
Effects of Injection Molding Parameters on Properties of Insert-Injection Molded Polypropylene Single-Polymer Composites

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
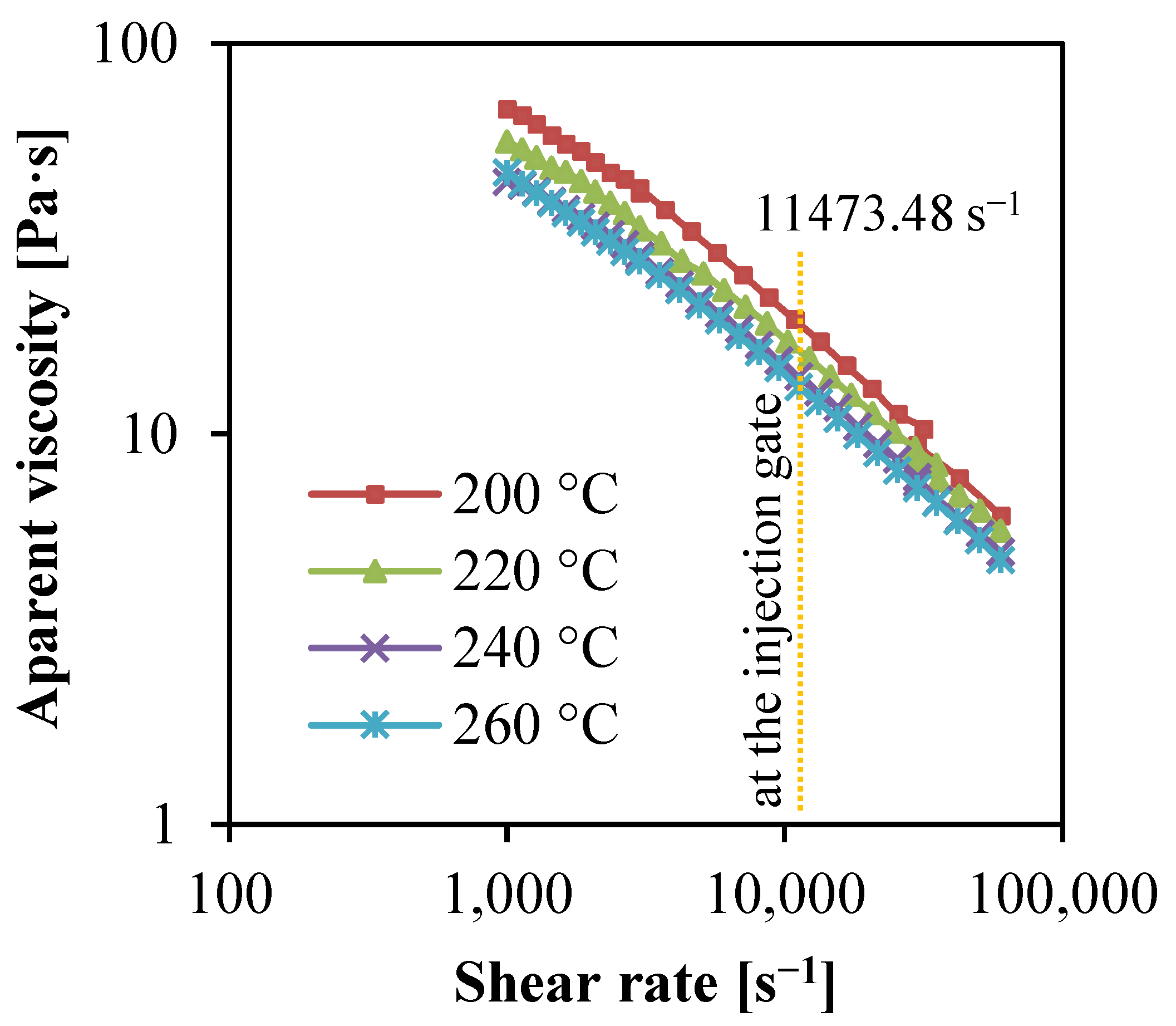
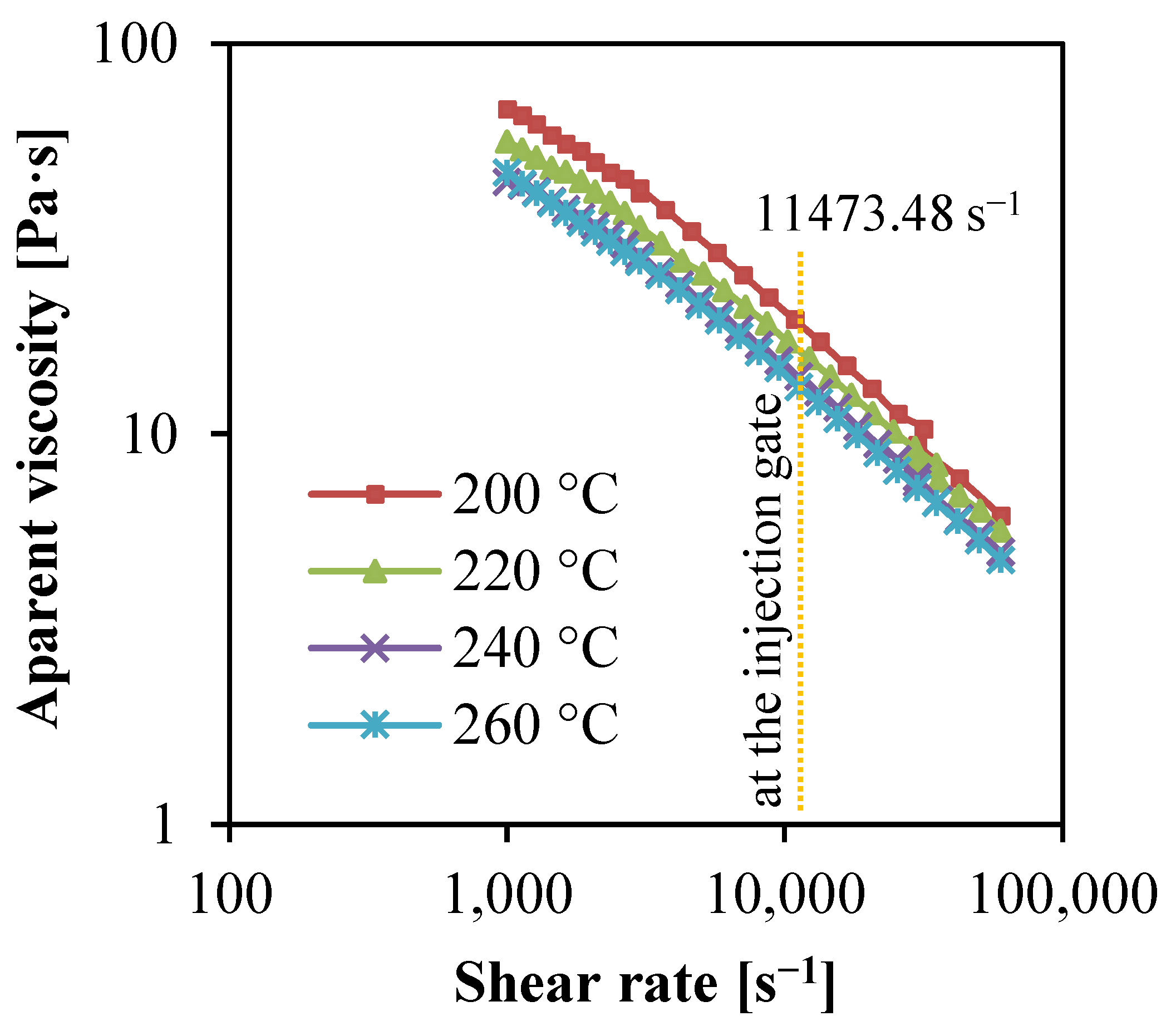
2.2. Rheology Measurement for the PP Matrix
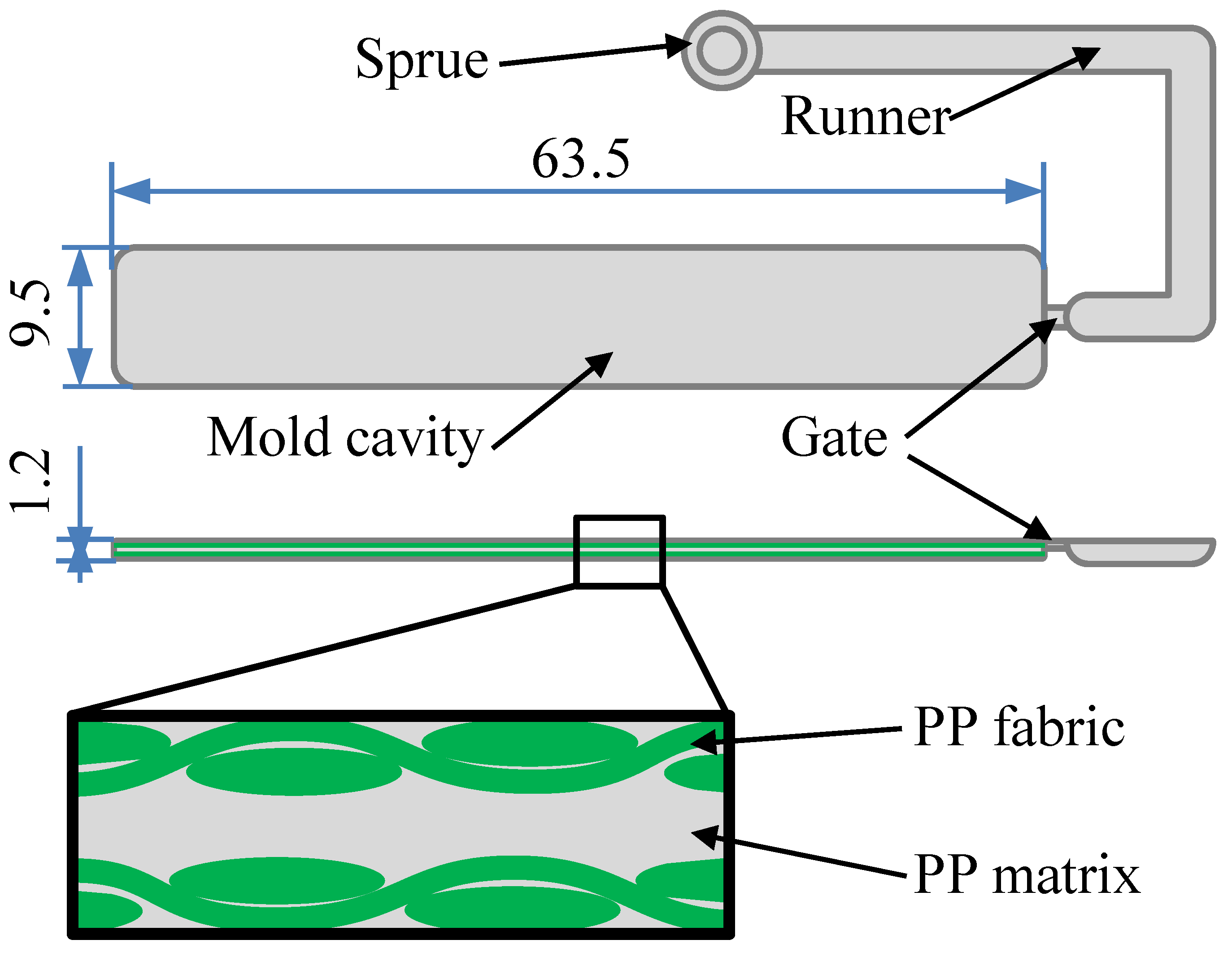
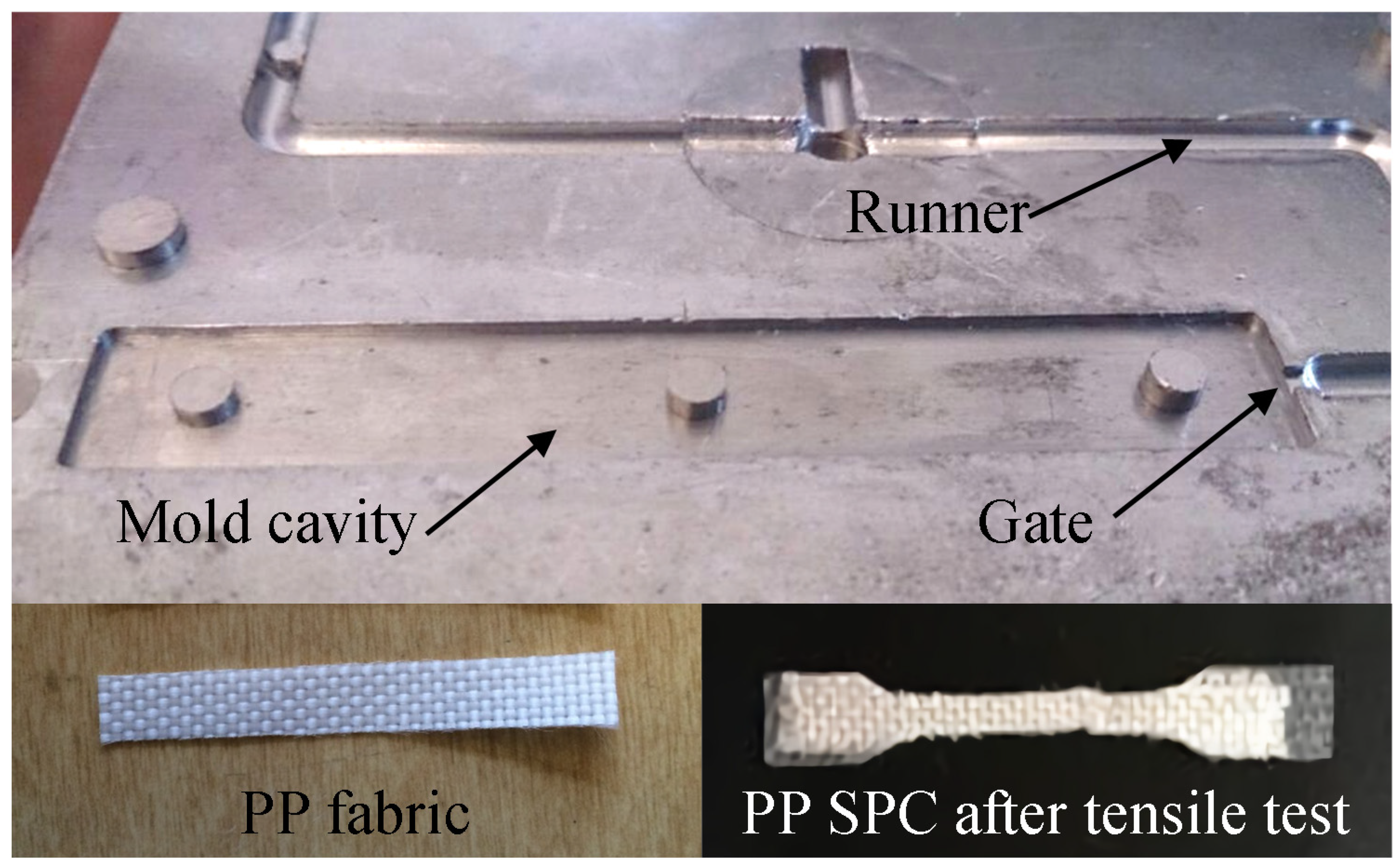
2.3. Preparation
2.4. Weight Measurement
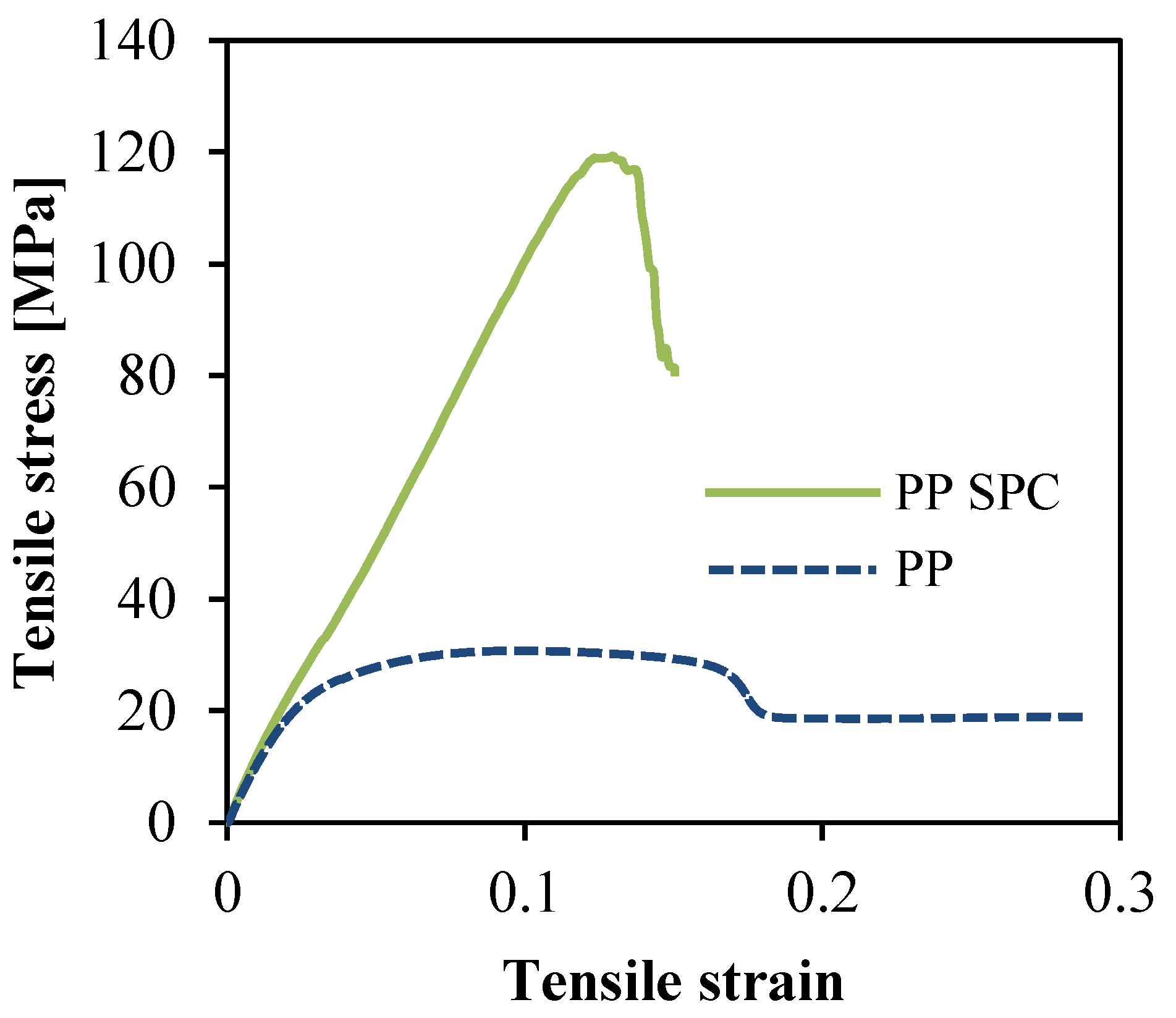
2.5. Mechanical Tests
2.6. Peel Tests
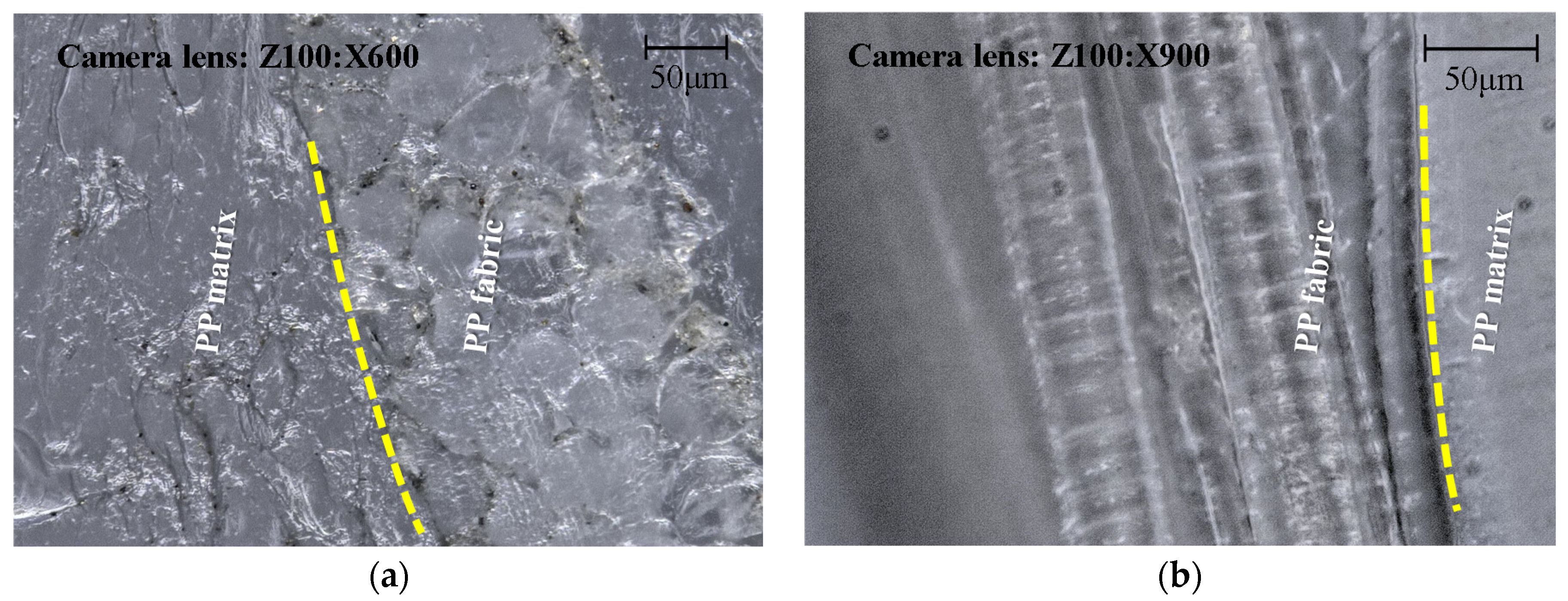
2.7. Digital Microscopy
3. Results and Discussion
3.1. Effect of Barrel Temperature
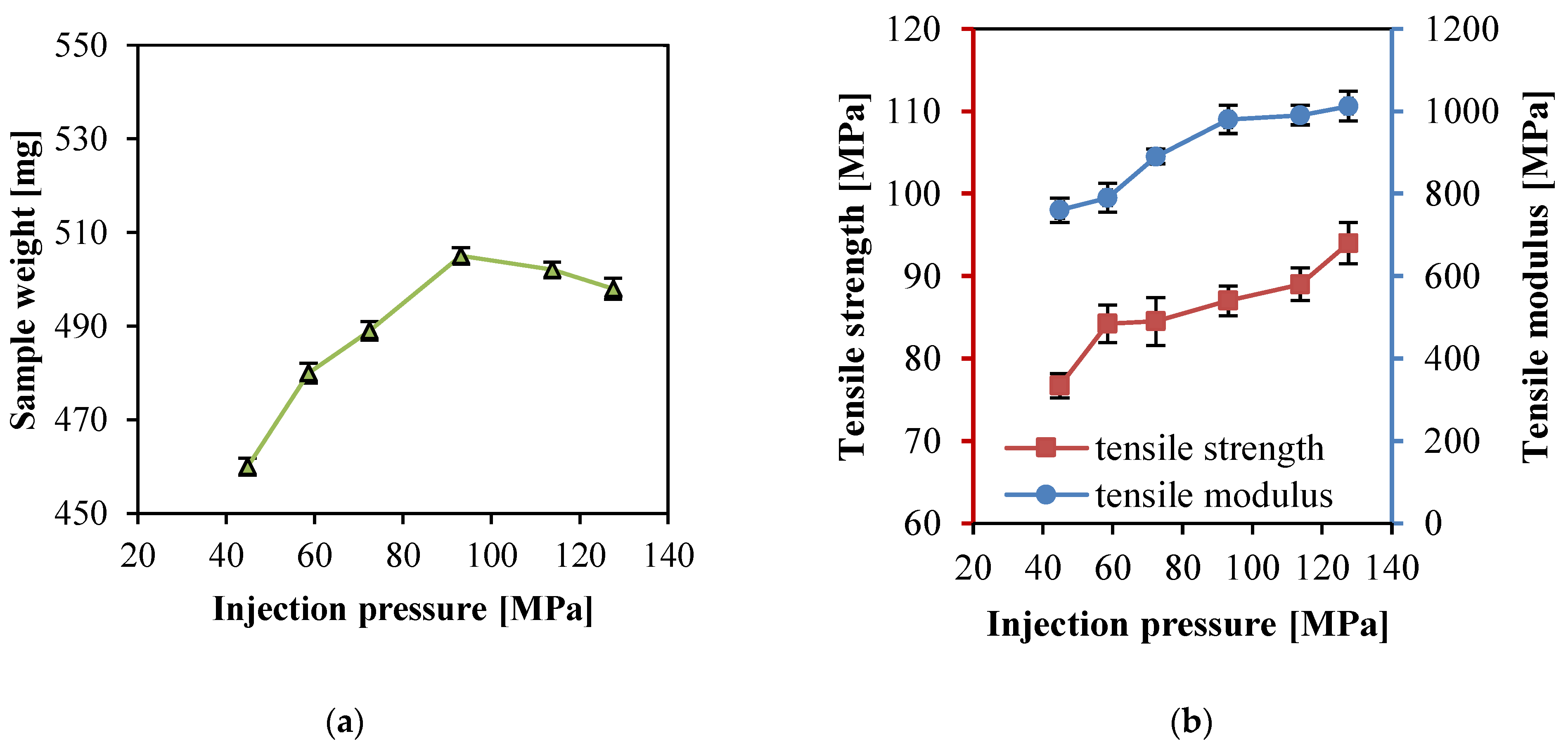
3.2. Effect of Injection Pressure
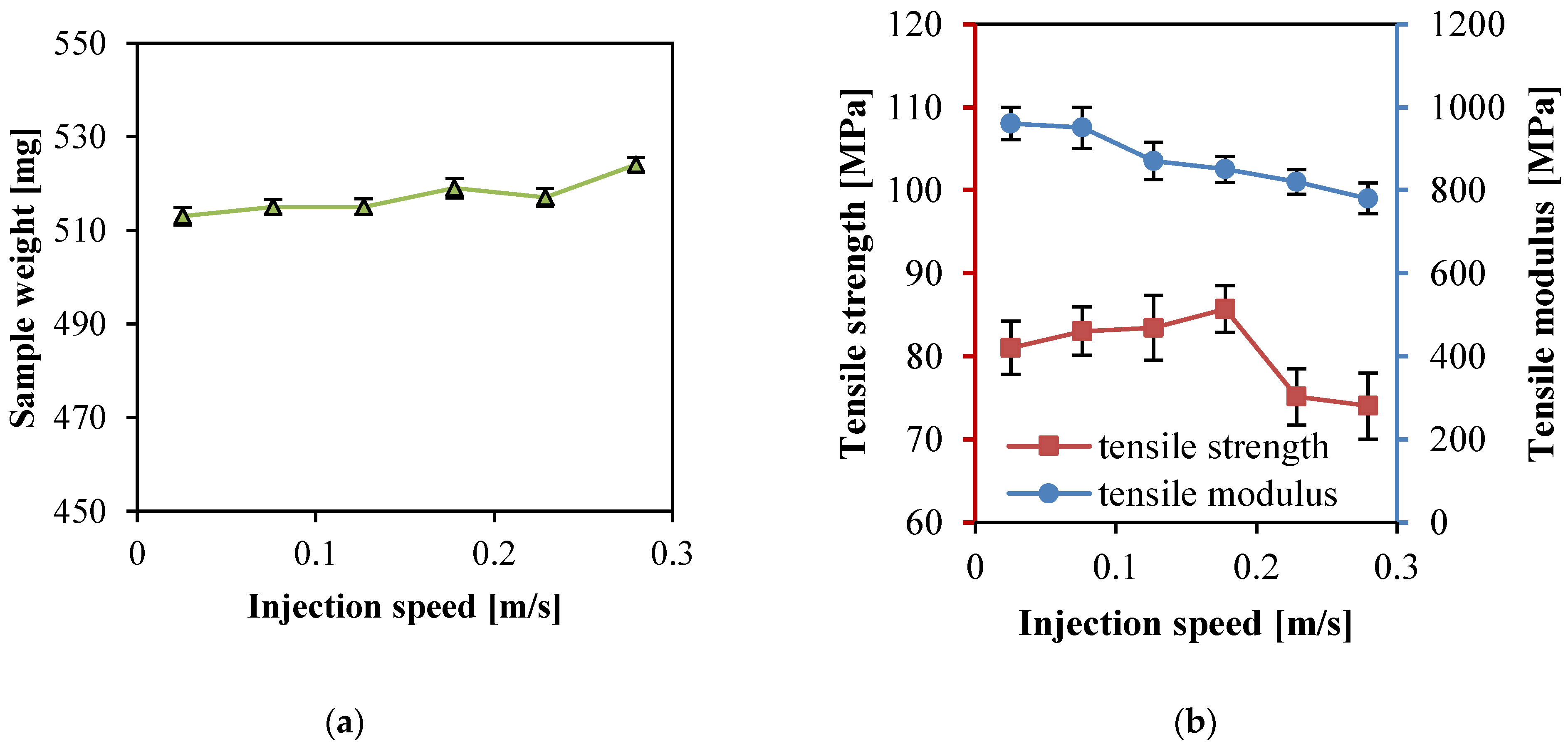
3.3. Effect of Injection Speed
3.4. Effect of Holding Time
3.5. Optimum Processing Condition
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Capiati, N.J.; Porter, R.S. The concept of one polymer composites modelled with high density polyethylene. J. Mater. Sci. 1975, 10, 1671–1677. [Google Scholar] [CrossRef]
- Matabola, K.; De Vries, A.; Moolman, F.A. Luyt. Single polymer composites: A review. J. Mater. Sci. 2009, 44, 6213–6222. [Google Scholar] [CrossRef]
- Karger-Kocsis, J.; Bárány, T. Single-polymer composites (SPCs): Status and future trends. Compos. Sci. Technol. 2014, 92, 77–94. [Google Scholar] [CrossRef] [Green Version]
- Wang, J. Polypropylene single-polymer composites. In Polypropylene-Based Biocomposites and Bionanocomposites; Visakh, P.M., Poletto, M., Eds.; John Wiley & Sons: Hoboken, NJ, USA, 2017; pp. 177–246. [Google Scholar]
- Fu, H.; Xu, H.; Liu, Y.; Yang, Z.; Kormakov, S.; Wu, D.; Sun, J. Overview of injection molding technology for processing polymers and their composites. ES Mater. Manuf. 2020, 8, 3–23. [Google Scholar] [CrossRef]
- Kmetty, Á.; Bárány, T.; Karger-Kocsis, J. Injection moulded all-polypropylene composites composed of polypropylene fibre and polypropylene based thermoplastic elastomer. Compos. Sci. Technol. 2012, 73, 72–80. [Google Scholar] [CrossRef] [Green Version]
- Kmetty, Á.; Tábi, T.; Kovács, J.; Bárány, T. Development and characterisation of injection moulded, all-polypropylene composites. Express Polym. Lett. 2013, 7, 134–145. [Google Scholar] [CrossRef] [Green Version]
- Andrzejewski, J.; Szostak, M.; Barczewski, M.; Krasucki, J.; Sterzynski, T. Fabrication of the self-reinforced composites using co-extrusion technique. J. Appl. Polym. Sci. 2014, 131, 205–212. [Google Scholar] [CrossRef]
- Khondker, O.A.; Yang, X.; Usui, N.; Hamada, H. Mechanical properties of textile-inserted PP/PP knitted composites using injection–compression molding. Compos. Part A Appl. Sci. Manuf. 2006, 37, 2285–2299. [Google Scholar] [CrossRef]
- Wang, J.; Mao, Q.; Chen, J. Preparation of polypropylene single-polymer composites by injection molding. J. Appl. Polym. Sci. 2013, 130, 2176–2183. [Google Scholar] [CrossRef]
- Mao, Q.; Hong, Y.; Wyatt, T.P.; Chen, J.; Wang, Y.; Wang, J.; Yao, D. Insert injection molding of polypropylene single-polymer composites. Compos. Sci. Technol. 2015, 106, 47–54. [Google Scholar] [CrossRef]
- Mao, Q.; Wyatt, T.P.; Chen, J.; Wang, J. Insert injection molding of high-density polyethylene single-polymer composites. Polym. Eng. Sci. 2015, 55, 2448–2456. [Google Scholar] [CrossRef]
- Wang, J.; Wang, S.; Chen, D. Development and characterization of insert injection moulded polypropylene single-polymer composites with sandwiched woven fabric. Compos. Sci. Technol. 2015, 117, 18–25. [Google Scholar] [CrossRef]
- Wang, J.; Chen, D.; Wang, S.; Du, Z.; Jiang, N.; Peng, J. Insert injection molding of low-density polyethylene single-polymer composites reinforced with ultrahigh-molecular-weight polyethylene fabric. J. Thermoplast. Compos. Mater. 2018, 31, 1013–1028. [Google Scholar] [CrossRef]
- Andrzejewski, J.; Przyszczypkowski, P.; Szostak, M. Development and characterization of poly (ethylene terephthalate) based injection molded self-reinforced composites. Direct reinforcement by overmolding the composite inserts. Mater. Des. 2018, 153, 273–286. [Google Scholar] [CrossRef]
- Jerpdal, L.; Schuette, P.; Ståhlberg, D.; Åkermo, M. Influence of temperature during overmolding on the tensile modulus of self-reinforced poly (ethylene terephthalate) insert. J. Appl. Polym. Sci. 2020, 137, 48334. [Google Scholar] [CrossRef]
- Jiang, J.; Liu, X.; Lian, M.; Pan, Y.; Chen, Q.; Liu, H.; Liu, C. Self-reinforcing and toughening isotactic polypropylene via melt sequential injection molding. Polym. Test. 2018, 67, 183–189. [Google Scholar] [CrossRef]
- Jiang, K.Y.; Zhang, Y.; Yang, L.; Lu, Y. Study on influence of co-injection molding process on self-reinforcing characteristics of self-reinforced polypropylene composite via visualization. Int. Polym. Processing 2019, 34, 408–415. [Google Scholar] [CrossRef]
- Lu, Y.; Jiang, K.; Wang, M. Study on rheological properties of in-mold co-injection self-reinforced polymer melt. Polym. Test. 2021, 93, 106910. [Google Scholar] [CrossRef]
- Alcock, B.; Cabrera, N.O.; Barkoula, N.M.; Peijs, T. Low velocity impact performance of recyclable all-polypropylene composites. Compos. Sci. Technol. 2006, 66, 1724–1737. [Google Scholar] [CrossRef]
- Swolfs, Y.; Zhang, Q.; Baets, J.; Verpoest, I. The influence of process parameters on the properties of hot compacted self-reinforced polypropylene composites. Compos. Part A 2014, 65, 38–46. [Google Scholar] [CrossRef] [Green Version]
- Amer, M.S.; Ganapathiraju, S. Effects of processing parameters on axial stiffness of self-reinforced polyethylene composites. J. Appl. Polym. Sci. 2001, 81, 1136–1141. [Google Scholar] [CrossRef]
- Wang, J.; Chen, J.; Dai, P.; Chen, D. Properties of polypropylene single-polymer composites produced by the undercooling melt film stacking method. Compos. Sci. Technol. 2015, 107, 82–88. [Google Scholar] [CrossRef]
- Shubhra, Q.T.; Alam, A.K.M.M.; Quaiyyum, M.A. Mechanical properties of polypropylene composites: A review. J. Thermoplast. Compos. Mater. 2013, 26, 362–391. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | Material | Brand | Melting Point | Other Properties |
|---|---|---|---|---|
| Matrix | PP granules | Marlex HGZ-1200 | 166 | Density: 0.907 g/cm3, Melt flow rate: 115 g/10 min at 230 °C |
| Reinforcement | PP fabric | Innegrity LLC | 177 | Type: plain woven, Areal density: 170 g/m2, Diameter of the single fiber: 48 μm |
| Experimental No. | Barrel Temperature (°C) | Injection Pressure (MPa) | Injection Speed (m/s) | Holding Time (s) |
|---|---|---|---|---|
| 1 | 200 | 127.6 | 0.13 | 5 |
| 2 | 220 | 127.6 | 0.13 | 5 |
| 3 | 240 | 127.6 | 0.13 | 5 |
| 4 | 260 | 127.6 | 0.13 | 5 |
| 5 | 280 | 127.6 | 0.13 | 5 |
| 6 | 240 | 44.8 | 0.13 | 10 |
| 7 | 240 | 58.6 | 0.13 | 10 |
| 8 | 240 | 72.4 | 0.13 | 10 |
| 9 | 240 | 93.1 | 0.13 | 10 |
| 10 | 240 | 113.8 | 0.13 | 10 |
| 11 | 240 | 127.6 | 0.13 | 10 |
| 12 | 240 | 89.6 | 0.03 | 10 |
| 13 | 240 | 89.6 | 0.08 | 10 |
| 14 | 240 | 89.6 | 0.13 | 10 |
| 15 | 240 | 89.6 | 0.18 | 10 |
| 16 | 240 | 89.6 | 0.23 | 10 |
| 17 | 240 | 89.6 | 0.28 | 10 |
| 18 | 240 | 103.4 | 0.13 | 1 |
| 19 | 240 | 103.4 | 0.13 | 5 |
| 20 | 240 | 103.4 | 0.13 | 10 |
| 21 | 240 | 103.4 | 0.13 | 15 |
| 22 | 240 | 103.4 | 0.13 | 20 |
| 23 | 240 | 103.4 | 0.13 | 25 |
| 24 | 240 | 103.4 | 0.13 | 60 |
| 25 | 240 | 103.4 | 0.13 | 120 |
| 26 | 260 | 127.6 | 0.18 | 60 |
| Reference | Method | Type of Reinforcement | Optimal Tensile Strength (MPa) |
|---|---|---|---|
| [6] | Filament winding, compression and pelletizing, injection molding | Chopped pellets | 35.6 |
| [8] | Co-extrusion, injection molding | Chopped pellets | 30 |
| [9] | Injection compression molding | Plain knitted fabric | 32.5 |
| [11] | Insert injection molding | Plain fabric | 70 |
| [13] | Insert injection molding | Plain fabric | 38 |
| [17] | Melt sequential injection molding | - | 55.3 |
| This work | Insert injection molding with optimized processing | Plain fabric | 120 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, J.; Mao, Q.; Jiang, N.; Chen, J. Effects of Injection Molding Parameters on Properties of Insert-Injection Molded Polypropylene Single-Polymer Composites. Polymers 2022, 14, 23. https://doi.org/10.3390/polym14010023
Wang J, Mao Q, Jiang N, Chen J. Effects of Injection Molding Parameters on Properties of Insert-Injection Molded Polypropylene Single-Polymer Composites. Polymers. 2022; 14(1):23. https://doi.org/10.3390/polym14010023
Chicago/Turabian StyleWang, Jian, Qianchao Mao, Nannan Jiang, and Jinnan Chen. 2022. "Effects of Injection Molding Parameters on Properties of Insert-Injection Molded Polypropylene Single-Polymer Composites" Polymers 14, no. 1: 23. https://doi.org/10.3390/polym14010023
APA StyleWang, J., Mao, Q., Jiang, N., & Chen, J. (2022). Effects of Injection Molding Parameters on Properties of Insert-Injection Molded Polypropylene Single-Polymer Composites. Polymers, 14(1), 23. https://doi.org/10.3390/polym14010023