
Influence of Alkali Treatment on the Mechanical, Thermal, Water Absorption, and Biodegradation Properties of Cymbopogan citratus Fiber-Reinforced, Thermoplastic Cassava Starch–Palm Wax Composites

 ,
,  , and
, and
Abstract
:
1. Introduction
2. Materials and Methodology
2.1. Materials
2.2. Preparation of Cymbopogan Citratus Fiber
2.3. Alkaline Treatment
2.4. Sample Preparation
2.5. FT-IR Analysis
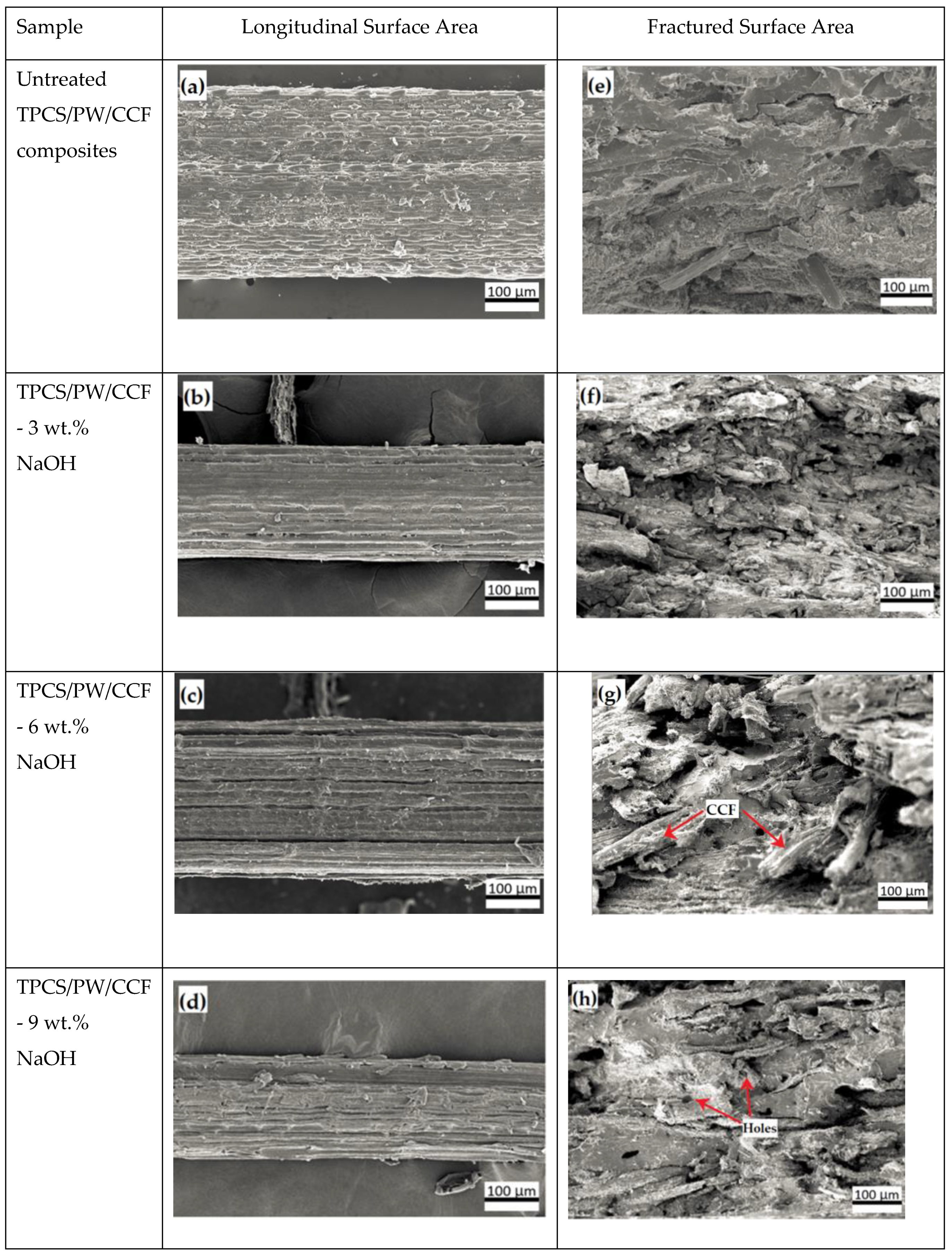
2.6. Scanning Electron Microscopy (SEM)
2.7. Tensile Testing
2.8. Flexural Testing
2.9. Impact Testing
2.10. Thermogravimetric Analysis (TGA)
2.11. Differential Scanning Calorimeter (DSC)
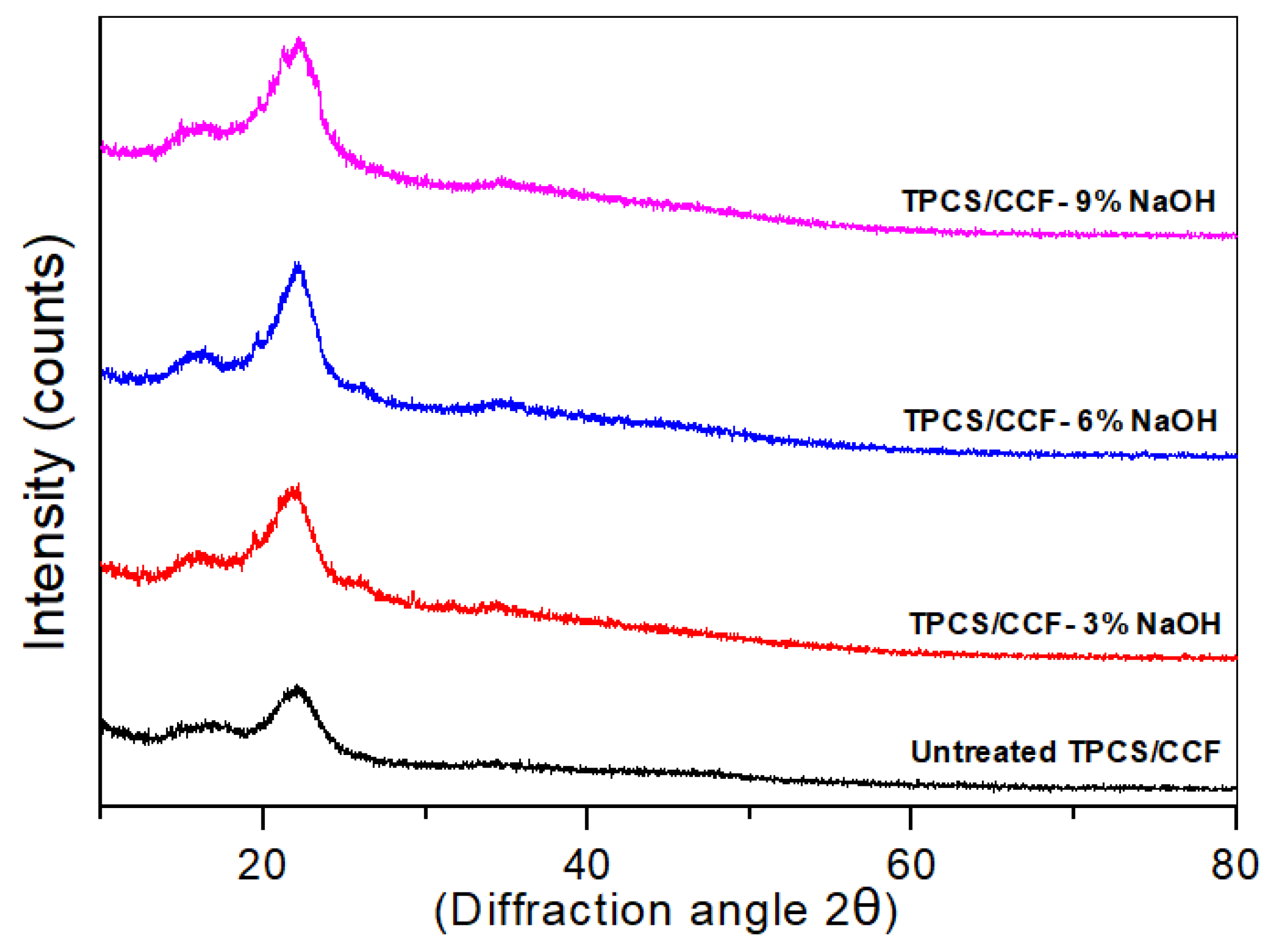
2.12. X-ray Diffraction (XRD)
2.13. Density
2.14. Moisture Content
2.15. Water Absorption
2.16. Thickness Swelling
2.17. Moisture Absorption
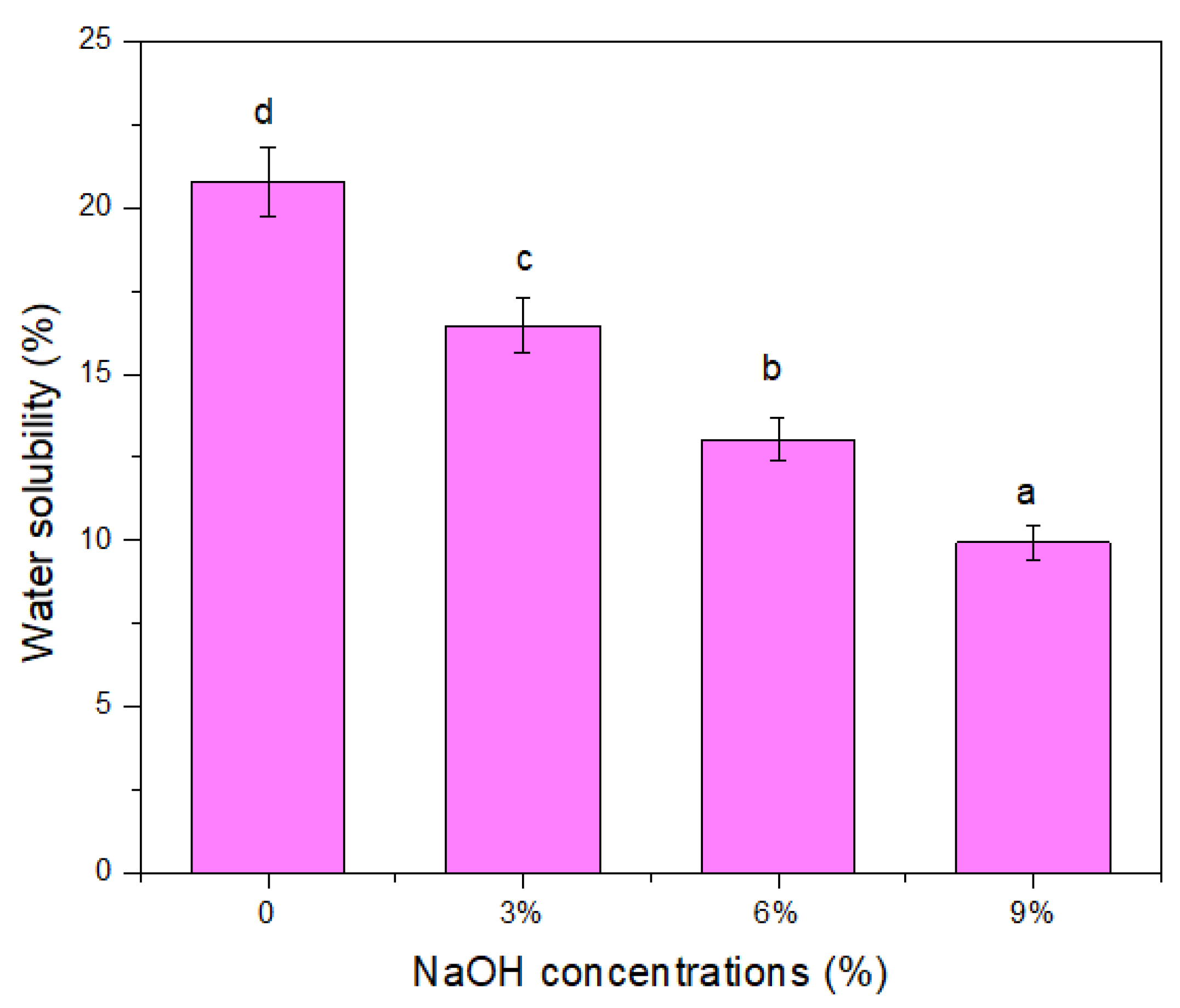
2.18. Water Solubility
2.19. Soil Burial
2.20. Statistical Analyses
3. Results
3.1. FT-IR Analysis
3.2. Scanning Electron Microscope (SEM)
3.3. Tensile Testing
3.4. Flexural Testing
3.5. Impact Testing
3.6. Thermogravimetric Analysis (TGA)
3.7. Differential Scanning Calorimeter (DSC)
3.8. X-ray Diffraction (XRD)
3.9. Density
3.10. Moisture Content
3.11. Water Absorption
3.12. Thickness Swelling
3.13. Moisture Absorption
3.14. Water Solubility
3.15. Soil Burial
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hazrati, K.Z.; Sapuan, S.M.; Zuhri, M.Y.M.; Jumaidin, R. Effect of Plasticizers on Physical, Thermal, and Tensile Properties of Thermoplastic Films Based on Dioscorea Hispida Starch. Int. J. Biol. Macromol. 2021, 185, 219–228. [Google Scholar] [CrossRef] [PubMed]
- Dordevic, D.; Necasova, L.; Antonic, B.; Jancikova, S.; Tremlová, B. Plastic Cutlery Alternative: Case Study with Biodegradable Spoons. Foods 2021, 10, 1612. [Google Scholar] [CrossRef] [PubMed]
- Zaghloul, M.M.Y.; Mohamed, Y.S.; El-Gamal, H. Fatigue and Tensile Behaviors of Fiber-Reinforced Thermosetting Composites Embedded with Nanoparticles. J. Compos. Mater. 2019, 53, 709–718. [Google Scholar] [CrossRef]
- Hafila, K.Z.; Jumaidin, R.; Ilyas, R.A.; Selamat, M.Z.; Yusof, F.A.M. Effect of Palm Wax on the Mechanical, Thermal, and Moisture Absorption Properties of Thermoplastic Cassava Starch Composites. Int. J. Biol. Macromol. 2022, 194, 851–860. [Google Scholar] [CrossRef] [PubMed]
- Prachayawarakorn, J.; Chaiwatyothin, S.; Mueangta, S.; Hanchana, A. Effect of Jute and Kapok Fibers on Properties of Thermoplastic Cassava Starch Composites. Mater. Des. 2013, 47, 309–315. [Google Scholar] [CrossRef]
- Sanyang, M.L.; Sapuan, S.M.; Jawaid, M.; Ishak, M.R.; Sahari, J. Effect of Sugar Palm-Derived Cellulose Reinforcement on the Mechanical and Water Barrier Properties of Sugar Palm Starch Biocomposite Films. BioResources 2016, 11, 4134–4145. [Google Scholar] [CrossRef] [Green Version]
- Ilyas, R.A.; Sapuan, S.M.; Ishak, M.R.; Zainudin, E.S. Development and Characterization of Sugar Palm Nanocrystalline Cellulose Reinforced Sugar Palm Starch Bionanocomposites. Carbohydr. Polym. 2018, 202, 186–202. [Google Scholar] [CrossRef]
- Bajaj, R.; Singh, N.; Kaur, A.; Inouchi, N. Structural, Morphological, Functional and Digestibility Properties of Starches from Cereals, Tubers and Legumes: A Comparative Study. J. Food Sci. Technol. 2018, 55, 3799–3808. [Google Scholar] [CrossRef]
- Jumaidin, R.; Sapuan, S.M.; Jawaid, M.; Ishak, M.R.; Sahari, J. Effect of Seaweed on Mechanical, Thermal, and Biodegradation Properties of Thermoplastic Sugar Palm Starch/Agar Composites. Int. J. Biol. Macromol. 2017, 99, 265–273. [Google Scholar] [CrossRef]
- Mahmoud Zaghloul, M.Y.; Yousry Zaghloul, M.M.; Yousry Zaghloul, M.M. Developments in Polyester Composite Materials—An In-Depth Review on Natural Fibres and Nano Fillers. Compos. Struct. 2021, 278, 114698. [Google Scholar] [CrossRef]
- Zainuddin, S.Y.Z.; Ahmad, I.; Kargarzadeh, H.; Abdullah, I.; Dufresne, A. Potential of Using Multiscale Kenaf Fibers as Reinforcing Filler in Cassava Starch-Kenaf Biocomposites. Carbohydr. Polym. 2013, 92, 2299–2305. [Google Scholar] [CrossRef]
- Jumaidin, R.; Khiruddin, M.A.A.; Asyul Sutan Saidi, Z.; Salit, M.S.; Ilyas, R.A. Effect of Cogon Grass Fibre on the Thermal, Mechanical and Biodegradation Properties of Thermoplastic Cassava Starch Biocomposite. Int. J. Biol. Macromol. 2020, 146, 746–755. [Google Scholar] [CrossRef] [PubMed]
- Sahari, J.; Sapuan, S.M.; Zainudin, E.S.; Maleque, M.A. Mechanical and Thermal Properties of Environmentally Friendly Composites Derived from Sugar Palm Tree. Mater. Des. 2013, 49, 285–289. [Google Scholar] [CrossRef]
- Bekele, L.D.; Zhang, W.; Liu, Y.; Duns, G.J.; Yu, C.; Jin, L.; Li, X.; Jia, Q.; Chen, J. Preparation and Characterization of Lemongrass Fiber (Cymbopogon Species) for Reinforcing Application in Thermoplastic Composites. BioResources 2017, 12, 5664–5681. [Google Scholar] [CrossRef]
- Kamaruddin, Z.H.; Jumaidin, R.; Selamat, M.Z.; Ilyas, R.A. Characteristics and Properties of Lemongrass (Cymbopogan citratus): A Comprehensive Review. J. Nat. Fibers 2021, 1–18. [Google Scholar] [CrossRef]
- Atiqah, A.; Jawaid, M.; Sapuan, S.M.; Ishak, M.R.; Ansari, M.N.M.; Ilyas, R.A. Physical and Thermal Properties of Treated Sugar Palm/Glass Fibre Reinforced Thermoplastic Polyurethane Hybrid Composites. J. Mater. Res. Technol. 2019, 8, 3726–3732. [Google Scholar] [CrossRef]
- Fiore, V.; Di Bella, G.; Valenza, A. The Effect of Alkaline Treatment on Mechanical Properties of Kenaf Fibers and Their Epoxy Composites. Compos. Part B Eng. 2015, 68, 14–21. [Google Scholar] [CrossRef]
- Kamaruddin, Z.H.; Jumaidin, R.; Rushdan, A.I.; Selamat, M.Z.; Alamjuri, R.H. Characterization of Natural Cellulosic Fiber Isolated from Malaysian Cymbopogan citratus Leaves. BioResources 2021, 16, 7729–7750. [Google Scholar] [CrossRef]
- Sreekala, M.S.; Kumaran, M.G.; Joseph, S.; Jacob, M.; Thomas, S. Oil Palm Fibre Reinforced Phenol Formaldehyde Composites: Influence of Fibre Surface Modifications on the Mechanical Performance. Appl. Compos. Mater. 2000, 7, 295–329. [Google Scholar] [CrossRef]
- Yousif, B.F.; Shalwan, A.; Chin, C.W.; Ming, K.C. Flexural Properties of Treated and Untreated Kenaf/Epoxy Composites. Mater. Des. 2012, 40, 378–385. [Google Scholar] [CrossRef]
- Kabir, M.M.; Wang, H.; Lau, K.T.; Cardona, F.; Aravinthan, T. Mechanical Properties of Chemically-Treated Hemp Fibre Reinforced Sandwich Composites. Compos. Part B Eng. 2012, 43, 159–169. [Google Scholar] [CrossRef]
- Aydın, M.; Tozlu, H.; Kemaloglu, S.; Aytac, A.; Ozkoc, G. Effects of Alkali Treatment on the Properties of Short Flax Fiber-Poly(Lactic Acid) Eco-Composites. J. Polym. Environ. 2011, 19, 11–17. [Google Scholar] [CrossRef]
- Liu, W.; Mohanty, A.K.; Drzal, L.T.; Askel, P.; Misra, M. Effects of Alkali Treatment on the Structure, Morphology and Thermal Properties of Native Grass Fibers as Reinforcements for Polymer Matrix Composites. J. Mater. Sci. 2004, 39, 1051–1054. [Google Scholar] [CrossRef]
- Hafila, K.Z.; Jumaidin, R.; Ilyas, R.A.; Selamat, M.Z.; Alamjuri, R.H.; Yusof, F.A. Biocomposite of Cassava Starch-Cymbopogan citratus Fibre: Mechanical, Thermal, and Biodegradation Properties. Polymers 2022, 14, 514. [Google Scholar] [CrossRef]
- ASTM D638; Standard Test Method for Tensile Properties of Plastics. ASTM International: West Conshohocken, PA, USA, 1994.
- ASTM D790; Standard Test Methods for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials. ASTM International: West Conshohocken, PA, USA, 2017.
- ASTM D256; Standard Test Methods for Determining the Izod Pendulum Impact Resistance of Plastics. ASTM International: West Conshohocken, PA, USA, 2019.
- Chaireh, S.; Ngasatool, P.; Kaewtatip, K. Novel Composite Foam Made from Starch and Water Hyacinth with Beeswax Coating for Food Packaging Applications. Int. J. Biol. Macromol. 2020, 165, 1382–1391. [Google Scholar] [CrossRef]
- Radzi, A.M.; Sapuan, S.M.; Jawaid, M.; Mansor, M.R. Effect of Alkaline Treatment on Mechanical, Physical and Thermal Properties of Roselle / Sugar Palm Fiber Reinforced Thermoplastic Polyurethane Hybrid Composites. Fibers Polym. 2019, 20, 847–855. [Google Scholar] [CrossRef]
- Yew, B.S.; Muhamad, M.; Mohamed, S.B.; Wee, F.H. Effect of Alkaline Treatment on Structural Characterisation, Thermal Degradation and Water Absorption Ability of Coir Fibre Polymer Composites. Sains Malays. 2019, 48, 653–659. [Google Scholar] [CrossRef]
- Ivanovska, A.; Cerovic, D.; Maletic, S.; Jankovic Castvan, I.; Asanovic, K.; Kostic, M. Influence of the Alkali Treatment on the Sorption and Dielectric Properties of Woven Jute Fabric. Cellulose 2019, 26, 5133–5146. [Google Scholar] [CrossRef]
- Madhu, P.; Sanjay, M.R.; Pradeep, S.; Subrahmanya Bhat, K.; Yogesha, B.; Siengchin, S. Characterization of Cellulosic Fibre from Phoenix Pusilla Leaves as Potential Reinforcement for Polymeric Composites. J. Mater. Res. Technol. 2019, 8, 2597–2604. [Google Scholar] [CrossRef]
- Raju, J.S.N.; Depoures, M.V.; Kumaran, P. Comprehensive Characterization of Raw and Alkali (NaOH) Treated Natural Fibers from Symphirema Involucratum Stem. Int. J. Biol. Macromol. 2021, 186, 886–896. [Google Scholar] [CrossRef]
- Loganathan, T.M.; Sultan, M.T.H.; Ahsan, Q.; Jawaid, M.; Naveen, J.; Md Shah, A.U.; Hua, L.S. Characterization of Alkali Treated New Cellulosic Fibre from Cyrtostachys Renda. J. Mater. Res. Technol. 2020, 9, 3537–3546. [Google Scholar] [CrossRef]
- Akhtar, M.N.; Sulong, A.B.; Radzi, M.K.F.; Ismail, N.F.; Raza, M.R.; Muhamad, N.; Khan, M.A. Influence of Alkaline Treatment and Fiber Loading on the Physical and Mechanical Properties of Kenaf/Polypropylene Composites for Variety of Applications. Prog. Nat. Sci. Mater. Int. 2016, 26, 657–664. [Google Scholar] [CrossRef]
- Cai, M.; Takagi, H.; Nakagaito, A.N.; Katoh, M.; Ueki, T.; Waterhouse, G.I.N.; Li, Y. Influence of Alkali Treatment on Internal Microstructure and Tensile Properties of Abaca Fibers. Ind. Crops Prod. 2015, 65, 27–35. [Google Scholar] [CrossRef]
- Kathirselvam, M.; Kumaravel, A.; Arthanarieswaran, V.P.; Saravanakumar, S.S. Characterization of Cellulose Fibers in Thespesia Populnea Barks: Influence of Alkali Treatment. Carbohydr. Polym. 2019, 217, 178–189. [Google Scholar] [CrossRef]
- Boopathi, L.; Sampath, P.S.; Mylsamy, K. Investigation of Physical, Chemical and Mechanical Properties of Raw and Alkali Treated Borassus Fruit Fiber. Compos. Part B Eng. 2012, 43, 3044–3052. [Google Scholar] [CrossRef]
- Ganapathy, T.; Sathiskumar, R.; Senthamaraikannan, P.; Saravanakumar, S.S.; Khan, A. Characterization of Raw and Alkali Treated New Natural Cellulosic Fibres Extracted from the Aerial Roots of Banyan Tree. Int. J. Biol. Macromol. 2019, 138, 573–581. [Google Scholar] [CrossRef]
- Salih, A.A.; Zulkifli, R.; Azhari, C.H. Tensile Properties and Microstructure of Single-Cellulosic Bamboo Fiber Strips after Alkali Treatment. Fibers 2020, 8, 26. [Google Scholar] [CrossRef]
- Mwaikambo, L.Y.; Ansell, M.P. Chemical Modification of Hemp, Sisal, Jute, and Kapok Fibers by Alkalization. J. Appl. Polym. Sci. 2002, 84, 2222–2234. [Google Scholar] [CrossRef]
- Sayanjali Jasbi, M.; Hasani, H.; Zadhoush, A.; Safi, S. Effect of Alkali Treatment on Mechanical Properties of the Green Composites Reinforced with Milkweed Fibers. J. Text. Inst. 2018, 109, 24–31. [Google Scholar] [CrossRef]
- Hossain, M.K.; Dewan, M.W.; Hosur, M.; Jeelani, S. Mechanical Performances of Surface Modified Jute Fiber Reinforced Biopol Nanophased Green Composites. Compos. Part B Eng. 2011, 42, 1701–1707. [Google Scholar] [CrossRef]
- Asumani, O.M.L.; Reid, R.G.; Paskaramoorthy, R. The Effects of Alkali-Silane Treatment on the Tensile and Flexural Properties of Short Fibre Non-Woven Kenaf Reinforced Polypropylene Composites. Compos. Part A Appl. Sci. Manuf. 2012, 43, 1431–1440. [Google Scholar] [CrossRef]
- Vilay, V.; Mariatti, M.; Mat Taib, R.; Todo, M. Effect of Fiber Surface Treatment and Fiber Loading on the Properties of Bagasse Fiber-Reinforced Unsaturated Polyester Composites. Compos. Sci. Technol. 2008, 68, 631–638. [Google Scholar] [CrossRef]
- Kapatel, P.M. Investigation of Green Composite: Preparation and Characterization of Alkali-Treated Jute Fabric-Reinforced Polymer Matrix Composites. J. Nat. Fibers 2021, 18, 510–519. [Google Scholar] [CrossRef]
- Rosa, M.F.; Chiou, B.; Medeiros, E.S.; Wood, D.F.; Williams, T.G.; Mattoso, L.H.C.; Orts, W.J.; Imam, S.H. Effect of Fiber Treatments on Tensile and Thermal Properties of Starch/Ethylene Vinyl Alcohol Copolymers/Coir Biocomposites. Bioresour. Technol. 2009, 100, 5196–5202. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Azwa, Z.N.; Yousif, B.F. Characteristics of Kenaf Fibre/Epoxy Composites Subjected to Thermal Degradation. Polym. Degrad. Stab. 2013, 98, 2752–2759. [Google Scholar] [CrossRef]
- Alvarez, V.A.; Vázquez, A. Thermal Degradation of Cellulose Derivatives/Starch Blends and Sisal Fibre Biocomposites. Polym. Degrad. Stab. 2004, 84, 13–21. [Google Scholar] [CrossRef]
- Ndazi, B.S.; Nyahumwa, C.; Tesha, J. Chemical and Thermal Stability of Rice Husks against Alkali Treatment. BioResources 2008, 3, 1267–1277. [Google Scholar]
- Puglia, D.; Monti, M.; Santulli, C.; Sarasini, F.; De Rosa, I.M.; Kenny, J.M. Effect of Alkali and Silane Treatments on Mechanical and Thermal Behavior of Phormium Tenax Fibers. Fibers Polym. 2013, 14, 423–427. [Google Scholar] [CrossRef]
- Izwan, S.M.; Sapuan, S.M.; Zuhri, M.Y.M.; Mohamed, A.R. Effects of Benzoyl Treatment on NaOH Treated Sugar Palm Fiber: Tensile, Thermal, and Morphological Properties. J. Mater. Res. Technol. 2020, 9, 5805–5814. [Google Scholar] [CrossRef]
- Zhang, L.; Sun, Z.; Liang, D.; Lin, J.; Xiao, W. Preparation and Performance Evaluation of PLA/Coir Fibre Biocomposites. BioResources 2017, 12, 7349–7362. [Google Scholar] [CrossRef]
- Bessa, W.; Trache, D.; Derradji, M.; Tarchoun, A.F. Morphological, Thermal and Mechanical Properties of Benzoxazine Resin Reinforced with Alkali Treated Alfa Fibers. Ind. Crops Prod. 2021, 165, 113423. [Google Scholar] [CrossRef]
- Wang, F.; Zhou, S.; Yang, M.; Chen, Z.; Ran, S. Thermo-Mechanical Performance of Polylactide Composites Reinforced with Alkali-Treated Bamboo Fibers. Polymers 2018, 10, 401. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yu, T.; Ren, J.; Li, S.; Yuan, H.; Li, Y. Effect of Fiber Surface-Treatments on the Properties of Poly(Lactic Acid)/Ramie Composites. Compos. Part A Appl. Sci. Manuf. 2010, 41, 499–505. [Google Scholar] [CrossRef]
- Negawo, T.A.; Polat, Y.; Buyuknalcaci, F.N.; Kilic, A.; Saba, N.; Jawaid, M. Mechanical, Morphological, Structural and Dynamic Mechanical Properties of Alkali Treated Ensete Stem Fibers Reinforced Unsaturated Polyester Composites. Compos. Struct. 2019, 207, 589–597. [Google Scholar] [CrossRef]
- Chikouche, M.D.L.; Merrouche, A.; Azizi, A.; Rokbi, M. Influence of Alkali Treatment on the Mechanical Properties of New Cane Fibre / Polyester Composites. J. Reinf. Plast. Compos. 2015, 34, 1329–1339. [Google Scholar] [CrossRef]
- Obi Reddy, K.; Uma Maheswari, C.; Shukla, M.; Song, J.I.; Varada Rajulu, A. Tensile and Structural Characterization of Alkali Treated Borassus Fruit Fine Fibers. Compos. Part B Eng. 2013, 44, 433–438. [Google Scholar] [CrossRef]
- Devnani, G.L.; Sinha, S. Extraction, Characterization and Thermal Degradation Kinetics with Activation Energy of Untreated and Alkali Treated Saccharum Spontaneum (Kans Grass) Fiber. Compos. Part B Eng. 2019, 166, 436–445. [Google Scholar] [CrossRef]
- Sawpan, M.A.; Pickering, K.L.; Fernyhough, A. Effect of Various Chemical Treatments on the Fibre Structure and Tensile Properties of Industrial Hemp Fibres. Compos. Part A 2011, 42, 888–895. [Google Scholar] [CrossRef] [Green Version]
- Wong, K.J.; Yousif, B.F.; Low, K.O. The Effects of Alkali Treatment on the Interfacial Adhesion of Bamboo Fibres. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2010, 224, 139–148. [Google Scholar] [CrossRef] [Green Version]
- Liu, Y.; Xie, J.; Wu, N.; Wang, L.; Ma, Y.; Tong, J. Influence of Silane Treatment on the Mechanical, Tribological and Morphological Properties of Corn Stalk Fiber Reinforced Polymer Composites. Tribol. Int. 2019, 131, 398–405. [Google Scholar] [CrossRef]
- Demir, H.; Atikler, U.; Balköse, D.; Tihminlioǧlu, F. The Effect of Fiber Surface Treatments on the Tensile and Water Sorption Properties of Polypropylene—Luffa Fiber Composites. Compos. Part A: Appl. Sci. Manuf. 2006, 37, 447–456. [Google Scholar] [CrossRef] [Green Version]
- Huang, Y.; Tan, J.; Xuan, X.; Liu, L.; Xie, M.; Liu, H.; Yu, S.; Zheng, G. Study on Untreated and Alkali Treated Rice Straw Reinforced Geopolymer Composites. Mater. Chem. Phys. 2021, 262, 124304. [Google Scholar] [CrossRef]
- Dhakal, H.; Zhang, Z.; Richardson, M.O. Effect of Water Absorption on the Mechanical Properties of Hemp Fibre Reinforced Unsaturated Polyester Composites. Compos. Sci. Technol. 2007, 67, 1674–1683. [Google Scholar] [CrossRef]
- Mwaikambo, L.Y.; Ansell, M.P. Mechanical Properties of Alkali Treated Plant Fibres and Their Potential as Reinforcement Materials, I. Hemp Fibres. J. Mater. Sci. 2006, 41, 2497–2508. [Google Scholar] [CrossRef]
- Hafidz, N.S.; Rehan, M.S.; Mokhtar, H. Effect of Alkaline Treatment on Water Absorption and Thickness Swelling of Natural Fibre Reinforced Unsaturated Polyester Composites. Mater. Today Proc. 2021, 48, 720–727. [Google Scholar] [CrossRef]
- Jannah, M.; Mariatti, M.; Abu Bakar, A.; Abdul Khalil, H.P. Effect of Chemical Surface Modifications on the Properties of Woven Banana-Reinforced Unsaturated Polyester Composites. J. Reinf. Plast. Compos. 2009, 28, 1519–1532. [Google Scholar] [CrossRef]
- Tran, T.; Bénézet, J.; Bergeret, A. Rice and Einkorn Wheat Husks Reinforced Poly (Lactic Acid) (PLA) Biocomposites: Effects of Alkaline and Silane Surface Treatments of Husks. Ind. Crop. Prod. 2014, 58, 111–124. [Google Scholar] [CrossRef]
- Abdul Khalil, H.P.S.; Jawaid, M.; Abu Bakar, A. Woven Hybrid Composites: Water Absorption and Thickness Swelling Behaviours. BioResources 2011, 6, 1043–1052. [Google Scholar] [CrossRef]
- Alix, S.; Lebrun, L.; Morvan, C.; Marais, S. Study of Water Behaviour of Chemically Treated Flax Fibres-Based Composites: A Way to Approach the Hydric Interface. Compos. Sci. Technol. 2011, 71, 893–899. [Google Scholar] [CrossRef] [Green Version]
- Hazrati, K.Z.; Sapuan, S.M.; Zuhri, M.Y.M.; Jumaidin, R. Preparation and Characterization of Starch-Based Biocomposite Films Reinforced by Dioscorea Hispida Fibers. J. Mater. Res. Technol. 2021, 15, 1342–1355. [Google Scholar] [CrossRef]
- Siakeng, R.; Jawaid, M.; Asim, M.; Siengchin, S. Accelerated Weathering and Soil Burial Effect on Biodegradability, Colour and Texture of Coir/Pineapple Leaf Fibers/PLA Biocomposites. Polymers 2020, 12, 458. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Gunti, R.; Prasad, A.V.R.; Gupta, A.V.S.S.K.S. Preparation and Properties of Successive Alkali Treated Completely Biodegradable Short Jute Fiber-Reinforced PLA Composites. Polym. Polym. Compos. 2008, 16, 101–113. [Google Scholar] [CrossRef]
- Goripathi, B.K.; Suman, K.N.S.; Nalluri, M.R. Processing and Characterization of Jute Fiber Reinforced Hybrid Biocomposite Based on Polylactide/Polycaprolactone Blends. Polym. Polym. Compos. 2012, 33, 237–244. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Variables | df | Flexural Strength | Flexural Modulus | Tensile Strength | Tensile Modulus | Elongation at Break | Impact |
|---|---|---|---|---|---|---|---|
| Mixture | 3 | 0.00 * | 0.00 * | 0.00 * | 0.00 * | 0.00 * | 0.00 * |
| Samples | Tg | Ton | Tmax | Weight Loss at Tmax (wt.%) | Char at 600 °C (wt.%) |
|---|---|---|---|---|---|
| (°C) | (°C) | (°C) | |||
| Untreated TPCS/PW/CCF | 123.9 | 260 | 369 | 60.03 | 16.38 |
| TPCS/PW/CCF - 3 wt.% NaOH | 127.1 | 228 | 342 | 58.34 | 18.49 |
| TPCS/PW/CCF - 6 wt.% NaOH | 128.5 | 220 | 338 | 55.12 | 20.89 |
| TPCS/PW/CCF - 9 wt.% NaOH | 127.6 | 219 | 336 | 54.49 | 21.92 |
| Samples | Crystallinity Index (%) |
|---|---|
| Untreated TPCS/PW/CCF | 37.7 |
| TPCS/PW/CCF - 3 wt.% NaOH | 40.3 |
| TPCS/PW/CCF - 6 wt.% NaOH | 47.9 |
| TPCS/PW/CCF - 9 wt.% NaOH | 45.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kamaruddin, Z.H.; Jumaidin, R.; Ilyas, R.A.; Selamat, M.Z.; Alamjuri, R.H.; Yusof, F.A.M. Influence of Alkali Treatment on the Mechanical, Thermal, Water Absorption, and Biodegradation Properties of Cymbopogan citratus Fiber-Reinforced, Thermoplastic Cassava Starch–Palm Wax Composites. Polymers 2022, 14, 2769. https://doi.org/10.3390/polym14142769
Kamaruddin ZH, Jumaidin R, Ilyas RA, Selamat MZ, Alamjuri RH, Yusof FAM. Influence of Alkali Treatment on the Mechanical, Thermal, Water Absorption, and Biodegradation Properties of Cymbopogan citratus Fiber-Reinforced, Thermoplastic Cassava Starch–Palm Wax Composites. Polymers. 2022; 14(14):2769. https://doi.org/10.3390/polym14142769
Chicago/Turabian StyleKamaruddin, Zatil Hafila, Ridhwan Jumaidin, Rushdan Ahmad Ilyas, Mohd Zulkefli Selamat, Roziela Hanim Alamjuri, and Fahmi Asyadi Md Yusof. 2022. "Influence of Alkali Treatment on the Mechanical, Thermal, Water Absorption, and Biodegradation Properties of Cymbopogan citratus Fiber-Reinforced, Thermoplastic Cassava Starch–Palm Wax Composites" Polymers 14, no. 14: 2769. https://doi.org/10.3390/polym14142769
APA StyleKamaruddin, Z. H., Jumaidin, R., Ilyas, R. A., Selamat, M. Z., Alamjuri, R. H., & Yusof, F. A. M. (2022). Influence of Alkali Treatment on the Mechanical, Thermal, Water Absorption, and Biodegradation Properties of Cymbopogan citratus Fiber-Reinforced, Thermoplastic Cassava Starch–Palm Wax Composites. Polymers, 14(14), 2769. https://doi.org/10.3390/polym14142769