
Determination of Local Electrical Properties Using a Potential Field Measurement for Electrically Conductive Carbon Fiber Reinforced Plastics with Metal Contact Pins Joined via Injection Molding

 , , ,
, , ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.1.1. Polymer Compounds
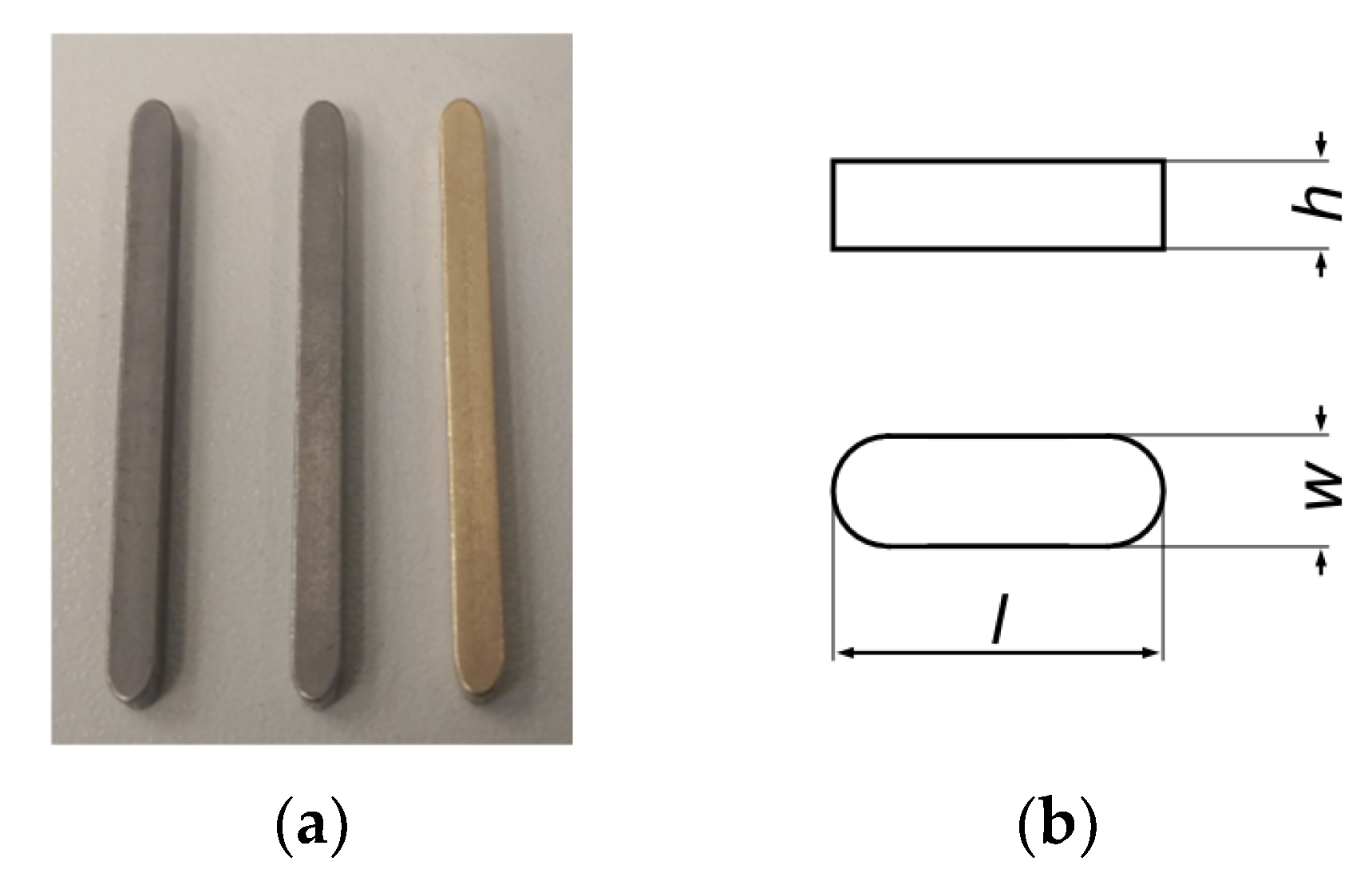
2.1.2. Contact Pins
2.2. Sample Preparation
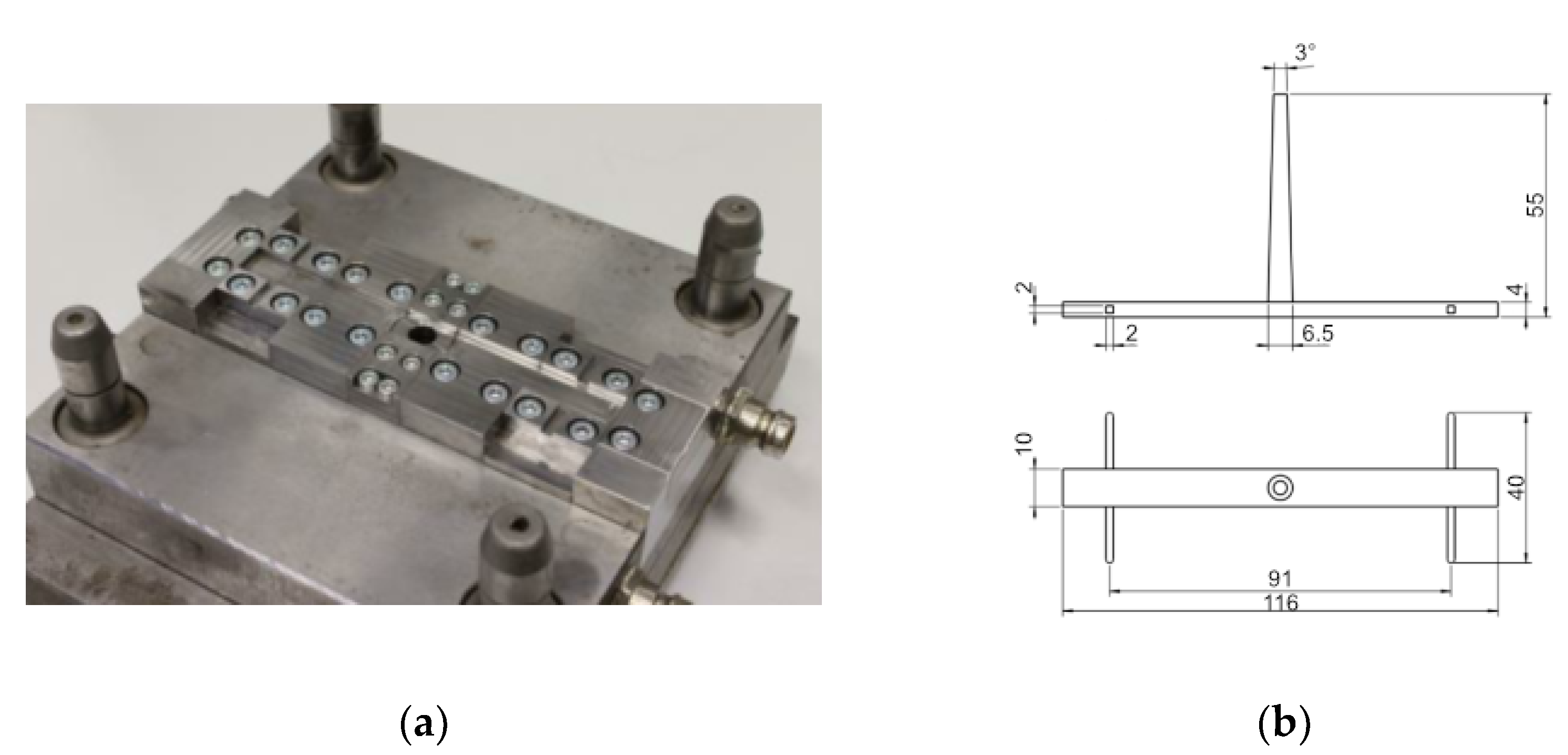
2.2.1. Injection Molding
2.2.2. Specimen Preparation
2.3. Testing
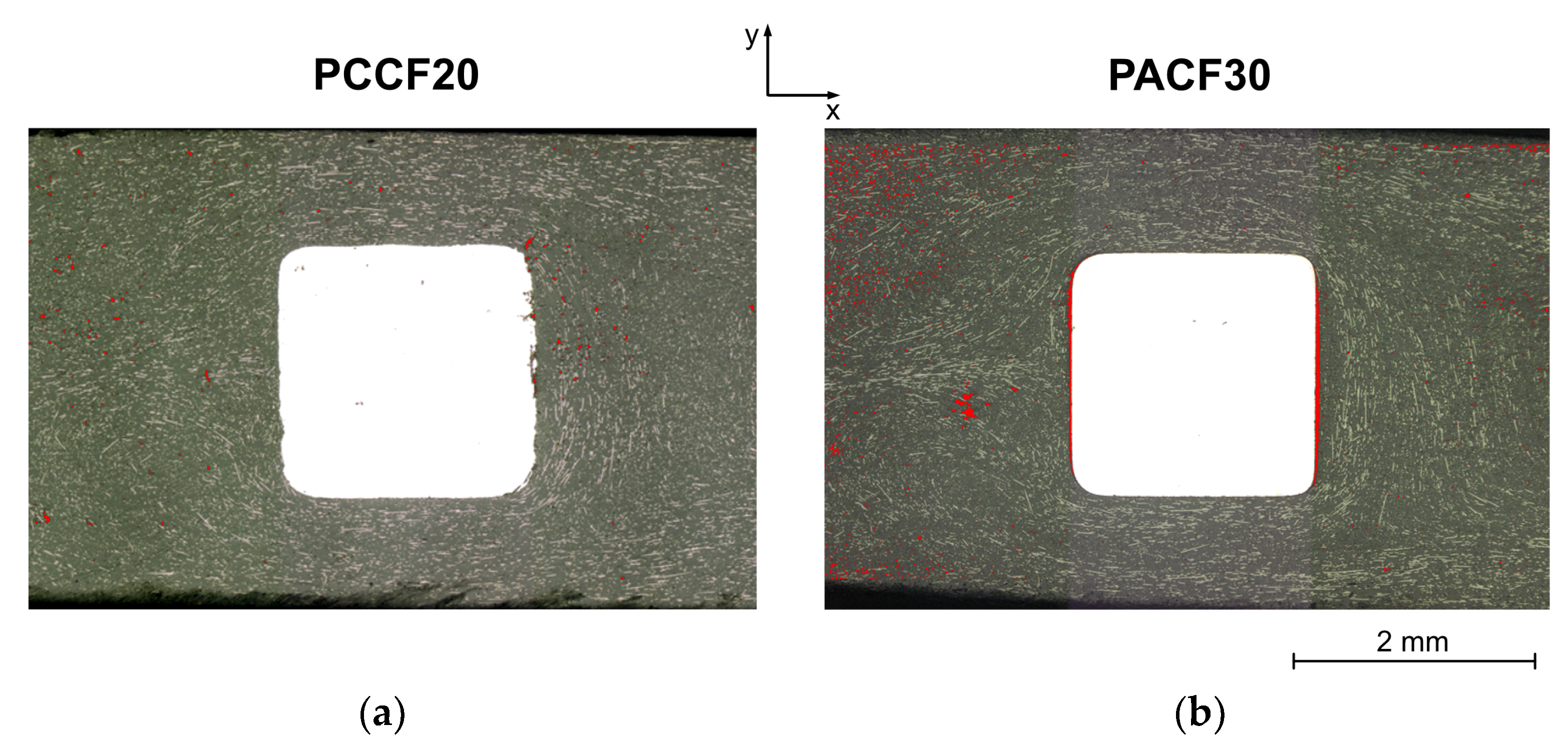
2.3.1. Reflected Light Microscopic Imaging
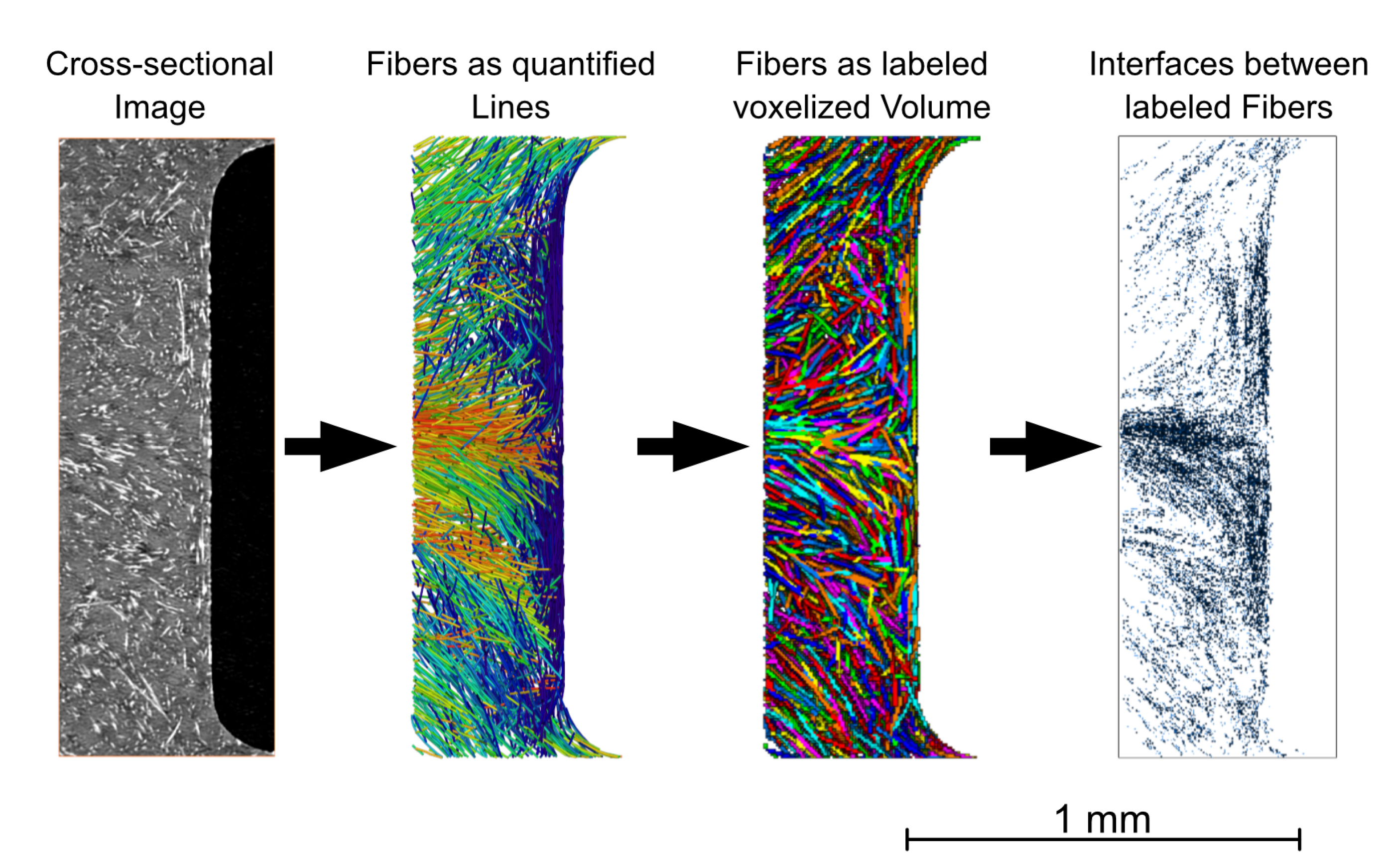
2.3.2. X-ray Microtomography Analysis
2.3.3. Potential Field Measurement
3. Results
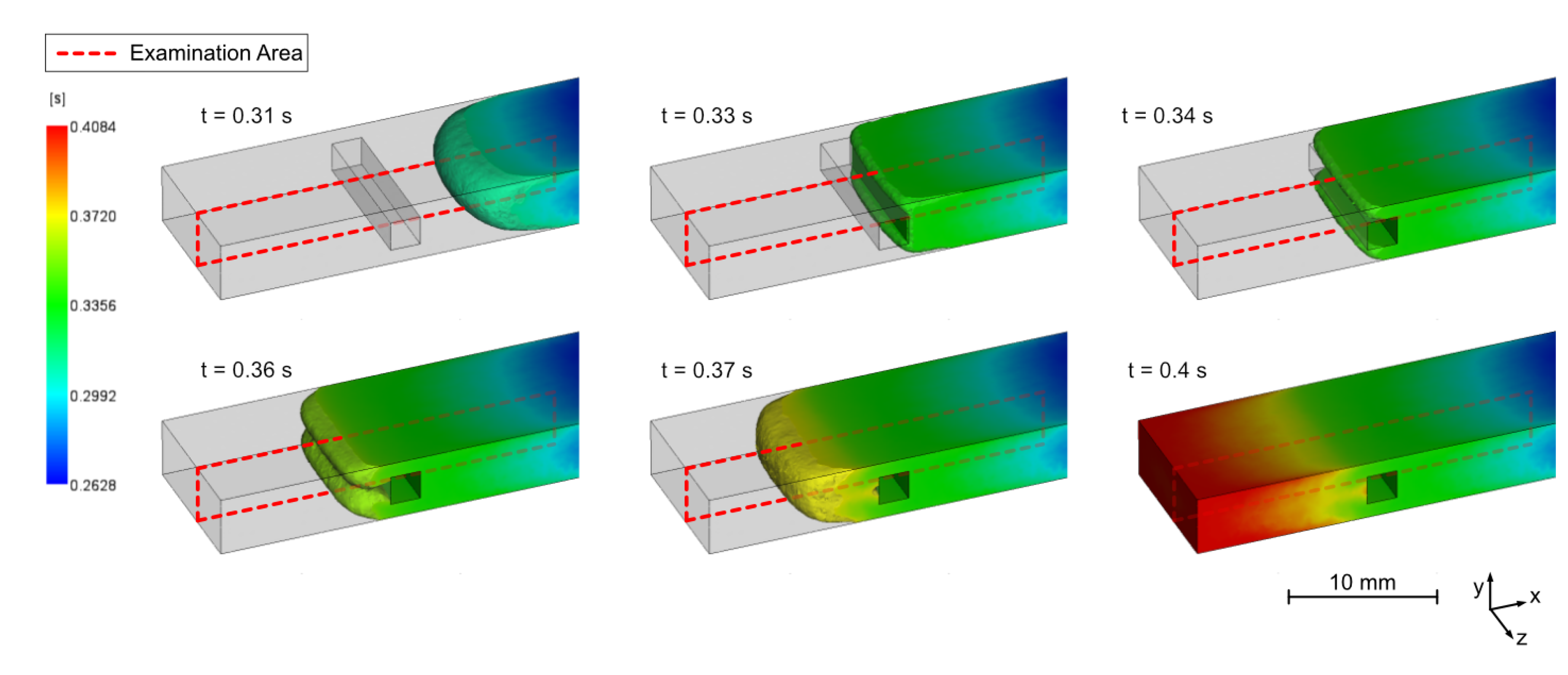
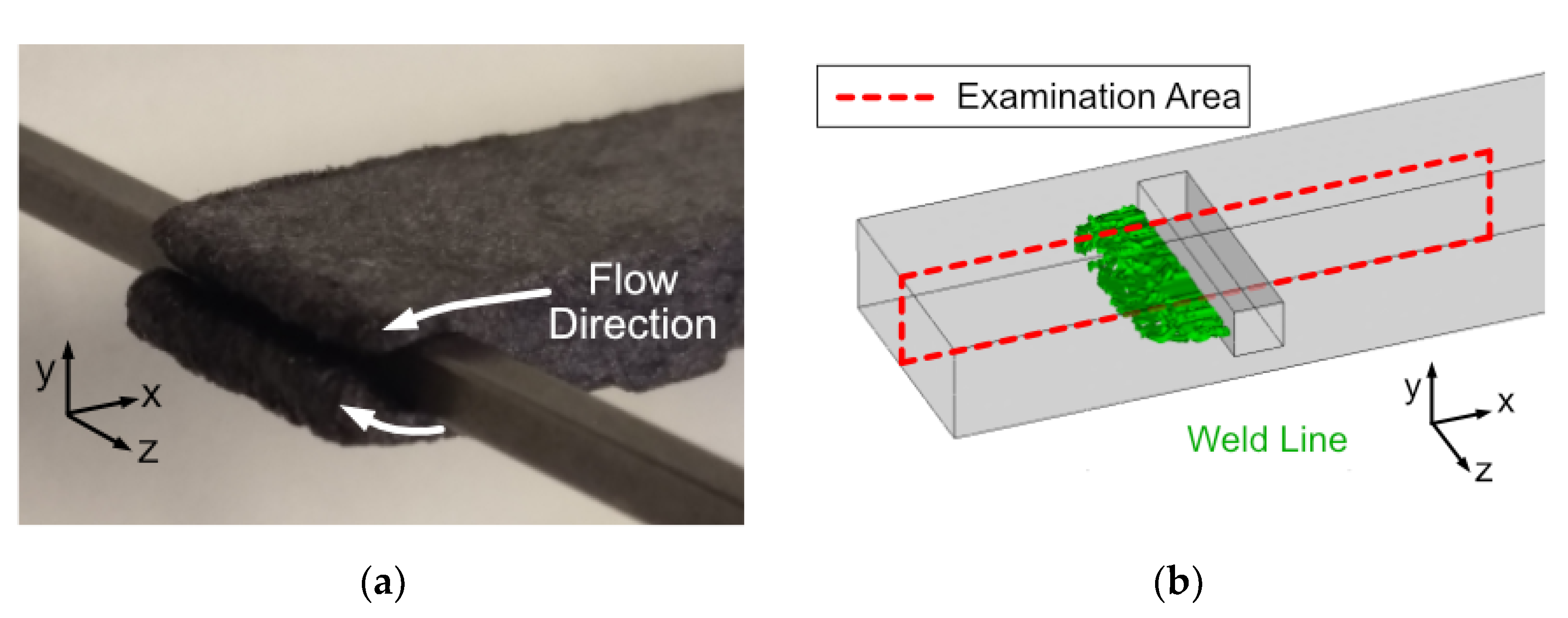
3.1. Flow Situation at the Examination Area
3.2. Electrical Resistances
3.3. Potential Field Interpretation
3.3.1. Areas with No Connection to the Conductive Network (Non-Contact Areas)
3.3.2. Near Gate Area
3.3.3. Weld Line Area
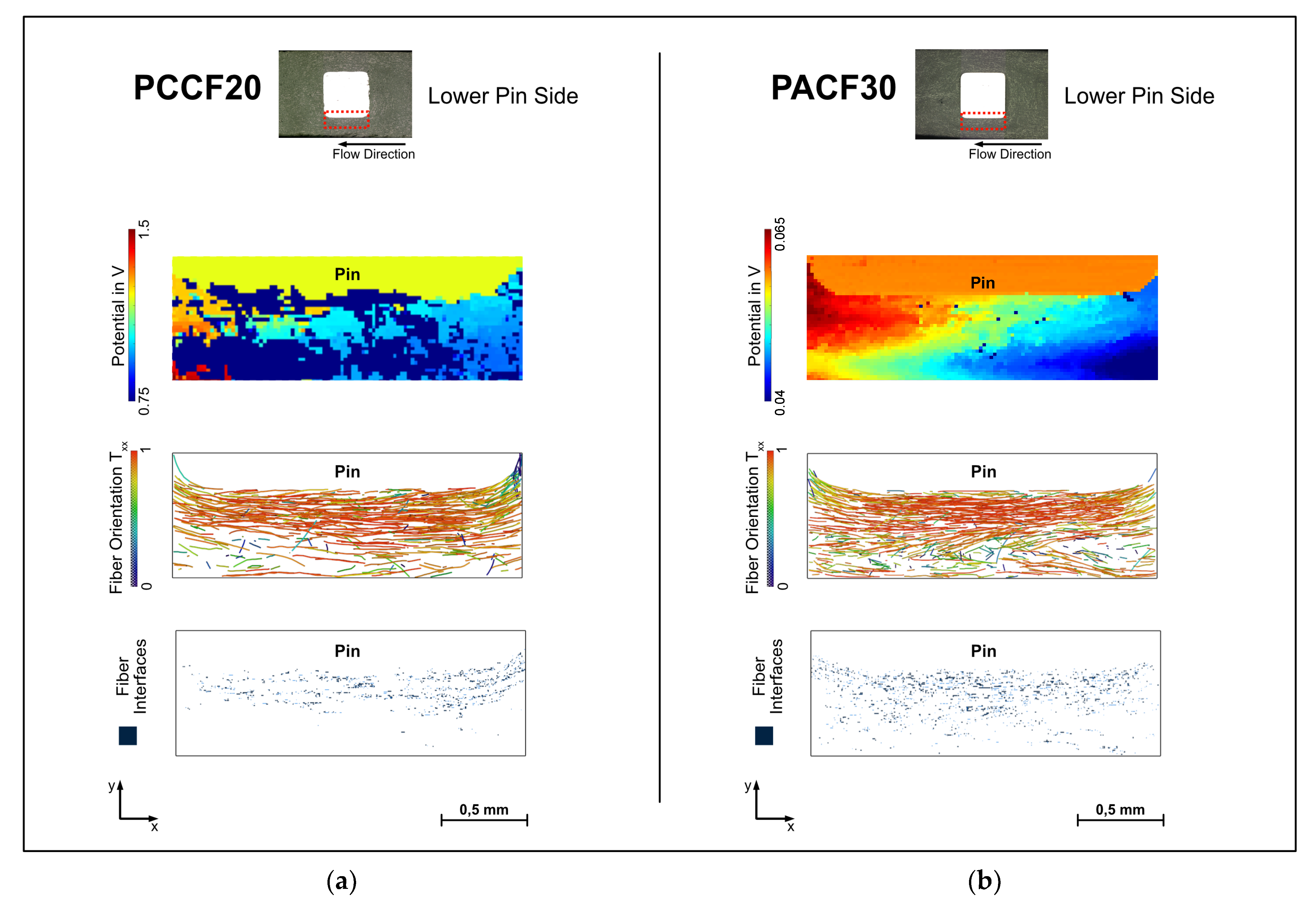
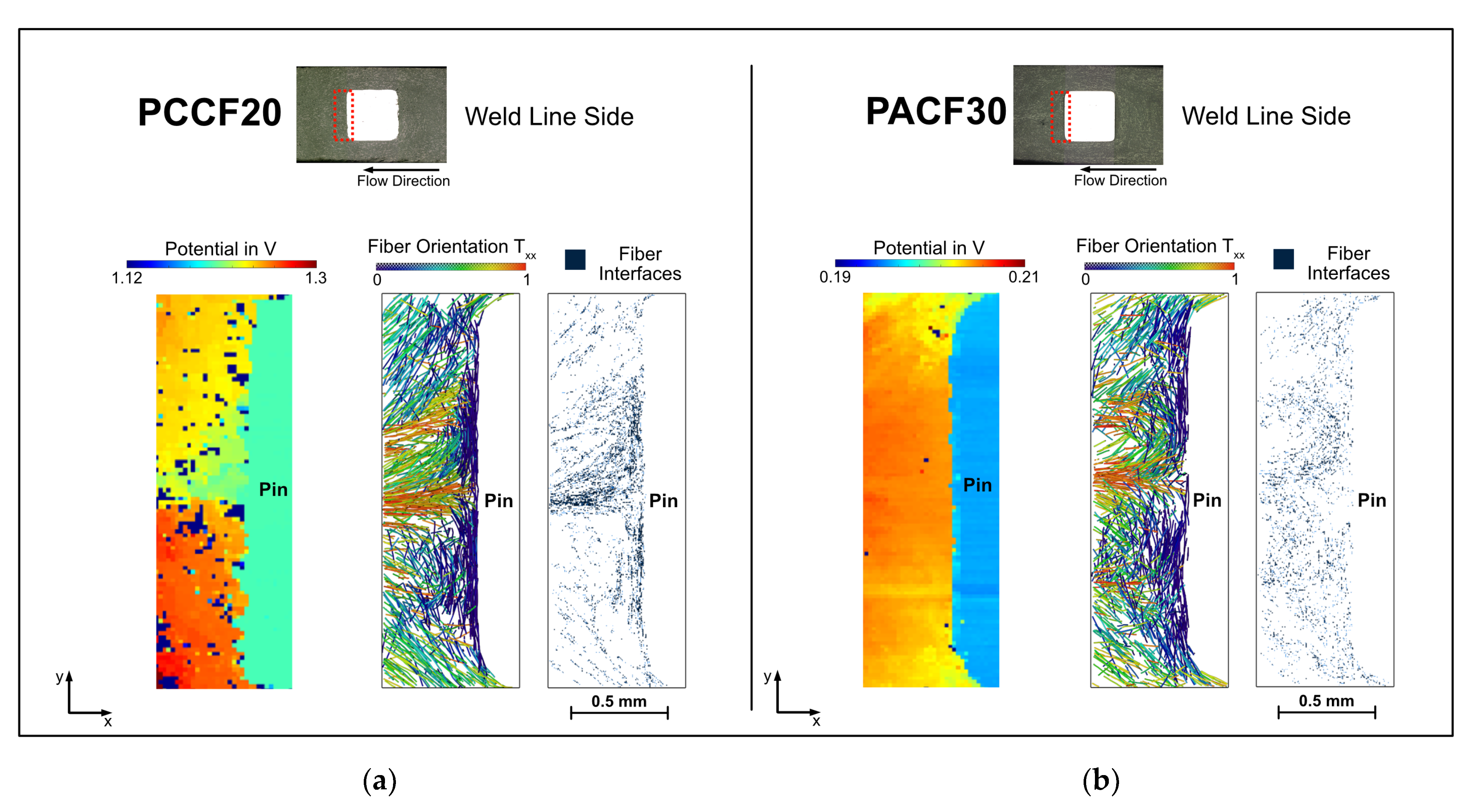
3.3.4. Contact Pin Area
4. Conclusions
- By designing the cavity of the injection mold and purposeful placement of the contact pins, it was possible to achieve specific microstructural properties of the CFRP compound samples, particularly with regard to the fiber orientation. The focus was on the areas close to the contact on the different end faces, as well as the plastic compound volume before and after flowing around the insert.
- These fiber structures could be detected and quantitatively visualized by classical methods such as reflected light microscopy and also X-ray microtomography.
- For the electrical characterization, a suitable examination area was identified, exposed and prepared for the investigations.
- In order to investigate and electrically distinguish the areas near and far from the gate, the total and partial resistances of the specimens were measured.
- For a more accurate non-destructive electrical characterization of the examination area, a potential field measurement method based on scanning the specimen surface was applied. The focus was on the investigation of the local anisotropic electrical properties and their connection with the structural properties.
- As a result of the resistance measurements, it was determined that the near gate area of the specimen has a lower resistance than the weld line area. This is consistent with the observation of the fibers, because they are clearly more consistently oriented in the near gate area than in the weld line area.
- The weld line area is largely defined by the shape of the weld line itself and the free jet formation, which results in a more chaotic fiber orientation and distribution.
- The near gate area can be divided into different layers. Within these layers, the fiber orientation is relatively uniform and ordered, but the layers differ from each other and therefore have different current densities.
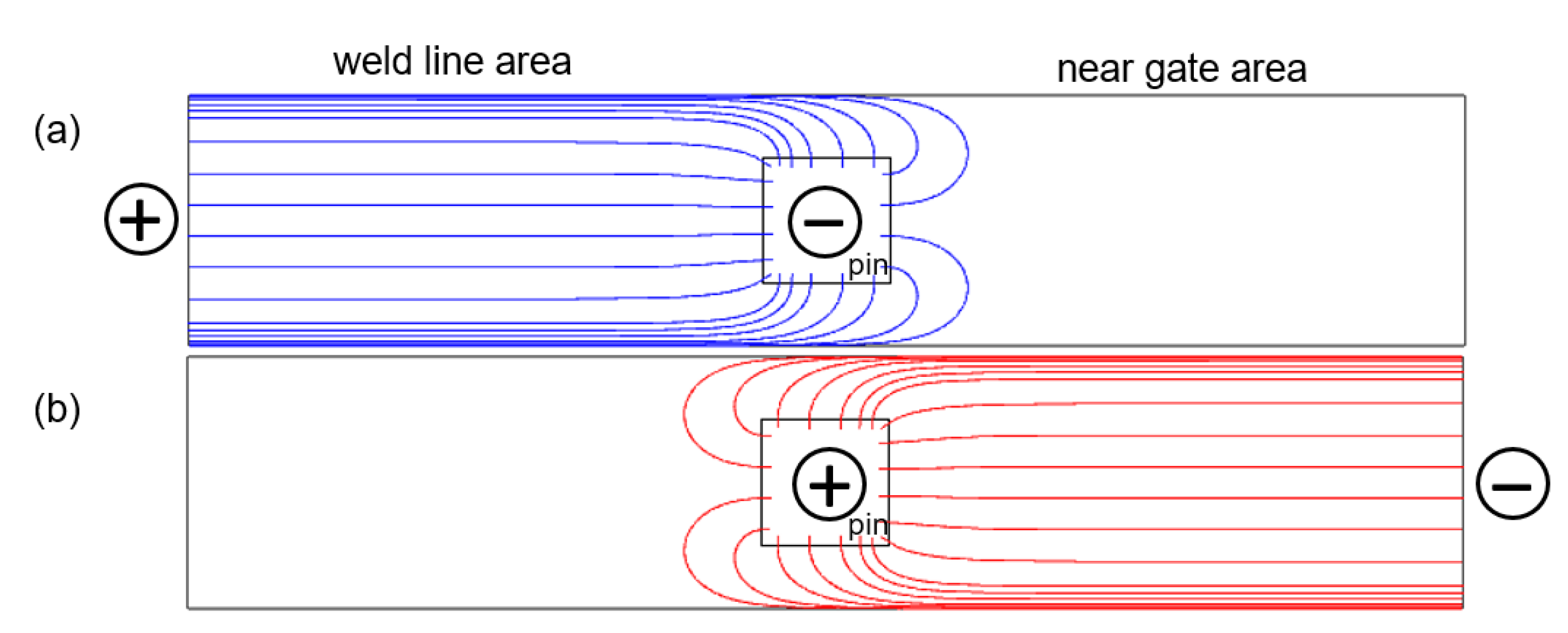
- The differences in the ordered structure of the fibers in the near gate area and the disordered arrangement in the weld line area are also evident in the equipotential lines.
- When looking at the pin area, it becomes clear that there is a relatively large shrinkage of the composite material at the contact surface in the PA CF30 specimen. This poor bonding of the contact pin to the plastic is also evident from the high partial resistances measured compared to the total resistance.
- The pin area can be divided into three subareas (pin sides), which differ in terms of their fiber orientation in relation to the contact surface of the pin.
- The three sides of the contact pin area could be successfully investigated with respect to their contacting and the measured potential fields could be correlated with the fiber orientations.
- The isolated spots in the plastic matrix, which are not connected to the conductive network, can be detected by the potential field measurement method. When comparing PC CF20 and PA CF30, clear differences due to the different filler concentrations can be seen with regard to the number of isolated spots.
- Although the weld line area has a poorer specific conductivity, the weld line side is more suitable when it comes to good electrical contact with metal pins.
- The measurement methods can be optimized to obtain even more detailed results. For this purpose, current methodological difficulties regarding the potential field method should be taken into account with respect to the measurability of materials with a low degree of filling. Furthermore, the evaluation of the tomographic data can be optimized and extended in order to obtain even more representative data. For the theoretical procedure in the case presented here, it is essential to solve Ohm’s law, for which an approximation of the location-dependent specific electrical conductivity is provided.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ahmad, H.; Markina, A.A.; Porotnikov, M.V.; Ahmad, F. A review of carbon fiber materials in automotive industry. Conf. Ser. Mater. Sci. Eng. 2020, 3, 032011. [Google Scholar] [CrossRef]
- Othman, R.; Ismail, N.I.; Ab, M.A.; Pahmi, H.; Hisyam, M.; Basri, M.H.; Sharudin, H.; Hemdi, A.R. Application of Carbon fiber reinforced plastics in automotive industry: A review. J. Mech. Eng. 2018, 1, 144–154. [Google Scholar]
- Zhao, Q.; Zhang, K.; Zhu, S.; Xu, H.; Cao, D.; Zhao, L.; Zhang, R.; Yin, W. Review on the Electrical Resistance/Conductivity of Carbon Fiber Reinforced Polymer. Appl. Sci. 2019, 11, 2390. [Google Scholar] [CrossRef] [Green Version]
- Bauhofer, W.; Kovacs, J.Z. A review and analysis of electrical percolation in carbon nanotube polymer composites. Compos. Sci Technol. 2009, 10, 1486–1498. [Google Scholar] [CrossRef]
- Hilarius, K. Elektrische und Rheologische Eigenschaften von Kohlenstoffbasierten Füllstoffnetzwerken in Polymeren. Ph.D. Thesis, TU Darmstadt, Darmstadt, Germany, 2014. [Google Scholar]
- Jouni, M.; Djurado, D.; Massardier, V.; Boiteux, G. A representative and comprehensive review of the electrical and thermal properties of polymer composites with carbon nanotube and other nanoparticle fillers. Polym. Int. 2017, 9, 1237–1251. [Google Scholar] [CrossRef]
- Li, Y.; Huang, X.; Zeng, L.; Li, R.; Tian, H.; Fu, X.; Wang, Y.; Zhong, W.-H. A review of the electrical and mechanical properties of carbon nanofiller-reinforced polymer composites. J. Mater. Sci. 2019, 2, 1036–1076. [Google Scholar] [CrossRef]
- Sengupta, R.; Bhattacharya, M.; Bandyopadhyay, S.; Bhowmick, A.K. A review on the mechanical and electrical properties of graphite and modified graphite reinforced polymer composites. Prog. Polym. Sci. 2011, 5, 638–670. [Google Scholar] [CrossRef]
- Sohi, N.J.S.; Bhadra, S.; Khastgir, D. The effect of different carbon fillers on the electrical conductivity of ethylene vinyl acetate copolymer-based composites and the applicability of different conductivity models. Carbon 2011, 4, 1349–1361. [Google Scholar] [CrossRef]
- Kirkpatrick, S. Percolation and Conduction. Rev. Mod. Phys. 1973, 4, 574–588. [Google Scholar] [CrossRef]
- Mohd, R.N.A.; Sulong, A.B.; Sahari, J. A review of electrical conductivity models for conductive polymer composite. Int. J. Hydrogen Energy 2017, 14, 9262–9273. [Google Scholar] [CrossRef]
- Göktürk, H.S.; Fiske, T.J.; Kalyon, D.M.J. Effects of particle shape and size distributions on the electrical and magnetic properties of nickel/polyethylene composites. J. Appl. Polym. Sci. 1993, 11, 1891–1901. [Google Scholar] [CrossRef]
- Schneidmadel, S.; Koch, M.; Bruchmüller, M. Effects of fiber orientation on the electrical conductivity of filled plastic melt. In Proceedings of the AIP Conference Proceedings; AIP Publishing LLC: Melville, NY, USA, 2016. [Google Scholar] [CrossRef]
- SadAbadi, H.; Ghasemi, M. Effects of Some Injection Molding Process Parameters on Fiber Orientation Tensor of Short Glass Fiber Polystyrene Composites (SGF/PS). J. Reinf. Plast. Compos. 2007, 17, 1729–1741. [Google Scholar] [CrossRef]
- Vincent, M.; Giroud, T.; Clarke, A.; Eberhardt, C. Description and modeling of fiber orientation in injection molding of fiber reinforced thermoplastics. Polymer 2005, 17, 6719–6725. [Google Scholar] [CrossRef]
- Dzulkipli, A.A.; Azuddin, M. Study of the Effects of Injection Molding Parameter on Weld Line Formation. Procedia Eng. 2017, 184, 663–672. [Google Scholar] [CrossRef]
- Nguyen, C.T. Strömungsanalyse der Bindenahtformation beim Spritzgießen von Thermoplastischen Kunststoffen. Ph.D. Thesis, TU Chemnitz, Chemnitz, Germany, 2001. [Google Scholar]
- Heim, H.-P.; Mieth, F.; Schlink, A.; Wiegel, K.; Brabetz, L. Joining of Contact Pins and Conductive Compounds via Injection Molding–Influence of the Flow Situation on the Electrical Contact Resistance. Int. Polym. Process. 2020, 2, 184–192. [Google Scholar] [CrossRef]
- Wu, H.; Feng, L.; Jiang, A.; Zhang, B. Effect of the processing of injection-molded, carbon black-filled polymer composites on resistivity. Polym. J. 2011, 43, 930–936. [Google Scholar] [CrossRef] [Green Version]
- Tiusanen, J.; Vlasveld, D.; Vuorinen, J. Review on the effects of injection moulding parameters on the electrical resistivity of carbon nanotube filled polymer parts. Compos. Sci. Technol. 2012, 14, 1741–1752. [Google Scholar] [CrossRef]
- Dörner, J. Spritzgießen Elektrisch Leitfähiger Thermoplaste–Prozesstechnik und Modellbildung. Ph.D. Thesis, University of Duisburg-Essen, Duisburg, Germany, 2012. [Google Scholar]
- Sun, J.-S.; Gokturk, H.S.; Kalyon, D.M. Volume and surface resistivity of low-density polyethylene filled with stainless steel fibres. J. Mater. Sci. 1993, 2, 364–366. [Google Scholar] [CrossRef]
- Guoquan, W. Electrical resistance measurement of conductive network in short carbon fibre-polymer composites. Polym. Test. 1997, 3, 277–286. [Google Scholar] [CrossRef]
- Shen, L.; Li, J.; Liaw, B.M.; Delale, F.; Chung, J.H. Modeling and analysis of the electrical resistance measurement of carbon fiber polymer–matrix composites. Compos. Sci. Technol. 2007, 11–12, 2513–2520. [Google Scholar] [CrossRef]
- Mieth, F. Einfluss des Spritzgießprozesses auf Thermische und Elektrische Grenzflächenwiderstände von Werkstoffverbunden auf Basis Leitfähiger Kunststoffcompounds. Ph.D. Thesis, University of Kassel, Kassel, Germany, 2021. [Google Scholar]
- Zarges, J.-C.; Sälzer, P.; Heim, H.-P. Correlation of fiber orientation and fiber-matrix-interaction of injection-molded polypropylene cellulose fiber composites. Compos. A Appl. Sci. Manuf. 2020, 139, 106112. [Google Scholar] [CrossRef]
- Kahl, C.; Feldmann, M.; Sälzer, P.; Heim, H.-P. Advanced short fiber composites with hybrid reinforcement and selective fiber-matrix-adhesion based on polypropylene–Characterization of mechanical properties and fiber orientation using high-resolution X-ray tomography. Compos. A Appl. Sci. Manuf. 2018, 111, 54–61. [Google Scholar] [CrossRef]
- Mrzljak, S.; Delp, A.; Schlink, A.; Zarges, J.-C.; Hülsbusch, D.; Heim, H.-P.; Walther, F. Constant Temperature Approach for the Assessment of Injection Molding Parameter Influence on the Fatigue Behavior of Short Glass Fiber Reinforced Polyamide 6. Polymers 2021, 13, 1569. [Google Scholar] [CrossRef] [PubMed]
- Emerson, M.J.; Jespersen, K.M.; Dahl, A.B.; Conradsen, K.; Mikkelsen, L.P. Individual fibre segmentation from 3D X-ray computed tomography for characterising the fibre orientation in unidirectional composite materials. Compos. A Appl. Sci. Manuf. 2017, 97, 83–92. [Google Scholar] [CrossRef]
- Kahl, C.; Schlink, A.; Heim, H.-P. Pultruded Hybrid Reinforced Compounds with Glass/Cellulose Fibers in a Polybutylene Terephthalate Matrix: Property Investigation. Polymers 2022, 6, 1149. [Google Scholar] [CrossRef]
- Li, X.; Gong, N.; Gao, Z.; Yang, C. Fiber orientation in melt confluent process for reinforced injection molded part. Int. J. Adv. Manuf. Technol. 2017, 5–8, 1457–1463. [Google Scholar] [CrossRef]
- Holleman, A.F. Lehrbuch der Anorganischen Chemie, 102nd ed.; de Gruyter: Berlin, Germany, 2007. [Google Scholar]
- Tseng, H.; Chang, R.; Hsu, C. Predictions of fiber concentration in injection molding simulation of fiber-reinforced composites. J. Thermoplast. Compos. Mater. 2017, 11, 1529–1544. [Google Scholar] [CrossRef]
- Mondy, L.; Brenner, H.; Altobelli, S.; Abbott, J.; Graham, A. Shear-induced particle migration in suspensions of rods. J. Rheol. 1994, 38, 444. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Width w | Nominal dimension Mean dimension 1 | in mm | 2 1.985 ± 4.9 × 103 |
| Height h | Nominal dimension Mean dimension 1 | in mm | 2 1.985 ± 4.9 × 103 |
| Sputtering target | Gold | |
| Operating gas | Argon | |
| Operating distance | in mm | 50 |
| Operating pressure | in mbar | 0.05 |
| Sputtering current | in mA | 30 |
| Sputtering time | in s | 40 |
| Layer thickness (approx.) | in nm | 10 |
| PC CF20 | PA CF30 | ||
|---|---|---|---|
| Cylinder temperature | in °C | 290 | 260 |
| Mold temperature | in °C | 100 | 87 |
| Volume flow rate | in cm3/s | 24 | 24 |
| Injection time | in s | 0.24 | 0.24 |
| Packing pressure point 1 | in bar | 600 | 400 |
| Packing pressure point 2 | in bar | 400 | 380 |
| Packing time | in s | 11 | 11 |
| Cooling time | in s | 30 | 30 |
| PC CF20 | PA CF30 | ||
|---|---|---|---|
| Cylinder length | in μm | 38 | 38 |
| Angular sampling | 5 | 5 | |
| Mask cylinder radius | in μm | 7 | 7 |
| Outer cylinder radius | in μm | 3 | 3 |
| Minimum seed correlation | 205 | 195 | |
| Minimum continuation quality | 112 | 122 | |
| Direction coefficient | 0.3 | 0.3 | |
| Minimum distance | in μm | 2 | 2 |
| Minimum length | in μm | 38 | 38 |
| X-Axis | Y-Axis | Z-Axis |
|---|---|---|
| <±20 µm | <±20 µm | <±10 µm |
| Electrical Resistance | PC CF20_4 mm | PC CF20_5 mm | PA CF30_5 mm |
|---|---|---|---|
| Rtotal in Ω | 163 | 119 | 3.9 |
| R1 in Ω | 134 | 91 | 7.7 |
| R2 in Ω | 84 | 67 | 7.3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Eckel, E.; Wiegel, K.; Schlink, A.; Ayeb, M.; Brabetz, L.; Hartung, M.; Heim, H.-P. Determination of Local Electrical Properties Using a Potential Field Measurement for Electrically Conductive Carbon Fiber Reinforced Plastics with Metal Contact Pins Joined via Injection Molding. Polymers 2022, 14, 2805. https://doi.org/10.3390/polym14142805
Eckel E, Wiegel K, Schlink A, Ayeb M, Brabetz L, Hartung M, Heim H-P. Determination of Local Electrical Properties Using a Potential Field Measurement for Electrically Conductive Carbon Fiber Reinforced Plastics with Metal Contact Pins Joined via Injection Molding. Polymers. 2022; 14(14):2805. https://doi.org/10.3390/polym14142805
Chicago/Turabian StyleEckel, Elisabeth, Klara Wiegel, André Schlink, Mohamed Ayeb, Ludwig Brabetz, Michael Hartung, and Hans-Peter Heim. 2022. "Determination of Local Electrical Properties Using a Potential Field Measurement for Electrically Conductive Carbon Fiber Reinforced Plastics with Metal Contact Pins Joined via Injection Molding" Polymers 14, no. 14: 2805. https://doi.org/10.3390/polym14142805
APA StyleEckel, E., Wiegel, K., Schlink, A., Ayeb, M., Brabetz, L., Hartung, M., & Heim, H.-P. (2022). Determination of Local Electrical Properties Using a Potential Field Measurement for Electrically Conductive Carbon Fiber Reinforced Plastics with Metal Contact Pins Joined via Injection Molding. Polymers, 14(14), 2805. https://doi.org/10.3390/polym14142805