
Influence of Reactive Chain Extension on the Properties of 3D Printed Poly(Lactic Acid) Constructs

 ,
,  ,
,  ,
,  ,
,  ,
,  ,
, 
Abstract

1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Fabrication of PLA Filaments and 3D Printed Specimens
2.3. Physicochemical Characterization
2.3.1. Gel Permeation Chromatography
2.3.2. Melt Flow Index (MFI)
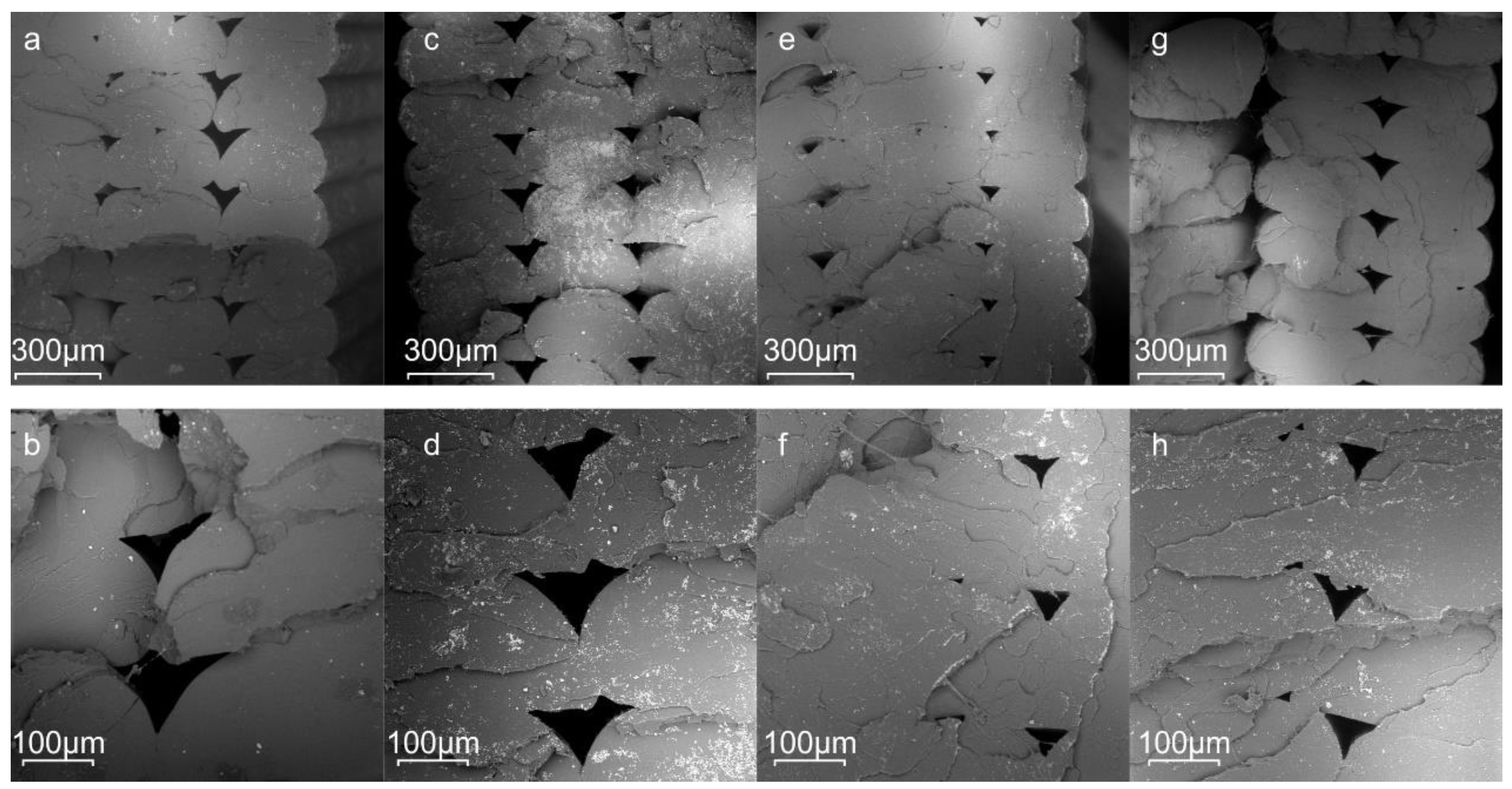
2.3.3. Microscopy
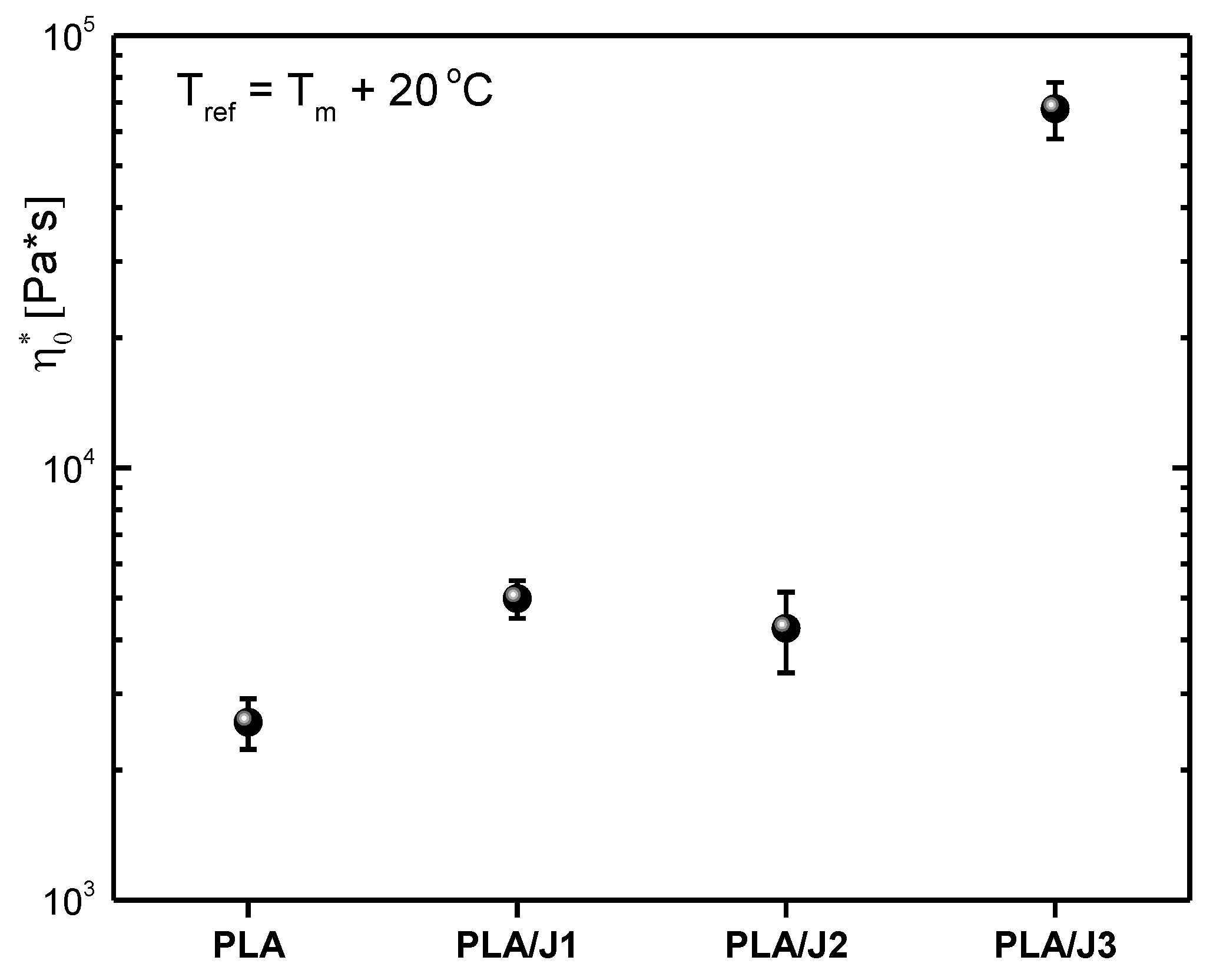
2.3.4. Linear Viscoelastic Measurements (LVE)
2.3.5. Fourier Transform Infrared Spectroscopy (FTIR)
2.3.6. Thermal Analysis
2.4. Mechanical Characterization
2.4.1. Tensile Testing
2.4.2. Compression Testing
2.4.3. Nanoidentation Testing
2.4.4. Dynamic Mechanical Analysis (DMA)
3. Results and Discussion
3.1. Effect of Chain Extender of Molecular Weight, Filament Fabrication and Printing
3.2. Thermal Properties
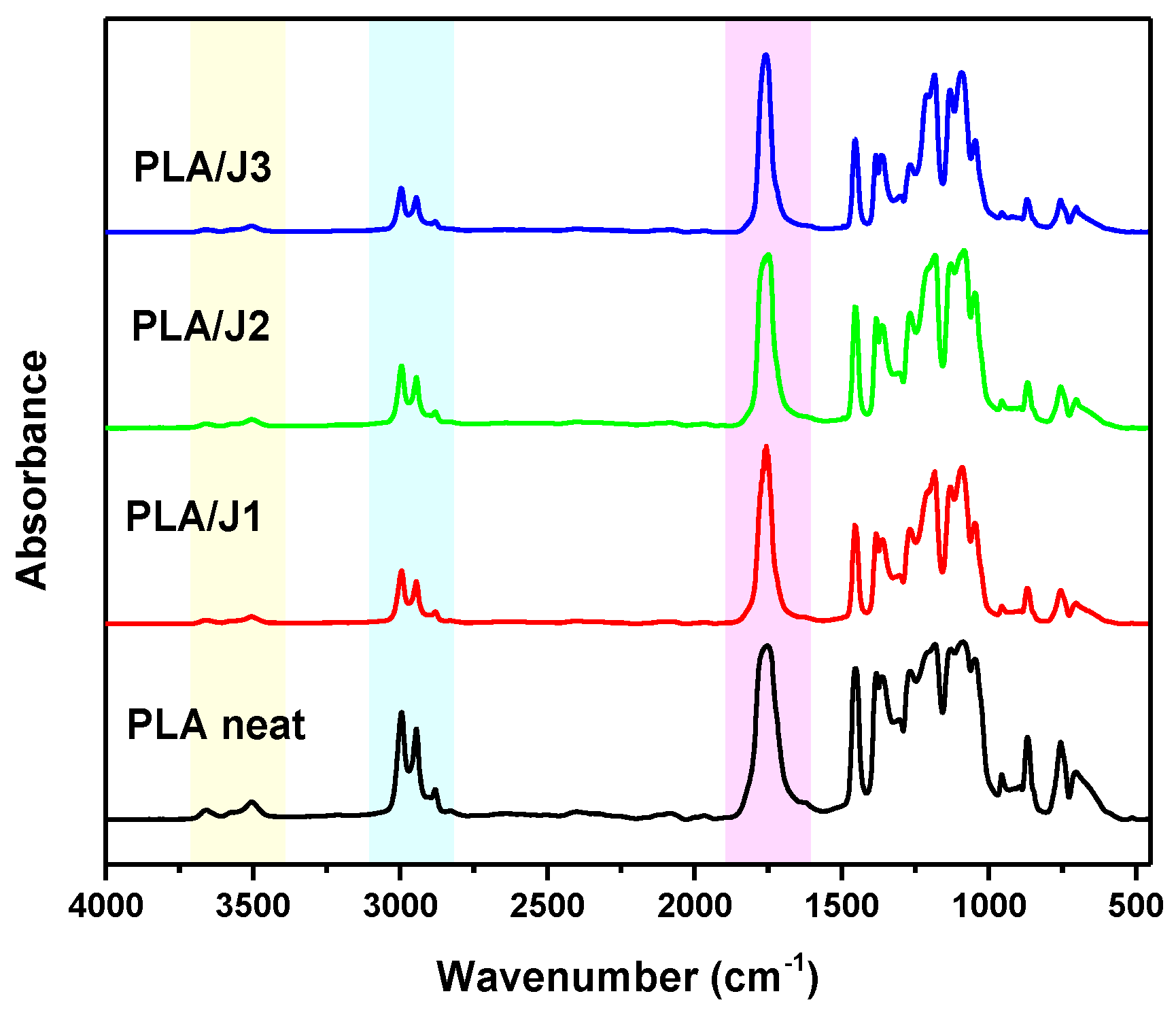
3.3. Effect of Chain Extender on the Chemical Structure of PLA
3.4. Mechanical and Thermomechanical Properties
3.4.1. Mechanical Characterization through Nanoindentation, Tensile and Compression Testing
3.4.2. Dynamic Mechanical Analysis (DMA)
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- González-Henríquez, C.M.; Sarabia-Vallejos, M.A.; Rodriguez-Hernandez, J. Polymers for additive manufacturing and 4D-printing: Materials, methodologies, and biomedical applications. Prog. Polym. Sci. 2019, 94, 57–116. [Google Scholar] [CrossRef]
- Gnanasekaran, K.; Heijmans, T.; van Bennekom, S.; Woldhuis, H.; Wijnia, S.; de With, G.; Friedrich, H. 3D printing of CNT- and graphene-based conductive polymer nanocomposites by fused deposition modeling. Appl. Mater. Today 2017, 9, 21–28. [Google Scholar] [CrossRef]
- Wang, C.; Huang, W.; Zhou, Y.; He, L.; He, Z.; Chen, Z.; He, X.; Tian, S.; Liao, J.; Lu, B.; et al. 3D printing of bone tissue engineering scaffolds. Bioact. Mater. 2020, 5, 82–91. [Google Scholar] [CrossRef] [PubMed]
- Szymczyk-Ziółkowska, P.; Łabowska, M.B.; Detyna, J.; Michalak, I.; Gruber, P. A review of fabrication polymer scaffolds for biomedical applications using additive manufacturing techniques. Biocybern. Biomed. Eng. 2020, 40, 624–638. [Google Scholar] [CrossRef]
- Wu, C.S.; Liao, H.T. Fabrication, characterization, and application of polyester/wood flour composites. J. Polym. Eng. 2017, 37, 689–698. [Google Scholar] [CrossRef]
- Choi, W.J.; Hwang, K.S.; Kwon, H.J.; Lee, C.; Kim, C.H.; Kim, T.H.; Heo, S.W.; Kim, J.H.; Lee, J.Y. Rapid development of dual porous poly(lactic acid) foam using fused deposition modeling (FDM) 3D printing for medical scaffold application. Mater. Sci. Eng. C 2020, 110, 110693. [Google Scholar] [CrossRef] [PubMed]
- Rasselet, D.; Caro-Bretelle, A.S.; Taguet, A.; Lopez-Cuesta, J.M. Reactive compatibilization of PLA/PA11 blends and their application in additive manufacturing. Materials 2019, 12, 485. [Google Scholar] [CrossRef] [PubMed]
- Najafi, N.; Heuzey, M.C.; Carreau, P.J.; Wood-Adams, P.M. Control of thermal degradation of polylactide (PLA)-clay nanocomposites using chain extenders. Polym. Degrad. Stab. 2012, 97, 554–565. [Google Scholar] [CrossRef]
- Chinthapalli, R.; Skoczinski, P.; Carus, M.; Baltus, W.; De Guzman, D.; Käb, H.; Raschka, A.; Ravenstijn, J. Biobased Building Blocks and Polymers—Global Capacities, Production and Trends, 2018–023. Ind. Biotechnol. 2019, 15, 237–241. [Google Scholar] [CrossRef]
- Lim, L.; Auras, R.; Rubino, M. Progress in Polymer Science Processing technologies for poly (lactic acid). Prog. Polym. Sci. 2008, 33, 820–852. [Google Scholar] [CrossRef]
- Cuiffo, M.A.; Snyder, J.; Elliott, A.M.; Romero, N.; Kannan, S.; Halada, G.P. Impact of the fused deposition (FDM) printing process on polylactic acid (PLA) chemistry and structure. Appl. Sci. 2017, 7, 579. [Google Scholar] [CrossRef]
- Achmad, F.; Yamane, K.; Quan, S.; Kokugan, T. Synthesis of polylactic acid by direct polycondensation under vacuum without catalysts, solvents and initiators. Chem. Eng. J. 2009, 151, 342–350. [Google Scholar] [CrossRef]
- Thakur, V.K.; Thunga, M.; Kessler, M.R. Vegetable Oils for Green Composites; CRC Press: Boca Raton, FL, USA, 2013; ISBN 9781466570702. [Google Scholar]
- Mazzanti, V.; Malagutti, L.; Mollica, F. FDM 3D printing of polymers containing natural fillers: A review of their mechanical properties. Polymers 2019, 11, 1094. [Google Scholar] [CrossRef]
- Song, Y.; Li, Y.; Song, W.; Yee, K.; Lee, K.Y.; Tagarielli, V.L. Measurements of the mechanical response of unidirectional 3D-printed PLA. Mater. Des. 2017, 123, 154–164. [Google Scholar] [CrossRef]
- Han, J.J.; Huang, H.X. Preparation and characterization of biodegradable polylactide/thermoplastic polyurethane elastomer blends. J. Appl. Polym. Sci. 2011, 120, 3217–3223. [Google Scholar] [CrossRef]
- Signori, F.; Coltelli, M.B.; Bronco, S. Thermal degradation of poly(lactic acid) (PLA) and poly(butylene adipate-co-terephthalate) (PBAT) and their blends upon melt processing. Polym. Degrad. Stab. 2009, 94, 74–82. [Google Scholar] [CrossRef]
- Baimark, Y.; Srihanam, P. Influence of chain extender on thermal properties and melt flow index of stereocomplex PLA. Polym. Test. 2015, 45, 52–57. [Google Scholar] [CrossRef]
- Farias da Silva, J.M.; Soares, B.G. Epoxidized cardanol-based prepolymer as promising biobased compatibilizing agent for PLA/PBAT blends. Polym. Test. 2021, 93, 106889. [Google Scholar] [CrossRef]
- Wu, D.D.; Guo, Y.; Huang, A.P.; Xu, R.W.; Liu, P. Effect of the multi-functional epoxides on the thermal, mechanical and rheological properties of poly(butylene adipate-co-terephthalate)/polylactide blends. Polym. Bull. 2020, 1–25. [Google Scholar] [CrossRef]
- Frenz, V.; Scherzer, D.; Villalobos, M.; Awojulu, A.A.; Edison, M.; Van Der Meer, R. Multifunctional polymers as chain extenders and compatibilizers for polycondensates and biopolymers. In Proceedings of the Technical Papers, Regional Technical Conference—Society of Plastics Engineers, Milwaukee, WI, Citeseer, 4–8 May 2008; Volume 3, pp. 1678–1682. [Google Scholar]
- Arruda, L.C.; Magaton, M.; Bretas, R.E.S.; Ueki, M.M. Influence of chain extender on mechanical, thermal and morphological properties of blown films of PLA/PBAT blends. Polym. Test. 2015, 43, 27–37. [Google Scholar] [CrossRef]
- Alturkestany, M.T.; Panchal, V.; Thompson, M.R. Improved part strength for the fused deposition 3D printing technique by chemical modification of polylactic acid. Polym. Eng. Sci. 2019, 59, E59–E64. [Google Scholar] [CrossRef]
- Wasti, S.; Adhikari, S. Use of Biomaterials for 3D Printing by Fused Deposition Modeling Technique: A Review. Front. Chem. 2020, 8, 8. [Google Scholar] [CrossRef] [PubMed]
- Lyu, Y.; Chen, Y.; Lin, Z.; Zhang, J.; Shi, X. Manipulating phase structure of biodegradable PLA/PBAT system: Effects on dynamic rheological responses and 3D printing. Compos. Sci. Technol. 2020, 200, 108399. [Google Scholar] [CrossRef]
- Andrzejewski, J.; Cheng, J.; Anstey, A.; Mohanty, A.K.; Misra, M. Development of Toughened Blends of Poly(lactic acid) and Poly(butylene adipate- co-terephthalate) for 3D Printing Applications: Compatibilization Methods and Material Performance Evaluation. ACS Sustain. Chem. Eng. 2020, 8, 6576–6589. [Google Scholar] [CrossRef]
- Cisneros-López, E.O.; Pal, A.K.; Rodriguez, A.U.; Wu, F.; Misra, M.; Mielewski, D.F.; Kiziltas, A.; Mohanty, A.K. Recycled poly(lactic acid)–based 3D printed sustainable biocomposites: A comparative study with injection molding. Mater. Today Sustain. 2020, 7–8, 100027. [Google Scholar] [CrossRef]
- Evans, R.M.L.; Tassieri, M.; Auhl, D.; Waigh, T.A. Direct conversion of rheological compliance measurements into storage and loss moduli. Phys. Rev. E 2009, 80, 12501. [Google Scholar] [CrossRef]
- Dorgan, J.R.; Lehermeier, H.; Mang, M. Thermal and rheological properties of commercial-grade poly(lactic acid)s. J. Polym. Environ. 2000, 8, 1–9. [Google Scholar] [CrossRef]
- Palade, L.I.; Lehermeier, H.J.; Dorgan, J.R. Melt rheology of high L-content poly(lactic acid). Macromolecules 2001, 34, 1384–1390. [Google Scholar] [CrossRef]
- Dorgan, J.R.; Williams, J.S.; Lewis, D.N. Melt rheology of poly(lactic acid): Entanglement and chain architecture effects. J. Rheol. 1999, 43, 1141–1155. [Google Scholar] [CrossRef]
- Dorgan, J.R.; Janzen, J.; Clayton, M.P.; Hait, S.B.; Knauss, D.M. Melt rheology of variable L -content poly(lactic acid). J. Rheol. 2005, 49, 607–619. [Google Scholar] [CrossRef]
- Garlotta, D. A Literature Review of Poly (Lactic Acid) A Literature Review of Poly(Lactic Acid). J. Polym. Environ. 2019, 9, 63–84. [Google Scholar] [CrossRef]
- Meng, Q.; Heuzey, M.C.; Carreau, P.J. Control of thermal degradation of polylactide/clay nanocomposites during melt processing by chain extension reaction. Polym. Degrad. Stab. 2012, 97, 2010–2020. [Google Scholar] [CrossRef]
- Marinho, V.A.D.; Pereira, C.A.B.; Vitorino, M.B.C.; Silva, A.S.; Carvalho, L.H.; Canedo, E.L. Degradation and recovery in poly(butylene adipate-co-terephthalate)/ thermoplastic starch blends. Polym. Test. 2017, 58, 166–172. [Google Scholar] [CrossRef]
- Diederichs, E.V.; Picard, M.C.; Chang, B.P.; Misra, M.; Mielewski, D.F.; Mohanty, A.K. Strategy to improve printability of renewable resource-based engineering plastic tailored for fdm applications. ACS Omega 2019, 4, 20297–20307. [Google Scholar] [CrossRef]
- Carreau, P.J. Rheological equations from molecular network theories. Trans. Soc. Rheol. 1972, 16, 99–127. [Google Scholar] [CrossRef]
- Thomas, L. TA Instruments. Available online: http://www.tainstruments.com/pdf/literature/TA039.pdf (accessed on 22 March 2021).
- Karkhanis, S.S.; Matuana, L.M. Extrusion blown films of poly(lactic acid) chain-extended with food grade multifunctional epoxies. Polym. Eng. Sci. 2019, 59, 2211–2219. [Google Scholar] [CrossRef]
- Schönhals, A.; Kremer, F. Broadband Dielectric Measurement Techniques (10-6 Hz to 1012-Hz). In Broadband Dielectric Spectroscopy; Springer: Berlin/Heidelberg, Germany, 2003; pp. 35–57. [Google Scholar]
- Papadopoulos, L.; Klonos, P.A.; Terzopoulou, Z.; Psochia, E.; Sanusi, O.M.; Hocine, N.A.; Benelfellah, A.; Giliopoulos, D.; Triantafyllidis, K.; Kyritsis, A.; et al. Comparative study of crystallization, semicrystalline morphology, and molecular mobility in nanocomposites based on polylactide and various inclusions at low filler loadings. Polymer 2021, 217, 123457. [Google Scholar] [CrossRef]
- Terzopoulou, Z.; Klonos, P.A.; Kyritsis, A.; Tziolas, A.; Avgeropoulos, A.; Papageorgiou, G.Z.; Bikiaris, D.N. Interfacial interactions, crystallization and molecular mobility in nanocomposites of Poly(lactic acid) filled with new hybrid inclusions based on graphene oxide and silica nanoparticles. Polymer 2019, 166, 1–12. [Google Scholar] [CrossRef]
- Črešnar, K.P.; Zemljič, L.F.; Papadopoulos, L.; Terzopoulou, Z.; Zamboulis, A.; Klonos, P.A.; Bikiaris, D.N.; Kyritsis, A.; Pissis, P. Effects of Ag, ZnO and TiO2 nanoparticles at low contents on the crystallization, semicrystalline morphology, interfacial phenomena and segmental dynamics of PLA. Mater. Today Commun. 2021, 27, 102192. [Google Scholar] [CrossRef]
- Hong, H.; Xiao, R.; Guo, Q.; Liu, H.; Zhang, H. Quantitively characterizing the chemical composition of tailored bagasse fiber and its effect on the thermal and mechanical properties of polylactic acid-based composites. Polymers 2019, 11, 1567. [Google Scholar] [CrossRef] [PubMed]
- BASF JONCRYL® ADR-4300. Polymeric Chain Extender for Condensation Thermoplastics. Available online: http://www2.basf.us/additives/pdfs/4300_TDS.pdf (accessed on 1 March 2021).
- Bikiaris, D.N.; Karayannidis, G.P. Chain extension of polyesters PET and PBT with N, N′-bis (glycidyl ester) pyromellitimides. I. J. Polym. Sci. Part A Polym. Chem. 1995, 33, 1705–1714. [Google Scholar] [CrossRef]
- Bikiaris, D.N.; Karayannidis, G.P. Thermomechanical analysis of chain-extended PET and PBT. J. Appl. Polym. Sci. 1996, 60, 55–61. [Google Scholar] [CrossRef]
- Bikiaris, D.N.; Karayannidis, G.P. Chain extension of polyesters PET and PBT with two new diimidodiepoxides. II. J. Polym. Sci. Part A Polym. Chem. 1996, 34, 1337–1342. [Google Scholar] [CrossRef]
- Akindoyo, J.O.; Beg, M.D.H.; Ghazali, S.; Heim, H.P.; Feldmann, M.; Mariatti, M. Simultaneous impact modified and chain extended glass fiber reinforced poly(lactic acid) composites: Mechanical, thermal, crystallization, and dynamic mechanical performance. J. Appl. Polym. Sci. 2021, 138, 49752. [Google Scholar] [CrossRef]
- Mansour, G.; Zoumaki, Μ.; Tsongas, K.; Tzetzis, D. Microstructural and Finite Element Analysis-assisted Nanomechanical Characterization of Maize Starch Nanocomposite Films. Mater. Res. 2021, 24, e20200409. [Google Scholar] [CrossRef]
- Mansour, G.; Tzetzis, D. Nanomechanical Characterization of Hybrid Multiwall Carbon Nanotube and Fumed Silica Epoxy Nanocomposites. Polym. Plast. Technol. Eng. 2013, 52, 1054–1062. [Google Scholar] [CrossRef]
- Tzetzis, D.; Mansour, G.; Tsiafis, I.; Pavlidou, E. Nanoindentation measurements of fumed silica epoxy reinforced nanocomposites. J. Reinf. Plast. Compos. 2013, 32, 163–173. [Google Scholar] [CrossRef]
- Tzetzis, D.; Tsongas, K.; Mansour, G. Determination of the mechanical properties of epoxy silica nanocomposites through FEA-supported evaluation of ball indentation test results. Mater. Res. 2017, 20, 1571–1578. [Google Scholar] [CrossRef]
- Mansour, G.; Tzetzis, D.; Bouzakis, K.D. A nanomechanical approach on the measurement of the elastic properties of epoxy reinforced carbon nanotube nanocomposites. Tribol. Ind. 2013, 35, 190–199. [Google Scholar]
- Tsongas, K.; Tzetzis, D.; Karantzalis, A.; Banias, G.; Exarchos, D.; Ahmadkhaniha, D.; Zanella, C.; Matikas, T.; Bochtis, D. Microstructural, surface topology and nanomechanical characterization of electrodeposited Ni-P/SiC nanocomposite coatings. Appl. Sci. 2019, 9, 2901. [Google Scholar] [CrossRef]
- Nanthananon, P.; Seadan, M.; Pivsa-Art, S.; Hiroyuki, H.; Suttiruengwong, S. Biodegradable Polyesters Reinforced with Eucalyptus Fiber: Effect of Reactive Agents. In Proceedings of the AIP Conference Proceedings, Lyon, France, 7–9 July 2017; Volume 1914, p. 70012. [Google Scholar]
- Bikiaris, D.N.; Karayannidis, G.P. Dynamic thermomechanical and tensile properties of chain-extended poly(ethylene terephthalate). J. Appl. Polym. Sci. 1998, 70, 797–803. [Google Scholar] [CrossRef]
- Cristea, M.; Ionita, D.; Iftime, M.M. Dynamic mechanical analysis investigations of pla-based renewable materials: How are they useful? Materials 2020, 13, 5302. [Google Scholar] [CrossRef] [PubMed]
- Liang, L.; Ren, S.; Zheng, Y.; Lan, Y.; Lu, M. Dynamic Mechanical Analysis: A Practical Introduction Dynamic Mechanical Analysis: A Practical Introduction, 1999. Polym. J. 2007, 39, 961–967. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Mp (g/mol) | PDI | MFI (g/10 min) | Average Filament Diameter (mm) | ||
|---|---|---|---|---|---|---|
| PLA flakes | 81,700 | 126,300 | 102,300 | 1.5 | 3.87 ± 0.03 | - |
| PLA filament | 75,300 | 124,400 | 107,600 | 1.6 | 4.29 ± 0.04 | 1.36 ± 0.03 |
| PLA/J1 filament | 92,600 | 185,000 | 124,200 | 1.9 | 1.48 ± 0.07 | 1.71 ± 0.02 |
| PLA/J2 filament | 124,300 | 210,900 | 172,100 | 1.6 | 0.37 ± 0.04 | 1.71 ± 0.01 |
| PLA/J3 filament | 127,200 | 223,300 | 187,000 | 1.7 | 0.37 ± 0.02 | 1.70 ± 0.01 |
| Form | Sample | Tg (°C) | Tcc (°C) | Tm (°C) | ΔHcc (J/g) | ΔHm (J/g) |
|---|---|---|---|---|---|---|
| Filaments | PLA neat | 61.6 | 106.3 | 151.9 | −27.35 | 31.28 |
| PLA/J1 | 61.3 | 123.7 | 150.4 | −22.15 | 24.64 | |
| PLA/J2 | 62.8 | 130.7 | 151.7 | −0.7 | 2.1 | |
| PLA/J3 | 61.8 | 126.0 | 141.9 | −1.42 | 2.09 | |
| 3D-printed Constructs | PLA neat | 63.4 | 129.4 | 152.3 | −2.7 | 3.5 |
| PLA/J1 | 63.4 | 126.7 | 150.7 | −2.6 | 2.0 | |
| PLA/J2 | 64.8 | 127.3 | 150.6 | −1.2 | 0.8 | |
| PLA/J3 | 64.1 | 126.0 | 149.0 | −1.0 | 2.2 |
| Sample | To (°C) | Td,10% (°C) | Tp (°C) | Residue (%) at 600 °C |
|---|---|---|---|---|
| PLA neat | 373.8 | 365.9 | 394.7 | 1.38 |
| PLA/J1 | 372.0 | 366.0 | 395.3 | 1.51 |
| PLA/J2 | 368.9 | 363.7 | 394.2 | 0.20 |
| PLA/J3 | 368.1 | 359.6 | 393.8 | 1.67 |
| Sample | Ultimate Tensile Stress (MPa) | Ultimate Compression Stress (MPa) | Ei Nanoindentation (N/mm2) | Ei Tension (N/mm2) | Ei Compression (N/mm2) |
|---|---|---|---|---|---|
| PLA neat | 47.57 ± 1.56 | 56.36 ± 3.07 | 3571.80 ± 259.87 | 2005 ± 6.61 | 3100 ± 10.48 |
| PLA/J1 | 50.67 ± 0.43 | 63.64 ± 0.91 | 3320.50 ± 82.50 | 2050 ± 9.95 | 3300 ± 81.69 |
| PLA/J2 | 52.95 ± 1.05 | 67.26 ± 0.39 | 3945.33 ± 134.74 | 2200 ± 16.02 | 3450 ± 9.79 |
| PLA/J3 | 49.05 ± 2.06 | 64.83 ± 5.47 | 3755.00 ± 48.05 | 2100 ± 3.17 | 3200 ± 18.28 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Grigora, M.-E.; Terzopoulou, Z.; Tsongas, K.; Klonos, P.; Kalafatakis, N.; Bikiaris, D.N.; Kyritsis, A.; Tzetzis, D. Influence of Reactive Chain Extension on the Properties of 3D Printed Poly(Lactic Acid) Constructs. Polymers 2021, 13, 1381. https://doi.org/10.3390/polym13091381
Grigora M-E, Terzopoulou Z, Tsongas K, Klonos P, Kalafatakis N, Bikiaris DN, Kyritsis A, Tzetzis D. Influence of Reactive Chain Extension on the Properties of 3D Printed Poly(Lactic Acid) Constructs. Polymers. 2021; 13(9):1381. https://doi.org/10.3390/polym13091381
Chicago/Turabian StyleGrigora, Maria-Eirini, Zoi Terzopoulou, Konstantinos Tsongas, Panagiotis Klonos, Nikolaos Kalafatakis, Dimitrios N. Bikiaris, Apostolos Kyritsis, and Dimitrios Tzetzis. 2021. "Influence of Reactive Chain Extension on the Properties of 3D Printed Poly(Lactic Acid) Constructs" Polymers 13, no. 9: 1381. https://doi.org/10.3390/polym13091381
APA StyleGrigora, M.-E., Terzopoulou, Z., Tsongas, K., Klonos, P., Kalafatakis, N., Bikiaris, D. N., Kyritsis, A., & Tzetzis, D. (2021). Influence of Reactive Chain Extension on the Properties of 3D Printed Poly(Lactic Acid) Constructs. Polymers, 13(9), 1381. https://doi.org/10.3390/polym13091381