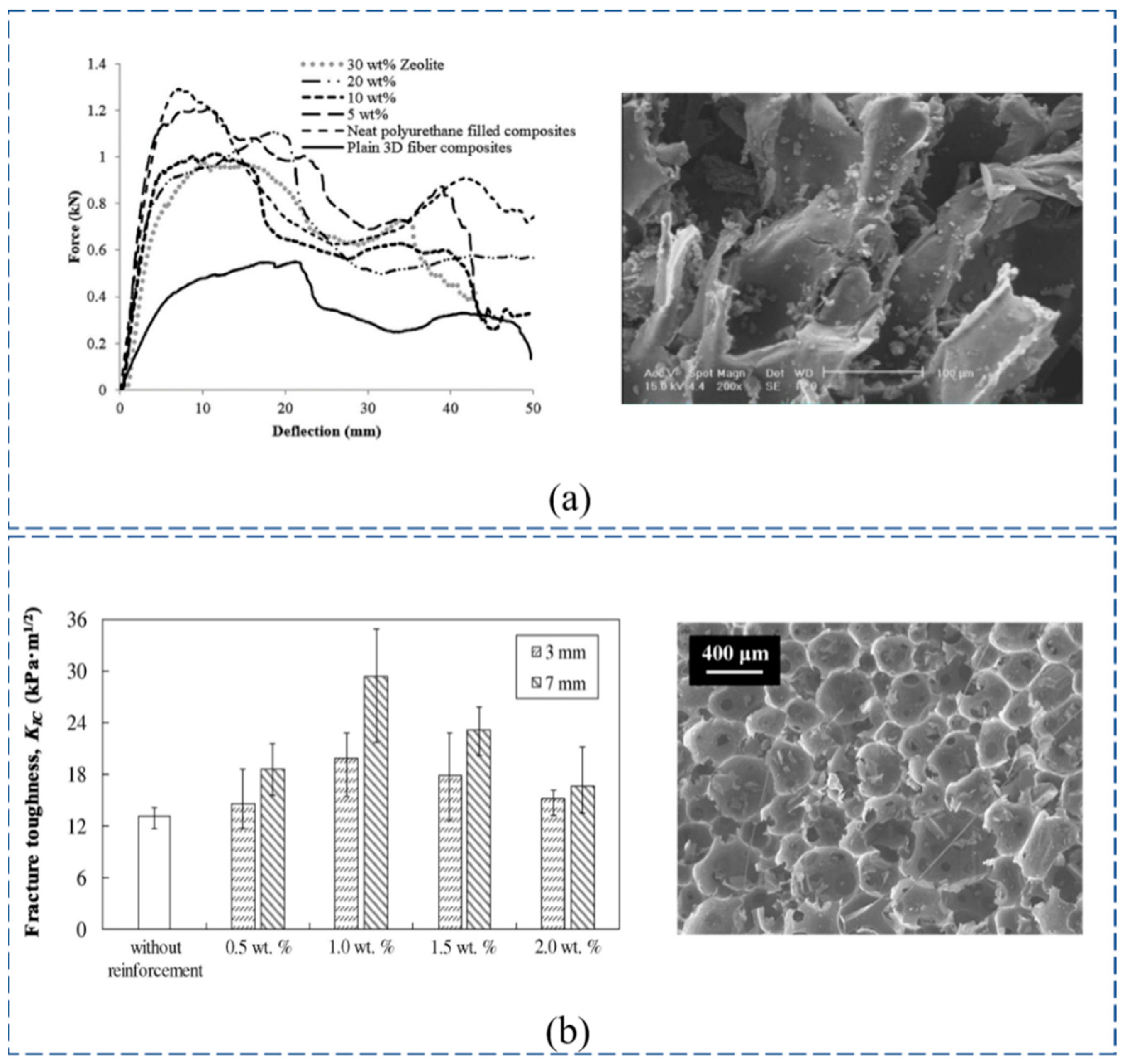
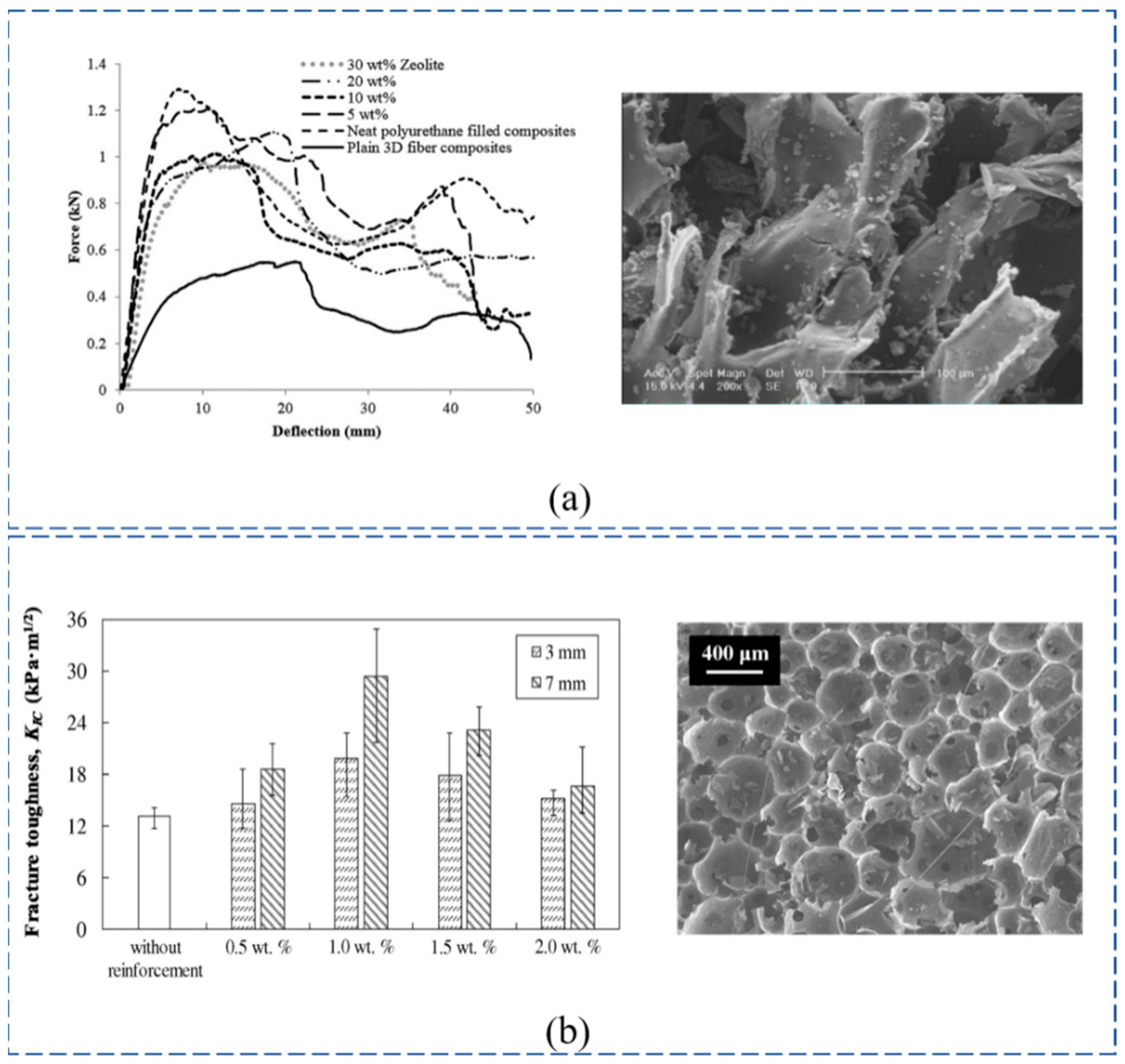
- The addition of nanoparticles or fibers into resin or core materials improves the mechanical properties. Moreover, additional panels can also strengthen the carrying capacity of the plate.
- (5)
- The filling and molding process is commonly conducted by using the hand lay-up technology. However, this technology cannot provide uniform and stable plates due to its lower automation and industrialization.
- (6)
- The mechanical properties of the weft-WSF sandwich composite plate are better compared with those of the wrap. Moreover, an increase in the internal connection structure density and panel thickness and the reduction in height improve the mechanical properties of the plate.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Gao, A.J.; Li, M.; Wang, S.K.; Zhang, Z.G. Experimental study on the mechanical characteristics of 3-D spacer fabric composites. J. Clin. Med. 2008, 25, 87–93. [Google Scholar] [CrossRef]
- Kamble, Z.; Mishra, R.K.; Behera, B.K.; Tichy, M.; Kolar, V.; Muller, M. Design, Development, and Characterization of Advanced Textile Structural Hollow Composites. Polymers 2021, 13, 3535. [Google Scholar] [CrossRef] [PubMed]
- Neje, G.; Behera, B.K. Lateral Compressive Properties of Spacer Fabric Composites with Different Cell Shapes. Appl. Compos. Mater. 2018, 254, 725–734. [Google Scholar] [CrossRef]
- Drake, D.A.; Sullivan, R.W.; Clay, S.B.; DuBien, J.L. Influence of stitching on the fracture of stitched sandwich composites. Compos. Part A Appl. Sci. Manuf. 2021, 145, 106383. [Google Scholar] [CrossRef]
- Che, L.; Xu, G.-D.; Zeng, T.; Cheng, S.; Zhou, X.-W.; Yang, S.C. Compressive and shear characteristics of an octahedral stitched sandwich composite. Compos. Struct. 2014, 112, 179–187. [Google Scholar] [CrossRef]
- Neje, G.; Behera, B.K. Comparative analysis of mechanical behavior of 3D woven spacer sandwich composites with single and double level structures. Polym. Compos. 2020, 41, 4885–4898. [Google Scholar] [CrossRef]
- Zhang, M.; Wang, X.; Liu, S.; Li, F.; Wu, G. Effects of Face Sheet Structure on Mechanical Properties of 3D Integrated Woven Spacer Composites. Fiber. Polym. 2020, 217, 1594–1604. [Google Scholar] [CrossRef]
- Wang, L.; Zhang, K.; Farha, F.I.; Ma, H.; Qiu, Y.; Xu, F. Compressive strength and thermal insulation properties of the 3D woven spacer composites with connected spacer yarn structure. J. Mater. Sci. 2019, 556, 2380–2388. [Google Scholar] [CrossRef]
- Wang, P.; Lai, C.; Wang, F.; Jin, F.; Fan, H. Fabrication and mechanical behaviors of cementitious composites reinforced by 3D woven lattice sandwich fabrics. Compos. Part A Appl. Sci. Manuf. 2016, 85, 130–137. [Google Scholar] [CrossRef]
- Islam, M.A. 3D woven preforms for E-textiles and composites reinforcements. In Advances in 3D Textiles; Woodhead Publishing: Cambridge, UK, 2015; pp. 207–263. [Google Scholar]
- Geerinck, R.; De Baere, I.; De Clercq, G.; Daelemans, L.; Ivens, J.; De Clerck, K. One-shot production of large-scale 3D woven fabrics with integrated prismatic shaped cavities and their applications. Mater. Design 2019, 165, 107578. [Google Scholar] [CrossRef]
- Balakumaran, V.; Alagirusamy, R.; Kalyanasundaram, D. Epoxy based sandwich composite using three-dimensional integrally woven fabric as core strengthened with additional carbon face-sheets. J. Mech. Behav. Biomed. Mater. 2021, 116, 104317. [Google Scholar] [CrossRef] [PubMed]
- Asaee, Z.; Shadlou, S.; Taheri, F. Low-velocity impact response of fiberglass/magnesium FMLs with a new 3D fiberglass fabric. Compos. Struct. 2015, 122, 155–165. [Google Scholar] [CrossRef]
- Manjunath, R.N.; Khatkar, V.; Behera, B.K. Influence of augmented tuning of core architecture in 3D woven sandwich structures on flexural and compression properties of their composites. Adv. Compos. Mater. 2019, 294, 317–333. [Google Scholar] [CrossRef]
- Neje, G.; Behera, B. Geometrical modeling of 3D woven spacer fabrics as reinforcement for lightweight sandwich composites. J. Ind. Text. 2018, 1105, 732–739. [Google Scholar] [CrossRef]
- Lv, L.H.; Shi, Y.L.; Zhang, X.F. Design method of three sections three-dimensional spacer woven fabric. Cotton Text. Technol. 2017, 45, 76–79. [Google Scholar]
- Jia, L.; Sun, Y.; Yang, X.; Wang, R. Influence of reinforcing materials on the properties of woven spacer fabric composite sandwich panels. Mater. Res. Innov. 2015, 19, 384–387. [Google Scholar] [CrossRef]
- Jia, L.; Wang, R.; Liu, J. Design and Property Analysis of Woven Spacer Fabric Sandwich Panels. Adv. Text. Mater. 2011, 332, 747–751. [Google Scholar] [CrossRef]
- Jia, L.X.; Wang, R.; Liu, J.M.; Chen, Z.H. Influence of reinforcement structure on the flexural properties of sandwich composite panels. Mater. Res. Innov. 2015, 19, 384–387. [Google Scholar] [CrossRef]
- Jia, L.; Tian, F.; Liu, J.; Yan, R.; Pan, J. RTM technology of woven spacer fabric reinforced sandwich composite panels. Mat. Sci. Eng. 2018, 382, 032057. [Google Scholar] [CrossRef]
- Wang, H.X.; Jia, L.X.; Liu, J.M.; Liu, Y.Y. Influence of Panel Density on the Shear and Peel Property of Sandwich Composites. Adva. Mater. Res. 2014, 904, 63–66. [Google Scholar] [CrossRef]
- Safari, H.; Karevan, M.; Nahvi, H. Mechanical characterization of natural nano-structured zeolite/polyurethane filled 3D woven glass fiber composite sandwich panels. Polym. Test. 2018, 67, 284–294. [Google Scholar] [CrossRef]
- Dastan, T.; Hejazi, S.M.; Sheikhzadeh, M. A parametric investigation into the flexural properties of singly curved composites reinforced with 3D-integrated woven fabrics. J. Ind. Text. 2018, 4910, 1411–1439. [Google Scholar] [CrossRef]
- Vaidya, A.S.; Vaidya, U.K.; Uddin, N. Impact response of three-dimensional multifunctional sandwich composite. Mater. Sci. Eng. A 2008, 4721, 52–58. [Google Scholar] [CrossRef]
- Wang, S.K.; Li, M.; Gu, Y.Z.; Zhang, Z.G.; Wu, B.M. Mechanical Reinforcement of Three-Dimensional Spacer Fabric Composites. Mater. Sci. Forum 2010, 654, 2604–2607. [Google Scholar] [CrossRef]
- Hosur, M.V.; Abdullah, M.; Jeelani, S. Dynamic compression behavior of integrated core sandwich composites. Mater. Sci. Eng. A 2007, 445, 54–64. [Google Scholar] [CrossRef]
- Torun, A.R.; Mountasir, A.; Hoffmann, G.; Cherif, C. Production Principles and Technological Development of Novel Woven Spacer Preforms and Integrated Stiffener Structures. Appl. Compos. Mater. 2012, 203, 275–285. [Google Scholar] [CrossRef]
- Mountasir, A.; Hoffmann, G.; Cherif, C.; Löser, M.; Großmann, K. Competitive manufacturing of 3D thermoplastic composite panels based on multi-layered woven structures for lightweight engineering. Compos. Struct. 2015, 133, 415–424. [Google Scholar] [CrossRef]
- Mountasir, A.; Hoffmann, G.; Cherif, C.; Kunadt, A.; Fischer, W.J. Mechanical characterization of hybrid yarn thermoplastic composites from multi-layer woven fabrics with function integration. J. Thermoplast. Compos. Mater. 2012, 256, 729–746. [Google Scholar] [CrossRef]
- Zhong, Z.L.; Wan, J.; Zhang, X.; Shi, R.X. Weaving and composite preparation practice of double-layer basalt filament/kevlar woven spacer fabric. Shanghai Text. Sci. Technol. 2018, 46, 34–36. [Google Scholar]
- Wang, S.k.; Li, M.; Zhang, Z.G.; Wu, B.M. Properties of Facesheet-reinforced 3-D Spacer Fabric Composites and the Integral Multi-facesheet Structures. J. Reinf. Plast. Comp. 2009, 296, 793–806. [Google Scholar]
- Chatterjee, V.A.; Verma, S.K.; Bhattacharjee, D.; Biswas, I.; Neogi, S. Manufacturing of dilatant fluid embodied Kevlar-Glass-hybrid-3D-fabric sandwich composite panels for the enhancement of ballistic impact resistance. Chem. Eng. J. 2021, 406, 127102. [Google Scholar] [CrossRef]
- Neje, G.; Behera, B.K. Investigation of mechanical performance of 3D woven spacer sandwich composites with different cell geometries. Compos. Part B Eng. 2019, 160, 306–314. [Google Scholar] [CrossRef]
- Anand Chairman, C.; Jayasathyakawin, S.; Kumaresh Babu, S.P.; Ravichandran, M. Mechanical properties of basalt fabric plain and twill weave reinforced epoxy composites. Mater. Today Proceed. 2020, 48, 9480–9483. [Google Scholar] [CrossRef]
- Li, M.; Wang, S.; Zhang, Z.; Wu, B. Effect of Structure on the Mechanical Behaviors of Three-Dimensional Spacer Fabric Composites. Appl. Compos. Mater. 2008, 161, 1–14. [Google Scholar] [CrossRef]
- Chen, H.X.; Cao, H.J.; Huang, X.M. Simulation Analysis of In-Plane Compression on Three-Dimensional Spacer Fabric Composite. Mater. Sci. Forum 2019, 971, 36–44. [Google Scholar] [CrossRef]
- Thurnherr, C.; Mirabito, Y.; Kress, G.; Ermanni, P. Highly anisotropic corrugated laminates deflection under uniform pressure. Compos. Struct. 2016, 154, 31–38. [Google Scholar] [CrossRef]
- Umair, M.; Hamdani, S.T.A.; Nawab, Y.; Asghar, M.A.; Hussain, T.; Saouab, A. Effect of Pile Height on the Mechanical Properties of 3D Woven Spacer Composites. Fibers Polym. 2019, 206, 1258–1265. [Google Scholar] [CrossRef]
- Zhu, L.; Rahman, M.B.; Wang, Z. Effect of Structural Differences on the Mechanical Properties of 3D Integrated Woven Spacer Sandwich Composites. Materials 2021, 14, 4284. [Google Scholar] [CrossRef]
- Li, D.-S.; Zhao, C.-Q.; Jiang, N.; Jiang, L. Fabrication, properties and failure of 3D integrated woven spacer composites with thickened face sheets. Mater. Lett. 2015, 148, 103–105. [Google Scholar] [CrossRef]
- Kim, H.; Cho, B.H.; Hur, H.-K.; Kang, K.-J. A composite sandwich panel integrally woven with truss core. Mater. Des. 2015, 65, 231–242. [Google Scholar] [CrossRef]
- Chen, L.; Zhang, K.; Zheng, L.G.; Xu, F.J. Compression properties of three-dimensional woven double spacer composites. Acta Mater. Compos. Sin. 2021, 39, 3703–3711. [Google Scholar]
- Li, D.-S.; Zhao, C.-Q.; Jiang, N.; Jiang, L. Experimental study on the charpy impact failure of 3D integrated woven spacer composite at room and liquid nitrogen temperature. Fiber. Polym. 2015, 164, 875–882. [Google Scholar] [CrossRef]
- Li, D.-S.; Jiang, N.; Jiang, L.; Zhao, C.-Q. Static and dynamic mechanical behavior of 3D integrated woven spacer composites with thickened face sheets. Fiber. Polym. 2017, 173, 460–468. [Google Scholar] [CrossRef]
- Zhao, C.-Q.; Li, D.-S.; Ge, T.-Q.; Jiang, L.; Jiang, N. Experimental study on the compression properties and failure mechanism of 3D integrated woven spacer composites. Mater. Des. 2014, 56, 50–59. [Google Scholar] [CrossRef]
- Li, D.-S.; Zhao, C.-Q.; Jiang, L.; Jiang, N. Experimental study on the bending properties and failure mechanism of 3D integrated woven spacer composites at room and cryogenic temperature. Compos. Struct. 2014, 111, 56–65. [Google Scholar] [CrossRef]
- Neje, G.; Behera, B.K. Influence of cell geometrical parameters on the mechanical properties of 3D integrally woven spacer sandwich composites. Compos. Part B Eng. 2020, 182, 107659. [Google Scholar] [CrossRef]
- Wang, H.; Li, S.; Liu, Y.; Wang, P.; Jin, F.; Fan, H. Foam-filling techniques to enhance mechanical behaviors of woven lattice truss sandwich panels. J. Build. Eng. 2021, 40, 102383. [Google Scholar] [CrossRef]
- Li, G.; Tan, H.; He, X.; Zhang, J.; Deng, X.; Zheng, Z. Research on the properties of wet-ground waste limestone powder as foam stabilizer in foamed concrete. Constr. Build. Mater. 2022, 329, 127203. [Google Scholar] [CrossRef]
- Choe, J.; Kim, M.; Kim, J.; Lee, D.G. A microwave foaming method for fabricating glass fiber reinforced phenolic foam. Compos. Struct. 2016, 152, 239–246. [Google Scholar] [CrossRef]
- Sun, Y.; Lyu, L.; Yan, B.; Jiang, G.; Ma, P. Preparation and characterization of 3D flexible high-distance spacer fabric/foam composite. Compos. Struct. 2021, 261, 113549. [Google Scholar] [CrossRef]
- Kwon, D.-J.; Kim, J.-H.; DeVries, K.L.; Park, J.-M. Optimized epoxy foam interface of CFRP/Epoxy Foam/CFRP sandwich composites for improving compressive and impact properties. J. Mater. Res. Technol. 2021, 11, 62–71. [Google Scholar] [CrossRef]
- Smorygoa, O.; Gokhaleb, A.A.; Vazhnovaa, A.; Stefanc, A. Ultra-low density epoxy/polystyrene foam composite with high specific strength and pseudo-plastic behavior. Compos. Commun. 2019, 15, 64–67. [Google Scholar]
- Ellouze, A.; Jesson, D.A.; Abel, M.-L.; Cheikh, R.B.; Watts, J.F. An advance in the use of natural resources: Characterisation of the quality of impregnation of bleached alfa pulpboard by unsaturated polyester resin and evaluation of the obtained composite material’s properties. Ind. Crops Prod. 2020, 153, 112520. [Google Scholar] [CrossRef]
- Bing, N.C.; Yang, J.; Gao, H.; Xie, H.Q.; Yu, W. Unsaturated polyester resin supported form-stable phase change materials with enhanced thermal conductivity for solar energy storage and conversion. Renew. Energy 2021, 173, 926–933. [Google Scholar] [CrossRef]
- Batista, W.G.S.; Costa, B.L.S.; Aum, P.T.P.; Oliveira, Y.H.; Freitas, J.C.O. Evaluation of reused polyester resin from PET bottles for application as a potential barrier material. J. Petrol. Sci. Eng. 2021, 205, 108776. [Google Scholar] [CrossRef]
- Yang, X.M.; Meng, F.X.; Zhang, X.Y.; Cao, B.Y.; Fu, Y. Mesoscopic simulation of thermal conductivities of 3D carbon nanotubes, graphene and their epoxy resin based composites. Int. J. Therm. Sci. 2022, 172, 107273. [Google Scholar] [CrossRef]
- Ruan, K.P.; Zhong, X.; Shi, X.T.; Dang, J.J.; Gu, J.W. Liquid crystal epoxy resins with high intrinsic thermal conductivities and their composites: A mini-review. Mater. Today Phys. 2021, 20, 100456. [Google Scholar] [CrossRef]
- Cheng, P.; Wei, K.; Shi, W.; Shi, J.; Wang, S.; Ma, B. Preparation and performance analysis of phase change microcapsule/epoxy resin composite phase change material. J. Energy Storage 2022, 47, 103581. [Google Scholar] [CrossRef]
- Ertan, R.; Kuş, A.; Durgun, İ. The flexural behavior of the epoxy and polyester based composite sandwich structures at subzero temperatures. Mater. Lett. 2020, 272, 127841. [Google Scholar] [CrossRef]
- Kus, A.; Durgun, I.; Ertan, R. Experimental study on the flexural properties of 3D integrated woven spacer composites at room and subzero temperatures. J. Sandw. Struct. Mater. 2016, 205, 517–530. [Google Scholar] [CrossRef]
- Wu, C.Y.; Liu, W.N.; Li, M.; Huang, Y.; Zhang, G.J.; Rong, Y.M. Phenolic resin plate precision cutting by ultraviolet nanosecond laser ablation regulation. Optik 2021, 243, 167481. [Google Scholar] [CrossRef]
- Nair, C.P.R. Advances in addition-cure phenolic resins. Prog. Polym. Sci. 2004, 295, 401–498. [Google Scholar] [CrossRef]
- Yıldırım, F.; Tatar, A.C.; Eskizeybek, V.; Avcı, A.; Aydın, M. Impact response of nanoparticle reinforced 3D woven spacer/epoxy composites at cryogenic temperatures. J. Compos. Mater. 2021, 55, 4231–4244. [Google Scholar] [CrossRef]
- Li, S.; Chen, D.; Gao, C.; Yuan, Y.; Wang, H.; Liu, X.; Hu, B.; Ma, J.; Liu, M.; Wu, Z. Epoxy-functionalized polysiloxane/Nano-SiO2 synergistic reinforcement in cryogenic mechanical properties of epoxy and carbon fiber reinforced epoxy laminate. Compos. Sci. Technol. 2020, 198, 108292. [Google Scholar] [CrossRef]
- Doyen, W.; Mues, W.; Molenberghs, B.; Cobben, B. Spacer fabric supported flat-sheet membranes: A new era of flat-sheet membrane technology. Desalination 2010, 2503, 1078–1082. [Google Scholar] [CrossRef]
- Naik, N.K.; Sirisha, M.; Inani, A. Permeability characterization of polymer matrix composites by RTM/VARTM. Prog. Aerosp. Sci. 2014, 65, 22–40. [Google Scholar] [CrossRef]
- Ma, K.; Wang, B.; Chena, P.; Zhou, X. Plasma treatment of carbon fibers: Non-equilibrium dynamic adsorption and its effect on the mechanical properties of RTM fabricated composites. Appl. Surf. Sci. 2011, 257, 3824–3830. [Google Scholar] [CrossRef]
- Zhu, C.H.; Shi, J.; Hayashi, K.; Morikawa, H.; Sakaguchi, A.; Ni, Q.Q. Effect of design parameters on the cushioning property of cellular fabric composites. Text. Res. J. 2019, 8918, 3692–3699. [Google Scholar] [CrossRef]



| Author | Research Institute | Reinforcement Material | Filling Material | Primary Content | Testing | Reference |
|---|---|---|---|---|---|---|
| Karen De Clerck | Ghent University | Polyester, para-aramid, glass yarns | PU | WSF of structure design | Bending and compression | [11] |
| Jia Lixia | Hebei University of Science and Technology | Polyester or glass | PU | WSF of structure, weaving, and process technology | Compression, bending, or peel | [17,18,19,20,21] |
| Hassan Nahvi | Isfahan University of Technology | Glass | PU | Effect of natural nano-structured zeolite | Compression, bending and impact | [22] |
| Fan Hualin | Nanjing University of Aeronautics and Astronautics | E-glass | foam cementitious | novel ductile cementitious sandwich composites | Compression and bending | [9] |
| Farid Taheri | Dalhousie University | Glass | PU | add magnesium alloy sheets | Impact | [13] |
| Sayyed MAHDI Hejazi | Isfahan University of Technology | E-glass | PU | curved | Bending testing | [23] |
| U.K. Vaidya | University of Alabama at Birmingham | Glass | PU | Effect of impact energy | Impact | [24] |
| Shaokai Wang | Beihang University | E-glass | PU | WSF of structure design | Shear and compressive | [25] |
| M.V. Hosur | Tuskegee University | Glass fabric | PU | pressure strain rates | Compressive | [26] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Y.; Liu, J.; Jia, L.; Chen, Z. Recent Advances in Woven Spacer Fabric Sandwich Composite Panels: A Review. Polymers 2022, 14, 3537. https://doi.org/10.3390/polym14173537
Wang Y, Liu J, Jia L, Chen Z. Recent Advances in Woven Spacer Fabric Sandwich Composite Panels: A Review. Polymers. 2022; 14(17):3537. https://doi.org/10.3390/polym14173537
Chicago/Turabian StyleWang, Yeran, Junmei Liu, Lixia Jia, and Zhenhong Chen. 2022. "Recent Advances in Woven Spacer Fabric Sandwich Composite Panels: A Review" Polymers 14, no. 17: 3537. https://doi.org/10.3390/polym14173537
APA StyleWang, Y., Liu, J., Jia, L., & Chen, Z. (2022). Recent Advances in Woven Spacer Fabric Sandwich Composite Panels: A Review. Polymers, 14(17), 3537. https://doi.org/10.3390/polym14173537