
In Situ Thermoset Cure Sensing: A Review of Correlation Methods


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Off-Line Cure Analysis
2.1. Dynamic Scanning Calorimetry (DSC)
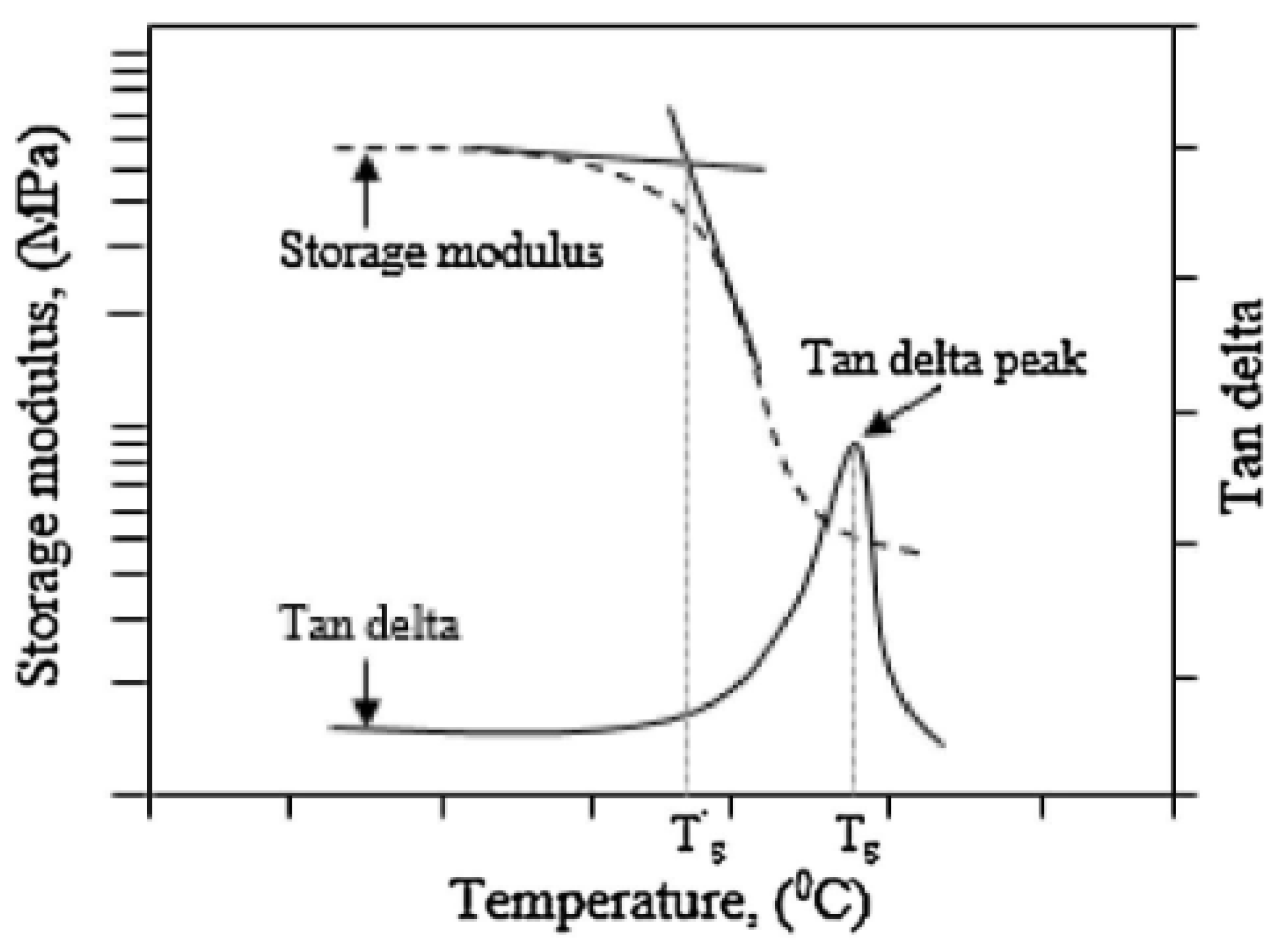
2.2. Dynamic Mechanical Analysis (DMA)
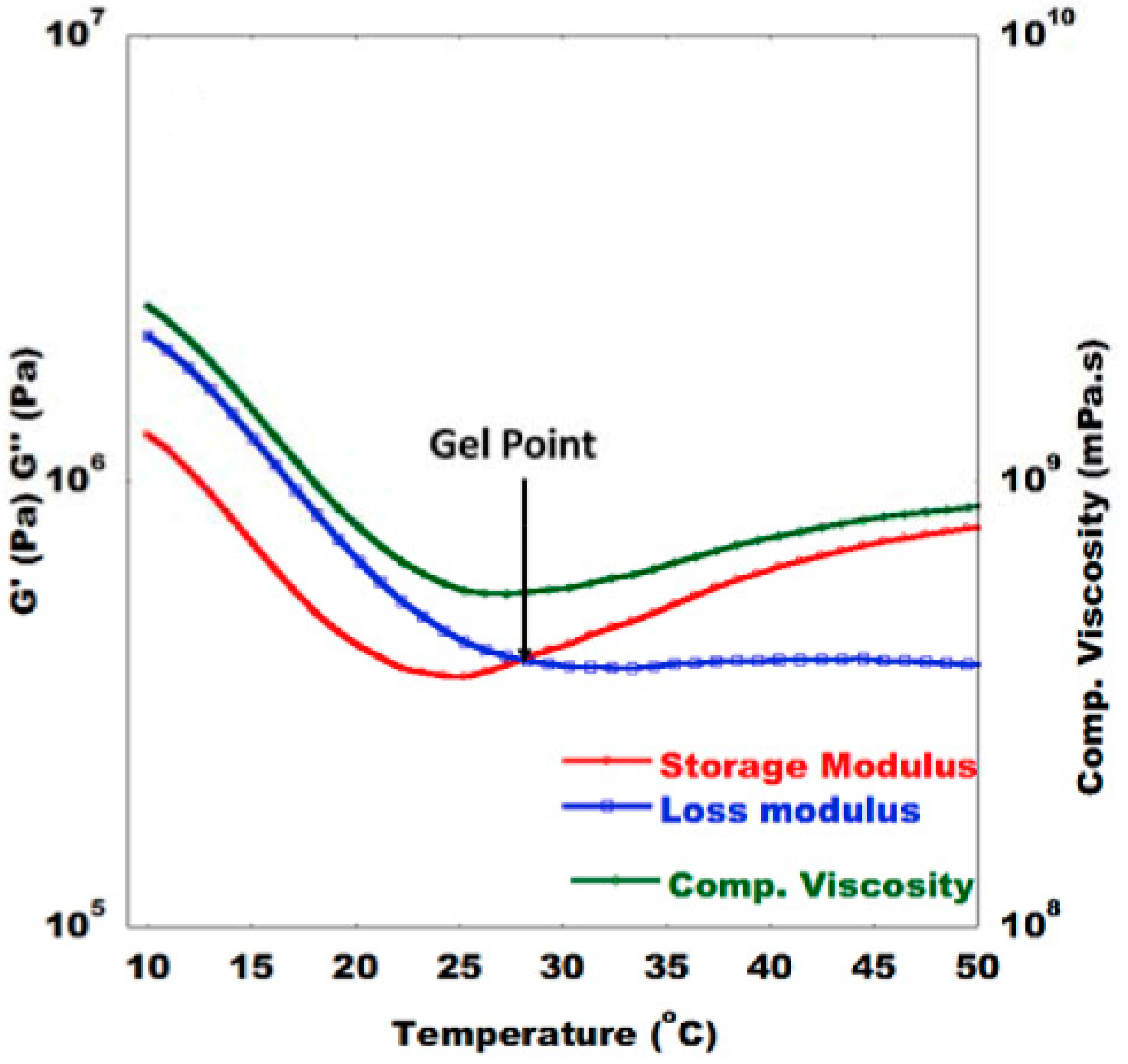
2.3. Dynamic Rheometry
3. In-Line Cure Monitoring Sensor Correlations
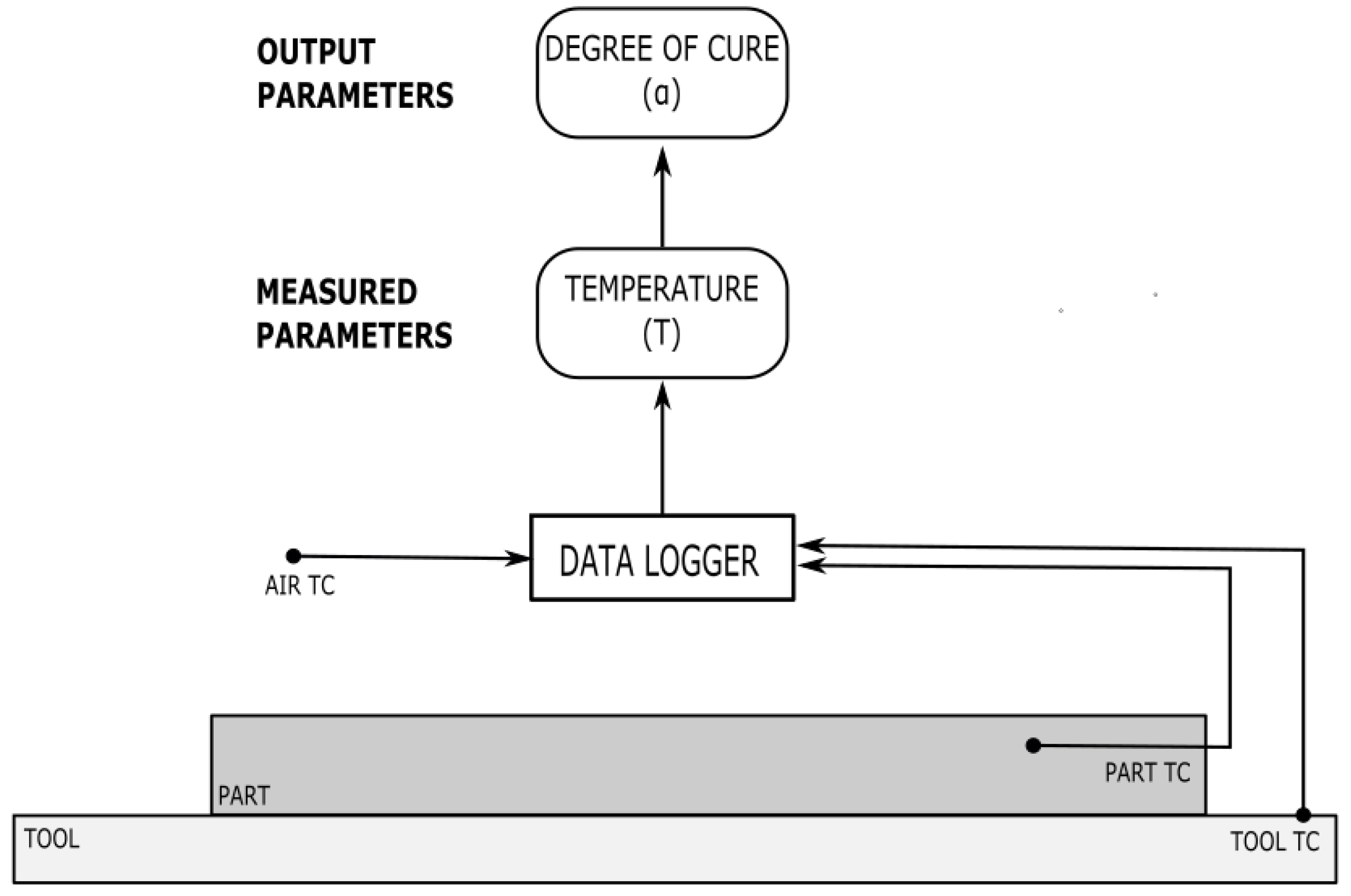
3.1. Thermocouple Sensors
3.1.1. Sensor Background and Governing Equations
3.1.2. Correlation Functions
3.1.3. Summary and Future Work
3.2. Dielectric Sensors
3.2.1. Sensor Background and Governing Equations
3.2.2. Correlation Functions
Dielectric Loss Correlation
Impedance Correlation
Ion Conductivity Correlation
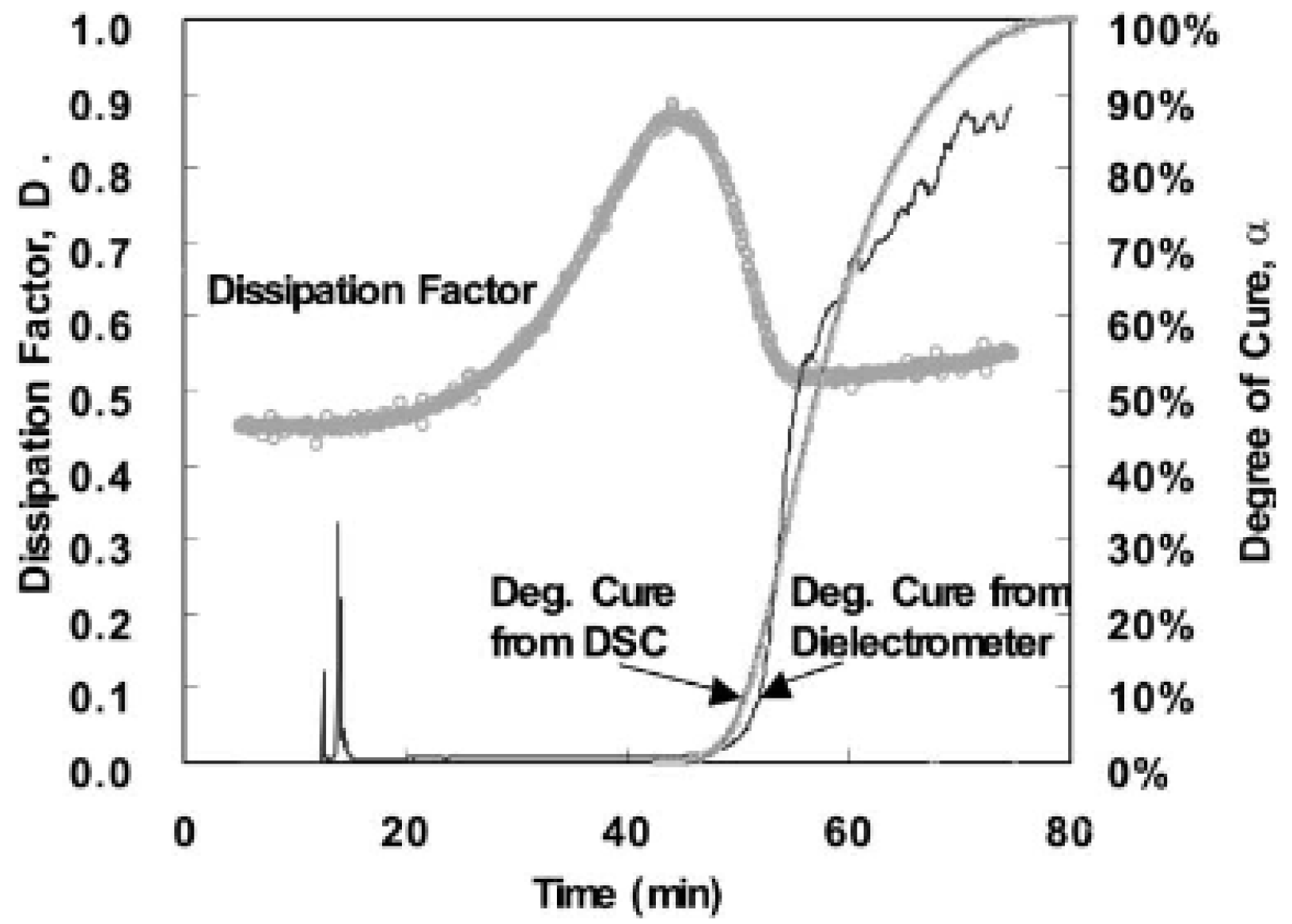
Dissipation Factor Correlation
3.2.3. Summary and Future Work
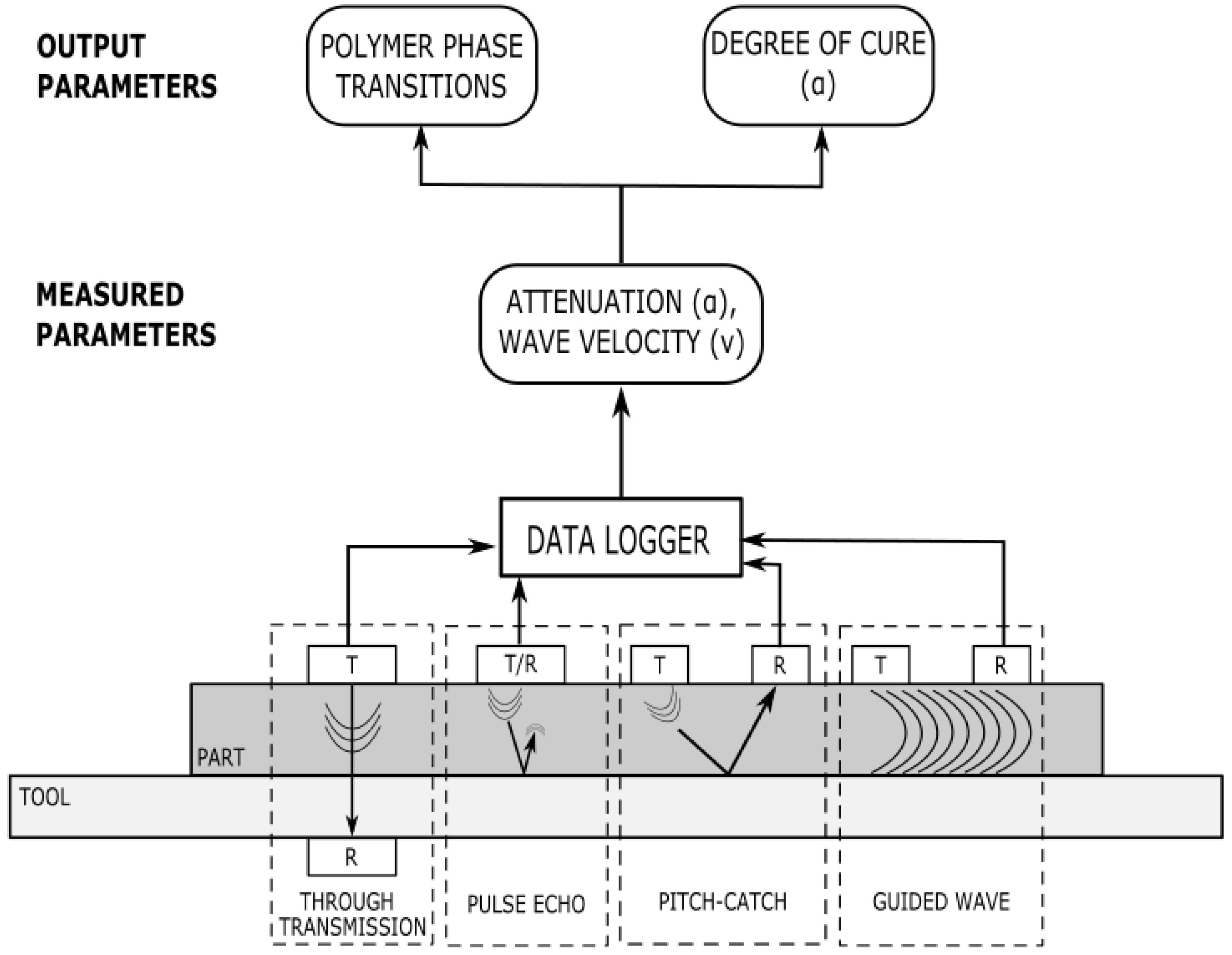
3.3. Ultrasonic Sensors
3.3.1. Sensor Background and Governing Equations
3.3.2. Correlation Functions
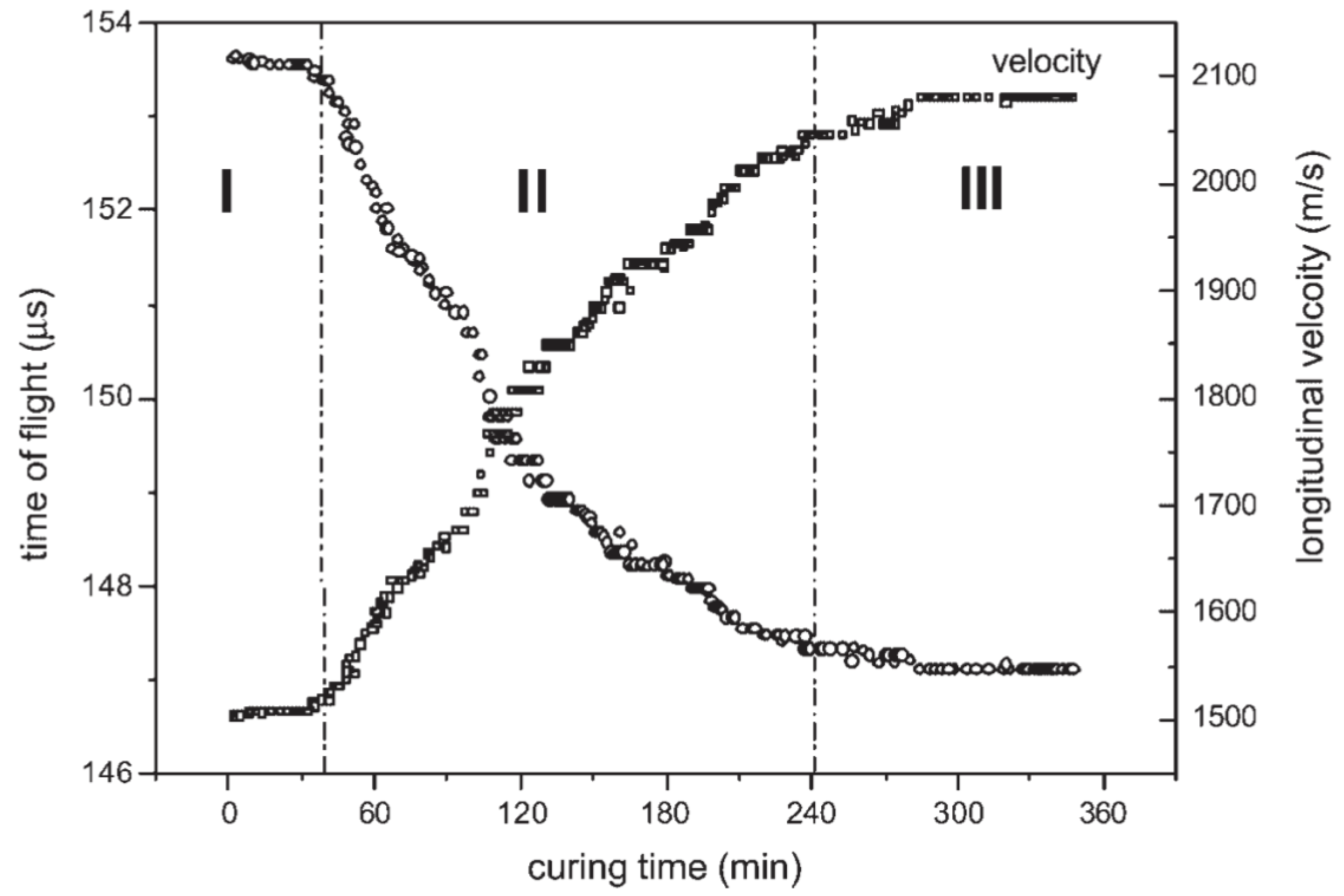
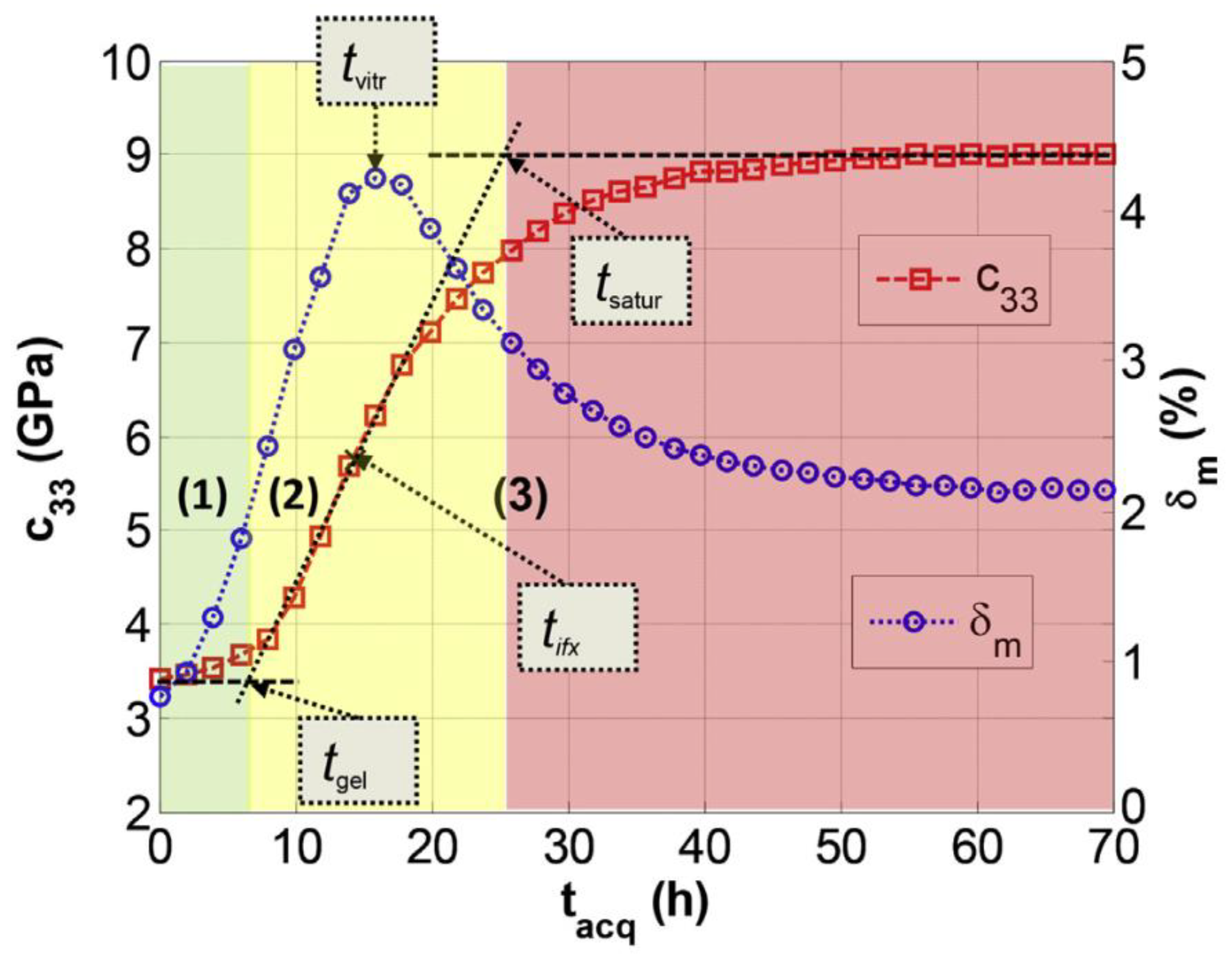
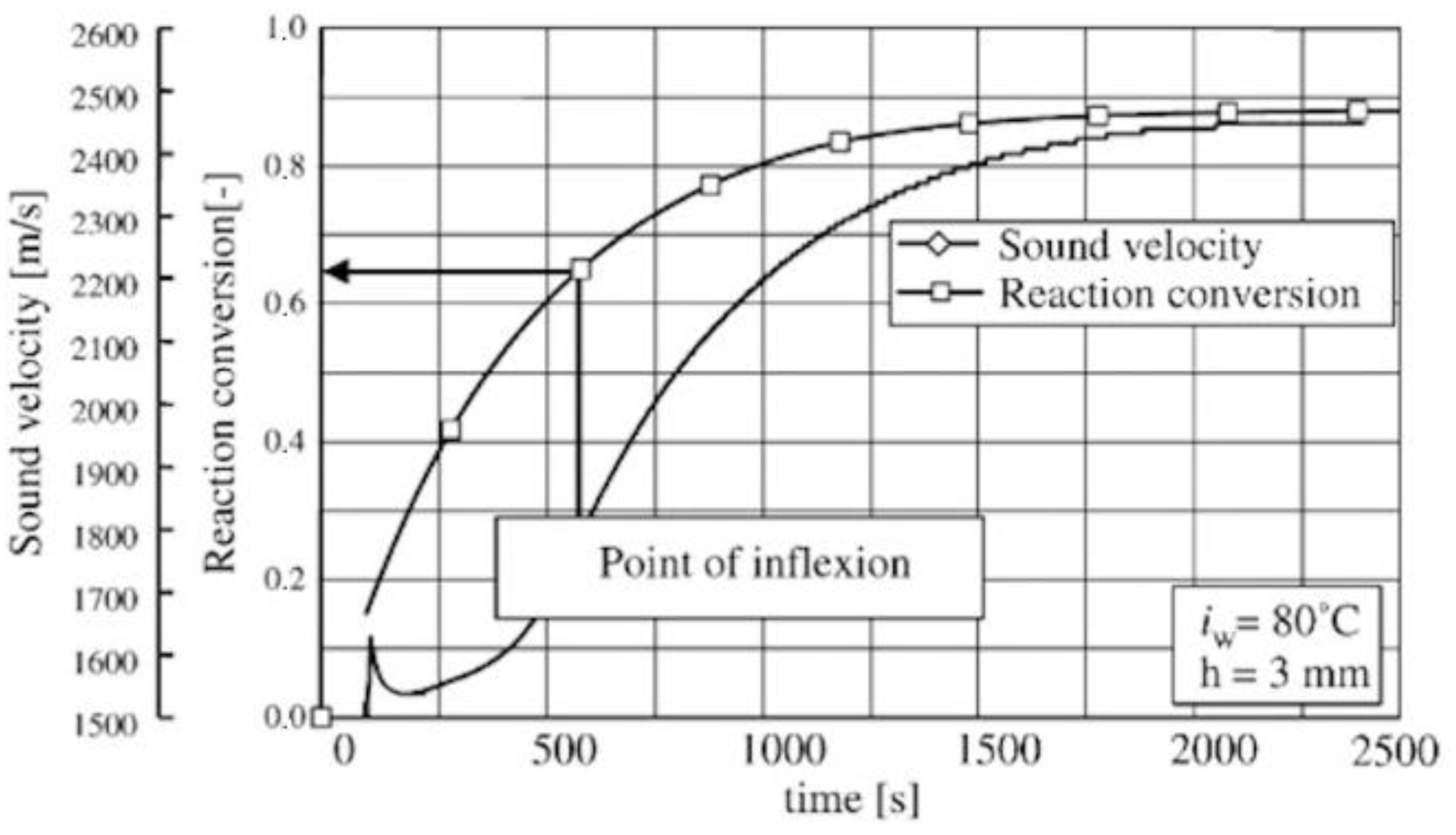
- Velocity is constant when the resin is liquid, but the reaction is still slow;
- At the gel point, the velocity begins to increase, and the reaction progresses rapidly;
- The velocity reaches a plateau at the vitrification point, indicating the slowdown of the reaction.
- The liquid viscous stage;
- The glass transition stage;
- The saturation solid stage.
3.3.3. Summary and Future Work
3.4. Fibre-Optic Sensors
3.4.1. Sensor Background and Governing Equations
3.4.2. Correlation Functions
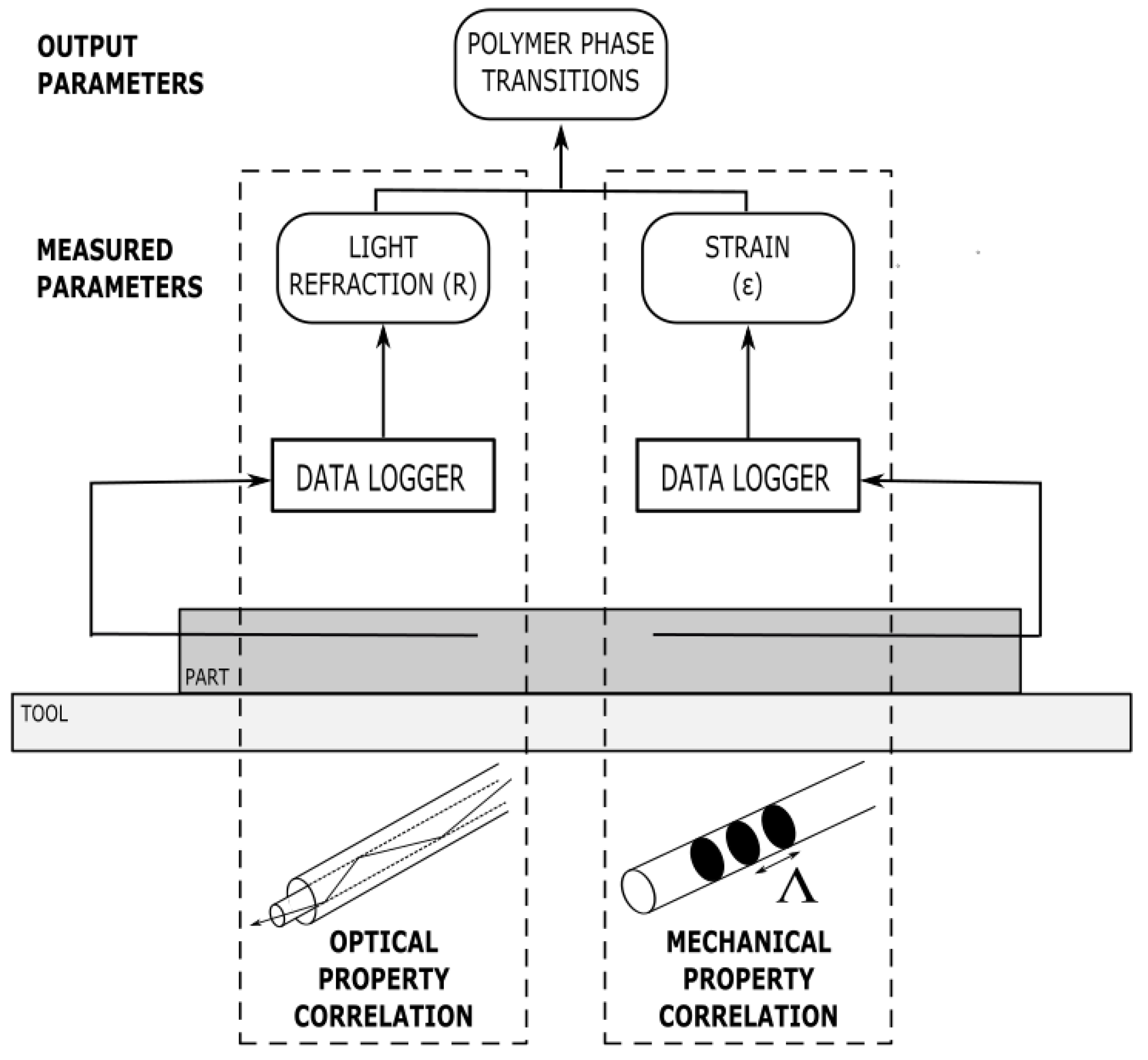
Optical Property Correlations
Mechanical Property Correlations
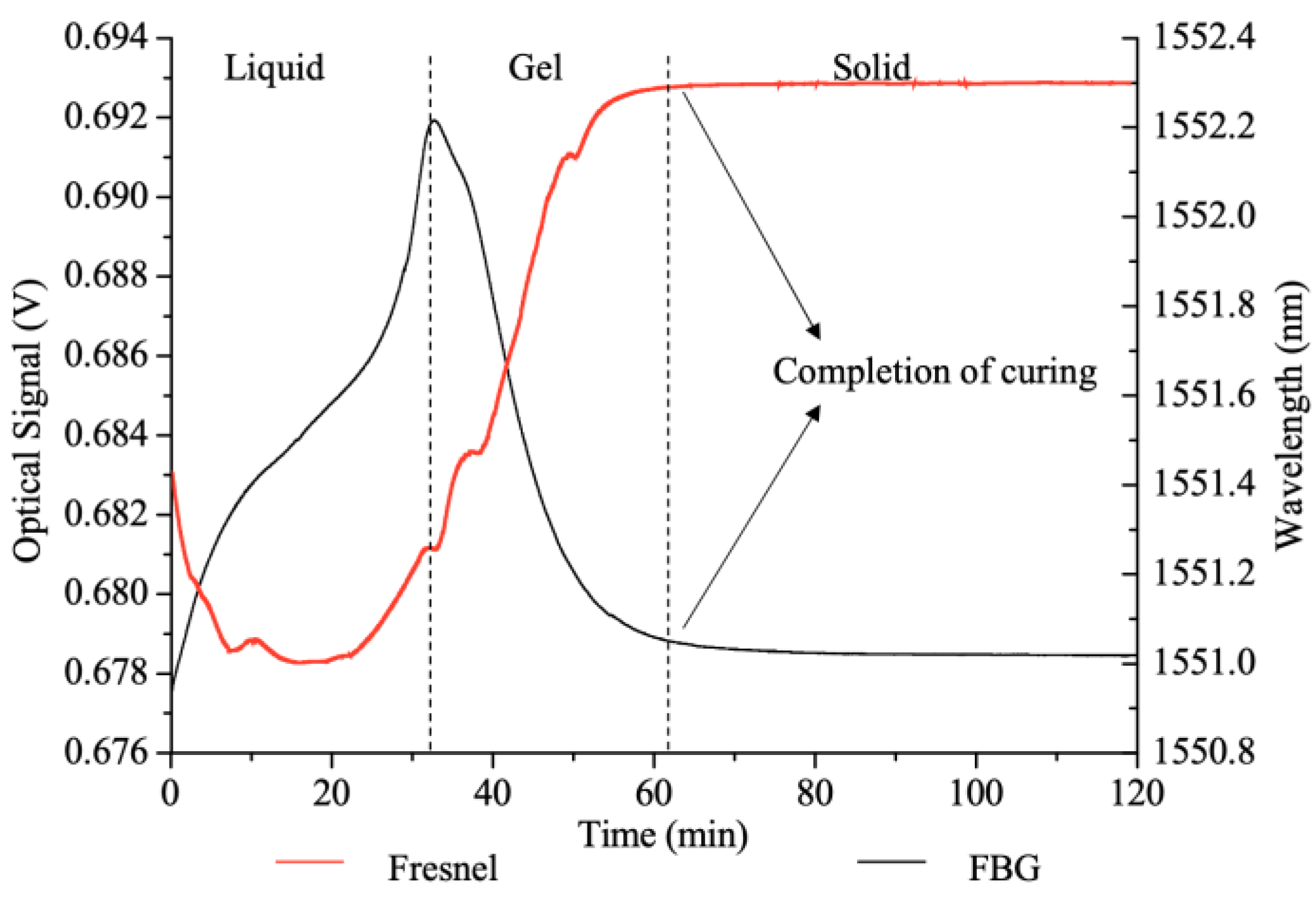
- An initial dip is observed in the signal due to an increase in temperature, as the resin is still liquid and not transmitting strain to the fibre;
- An increase in the strain measurement is observed due to the crosslinking reaction;
- The measurement plateaus at cure completion once the matrix has frozen the fibre into place.
3.4.3. Summary and Future Work
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Alajarmeh, O.; Zeng, X.; Aravinthan, T.; Shelley, T.; Alhawamdeh, M.; Mohammed, A.; Nicol, L.; Vedernikov, A.; Safonov, A.; Schubel, P. Compressive behaviour of hollow box pultruded FRP columns with continuous-wound fibres. Thin-Walled Struct. 2021, 168, 108300. [Google Scholar] [CrossRef]
- Alhawamdeh, M.; Alajarmeh, O.; Aravinthan, T.; Shelley, T.; Schubel, P.; Mohammed, A.; Zeng, X. Review on local buckling of hollow box FRP profiles in civil structural applications. Polymers 2021, 13, 4159. [Google Scholar] [CrossRef] [PubMed]
- Brøndsted, P.; Lilholt, H.; Lystrup, A. Composite materials for wind power turbine blades. Annu. Rev. Mater. Res. 2005, 35, 505–538. [Google Scholar] [CrossRef]
- Marsh, G. Composites—Prime enabler for wind energy. Reinf. Plast. 2003, 74, 29–45. [Google Scholar]
- Mishnaevsky, L.; Branner, K.; Petersen, H.N.; Beauson, J.; McGugan, M.; Sørensen, B.F. Materials for wind turbine blades: An overview. Materials 2017, 10, 1285. [Google Scholar] [CrossRef]
- Weaver, A. Composites drive VT diversification. Reinf. Plast. 1997, 41, 28–31. [Google Scholar]
- Kim, S.-Y.; Shim, C.S.; Sturtevant, C.; Kim, D.; Song, H.C. Mechanical properties and production quality of hand-layup and vacuum infusion processed hybrid composite materials for GFRP marine structures. Int. J. Nav. Archit. Ocean Eng. 2014, 6, 723–736. [Google Scholar] [CrossRef]
- Mouritz, A.P.; Gellert, E.; Burchill, P.; Challis, K. Review of advanced composite structures for naval ships and submarines. Compos. Struct. 2001, 53, 21–42. [Google Scholar] [CrossRef]
- Hayman, B.; Echtermeyer, A.; McGeorge, D. Use of Fibre Composites in Naval Ships. 2001. Available online: https://www.researchgate.net/profile/Brian-Hayman/publication/242181832_USE_OF_FIBRE_COMPOSITES_IN_NAVAL_SHIPS/links/02e7e52a0c9c912c31000000/USE-OF-FIBRE-COMPOSITES-IN-NAVAL-SHIPS.pdf (accessed on 1 June 2022).
- Kim, D.D.-W.; Hennigan, D.J.; Beavers, K.D. Effect of fabrication processes on mechanical properties of glass fiber reinforced polymer composites for 49 meter (160 foot) recreational yachts. Int. J. Nav. Archit. Ocean Eng. 2010, 2, 45–56. [Google Scholar] [CrossRef]
- Feraboli, P.; Masini, A. Development of carbon/epoxy structural components for a high performance vehicle. Compos. Part B Eng. 2004, 35, 323–330. [Google Scholar] [CrossRef]
- Feraboli, P.; Masini, A.; Taraborrelli, L.; Pivetti, A. Integrated development of CFRP structures for a topless high performance vehicle. Compos. Struct. 2007, 78, 495–506. [Google Scholar] [CrossRef]
- Barile, C.; Casavola, C. Mechanical characterization of carbon fiber reinforced plastics specimens for aerospace applications. Polym. Compos. 2018, 40, 716–722. [Google Scholar] [CrossRef]
- Rocha, H.; Semprimoschnig, C.; Nunes, J.P. Sensors for process and structural health monitoring of aerospace composites: A review. Eng. Struct. 2021, 237, 112231. [Google Scholar] [CrossRef]
- Mouton, S.; Teissandier, D.; Sébastian, P.; Nadeau, J.P. Manufacturing requirements in design: The RTM process in aeronautics. Compos. Part A Appl. Sci. Manuf. 2010, 41, 125–130. [Google Scholar] [CrossRef]
- Rajak, D.K.; Pagar, D.D.; Menezes, P.L.; Linul, E. Fiber-reinforced polymer composites: Manufacturing, properties, and applications. Polymers 2019, 11, 1667. [Google Scholar] [CrossRef] [PubMed]
- Hindersmann, A. Confusion about infusion: An overview of infusion processes. Compos. Part A Appl. Sci. Manuf. 2019, 126, 105583. [Google Scholar] [CrossRef]
- Frketic, J.; Dickens, T.; Ramakrishnan, S. Automated manufacturing and processing of fiber-reinforced polymer (FRP) composites: An additive review of contemporary and modern techniques for advanced materials manufacturing. Addit. Manuf. 2017, 14, 69–86. [Google Scholar] [CrossRef]
- Park, S.Y.; Choi, C.H.; Choi, W.J.; Hwang, S.S. A comparison of the properties of carbon fiber epoxy composites produced by non-autoclave with vacuum bag only prepreg and autoclave process. Appl. Compos. Mater. 2018, 26, 187–204. [Google Scholar] [CrossRef]
- Nele, L.; Caggiano, A.; Teti, R. Autoclave cycle optimization for high performance composite parts manufacturing. Procedia CIRP 2016, 57, 241–246. [Google Scholar] [CrossRef]
- Summerscales, J.; Searle, T. Low-pressure (vacuum infusion) techniques for moulding large composite structures. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2005, 219, 45–58. [Google Scholar] [CrossRef]
- Michaud, D.J.; Beris, A.N.; Dhurjati, P.S. Thick-sectioned RTM composite manufacturing: Part I—In situ cure model parameter identification and sensing. J. Compos. Mater. 2002, 36, 1175–1200. [Google Scholar] [CrossRef]
- Tifkitsis, K.I.; Skordos, A.A. Stochastic multi-objective optimisation of composites manufacturing process. In Proceedings of the Thematic Conference on Uncertainty Quantification in Computational Sciences and Engineering, Rhodes Island, Greece, 15–17 June 2017; pp. 690–705. [Google Scholar]
- Konstantopoulos, S.; Hueber, C.; Antoniadis, I.; Summerscales, J.; Schledjewski, R. Liquid composite molding reproducibility in real-world production of fiber reinforced polymeric composites: A review of challenges and solutions. Adv. Manuf. Polym. Compos. Sci. 2019, 5, 85–99. [Google Scholar] [CrossRef]
- Mesogitis, T.S.; Skordos, A.A.; Long, A.C. Uncertainty in the manufacturing of fibrous thermosetting composites: A review. Compos. Part A Appl. Sci. Manuf. 2014, 57, 67–75. [Google Scholar] [CrossRef]
- Ersoy, N.; Garstka, T.; Potter, K.; Wisnom, M.R.; Porter, D.; Clegg, M.; Stringer, G. Development of the properties of a carbon fibre reinforced thermosetting composite through cure. Compos. Part A Appl. Sci. Manuf. 2010, 41, 401–409. [Google Scholar] [CrossRef]
- Ogale, A.; Potluri, P.; Rittenschober, B.; Beier, U.; Schlimbach, J. Out-of-autoclave curing of composites for high temperature aerospace applications. In Proceedings of the SAMPE, Seattle, WA, USA, 2–5 June 2014. [Google Scholar]
- Boey, F.Y.C.; Lee, T.H.; Sullivan, P.L. High-pressure autoclave curing for a thermoset composite: Effect on the glass transition temperature. J. Mater. Sci. 1994, 29, 5985–5989. [Google Scholar] [CrossRef]
- Fonseca, G.E.; Dubé, M.A.; Penlidis, A. A critical overview of sensors for monitoring polymerizations. Macromol. React. Eng. 2009, 3, 327–373. [Google Scholar] [CrossRef]
- Tifkitsis, K.I.; Skordos, A.A. Integration of stochastic process simulation and real time process monitoring of LCM. In Proceedings of the SAMPE, Southampton, UK, 11–13 September 2018. [Google Scholar]
- Buczek, M.B. Self-directed process control system for epoxy matrix composites. In Proceedings of the SAMPE, Anaheim, CA, USA, 8–11 May 1995. [Google Scholar]
- Dunkersa, J.P.; Flynna, K.M.; Parnasa, R.S.; Sourlas, D.D. Model-assisted feedback control for liquid composite molding. Compos. Part A Appl. Sci. Manuf. 2002, 33, 841–854. [Google Scholar] [CrossRef]
- Konstantopoulos, S.; Fauster, E.; Schledjewski, R. Monitoring the production of FRP composites: A review of in-line sensing methods. Express Polym. Lett. 2014, 8, 823–840. [Google Scholar] [CrossRef]
- Torres, M. Parameters’ monitoring and in-situ instrumentation for resin transfer moulding: A review. Compos. Part A Appl. Sci. Manuf. 2019, 124, 105500. [Google Scholar] [CrossRef]
- Karkanas, P.I.; Partridge, I.K. Cure modeling and monitoring of epoxy/amine resin systems. I. Cure kinetics modeling. J. Appl. Polym. Sci. 2000, 77, 1419–1431. [Google Scholar] [CrossRef]
- Karkanas, P.I.; Partridge, I.K. Cure modeling and monitoring of epoxy/amine resin systems. II. Network formation and chemoviscosity modeling. J. Appl. Polym. Sci. 2000, 77, 2178–2188. [Google Scholar] [CrossRef]
- Nikolic, G.; Zlatkovic, S.; Cakic, M.; Cakic, S.; Lacnjevac, C.; Rajic, Z. Fast Fourier transform IR characterization of epoxy GY systems crosslinked with aliphatic and cycloaliphatic EH polyamine adducts. Sensors 2010, 10, 684–696. [Google Scholar] [CrossRef] [PubMed]
- Merad, L.; Cochez, M.; Margueron, S.; Jauchem, F.; Ferriol, M.; Benyoucef, B.; Bourson, P. In-situ monitoring of the curing of epoxy resins by Raman spectroscopy. Polym. Test. 2009, 28, 42–45. [Google Scholar] [CrossRef]
- Kamal, M.R.; Sourour, S. Kinetics and thermal characterization of thermoset cure. Polym. Eng. Sci. 1973, 13, 59–64. [Google Scholar] [CrossRef]
- Kissinger, H.E. Reaction kinetics in differential thermal analysis. Anal. Chem. 1957, 29, 1702–1706. [Google Scholar] [CrossRef]
- Sbirrazzuoli, N.; Vyazovkin, S. Learning about epoxy cure mechanisms from isoconversional analysis of DSC data. Thermochim. Acta 2002, 388, 289–298. [Google Scholar] [CrossRef]
- Sbirrazzuoli, N.; Vyazovkin, S.; Mititelu, A.; Sladic, C.; Vincent, L. A study of epoxy-amine cure kinetics by combining isoconversional analysis with temperature modulated dsc and dynamic rheometry. Macromol. Chem. Phys. 2003, 204, 1815–1821. [Google Scholar] [CrossRef]
- ASTM E2070-13(2018); Standard Test Methods for Kinetic Parameters by Differential Scanning Calorimetry Using Isothermal Methods. ASTM International: West Conshohocken, PA, USA, 2018.
- Yousefi, A.; Lafleur, P.G.; Gauvin, R. Kinetic studies of thermoset cure reactions: A review. Polym. Compos. 1997, 18, 157–168. [Google Scholar] [CrossRef]
- ASTM D7028-07(2015); Standard Test Method for Glass Transition Temperature (DMA Tg) of Polymer Matrix Composites by Dynamic Mechanical Analysis (DMA). ASTM International: West Conshohocken, PA, USA, 2015.
- Ferdous, W.; Manalo, A.; Aravinthan, T.; Van Erp, G. Properties of epoxy polymer concrete matrix: Effect of resin-to-filler ratio and determination of optimal mix for composite railway sleepers. Constr. Build. Mater. 2016, 124, 287–300. [Google Scholar] [CrossRef]
- Stark, W.; Goering, H.; Michel, U.; Bayerl, H. Online monitoring of thermoset post-curing by dynamic mechanical thermal analysis DMTA. Polym. Test. 2009, 28, 561–566. [Google Scholar] [CrossRef]
- Kister, G.; Dossi, E. Cure monitoring of CFRP composites by dynamic mechanical analyser. Polym. Test. 2015, 47, 71–78. [Google Scholar] [CrossRef]
- ASTM D7750-12(2017); Standard Test Method for Cure Behavior of Thermosetting Resins by Dynamic Mechanical Procedures using an Encapsulated Specimen Rheometer. ASTM International: West Conshohocken, PA, USA, 2017.
- Mphahlele, K.; Ray, S.S.; Kolesnikov, A. Cure kinetics, morphology development, and rheology of a high-performance carbon-fiber-reinforced epoxy composite. Compos. Part B Eng. 2019, 176, 107300. [Google Scholar] [CrossRef]
- Strobel, M.E.; Kracalik, M.; Hild, S. In-situ monitoring of the curing of a Bisphenol-A epoxy resin by raman-spectroscopy and rheology. Mater. Sci. Forum 2019, 955, 92–97. [Google Scholar] [CrossRef]
- Pineda, U.; Montés, N.; Domenech, L.; Sánchez, F. On-line measurement of the resin infusion flow variables using artificial vision technologies. Int. J. Mater. Form. 2010, 3, 711–714. [Google Scholar] [CrossRef]
- McIlhagger, A.; Brown, D.; Hill, B. The development of a dielectric system for the on-line cure monitoring of the resin transfer moulding process. Compos. Part A Appl. Sci. Manuf. 2000, 31, 1373–1381. [Google Scholar] [CrossRef]
- Aronhime, M.T.; Gillham, J.K. Time-temperature-transformation (TTT) cure diagram of thermosetting polymeric systems. In Epoxy Resins and Composites III; Springer: Berlin/Heidelberg, Germany, 1986; Volume 78, pp. 83–113. [Google Scholar] [CrossRef]
- Guo, Z.; Du, S.; Zhang, B. Temperature field of thick thermoset composite laminates during cure process. Compos. Sci. Technol. 2005, 65, 517–523. [Google Scholar] [CrossRef]
- Maistros, G.M.; Partridge, I.K. Monitoring autoclave cure in commercial carbon fibre/epoxy composites. Compos. Part B Eng. 1998, 29, 245–250. [Google Scholar] [CrossRef]
- Konstantopoulos, S.; Tonejc, M.; Maier, A.; Schledjewski, R. Exploiting temperature measurements for cure monitoring of FRP composites—Applications with thermocouples and infrared thermography. J. Reinf. Plast. Compos. 2015, 34, 1015–1026. [Google Scholar] [CrossRef]
- Dollimore, D. Thermal Characterization of Polymeric Materials; Turi, E.A., Ed.; Academic Press: New York, NY, USA; London, UK, 1981; p. 972. [Google Scholar]
- Sourour, S.; Kamal, M.R. Differential scanning calorimetry of epoxy cure: Isothermal cure kinetics. Thermochim. Acta 1976, 14, 41–59. [Google Scholar] [CrossRef]
- Vyazovkin, S.; Sbirrazzuoli, N. Isoconversional kinetic analysis of thermally stimulated processes in polymers. Macromol. Rapid Commun. 2006, 27, 1515–1532. [Google Scholar] [CrossRef]
- Pantelelis, N.; Vrouvakis, T.; Spentzas, K. Cure cycle design for composite materials using computer simulation and optimisation tools. Forsch. Ing. 2003, 67, 254–262. [Google Scholar] [CrossRef]
- Technical Data Sheet CYCOM(R) 5320-1 Prepreg; Solvay Composite Materials; Solvay: Brussels, Belgium, 2017.
- Bruk, D. Implementation Methodology, Validation, and Augmentation of a Cure Kinetic Model for Carbon Fiber/CYCOM 5320-1, FM309-1, and FM300-2. Ph.D. Thesis, Washington University in St. Louis, St. Louis, MO, USA, 2021. [Google Scholar]
- Kim, H.G.; Lee, D.G. Dielectric cure monitoring for glass/polyester prepreg composites. Compos. Struct. 2002, 57, 91–99. [Google Scholar] [CrossRef]
- Marin, E.; Robert, L.; Triollet, S.; Ouerdane, Y. Liquid resin infusion process monitoring with superimposed fibre Bragg grating sensor. Polym. Test. 2012, 31, 1045–1052. [Google Scholar] [CrossRef][Green Version]
- Wang, P.; Molimard, J.; Drapier, S.; Vautrin, A.; Minni, J.C. Monitoring the resin infusion manufacturing process under industrial environment using distributed sensors. J. Compos. Mater. 2011, 46, 691–706. [Google Scholar] [CrossRef]
- Shevtsov, S.; Zhilyaev, I.; Soloviev, A.; Parinov, I.; Dubrov, V. Optimization of the composite cure process on the basis of thermo-kinetic model. Adv. Mater. Res. 2012, 569, 185–192. [Google Scholar] [CrossRef]
- Aleksendrić, D.; Carlone, P.; Ćirović, V. Optimization of the temperature-time curve for the curing process of thermoset matrix composites. Appl. Compos. Mater. 2016, 23, 1047–1063. [Google Scholar] [CrossRef]
- Chaloupka, A. Development of a Dielectric Sensor for the Real-Time In-Mold Characterization of Carbon Fiber Reinforced Thermosets. Ph.D. Thesis, University of Augsburg, Augsburg, Germany, 2018. [Google Scholar]
- Day, D.R.; Lewis, T.J.; Lee, H.L.; Senturia, S.D. The role of boundary layer capacitance at blocking electrodes in the interpretation of dielectric cure data in adhesives. J. Adhes. 1985, 18, 73–90. [Google Scholar] [CrossRef]
- Mijovic, J.; Yee, C.F.W. Use of Complex Impedance To Monitor the Progress of Reactions in Epoxy/Amine Model Systems. Macromolecules 1994, 27, 7287–7293. [Google Scholar] [CrossRef]
- Kim, J.-S.; Lee, D.G. On-line cure monitoring and viscosity measurement of carbon fiber epoxy composite materials. J. Mater. Process. Technol. 1993, 37, 405–416. [Google Scholar] [CrossRef]
- Fournier, J.; Williams, G.; Duch, C.; Aldridge, G.A. Changes in molecular dynamics during bulk polymerization of an epoxide−amine system as studied by dielectric relaxation spectroscopy. Macromolecules 1996, 29, 7097–7107. [Google Scholar] [CrossRef]
- Chaloupka, A.; Pflock, T.; Horny, R.; Rudolph, N.; Horn, S.R. Dielectric and rheological study of the molecular dynamics during the cure of an epoxy resin. J. Polym. Sci. Part B Polym. Phys. 2018, 56, 907–913. [Google Scholar] [CrossRef]
- Hardis, R.; Jessop, J.L.P.; Peters, F.E.; Kessler, M.R. Cure kinetics characterization and monitoring of an epoxy resin using DSC, Raman spectroscopy, and DEA. Compos. Part A Appl. Sci. Manuf. 2013, 49, 100–108. [Google Scholar] [CrossRef]
- Mijović, J.; Andjelic, S.; Fitz, B.; Zurawsky, W.; Mondragon, I.; Bellucci, F.; Nicolais, L. Impedance spectroscopy of reactive polymers. 3. Correlations between dielectric, spectroscopic, and rheological properties during cure of a trifunctional epoxy resin. J. Polym. Sci. Part B Polym. Phys. 1996, 34, 379–388. [Google Scholar] [CrossRef]
- Tifkitsis, K.I.; Skordos, A.A. A novel dielectric sensor for process monitoring of carbon fibre composites manufacture. Compos. Part A Appl. Sci. Manuf. 2019, 123, 180–189. [Google Scholar] [CrossRef]
- Mesogitis, T.S.; Maistros, G.M.; Asareh, M.; Lira, C.; Skordos, A.A. Optimisation of an in-process lineal dielectric sensor for liquid moulding of carbon fibre composites. Compos. Part A Appl. Sci. Manuf. 2021, 140, 106190. [Google Scholar] [CrossRef]
- Kazilas, M.C.; Partridge, I.K. Exploring equivalence of information from dielectric and calorimetric measurements of thermoset cure—a model for the relationship between curing temperature, degree of cure and electrical impedance. Polymer 2005, 46, 5868–5878. [Google Scholar] [CrossRef]
- Abraham, D.; McIlhagger, R. Glass fibre epoxy composite cure monitoring using parallel plate dielectric analysis in comparison with thermal and mechanical testing techniques. Compos. Part A 1998, 29, 811–819. [Google Scholar] [CrossRef]
- O’Dwyer, M.J.; Maistros, G.M.; James, S.W.; Tatam, R.P.; Partridge, I.K. Relating the state of cure to the real-time internal strain development in a curing composite using in-fibre Bragg gratings and dielectric sensors. Meas. Sci. Technol. 1998, 9, 1153–1158. [Google Scholar] [CrossRef]
- Kim, D.; Centea, T.; Nutt, S.R. In-situ cure monitoring of an out-of-autoclave prepreg: Effects of out-time on viscosity, gelation and vitrification. Compos. Sci. Technol. 2014, 102, 132–138. [Google Scholar] [CrossRef]
- Yang, Y.; Plovie, B.; Chiesura, G.; Vervust, T.; Daelemans, L.; Mogosanu, D.-E.; Wuytens, P.; De Clerck, K.; Vanfleteren, J. Fully integrated flexible dielectric monitoring sensor system for real-time in situ prediction of the degree of cure and glass transition temperature of an epoxy resin. IEEE Trans. Instrum. Meas. 2021, 70, 6004809. [Google Scholar] [CrossRef]
- Boll, D.; Schubert, K.; Brauner, C.; Lang, W. Miniaturized flexible interdigital sensor for in situ dielectric cure monitoring of composite materials. IEEE Sens. J. 2014, 14, 2193–2197. [Google Scholar] [CrossRef]
- Kahali Moghaddam, M.; Breede, A.; Chaloupka, A.; Bödecker, A.; Habben, C.; Meyer, E.-M.; Brauner, C.; Lang, W. Design, fabrication and embedding of microscale interdigital sensors for real-time cure monitoring during composite manufacturing. Sens. Actuators A Phys. 2016, 243, 123–133. [Google Scholar] [CrossRef]
- Park, H. Dielectric cure determination of a thermosetting epoxy composite prepreg. J. Appl. Polym. Sci. 2017, 134. [Google Scholar] [CrossRef]
- Franieck, E.; Fleischmann, M.; Hölck, O.; Kutuzova, L.; Kandelbauer, A. Cure kinetics modeling of a high glass transition temperature epoxy molding compound (EMC) based on inline dielectric analysis. Polymers 2021, 13, 1734. [Google Scholar] [CrossRef]
- Lee, D.G.; Kim, H.G. Non-isothermal in situ dielectric cure monitoring for thermosetting matrix composites. J. Compos. Mater. 2007, 38, 977–993. [Google Scholar] [CrossRef]
- Kim, S.S.; Murayama, H.; Kageyama, K.; Uzawa, K.; Kanai, M. Study on the curing process for carbon/epoxy composites to reduce thermal residual stress. Compos. Part A Appl. Sci. Manuf. 2012, 43, 1197–1202. [Google Scholar] [CrossRef]
- Skordos, A.A.; Partridge, I.K. Effects of tool-embedded dielectric sensors on heat transfer phenomena during composite cure. Polym. Compos. 2007, 28, 139–152. [Google Scholar] [CrossRef]
- Breede, A.; Moghaddam, M.K.; Brauner, C.; Herrmann, A.S.; Lang, W. Online process monitoring and control by dielectric sensors for a composite main spar for wind turbine blades. In Proceedings of the 20th International Conference on Composite Materials, Copenhagen, Denmark, 19–24 July 2015. [Google Scholar]
- Lionetto, F.; Maffezzoli, A. Monitoring the cure state of thermosetting resins by ultrasound. Materials 2013, 6, 3783–3804. [Google Scholar] [CrossRef]
- Tuloup, C.; Harizi, W.; Aboura, Z.; Meyer, Y.; Khellil, K.; Lachat, R. On the use of in-situ piezoelectric sensors for the manufacturing and structural health monitoring of polymer-matrix composites: A literature review. Compos. Struct. 2019, 215, 127–149. [Google Scholar] [CrossRef]
- Challis, R.E.; Blarel, F.; Unwin, M.E.; Paul, J.; Guo, X. Models of ultrasonic wave propagation in epoxy materials. IEEE Trans. Ultrason. Ferroelectr. Freq. Control 2009, 56, 1225–1237. [Google Scholar] [CrossRef] [PubMed]
- Perepechko, I. Acoustic Methods Of Investigating Polymers; Mir Publishers: Moscow, Russia, 1975. [Google Scholar]
- Maffezzoli, A.; Quarta, E.; Luprano, V.A.M.; Montagna, G.; Nicolais, L. Cure monitoring of epoxy matrices for composites by ultrasonic wave propagation. J. Appl. Polym. Sci. 1999, 73, 1969–1977. [Google Scholar] [CrossRef]
- Lionetto, F.; Montagna, F.; Maffezzoli, A. Ultrasonic dynamic mechanical analysis of polymers. Appl. Rheol. 2005, 15, 326–335. [Google Scholar] [CrossRef]
- Lionetto, F.; Tarzia, A.; Coluccia, M.; Maffezzoli, A. Air-coupled ultrasonic cure monitoring of unsaturated polyester resins. Macromol. Symp. 2007, 247, 50–58. [Google Scholar] [CrossRef]
- Lionetto, F.; Tarzia, A.; Maffezzoli, A. Air-coupled ultrasound: A novel technique for monitoring the curing of thermosetting matrices. IEEE Trans. Ultrason. Ferroelectr. Freq. Control 2007, 54, 1437–1444. [Google Scholar] [CrossRef] [PubMed]
- Dorighi, J.; Krishnaswamy, S.; Achenbach, J.D. A fiber optic ultrasound sensor for monitoring the cure of epoxy. In Review of Progress in Quantitative Nondestructive Evaluation; Springer: Boston, MA, USA, 1998; pp. 657–664. [Google Scholar]
- Ghodhbani, N.; Maréchal, P.; Duflo, H. Ultrasound monitoring of the cure kinetics of an epoxy resin: Identification, frequency and temperature dependence. Polym. Test. 2016, 56, 156–166. [Google Scholar] [CrossRef]
- Schmachtenberg, E.; Schulte zur Heide, J.; Töpker, J. Application of ultrasonics for the process control of Resin Transfer Moulding (RTM). Polym. Test. 2005, 24, 330–338. [Google Scholar] [CrossRef]
- Hudson, T.B.; Yuan, F.G. Automated in-process cure monitoring of composite laminates using a guided wave-based system with high-temperature piezoelectric transducers. J. Nondestruct. Eval. Diagn. Progn. Eng. Syst. 2018, 1, 021008. [Google Scholar] [CrossRef]
- Samet, N.; Maréchal, P.; Duflo, H. Ultrasonic characterization of a fluid layer using a broadband transducer. Ultrasonics 2012, 52, 427–434. [Google Scholar] [CrossRef]
- Pindinelli, C.; Montagna, G.; Luprano, V.A.M.; Maffezzoli, A. Network development during epoxy curing: Experimental ultrasonic data and theoretical predictions. Macromol. Symp. 2002, 180, 73–88. [Google Scholar] [CrossRef]
- Lionetto, F.; Rizzo, R.; Luprano, V.A.M.; Maffezzoli, A. Phase transformations during the cure of unsaturated polyester resins. Mater. Sci. Eng. A 2004, 370, 284–287. [Google Scholar] [CrossRef]
- Challis, R.E.; Unwin, M.E.; Chadwick, D.L.; Freemantle, R.J.; Partridge, I.K.; Dare, D.J.; Karkanas, P.I. Following network formation in an epoxy/amine system by ultrasound, dielectric, and nuclear magnetic resonance measurements: A comparative study. J. Appl. Polym. Sci. 2003, 88, 1665–1675. [Google Scholar] [CrossRef]
- Scholle, P.; Sinapius, M. Pulse ultrasonic cure monitoring of the pultrusion process. Sensors 2018, 18, 3332. [Google Scholar] [CrossRef] [PubMed]
- Tuloup, C.; Harizi, W.; Aboura, Z.; Meyer, Y.; Ade, B.; Khellil, K. Detection of the key steps during Liquid Resin Infusion manufacturing of a polymer-matrix composite using an in-situ piezoelectric sensor. Mater. Today Commun. 2020, 24, 101077. [Google Scholar] [CrossRef]
- Liebers, N.; Buggisch, M.; Kleineberg, M.; Wiedemann, M. Autoclave infusion of aerospace ribs based on process monitoring and control by ultrasound sensors. In Proceedings of the 20th International Conference on Composite Materials, Copenhagen, Denmark, 20–24 July 2015. [Google Scholar]
- Liebers, N.; Bertling, D. Ultrasonic resin flow and cure monitoring. In Proceedings of the Conference on Flow Processing in Composite Materials, Luleå, Sweden, 30 May–1 June 2018. [Google Scholar]
- Liebers, N.; Raddatz, F.; Schadow, F. Effective and flexible ultrasound sensors for cure monitoring for industrial composite production. In Proceedings of the Deutscher Luft- und Raumfahrtkongress, Berlin, Germany, 10–12 September 2012. [Google Scholar]
- Lin, M.; Chang, F.-K. The manufacture of composite structures with a built-in network of piezoceramics. Compos. Sci. Technol. 2002, 62, 919–939. [Google Scholar] [CrossRef]
- Khoun, L.; de Oliveira, R.; Michaud, V.; Hubert, P. Investigation of process-induced strains development by fibre Bragg grating sensors in resin transfer moulded composites. Compos. Part A Appl. Sci. Manuf. 2011, 42, 274–282. [Google Scholar] [CrossRef]
- Murawski, L.; Opoka, S.; Majewska, K.; Mieloszyk, M.; Ostachowicz, W.; Weintrit, A. Investigations of marine safety improvements by structural health monitoring systems. Int. J. Mar. Navig. Saf. Sea Transp. 2012, 6, 223–229. [Google Scholar]
- Min, R.; Liu, Z.; Pereira, L.; Yang, C.; Sui, Q.; Marques, C. Optical fiber sensing for marine environment and marine structural health monitoring: A review. Opt. Laser Technol. 2021, 140, 107082. [Google Scholar] [CrossRef]
- Schubel, P.J.; Crossley, R.J.; Boateng, E.K.G.; Hutchinson, J.R. Review of structural health and cure monitoring techniques for large wind turbine blades. Renew. Energy 2013, 51, 113–123. [Google Scholar] [CrossRef]
- Rao, Y.-J. In-fibre Bragg grating sensors. Meas. Sci. Technol. 1997, 8, 355–375. [Google Scholar] [CrossRef]
- Li, C.; Cao, M.; Wang, R.; Wang, Z.; Qiao, Y.; Wan, L.; Tian, Q.; Liu, H.; Zhang, D.; Liang, T.; et al. Fiber-optic composite cure sensor: Monitoring the curing process of composite material based on intensity modulation. Compos. Sci. Technol. 2003, 63, 1749–1758. [Google Scholar] [CrossRef]
- Buggy, S.J.; Chehura, E.; James, S.W.; Tatam, R.P. Optical fibre grating refractometers for resin cure monitoring. J. Opt. A Pure Appl. Opt. 2007, 9, S60–S65. [Google Scholar] [CrossRef]
- Lekakou, C.; Cook, S.; Deng, Y.; Ang, T.W.; Reed, G.T. Optical fibre sensor for monitoring flow and resin curing in composites manufacturing. Compos. Part A Appl. Sci. Manuf. 2006, 37, 934–938. [Google Scholar] [CrossRef]
- Tsai, L.; Cheng, T.-C.; Lin, C.-L.; Chiang, C.-C. Application of the embedded optical fiber Bragg grating sensors in curing monitoring of Gr/epoxy laminated composites. In Smart Sensor Phenomena, Technology, Networks, and Systems 2009; SPIE: Washington, DC, USA, 2009; pp. 57–64. [Google Scholar]
- Leng, J.S.; Asundi, A. Real-time cure monitoring of smart composite materials using extrinsic Fabry-Perot interferometer and fiber Bragg grating sensors. Smart Mater. Struct. 2002, 11, 249–255. [Google Scholar] [CrossRef]
- Jung, K.; Kang, T.J. Cure monitoring and internal strain measurement of 3-D hybrid braided composites using fiber bragg grating sensor. J. Compos. Mater. 2007, 41, 1499–1519. [Google Scholar] [CrossRef]
- Sampath, U.; Kim, H.; Kim, D.G.; Kim, Y.C.; Song, M. In-Situ cure monitoring of wind turbine blades by using fiber Bragg grating sensors and fresnel reflection measurement. Sensors 2015, 15, 18229–18238. [Google Scholar] [CrossRef]
- Yeager, M.; Todd, M.; Gregory, W.; Key, C. Assessment of embedded fiber Bragg gratings for structural health monitoring of composites. Struct. Health Monit. 2016, 16, 262–275. [Google Scholar] [CrossRef]
- Gupta, N.; Sundaram, R. Fiber optic sensors for monitoring flow in vacuum enhanced resin infusion technology (VERITy) process. Compos. Part A Appl. Sci. Manuf. 2009, 40, 1065–1070. [Google Scholar] [CrossRef]
- Kuang, K.S.C.; Zhang, L.; Cantwell, W.J.; Bennion, I. Process monitoring of aluminum-foam sandwich structures based on thermoplastic fibre–metal laminates using fibre Bragg gratings. Compos. Sci. Technol. 2005, 65, 669–676. [Google Scholar] [CrossRef]





















Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hall, M.; Zeng, X.; Shelley, T.; Schubel, P. In Situ Thermoset Cure Sensing: A Review of Correlation Methods. Polymers 2022, 14, 2978. https://doi.org/10.3390/polym14152978
Hall M, Zeng X, Shelley T, Schubel P. In Situ Thermoset Cure Sensing: A Review of Correlation Methods. Polymers. 2022; 14(15):2978. https://doi.org/10.3390/polym14152978
Chicago/Turabian StyleHall, Molly, Xuesen Zeng, Tristan Shelley, and Peter Schubel. 2022. "In Situ Thermoset Cure Sensing: A Review of Correlation Methods" Polymers 14, no. 15: 2978. https://doi.org/10.3390/polym14152978
APA StyleHall, M., Zeng, X., Shelley, T., & Schubel, P. (2022). In Situ Thermoset Cure Sensing: A Review of Correlation Methods. Polymers, 14(15), 2978. https://doi.org/10.3390/polym14152978