
Effect of the Glass Fiber Content of a Polybutylene Terephthalate Reinforced Composite Structure on Physical and Mechanical Characteristics



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
- Young modulus E (MPa): 78,500;
- Tensile strength Rm (MPa): 1950;
- Density (g/cm3): 2.55;
- Average diameter (μm): 13.8.
2.2. Methods
2.2.1. Mechanical Characterization
Specimen Preparation
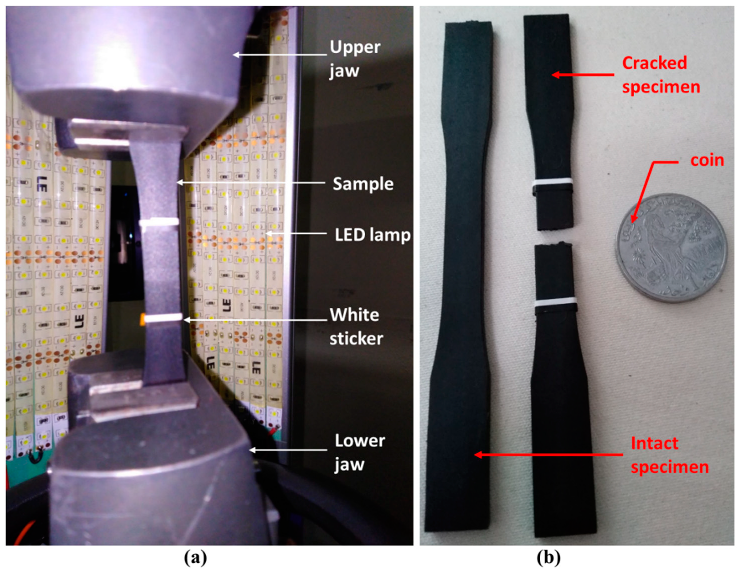
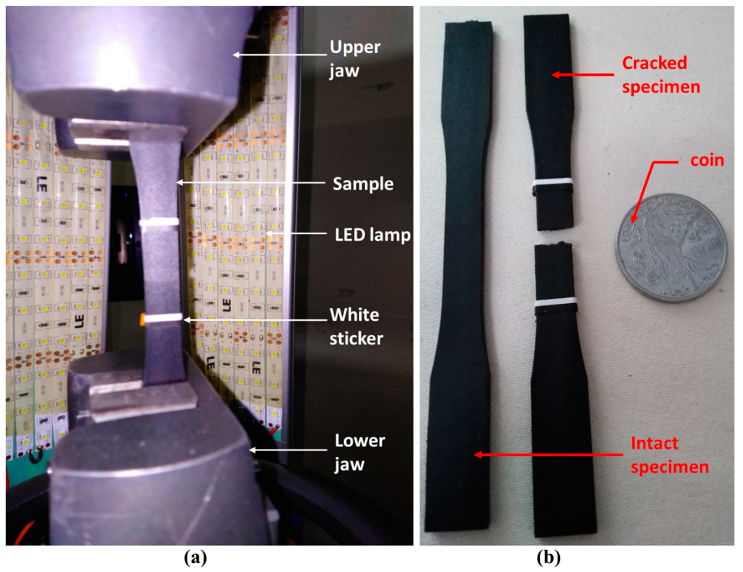
Tensile Test
Microscopic Analysis
2.2.2. Flammability Test
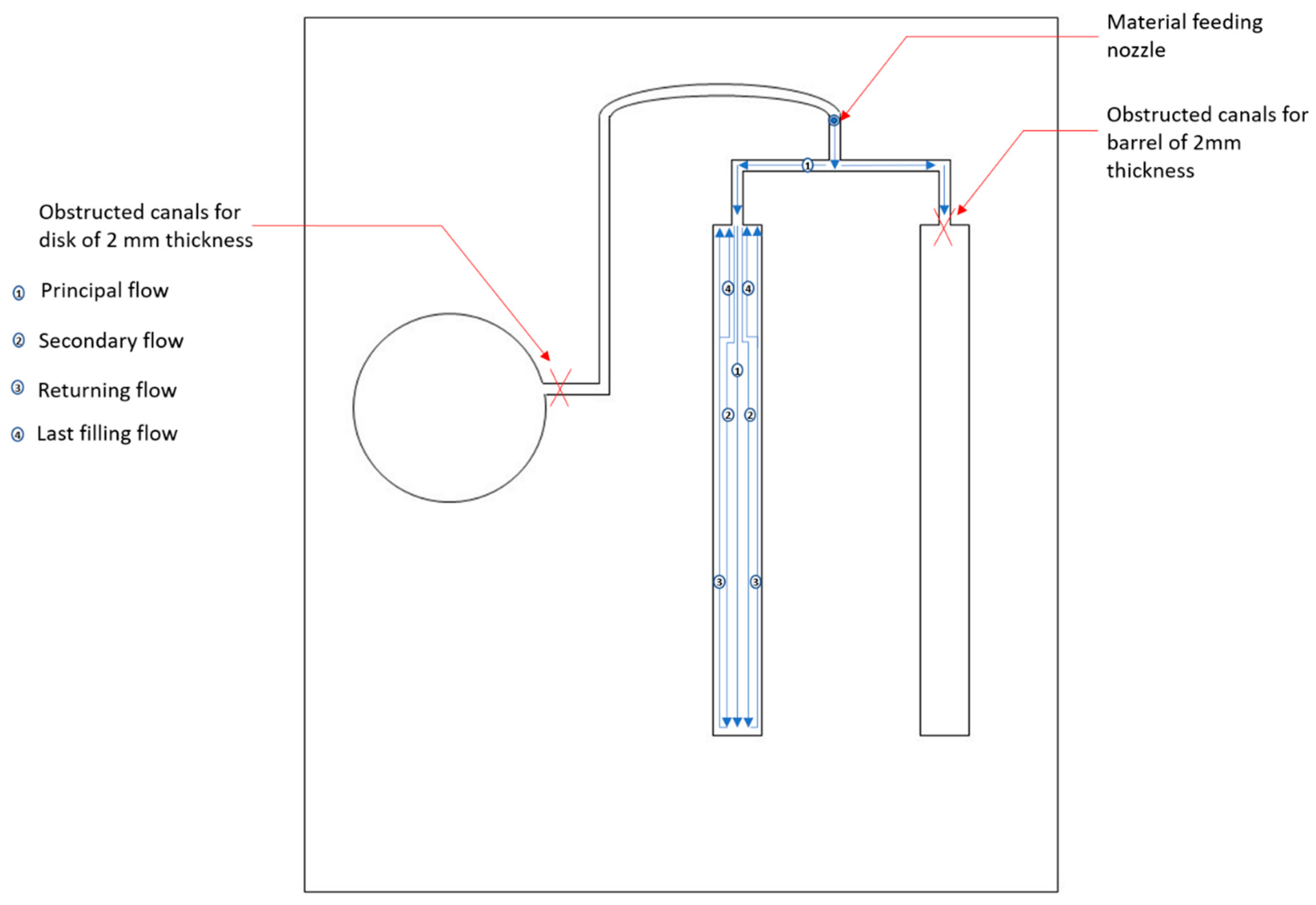
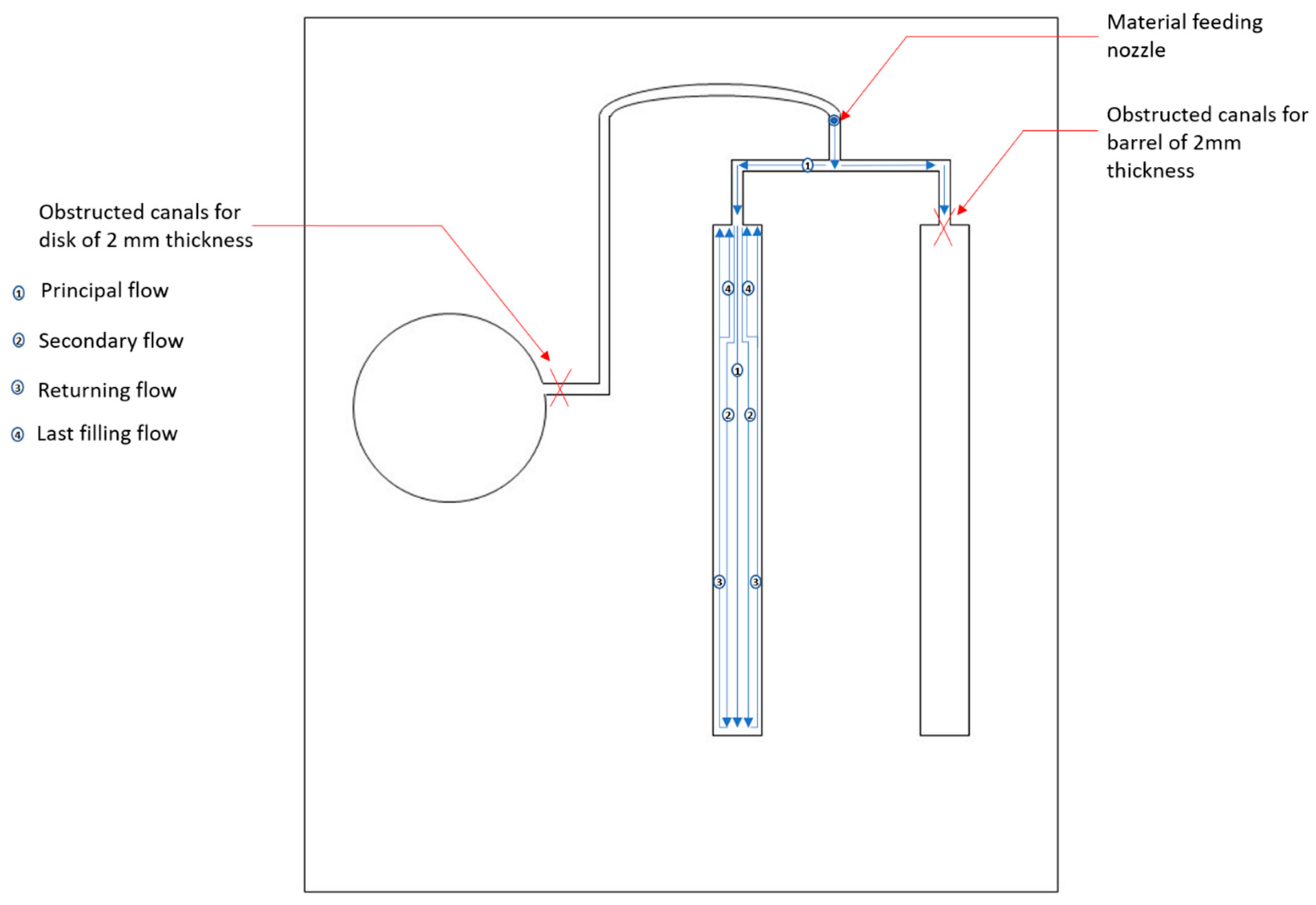
2.2.3. Fluidity Test
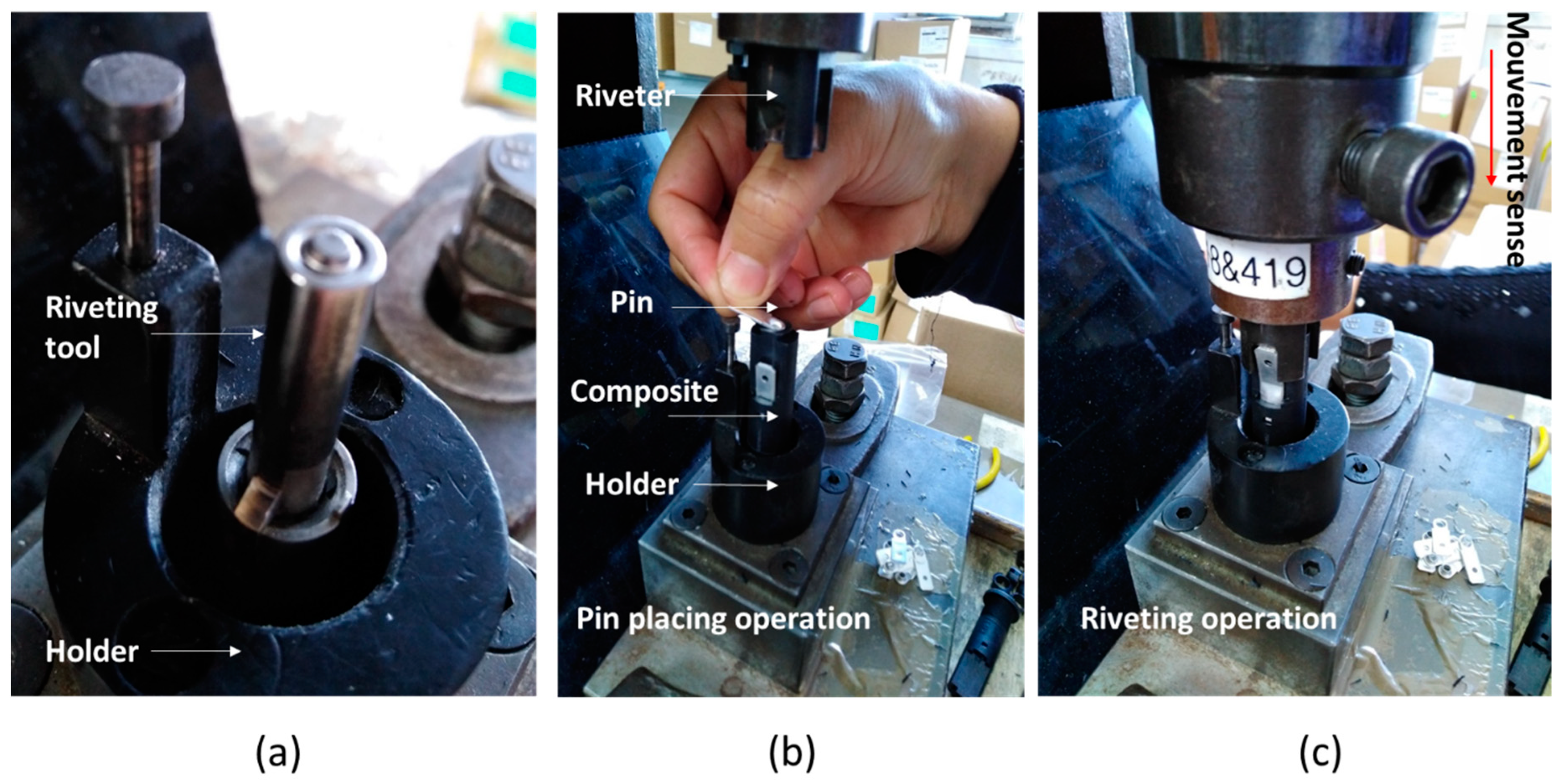
2.2.4. Riveting Test on the Considered Electrical Part
3. Results
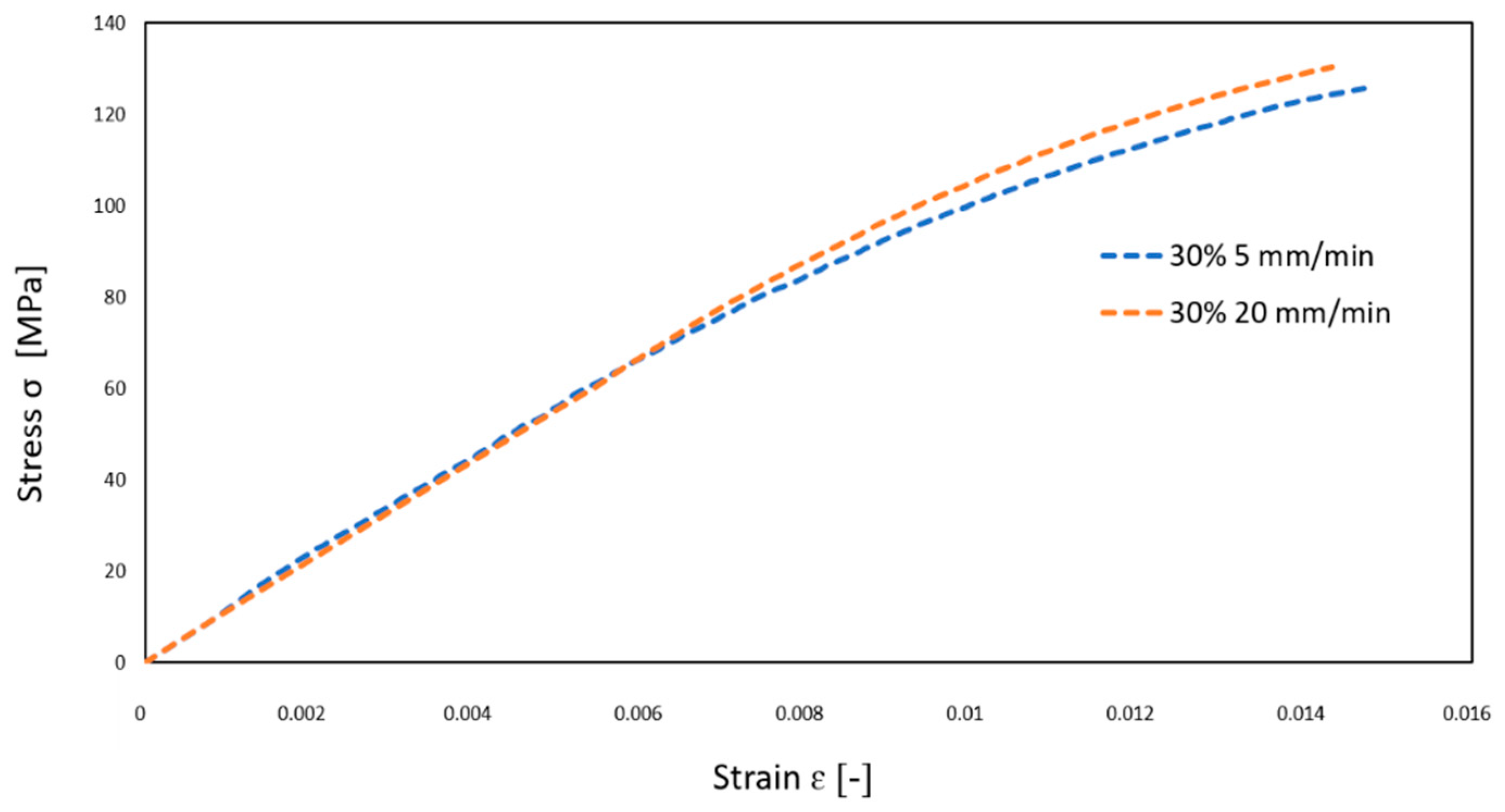
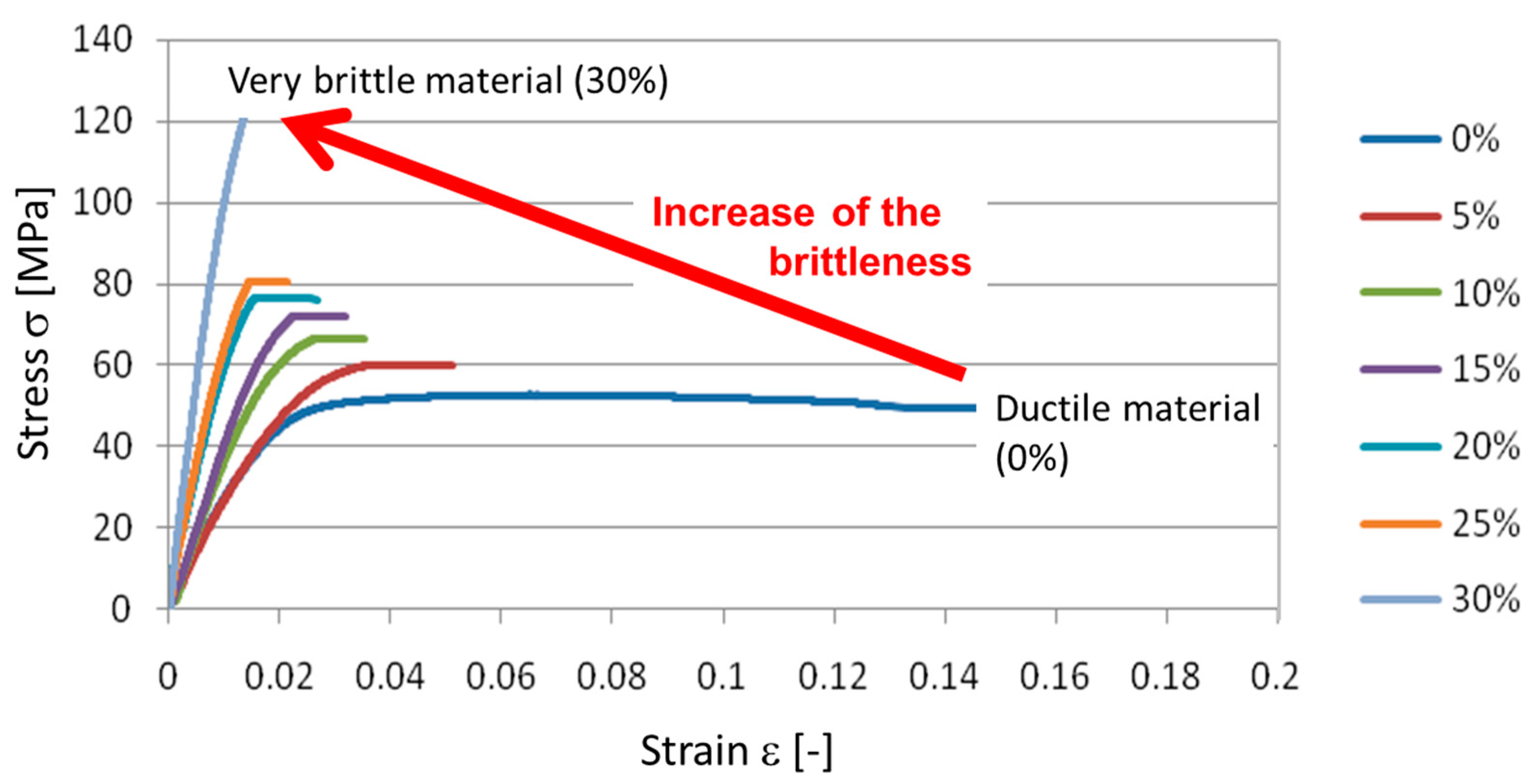
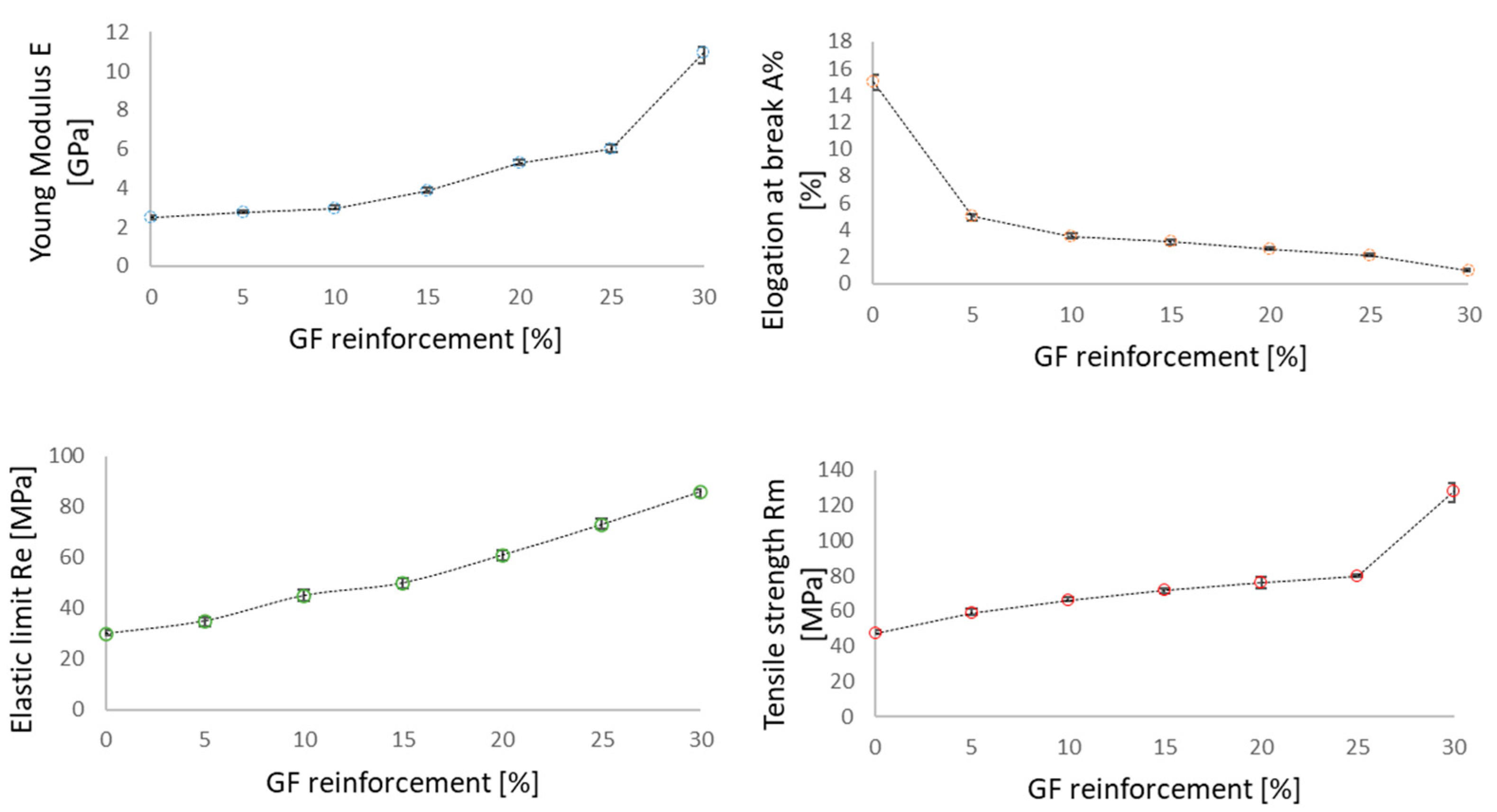
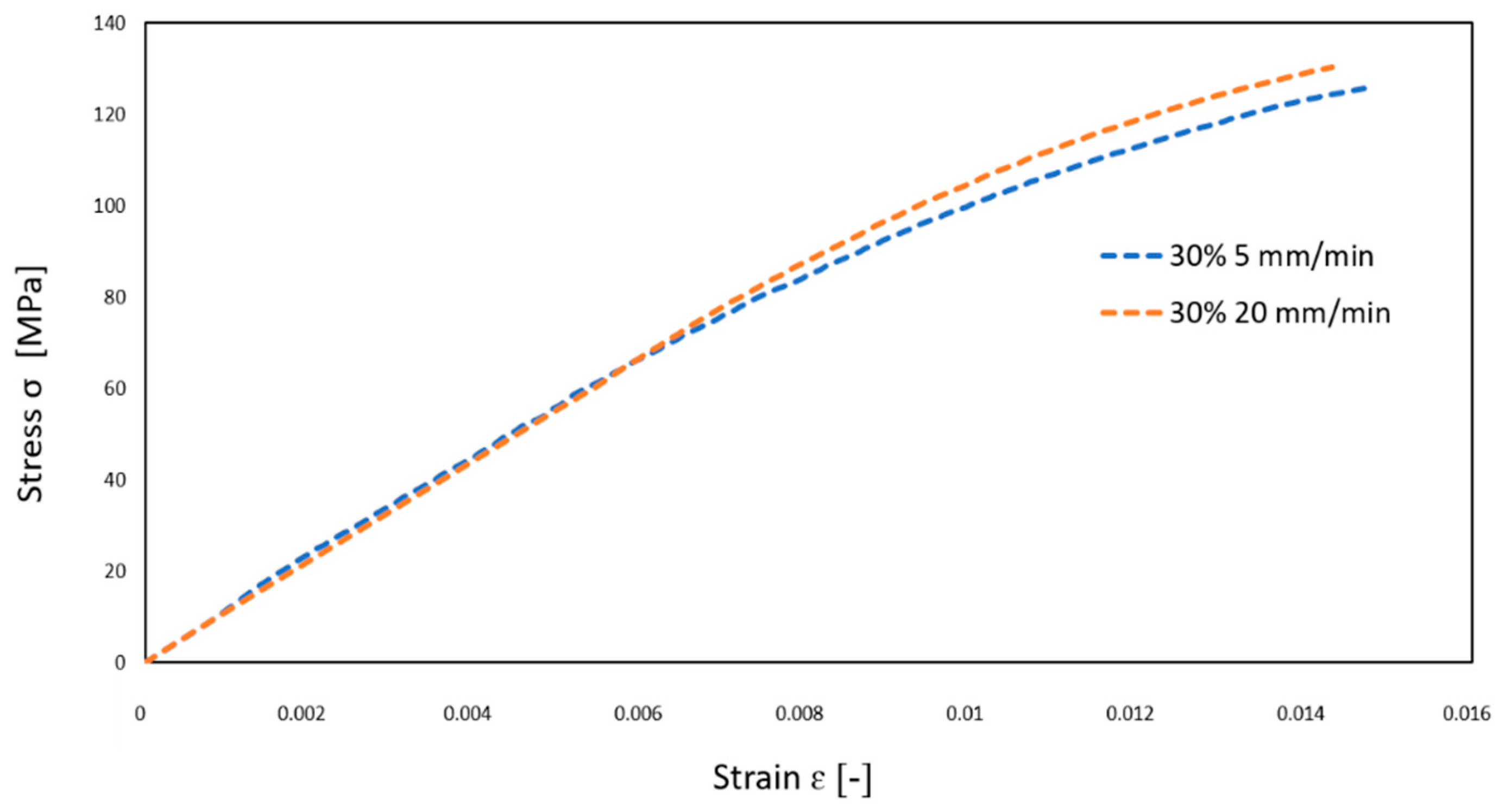
3.1. Tensile Test Results
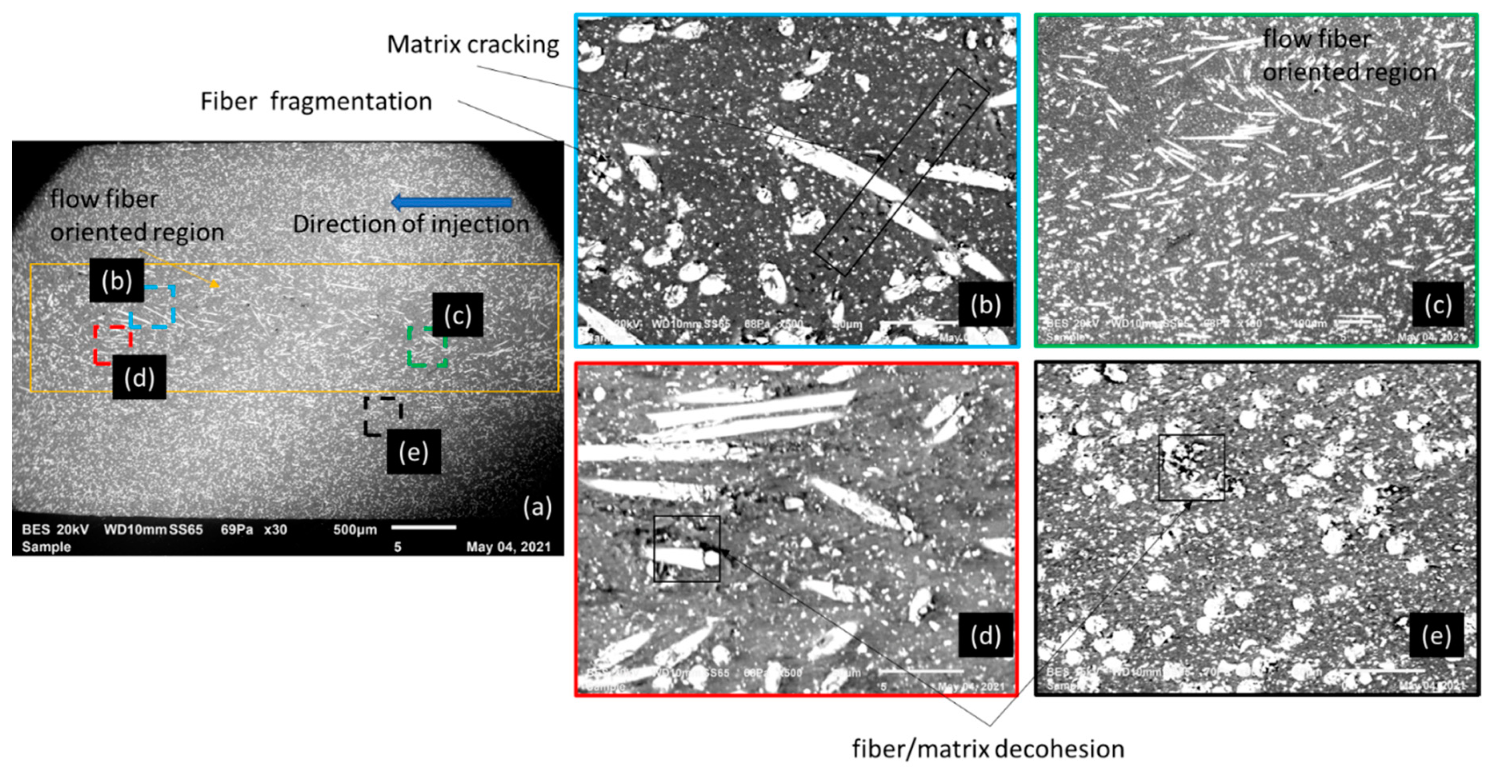
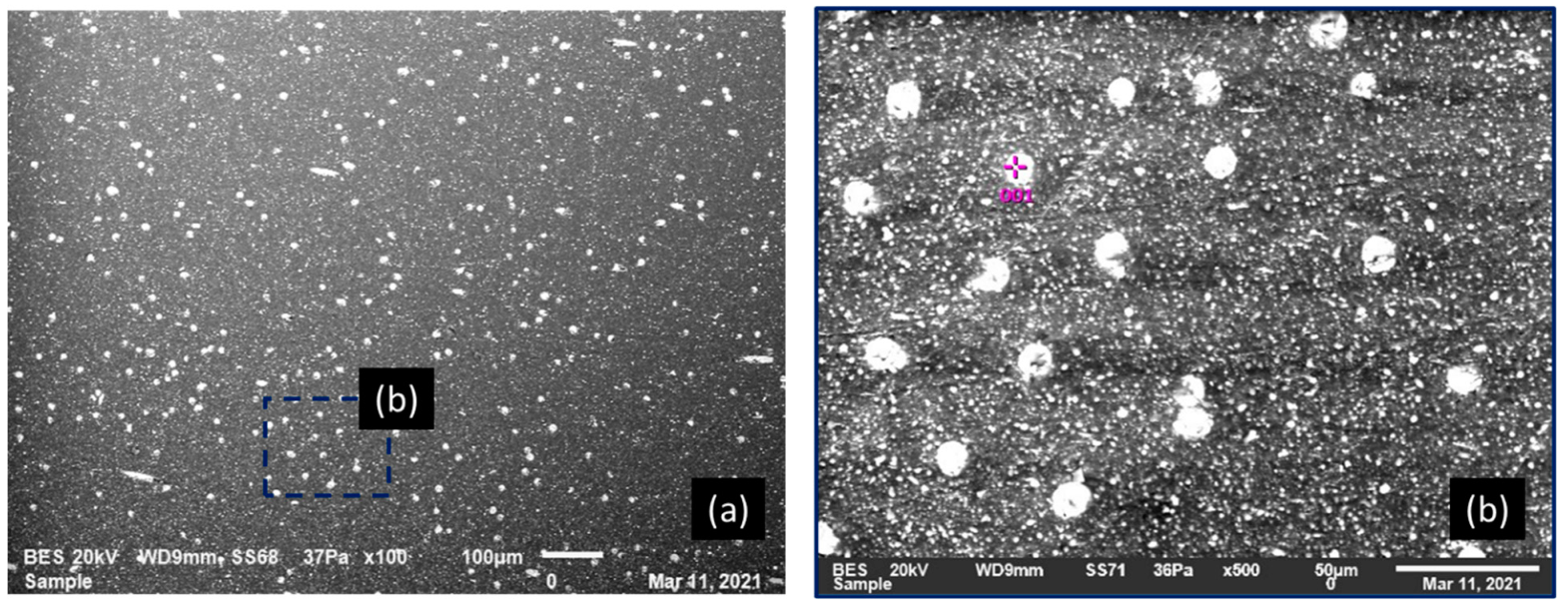
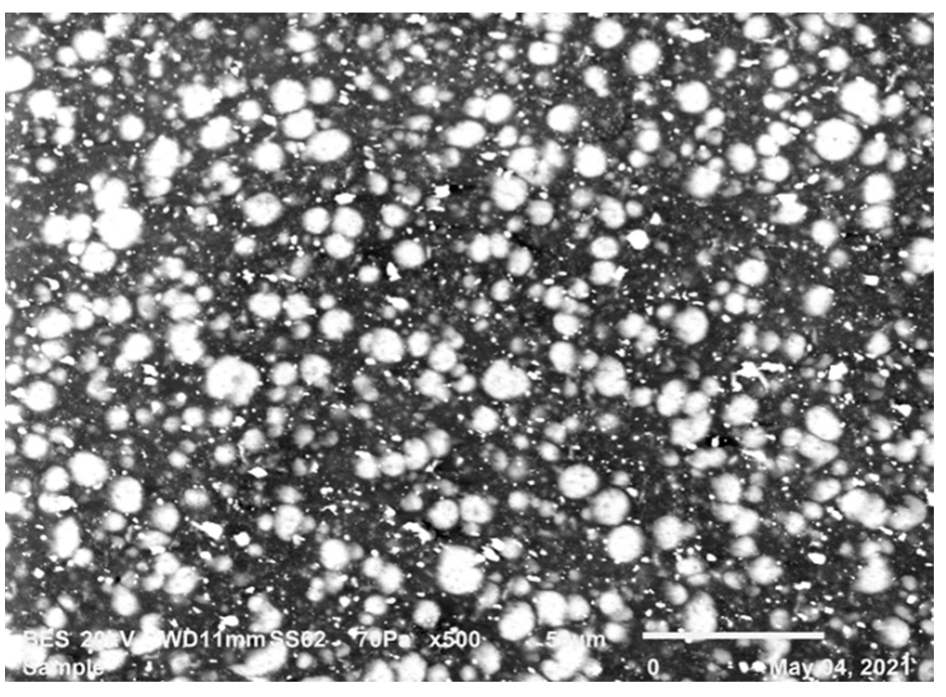
3.2. Microscopic Analysis
- The cracks of the GF itself;
- The release of GF from the PBT matrix; and
- The failure of the matrix.
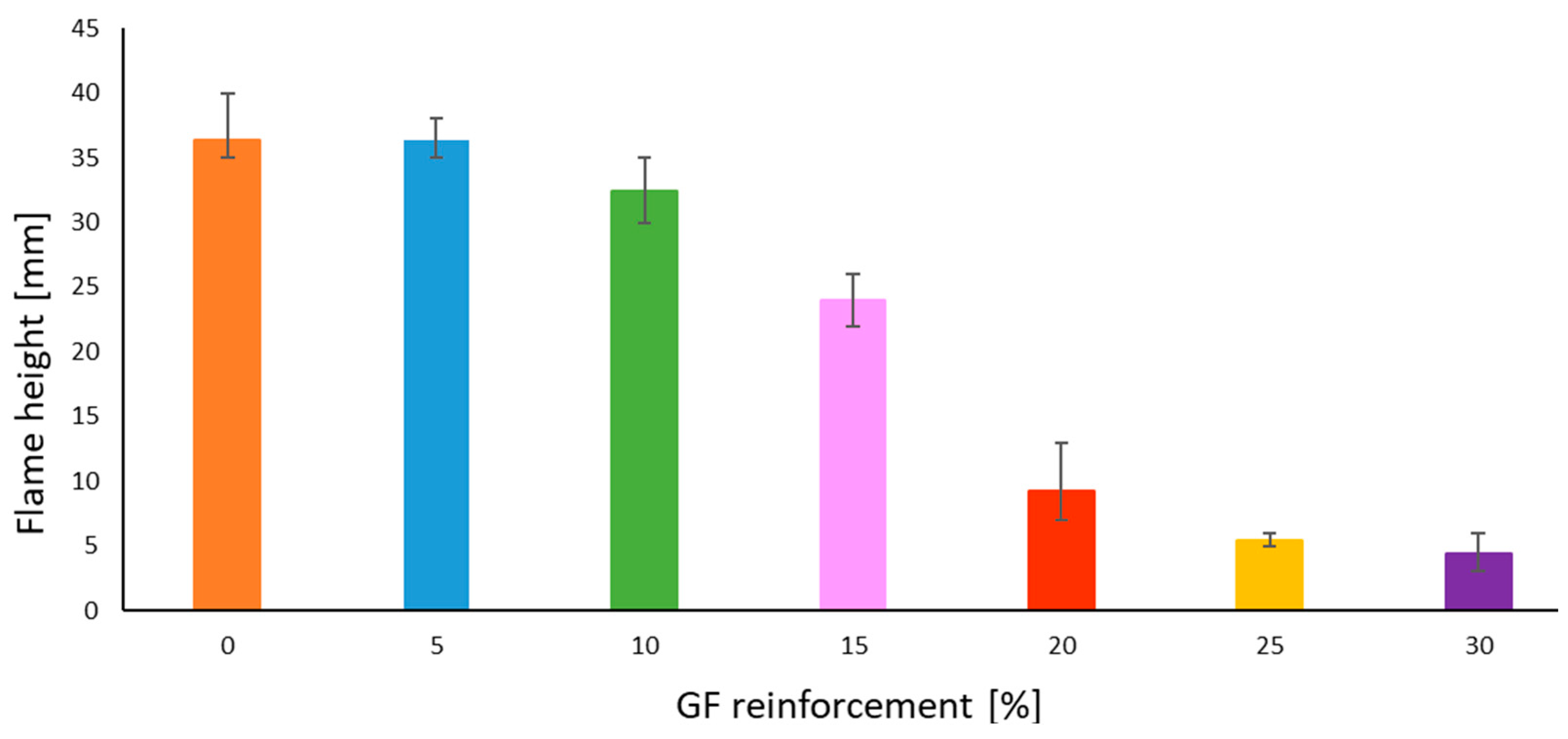
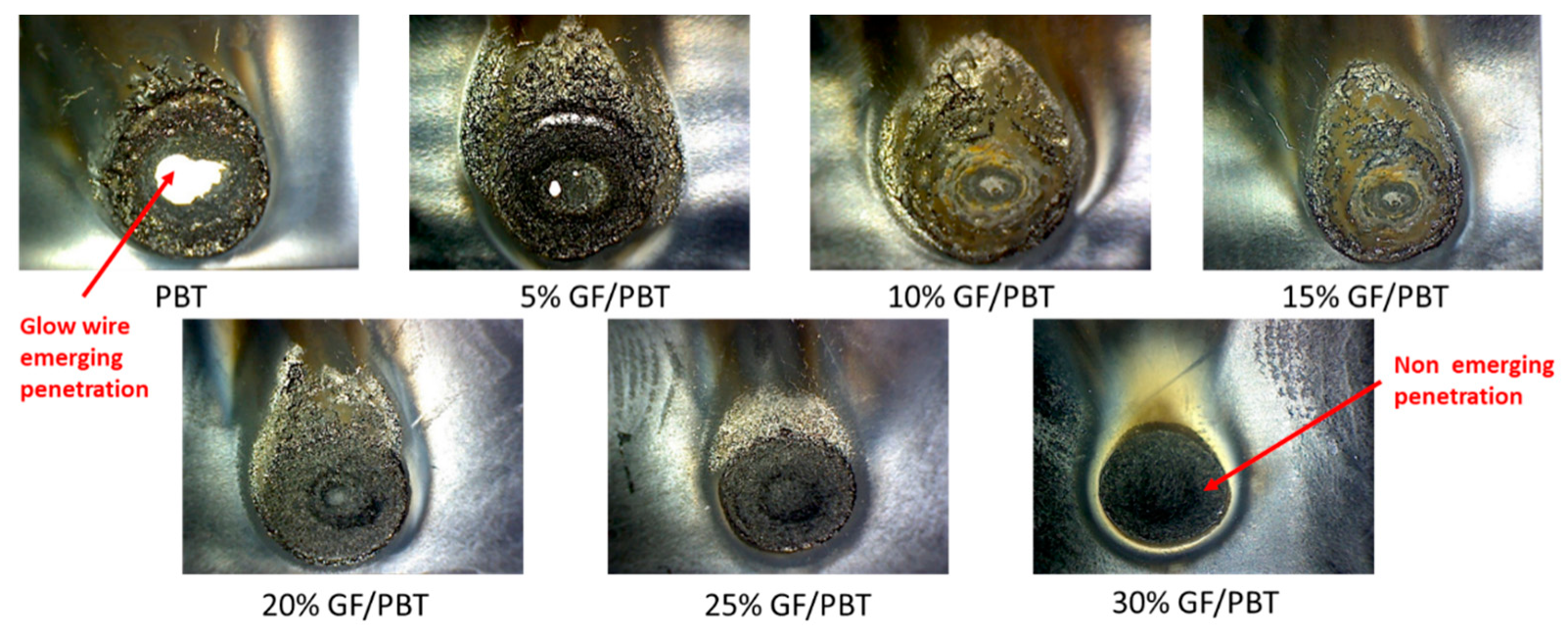
3.3. Flammability Test Results
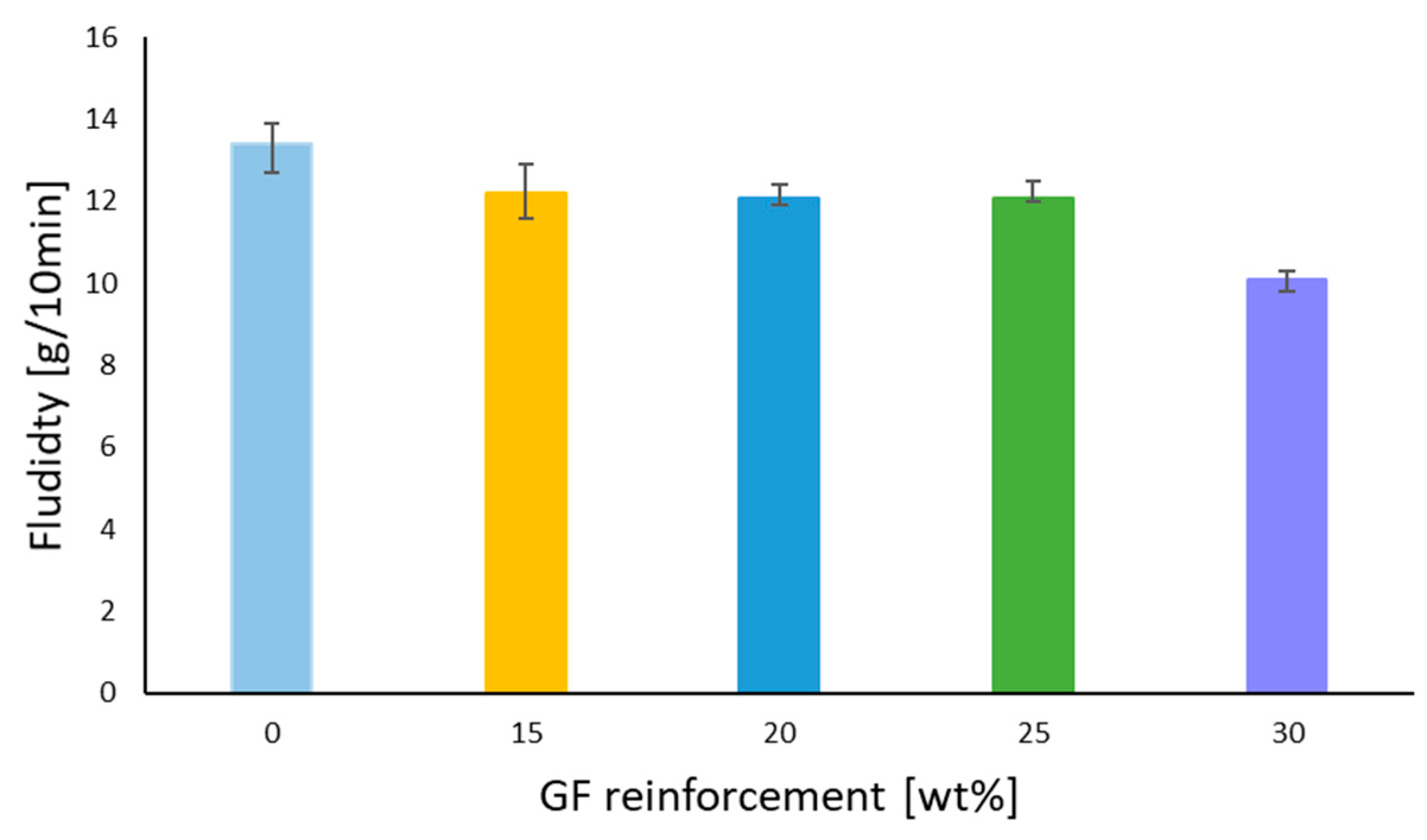
3.4. Fluidity Test Results
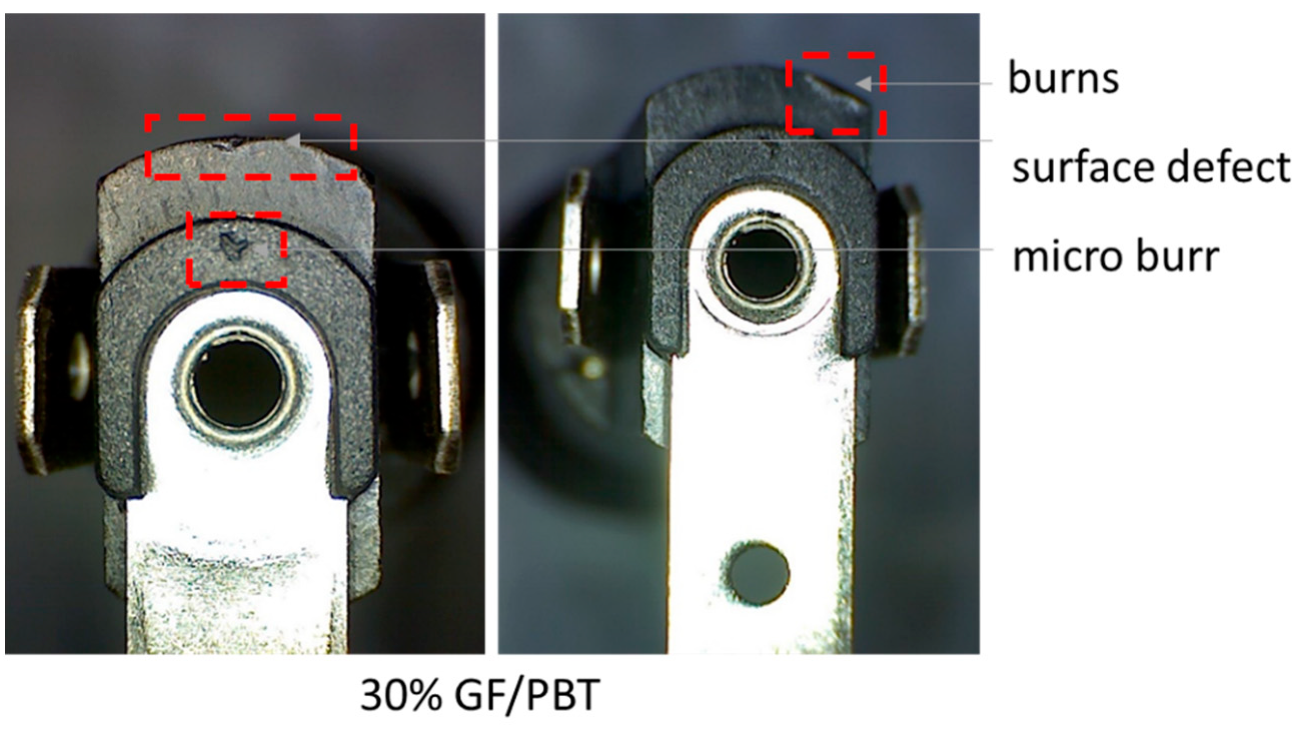
3.5. Riveting Test Results
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| PBT | PolyButylene Terephthalate |
| GF | Glass Fibers |
| UD | Unidirectional |
| PA66 | Polyamide 66 |
| PP | PolyPropylene |
| PES | PolyEtherSulfone |
| PLA | PolyLactic Acid |
| PVC | PolyVinyl Chloride |
| MFI | Melt Flow Index |
| MFR | Material Flow Rate |
| SEM | Scanning Electron Micro-scope |
| E | Young Modulus, Mpa |
| A | Elongation at break, % |
| Re | elastique limit, Mpa |
| Rm | tensile strength, Mpa |
References
- Notta-Cuvier, D.; Nciri, M.; Lauro, F.; Delille, R.; Chaari, F.; Robache, F.; Haugou, G.; Maalej, Y. Coupled Influence of Strain Rate and Heterogeneous Fibre Orientation on the Mechanical Behaviour of Short-Glass-Fibre Reinforced Polypropylene. Mech. Mater. 2016, 100, 186–197. [Google Scholar] [CrossRef]
- Laura, D.M.; Keskkula, H.; Barlow, J.W.; Paul, D.R. Effect of Glass Fiber Surface Chemistry on the Mechanical Properties of Glass Fiber Reinforced, Rubber-Toughened Nylon 6. Polymer 2002, 43, 4673–4687. [Google Scholar] [CrossRef]
- Park, S.B.; Lee, J.S.; Kim, J.W. Effects of Short Glass Fibers on the Mechanical Properties of Glass Fiber Fabric/PVC Composites. Mater. Res. Express 2017, 4, 035301. [Google Scholar] [CrossRef]
- Salasinska, K.; Barczewski, M.; Aniśko, J.; Hejna, A.; Celiński, M. Comparative Study of the Reinforcement Type Effect on the Thermomechanical Properties and Burning of Epoxy-Based Composites. J. Compos. Sci. 2021, 5, 89. [Google Scholar] [CrossRef]
- Mouhmid, B.; Imad, A.; Benseddiq, N.; Benmedakhène, S.; Maazouz, A. A Study of the Mechanical Behaviour of a Glass Fibre Reinforced Polyamide 6,6: Experimental Investigation. Polym. Test. 2006, 25, 544–552. [Google Scholar] [CrossRef]
- Sherif, G.; Chukov, D.; Tcherdyntsev, V.; Torokhov, V. Effect of Formation Route on the Mechanical Properties of the Polyethersulfone Composites Reinforced with Glass Fibers. Polymers 2019, 11, 1364. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wang, G.; Zhang, D.; Wan, G.; Li, B.; Zhao, G. Glass Fiber Reinforced PLA Composite with Enhanced Mechanical Properties, Thermal Behavior, and Foaming Ability. Polymer 2019, 181, 121803. [Google Scholar] [CrossRef]
- Mars, J.; Chebbi, E.; Wali, M.; Dammak, F. Numerical and Experimental Investigations of Low Velocity Impact on Glass Fiber-Reinforced Polyamide. Compos. Part B Eng. 2018, 146, 116–123. [Google Scholar] [CrossRef]
- El Wazery, M.S.; EL-Elamy, M.I.; Zoalfakar, S.H. Mechanical Properties of Glass Fiber Reinforced Polyester Composites. Int. J. Appl. Sci. Eng. 2017, 14, 121–131. [Google Scholar] [CrossRef]
- IEC 60695-2-13:2021; Fire Hazard Testing—Part 2-13: Glowing/Hot-Wire Based Test Methods—Glow-Wire Ignition Temperature (GWIT) Test Method for Materials. International Electrotechnical Commission: Geneva, Switzerland, 2021.
- IEC 60335-1:2020; Household and Similar Electrical Appliances—Safety—Part 1: General Requirements. International Electrotechnical Commission: Geneva, Switzerland, 2020.
- IEC 60695-2-11:2000; Fire Hazard Testing—Part 2-11: Glowing/Hot-Wire Based Test Methods—Glow-Wire Flammability Test Method for End-Products. International Electrotechnical Commission: Geneva, Switzerland, 2000.
- ASTM D2863; Standard Test Method for Measuring the Minimum Oxygen Concentration to Support Candle-Like Combustion of Plastics (Oxygen Index). ASTM International: West Conshohocken, PA, USA, 2019.
- IEC 60707; Flammability of Solid Non-Metallic Materials When Exposed to Flame Sources—List of Test Methods. International Electrotechnical Commission: Geneva, Switzerland, 1999.
- IEC 60695-11-10; Test Flames—50 W Horizontal and Vertical Flame Test Methods. International Electrotechnical Commission: Geneva, Switzerland, 2013.
- IEC 60695-11-20; Fire Hazard Testing—Part 11-20: Test Flames—500 W Flame Test Method. International Electrotechnical Commission: Geneva, Switzerland, 2015.
- ISO 9772:2020; Cellular Plastics—Determination of Horizontal Burning Characteristics of Small Specimens Subjected to a Small Flame. International Organization for Standardization: London, UK, 2020.
- ISO 9773:1998; Plastics—Determination of Burning Behaviour of Thin Flexible Vertical Specimens in Contact with a Small-Flame Ignition Source. International Organization for Standardization: London, UK, 1998.
- Kim, K.; Ryu, Y.; Sohn, J.S.; Cha, S.W. Effect of Chemical Blowing Agent, Melt Temperature, and Mold Temperature on the Fluidity of Glass Fiber-Reinforced Polycarbonate in Injection Molding. Polym.-Plast. Technol. Mater. 2019, 58, 2066–2073. [Google Scholar] [CrossRef]
- Stanek, M.; Manas, D.; Manas, M.; Skrobak, A.; Janostik, V.; Senkerik, V. Polymer Fluidity Influenced by Type and Amount of Filler. In Proceedings of the 20th International Conference on Circuits, Systems, Communications and Computers (CSCC 2016), MATEC Web Conferences, Corfu, Greece, 14–17 July 2016; Volume 76, p. 02020. [Google Scholar] [CrossRef] [Green Version]
- ISO 527-2:2012; Plastics—Determination of Tensile Properties—Part 2: Test Conditions for Moulding and Extrusion Plastics. International Organization for Standardization: London, UK, 2012.
- ISO 1133-1:2011; Plastics—Determination of the Melt Mass-Flow Rate (MFR) and Melt Volume-Flow Rate (MVR) of Thermoplastics—Part 1: Standard Method. International Organization for Standardization: London, UK, 2011.
- Abousnina, R.; Ibrahim Alsalmi, H.; Manalo, A.; Lim Allister, R.; Alajarmeh, O.; Ferdous, W.; Jlassi, K. Effect of Short Fibres in the Mechanical Properties of Geopolymer Mortar Containing Oil-Contaminated Sand. Polymers 2021, 13, 3008. [Google Scholar] [CrossRef]
- Stadler, G.; Primetzhofer, A.; Jerabek, M.; Pinter, G.; Grün, F. Investigation of the Influence of Viscoelastic Behaviour on the Lifetime of Short Fibre Reinforced Polymers. Polymers 2020, 12, 2874. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composites under Study (Required GF Reinforcement wt%) | 0 | 5 | 10 | 15 | 20 | 25 | 30 |
|---|---|---|---|---|---|---|---|
| Quantity of PBT Resin, g | 100 | 500 | 200 | 100 | 50 | 20 | 0 |
| Quantity of PBT/GF reinforced of 30%, g | 0 | 100 | 100 | 100 | 100 | 100 | 100 |
| Material | Young Modulus E (MPa) | Yield Strength Re (MPa) | Elongation at Break A (%) | Tensile Strength Rm (MPa) |
|---|---|---|---|---|
| PBT | - | - | - | - |
| 5 wt% GF/PBT | +10.28% | +14.29% | −200.00% | +20.34% |
| 10 wt% GF/PBT | +16.45% | +33.33% | −328.57% | +28.79% |
| 15 wt% GF/PBT | +36.05% | +40.00% | −383.87% | +34.72% |
| 20 wt% GF/PBT | +53.20% | +50.82% | −476.92% | +38.16% |
| 25 wt% GF/PBT | +58.82% | +58.90% | −614.29% | +41.25% |
| 30 wt% GF/PBT | +77.33% | +65.12% | −1400.00% | +63.28% |
| GF wt% | Simple Stroke | Double Stroke | Triple Stroke | |||
|---|---|---|---|---|---|---|
| Number of Specimens | Failure Percentage (%) | Number of Specimens | Failure Percentage (%) | Number of Specimens | Failure Percentage (%) | |
| 20 | 25 | 0 | 15 | 0 | 10 | 0 |
| 25 | 4 | 7 | 10 | |||
| 30 | 8 | 13 | 30 | |||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hamlaoui, O.; Klinkova, O.; Elleuch, R.; Tawfiq, I. Effect of the Glass Fiber Content of a Polybutylene Terephthalate Reinforced Composite Structure on Physical and Mechanical Characteristics. Polymers 2022, 14, 17. https://doi.org/10.3390/polym14010017
Hamlaoui O, Klinkova O, Elleuch R, Tawfiq I. Effect of the Glass Fiber Content of a Polybutylene Terephthalate Reinforced Composite Structure on Physical and Mechanical Characteristics. Polymers. 2022; 14(1):17. https://doi.org/10.3390/polym14010017
Chicago/Turabian StyleHamlaoui, Oumayma, Olga Klinkova, Riadh Elleuch, and Imad Tawfiq. 2022. "Effect of the Glass Fiber Content of a Polybutylene Terephthalate Reinforced Composite Structure on Physical and Mechanical Characteristics" Polymers 14, no. 1: 17. https://doi.org/10.3390/polym14010017
APA StyleHamlaoui, O., Klinkova, O., Elleuch, R., & Tawfiq, I. (2022). Effect of the Glass Fiber Content of a Polybutylene Terephthalate Reinforced Composite Structure on Physical and Mechanical Characteristics. Polymers, 14(1), 17. https://doi.org/10.3390/polym14010017