


Experimental Evaluation of Carbon Reinforced TRC with Cement Suspension Matrix at Elevated Temperature

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
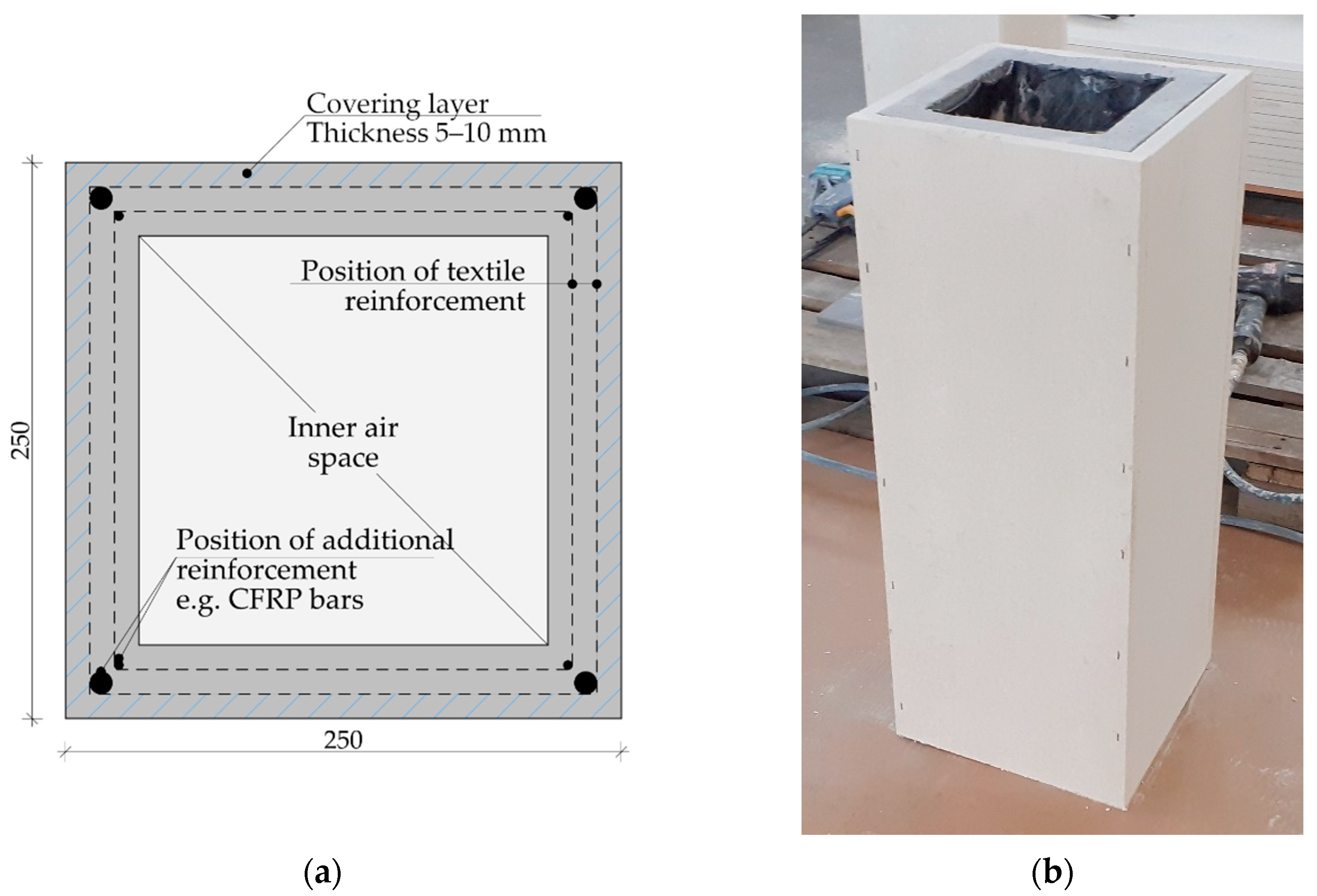
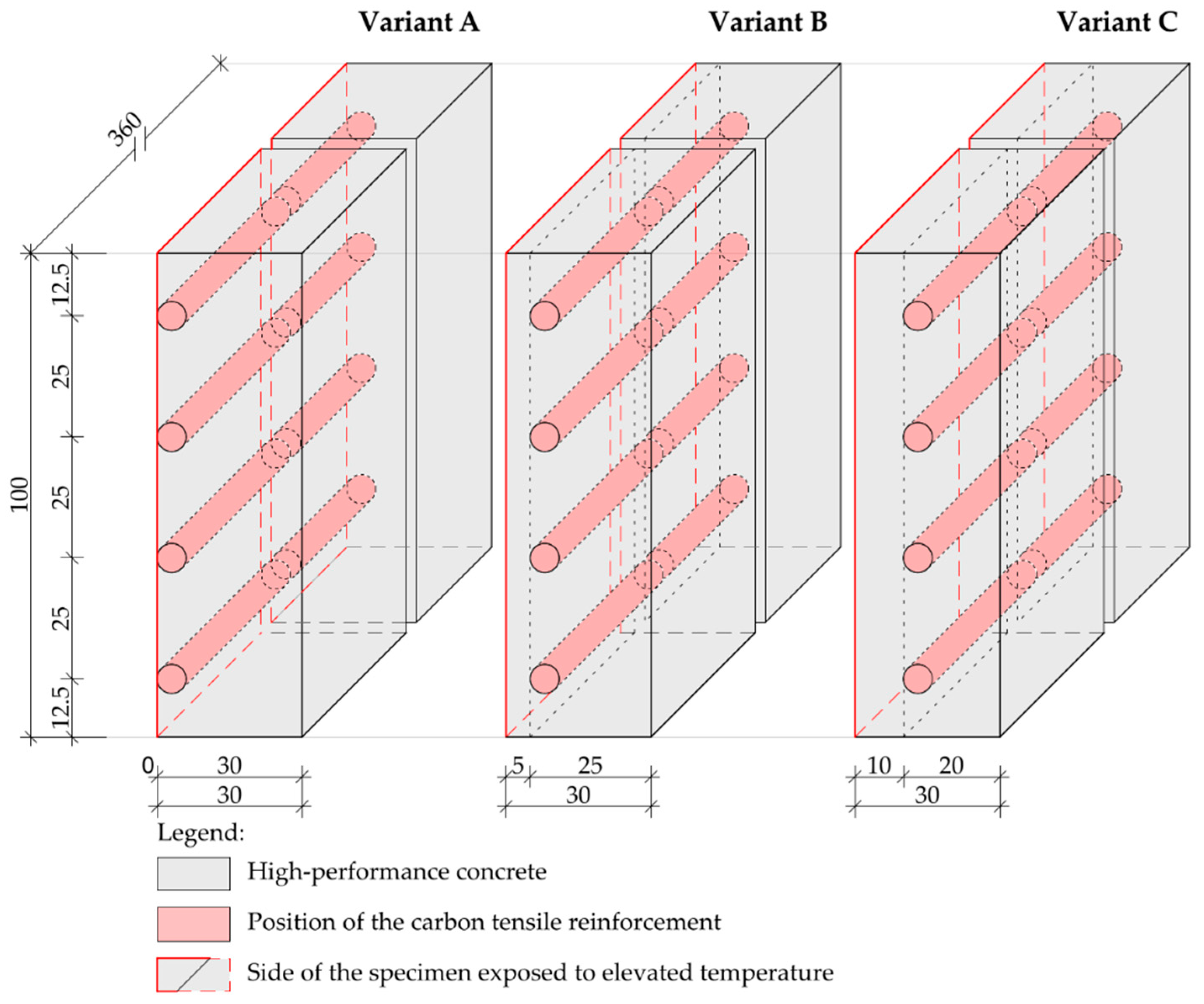
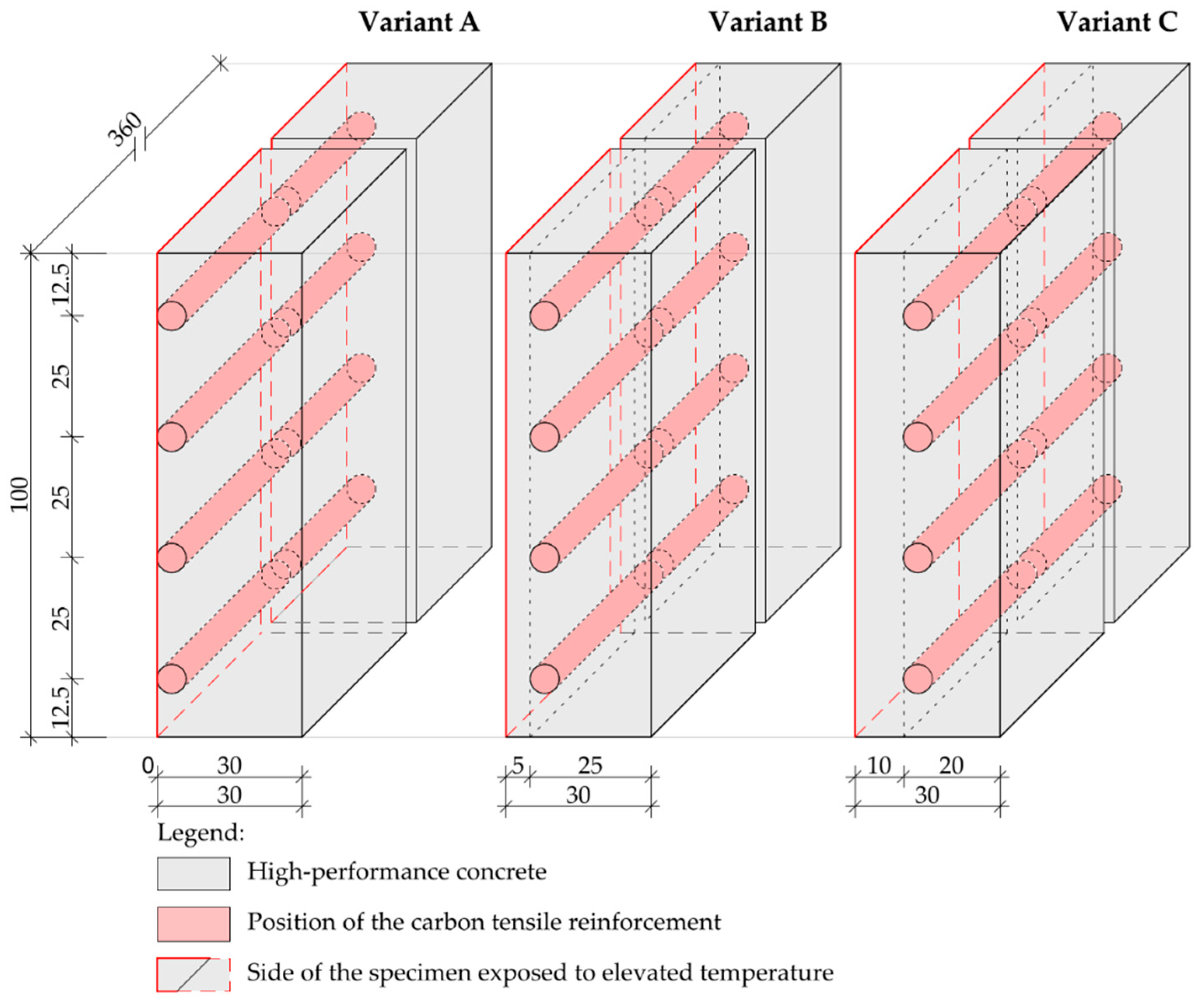
2.1. Test Specimens
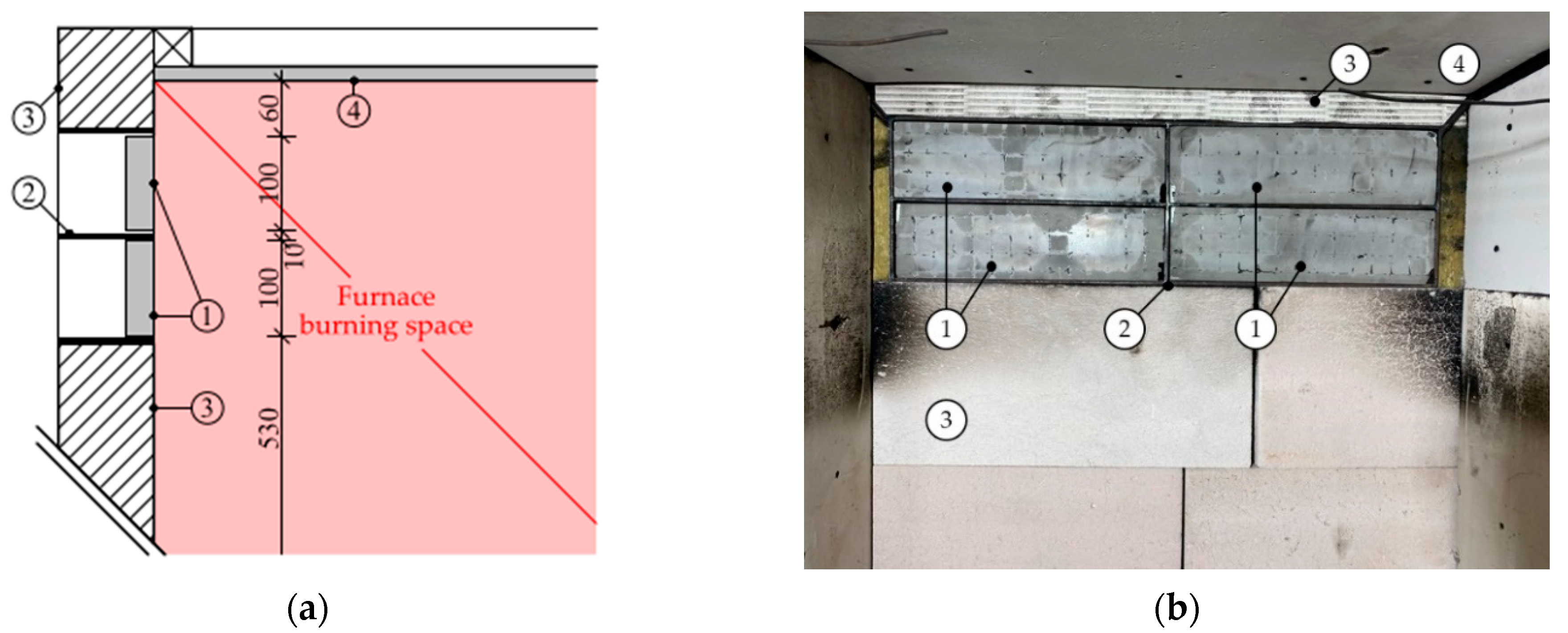
2.2. Fire Tests Instrumentation
2.3. Mechanical Testing
2.4. Statistical Evaluation Data Analysis
3. Results and Discussion
3.1. Testing at Ambient Temperature
3.2. Testing at Elevated Temperatures
4. Conclusions
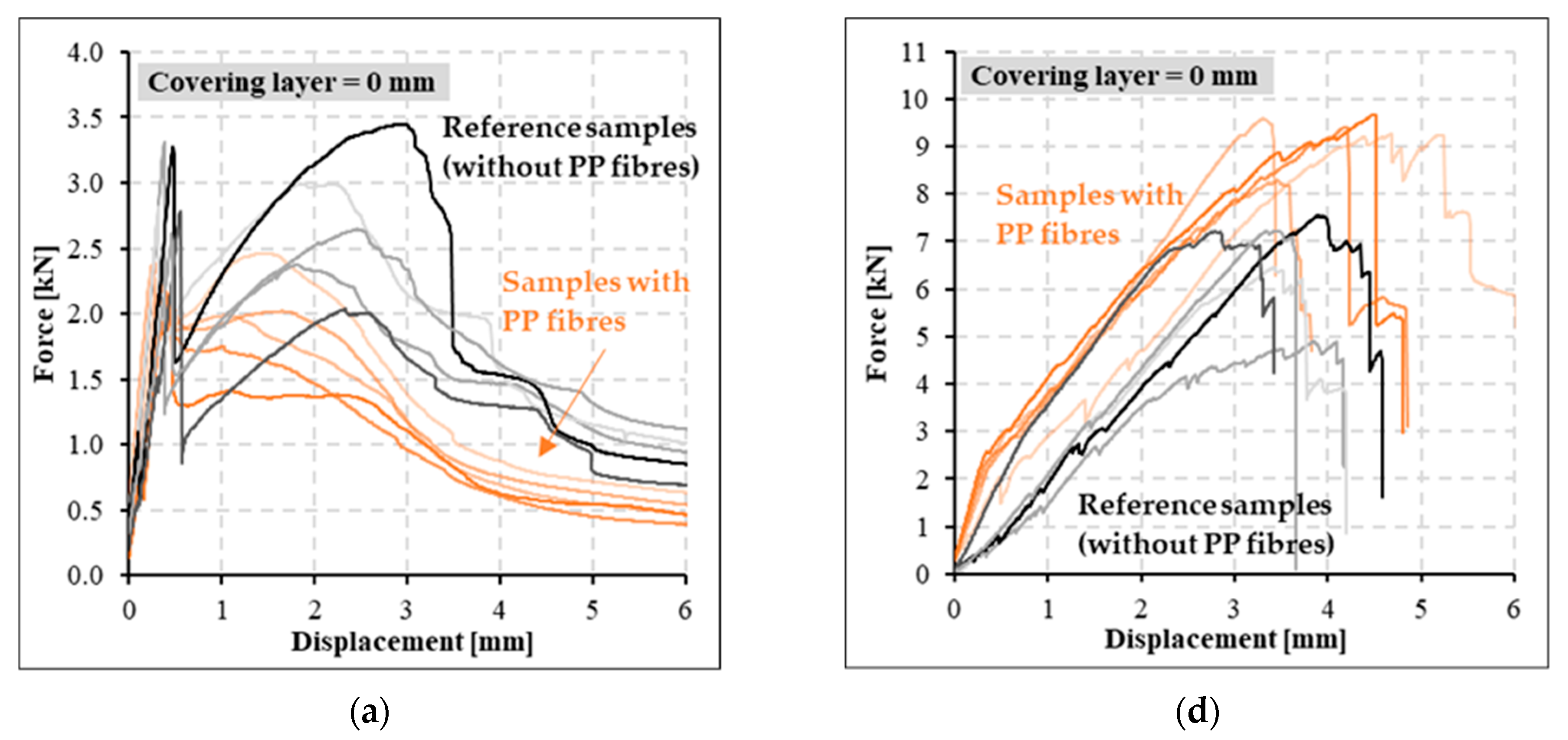
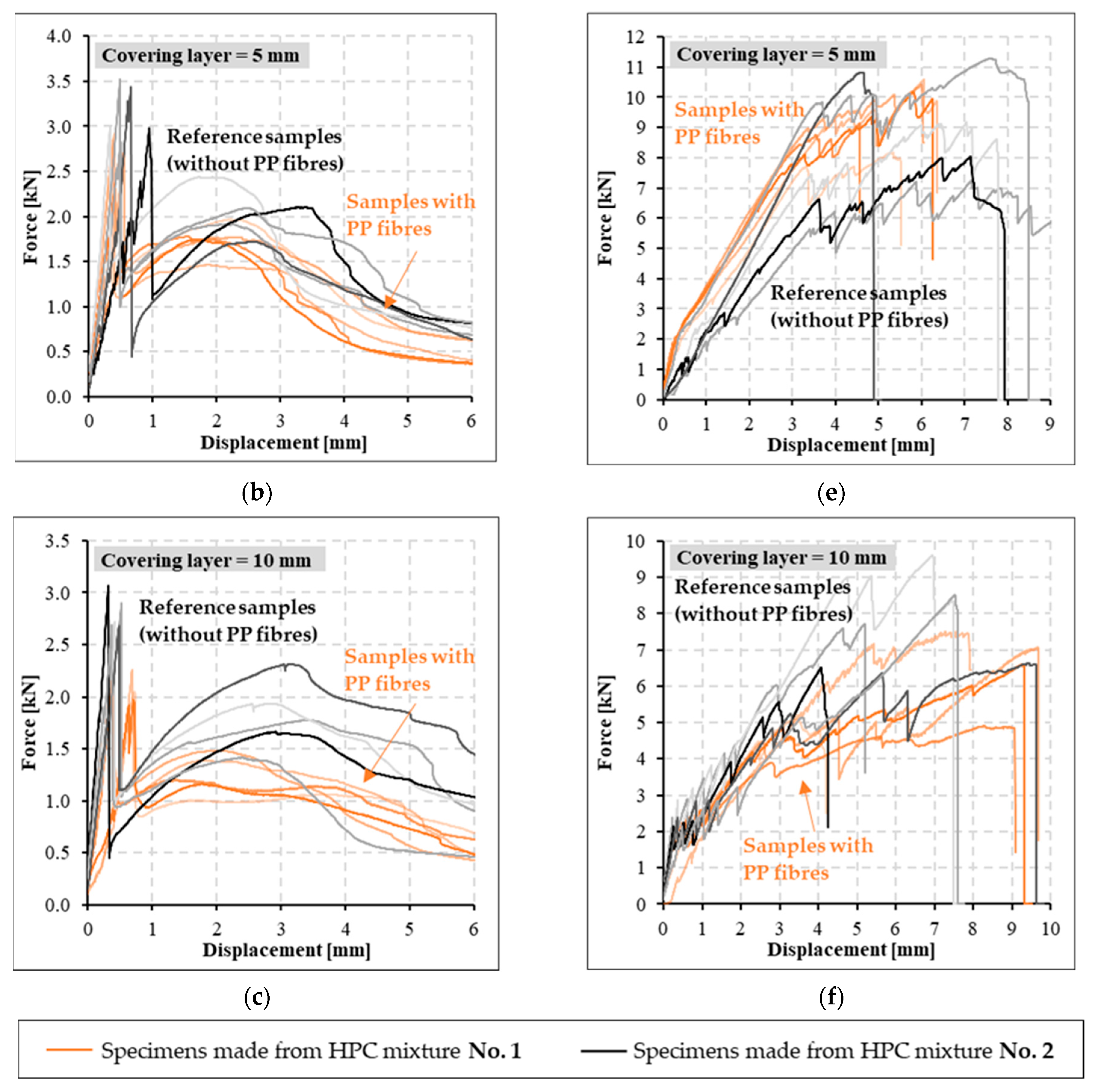
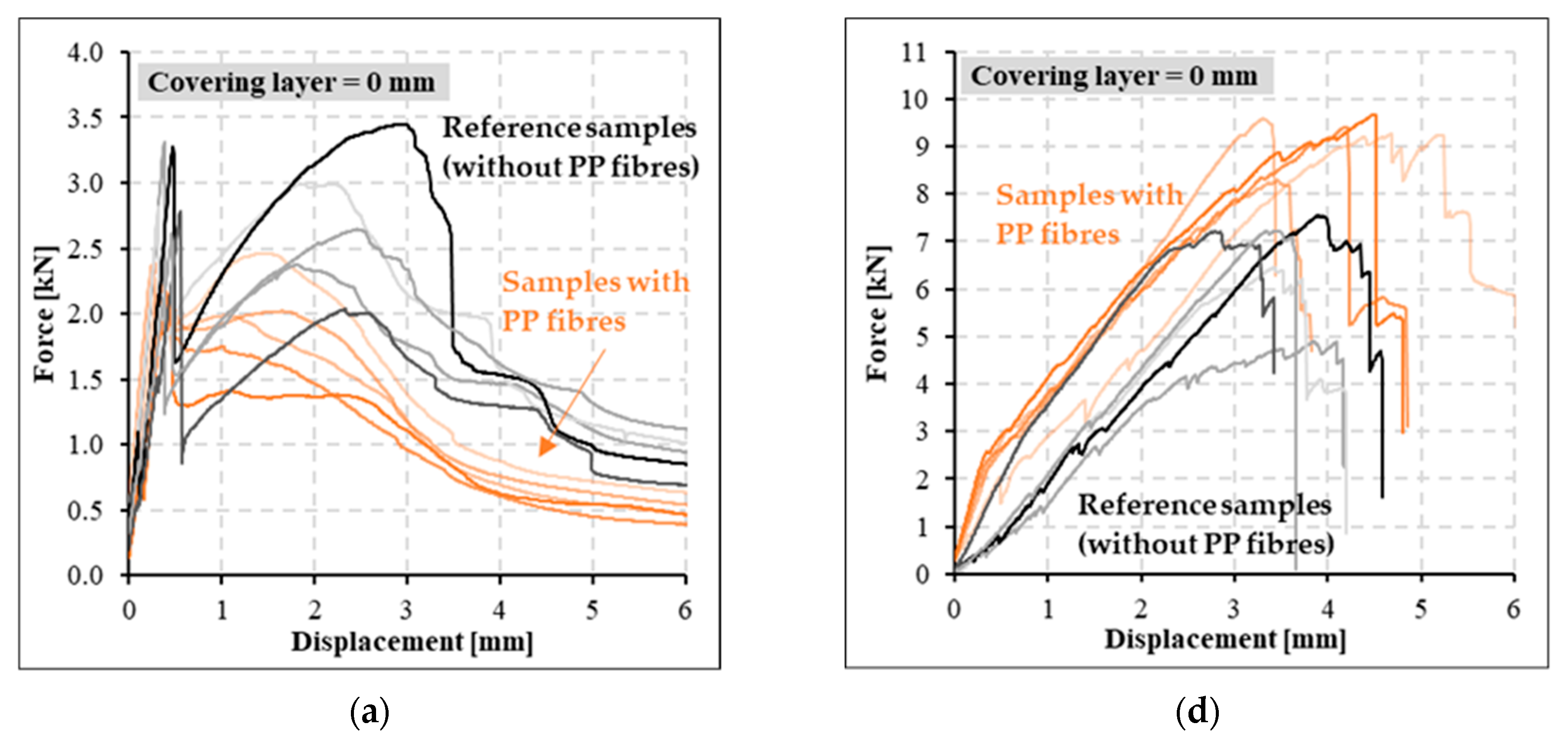
- Bending strength of specimens with cement suspension matrix (CPP series) decreased by approximately 24% due to the addition of the PP fibers into the HPC mixture. Simultaneously, the measured peak of the bending strength and the corresponding deformation were reduced by approximately 1 mm. However, based on the fire tests, the absence of PP fibers in the HPC mixture negatively affected the mechanical properties of these specimens at elevated temperatures. All test specimens without PP fibers failed due to the massive spalling of the concrete layers, and it was not possible to determine their residual bending strength.
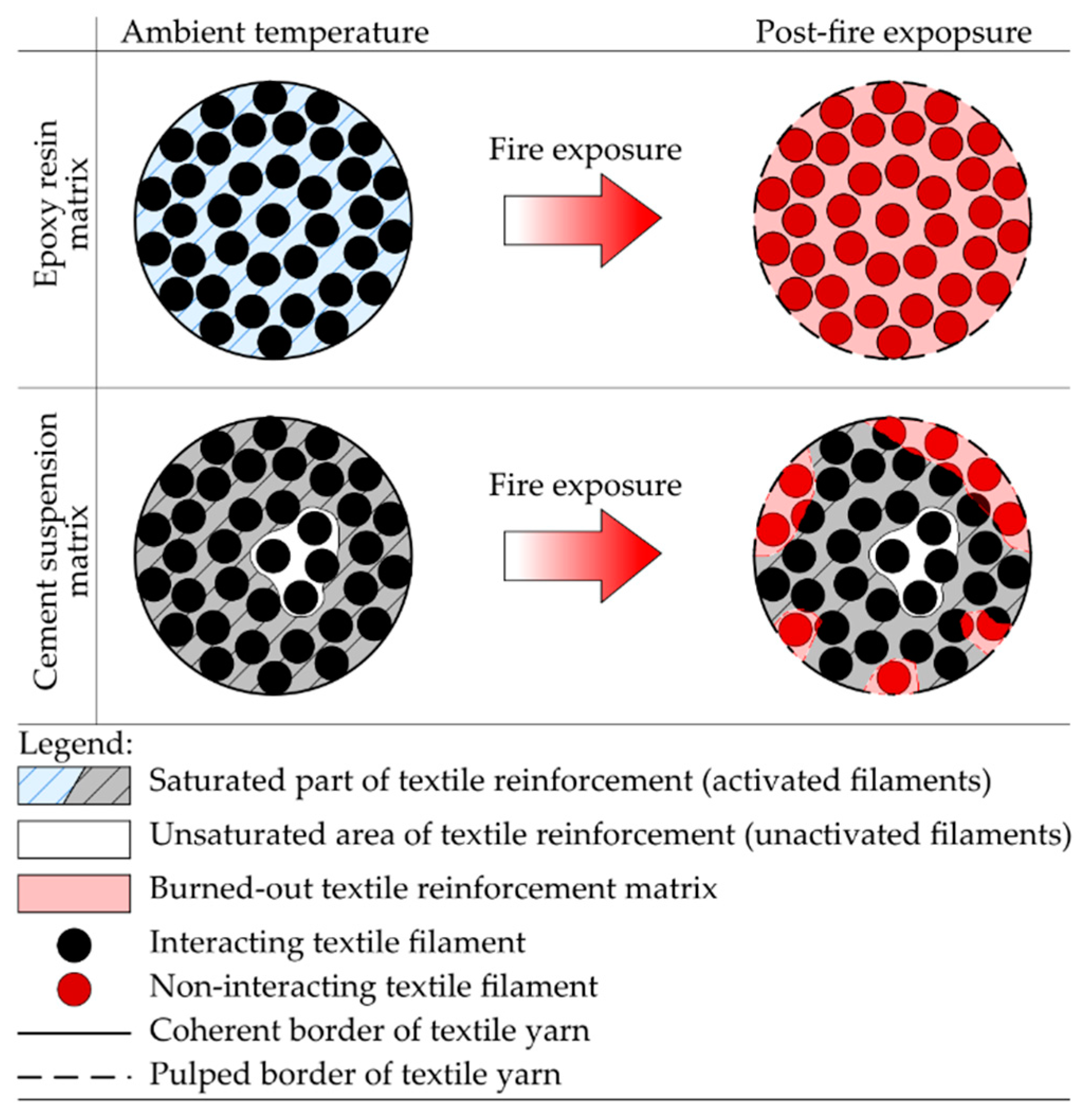
- Performed fire tests clearly demonstrated the positive effect of improved temperature resistance while using a non-combustible matrix of cement-based textile reinforcement. Although the test specimens did not achieve as high bending strengths as those with an epoxy resin matrix, no progressive failure occurred due to the loss of engagement among the materials after exposure to fire. Concurrently, specimens with cement suspension show significantly better performance than the samples without any matrix of textile reinforcement as described in [32]. Moreover, a similar trend of attained bending strength was observed for the reference specimens, although the residual bending strength decreased by approximately 40%.
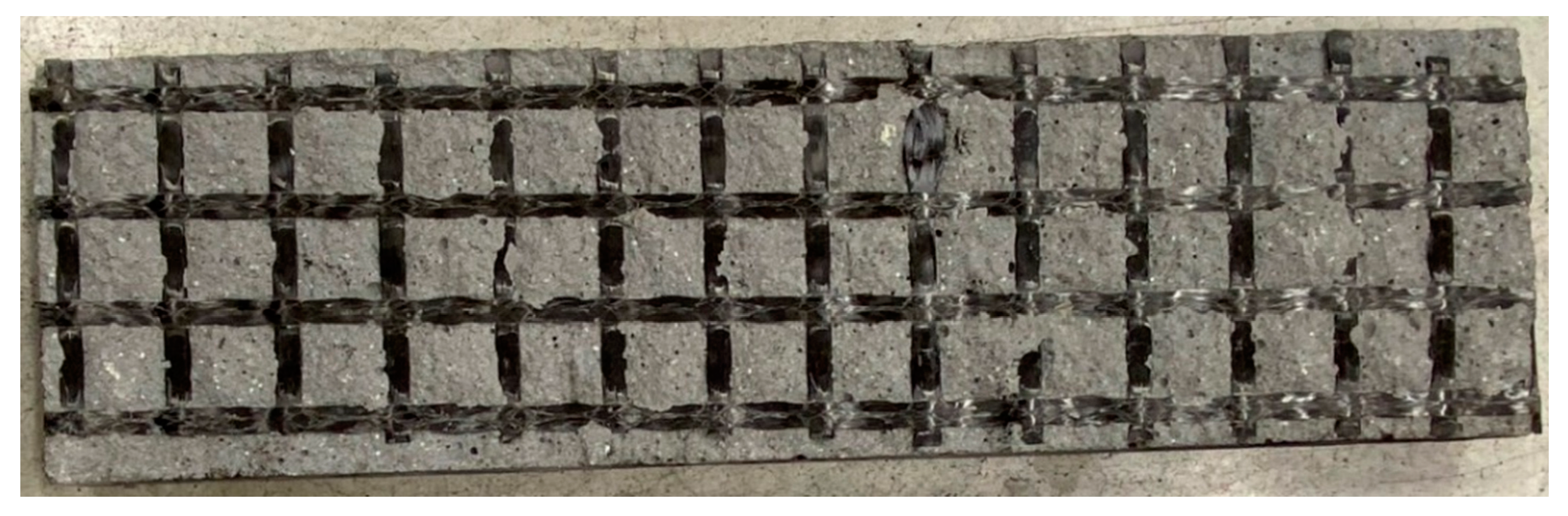
- Tested specimens with cement suspension showed different failure modes. There was no progressive break but a gradual pulling out of the textile reinforcement. That is why these samples showed significantly higher ductility than samples with epoxy resin matrix.
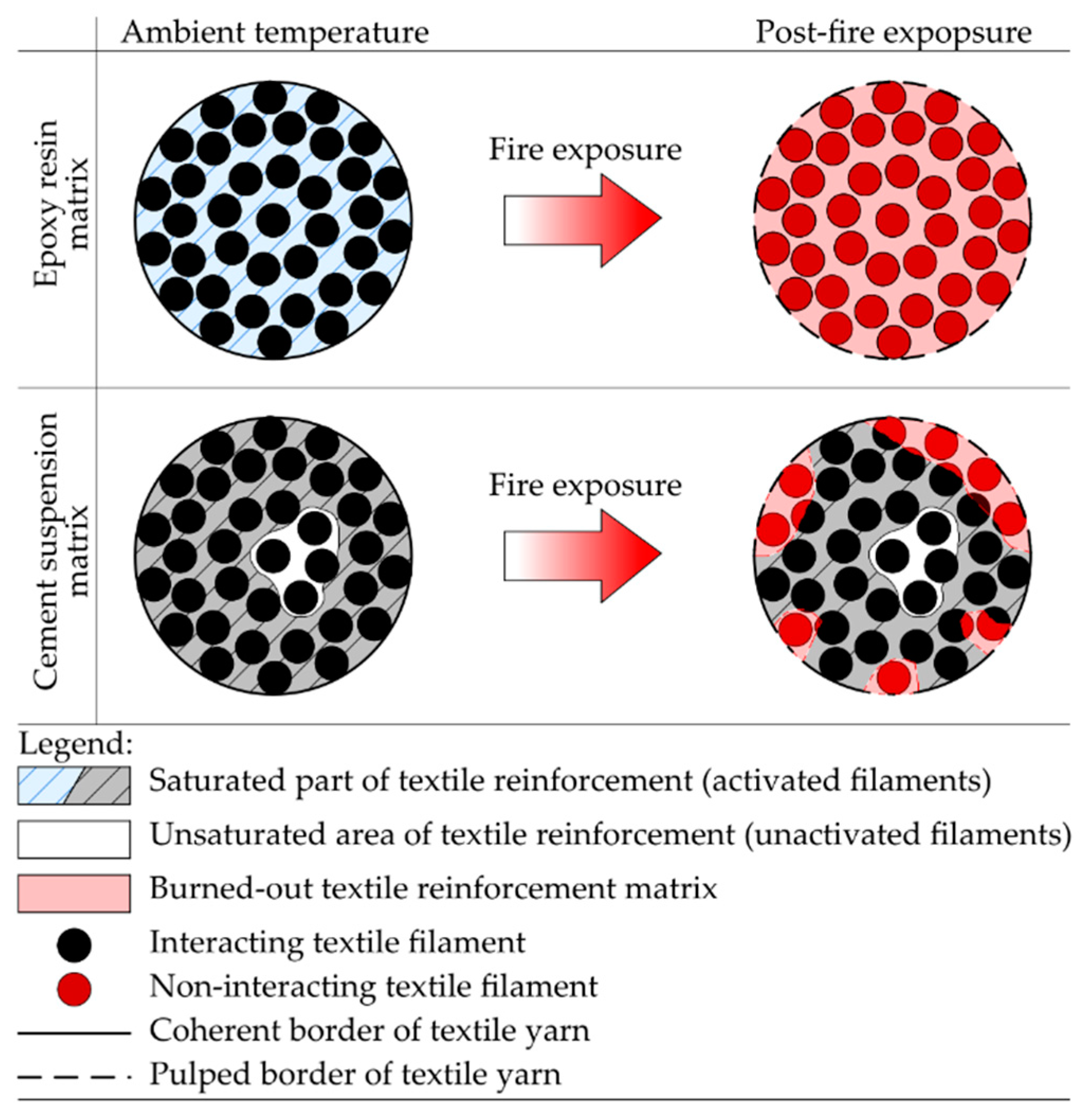
- For test specimens with cement suspension matrix, spalling of the concrete layers did not occur, in contrast to the test specimens with synthetic resin matrix. Generally, epoxy resins can facilitate the spalling of the concrete layer. This is due to the originating epoxy resin thermal decomposition products during the fire test. These products can contribute to the pressure from the evaporated water and accelerate the spalling of the concrete layers. Simultaneously, upon contact with flames, these products can ignite and thus directly contribute to the development of a fire.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Giese, A.C.H.; Giese, D.N.; Dutra, V.F.P.; Filho, L.C.P.D.S. Flexural Behavior of Reinforced Concrete Beams Strengthened with Textile Reinforced Mortar. J. Build. Eng. 2021, 33, 101873. [Google Scholar] [CrossRef]
- Larbi, A.S.; Agbossou, A.; Hamelin, P. Experimental and Numerical Investigations about Textile-Reinforced Concrete and Hybrid Solutions for Repairing and/or Strengthening Reinforced Concrete Beams. Compos. Struct. 2013, 99, 152–162. [Google Scholar] [CrossRef]
- Hegger, J.; Schneider, H.; Sherif, A.; Molter, M.; Voss, S. Exterior Cladding Panels As An Application Of Textile Reinforced Concrete. ACI Symp. Publ. 2004, 224, 55–70. [Google Scholar] [CrossRef]
- Hegger, J.; Voss, S. Investigations on the Bearing Behaviour and Application Potential of Textile Reinforced Concrete. Eng. Struct. 2008, 30, 2050–2056. [Google Scholar] [CrossRef]
- Holčapek, O.; Vogel, F. Bond Properties of Concrete Beams Strengthened by AR-Glass Textile and Basalt Textile Reinforced Concrete. Appl. Mech. Mater. 2016, 825, 7–10. [Google Scholar] [CrossRef]
- Makul, N. Modern Sustainable Cement and Concrete Composites: Review of Current Status, Challenges and Guidelines. Sustain. Mater. Technol. 2020, 25, e00155. [Google Scholar] [CrossRef]
- Müller, H.S.; Haist, M.; Vogel, M. Assessment of the Sustainability Potential of Concrete and Concrete Structures Considering Their Environmental Impact, Performance and Lifetime. Constr. Build. Mater. 2014, 67, 321–337. [Google Scholar] [CrossRef]
- Portal, N.W.; Lundgren, K.; Wallbaum, H.; Malaga, K. Sustainable Potential of Textile-Reinforced Concrete. J. Mater. Civ. Eng. 2015, 27, 04014207. [Google Scholar] [CrossRef]
- Laiblová, L.; Pešta, J.; Kumar, A.; Hájek, P.; Fiala, C.; Vlach, T.; Kočí, V. Environmental Impact of Textile Reinforced Concrete Facades Compared to Conventional Solutions—LCA Case Study. Materials 2019, 12, 3194. [Google Scholar] [CrossRef]
- Maxineasa, S.G.; Taranu, N.; Bejan, L.; Isopescu, D.; Banu, O.M. Environmental Impact of Carbon Fibre-Reinforced Polymer Flexural Strengthening Solutions of Reinforced Concrete Beams. Int. J. Life Cycle Assess. 2015, 20, 1343–1358. [Google Scholar] [CrossRef]
- Donnini, J.; De Caso y Basalo, F.; Corinaldesi, V.; Lancioni, G.; Nanni, A. Fabric-Reinforced Cementitious Matrix Behavior at High-Temperature: Experimental and Numerical Results. Compos. Part B Eng. 2017, 108, 108–121. [Google Scholar] [CrossRef]
- De Andrade Silva, F.; Butler, M.; Hempel, S.; Toledo Filho, R.D.; Mechtcherine, V. Effects of Elevated Temperatures on the Interface Properties of Carbon Textile-Reinforced Concrete. Cem. Concr. Compos. 2014, 48, 26–34. [Google Scholar] [CrossRef]
- Kapsalis, P.; Tysmans, T.; Verbruggen, S.; Triantafillou, T. Preliminary High-Temperature Tests of Textile Reinforced Concrete (TRC). Proceedings 2018, 2, 522. [Google Scholar] [CrossRef]
- Colombo, I.G.; Magri, A.; Zani, G.; Colombo, M.; di Prisco, M. Erratum to: Textile Reinforced Concrete: Experimental Investigation on Design Parameters. Mater. Struct. 2013, 46, 1953–1971. [Google Scholar] [CrossRef]
- Peled, A.; Bentur, A.; Mobasher, B. Textile Reinforced Concrete; CRC Press: Boca Raton, FL, USA, 2019; ISBN 978-1-351-64546-1. [Google Scholar]
- Vlach, T.; Laiblová, L.; Řepka, J.; Jirkalová, Z.; Hájek, P. EXPERIMENTAL VERIFICATION OF IMPREGNATED TEXTILE REINFORCEMENT SPLICING BY OVERLAPPING. Acta Polytech. CTU Proc. 2019, 22, 128–132. [Google Scholar] [CrossRef]
- Kalifa, P.; Menneteau, F.-D.; Quenard, D. Spalling and Pore Pressure in HPC at High Temperatures. Cem. Concr. Res. 2000, 30, 1915–1927. [Google Scholar] [CrossRef]
- Kalifa, P.; Chéné, G.; Gallé, C. High-Temperature Behaviour of HPC with Polypropylene Fibres. Cem. Concr. Res. 2001, 31, 1487–1499. [Google Scholar] [CrossRef]
- Teijin®. Technical Sheet: Carbon Roving Tenax STS40 F13 24K 1600tex. Available online: https://shop1.r-g.de/en/art/205105STS (accessed on 20 March 2022).
- Deák, T.; Czigány, T. Chemical Composition and Mechanical Properties of Basalt and Glass Fibers: A Comparison. Text. Res. J. 2009, 79, 645–651. [Google Scholar] [CrossRef]
- Černy, M.; Glogar, P.; Sucharda, Z.; Chlup, Z.; Kotek, J. Partially pyrolyzed composites with basalt fibres—Mechanical properties at laboratory and elevated temperatures. Compos. Part A Appl. Sci. Manuf. 2009, 40, 1650–1659. [Google Scholar] [CrossRef]
- Feng, J.; Guo, Z. Temperature-Frequency-Dependent Mechanical Properties Model of Epoxy Resin and Its Composites. Compos. Part B Eng. 2016, 85, 161–169. [Google Scholar] [CrossRef]
- Mohan, P. A Critical Review: The Modification, Properties, and Applications of Epoxy Resins. Polym. Plast. Technol. Eng. 2013, 52, 107–125. [Google Scholar] [CrossRef]
- Bompadre, F.; Donnini, J. Surface Modification of Glass Textile for the Reinforcement of a Cement-Based Composite: A Review. Appl. Sci. 2021, 11, 2028. [Google Scholar] [CrossRef]
- Di Maida, P.; Radi, E.; Sciancalepore, C.; Bondioli, F. Pullout Behavior of Polypropylene Macro-Synthetic Fibers Treated with Nano-Silica. Constr. Build. Mater. 2015, 82, 39–44. [Google Scholar] [CrossRef]
- Zhao, J.; Liebscher, M.; Michel, A.; Junger, D.; Trindade, A.C.C.; Silva, F.D.A.; Mechtcherine, V. Development and testing of fast curing, mineral-impregnated carbon fiber (MCF) reinforcements based on metakaolin-made geopolymers. Cem. Concr. Compos. 2021, 116, 103898. [Google Scholar] [CrossRef]
- Mechtcherine, V.; Michel, A.; Liebscher, M.; Schneider, K.; Großmann, C. Mineral-impregnated carbon fiber composites as novel reinforcement for concrete construction: Material and automation perspectives. Autom. Constr. 2020, 110, 103002. [Google Scholar] [CrossRef]
- Isayev, A.I. Encyclopedia of Polymer Blends, 1st ed.; Wiley-VCH: Weinheim, Germany, 2016; Volume 3, ISBN 978-3-527-31931-2. [Google Scholar]
- Marianne, G. Brydson’s Plastics Materials, 8th ed.; Elsevier: Boston, MA, USA, 2017; ISBN 978-0-323-35824-8. [Google Scholar]
- Fürst, R.; Pokorný, M.; Vlach, T.; Mózer, V. Study of Behavior of Textile-Reinforced Concrete with Epoxy Resin Matrix in Fire. Fire Technol. 2022, 58, 53–74. [Google Scholar] [CrossRef]
- Salasinska, K.; Barczewski, M.; Borucka, M.; Górny, R.L.; Kozikowski, P.; Celiński, M.; Gajek, A. Thermal Stability, Fire and Smoke Behaviour of Epoxy Composites Modified with Plant Waste Fillers. Polymers 2019, 11, 1234. [Google Scholar] [CrossRef]
- Fürst, R.; Fürst, E.; Vlach, T.; Řepka, J.; Pokorný, M.; Mózer, V. Use of Cement Suspension as an Alternative Matrix Material for Textile-Reinforced Concrete. Materials 2021, 14, 2127. [Google Scholar] [CrossRef]
- Kapsalis, P.; Tysmans, T.; Hemelrijck, D.V.; Triantafillou, T. State-of-the-Art Review on Experimental Investigations of Textile-Reinforced Concrete Exposed to High Temperatures. J. Compos. Sci. 2021, 5, 290. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mechanical Attribute | Type of Textile Reinforcement | Units | ||
|---|---|---|---|---|
| Carbon Fibers [19] | Glass Fibers [20] | Basalt Fibers [21] | ||
| Density | ~2.0 | ~2.5 | ~2.75 | kg·m−3 |
| Tensile strength (average) | 4.3 | 3.5 | ~2.48 | GPa |
| Modulus of elasticity (average) | 240 | 57 | 76 | GPa |
| Diameter of yarn’s filament | 7–10 | 10–16 | ~12.8 | µm |
| Melting temperature | 3650 | 800 | 1100 | °C |
| Labeling of Series 1 | Covering Layer | Tensile Reinforcement Variant |
|---|---|---|
| [-] | [mm] | [-] |
| C-0/CPP-0 S-0/SPP-0 | 0 0 | Textile reinforcement saturated with CEM 52.5 R suspension Prefabricated textile reinforcement saturated by epoxy resin |
| C-5/CPP-5 S-5/CPP-5 | 5 5 | Textile reinforcement saturated with CEM 52.5 R suspension Prefabricated textile reinforcement saturated by epoxy resin |
| C-10/CPP-10 S-10/SPP-10 | 10 10 | Textile reinforcement saturated with CEM 52.5 R suspension Prefabricated textile reinforcement saturated by epoxy resin |
| Tensile Properties | Q85/85-CCE-21 | E HTS 40 | Units |
|---|---|---|---|
| Tensile strength | 4000 | 4300 | MPa |
| Modulus of elasticity | 230 | 240 | GPa |
| Labeling of HPC Mixture | No. 1 | No. 2 |
|---|---|---|
| Mixture Components | Quantity | |
| kg·m−3 | ||
| CEM I 42.5 R | 650 | 650 |
| Silica sand | 1200 | 1200 |
| Silica flour (ground quartz) | 265 | 265 |
| Silica fume (microsilica) | 75 | 75 |
| Superplasticizer | 16 | 16 |
| Water | 180 | 180 |
| Polypropylene fibers | 4.0 | - |
| Total | 2390 | 2386 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fürst, R.; Hejtmánek, P.; Vlach, T.; Řepka, J.; Mózer, V.; Hájek, P. Experimental Evaluation of Carbon Reinforced TRC with Cement Suspension Matrix at Elevated Temperature. Polymers 2022, 14, 2174. https://doi.org/10.3390/polym14112174
Fürst R, Hejtmánek P, Vlach T, Řepka J, Mózer V, Hájek P. Experimental Evaluation of Carbon Reinforced TRC with Cement Suspension Matrix at Elevated Temperature. Polymers. 2022; 14(11):2174. https://doi.org/10.3390/polym14112174
Chicago/Turabian StyleFürst, Richard, Petr Hejtmánek, Tomáš Vlach, Jakub Řepka, Vladimír Mózer, and Petr Hájek. 2022. "Experimental Evaluation of Carbon Reinforced TRC with Cement Suspension Matrix at Elevated Temperature" Polymers 14, no. 11: 2174. https://doi.org/10.3390/polym14112174
APA StyleFürst, R., Hejtmánek, P., Vlach, T., Řepka, J., Mózer, V., & Hájek, P. (2022). Experimental Evaluation of Carbon Reinforced TRC with Cement Suspension Matrix at Elevated Temperature. Polymers, 14(11), 2174. https://doi.org/10.3390/polym14112174