
Preparation of Molded Fiber Products from Hydroxylated Lignin Compounded with Lewis Acid-Modified Fibers Its Analysis


Abstract

1. Introduction
2. Materials and Methods
2.1. Experimental Materials
2.2. EHL Refining
2.3. EHL Hydroxylation Modification
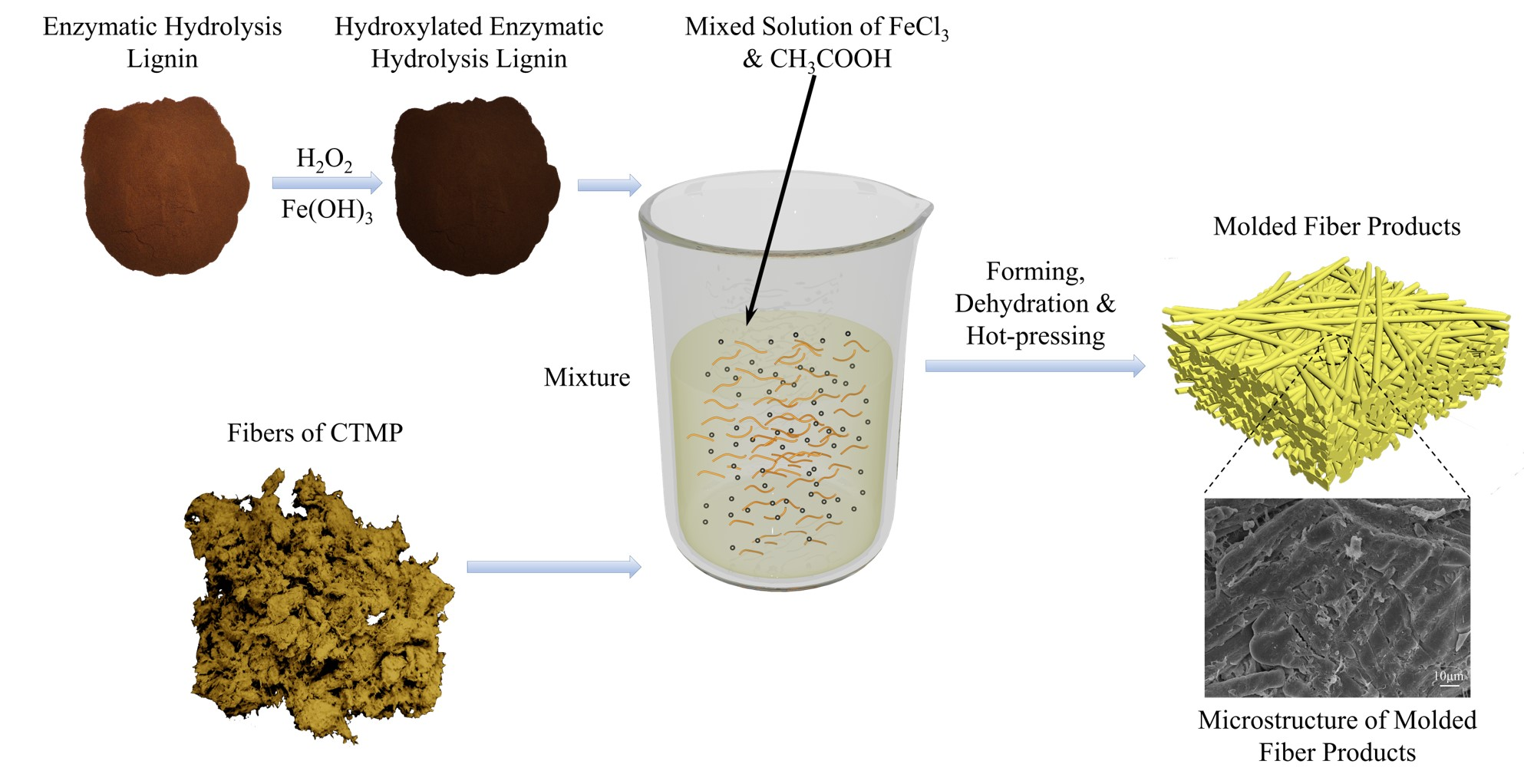
2.4. Preparation of MFP
2.5. Characterization
2.6. Determination of Hydroxyl Content
2.7. Mechanical Properties of MFP
3. Result and Discussion
3.1. Characterization of Lignin
3.1.1. Micromorphology of EHL
3.1.2. GPC of EHL and HEHL
3.1.3. Hydroxyl Content of EHL
3.1.4. Chemical Composition and Structure of EHL
3.1.5. Thermostability Analysis of EHL
3.2. Characterization of MFP
3.2.1. Micromorphology of MFP
3.2.2. Chemical Composition and Structure of MFP
3.2.3. Thermostability of MFP
3.2.4. Mechanical Properties of MFP
3.3. Mechanical Strength Formation Mechanisms
4. Technical Challenges of MFPs
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Saratale, G.D.; Oh, M.-K. Improving alkaline pretreatment method for preparation of whole rice waste biomass feedstock and bioethanol production. RSC Adv. 2015, 5, 97171–97179. [Google Scholar] [CrossRef]
- Saratale, G.D.; Jung, M.Y.; Oh, M.K. Reutilization of green liquor chemicals for pretreatment of whole rice waste biomass and its application to 2,3-butanediol production. Bioresour. Technol. 2016, 205, 90–96. [Google Scholar] [CrossRef]
- Tayeb, A.H.; Amini, E.; Ghasemi, S.; Tajvidi, M. Cellulose Nanomaterials-Binding Properties and Applications: A Review. Molecules 2018, 23, 2684. [Google Scholar] [CrossRef] [PubMed]
- Didone, M.; Saxena, P.; Brilhuis-Meijer, E.; Tosello, G.; Bissacco, G.; McAloone, T.C.; Pigosso, D.C.A.; Howard, T.J. Moulded Pulp Manufacturing: Overview and Prospects for the Process Technology. Packag. Technol. Sci. 2017, 30, 231–249. [Google Scholar] [CrossRef]
- Kong, W.Q.; Wang, C.W.; Jia, C.; Kuang, Y.D.; Pastel, G.; Chen, C.J.; Chen, G.G.; He, S.M.; Huang, H.; Zhang, J.H.; et al. Muscle-Inspired Highly Anisotropic, Strong, Ion-Conductive Hydrogels. Adv. Mater. 2018, 30, 7. [Google Scholar] [CrossRef] [PubMed]
- Hosseini, S.B.; Hedjazi, S.; Jamalirad, L. Investigation on physical and mechanical properties of pulp-plastic composites from bagasse. Wood Mater. Sci. Eng. 2017, 12, 279–287. [Google Scholar] [CrossRef]
- Lange, C.; Touaiti, F.; Fardim, P. Hybrid clay functionalized biofibres for composite applications. Compos. Part B Eng. 2013, 47, 260–266. [Google Scholar] [CrossRef]
- Lerche, H.; Benthien, J.T.; Schwarz, K.U.; Ohlmeyer, M. Effects of Defibration Conditions on Mechanical and Physical Properties of Wood Fiber/High-Density Polyethylene Composites. J. Wood Chem. Technol. 2014, 34, 98–110. [Google Scholar] [CrossRef]
- Joseleau, J.P.; Chevalier-Billosta, V.; Ruel, K. Interaction between microfibrillar cellulose fines and fibers: Influence on pulp qualities and paper sheet properties. Cellulose 2012, 19, 769–777. [Google Scholar] [CrossRef]
- Wang, J.J.; Wang, B.; Liu, J.L.; Ni, L.; Li, J.Z. Effect of Hot-Pressing Temperature on Characteristics of Straw-Based Binderless Fiberboards with Pulping Effluent. Materials 2019, 12, 922. [Google Scholar] [CrossRef] [PubMed]
- Rowell, R.M.; McSweeny, J.D. Heat treatments of wood fibers for self-bonding and stabilized fiberboards. Mol. Cryst. Liq. Cryst. 2008, 483, 307–325. [Google Scholar] [CrossRef]
- Wang, Q.L.; Xiao, S.L.; Shi, S.Q.; Cai, L.P. Mechanical Strength, Thermal Stability, and Hydrophobicity of Fiber Materials after Removal of Residual Lignin. BioResources 2018, 13, 71–85. [Google Scholar] [CrossRef]
- Pu, Y.Q.; Cao, S.L.; Ragauskas, A.J. Application of quantitative P-31 NMR in biomass lignin and biofuel precursors characterization. Energy Environ. Sci. 2011, 4, 3154–3166. [Google Scholar] [CrossRef]
- Chow, S. Adhesive developments in forest products. Wood Sci. Technol. 1983, 17, 1–11. [Google Scholar] [CrossRef]
- Widsten, P.; Murton, K.; West, M. Production of 5-hydroxymethylfurfural and furfural from a mixed saccharide feedstock in biphasic solvent systems. Ind. Crop. Prod. 2018, 119, 237–242. [Google Scholar] [CrossRef]
- Zhang, Y.S.; Yuan, Z.S.; Mahmood, N.; Huang, S.H.; Xu, C. Sustainable bio-phenol-hydroxymethylfurfural resins using phenolated de-polymerized hydrolysis lignin and their application in bio-composites. Ind. Crop. Prod. 2016, 79, 84–90. [Google Scholar] [CrossRef]
- Kalami, S.; Arefmanesh, M.; Master, E.; Nejad, M. Replacing 100% of phenol in phenolic adhesive formulations with lignin. J. Appl. Polym. Sci. 2017, 134, 9. [Google Scholar] [CrossRef]
- Wang, F.; Kuai, J.T.; Pan, H.S.; Wang, N.N.; Zhu, X.B. Study on the demethylation of enzymatic hydrolysis lignin and the properties of lignin-epoxy resin blends. Wood Sci. Technol. 2018, 52, 1343–1357. [Google Scholar] [CrossRef]
- Liu, W.F.; Fang, C.; Wang, S.Y.; Huang, J.H.; Qiu, X.Q. High-Performance Lignin-Containing Polyurethane Elastomers with Dynamic Covalent Polymer Networks. Macromolecules 2019, 52, 6474–6484. [Google Scholar] [CrossRef]
- Zhu, S.Y.; Chen, K.F.; Xu, J.; Li, J.; Mo, L.H. Bio-based polyurethane foam preparation employing lignin from corn stalk enzymatic hydrolysis residues. RSC Adv. 2018, 8, 15754–15761. [Google Scholar] [CrossRef]
- Ziebell, A.; Gracom, K.; Katahira, R.; Chen, F.; Pu, Y.Q.; Ragauskas, A.; Dixon, R.A.; Davis, M. Increase in 4-Coumaryl Alcohol Units during Lignification in Alfalfa (Medicago sativa) Alters the Extractability and Molecular Weight of Lignin. J. Biol. Chem. 2010, 285, 38961–38968. [Google Scholar] [CrossRef] [PubMed]
- Zhang, J.; Liu, W.; Han, S.; Hou, Q.; Li, Y.; Wang, Y.; Long, Z. Effect of Industrial Grade MgO with Different Particle Sizes on the Bleaching of Poplar Chemi-Thermomechanical Pulp. Ind. Eng. Chem. Res. 2013, 52, 7645–7650. [Google Scholar] [CrossRef]
- Araujo, L.C.P.; Yamaji, F.M.; Lima, V.H.; Botaro, V.R. Kraft lignin fractionation by organic solvents: Correlation between molar mass and higher heating value. Bioresour. Technol. 2020, 314, 7. [Google Scholar] [CrossRef]
- Rover, M.R.; Brown, R.C. Quantification of total phenols in bio-oil using the Folin-Ciocalteu method. J. Anal. Appl. Pyrolysis 2013, 104, 366–371. [Google Scholar] [CrossRef]
- Faix, O. Classification of Lignins from Different Botanical Origins by FT-IR Spectroscopy. Holzforsch 1991, 45, 21–28. [Google Scholar] [CrossRef]
- Xu, F.; Sun, R.-C.; Zhai, M.-Z.; Sun, J.-X.; Jiang, J.-X.; Zhao, G.-J. Comparative study of three lignin fractions isolated from mild ball-milled Tamarix austromogoliac and Caragana sepium. J. Appl. Polym. Sci. 2008, 108, 1158–1168. [Google Scholar] [CrossRef]
- Yan, L.C.; Cui, Y.H.; Gou, G.J.; Wang, Q.; Jiang, M.; Zhang, S.L.; Hui, D.; Gou, J.H.; Zhou, Z.W. Liquefaction of lignin in hot-compressed water to phenolic feedstock for the synthesis of phenol-formaldehyde resins. Compos. Part B Eng. 2017, 112, 8–14. [Google Scholar] [CrossRef]
- Yuan, Z.S.; Zhang, Y.S.; Xu, C. Synthesis and thermomechanical property study of Novolac phenol-hydroxymethyl furfural (PHMF) resin. RSC Adv. 2014, 4, 31829–31835. [Google Scholar] [CrossRef]
- Zhang, N.; Li, Z.; Xiao, Y.; Pan, Z.; Jia, P.; Feng, G.; Bao, C.; Zhou, Y.; Hua, L. Lignin-based phenolic resin modified with whisker silicon and its application. J. Bioresour. Bioprod. 2020, 5, 67–77. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, N.; Chen, Z.; Ding, C.; Zheng, Q.; Xu, J.; Meng, Q. Synthesis of High-Water-Resistance Lignin-Phenol Resin Adhesive with Furfural as a Crosslinking Agent. Polymers 2020, 12, 2805. [Google Scholar] [CrossRef] [PubMed]
- Jiang, X.; Savithri, D.; Du, X.Y.; Pawar, S.; Jameel, H.; Chang, H.M.; Zhou, X.F. Fractionation and Characterization of Kraft Lignin by Sequential Precipitation with Various Organic Solvents. ACS Sustain. Chem. Eng. 2017, 5, 835–842. [Google Scholar] [CrossRef]
- Jiang, B.; Cao, T.Y.; Gu, F.; Wu, W.J.; Jin, Y.C. Comparison of the Structural Characteristics of Cellulolytic Enzyme Lignin Preparations Isolated from Wheat Straw Stem and Leaf. ACS Sustain. Chem. Eng. 2017, 5, 342–349. [Google Scholar] [CrossRef]
- Yuan, T.Q.; Sun, S.N.; Xu, F.; Sun, R.C. Characterization of Lignin Structures and Lignin-Carbohydrate Complex (LCC) Linkages by Quantitative C-13 and 2D HSQC NMR Spectroscopy. J. Agric. Food Chem. 2011, 59, 10604–10614. [Google Scholar] [CrossRef] [PubMed]
- Ando, D.; Ralph, J. Method to Regioselectively Iodine-Tag Free-Phenolic Aromatic End-Groups in Lignin for H-1-C-13-HSQC NMR Analysis. ACS Sustain. Chem. Eng. 2019, 7, 18624–18629. [Google Scholar] [CrossRef]
- Reyes-Rivera, J.; Soto-Hernandez, M.; Canche-Escamilla, G.; Terrazas, T. Structural Characterization of Lignin in Four Cacti Wood: Implications of Lignification in the Growth Form and Succulence. Front. Plant Sci. 2018, 9. [Google Scholar] [CrossRef] [PubMed]
- Rio, J.C.D.; Prinsen, P.; Rencoret, J.; Nieto, L.; Jimenez-Barbero, J.; Ralph, J.; Martinez, A.T.; Gutierrez, A. Structural Characterization of the Lignin in the Cortex and Pith of Elephant Grass (Pennisetum purpureum) Stems. J. Agric. Food Chem. 2012, 60, 3619–3634. [Google Scholar] [CrossRef] [PubMed]
- Mu, W.; Ben, H.X.; Newalkar, G.; Ragauskas, A.; Qiu, D.M.; Deng, Y.L. Structure Analysis of Pine Bark-, Residue-, and Stem-Derived Light Oil and Its Hydrodeoxygenation Products. Ind. Eng. Chem. Res. 2014, 53, 11269–11275. [Google Scholar] [CrossRef]
- Asmafiliz, N.; Kilic, Z.; Hayvali, Z.; Acik, L.; Hokelek, T.; Dal, H.; Oner, Y. Phosphorus-nitrogen compounds. Part 23: Syntheses, structural investigations, biological activities, and DNA interactions of new N/O spirocyclotriphosphazenes. Spectrochim. Acta Part A Mol. Biomol. Spectrosc. 2012, 86, 214–223. [Google Scholar] [CrossRef] [PubMed]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Abbreviation |
|---|---|
| CTMP fibers | CS |
| CTMP fibers & CPAM | CCS |
| CTMP fibers, CPAM & EHL | ES |
| CTMP fibers, CPAM & HEHL | HES |
| Lewis acid-modified CTMP fiber | LS |
| Lewis acid-modified CTMP fiber, CPAM & EHL | ELS |
| Lewis acid-modified CTMP fiber, CPAM & HEHL | HELS |
| GPC | EHL | HEHL |
|---|---|---|
| Mw (g/mol) | 16,900 | 12,600 |
| Mn (g/mol) | 2900 | 2800 |
| Distribution index | 5.83 | 4.50 |
| Sample | Alcohol Hydroxyl Group (%) | Phenol Hydroxyl Group (%) | Total (%) |
|---|---|---|---|
| EHL | 2.24 | 3.11 | 5.35 |
| HEHL | 5.18 | 4.16 | 9.34 |
| Wavenumber (cm−1) | Assignment |
|---|---|
| 3500–3340 | OH groups stretching |
| 2975–2875 | C‒H stretching |
| 1695/1671 | C=O stretching |
| 1594 | C‒C stretching and aromatic vibrations |
| 1507/1457 | Aromatic ring vibration |
| 1420 | C‒H bending |
| 1355 | H‒O bending |
| 1260/1217 | Conjugated C‒O |
| 1027 | Unconjugated C‒O |
| Sample | N (%) | C (%) | H (%) | S (%) | O (%) |
|---|---|---|---|---|---|
| EHL | 1.02 | 62.14 | 5.58 | 0.11 | 29.63 |
| HEHL | 1.04 | 60.67 | 5.82 | 0.12 | 31.27 |
| Wavenumber (cm−1) | Assignment |
|---|---|
| 3500–3200 | OH groups stretching |
| 2950–2850 | C-H stretching |
| 1709 | Unconjugated C=O stretching |
| 1652 | Conjugated C=O stretching |
| 1592 | C‒C stretching and aromatic ring structure stretching |
| 1507/1457 | Aromatic and furan ring structure stretching |
| 1420 | C‒H bending |
| 1270/1230 | Conjugated C‒O stretching |
| 1050/1030 | Unconjugated C‒O stretching |
| 835 | C‒H out-of-plane bending, para-substituted |
| 770 | C‒H out-of-plane bending, ortho-substituted |
| Sample | Density (g·cm−3) | Tensile Strength (MPa) | Bending Strength (MPa) | Modulus of Elasticity (MPa) |
|---|---|---|---|---|
| CS | 0.96 | 35.78 | 42.36 | 3492.75 |
| CCS | 0.94 | 36.27 | 42.73 | 3553.76 |
| ES | 0.93 | 41.11 | 50.75 | 3679.49 |
| HES | 0.96 | 42.37 | 51.59 | 3862.81 |
| LS | 0.97 | 42.55 | 53.89 | 3902.99 |
| ELS | 0.94 | 42.68 | 59.08 | 3973.48 |
| HELS | 0.94 | 46.28 | 65.86 | 4156.74 |
| Assignment | δC/δH (ppm) | ||
|---|---|---|---|
| EHL | HEHL | Model Compounds | |
| Cβ-Hβ in phenylcoumarin substructures (Cβ) | 53.32/3.50 | 53.59/3.67 | − |
| C‒H in methoxyls (-OMe) | 56.15/3.69 | 56.08/3.69 | 55.95/3.68 |
| Cγ-Hγ in β-O-4’ substructures (Aγ) | 60.38/3.59 | 60.24/3.66 | — |
| — | 60.45/3.20 | 60.56/3.20 | — |
| — | 63.12/3.38 | — | — |
| Cγ-Cγ in β-5’ phenylcoumaran substructures (Cγ) | 62.93/3.67 | 62.89/3.64 | — |
| Cα-Hα in β-O-4’ substructures (Aα) | 72.17/4.84 | 72.11/4.83 | — |
| C2, 6−H2, 6 in etherified syringyl units (S) | 104.41/6.68 | 104.17/6.67 | — |
| C2-H2 in Ferulate (FA) | 111.64/7.26 | 111.60/7.25 | — |
| C5-H5 in guaicayl units (G) | 115.45/6.65 | 115.32/6.65 | 115.65/6.01 |
| — | 116.10/6.90 | — | 115.65/6.72 |
| C6-H6 in guaicayl units (G) | 119.51/6.79 | 119.32/6.76 | 120.61/6.72 |
| C2, 6−H2, 6 in p-coumarate (p-CE) | 122.58/7.12 | 122.35/7.09 | — |
| C2, 6−H2, 6 in p-hydroxyphenyl units (H) | 128.80/7.20 | 128.80/7.2 | 129.62/7.12 |
| — | — | — | 129.52/6.90 |
| Cα−Hα in p-coumarate (p-CE) | 130.20/7.50 | 130.17/7.50 | 131.38/7.13 |
| — | 144.44/7.48 | 144.25/7.47 | — |
| C8 in lignin-furan structure (LF8) | — | — | 141.93/7.44 |
| C9 in lignin-furan structure (LF9) | — | — | 118.87/6.72 |
| — | — | — | 107.15/6.25 |
| C10 lignin-furan structure (LF10) | — | — | 110.56/6.51 |
| — | — | — | 110.66/6.33 |
| C11 lignin-furan structure (LF11) | — | — | 142.41/7.55 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, T.; Wang, Y.; Zhou, J.; Li, M.; Yue, J. Preparation of Molded Fiber Products from Hydroxylated Lignin Compounded with Lewis Acid-Modified Fibers Its Analysis. Polymers 2021, 13, 1349. https://doi.org/10.3390/polym13091349
Liu T, Wang Y, Zhou J, Li M, Yue J. Preparation of Molded Fiber Products from Hydroxylated Lignin Compounded with Lewis Acid-Modified Fibers Its Analysis. Polymers. 2021; 13(9):1349. https://doi.org/10.3390/polym13091349
Chicago/Turabian StyleLiu, Tianhao, Ying Wang, Jin Zhou, Mengyang Li, and Jinquan Yue. 2021. "Preparation of Molded Fiber Products from Hydroxylated Lignin Compounded with Lewis Acid-Modified Fibers Its Analysis" Polymers 13, no. 9: 1349. https://doi.org/10.3390/polym13091349
APA StyleLiu, T., Wang, Y., Zhou, J., Li, M., & Yue, J. (2021). Preparation of Molded Fiber Products from Hydroxylated Lignin Compounded with Lewis Acid-Modified Fibers Its Analysis. Polymers, 13(9), 1349. https://doi.org/10.3390/polym13091349