
Recycled HDPE/Natural Fiber Composites Modified with Waste Tire Rubber: A Comparison between Injection and Compression Molding




Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Composite Production
2.3. Characterization
2.3.1. Thermogravimetric Analysis (TGA)
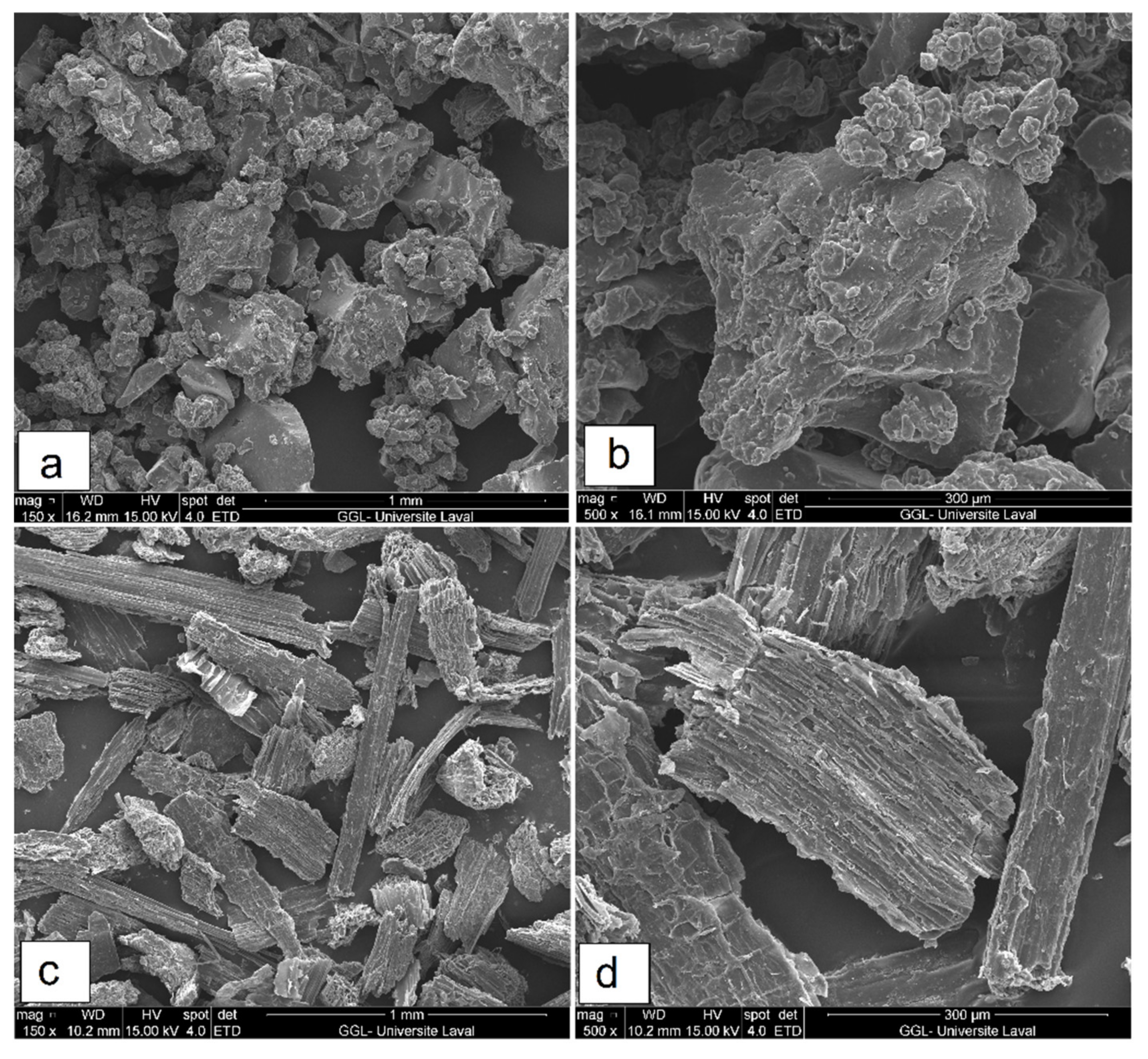
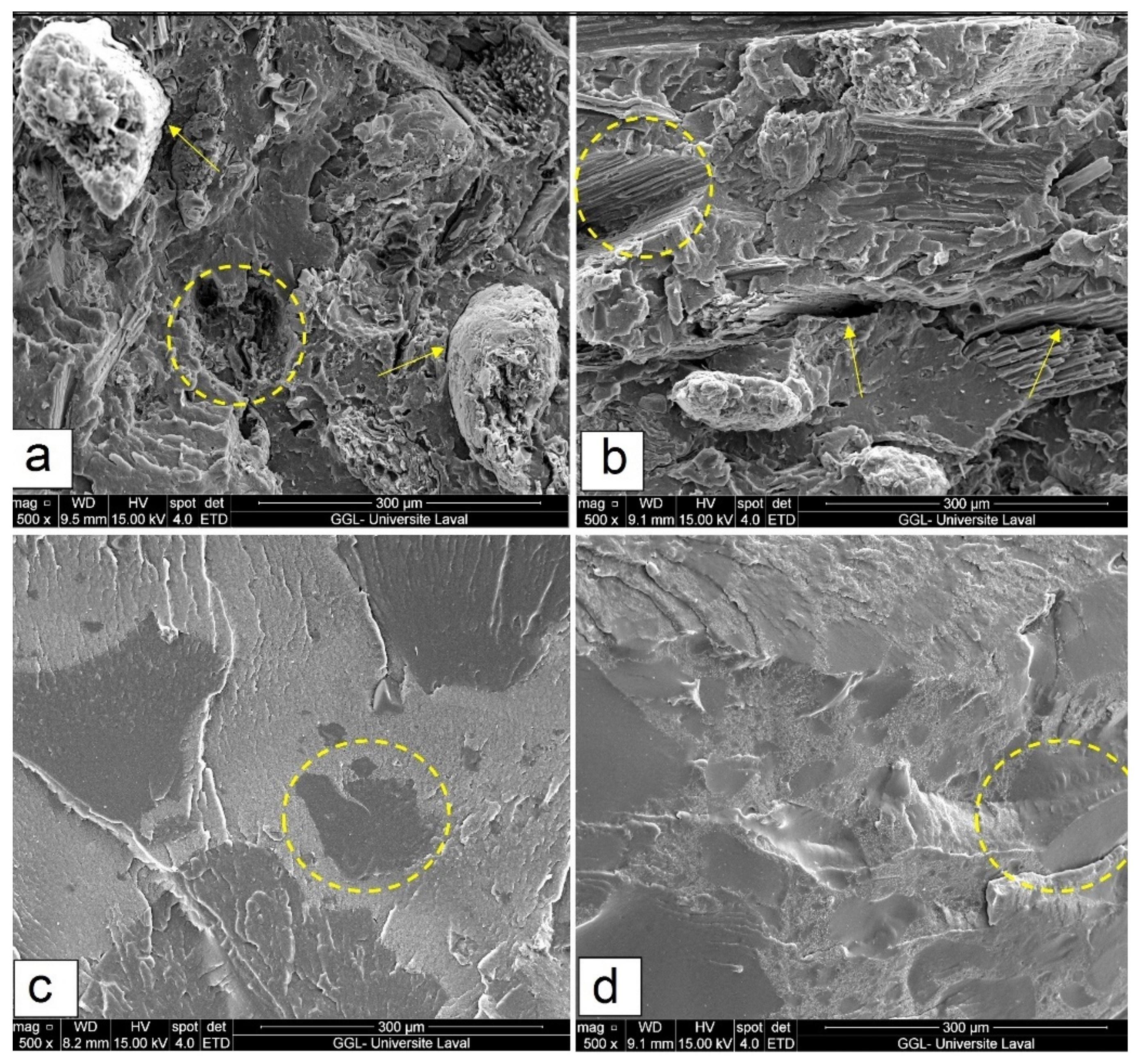
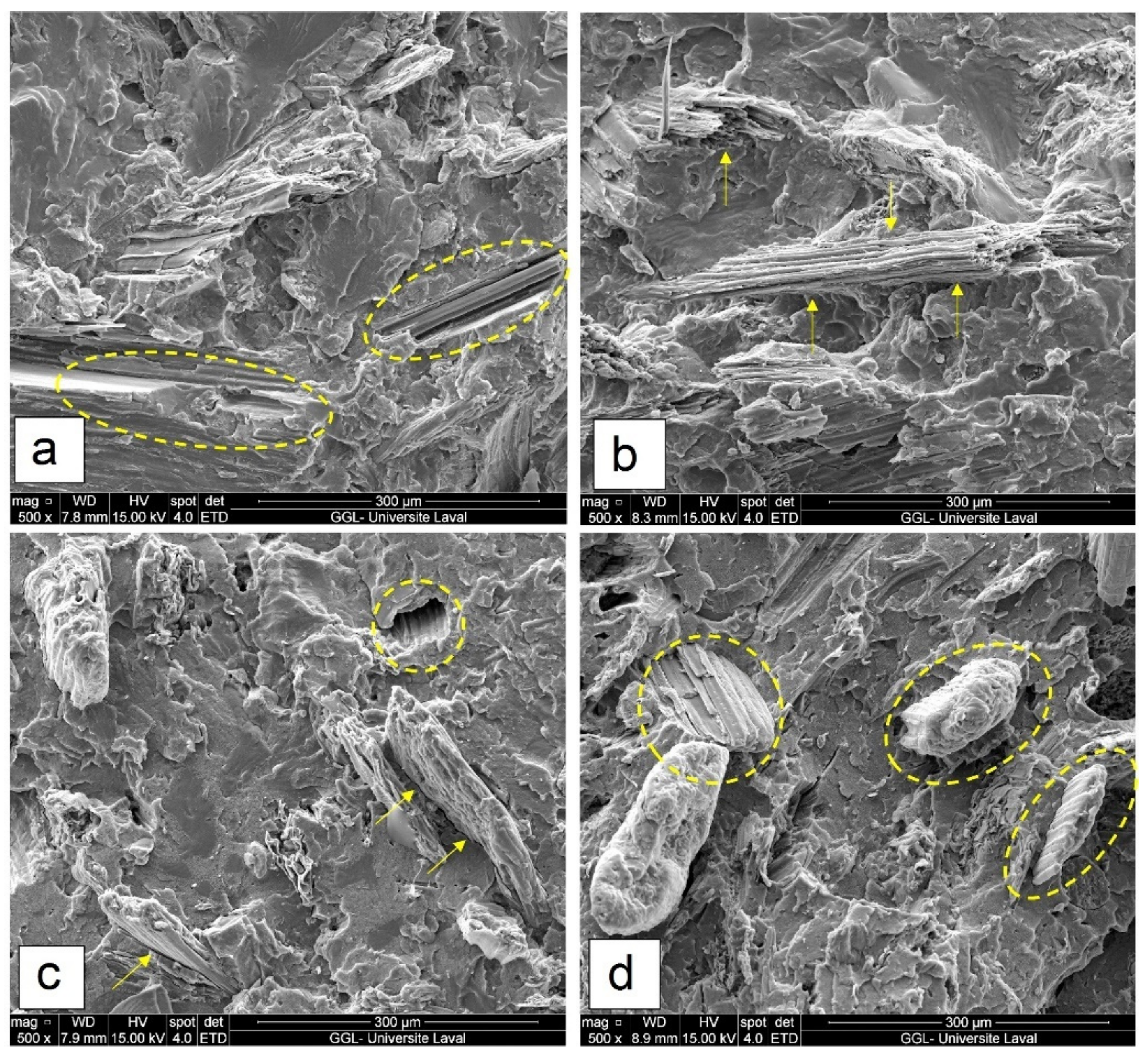
2.3.2. Morphology
2.3.3. Mechanical Testing
2.3.4. Physical Properties
3. Results and Discussion
3.1. Thermal Stability
3.2. Morphological Characterization
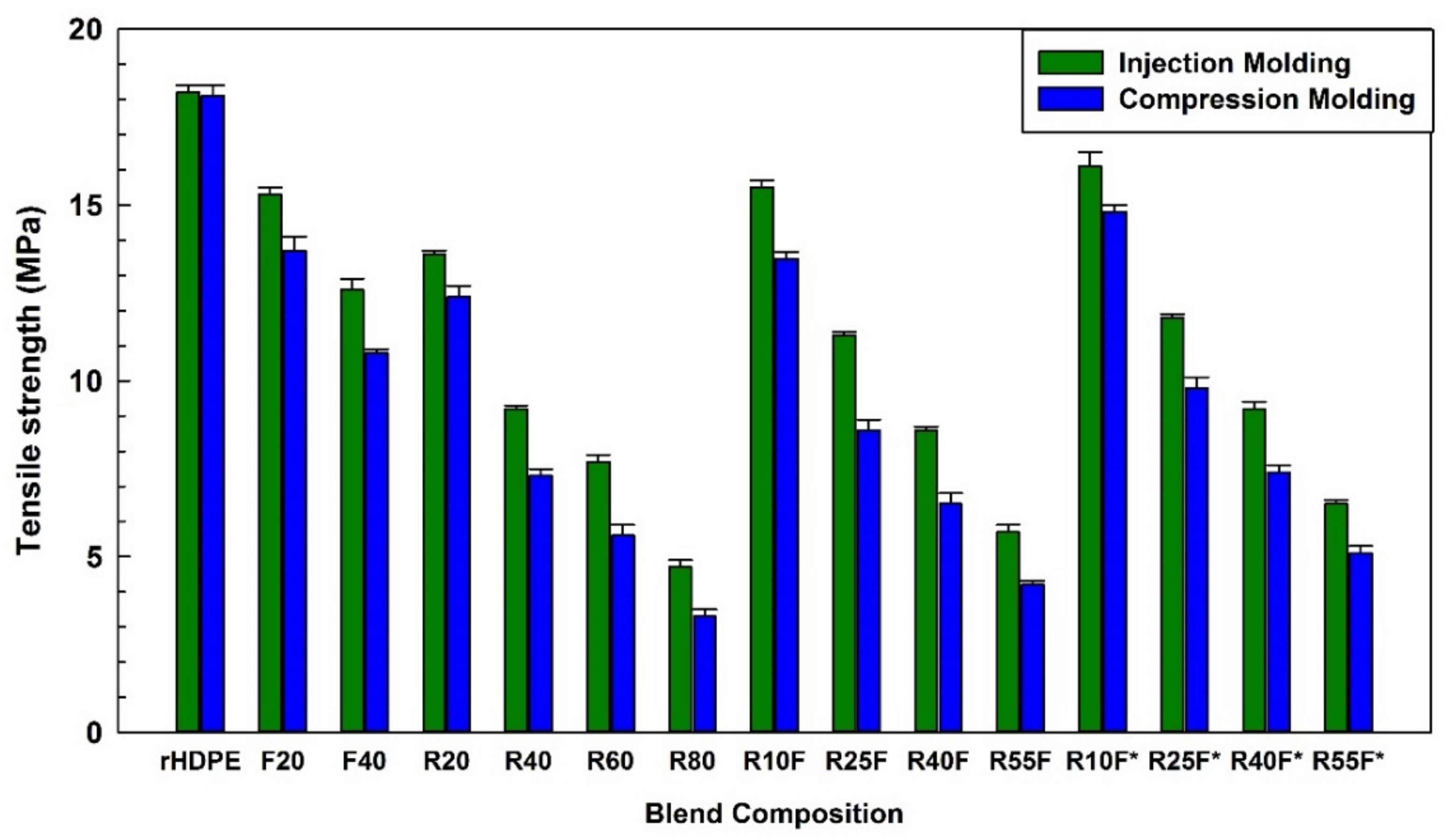
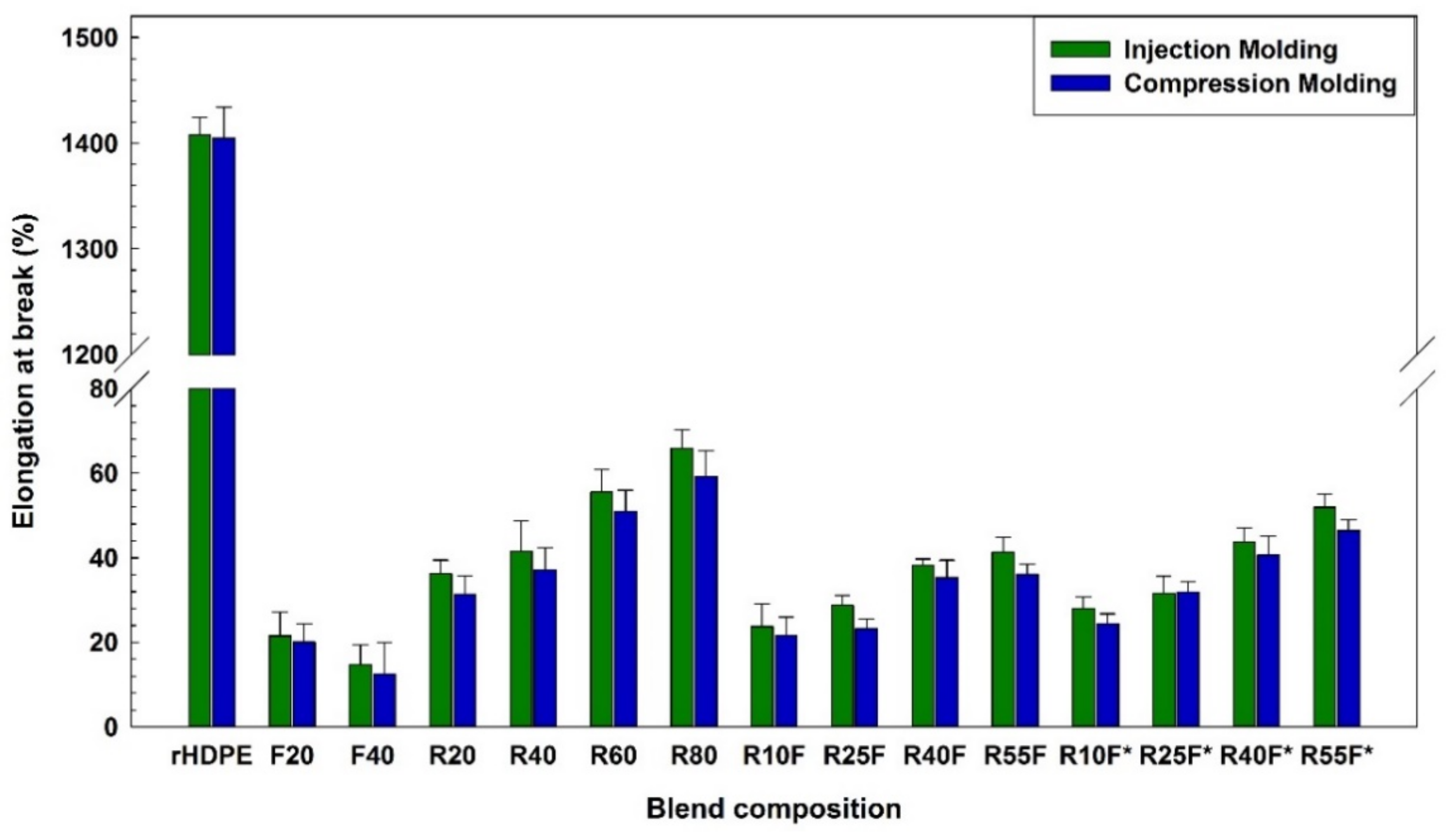
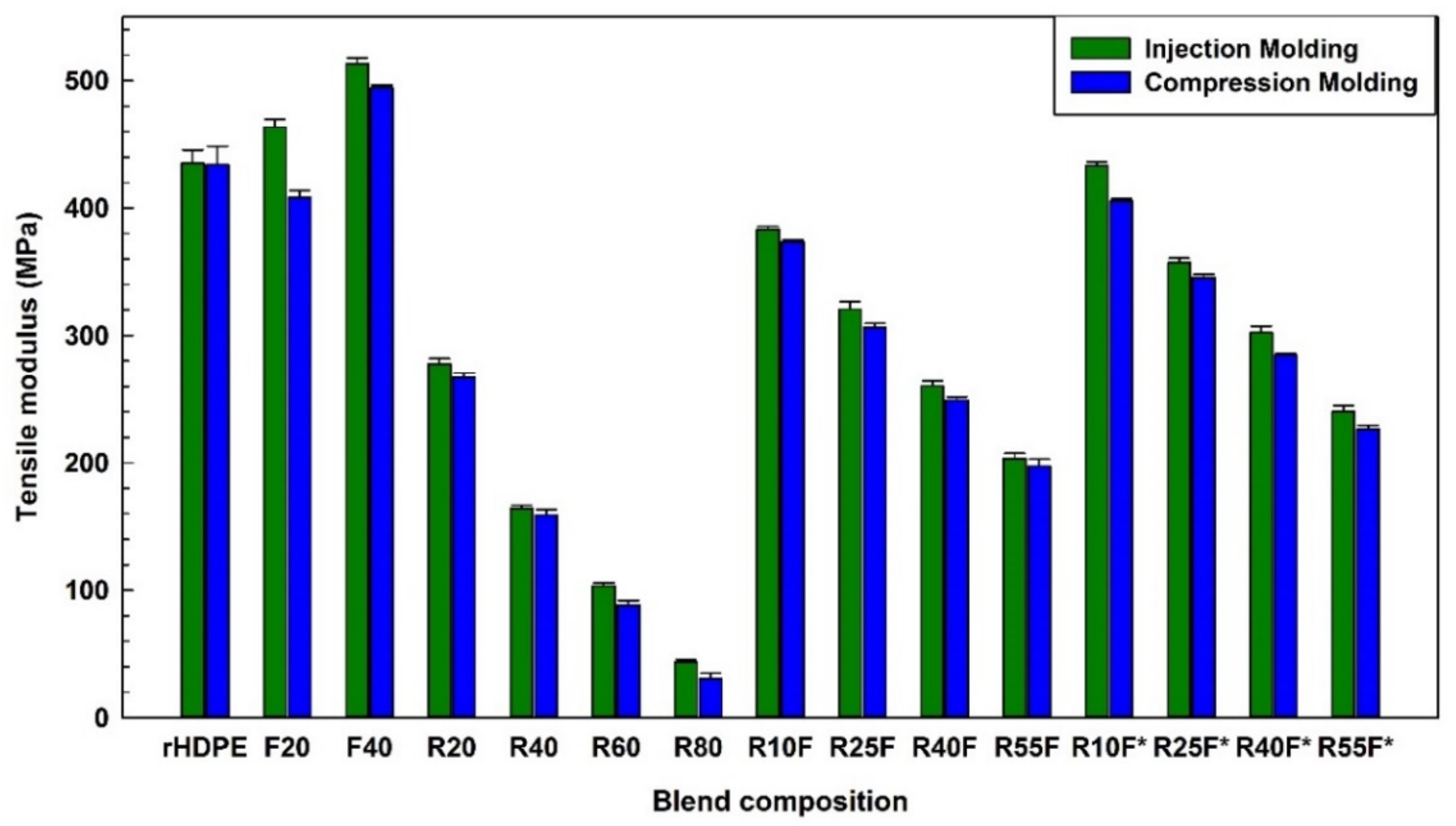
3.3. Tension and Flexion Properties
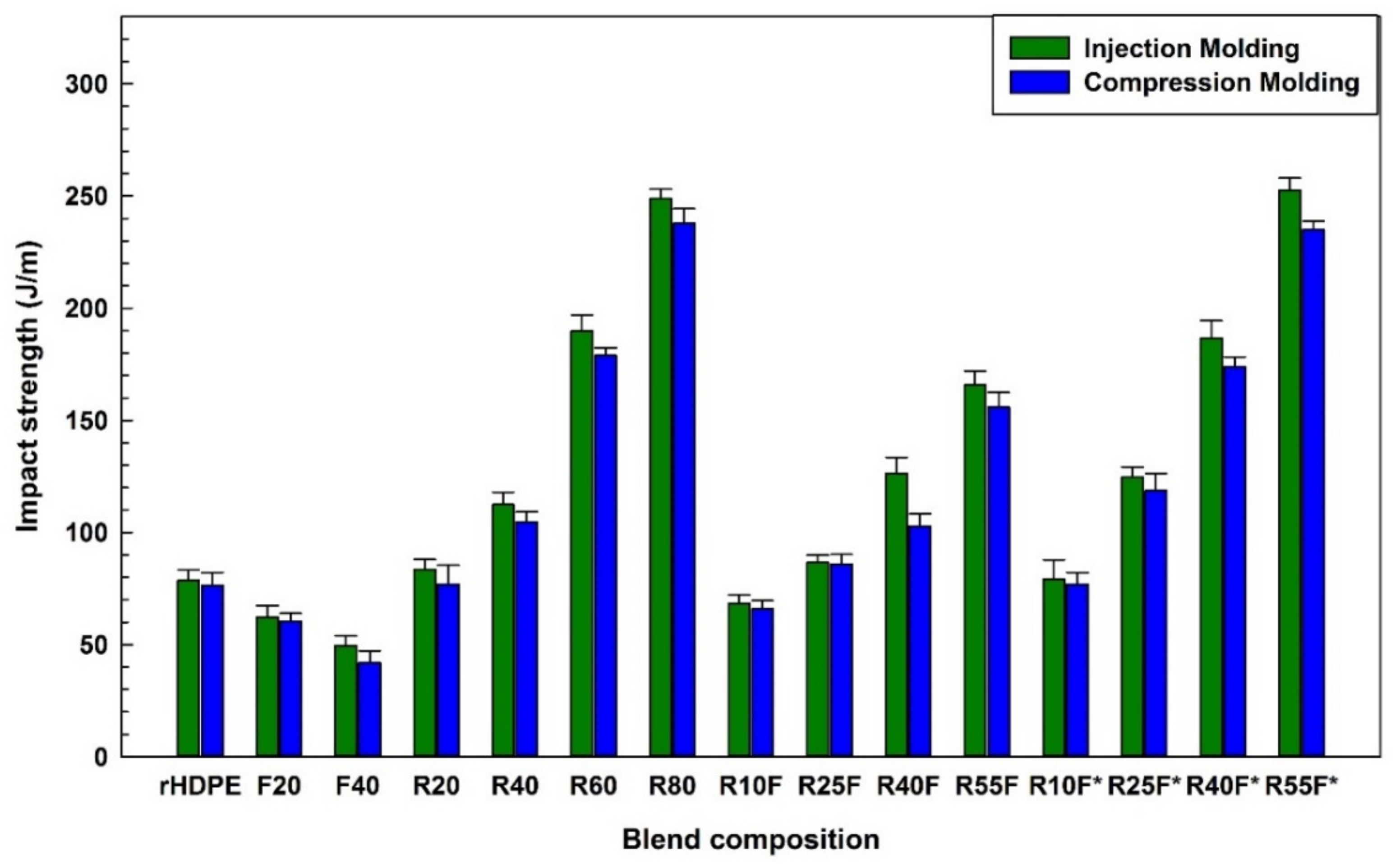
3.4. Impact Strength
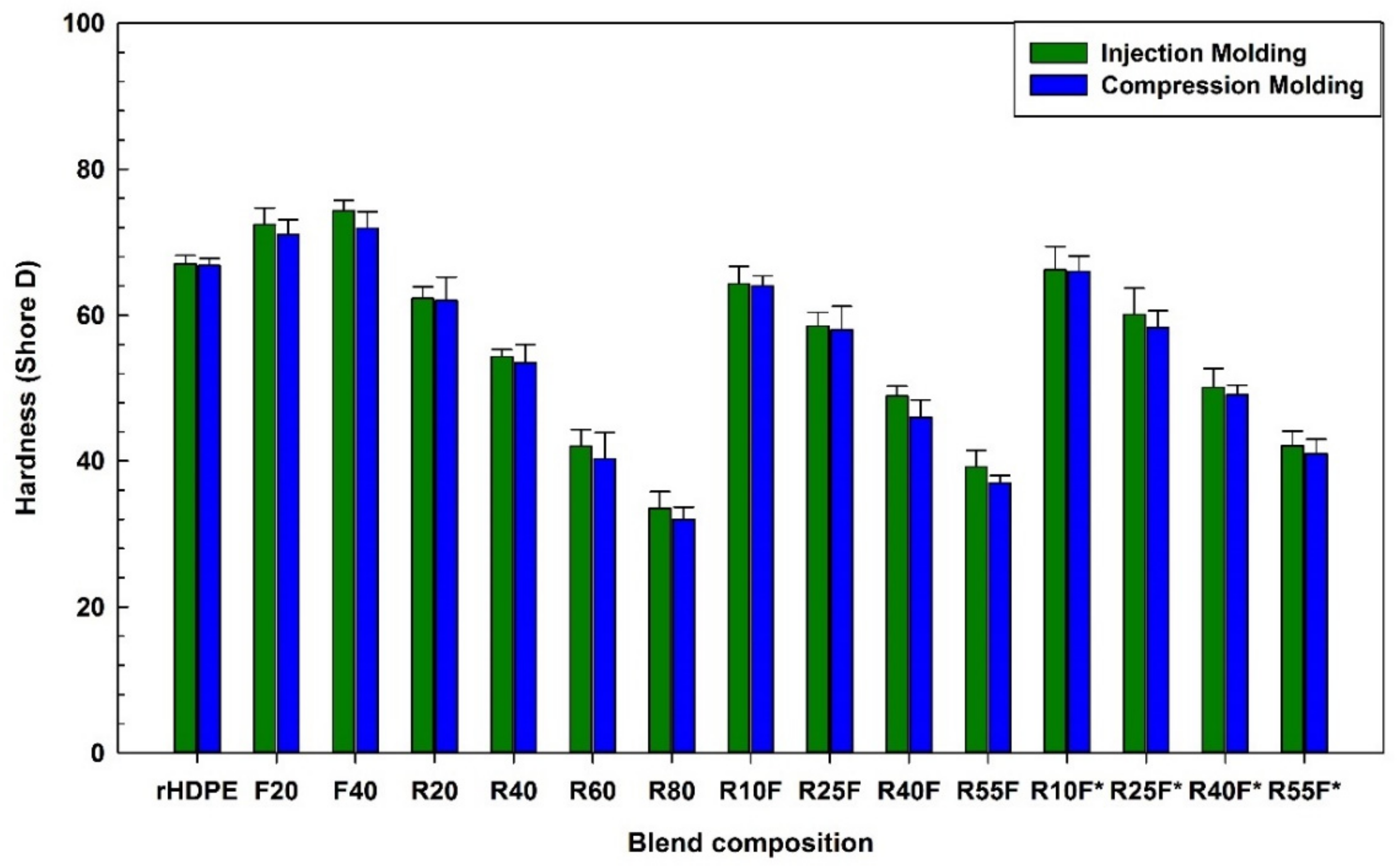
3.5. Hardness and Density
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Pandey, J.K.; Ahn, S.; Lee, C.S.; Mohanty, A.K.; Misra, M. Recent advances in the application of natural fiber based composites. Macromol. Mater. Eng. 2010, 295, 975–989. [Google Scholar] [CrossRef]
- Elsheikh, A. Bistable Morphing Composites for Energy-Harvesting Applications. Polymers 2022, 14, 1893. [Google Scholar] [CrossRef] [PubMed]
- Sanivada, U.K.; Mármol, G.; Brito, F.; Fangueiro, R. PLA composites reinforced with flax and jute fibers—A review of recent trends, processing parameters and mechanical properties. Polymers 2020, 12, 2373. [Google Scholar] [CrossRef] [PubMed]
- Dolza, C.; Fages, E.; Gonga, E.; Gomez-Caturla, J.; Balart, R.; Quiles-Carrillo, L. Development and characterization of environmentally friendly wood plastic composites from biobased polyethylene and short natural fibers processed by injection moulding. Polymers 2021, 13, 1692. [Google Scholar] [CrossRef] [PubMed]
- Chimeni, D.Y.; Toupe, J.L.; Dubois, C.; Rodrigue, D. Effect of hemp surface modification on the morphological and tensile properties of linear medium density polyethylene (LMDPE) composites. Compos. Interfaces 2016, 23, 405–421. [Google Scholar] [CrossRef]
- Hu, L.; Stevanovic, T.; Rodrigue, D. Compatibilization of kraft lignin-polyethylene composites using unreactive compatibilizers. J. Appl. Polym. Sci. 2014, 131, 4140–4149. [Google Scholar] [CrossRef]
- Verma, D.; Goh, K.L.; Vimal, V. Interfacial Studies of Natural Fiber-Reinforced Particulate Thermoplastic Composites and Their Mechanical Properties. J. Nat. Fibers 2020, 19, 2299–2326. [Google Scholar] [CrossRef]
- McGregor, O.; Duhovic, M.; Somashekar, A.; Bhattacharyya, D. Pre-impregnated natural fibre-thermoplastic composite tape manufacture using a novel process. Compos. Part A Appl. Sci. 2017, 101, 59–71. [Google Scholar] [CrossRef]
- Ramezani Kakroodi, A.; Leduc, S.; Rodrigue, D. Effect of hybridization and compatibilization on the mechanical properties of recycled polypropylene-hemp composites. J. Appl. Polym. Sci. 2012, 124, 2494–2500. [Google Scholar] [CrossRef]
- Kazemi, Y.; Cloutier, A.; Rodrigue, D. Mechanical and morphological properties of wood plastic composites based on municipal plastic waste. Polym. Compos. 2013, 34, 487–493. [Google Scholar] [CrossRef]
- Bar, M.; Alagirusamy, R.; Das, A. Properties of flax-polypropylene composites made through hybrid yarn and film stacking methods. Compos. Struct. 2018, 197, 63–71. [Google Scholar] [CrossRef]
- Fazli, A.; Rodrigue, D. Thermoplastic Elastomer based on Recycled HDPE/Ground Tire Rubber Interfacially Modified with an Elastomer: Effect of Mixing Sequence and Elastomer Type/Content. Polym. Plast. Technol. Eng. 2022, 61, 1021–1038. [Google Scholar]
- Ruksakulpiwat, Y.; Sridee, J.; Suppakarn, N.; Sutapun, W. Improvement of impact property of natural fiber–polypropylene composite by using natural rubber and EPDM rubber. Compos. B Eng. 2009, 40, 619–622. [Google Scholar] [CrossRef]
- Kakroodi, A.R.; Rodrigue, D. Impact modification of polypropylene-based composites using surface-coated waste rubber crumbs. Polym. Compos. 2014, 35, 2280–2289. [Google Scholar] [CrossRef]
- Fazli, A.; Rodrigue, D. Thermoplastic elastomers based on recycled high-density polyethylene/ground tire rubber/ethylene vinyl acetate: Effect of ground tire rubber regeneration on morphological and mechanical properties. J. Thermoplast. Compos. Mater. 2022, 35, 08927057221095388. [Google Scholar] [CrossRef]
- Fazli, A.; Rodrigue, D. Waste Rubber Recycling: A Review on the Evolution and Properties of Thermoplastic Elastomers. Materials 2020, 13, 782. [Google Scholar] [CrossRef]
- Kakroodi, A.R.; Kazemi, Y.; Rodrigue, D. Mechanical, rheological, morphological and water absorption properties of maleated polyethylene/hemp composites: Effect of ground tire rubber addition. Compos. B Eng. 2013, 51, 337–344. [Google Scholar] [CrossRef]
- Lu, Y.; Yang, Y.; Xiao, P.; Feng, Y.; Liu, L.; Tian, M.; Li, X.; Zhang, L. Effect of interfacial enhancing on morphology, mechanical, and rheological properties of polypropylene-ground tire rubber powder blends. J. Appl. Polym. Sci. 2017, 134, 45354–45365. [Google Scholar] [CrossRef]
- Fazli, A.; Rodrigue, D. Recycling waste tires into ground tire rubber (GTR)/rubber compounds: A review. J. Compos. Sci. 2020, 4, 103. [Google Scholar] [CrossRef]
- Fazli, A.; Rodrigue, D. Phase morphology, mechanical, and thermal properties of fiber-reinforced thermoplastic elastomer: Effects of blend composition and compatibilization. J. Reinf. Plast. Compos. 2022, 41, 267–283. [Google Scholar] [CrossRef]
- Formela, K.; Korol, J.; Saeb, M.R. Interfacially modified LDPE/GTR composites with non-polar elastomers: From microstructure to macro-behavior. Polym. Test. 2015, 42, 89–98. [Google Scholar] [CrossRef]
- Moghaddamzadeh, S.; Rodrigue, D. The effect of polyester recycled tire fibers mixed with ground tire rubber on polyethylene composites. Part I: Morphological analysis. Prog. Rubber Plast. Recycl. 2018, 34, 200–220. [Google Scholar] [CrossRef]
- Gardner, D.J.; Han, Y.; Wang, L. Wood–plastic composite technology. Curr. For. Rep. 2015, 1, 139–150. [Google Scholar] [CrossRef]
- Bledzki, A.K.; Faruk, O. Wood fiber reinforced polypropylene composites: Compression and injection molding process. Polym. Plast. Technol. Eng. 2004, 43, 871–888. [Google Scholar] [CrossRef]
- Leong, Y.; Thitithanasarn, S.; Yamada, K.; Hamada, H. Compression and injection molding techniques for natural fiber composites. In Natural Fibre Composites; Elsevier: Amsterdam, The Netherlands, 2014; pp. 216–232. [Google Scholar]
- Başboğa, İ.H.; Atar, İ.; Karakuş, K.; Mengeloğlu, F. Determination of Some Technological Properties of Injection Molded Pulverized-HDPE Based Composites Reinforced with Micronized Waste Tire Powder and Red Pine Wood Wastes. J. Polym. Environ. 2020, 28, 1776–1794. [Google Scholar] [CrossRef]
- Karacaer, Ö.; Polat, T.N.; Tezvergıl, A.; Lassıla, L.V.; Vallıttu, P.K. The effect of length and concentration of glass fibers on the mechanical properties of an injection-and a compression-molded denture base polymer. J. Prosthet. Dent. 2003, 90, 385–393. [Google Scholar] [CrossRef]
- Fazli, A.; Rodrigue, D. Morphological and Mechanical Properties of Thermoplastic Elastomers Based on Recycled High Density Polyethylene and Recycled Natural Rubber. Int. Polym. Proc. 2021, 36, 156–164. [Google Scholar] [CrossRef]
- Vázquez Fletes, R.C.; Cisneros López, E.O.; Moscoso Sánchez, F.J.; Mendizábal, E.; González Núñez, R.; Rodrigue, D.; Ortega Gudiño, P. Morphological and mechanical properties of bilayers wood-plastic composites and foams obtained by rotational molding. Polymers 2020, 12, 503. [Google Scholar] [CrossRef]
- Fazli, A.; Rodrigue, D. Effect of Ground Tire Rubber (GTR) Particle Size and Content on the Morphological and Mechanical Properties of Recycled High-Density Polyethylene (rHDPE)/GTR Blends. Recycling 2021, 6, 44. [Google Scholar] [CrossRef]
- Zhang, X.X.; Lu, C.H.; Liang, M. Preparation of rubber composites from ground tire rubber reinforced with waste-tire fiber through mechanical milling. J. Appl. Polym. Sci. 2007, 103, 4087–4094. [Google Scholar] [CrossRef]
- Rezaei Abadchi, M.; Jalali Arani, A.; Nazockdast, H. Partial replacement of NR by GTR in thermoplastic elastomer based on LLDPE/NR through using reactive blending: Its effects on morphology, rheological, and mechanical properties. J. Appl. Polym. Sci. 2010, 115, 2416–2422. [Google Scholar] [CrossRef]
- Scoponi, G.; Francini, N.; Athanassiou, A. Production of Green Star/Linear PLA Blends by Extrusion and Injection Molding: Tailoring Rheological and Mechanical Performances of Conventional PLA. Macromol. Mater. Eng. 2021, 306, 2000805–2000814. [Google Scholar] [CrossRef]
- Chen, J.; Wang, Y.; Gu, C.; Liu, J.; Liu, Y.; Li, M.; Lu, Y. Enhancement of the mechanical properties of basalt fiber-wood-plastic composites via maleic anhydride grafted high-density polyethylene (MAPE) addition. Materials 2013, 6, 2483–2496. [Google Scholar] [CrossRef]
- Fletes, R.C.V.; Rodrigue, D. Effect of Wood Fiber Surface Treatment on the Properties of Recycled HDPE/Maple Fiber Composites. J. Compos. Sci. 2021, 5, 177. [Google Scholar] [CrossRef]
- Ramezani Kakroodi, A.; Rodrigue, D. Reinforcement of maleated polyethylene/ground tire rubber thermoplastic elastomers using talc and wood flour. J. Appl. Polym. Sci. 2014, 131, 40195–40202. [Google Scholar] [CrossRef]
- Pérez-Fonseca, A.A.; Martín Del Campo, A.S.; Robledo-Ortíz, J.R.; González-López, M.E. Compatibilization strategies for PLA biocomposites: A comparative study between extrusion-injection and dry blending-compression molding. Compos. Interfaces 2021, 24, 274–292. [Google Scholar] [CrossRef]
- Chuayjuljit, S.; Ketthongmongkol, S. Properties and morphology of injection-and compression-molded thermoplastic polyurethane/polypropylene-graft-maleic anhydride/wollastonite composites. J. Thermoplast. Compos. Mater. 2013, 26, 923–935. [Google Scholar] [CrossRef]
- Ghanbari, A.; Sadat Jalili, N.; Haddadi, S.A.; Arjmand, M.; Nofar, M. Mechanical properties of extruded glass fiber reinforced thermoplastic polyolefin composites. Polym. Compos. 2020, 41, 3748–3757. [Google Scholar] [CrossRef]
- Garcia, D.; Lopez, J.; Balart, R.; Ruseckaite, R.A.; Stefani, P.M. Composites based on sintering rice husk–waste tire rubber mixtures. Mater. Desig. 2007, 28, 2234–2238. [Google Scholar] [CrossRef]
- Khalf, A.; Ward, A. Use of rice husks as potential filler in styrene butadiene rubber/linear low density polyethylene blends in the presence of maleic anhydride. Mater. Desig. 2010, 31, 2414–2421. [Google Scholar] [CrossRef]
- Li, Q.; Matuana, L.M. Surface of cellulosic materials modified with functionalized polyethylene coupling agents. J. Appl. Polym. Sci. 2003, 88, 278–286. [Google Scholar] [CrossRef]
- Karmarkar, A.; Chauhan, S.; Modak, J.M.; Chanda, M. Mechanical properties of wood–fiber reinforced polypropylene composites: Effect of a novel compatibilizer with isocyanate functional group. Compos. Part A Appl. Sci. 2007, 38, 227–233. [Google Scholar] [CrossRef]
- Li, L.-P.; Yin, B.; Zhou, Y.; Gong, L.; Yang, M.-B.; Xie, B.-H.; Chen, C. Characterization of PA6/EPDM-g-MA/HDPE ternary blends: The role of core-shell structure. Polymer 2012, 53, 3043–3051. [Google Scholar] [CrossRef]
- Ling, P.A.; Ismail, H. Tensile properties, water uptake, and thermal properties of polypropylene/waste pulverized tire/kenaf (PP/WPT/KNF) composites. BioResources 2013, 8, 806–817. [Google Scholar] [CrossRef]
- Scuracchio, C.; Waki, D.; Da Silva, M. Thermal analysis of ground tire rubber devulcanized by microwaves. J. Therm. Anal. Calorim. 2007, 87, 893–897. [Google Scholar] [CrossRef]
- Kleps, T.; Piaskiewicz, M.; Parasiewicz, W. The use of thermogravimetry in the study of rubber devulcanization. J. Therm. Anal. Calorim. 2000, 60, 271–277. [Google Scholar] [CrossRef]
- Li, Y.; Zhao, S.; Wang, Y. Microbial desulfurization of ground tire rubber by Sphingomonas sp.: A novel technology for crumb rubber composites. J. Polym. Environ. 2012, 20, 372–380. [Google Scholar] [CrossRef]
- Colom, X.; Marín-Genescà, M.; Mujal, R.; Formela, K.; Cañavate, J. Structural and physico-mechanical properties of natural rubber/GTR composites devulcanized by microwaves: Influence of GTR source and irradiation time. J. Compos. Mater. 2018, 52, 3099–3108. [Google Scholar] [CrossRef]
- Ihemouchen, C.; Djidjelli, H.; Boukerrou, A.; Fenouillot, F.; Barrès, C. Effect of compatibilizing agents on the mechanical properties of high-density polyethylene/olive husk flour composites. J. Appl. Polym. Sci. 2013, 128, 2224–2229. [Google Scholar] [CrossRef]
- Zhang, Z.X.; Zhang, S.L.; Kim, J.K. Evaluation of mechanical, morphological and thermal properties of waste rubber tire powder/LLDPE blends. e-Polymers 2008, 8, 61–68. [Google Scholar] [CrossRef]
- Zainal, Z.; Ismail, H. The effects of short glass fibre (SGF) loading and a silane coupling agent on properties of polypropylene/waste tyre dust/short Glass Fibre (PP/WTD/SGF) composites. Polym. Plast. Technol. Eng. 2011, 50, 297–305. [Google Scholar] [CrossRef]
- Garcia, P.; De Sousa, F.; De Lima, J.; Cruz, S.; Scuracchio, C. Devulcanization of ground tire rubber: Physical and chemical changes after different microwave exposure times. Express Polym. Lett. 2015, 9, 1015–1026. [Google Scholar] [CrossRef]
- Makhlouf, A.; Belaadi, A.; Amroune, S.; Bourchak, M.; Satha, H. Elaboration and Characterization of Flax Fiber Reinforced High Density Polyethylene Biocomposite: Effect of the Heating Rate on Thermo-mechanical Properties. J. Nat. Fibers. 2020, 1–14. [Google Scholar] [CrossRef]
- Liang, H.; Gagné, J.D.; Faye, A.; Rodrigue, D.; Brisson, J. Ground tire rubber (GTR) surface modification using thiol-ene click reaction: Polystyrene grafting to modify a GTR/polystyrene (PS) blend. Prog. Rubber Plast. Recycl. 2020, 36, 81–101. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | rHDPE (wt.%) | FF (wt.%) | RR (wt.%) | MAPE (wt.%) |
|---|---|---|---|---|
| rHDPE | 100 | - | - | - |
| F20 | 80 | 20 | - | - |
| F40 | 60 | 40 | - | - |
| R20 | 80 | - | 20 | - |
| R40 | 60 | - | 40 | - |
| R60 | 40 | - | 60 | - |
| R80 | 20 | - | 80 | - |
| R10F | 80 | 10 | 10 | - |
| R25F | 60 | 15 | 25 | - |
| R40F | 40 | 20 | 40 | - |
| R55F | 20 | 25 | 55 | - |
| R10F* | 80 | 10 | 10 | 10 |
| R25F* | 60 | 15 | 25 | 10 |
| R40F* | 40 | 20 | 40 | 10 |
| R55F* | 20 | 25 | 55 | 10 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fazli, A.; Stevanovic, T.; Rodrigue, D. Recycled HDPE/Natural Fiber Composites Modified with Waste Tire Rubber: A Comparison between Injection and Compression Molding. Polymers 2022, 14, 3197. https://doi.org/10.3390/polym14153197
Fazli A, Stevanovic T, Rodrigue D. Recycled HDPE/Natural Fiber Composites Modified with Waste Tire Rubber: A Comparison between Injection and Compression Molding. Polymers. 2022; 14(15):3197. https://doi.org/10.3390/polym14153197
Chicago/Turabian StyleFazli, Ali, Tatjana Stevanovic, and Denis Rodrigue. 2022. "Recycled HDPE/Natural Fiber Composites Modified with Waste Tire Rubber: A Comparison between Injection and Compression Molding" Polymers 14, no. 15: 3197. https://doi.org/10.3390/polym14153197
APA StyleFazli, A., Stevanovic, T., & Rodrigue, D. (2022). Recycled HDPE/Natural Fiber Composites Modified with Waste Tire Rubber: A Comparison between Injection and Compression Molding. Polymers, 14(15), 3197. https://doi.org/10.3390/polym14153197