
Design and Mechanical Characterization Using Digital Image Correlation of Soft Tissue-Mimicking Polymers

 , , ,
, , ,  and
and 
Abstract
:1. Introduction
2. Materials and Methods
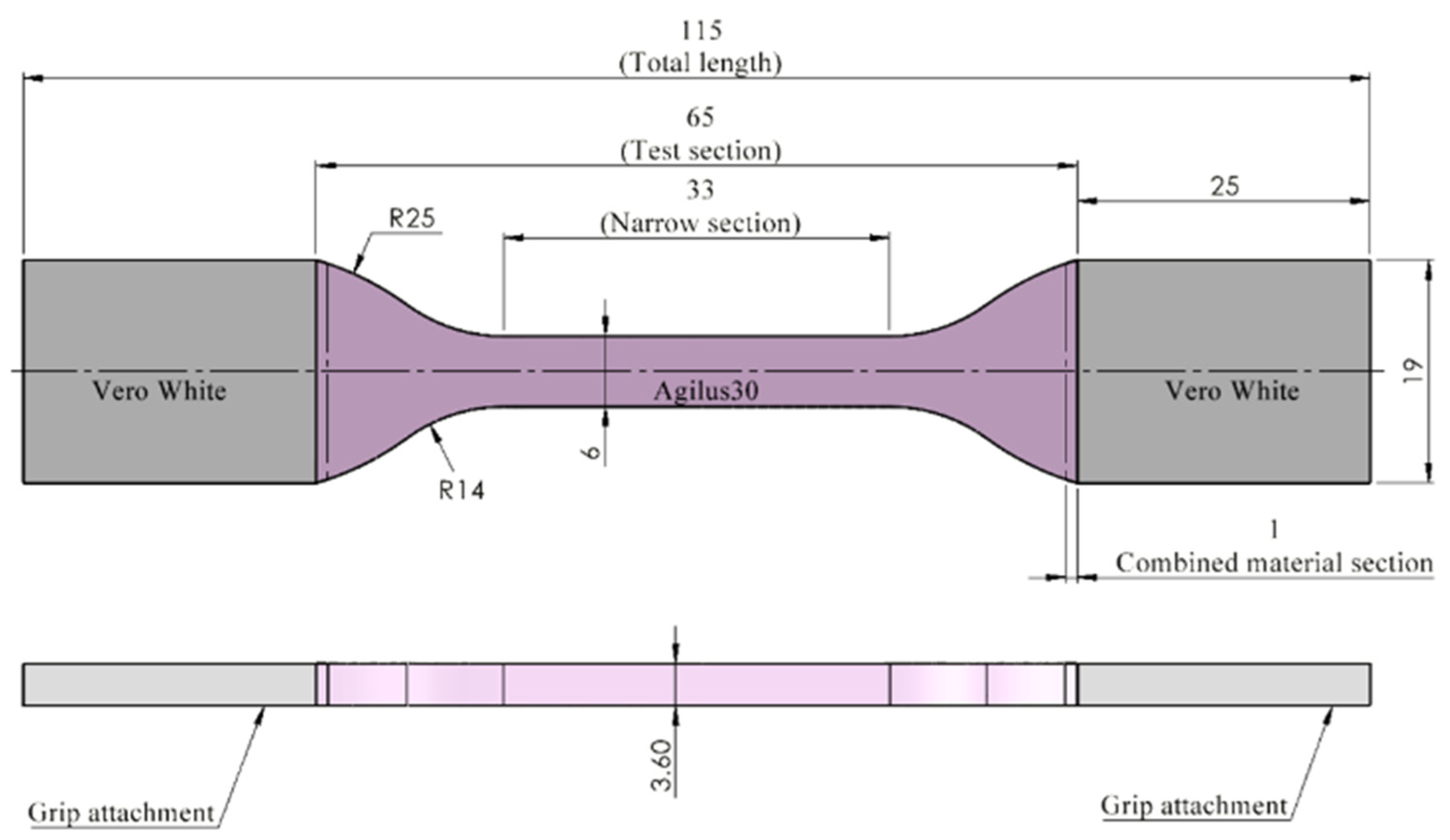
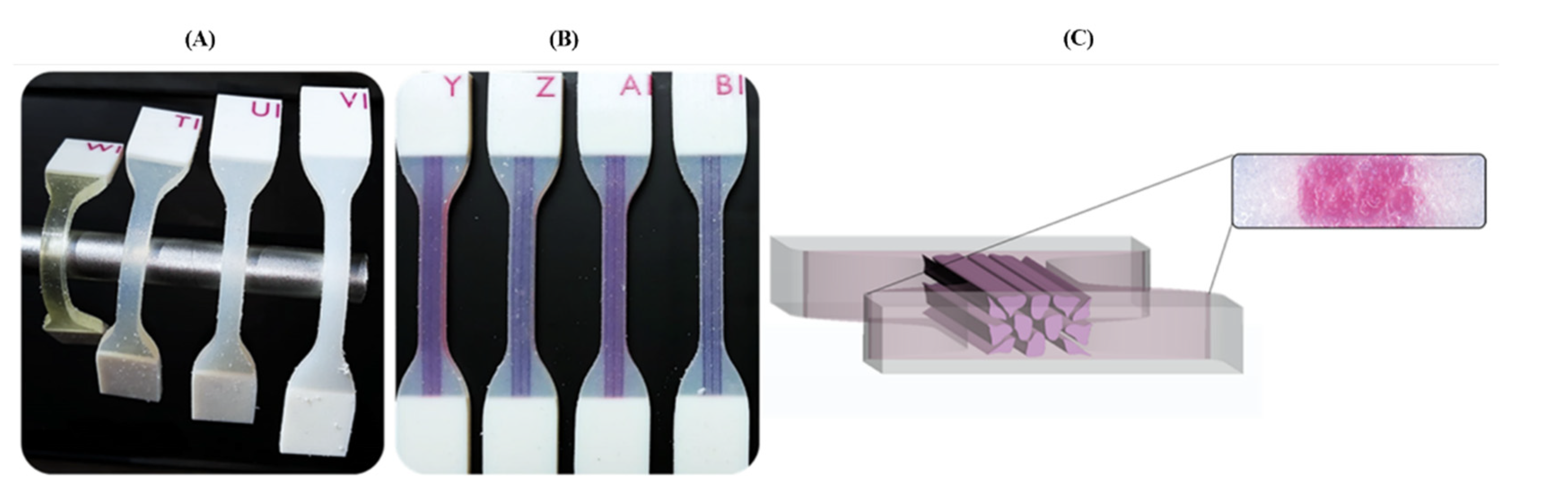
2.1. Three-Dimensional Modeling and Printing
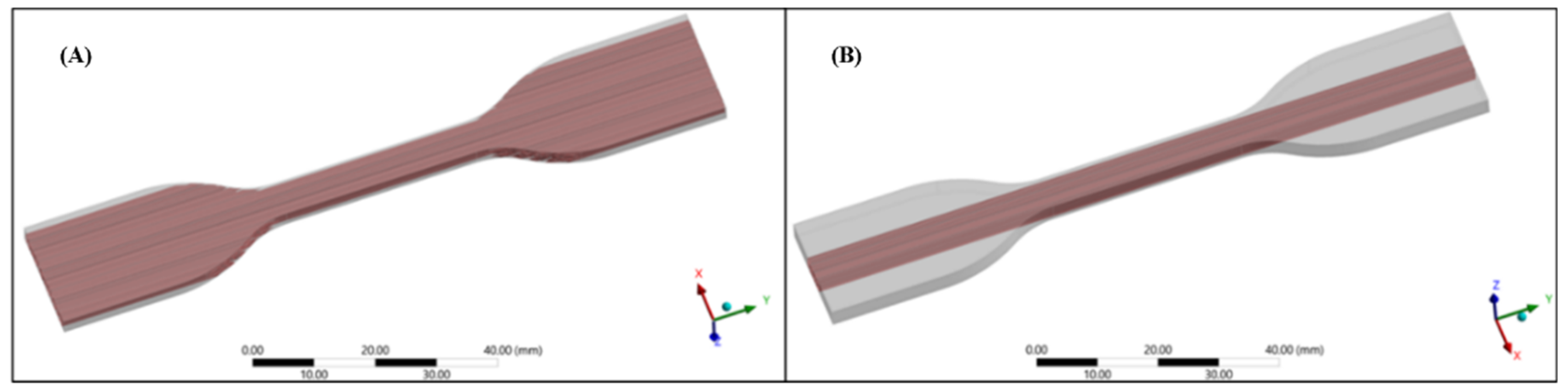
2.2. Finite Element Analysis and Evaluation of Pattern Position Inside the Specimens
2.3. Tensile Test Framework
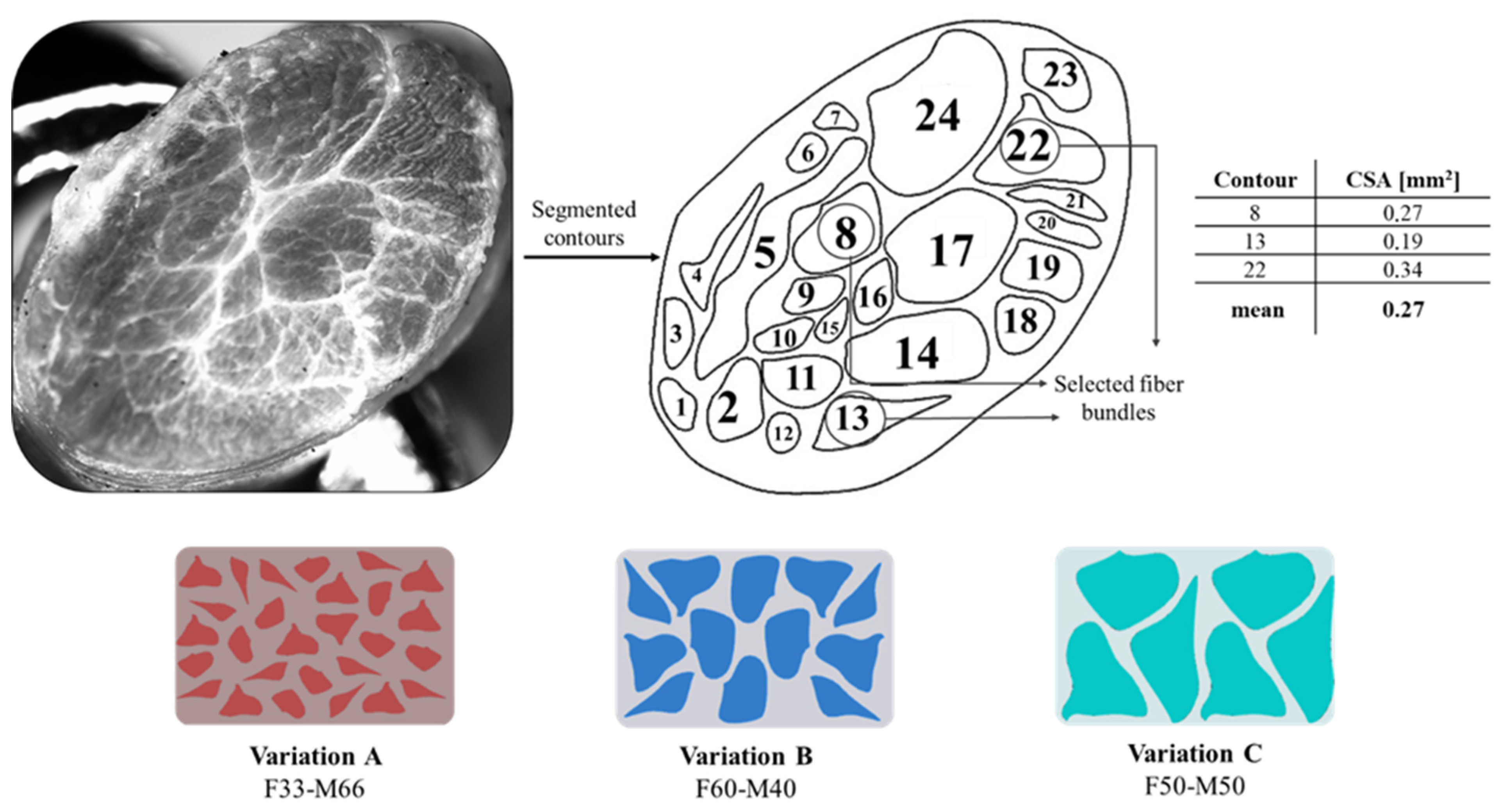
2.4. The Bio-Inspired Approach of Soft Tissue-Mimicking Specimens
2.5. Digital Image Correlation (DIC) Setup
2.6. Statistical Analysis
3. Results
3.1. Finite Element Analysis, Evaluation of Pattern Position Inside the Specimens, and the Stress Distribution
3.2. Mechanical Characterization of Base PolyJet Materials Agilus30™—TissueMatrix™
3.3. Mechanical Results of Soft Tissue-Mimicking Polymers
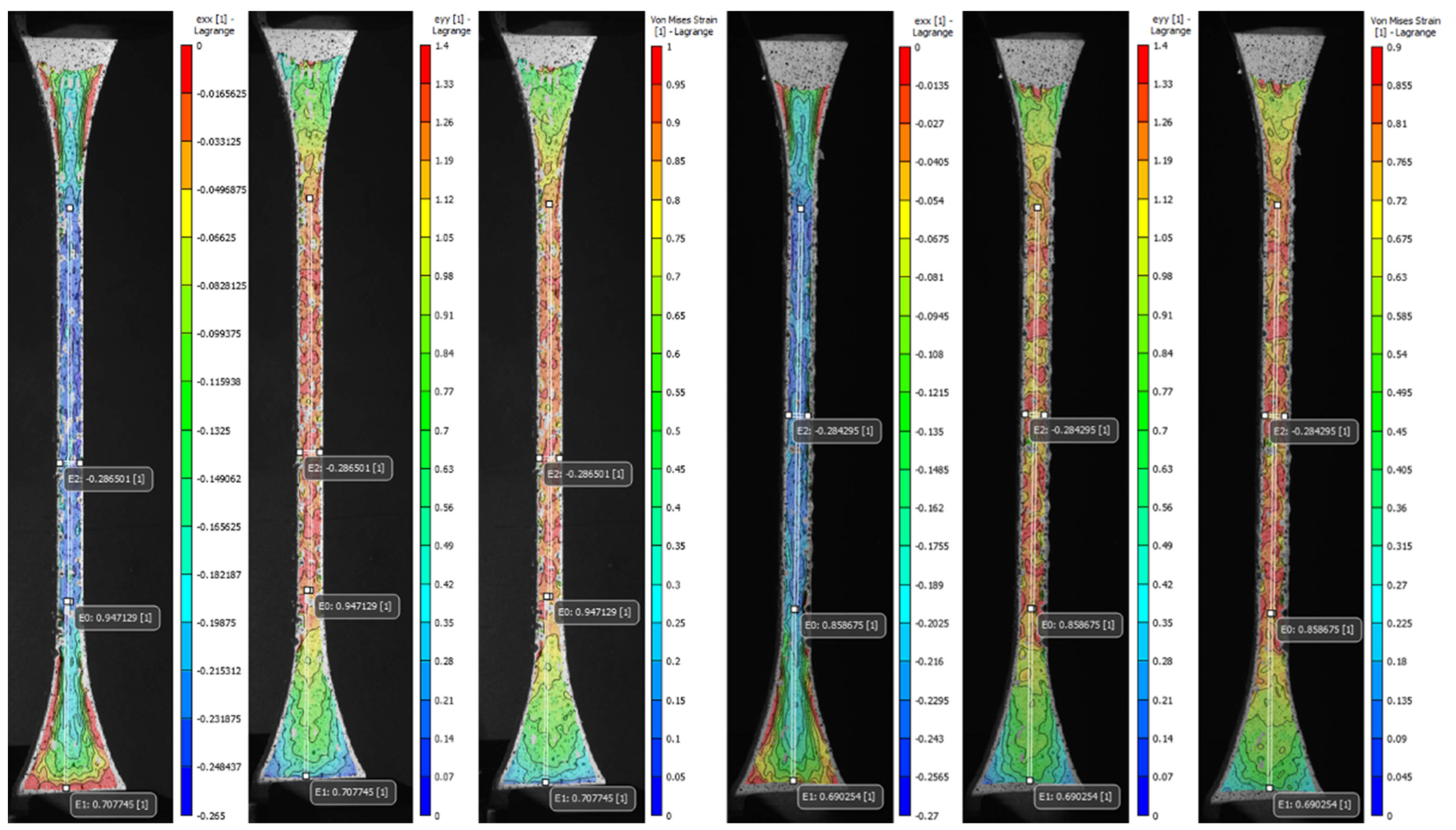
3.4. Digital Image Correlation Results of Soft Tissue-Mimicking Polymers
4. Discussion
4.1. Finite Element Analysis, Evaluation of Pattern Position inside the Specimens, the Stress Distribution Results
4.2. Mechanical Tensile Results Analysis
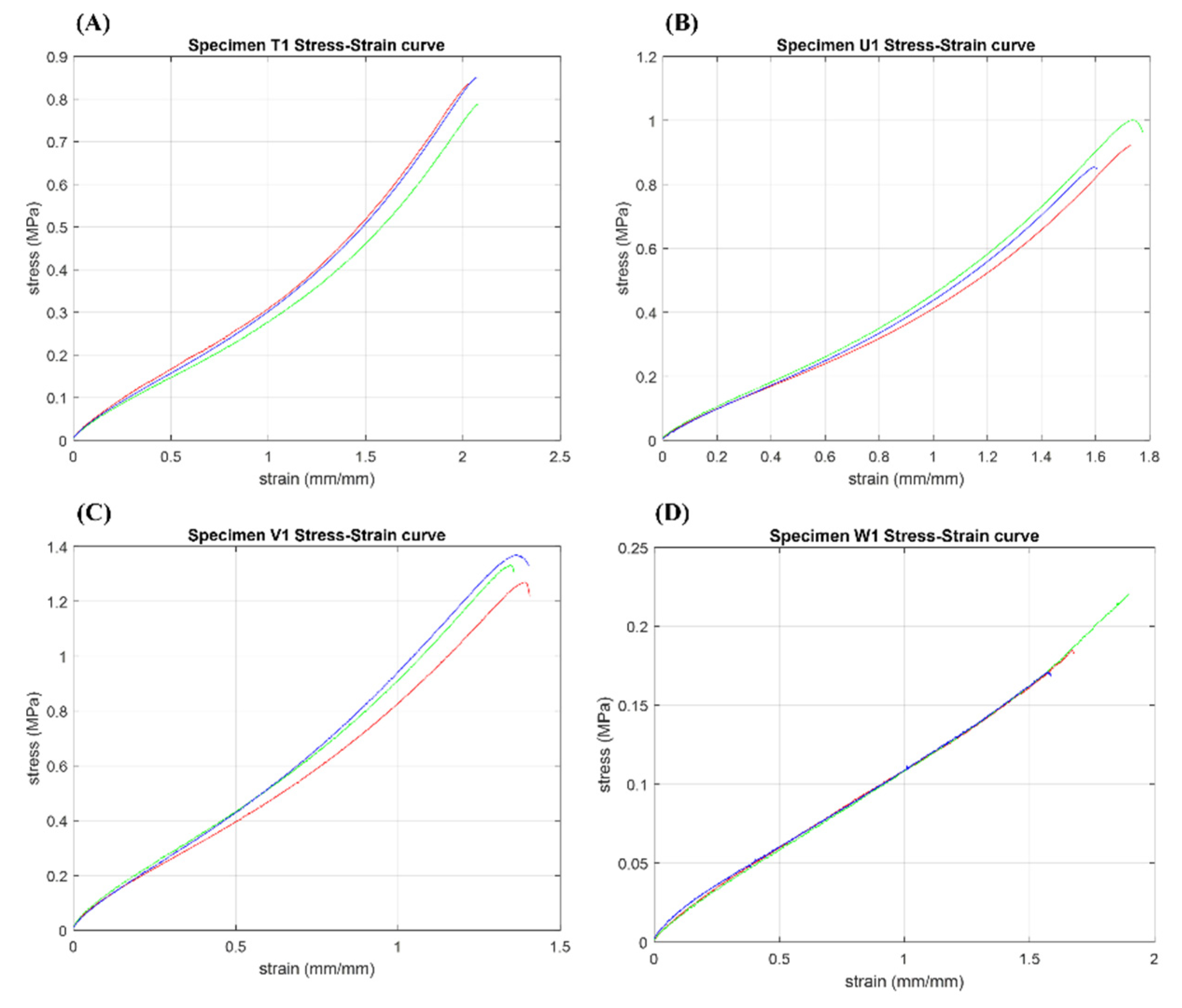
4.3. Stress–Strain Curves from Uni-Axial Tensile Test
4.4. Mechanical Tensile Results of Base PolyJet Materials
4.5. Mechanical Tensile Results of Tendon-Like Patterned Specimens
4.6. Mechanical Tensile Results of Tendon-Mimic Patterned Specimens
4.7. Mechanical Tensile Results of Bamboo-Like Patterned Specimens
4.8. Mechanical Tensile Results of Helix-Bamboo Patterned Specimens
4.9. Digital Image Correlation of the Soft Tissue-Mimicking Specimens
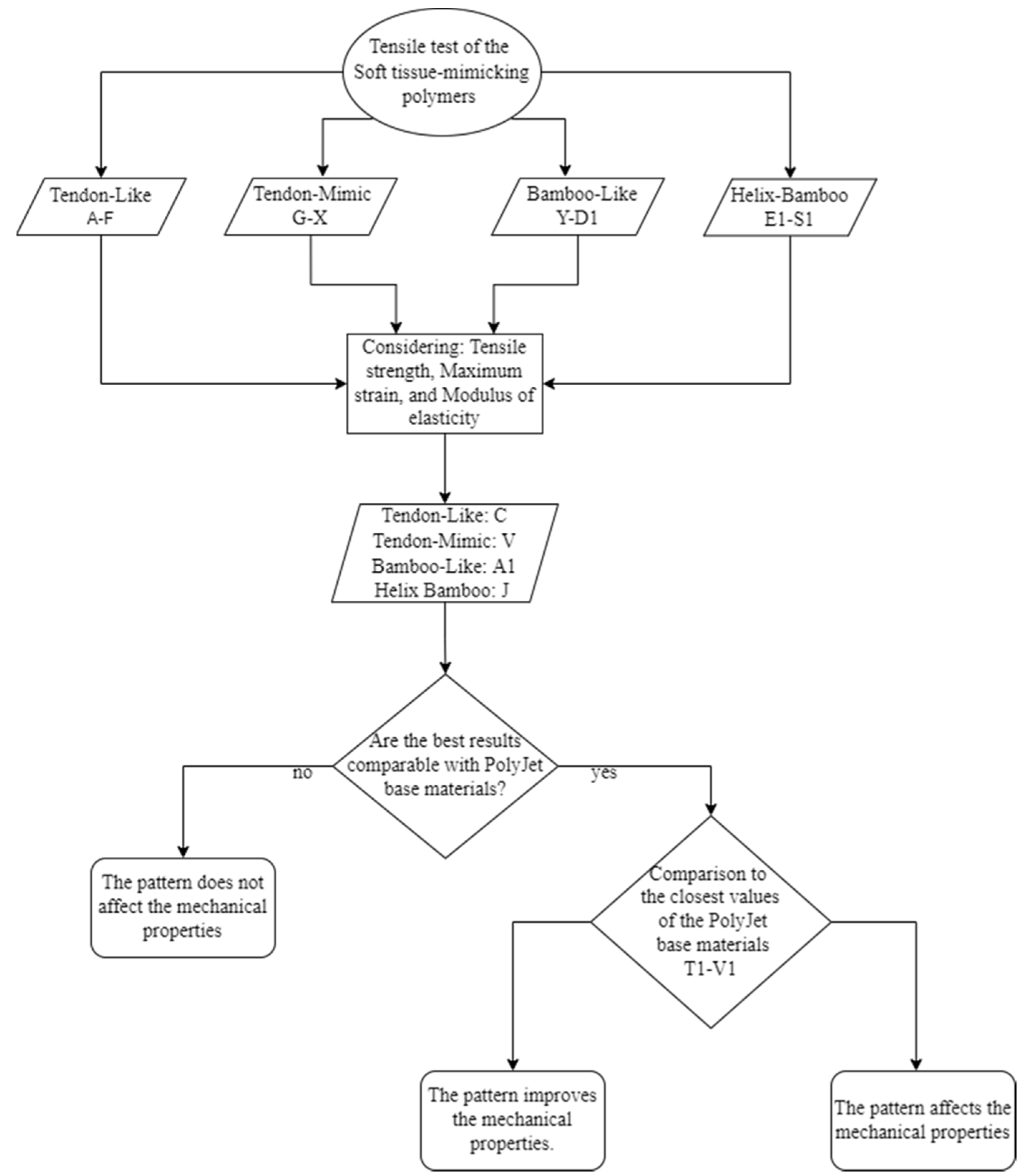
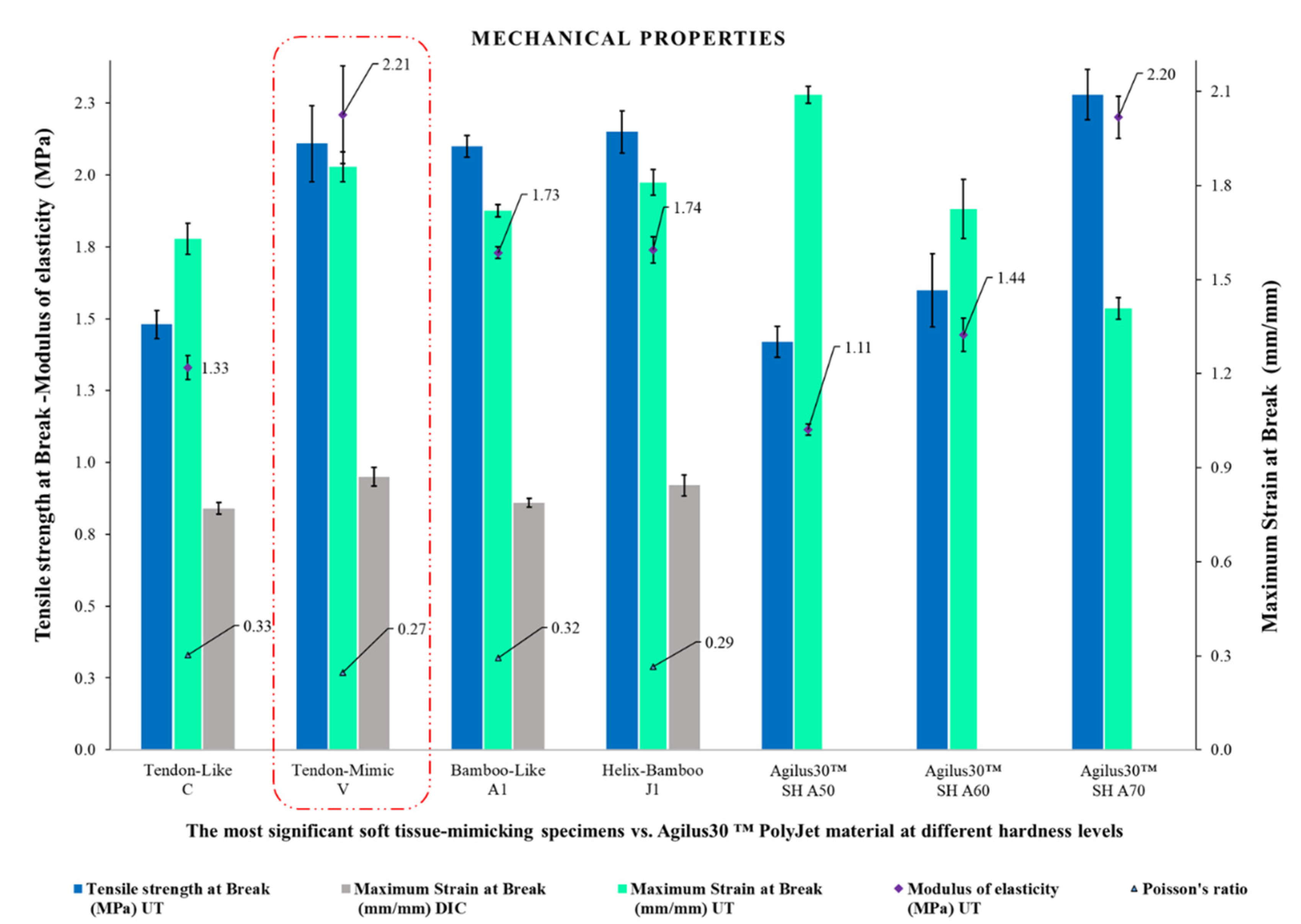
4.10. The Most Significant Soft Tissue-Mimicking Specimens, Comparative Analysis
5. Conclusions
- Results evidenced a difference in the mechanical properties of the specimens according to pattern type, proposed Shore A hardness combinations, and matrix-to-fiber ratio. The soft tissue-mimicking specimens V, J1, A1, and C were selected as the best ones for every type of pattern proposed. In particular, specimens V with a high Shore A value assigned to fibers with non-uniform morphology contained in a softer matrix allowed to obtain a comparable tensile strength at break and a higher total deformation of the specimen compared to the base material Agilus30™ A70. This configuration compensates for the reduced deformability/extensibility and/or reduced fatigue life of a possible single-material anatomical model using.
- The approach demonstrates the customization capacity and versatility of the J750™ DAP. This technology allowed to set different Shore A values to the various components of the pattern in combination with the design of bioinspired geometries, which led to superior mechanical behaviors compared to the base PolyJet materials with a fixed durometer. Our results followed a qualitative approach mimicking the mechanical response of tendon and ligament structures, these will be useful for the development of more accurate and realistic computational, and 3D printed soft tissue anatomical solutions mimicking something much closer to real tissues. Particularly, the major difference is in the initial portion of the stress–strain curve (toe region), this specific behavior unfortunately is not reproducible with the current approach; however, the scope of this research is focused on the global behavior at relatively large strains, thus not on the initial portion of the stress–strain curve.
- The J750™ DAP and its dedicated software provide the ability to create and fabricate high-fidelity anatomical and pathological models using sophisticated anatomical presets configured using material combinations and transitions that can vary in stiffness, flexibility, and density. Depending on the future application, the patterns explored in this study, in particular, the TM pattern could be included as an anatomical preset exploring the potential to fabricate 3D printed tendon and ligament structures with better mechanical characteristics than base PolyJet and composite materials.
- Thanks to its capabilities (high resolution and micrometric layer thickness), the J750™ DAP allowed for obtaining very precise repeatability of the mechanical tensile test (average std and CV% reported). At the same time, PolyJet technology enabled the creation of specimens with mechanical characteristics of tensile and performance customized that can fit specific research and clinical needs to the application to be achieved.
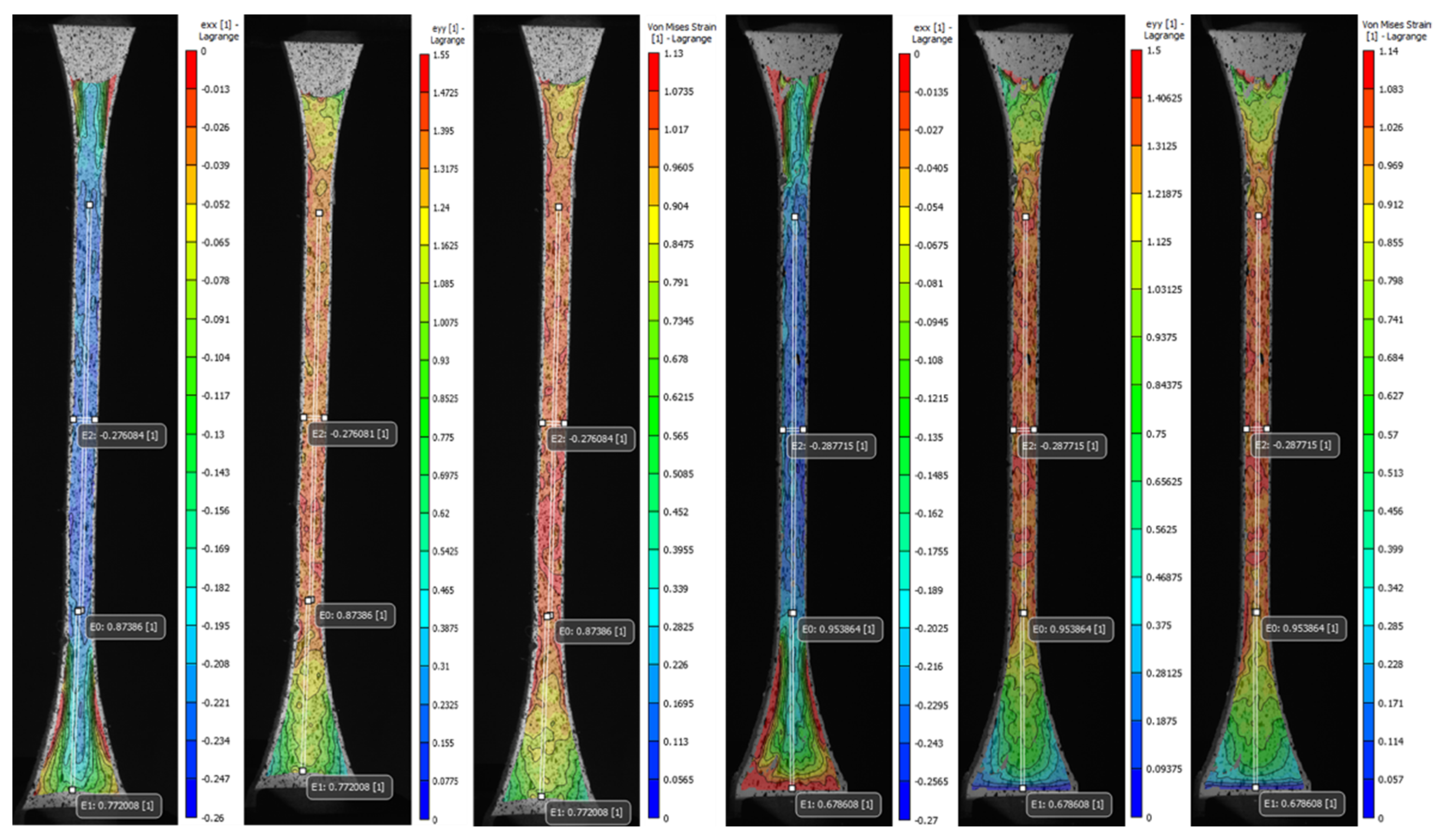
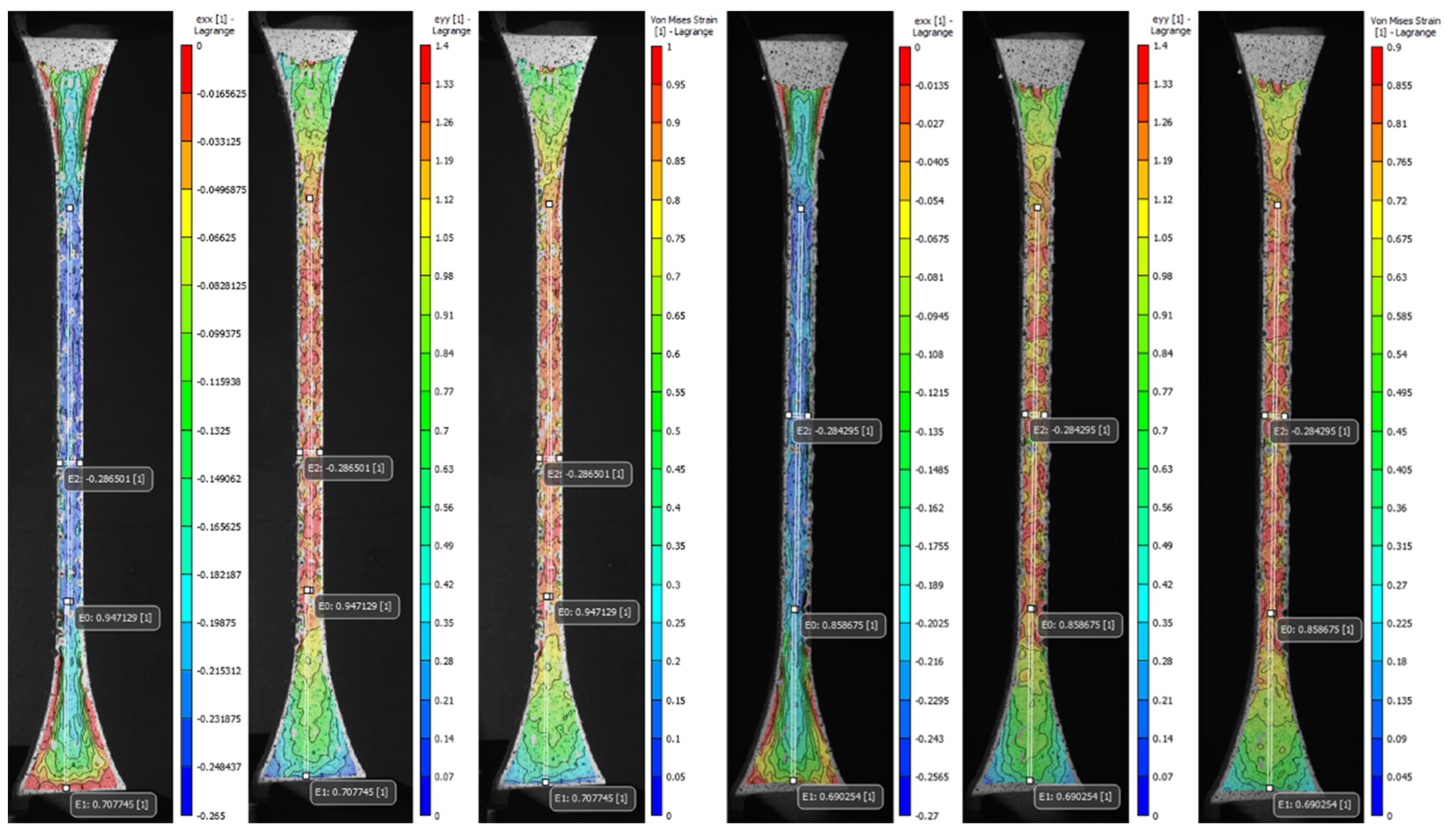
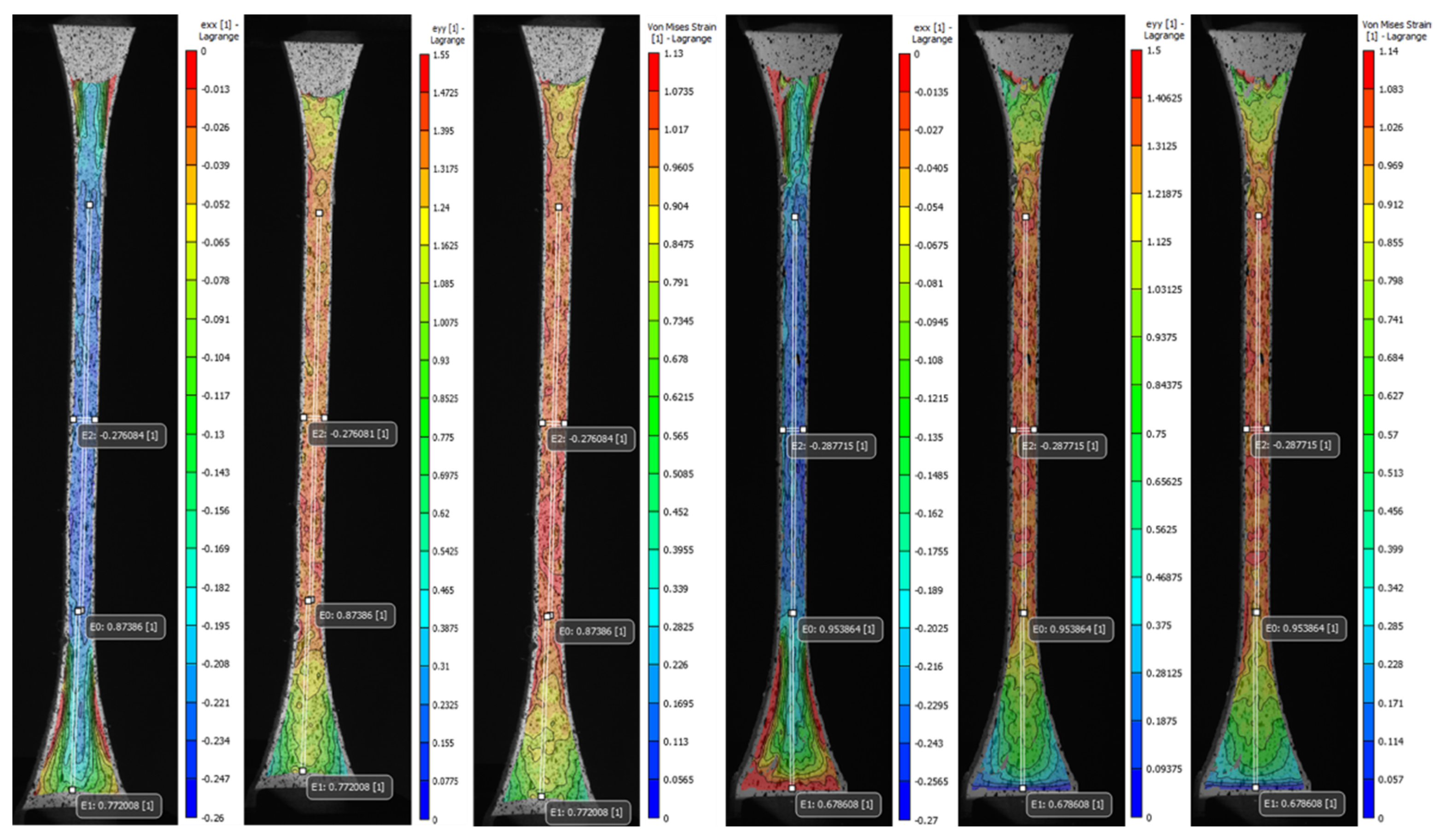
- ASTM standard test piece shapes used to determine the mechanical tensile properties of AM rubber-like materials may not be most appropriate for testing. As evidenced by the DIC results, the distal parts of the specimen presented significant deformations that are not considered for the determination of the mechanical properties according to the standard. Therefore, the development of new tensile specimen shapes or tensile test methods for 3D printed specimens that do not include variable CSA geometries may be required.
- Native tissues are complex and contain combinations of materials and transitions with one or more types of structural patterns that start from a constituent unit, often at the nanometric level, which is very challenging to mimic and manufacture. Knowledge of mechanical design parameters such as modulus of elasticity, tensile strength, maximum strain at break, and Poisson’s ratio is fundamental for characterizing and establishing new future similar approaches, including rubber-like PolyJet materials.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material (Specimen ID) | Tensile Strength at Break (MPa) | Maximum Strain at Break (mm/mm) | Modulus of Elasticity (MPa) | R2 | |||
|---|---|---|---|---|---|---|---|
| Mean ± Std | CV % | MEAN ± Std | CV % | Mean ± Std | CV % | ||
| Agilus30 A50 (T1) | 1.42 ± 0.05 | 3.78 | 2.09 ± 0.03 | 1.32 | 1.11 ± 0.02 | 1.68 | 0.97 |
| Agilus30 A60 (U1) | 1.60 ± 0.13 | 7.97 | 1.72 ± 0.09 | 5.44 | 1.44 ± 0.06 | 3.96 | 0.98 |
| Agilus30 A70 (V1) | 2.28 ± 0.09 | 3.80 | 1.41 ± 0.03 | 2.41 | 2.20 ± 0.07 | 3.36 | 0.99 |
| TissueMatrix (W1) | 0.33 ± 0.04 | 13.36 | 1.72 ± 0.16 | 9.26 | 0.24 ± 0.02 | 9.08 | 0.99 |
| Specimen ID | Pattern Type | Tensile Strength at Break (MPa) | Maximum Strain at Break (mm/mm) | Modulus of Elasticity (MPa) | R2 | |||
|---|---|---|---|---|---|---|---|---|
| Mean ± Std | CV % | Mean ± Std | CV % | Mean ± Std | CV % | |||
| A | Tendon-Like (TL) | 1.47 ± 0.17 | 11.3 | 1.67 ± 0.05 | 3.0 | 1.29 ± 0.18 | 13.94 | 0.98 |
| B | 1.21 ± 0.18 | 15.1 | 1.82 ± 0.03 | 1.8 | 0.95 ± 0.13 | 13.39 | 0.98 | |
| C | 1.48 ± 0.05 | 3.3 | 1.63 ± 0.05 | 3.0 | 1.33 ± 0.04 | 3.13 | 0.98 | |
| D | 1.13 ± 0.04 | 3.8 | 1.71 ± 0.07 | 3.9 | 0.91 ± 0.06 | 6.91 | 0.99 | |
| E | 1.38 ± 0.07 | 5.2 | 1.76 ± 0.09 | 4.9 | 1.16 ± 0.06 | 5.1 | 0.98 | |
| F | 1.12 ± 0.06 | 5.1 | 1.37 ± 0.05 | 3.8 | 1.01 ± 0.03 | 3.36 | 0.99 | |
| G | Tendon-Mimic (TM) | 1.24 ± 0.10 | 8.4 | 1.60 ± 0.09 | 5.3 | 1.14 ± 0.07 | 5.7 | 0.98 |
| H | 1.35 ± 0.09 | 6.7 | 1.87 ± 0.08 | 4.0 | 1.23 ± 0.07 | 5.4 | 0.97 | |
| I | 1.35 ± 0.02 | 1.5 | 1.24 ± 0.08 | 6.4 | 1.43 ± 0.03 | 2.4 | 0.99 | |
| J | 1.75 ± 0.13 | 7.6 | 1.88 ± 0.06 | 3.0 | 1.72 ± 0.09 | 5.1 | 0.96 | |
| K | 1.35 ± 0.05 | 3.6 | 1.24 ± 0.03 | 2.6 | 1.37 ± 0.07 | 4.9 | 0.99 | |
| L | 1.65 ± 0.12 | 7.5 | 1.59 ± 0.08 | 5.2 | 1.66 ± 0.08 | 5.0 | 0.98 | |
| M | 1.16 ± 0.02 | 1.4 | 1.67 ± 0.06 | 3.5 | 1.03 ± 0.03 | 3.0 | 0.98 | |
| N | 1.46 ± 0.14 | 9.5 | 1.90 ± 0.04 | 2.2 | 1.39 ± 0.11 | 8.1 | 0.96 | |
| O | 1.31 ± 0.03 | 2.1 | 1.35 ± 0.03 | 2.5 | 1.27 ± 0.06 | 5.1 | 0.99 | |
| P | 1.93 ± 0.03 | 1.3 | 1.80 ± 0.04 | 2.0 | 2.04 ± 0.07 | 3.3 | 0.96 | |
| Q | 1.40 ± 0.05 | 3.9 | 1.33 ± 0.07 | 5.5 | 1.43 ± 0.04 | 3.1 | 0.99 | |
| R | 1.91 ± 0.14 | 7.1 | 1.65 ± 0.06 | 3.5 | 2.06 ± 0.12 | 5.8 | 0.97 | |
| S | 0.95 ± 0.07 | 7.2 | 1.54 ± 0.07 | 4.7 | 0.88 ± 0.04 | 5.0 | 0.98 | |
| T | 1.44 ± 0.08 | 5.8 | 1.88 ± 0.06 | 3.4 | 1.40 ± 0.09 | 6.7 | 0.97 | |
| U | 1.14 ± 0.05 | 4.1 | 1.32 ± 0.01 | 1.0 | 1.13 ± 0.03 | 2.9 | 0.99 | |
| V | 2.11 ± 0.13 | 6.4 | 1.86 ± 0.05 | 2.7 | 2.21 ± 0.17 | 7.7 | 0.96 | |
| W | 1.26 ± 0.11 | 8.5 | 1.28 ± 0.02 | 1.4 | 1.26 ± 0.11 | 8.5 | 0.99 | |
| X | 1.98 ± 0.07 | 3.6 | 1.59 ± 0.02 | 1.1 | 2.12 ± 0.05 | 2.3 | 0.97 | |
| Y | Bamboo-Like (BL) | 2.04 ± 0.05 | 2.4 | 1.75 ± 0.07 | 3.8 | 1.64 ± 0.01 | 0.4 | 0.98 |
| Z | 1.70 ± 0.04 | 2.3 | 1.79 ± 0.04 | 2.1 | 1.33 ± 0.07 | 5.0 | 0.98 | |
| A1 | 2.08 ± 0.04 | 1.8 | 1.72 ± 0.02 | 1.2 | 1.73 ± 0.02 | 1.2 | 0.98 | |
| B1 | 1.58 ± 0.04 | 2.3 | 1.74 ± 0.03 | 1.6 | 1.25 ± 0.01 | 0.8 | 0.99 | |
| C1 | 1.79 ± 0.02 | 1.2 | 1.85 ± 0.02 | 1.1 | 1.43 ± 0.04 | 2.7 | 0.98 | |
| D1 | 1.76 ± 0.06 | 3.4 | 1.34 ± 0.02 | 1.2 | 1.60 ± 0.05 | 2.8 | 0.99 | |
| E1 | Helix-Bamboo (HB) | 1.54 ± 0.04 | 2.5 | 1.95 ± 0.02 | 1.2 | 1.24 ± 0.01 | 1.2 | 0.97 |
| F1 | 1.77 ± 0.07 | 3.9 | 1.96 ± 0.07 | 3.8 | 1.33 ± 0.01 | 0.6 | 0.98 | |
| G1 | 1.71 ± 0.10 | 5.7 | 1.86 ± 0.10 | 5.4 | 1.33 ± 0.00 | 0.1 | 0.98 | |
| H1 | 1.83 ± 0.05 | 2.9 | 1.88 ± 0.04 | 2.0 | 1.40 ± 0.02 | 1.2 | 0.98 | |
| J1 | 2.15 ± 0.07 | 3.4 | 1.81 ± 0.04 | 2.2 | 1.74 ± 0.05 | 2.7 | 0.97 | |
| K1 | 1.85 ± 0.06 | 3.2 | 1.88 ± 0.03 | 1.5 | 1.41 ± 0.04 | 3.1 | 0.98 | |
| L1 | 1.47 ± 0.02 | 1.7 | 1.90 ± 0.01 | 0.5 | 1.15 ± 0.02 | 2.2 | 0.98 | |
| M1 | 1.89 ± 0.03 | 1.4 | 1.90 ± 0.03 | 1.5 | 1.57 ± 0.04 | 2.3 | 0.97 | |
| N1 | 1.82 ± 0.02 | 1.0 | 1.92 ± 0.02 | 1.2 | 1.50 ± 0.03 | 1.9 | 0.97 | |
| O1 | 1.97 ± 0.02 | 1.0 | 1.87 ± 0.04 | 2.0 | 1.70 ± 0.05 | 2.7 | 0.97 | |
| P1 | 1.16 ± 0.07 | 6.0 | 1.23 ± 0.07 | 5.7 | 1.25 ± 0.06 | 4.6 | 0.99 | |
| Q1 | 1.15 ± 0.06 | 5.1 | 1.21 ± 0.06 | 4.8 | 1.23 ± 0.02 | 1.6 | 0.99 | |
| R1 | 1.53 ± 0.14 | 9.2 | 1.28 ± 0.06 | 4.6 | 1.52 ± 0.11 | 7.6 | 0.99 | |
| S1 | 1.38 ± 0.07 | 5.3 | 1.28 ± 0.05 | 4.0 | 1.40 ± 0.05 | 3.6 | 0.99 | |
| ID | exx (Transversal) | eyy (Longitudinal) | eeq (Von Mises) | E0 (L0 ≅ 33 mm) | E1 (L ≅ 16 mm) | E2 (L ≅ 6 mm) | ν | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Mean ± Std | CV % | Mean ± Std | CV % | Mean ± Std | CV % | Mean ± Std | CV % | Mean ± Std | CV % | Mean ± Std | CV % | ||
| C | −0.275 ± 0.007 | 2.5 | 1.393 ± 0.011 | 0.8 | 0.990 ± 0.017 | 1.7 | 0.842 ± 0.020 | 2.3 | 0.689 ± 0.018 | 2.6 | −0.282 ± 0.010 | 3.8 | 0.334 |
| V | −0.260 ± 0.001 | 0.4 | 1.533 ± 0.057 | 3.7 | 1.130 ± 0.001 | 0.08 | 0.953 ± 0.032 | 3.3 | 0.777 ± 0.020 | 2.5 | −0.264 ± 0.017 | 6.6 | 0.277 |
| A1 | −0.266 ± 0.005 | 1.9 | 1.40 ± 0.011 | 7.1 | 1 ± 0.050 | 5.0 | 0.866 ± 0.016 | 1.8 | 0.706 ± 0.040 | 5.7 | −0.280 ± 0.010 | 3.5 | 0.323 |
| J1 | −0.262 ± 0.009 | 3.4 | 1.50 ± 0.086 | 5.7 | 1.126 ± 0.030 | 0.2 | 0.923 ± 0.037 | 4.1 | 0.723 ± 0.023 | 3.2 | −0.276 ± 0.003 | 1.2 | 0.299 |
References
- Nikitichev, D.I.; Patel, P.; Avery, J.; Robertson, L.J.; Bucking, T.M.; Aristovich, K.Y.; Maneas, E.; Desjardins, A.E.; Vercauteren, T. Patient-Specific 3D Printed Models for Education, Research and Surgical Simulation. In 3D Printing; InTech: London, UK, 2018; Volume 6, p. 13. [Google Scholar]
- Dekker, T.J.; Steele, J.R.; Federer, A.E.; Hamid, K.S.; Adams, S.B. Use of Patient-Specific 3D-Printed Titanium Implants for Complex Foot and Ankle Limb Salvage, Deformity Correction, and Arthrodesis Procedures. Foot Ankle Int. 2018, 39, 916–921. [Google Scholar] [CrossRef] [PubMed]
- Aimar, A.; Palermo, A.; Innocenti, B. The Role of 3D Printing in Medical Applications: A State of the Art. Healthc. Eng. 2019, 2019, 10. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kholgh Eshkalak, S.; Rezvani Ghomi, E.; Dai, Y.; Choudhury, D.; Ramakrishna, S. The role of three-dimensional printing in healthcare and medicine. Mater. Des. 2020, 194, 108940. [Google Scholar] [CrossRef]
- Fan, D.; Li, Y.; Wang, X.; Zhu, T.; Wang, Q.; Cai, H.; Li, W.; Tian, Y.; Liu, Z. Progressive 3D Printing Technology and Its Application in Medical Materials. Front. Pharmacol. 2020, 11, 1–12. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Rengier, F.; Mehndiratta, A.; Von Tengg-Kobligk, H.; Zechmann, C.M.; Unterhinninghofen, R.; Kauczor, H.U.; Giesel, F.L. 3D printing based on imaging data: Review of medical applications. Int. J. Comput. Assist. Radiol. Surg. 2010, 5, 335–341. [Google Scholar] [CrossRef] [PubMed]
- Mcmenamin, P.G.; Quayle, M.R.; Mchenry, C.R.; Adams, J.W. The production of anatomical teaching resources using three-dimensional (3D) printing technology. Anat. Sci. Educ. 2014, 7, 479–486. [Google Scholar] [CrossRef]
- Tejo-Otero, A.; Buj-Corral, I.; Fenollosa-Artés, F. 3D Printing in Medicine for Preoperative Surgical Planning: A Review. Ann. Biomed. Eng. 2020, 48, 536–555. [Google Scholar] [CrossRef]
- Wang, Z.; Yang, Y. Application of 3D Printing in Implantable Medical Devices. Biomed Res. Int. 2021, 2021, 6653967. [Google Scholar] [CrossRef]
- Mills, D.K. Future Medicine: The Impact of 3D Printing. J. Nanomater. Mol. Nanotechnol. 2015, 3, 2. [Google Scholar] [CrossRef]
- Vukicevic, M.; Puperi, D.S.; Jane Grande-Allen, K.; Little, S.H. 3D Printed Modeling of the Mitral Valve for Catheter-Based Structural Interventions. Ann. Biomed. Eng. 2017, 45, 508–519. [Google Scholar] [CrossRef]
- Severseike, L.; Lee, V.; Brandon, T.; Bakken, C.; Bhatia, V. Polyjet 3D printing of tissue-mimicking materials: How well can 3D printed synthetic myocardium replicate mechanical properties of organic myocardium? bioRxiv 2019. [Google Scholar] [CrossRef]
- Birbara, N.S.; Otton, J.M.; Pather, N. 3D Modelling and Printing Technology to Produce Patient-Specific 3D Models. Heart Lung Circ. 2019, 28, 302–313. [Google Scholar] [CrossRef] [PubMed]
- Montigaud, Y.; Périnel, S.; Dubus, J.C.; Leclerc, L.; Suau, M.; Goy, C.; Clotagatide, A.; Prévôt, N.; Pourchez, J. Development of an ex vivo respiratory pediatric model of bronchopulmonary dysplasia for aerosol deposition studies. Sci. Rep. 2019, 9, 5720. [Google Scholar] [CrossRef] [Green Version]
- Hopfner, C.; Jakob, A.; Tengler, A.; Grab, M.; Thierfelder, N.; Brunner, B.; Thierij, A.; Haas, N.A. Design and 3D printing of variant pediatric heart models for training based on a single patient scan. 3D Print. Med. 2021, 7, 25. [Google Scholar] [CrossRef]
- Garcia, J.; Yang, Z.L.; Mongrain, R.; Leask, R.L.; Lachapelle, K. 3D printing materials and their use in medical education: A review of current technology and trends for the future. BMJ Simul. Technol. Enhanc. Learn. 2018, 4, 27–40. [Google Scholar] [CrossRef]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Taormina, G.; Sciancalepore, C.; Messori, M.; Bondioli, F. 3D printing processes for photocurable polymeric materials: Technologies, materials, and future trends. J. Appl. Biomater. Funct. Mater. 2018, 16, 151–160. [Google Scholar] [CrossRef] [Green Version]
- Quan, H.; Zhang, T.; Xu, H.; Luo, S.; Nie, J.; Zhu, X. Photo-curing 3D printing technique and its challenges. Bioact. Mater. 2020, 5, 110–115. [Google Scholar] [CrossRef] [PubMed]
- Arefin, A.M.E.; Khatri, N.R.; Kulkarni, N.; Egan, P.F. Polymer 3D printing review: Materials, process, and design strategies for medical applications. Polymers 2021, 13, 1499. [Google Scholar] [CrossRef]
- Sampson, K.L.; Deore, B.; Go, A.; Nayak, M.A.; Orth, A.; Gallerneault, M.; Malenfant, P.R.L.; Paquet, C. Multimaterial Vat Polymerization Additive Manufacturing. ACS Appl. Polym. Mater. 2021, 3, 4304–4324. [Google Scholar] [CrossRef]
- Sepasgozar, S.M.E.; Shi, A.; Yang, L.; Shirowzhan, S.; Edwards, D.J. Additive manufacturing applications for industry 4.0: A systematic critical review. Buildings 2020, 10, 231. [Google Scholar] [CrossRef]
- Riccio, C.; Civera, M.; Ruiz, O.G.; Pedullà, P.; Reinoso, M.R.; Tommasi, G.; Vollaro, M.; Burgio, V.; Surace, C. Effects of Curing on Photosensitive Resins in SLA Additive Manufacturing. Appl. Mech. 2021, 2, 942–955. [Google Scholar] [CrossRef]
- Kwon, J.; Choi, J.; Lee, S.; Kim, M.; Park, Y.K.; Park, D.H.; Kim, N. Modelling and manufacturing of 3D-printed, patient-specific, and anthropomorphic gastric phantoms: A pilot study. Sci. Rep. 2020, 10, 18976. [Google Scholar] [CrossRef]
- Chen, J.V.; Dang, A.B.C.; Dang, A. Comparing cost and print time estimates for six commercially-available 3D printers obtained through slicing software for clinically relevant anatomical models. 3D Print. Med. 2021, 7, 1. [Google Scholar] [CrossRef] [PubMed]
- Dizon, J.R.C.; Espera, A.H.; Chen, Q.; Advincula, R.C. Mechanical characterization of 3D-printed polymers. Addit. Manuf. 2018, 20, 44–67. [Google Scholar] [CrossRef]
- Ni, J.; Li, D.; Mao, M.; Dang, X.; Wang, K.; He, J.; Shi, Z. A Method of Accurate Bone Tunnel Placement for Anterior Cruciate Ligament Reconstruction Based on 3-Dimensional Printing Technology: A Cadaveric Study. Arthrosc. J. Arthrosc. Relat. Surg. 2018, 34, 546–556. [Google Scholar] [CrossRef]
- Merceron, T.K.; Burt, M.; Seol, Y.J.; Kang, H.W.; Lee, S.J.; Yoo, J.J.; Atala, A. A 3D bioprinted complex structure for engineering the muscle-tendon unit. Biofabrication 2015, 7, 035003. [Google Scholar] [CrossRef]
- Mao, H.; Yang, L.; Zhu, H.; Wu, L.; Ji, P.; Yang, J.; Gu, Z. Recent advances and challenges in materials for 3D bioprinting. Prog. Nat. Sci. Mater. Int. 2020, 30, 618–634. [Google Scholar] [CrossRef]
- Dykstra, D.M.J.; Busink, J.; Ennis, B.; Coulais, C. Viscoelastic snapping metamaterials. J. Appl. Mech. Trans. ASME 2019, 86, 111012. [Google Scholar] [CrossRef] [Green Version]
- Wei, X.; Bhardwaj, A.; Shih, C.C.; Zeng, L.; Tai, B.; Pei, Z. Experimental investigation of stratasys J750 polyjet printer: Effects of orientation and layer thickness on mechanical properties. In Proceedings of the ASME 2019 14th International Manufacturing Science and Engineering Conference, Erie, PA, USA, 10–14 June 2019. [Google Scholar]
- Tee, Y.L.; Peng, C.; Pille, P.; Leary, M.; Tran, P. PolyJet 3D Printing of Composite Materials: Experimental and Modelling Approach. Jom 2020, 72, 1105–1117. [Google Scholar] [CrossRef]
- Pajonk, A.; Prieto, A.; Blum, U.; Knaack, U. Multi-material additive manufacturing in architecture and construction: A review. J. Build. Eng. 2021, 45, 103603. [Google Scholar] [CrossRef]
- Sparks, A.J.; Smith, C.M.; Allman, A.B.; Senko, J.L.; Meess, K.M.; Ducharme, R.W.; Springer, M.E.; Waqas, M.; Siddiqui, A.H. Compliant vascular models 3D printed with the Stratasys J750: A direct characterization of model distensibility using intravascular ultrasound. 3D Print. Med. 2021, 7, 28. [Google Scholar] [CrossRef] [PubMed]
- Hadisi, Z.; Walsh, T.; Hossein Dabiri, S.M.; Seyfoori, A.; Godeau, B.; Charest, G.; Fortin, D.; Akbari, M. 3D printing for the future of medicine. J. 3D Print. Med. 2020, 4, 45–67. [Google Scholar] [CrossRef]
- Gay, P.; Blanco, D.; Pelayo, F.; Noriega, A.; Fernández, P. Analysis of Factors Influencing the Mechanical Properties of Flat PolyJet Manufactured Parts. Procedia Eng. 2015, 132, 70–77. [Google Scholar] [CrossRef] [Green Version]
- Bezek, L.B.; Cauchi, M.P.; De Vita, R.; Foerst, J.R.; Williams, C.B. 3D printing tissue-mimicking materials for realistic transseptal puncture models. J. Mech. Behav. Biomed. Mater. 2020, 110, 103971. [Google Scholar] [CrossRef]
- Reinoso, M.R.; Civera, M.; Burgio, V.; Bergamin, F.; Grimaldo Ruiz, O.; Pugno, N.M.; Surace, C. 3D printing and testing of rose thorns or limpet teeth inspired anchor device for tendon tissue repair. Acta Bioeng. Biomech. 2021, 23. Available online: https://www.actabio.pwr.wroc.pl/Vol23No4/66.pdf (accessed on 15 May 2022).
- Tee, Y.L.; Tran, P.; Leary, M.; Pille, P.; Brandt, M. 3D Printing of polymer composites with material jetting: Mechanical and fractographic analysis. Addit. Manuf. 2020, 36, 101558. [Google Scholar] [CrossRef]
- Ruiz, O.G. Multi-color and Multi-Material 3D Printing of Knee Joint models. 3D Print. Med. 2021, 7, 12. [Google Scholar] [CrossRef]
- Abayazid, F.F.; Ghajari, M. Material characterisation of additively manufactured elastomers at different strain rates and build orientations. Addit. Manuf. 2020, 33, 101160. [Google Scholar] [CrossRef]
- Yoo, S.J.; Hussein, N.; Peel, B.; Coles, J.; van Arsdell, G.S.; Honjo, O.; Haller, C.; Lam, C.Z.; Seed, M.; Barron, D. 3D Modeling and Printing in Congenital Heart Surgery: Entering the Stage of Maturation. Front. Pediatr. 2021, 9, 1–11. [Google Scholar] [CrossRef]
- Ali, A.; Wahab, R.; Huynh, J.; Wake, N.; Mahoney, M. Imaging properties of 3D printed breast phantoms for lesion localization and Core needle biopsy training. 3D Print. Med. 2020, 6, 4. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Heo, H.; Jin, Y.; Yang, D.; Wier, C.; Minard, A.; Dahotre, N.B.; Neogi, A. Manufacturing and characterization of hybrid bulk voxelated biomaterials printed by digital anatomy 3d printing. Polymers 2021, 13, 123. [Google Scholar] [CrossRef] [PubMed]
- Tino, R.; Leary, M.; Yeo, A.; Kyriakou, E.; Kron, T.; Brandt, M. Additive manufacturing in radiation oncology: A review of clinical practice, emerging trends and research opportunities. Int. J. Extrem. Manuf. 2020, 2, 012003. [Google Scholar] [CrossRef]
- Tejo-Otero, A.; Buj-Corral, I.; Fenollosa-Artés, F.; Alexander, A.E.; Wake, N.; Chepelev, L.; Brantner, P.; Ryan, J.; Wang, K.C.; Study, C.; et al. Beautiful and Functional: A Review of Biomimetic Design in Additive Manufacturing. Addit. Manuf. 2020, 7, 1–14. [Google Scholar]
- Zhang, Q.; Mao, J.; Li, C.; Han, H.; Lin, J.; Wang, F.; Wang, L. Bamboo-inspired lightweight tape suture with hollow and porous structure for tendon repair. Mater. Des. 2020, 193, 108843. [Google Scholar] [CrossRef]
- Wegst, U.G.K.; Bai, H.; Saiz, E.; Tomsia, A.P.; Ritchie, R.O. Bioinspired structural materials. Nat. Mater. 2015, 14, 23–36. [Google Scholar] [CrossRef]
- Jiang, H.; Barbenchon, L.L.; Bednarcyk, B.A.; Scarpa, F.; Chen, Y. Bioinspired multilayered cellular composites with enhanced energy absorption and shape recovery. Addit. Manuf. 2020, 36, 101430. [Google Scholar] [CrossRef]
- Naleway, S.E.; Porter, M.M.; McKittrick, J.; Meyers, M.A. Structural Design Elements in Biological Materials: Application to Bioinspiration. Adv. Mater. 2015, 27, 5455–5476. [Google Scholar] [CrossRef] [Green Version]
- Studart, A.R. Towards high-performance bioinspired composites. Adv. Mater. 2012, 24, 5024–5044. [Google Scholar] [CrossRef]
- Li, X.; He, J.; Zhang, W.; Jiang, N.; Li, D. Additive manufacturing of biomedical constructs with biomimetic structural organizations. Materials 2016, 9, 909. [Google Scholar] [CrossRef] [Green Version]
- Seidi, A.; Ramalingam, M.; Elloumi-Hannachi, I.; Ostrovidov, S.; Khademhosseini, A. Gradient biomaterials for soft-to-hard interface tissue engineering. Acta Biomater. 2011, 7, 1441–1451. [Google Scholar] [CrossRef] [PubMed]
- Powell, S.K.; Cruz, R.L.J.; Ross, M.T.; Woodruff, M.A. Past, Present, and Future of Soft-Tissue Prosthetics: Advanced Polymers and Advanced Manufacturing. Adv. Mater. 2020, 32, 2001122. [Google Scholar] [CrossRef] [PubMed]
- Frank, C.B. Ligament structure, physiology and function. J. Musculoskelet. Neuronal Interact. 2004, 4, 199–201. [Google Scholar] [PubMed]
- Jiang, X.; Wu, S.; Kuss, M.; Kong, Y.; Shi, W.; Streubel, P.N.; Li, T.; Duan, B. 3D printing of multilayered scaffolds for rotator cuff tendon regeneration. Bioact. Mater. 2020, 5, 636–643. [Google Scholar] [CrossRef]
- Burgio, V.; Civera, M.; Reinoso, M.R.; Pizzolante, E.; Prezioso, S.; Bertuglia, A.; Surace, C. Mechanical Properties of Animal Tendons: A Review and Comparative Study for the Identification of the Most Suitable Human Tendon Surrogates. Process 2022, 10, 485. [Google Scholar] [CrossRef]
- Tang, S.Y. Natural composites: The structure-function relationships of bone, cartilage, tendon/ligament, and the intervertebral disc. Biomed. Compos. 2017, 1–16. [Google Scholar]
- Pitaru, A.A.; Lacombe, J.G.; Cooke, M.E.; Beckman, L.; Steffen, T.; Weber, M.H.; Martineau, P.A.; Rosenzweig, D.H. Investigating commercial filaments for 3D printing of stiff and elastic constructs with ligament-like mechanics. Micromachines 2020, 11, 846. [Google Scholar] [CrossRef]
- Touré, A.B.R.; Mele, E.; Christie, J.K. Multi-layer scaffolds of poly(Caprolactone), poly(glycerol sebacate) and bioactive glasses manufactured by combined 3d printing and electrospinning. Nanomaterials 2020, 10, 626. [Google Scholar] [CrossRef] [Green Version]
- Zhang, D.; Arola, D.D. Applications of digital image correlation to biological tissues. J. Biomed. Opt. 2004, 9, 691. [Google Scholar] [CrossRef]
- McCormick, N.; Lord, J. Digital image correlation. Mater. Today 2010, 13, 52–54. [Google Scholar] [CrossRef]
- Palanca, M.; Tozzi, G.; Cristofolini, L. The use of digital image correlation in the biomechanical area: A review. Int. Biomech. 2016, 3, 1–21. [Google Scholar] [CrossRef]
- Schnittker, K.; Arrieta, E.; Jimenez, X.; Espalin, D.; Wicker, R.B.; Roberson, D.A. Integrating digital image correlation in mechanical testing for the materials characterization of big area additive manufacturing feedstock. Addit. Manuf. 2019, 26, 129–137. [Google Scholar] [CrossRef]
- Grazzini, A.; Lacidogna, G.; Zerbinatti, M.; Fasana, S.; Vecchio, F. Digital image correlation applied to lime-based mortars: Shrinkage tests for durability evaluations in restoration works. Dev. Built Environ. 2022, 10, 100070. [Google Scholar] [CrossRef]
- Stratasys Ltd. Agilus30 Material Data Sheet. 2018, 5000, 76124. Available online: https://www.sys-uk.com/wp-content/uploads/2020/06/agilus30-material-data-sheet.pdf (accessed on 15 May 2022).
- Han, Y.; Liu, C.; Ma, S.; Lu, J.; Liu, Y.; Lu, W. Structural Design of Nonuniform Metasurface to Mimic the Deformation Behavior of Human Skin at Highly-Stretched Joint Area. 2018. Available online: https://www.sci-en-tech.com/ICCM2019/PDFs/4149-13242-1-PB.pdf (accessed on 15 May 2022).
- Özer Kaya, D. Architecture of Tendon and Ligament and Their Adaptation to Pathological Conditions; Academic Press: Cambridge, MA, USA, 2020; Chapter 9; pp. 115–147. ISBN 9780128121627. [Google Scholar]
- Sensini, A.; Cristofolini, L. Biofabrication of electrospun scaffolds for the regeneration of tendons and ligaments. Materials 2018, 11, 1963. [Google Scholar] [CrossRef] [Green Version]
- Ortiz, C.; Boyce, M.C. Materials science: Bioinspired structural materials. Science 2008, 319, 1053–1054. [Google Scholar] [CrossRef] [PubMed]
- Li, S.H.; Zeng, Q.Y.; Xiao, Y.L.; Fu, S.Y.; Zhou, B.L. Biomimicry of bamboo bast fiber with engineering composite materials. Mater. Sci. Eng. C 1995, 3, 125–130. [Google Scholar] [CrossRef]
- Slesarenko, V.; Rudykh, S. Towards mechanical characterization of soft digital materials for multimaterial 3D-printing. Int. J. Eng. Sci. 2018, 123, 62–72. [Google Scholar] [CrossRef] [Green Version]
- Akbari, S.; Sakhaei, A.H.; Kowsari, K.; Yang, B.; Serjouei, A.; Yuanfang, Z.; Ge, Q. Enhanced multimaterial 4D printing with active hinges. Smart Mater. Struct. 2018, 27, 065027. [Google Scholar] [CrossRef]
- Biewener, A.A. Tendons and ligaments: Structure, mechanical behavior and biological function. In Collagen: Structure and Mechanics, an Introduction; Springer: Boston, MA, USA, 2008; pp. 269–284. [Google Scholar]
- Alshomer, F.; Chaves, C.; Kalaskar, D.M. Advances in Tendon and Ligament Tissue Engineering: Materials Perspective. J. Mater. 2018, 2018, 9868151. [Google Scholar] [CrossRef] [Green Version]
- De Santis, R.; Sarracino, F.; Mollica, F.; Netti, P.A.; Ambrosio, L.; Nicolais, L. Continuous fibre reinforced polymers as connective tissue replacement. Compos. Sci. Technol. 2004, 64, 861–871. [Google Scholar] [CrossRef]
- Iannace, S.; Sabatini, G.; Ambrosio, L.; Nicolais, L. Mechanical behaviour of composite artificial tendons and ligaments. Biomaterials 1995, 16, 675–680. [Google Scholar] [CrossRef]





| Pattern Type | Specimen ID | Inner Layer | Middle Layer | Outer Layer | Matrix |
|---|---|---|---|---|---|
| Tendon-Like (TL) | A | 50 | 60 | 70 | 60 |
| B | 70 | 60 | 50 | 60 | |
| C | 70 | 60 | 70 | 60 | |
| D | 50 | 60 | 50 | 60 | |
| E | 70 | 50 | 70 | 50 | |
| F | 50 | 70 | 50 | 70 |
| Pattern Type | Variant % | Specimen ID | Fiber | Matrix |
|---|---|---|---|---|
| Tendon-Mimic (TM) | Fiber 33% Matrix 66% | G | 50 | 60 |
| H | 60 | 50 | ||
| I | 50 | 70 | ||
| J | 70 | 50 | ||
| K | 60 | 70 | ||
| L | 70 | 60 | ||
| Fiber 50% Matrix 50% | M | 50 | 60 | |
| N | 60 | 50 | ||
| O | 50 | 70 | ||
| P | 70 | 50 | ||
| Q | 60 | 70 | ||
| R | 70 | 60 | ||
| Fiber 60% Matrix 40% | S | 50 | 60 | |
| T | 60 | 50 | ||
| U | 50 | 70 | ||
| V | 70 | 50 | ||
| W | 60 | 70 | ||
| X | 70 | 60 |
| Pattern Type | Specimen ID | Inner Layer | Middle Layer | Outer Layer | Matrix |
|---|---|---|---|---|---|
| Bamboo-Like (BL) | Y | 50 | 60 | 70 | 60 |
| Z | 70 | 60 | 50 | 60 | |
| A1 | 70 | 60 | 70 | 60 | |
| B1 | 50 | 60 | 50 | 60 | |
| C1 | 70 | 50 | 70 | 50 | |
| D1 | 50 | 70 | 50 | 70 |
| Pattern Type | Specimen ID | Fiber and Matrix | Inner Layer | Middle Layer | Outer Layer |
|---|---|---|---|---|---|
| Helix-Bamboo (HB) | E1 | 50 | 60 | 50 | 60 |
| F1 | 60 | 70 | 60 | ||
| G1 | 70 | 50 | 70 | ||
| H1 | 70 | 60 | 70 | ||
| J1 | 60 | 50 | 60 | 70 | |
| K1 | 70 | 60 | 50 | ||
| L1 | 50 | 60 | 50 | ||
| M1 | 70 | 50 | 70 | ||
| N1 | 50 | 70 | 50 | ||
| O1 | 70 | 60 | 70 | ||
| P1 | 70 | 50 | 60 | 50 | |
| Q1 | 50 | 70 | 50 | ||
| R1 | 60 | 50 | 60 | ||
| S1 | 60 | 70 | 60 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Grimaldo Ruiz, O.; Rodriguez Reinoso, M.; Ingrassia, E.; Vecchio, F.; Maniero, F.; Burgio, V.; Civera, M.; Bitan, I.; Lacidogna, G.; Surace, C. Design and Mechanical Characterization Using Digital Image Correlation of Soft Tissue-Mimicking Polymers. Polymers 2022, 14, 2639. https://doi.org/10.3390/polym14132639
Grimaldo Ruiz O, Rodriguez Reinoso M, Ingrassia E, Vecchio F, Maniero F, Burgio V, Civera M, Bitan I, Lacidogna G, Surace C. Design and Mechanical Characterization Using Digital Image Correlation of Soft Tissue-Mimicking Polymers. Polymers. 2022; 14(13):2639. https://doi.org/10.3390/polym14132639
Chicago/Turabian StyleGrimaldo Ruiz, Oliver, Mariana Rodriguez Reinoso, Elena Ingrassia, Federico Vecchio, Filippo Maniero, Vito Burgio, Marco Civera, Ido Bitan, Giuseppe Lacidogna, and Cecilia Surace. 2022. "Design and Mechanical Characterization Using Digital Image Correlation of Soft Tissue-Mimicking Polymers" Polymers 14, no. 13: 2639. https://doi.org/10.3390/polym14132639
APA StyleGrimaldo Ruiz, O., Rodriguez Reinoso, M., Ingrassia, E., Vecchio, F., Maniero, F., Burgio, V., Civera, M., Bitan, I., Lacidogna, G., & Surace, C. (2022). Design and Mechanical Characterization Using Digital Image Correlation of Soft Tissue-Mimicking Polymers. Polymers, 14(13), 2639. https://doi.org/10.3390/polym14132639