
Additive Manufacturing of Polymer Materials: Progress, Promise and Challenges



Abstract
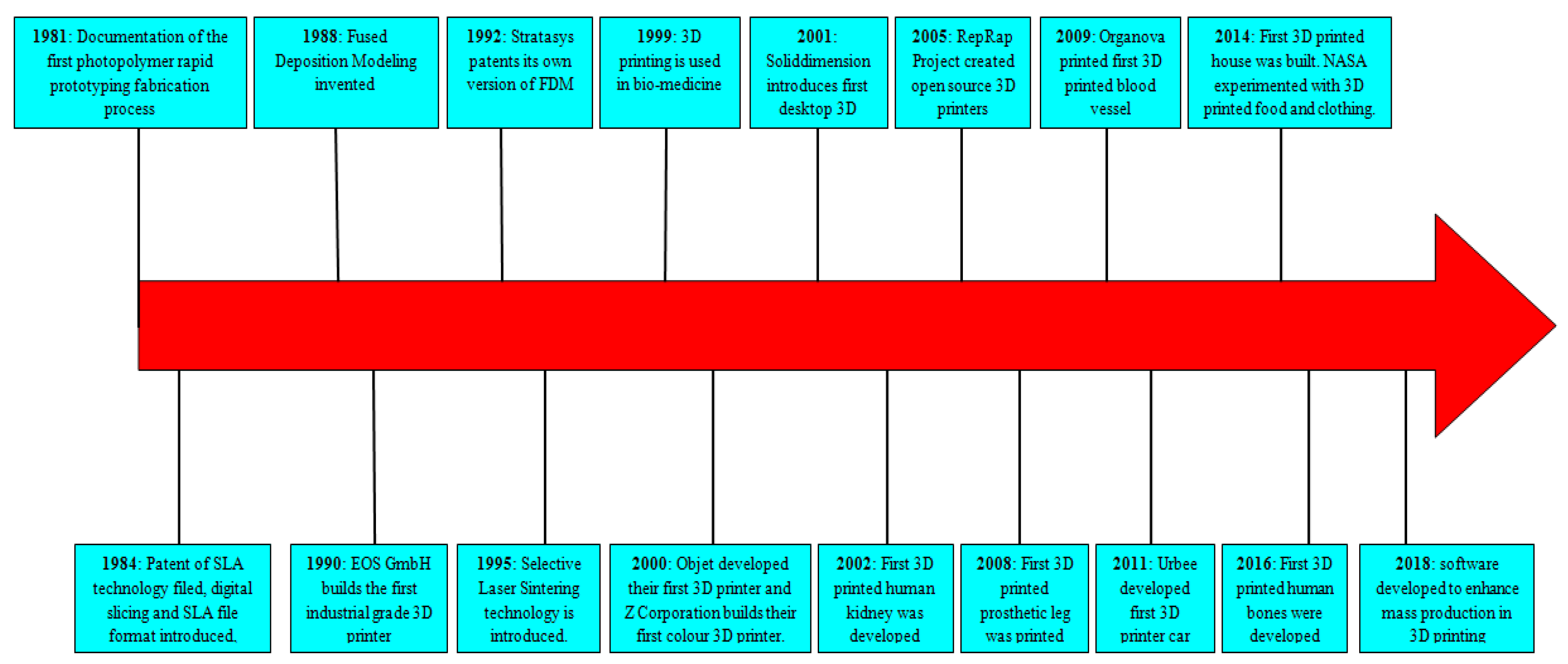
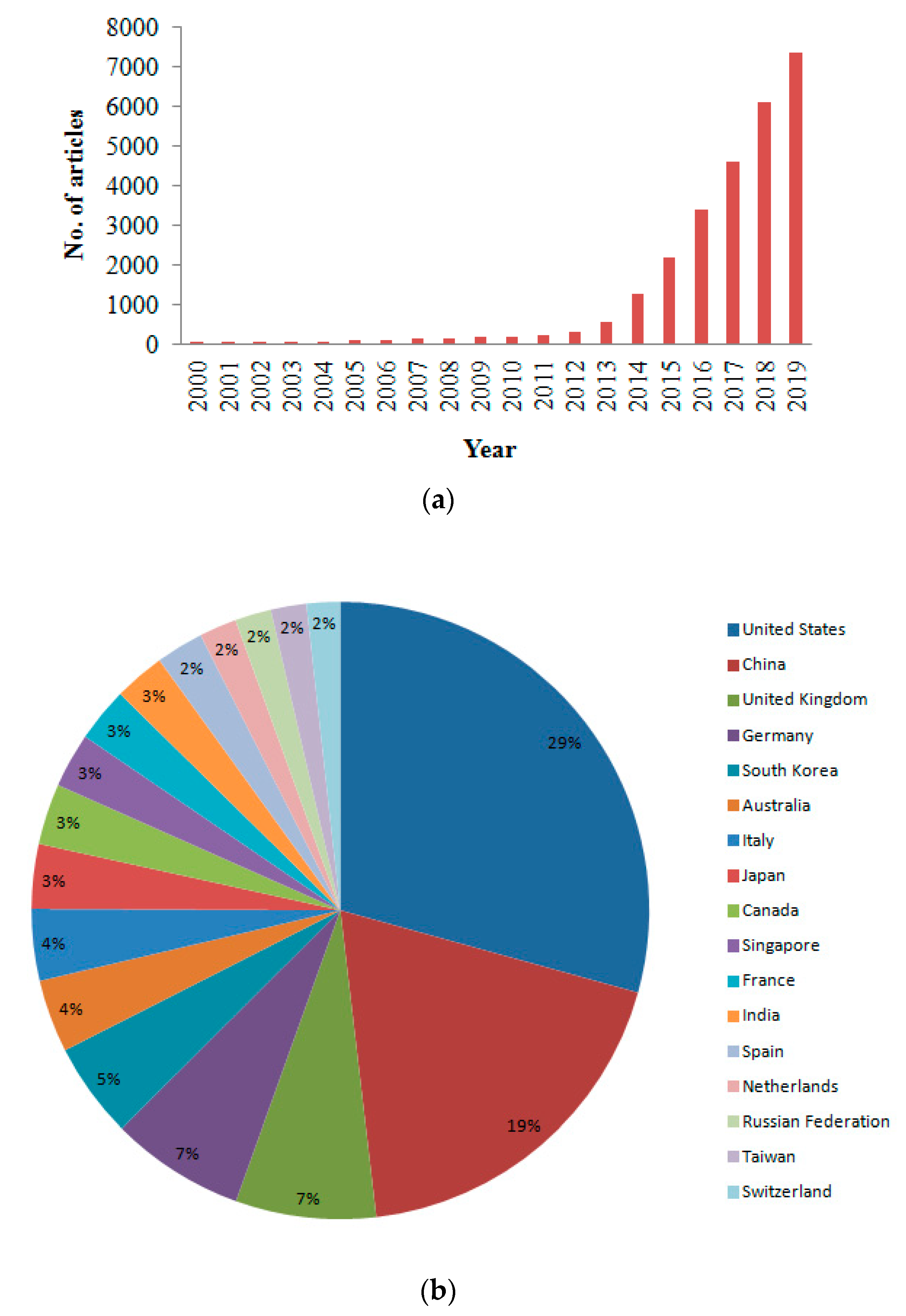
1. Introduction
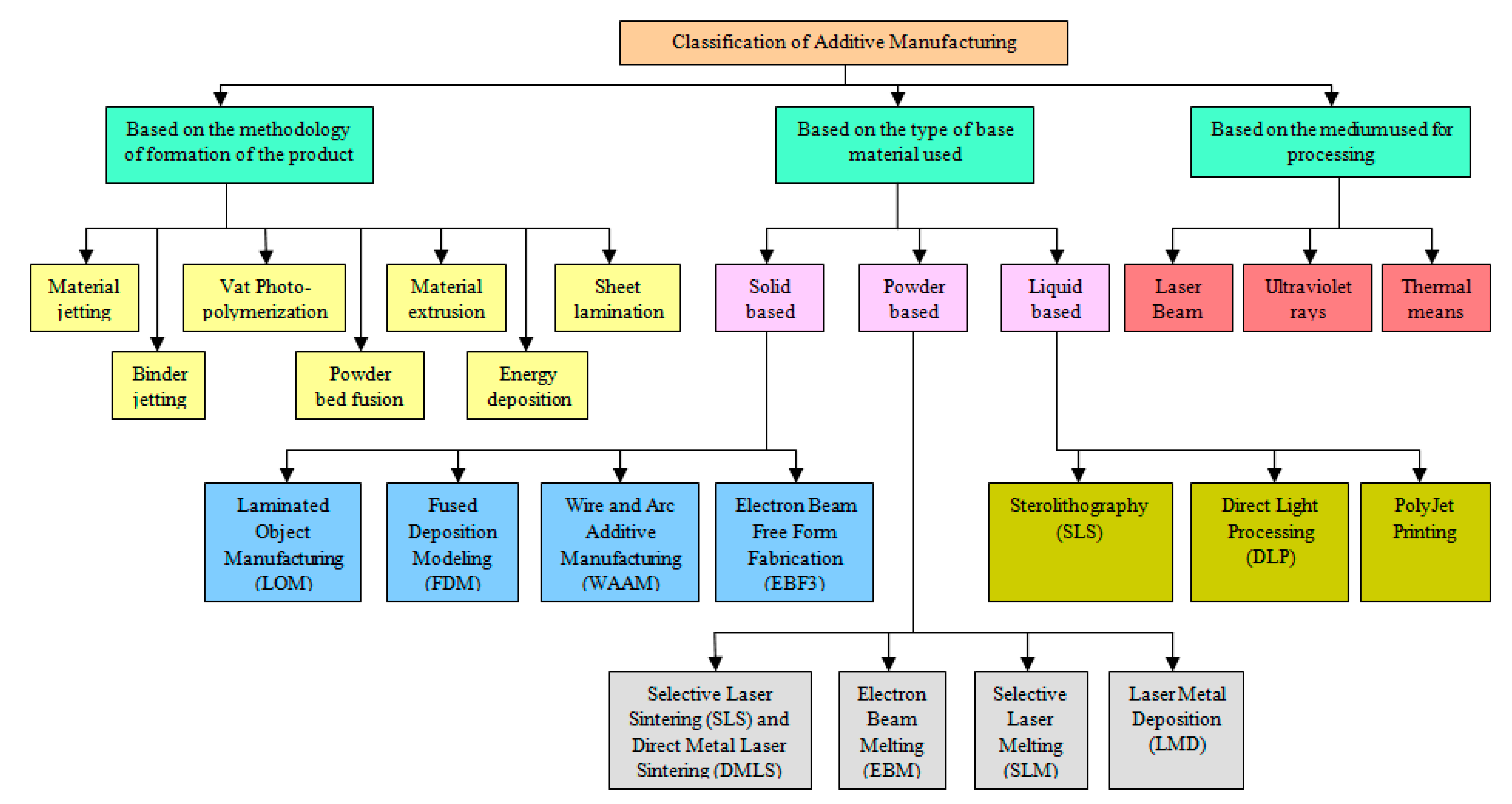
2. Classification of AM Processes
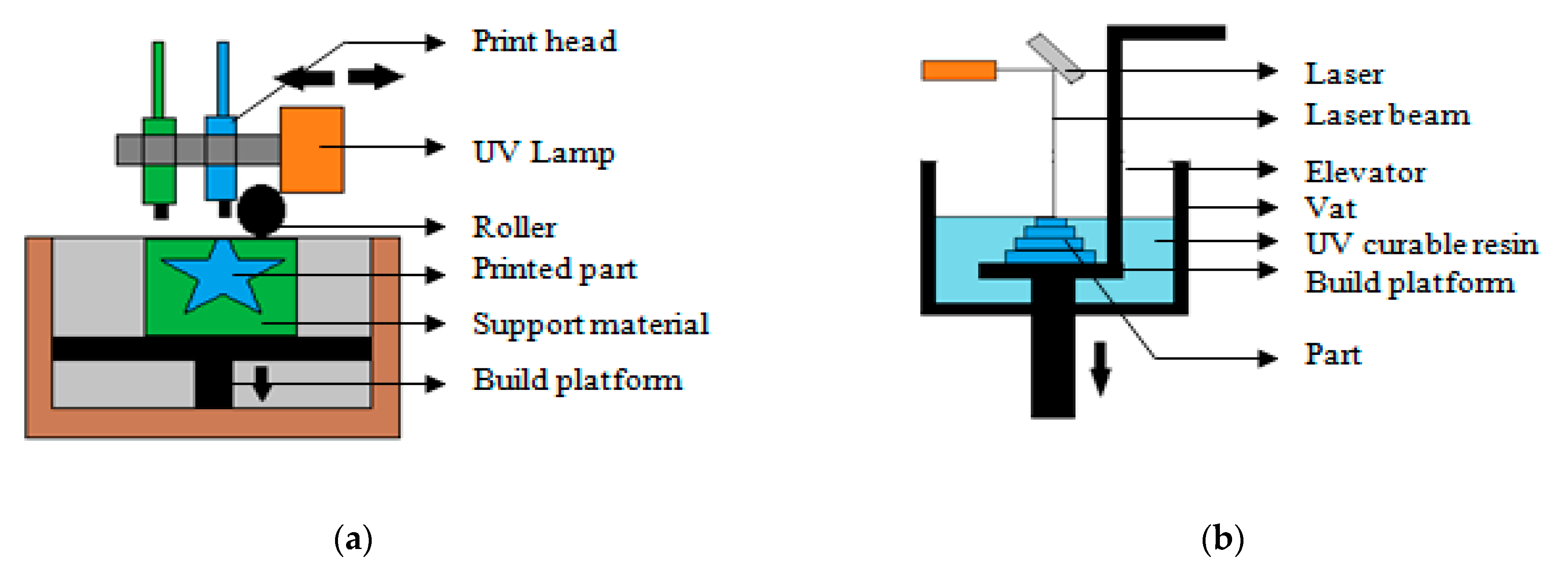
2.1. Material Jetting
PolyJet Printing
2.2. Binder Jetting
2.3. Vat Photo-Polymerization (VPP)
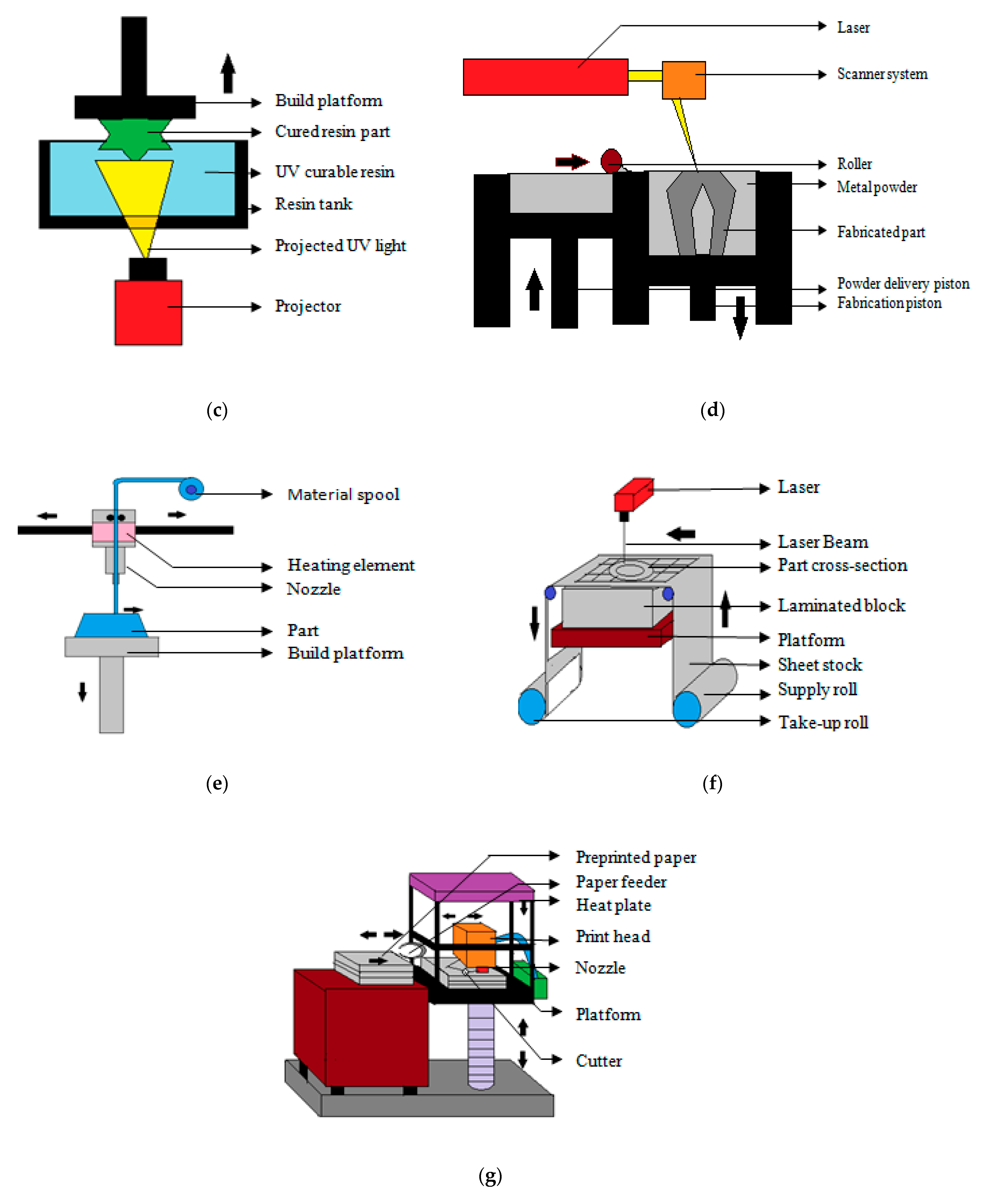
2.3.1. Stereolithography
2.3.2. Direct Light Processing
2.4. Powder Bed Fusion (PBF)
2.5. Material Extrusion
2.6. Directed Energy Deposition
2.7. Sheet Lamination
3. Additive Manufacturing Using Polymers
3.1. 3D Printing of Thermoplastics
3.2. 3D Printing of Polymer Matrix Composites
3.2.1. Particle Reinforced Polymer Composites
3.2.2. Fiber Reinforced Polymer Composites
3.2.3. Nanocomposites
3.3. Thermoresponsive Polymers
3.4. Thermoplastic Elastomers Material Composites
3.5. Additive Manufacturing of Multi-Material Structures
4. Influence of Processing Parameters on Printed Product Quality
5. Application of 3D Printed Polymer Products and Composites
5.1. Biomedical Applications
5.2. Applications in the Electronics industry
5.3. Aerospace Applications
5.4. Applications in Textile Industries
6. 4D Printing
7. AM of Novel, Digita, l and Smart Materials
8. Conclusions and Future Prospects
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Acronyms
| AA | Ascorbic acid |
| ABS | Acrylonitrile butadiene styrene |
| AM | Additive Manufacturing |
| ASA | Acrylonitrile styrene acrylate |
| ASTM | American Society for Testing and Materials |
| BJ | Binder Jetting |
| CAD | Computer Aided Design |
| CFF | Composite filament fabrication |
| CNC | Computer Numerical Control |
| CNTs | Carbon Nano Tubes |
| DED | Directed Energy Deposition |
| DMD | Direct Metal Deposition |
| DLP | Direct Light Processing |
| dECM | Decellularized extracellular matrix |
| EBM | Electron Beam Melting |
| EBAM | Electron Beam Additive Manufacturing |
| EPCs | Endothelial progenitor cells |
| FRC | Fiber reinforced composites |
| FEAM | Fiber Encapsulation Additive Manufacturing |
| FDM | Fused Deposition Modeling |
| FFF | Fused Filament Fabrication |
| HIPS | High-impact polystyrene |
| LAPS | Light-addressable potentiometric sensors |
| LDM | Liquid deposition modeling |
| LENS | Laser Engineered Net Shaping |
| LOM | Laminated object manufacturing |
| LIG | Laser-induced graphene |
| LCST | Low critical solution temperature |
| MEMS | Microelectromechanical systems |
| MJF | Multi Jet Fusion |
| MJ | Material Jetting |
| PBF | Powder Bed Fusion |
| PEKK | Polyetherketoneketone |
| PLA | Polylactic acid |
| PA | Polyamide |
| PEEK | Polyether ether Ketone |
| PEI | Polyetherimide |
| PSL | Plastic Sheet Lamination |
| PEGDMA | Poly(ethylene glycol) dimethacrylate |
| PLLA | Poly L-lactic acid |
| PS | Polystyrenes |
| PMMA | Polymethylmethacrylate |
| PMC | Polymer matrix composites |
| PDMS | Polydimethylsilixane |
| PDEAEAM | Poly[N-[2-(diethyl amino)ethyl acryl amide]] |
| PCL | Polycaprolactone |
| PGA | Polyglycolic acid |
| PEG | Polyethylene glycol |
| PNC | Polymer nanocomposite |
| SLS | Selective Laser Sintering |
| SLM | Selective Laser Melting |
| SLA | Stereolithography |
| SHS | Selective Heat Sintering |
| TPU | Thermoplastic polyurethane |
| TPE | Thermo plastic elastomers |
| UV | Ultraviolet |
| UAM | Ultrasonic additive manufacturing |
| 3D | Three-dimensional |
| 3DP | Three-dimensional Printing |
| 4D | Four-dimensional |
References
- Zhakeyev, A.; Wang, P.; Zhang, L.; Shu, W.; Wang, H.; Xuan, J. Additive Manufacturing: Unlocking the Evolution of Energy Materials. Adv. Sci. 2017, 4, 1700187. [Google Scholar] [CrossRef]
- Chiulan, I.; Frone, A.N.; Brandabur, C.; Panaitescu, D.M. Recent advances in 3D printing of aliphatic polyesters. Bioengineering 2018, 5, 2. [Google Scholar] [CrossRef]
- Shahrubudina, N.; Leea, T.C.; Ramlana, R. An Overview on 3D Printing Technology: Technological, Materials, and Applications. Procedia Manuf. 2019, 35, 1286–1296. [Google Scholar] [CrossRef]
- Wimpenny, D.I.; Pandey, P.M.; Kumar, L.J. Advances in 3D Printing & Additive Manufacturing Technologies; Springer: Singapore, 2017. [Google Scholar]
- Kumar, L.J.; Pandey, P.M.; Wimpenny, D.I. 3D Printing and Additive Manufacturing Technologies; Springer: Singapore, 2019. [Google Scholar]
- Meboldt, M.; Klahn, C. Industrializing Additive Manufacturing; Springer International Publishing: Cham, Switzerland, 2021. [Google Scholar]
- Gibson, I.; Rosen, D.; Stucker, B.; Khorasani, M. Additive Manufacturing Technologies; Springer International Publishing: Cham, Switzerland, 2014. [Google Scholar]
- Kumar, S. Additive Manufacturing Processes; Springer International Publishing: Cham, Switzerland, 2020. [Google Scholar]
- Chua, C.K.; Matham, M.V.; Kim, Y.-J. Lasers in 3D Printing And Manufacturing; World Scientific Series; World Scientific Publishing Co Pte Ltd.: Singapore, 2017. [Google Scholar]
- Chua, C.K.; Leong, K.F. 3D Printing and Additive Manufacturing Principles and Applications—Fifth Edition of Rapid Prototyping; World Scientific Publishing Co Pte Ltd.: Singapore, 2017. [Google Scholar]
- Dilag, J.; Chen, T.; Li, S.; Bateman, S.A. Design and direct additive manufacturing of three-dimensional surface micro-structures using material jetting technologies. Addit. Manuf. 2019, 27, 167–174. [Google Scholar] [CrossRef]
- Shen, X.; Naguib, H.E. A robust ink deposition system for binder jetting and material jetting. Addit. Manuf. 2019, 29, 100820. [Google Scholar] [CrossRef]
- Introduction to Material Jetting 3D Printing. Available online: https://www.3dhubs.com/knowledge-base/introduction-material-jetting-3d-printing/ (accessed on 28 February 2021).
- Material Jetting—MJ, NPJ, DOD. Available online: https://make.3dexperience.3ds.com/processes/material-jetting (accessed on 28 February 2021).
- Powder Bed Fusion. Available online: https://engineeringproductdesign.com/knowledge-base/powder-bed-fusion/ (accessed on 28 February 2021).
- Vdovin, R.; Tomilina, T.; Smelov, V.; Laktionova, M. Implementation of the additive PolyJet technology to the development and fabricating the samples of the acoustic metamaterials. Procedia Eng. 2017, 176, 595–599. [Google Scholar] [CrossRef]
- Kitamori, H.; Sumida, I.; Tsujimoto, T.; Shimamoto, H. Evaluation of mouthpiece fi xation devices for head and neck radiotherapy patients fabricated in PolyJet photopolymer by a 3D printer. Phys. Med. 2019, 58, 90–98. [Google Scholar] [CrossRef]
- Hong, D.; Lee, S.; Kim, T.; Hwan, J.; Lee, Y.; Chung, K. Development of a personalized and realistic educational thyroid cancer phantom based on CT images: An evaluation of accuracy between three different 3D printers. Comput. Biol. Med. 2019, 113, 103393. [Google Scholar] [CrossRef] [PubMed]
- Leary, M. Binder jetting. In Design for Additive Manufacturing: Additive Manufacturing Materials and Technologies; Elsevier: Amsterdam, The Netherlands, 2020; pp. 335–339. [Google Scholar]
- Zhang, Y.; Jarosinski, W.; Jung, Y.-G.; Zhang, J. Additive manufacturing processes and equipment. In Additive Manufacturing: Materials, Processes, Quantifications and Applications; Zhang, J., Jung, Y.-G., Eds.; Butterworth-Heinemann: Oxford, UK, 2018; pp. 39–51. [Google Scholar]
- Li, M.; Du, W.; Elwany, A.; Pei, Z.; Ma, C. Metal Binder Jetting Additive Manufacturing: A Literature Review. J. Manuf. Sci. Eng. 2020, 142, 090801. [Google Scholar] [CrossRef]
- Lores, A.; Azurmendi, N.; Agote, I.; Zuza, E. A review on recent developments in binder jetting metal additive manufacturing: Materials and process characteristics. Powder Metall. 2019, 62, 267–296. [Google Scholar] [CrossRef]
- Mirzababaei, S.; Pasebani, S. A review on binder jet additive manufacturing of 316L Stainless Steel. J. Manuf. Mater. Process. 2019, 3, 82. [Google Scholar] [CrossRef]
- Garcia, E.A.; Ayranci, C.; Qureshi, A.J. Material property-manufacturing process optimization for Vat-Photo Polymerization 3D Printers. J. Manuf. Mater. Processes 2020, 4, 12. [Google Scholar] [CrossRef]
- Ng, W.L.; Lee, J.M.; Zhou, M.; Chen, Y.-W.; Lee, K.-X.A.; Yeong, W.Y.; Shen, Y.-F. Vat polymerization-based bioprinting-process, materials, applications and regulatory challenges. Biofabrication 2020, 12, 022001. [Google Scholar] [CrossRef] [PubMed]
- Medellin, A.; Du, W.; Miao, G.; Zou, J.; Pei, Z. Vat Photopolymerization 3D Printing of Nanocomposites: A Literature Review. J. Micro Nano-Manuf. 2019, 7, 031006. [Google Scholar]
- Ligon, S.C.; Liska, R.; Stampfl, J.; Gurr, M.; Mülhaupt, R. Polymers for 3D Printing and customized additive manufacturing. Chem. Rev. 2017, 117, 10212–10290. [Google Scholar] [CrossRef]
- Wong, K.V.; Hernandez, A. A Review of Additive Manufacturing. ISRN Mech. Eng. 2012, 2012, 1–10. [Google Scholar] [CrossRef]
- Liu, X.; Zou, B.; Xing, H.; Huang, C. The preparation of ZrO2–Al2O3 composite ceramic by SLA-3D printing and sintering processing. Ceram. Int. 2020, 46, 937–944. [Google Scholar] [CrossRef]
- Karakurta, I.; Aydoğduabd, A.; Çıkrıkcıce, S.; Orozcoa, J.; Lina, L. Stereolithography (SLA) 3D printing of ascorbic acid loaded hydrogels: A controlled release study. Int. J. Pharm. 2020, 584, 119428. [Google Scholar] [CrossRef] [PubMed]
- Xu, X.; Robles-Martinez, P.; Madla, C.M.; Joubert, F.; Goyanes, A.; Basit, A.W.; Gaisford, S. Stereolithography (SLA) 3D printing of an antihypertensive polyprintlet: Case study of an unexpected photopolymer-drug reaction. Addit. Manuf. 2020, 33, 101071. [Google Scholar] [CrossRef]
- Gallup, N.; Pringle, A.M.; Oberloier, S.; Tanikella, N.G.; Pearce, J.M. Parametric nasopharyngeal swab for sampling COVID-19 and other respiratory viruses: Open source design, SLA 3-D printing and UV curing system. HardwareX 2020, 8, e00135. [Google Scholar] [CrossRef] [PubMed]
- Phillips, B.T.; Allder, J.; Bolan, G.; Nagle, R.S.; Redington, A.; Hellebrekers, T.; Borden, J.; Pawlenko, N.; Licht, S. Additive manufacturing aboard a moving vessel at sea using passively stabilized stereolithography (SLA) 3D printing. Addit. Manuf. 2020, 31, 100969. [Google Scholar] [CrossRef]
- Zhou, T.; Zhang, L.; Yao, Q.; Ma, Y.; Hou, C.; Sun, B.; Shao, C.; Gao, P.; Chen, H. SLA 3D printing of high quality spine shaped β-TCP bioceramics for the hard tissue repair applications. Ceram. Int. 2020, 46, 7609–7614. [Google Scholar] [CrossRef]
- Zhang, J.; Hu, Q.; Wang, S.; Tao, J.; Gou, M. Digital light processing based three-dimensional printing for medical applications. Int. J. Bioprint. 2019, 6, 242. [Google Scholar] [CrossRef]
- Komissarenko, D.A.; Sokolov, P.S.; Evstigneeva, A.D.; Slyusar, I.V.; Nartov, A.S.; Volkov, P.A.; Lyskov, N.V.; Evdokimov, P.V.; Putlayev, V.I.; Dosovitsky, A.E. DLP 3D printing of scandia-stabilized zirconia ceramics. J. Eur. Ceram. Soc. 2021, 41, 684–690. [Google Scholar] [CrossRef]
- Shen, Y.; Tang, H.; Huang, X.; Hang, R.; Zhang, X.; Wang, Y. DLP printing photocurable chitosan to build bio-constructs for tissue engineering. Carbohydr. Polym. 2020, 235, 115970. [Google Scholar] [CrossRef]
- Bagheri, A.; Hossein, A.; Hasannia, S.; Akhoundi, B. An in vitro study on the key features of Poly L-lactic acid/biphasic calcium phosphate scaffolds fabricated via DLP 3D printing for bone grafting. Eur. Polym. J. 2020, 141, 110057. [Google Scholar] [CrossRef]
- Chen, F.; Zhu, H.; Wu, J.; Chen, S.; Cheng, L.; Shi, Y. Preparation and biological evaluation of ZrO2 all-ceramic teeth by DLP technology. Ceram. Int. 2020, 46, 11268–11274. [Google Scholar] [CrossRef]
- Saed, A.B.; Behravesh, A.H.; Hasannia, S.; Ardebili, S.A.A.; Akhoundi, B.; Pourghayoumi, M. Functionalized poly L-lactic acid synthesis and optimization of process parameters for 3D printing of porous scaffolds via digital light processing (DLP) method. J. Manuf. Process. 2020, 56, 550–561. [Google Scholar] [CrossRef]
- Mao, Q.; Wang, Y.; Li, Y.; Juengpanich, S.; Li, W. Fabrication of liver microtissue with liver decellularized extracellular matrix (dECM) bioink by digital light processing (DLP) bioprinting. Mater. Sci. Eng. C 2020, 109, 110625. [Google Scholar] [CrossRef] [PubMed]
- Kadry, H.; Wadnap, S.; Xu, C.; Ahsan, F. Digital light processing (DLP) 3D-printing technology and photoreactive polymers in fabrication of modi fi ed-release tablets. Eur. J. Pharm. Sci. 2019, 135, 60–67. [Google Scholar] [CrossRef]
- Xu, F.; Ren, H.; Zheng, M.; Shao, X.; Dai, T.; Wu, Y.; Tian, L.; Liu, Y.; Liu, B.; Gunster, J.; et al. Development of biodegradable bioactive glass ceramics by DLP printed containing EPCs/BMSCs for bone tissue engineering of rabbit mandible defects. J. Mech. Behav. Biomed. Mater. 2020, 103, 1–11. [Google Scholar] [CrossRef] [PubMed]
- Wagner, T.; Frederik, C.; Miyamoto, K.; Schöning, M.J.; Yoshinobu, T. Chemical Development and characterisation of a compact light-addressable potentiometric sensor (LAPS) based on the digital light processing (DLP) technology for flexible chemical imaging. Sens. Actuators B 2012, 170, 34–39. [Google Scholar] [CrossRef]
- Wang, L.; Kodzius, R.; Yi, X.; Li, S.; Sanna, Y.; Wen, W. Chemical Prototyping chips in minutes: Direct Laser Plotting (DLP) of functional microfluidic structures. Sens. Actuators B 2012, 168, 214–222. [Google Scholar] [CrossRef]
- Hong, H.; Seo, Y.B.; Kim, D.Y.; Lee, J.S.; Lee, Y.J.; Lee, H.; Ajiteru, O.; Sultan, T.; Lee, O.J.; Kim, S.H.; et al. Digital light processing 3D printed silk fibroin hydrogel for cartilage tissue engineering. Biomaterials 2020, 232, 119679. [Google Scholar] [CrossRef] [PubMed]
- He, C.; Ma, C.; Li, X.; Yan, L.; Hou, F.; Liu, J.; Guo, A. Polymer-derived SiOC ceramic lattice with thick struts prepared by digital light processing. Addit. Manuf. 2020, 35, 101366. [Google Scholar] [CrossRef]
- Zocca, A.; Gomes, C.M.; Mühler, T.; Günster, J. Powder-bed stabilization for powder-based additive manufacturing. Adv. Mech. Eng. 2014, 2014, 491581. [Google Scholar] [CrossRef]
- What is Powder Bed Fusion? Process Definition and Advantages. Available online: https://www.twi-global.com/technical-knowledge/faqs/what-is-powder-bed-fusion (accessed on 28 February 2021).
- Roy, N.K.; Behera, D.; Dibua, O.G.; Foong, C.S.; Cullinan, M.A. A novel microscale selective laser sintering (μ-SLS) process for the fabrication of microelectronic parts. Microsyst. Nanoeng. 2019, 5, 64. [Google Scholar] [CrossRef]
- Sutton, A.T.; Kriewall, C.S.; Leu, M.C.; Newkirk, J.W. Powder characterisation techniques and effects of powder characteristics on part properties in powder-bed fusion processes. Virtual Phys. Prototyp. 2017, 12, 3–29. [Google Scholar] [CrossRef]
- King, W.; Anderson, A.T.; Ferencz, R.M.; Hodge, N.E.; Kamath, C.; Khairallah, S.A. Overview of modelling and simulation of metal powder bed fusion process at Lawrence Livermore National Laboratory. Mater. Sci. Technol. 2015, 31, 957–968. [Google Scholar] [CrossRef]
- Matthews, M.J.; Guss, G.; Khairallah, S.A.; Rubenchik, A.M.; Depond, P.J.; King, W.E. Denudation of metal powder layers in laser powder bed fusion processes. Acta Mater. 2016, 114, 33–42. [Google Scholar] [CrossRef]
- Sun, S.; Brandt, M.; Easton, M. Powder bed fusion processes: An overview. In Laser Additive Manufacturing: Materials, Design, Technologies, and Applications; Woodhead Publishing Series in Electronic and Optical Materials; Elsevier: Amsterdam, The Netherlands, 2017; pp. 55–77. [Google Scholar]
- Placone, J.K.; Engler, A.J. Recent advances in extrusion-based 3D printing for biomedical applications. Adv. Healthc. Mater. 2018, 7, 1701161. [Google Scholar] [CrossRef] [PubMed]
- Luoa, C.; Wanga, X.; Miglerb, K.B.; Seppala, J.E. Upper bound of feed rates in thermoplastic material extrusion additive manufacturing. Addit. Manuf. 2020, 32, 101019. [Google Scholar] [CrossRef]
- Gonzalez-Gutierrez, J.; Cano, S.; Schuschnigg, S.; Kukla, C.; Sapkota, J.; Holzer, C. Additive manufacturing of metallic and ceramic components by the material extrusion of highly-filled polymers: A review and future perspectives. Materials 2018, 11, 840. [Google Scholar] [CrossRef]
- Liu, Y.; Chou, T.W. Additive manufacturing of multidirectional preforms and composites: From three-dimensional to four-dimensional. Mater. Today Adv. 2020, 5, 100045. [Google Scholar] [CrossRef]
- Penumakala, P.K.; Santo, J.; Thomas, A. A critical review on the fused deposition modeling of thermoplastic polymer composites. Compos. Part B Eng. 2020, 201, 108336. [Google Scholar] [CrossRef]
- Daminabo, S.C.; Goel, S.; Grammatikos, S.A.; Nezhad, H.Y.; Thakur, V.K. Fused deposition modeling-based additive manufacturing (3D printing): Techniques for polymer material systems. Mater. Today Chem. 2020, 16, 100248. [Google Scholar] [CrossRef]
- Sinha, S.K. Additive Manufacturing (AM) of Medical Devices and Scaffolds for Tissue Engineering Based on 3D and 4D Printing; Elsevier Inc.: Amsterdam, The Netherlands, 2019. [Google Scholar]
- Lamichhane, T.N.; Sethuraman, L.; Dalagan, A.; Wang, H.; Keller, J.; Paranthaman, M.P. Additive manufacturing of soft magnets for electrical machines—A review. Mater. Today Phys. 2020, 15, 100255. [Google Scholar] [CrossRef]
- Reddy, R.D.P.; Sharma, V. Additive manufacturing in drug delivery applications: A review. Int. J. Pharm. 2020, 589, 119820. [Google Scholar] [CrossRef] [PubMed]
- Melocchi, A.; Uboldi, M.; Maroni, A.; Foppoli, A.; Palugan, L.; Zema, L.; Gazzaniga, A. 3D printing by fused deposition modeling of single- and multi-compartment hollow systems for oral delivery—A review. Int. J. Pharm. 2020, 579, 119155. [Google Scholar] [CrossRef]
- Pereira, G.G.; Figueiredo, S.; Fernandes, A.I.; Pinto, J.F. Polymer selection for hot-melt extrusion coupled to fused deposition modelling in pharmaceutics. Pharmaceutics 2020, 12, 795. [Google Scholar] [CrossRef] [PubMed]
- Limongi, T.; Susa, F.; Allione, M.; Di Fabrizio, E. Drug delivery applications of three-dimensional printed (3DP) mesoporous scaffolds. Pharmaceutics 2020, 12, 851. [Google Scholar] [CrossRef]
- Day, P.J.; Speers, S.J. The assessment of 3D printer technology for forensic comparative analysis. Aust. J. Forensic Sci. 2020, 52, 579–589. [Google Scholar] [CrossRef]
- Cardoso, R.M.; Kalinke, C.; Rocha, R.G.; Dos Santos, P.L.; Rocha, D.P.; Oliveira, P.R.; Janegitz, B.C.; Bonacin, J.A.; Richter, E.M.; Munoz, R.A. Additive-manufactured (3D-printed) electrochemical sensors: A critical review. Anal. Chim. Acta 2020, 1118, 73–91. [Google Scholar] [CrossRef]
- Nielsen, A.V.; Beauchamp, M.J.; Nordin, G.P.; Woolley, A.T. 3D Printed Microfluidics. Annu. Rev. Anal. Chem. 2020, 13, 45–65. [Google Scholar] [CrossRef] [PubMed]
- Devi, M.G.; Amutheesan, M.; Govindhan, R.; Karthikeyan, B. A Review of three-dimensional printing for biomedical and tissue engineering applications. Open Biotechnol. J. 2018, 12, 241–255. [Google Scholar] [CrossRef]
- Maurel, A.; Grugeon, S.; Armand, M.; Fleutot, B.; Courty, M.; Prashantha, K.; Davoisne, C.; Tortajada, H.; Panier, S.; Dupont, L. Overview on Lithium-Ion Battery 3D-Printing By Means of Material Extrusion. ECS Trans. 2020, 98, 3. [Google Scholar] [CrossRef]
- Material Extrusion—FDM. Available online: https://make.3dexperience.3ds.com/processes/material-extrusion (accessed on 28 February 2021).
- Park, S.; Bang, H.; Seong, W. Effects of material properties on angular distortion in wire arc additive manufacturing: Experimental and Computational Analyses. Materials 2020, 13, 1399. [Google Scholar] [CrossRef]
- Gibson, I.; Rosen, D.; Stucker, B. Directed Energy Deposition Processes. In Additive Manufacturing Technologies; Springer: New York, NY, USA, 2015; pp. 245–268. [Google Scholar] [CrossRef]
- Saboori, A.; Aversa, A.; Marchese, G.; Biamino, S.; Lombardi, M.; Fino, P. Application of Directed Energy Deposition-Based Additive Manufacturing in Repair. Appl. Sci. 2019, 9, 3316. [Google Scholar] [CrossRef]
- What is Directed Energy Deposition (DED)? Available online: https://www.twi-global.com/technical-knowledge/faqs/directed-energy-deposition (accessed on 28 February 2021).
- Luong, D.X.; Subramanian, A.K.; Silva, G.A.L.; Yoon, J.; Cofer, S.; Yang, K.; Owuor, P.S.; Wang, T.; Wang, Z.; Lou, J.; et al. Laminated object manufacturing of 3D-printed laser-induced graphene foams. Adv. Mater. 2018, 30, 1–6. [Google Scholar] [CrossRef]
- Shu, X.; Wang, R. Thermal residual solutions of beams, plates and shells due to laminated object manufacturing with gradient cooling. Compos. Struct. 2017, 174, 366–374. [Google Scholar] [CrossRef]
- Liu, S.; Ye, F.; Liu, L.; Liu, Q. Feasibility of preparing of silicon nitride ceramics components by aqueous tape casting in combination with laminated object manufacturing. Mater. Des. 2015, 66, 331–335. [Google Scholar] [CrossRef]
- Krinitcyn, M.; Fu, Z.; Harris, J.; Kostikov, K.; Pribytkov, G.A.; Greil, P.; Travitzky, N. Laminated Object Manufacturing of in-situ synthesized MAX-phase composites. Ceram. Int. 2017, 43, 9241–9245. [Google Scholar] [CrossRef]
- Zhang, G.; Chen, H.; Yang, S.; Guo, Y.; Li, N.; Zhou, H.; Cao, Y. Frozen slurry-based laminated object manufacturing to fabricate porous ceramic with oriented lamellar structure. J. Eur. Ceram. Soc. 2018, 38, 4014–4019. [Google Scholar] [CrossRef]
- Hung, W.; An, Q.; De Guzman, M.; Lin, H. Pressure-assisted self-assembly technique for fabricating composite membranes consisting of highly ordered selective laminate layers of amphiphilic graphene oxide. Carbon 2013, 68, 670–677. [Google Scholar] [CrossRef]
- Park, J.; Kang, M.K.; Hahn, H.T. Composite material based laminated object manufacturing (LOM) process Simulation. Adv. Compos. Lett. 2001, 10, 237–245. [Google Scholar] [CrossRef]
- Sheet Lamination. Available online: https://engineeringproductdesign.com/knowledge-base/sheet-lamination/ (accessed on 28 February 2021).
- Gibson, I.; Rosen, D.W.; Stucker, B. Additive Manufacturing Technologies Rapid Prototyping to Direct Digital Manufacturing; Springer: Boston, MA, USA, 2010. [Google Scholar]
- Bhatta, P.M.; Kabir, A.M.; Peralta, M.; Bruck, H.A.; Gupta, S.K. A robotic cell for performing sheet lamination-based additive manufacturing. Addit. Manuf. 2019, 27, 278–289. [Google Scholar] [CrossRef]
- Derazkola, H.A.; Khodabakhshi, F.; Simchicd, A. Evaluation of a polymer-steel laminated sheet composite structure produced by friction stir additive manufacturing (FSAM) technology. Polym. Test. 2020, 90, 106690. [Google Scholar] [CrossRef]
- Jasiuk, I.; Abueidda, D.W.; Kozuch, C.; Pang, S.; Su, F.Y.; Mckittrick, J. An Overview on Additive Manufacturing of Polymers. JOM 2018, 70, 275–283. [Google Scholar] [CrossRef]
- Schmid, M.; Wegenerb, K. Additive Manufacturing: Polymers Applicable for Laser Sintering (LS). Procedia Eng. 2016, 149, 457–464. [Google Scholar] [CrossRef]
- Muzaffar, A.; Ahamed, M.B.; Deshmukh, K.; Faisal, M.; Pasha, S.K.K. Enhanced electromagnetic absorption in NiO and BaTiO3 based polyvinylidenefluoride nanocomposites. Mater. Lett. 2018, 218, 217–220. [Google Scholar] [CrossRef]
- Deshmukh, K.; Muzaffar, A.; Ková, T. Fundamentals and applications of 3D and 4D printing of polymers: Challenges in polymer processing and prospects of future research. In 3D and 4D Printing of Polymer Nanocomposite Materials; Sadasivuni, K.K., Deshmukh, K., Al Maadeed, M.A., Eds.; Elsevier: Amsterdam, The Netherlands, 2020; pp. 527–560. [Google Scholar]
- Gladman, A.S.; Garcia-leiner, M.; Sauer-budge, A.F. Emerging polymeric materials in additive manufacturing for use in biomedical applications. AIMS Bioeng. 2019, 6, 1–20. [Google Scholar] [CrossRef]
- Gkartzou, E.; Koumoulos, E.P.; Charitidis, C.A. Production and 3D printing processing of bio-based thermoplastic filament. Manuf. Rev. 2017, 4, 1. [Google Scholar] [CrossRef]
- Childs, T.H.C.; Berzins, M.; Ryder, G.R.; Tontowi, A. Selective laser sintering of an amorphous polymer—Simulations and experiments. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 1999, 213, 333–349. [Google Scholar] [CrossRef]
- Lee, K.W.; Wang, S.; Lu, L.; Jabbari, E.; Currier, B.L.; Yaszemski, M.J. Fabrication and Characterization of Poly(Propylene Fumarate) Scaffolds with Controlled Pore Structures Using 3-Dimensional Printing and Injection Molding. Tissue Eng. 2006, 12, 2801–2811. [Google Scholar] [CrossRef] [PubMed]
- Matellan, C.; Armando, E.; Hernández, R. Cost-effective rapid prototyping and assembly of poly (methyl methacrylate) microfluidic devices. Sci. Rep. 2018, 8, 6971. [Google Scholar] [CrossRef]
- Dahlberg, T.; Stangner, T.; Zhang, H.; Wiklund, K.; Lundberg, P. 3D printed water-soluble scaffolds for rapid production of PDMS micro-fluidic flow chambers. Sci. Rep. 2018, 8, 3372. [Google Scholar] [CrossRef] [PubMed]
- Liao, W.; Xu, L.; Wangrao, K.; Du, Y.; Xiong, Q. Three-dimensional printing with biomaterials in craniofacial and dental tissue engineering 2019. PeerJ 2019, 7, e7271. [Google Scholar] [CrossRef]
- Valtonen, O.; Ormis, J.; Kive, I.; Rantanen, V.; Dean, M. Three-Dimensional Printing of the Nasal Cavities for Clinical Experiments. Sci. Rep. 2020, 10, 502. [Google Scholar] [CrossRef]
- Regassa, Y.; Lemu, H.G.; Sirabizuh, B. Trends of using polymer composite materials in additive manufacturing. IOP Conf. Ser. Mater. Sci. Eng. 2019, 659, 012021. [Google Scholar] [CrossRef]
- El Moumen, A.; Tarfaoui, M.; Lafdi, K. Additive manufacturing of polymer composites: Processing and modeling approaches. Compos. Part B Eng. 2019, 171, 166–182. [Google Scholar] [CrossRef]
- Sánchez, D.M.; de la Mata, M.; Delgado, F.J.; Casal, V.; Molina, S.I. Development of carbon fiber acrylonitrile styrene acrylate composite for large format additive manufacturing. Mater. Des. 2020, 191, 108577. [Google Scholar] [CrossRef]
- Sathishkumar, T.P.; Satheeshkumar, S.; Naveen, J. Glass fiber-reinforced polymer composites—A review. J. Reinf. Plast. Compos. 2014, 33, 1258–1275. [Google Scholar] [CrossRef]
- Carneiro, O.S.; Silva, A.F.; Gomes, R. Materials & Design Fused deposition modeling with polypropylene. Mater. Des. 2015, 83, 768–776. [Google Scholar] [CrossRef]
- Liu, Z.; Zhang, L.; Yu, E.; Ying, Z.; Zhang, Y.; Liu, X.; Eli, W. Modification of Glass Fiber Surface and Glass Fiber Reinforced Polymer Composites Challenges and Opportunities: From Organic Chemistry Perspective. Curr. Org. Chem. 2015, 19, 991–1010. [Google Scholar] [CrossRef]
- Fernandes, E.M.; Mano, J.F.; Reis, R.L. Hybrid cork-polymer composites containing sisal fibre: Morphology, effect of the fibre treatment on the mechanical properties and tensile failure prediction. Compos. Struct. 2013, 105, 153–162. [Google Scholar] [CrossRef]
- Türk, D.A.; Kussmaul, R.; Zogg, M.; Klahn, C.; Leutenecker-Twelsiek, B.; Meboldt, M. Composites Part Production with Additive Manufacturing Technologies. Procedia CIRP 2017, 66, 306–311. [Google Scholar] [CrossRef]
- Wang, K.; Pan, W.; Liu, Z.; Wallin, T.J.; Van Dover, G.; Li, S.; Giannelis, E.P.; Menguc, Y.; Shepherd, R.F. 3D printing of viscoelastic suspensions via digital light synthesis for tough nanoparticle—Elastomer composites. Adv. Mater. 2020, 32, 2001646. [Google Scholar] [CrossRef] [PubMed]
- Chen, K.; Tsai, M. Multi-nozzle pneumatic extrusion based additive manufacturing system for fabricating a sandwich structure with soft and hard material. In Proceedings of the 2019 International Conference on Machine Learning and Cybernetics (ICMLC), Kobe, Japan, 7–10 July 2019; pp. 1–6. [Google Scholar] [CrossRef]
- Bahr, R.; He, X.; Tehrani, B.; Tentzeris, M.M. A fully 3d printed multi-chip module with an on-package enhanced dielectric lens for mm-wave applications using multimaterial stereo-lithography. In Proceedings of the 2018 IEEE/MTT-S International Microwave Symposium—IMS, Philadelphia, PA, USA, 10–15 June 2018; pp. 1561–1564. [Google Scholar] [CrossRef]
- Bruyas, A.; Renaud, P. Toward unibody robotic structures with integrated functions using multimaterial additive manufacturing: Case study of an MRI-compatible interventional device. In Proceedings of the 2015 IEEE/RSJ International Conference on Intelligent Robots and Systems (IROS), Hamburg, Germany, 28 September–2 October 2015; pp. 1744–1750. [Google Scholar] [CrossRef]
- Yuan, S.; Shen, F.; Chua, C.K.; Zhou, K. Progress in Polymer Science Polymeric composites for powder-based additive manufacturing: Materials and applications. Prog. Polym. Sci. 2019, 91, 141–168. [Google Scholar] [CrossRef]
- Ahmed, S.; Jones, F.R. A review of particulate reinforcement theories for polymer composites. J. Mater. Sci. 1990, 25, 4933–4942. [Google Scholar] [CrossRef]
- Korhonen, H.; Sinh, L.H.; Luong, N.D.; Lehtinen, P.; Verho, T.; Partanen, J.; Seppälä, J. Fabrication of graphene-based 3D structures by stereolithography. Phys. Status Solidi A 2016, 213, 982–985. [Google Scholar] [CrossRef]
- Rupp, H.; Döhler, D.; Hilgeroth, P.; Mahmood, N.; Beiner, M.; Binder, W.H. 3D Printing of Supramolecular Polymers: Impact of Nanoparticles and Phase Separation on Printability. Macromol. Rapid Commun. 2019, 40, 1900467. [Google Scholar] [CrossRef]
- Abedini, A.; Chen, Z.T. A micromechanical model of particle-reinforced metal matrix composites consideri particle size and damage. Comput. Mater. Sci. 2014, 85, 200–205. [Google Scholar] [CrossRef]
- Yuan, S.; Shen, F.; Bai, J.; Kai, C.; Wei, J.; Zhou, K. 3D soft auxetic lattice structures fabricated by selective laser sintering: TPU powder evaluation and process optimization. Mater. Des. 2017, 120, 317–327. [Google Scholar] [CrossRef]
- Sintering, L.; Yuan, S.; Bai, J.; Chua, C.K.; Wei, J.; Zhou, K. Material Evaluation and Process Optimization of CNT-Coated Polymer Powders for Selective. Polymers 2016, 8, 370. [Google Scholar] [CrossRef]
- Li, B.; Zhang, L.; Yang, B. Grain refinement and localized amorphization of additively manufactured high-entropy alloy matrix composites reinforced by nano ceramic particles via selective-laser-melting/remelting. Compos. Commun. 2020, 19, 56–60. [Google Scholar] [CrossRef]
- Palanikumar, K.; Mudhukrishnan, M.; Prabha, P.S. Technologies in additive manufacturing for fiber reinforced composite materials: A review. Curr. Opin. Chem. Eng. 2020, 28, 51–59. [Google Scholar] [CrossRef]
- Van De Werken, N.; Tekinalp, H.; Khanbolouki, P.; Ozcan, S. Additively manufactured carbon fiber-reinforced composites: State of the art and perspective. Addit. Manuf. 2019, 31, 100962. [Google Scholar] [CrossRef]
- Shi, B.; Shang, Y.; Zhang, P.; Cuadros, A.P.; Qu, J.; Sun, B.; Gu, B.; Chou, T.-W.; Fu, K. Dynamic Capillary-Driven Additive Manufacturing of Continuous Carbon Fiber Composite. Matter 2020, 2, 1594–1604. [Google Scholar] [CrossRef]
- Nawafleh, N.; Celik, E. Additive manufacturing of short fiber reinforced thermoset composites with unprecedented mechanical performance. Addit. Manuf. 2020, 33, 101109. [Google Scholar] [CrossRef]
- Goh, G.D.; Yap, Y.L.; Agarwala, S.; Yeong, W.Y. Recent Progress in Additive Manufacturing of Fiber Reinforced Polymer Composite. Adv. Mater. Technol. 2019, 4, 1800271. [Google Scholar] [CrossRef]
- Dickson, A.N.; Barry, J.N.; Mcdonnell, K.A.; Dowling, D.P. Fabrication of continuous carbon, glass and Kevlar fibre reinforced polymer composites using additive manufacturing. Addit. Manuf. 2017, 16, 146–152. [Google Scholar] [CrossRef]
- Farahani, R.D.; Dubé, M.; Therriault, D. Three-dimensional printing of multifunctional nanocomposites: Manufacturing techniques and applications. Adv. Mater. 2016, 28, 5794–5821. [Google Scholar] [CrossRef] [PubMed]
- Bustillos, J.; Montero-Zambrano, D.; Loganathan, A.; Boesl, B.; Agarwal, A. Stereolithography-based 3D printed photosensitive polymer/boron nitride nanoplatelets composites. Polym. Compos. 2019, 40, 379–388. [Google Scholar] [CrossRef]
- Barkoula, N.M.; Alcock, B.; Cabrera, N.O.; Peijs, T. Flame-retardancy properties of intumescent ammonium poly(phosphate) and mineral filler magnesium hydroxide in combination with graphene. Polym. Polym. Compos. 2008, 16, 101–113. [Google Scholar]
- Abshirini, M.; Charara, M.; Liu, Y.; Saha, M.; Altan, M.C. 3D Printing of highly stretchable strain sensors based on carbon nanotube nanocomposites. Adv. Eng. Mater. 2018, 20, 1800425. [Google Scholar] [CrossRef]
- Zhang, L.; Zhang, X.; Li, L.; Liu, Y.; Wang, D.; Xu, L.; Bao, J.; Zhang, A. Fabrication of photothermally responsive nanocomposite hydrogel through 3D printing. Macromol. Mtar. Eng. 2020, 305, 1900718. [Google Scholar] [CrossRef]
- Wang, B.; Liu, J.; Chen, K.; Wang, Y.; Shao, Z. Three-dimensional printing of methacrylic grafted cellulose nanocrystal-reinforced nanocomposites with improved properties. Polym. Eng. Sci. 2020, 60, 782–792. [Google Scholar] [CrossRef]
- Chizari, K.; Daoud, M.A.; Ravindran, A.R.; Therriault, D. 3D printing of highly conductive nanocomposites for the functional optimization of liquid sensors. Small 2016, 12, 6076–6082. [Google Scholar] [CrossRef] [PubMed]
- Yang, Y.; Chen, Z.; Song, X.; Zhang, Z.; Zhang, J.; Shung, K.K.; Zhou, Q.; Chen, Y. Biomimetic anisotropic reinforcement architectures by electrically assisted nanocomposite 3d printing. Adv. Mater. 2017, 29, 1605750. [Google Scholar] [CrossRef] [PubMed]
- Invernizzi, M.; Suriano, R.; Muscatello, A.; Turri, S.; Levi, M. Near-visible stereolithography of a low shrinkage cationic/free-radical photopolymer blend and its nanocomposite. J. Appl. Polym. Sci. 2020, 137, 48333. [Google Scholar] [CrossRef]
- Manapat, J.Z.; Chen, Q.; Ye, P.; Advincula, R.C. 3D printing of polymer nanocomposites via stereolithography. Macromol. Mater. Eng. 2017, 302, 1600553. [Google Scholar] [CrossRef]
- Wei, M.; Gao, Y.; Li, X.; Serpe, M.J. Stimuli-responsive polymers and their applications. Polym. Chem. 2017, 8, 127–143. [Google Scholar] [CrossRef]
- Zhou, Z.; Salaoru, I.; Morris, P.; Gibbons, G.J. Additive manufacturing of heat-sensitive polymer melt using a pellet-fed material extrusion. Addit. Manuf. 2018, 24, 552–559. [Google Scholar] [CrossRef]
- Yuan, S.; Zheng, Y.; Chua, C.K.; Yan, Q.; Zhou, K. Electrical and thermal conductivities of mwcnt/polymer composites fabricated by selective laser sintering. Compos. Part A Appl. Sci. Manuf. 2018, 105, 203–213. [Google Scholar] [CrossRef]
- Du, Y.; Chen, J.; Meng, Q.; Xu, J.; Paul, B.; Eklund, P. Flexible ternary carbon black/Bi2Te3 based alloy/polylactic acid thermoelectric composites fabricated by additive manufacturing, J. Mater. 2020, 6, 293–299. [Google Scholar] [CrossRef]
- Shimizu, K.; Fujita, H.; Nagamori, E. Oxygen plasma-treated thermoresponsive polymer surfaces for cell sheet engineering. Biotechnol. Bioeng. 2010, 106, 303–310. [Google Scholar] [CrossRef] [PubMed]
- Constantin, L.; Fan, L.; Pontoreau, M.; Wang, F.; Cui, B.; Battaglia, J.L.; Silvain, J.-F.; Lu, Y.F. Additive manufacturing of copper/diamond composites for thermal management applications. Manuf. Lett. 2020, 24, 61–66. [Google Scholar] [CrossRef]
- Whelan, D. Thermoplastic Elastomers. In Brydson’s Plastics Materials, 8th ed.; Butterworth-Heinemann: Oxford, UK, 2016; pp. 653–703. [Google Scholar]
- Dutta, N.K.; Bhowmick, A.K. Roy Choudhury Thermoplastic Elastomers. In Handbook of Thermoplastics; Olabisi, O., Ed.; Marcel Dekker: New York, NY, USA, 1997; pp. 349–415. [Google Scholar]
- Przybytek, A.; Kucinska-Lipka, J.; Janik, H. Thermoplastic elastomer filaments and their application in 3D printing. Elastomers 2016, 4, 32–39. [Google Scholar]
- Toursangsaraki, M. A Review of Multi-material and Composite Parts Production by Modified Additive Manufacturing Methods. arXiv 2018, arXiv:1808.01861. [Google Scholar]
- Bandyopadhyay, A.; Heer, B. Additive manufacturing of multi-material structures. Mater. Sci. Eng. R 2018, 129, 1–16. [Google Scholar] [CrossRef]
- Cui, X.; Li, J.; Hartanto, Y.; Durham, M.; Tang, J.; Zhang, H.; Hooper, G.; Lim, K.; Woodfield, T. Advances in Extrusion 3D Bioprinting: A Focus on Multicomponent Hydrogel-Based Bioinks. Adv. Healthc. Mater. 2020, 9, 1901648. [Google Scholar] [CrossRef]
- Pa, P.; Larimore, Z.; Parsons, P.; Mirotznik, M. Multi-material additive manufacturing of embedded low-profile antennas. Electron. Lett. 2015, 51, 1561–1562. [Google Scholar] [CrossRef]
- Mirotznik, M.S.; Larimore, Z.; Pa, P.; Parsons, P.; Mills, M. Multi-material Additive Manufacturing of Antennas. In Proceedings of the 2016 International Workshop on Antenna Technology (iWAT), Cocoa Beach, FL, USA, 29 February–2 March 2016; pp. 123–126. [Google Scholar] [CrossRef]
- Nassar, H.; Ntagios, M.; Navaraj, W.T.; Dahiya, R. Multi-Material 3D Printed Bendable Smart Sensing Structures. In Proceedings of the 2018 IEEE Sensors, New Delhi, India, 28–31 October 2018. [Google Scholar] [CrossRef]
- Taylor, A.P.; Velásquez-garcía, L.F.; Member, S. Miniaturized Diaphragm Vacuum Pump by Multi-Material Additive Manufacturing. J. Microelectromech. Syst. 2017, 26, 1316–1326. [Google Scholar] [CrossRef]
- Gheisari, R.; Chamberlain, H.; Chi-Tangyie, G.; Zhang, S.; Goulas, A.; Lee, C.-K.; Whittaker, T.; Wang, D.; Ketharam, A.; Ghosh, A.; et al. Multi-material additive manufacturing of low sintering temperature Bi2Mo2O9 ceramics with Ag floating electrodes by selective laser burnout. Virtual Phys. Prototyp. 2020, 15, 133–147. [Google Scholar] [CrossRef]
- Gómez, A. Development of a multi-material additive manufacturing process for electronic devices costing models for capacity optimization in Industry. Procedia Manuf. 2017, 13, 746–753. [Google Scholar] [CrossRef]
- Singh, R.; Kumar, R.; Farina, I.; Colangelo, F.; Feo, L.; Fraternali, F. Multi-Material Additive Manufacturing of Sustainable Innovative Materials and Structures. Polymers 2019, 11, 62. [Google Scholar] [CrossRef]
- Mohan, N.; Senthil, P.; Vinodh, S.; Jayanth, N. A review on composite materials and process parameters optimisation for the fused deposition modelling process. Virtual Phys. Prototyp. 2017, 12, 47–59. [Google Scholar] [CrossRef]
- Tosto, C.; Saitta, L.; Pergolizzi, E.; Blanco, I.; Celano, G.; Cicala, G. Methods for the characterization of polyetherimide based materials processed by fused deposition modelling. Appl. Sci. 2020, 10, 3195. [Google Scholar] [CrossRef]
- Cicala, G.; Giordano, D.; Tosto, C.; Filippone, G.; Recca, A.; Blanco, I. Polylactide (PLA) filaments a biobased solution for additive manufacturing: Correlating rheology and thermomechanical properties with printing quality. Materials 2018, 11, 1191. [Google Scholar] [CrossRef]
- Cicala, G.; Ognibene, G.; Portuesi, S.; Blanco, I.; Rapisarda, M.; Pergolizzi, E.; Recca, G. Comparison of ultem 9085 used in fused deposition modelling (fdm) with polytherimide blends. Materials 2018, 11, 285. [Google Scholar] [CrossRef]
- Neff, C.; Elston, E.; Schrand, A.; Crane, N. Adhesion testing of printed inks while varying the surface treatment of polymer substrates. J. Adhes. 2019, 1–18. [Google Scholar] [CrossRef]
- Garcia, R.; Prabhakar, P. Bond interface design for single lap joints using polymeric additive manufacturing. Compos. Struct. 2017, 176, 547–555. [Google Scholar] [CrossRef]
- Neff, C. Analysis of Printed Electronic Adhesion, Electrical, Mechanical, and Thermal Performance for Resilient Hybrid Electronics. Master’s Thesis, University of South Florida, Tampa, FL, USA, 2018. [Google Scholar]
- Angelo, P.D.; Farnood, R.R. Poly(3,4-ethylenedioxythiophene):Poly(styrene sulfonate) inkjet inks doped with carbon nanotubes and a polar solvent: The effect of formulation and adhesion on conductivity. J. Adhes. Sci. Technol. 2010, 24, 643–659. [Google Scholar] [CrossRef]
- Freund, R.; Watschke, H.; Heubach, J.; Vietor, T. Determination of influencing factors on interface strength of additively manufactured multi-material parts by material extrusion. Appl. Sci. 2019, 9, 1782. [Google Scholar] [CrossRef]
- Harris, C.G.; Jursik, N.J.S.; Rochefort, W.E.; Walker, T.W. Additive Manufacturing With Soft TPU—Adhesion Strength in Multimaterial Flexible Joints. Front. Mech. Eng. 2019, 5, 1–6. [Google Scholar] [CrossRef]
- Harris, M.; Potgieter, J.; Archer, R.; Arif, K.M. Sect of material and process specific factors on the strength of printed parts in fused filament fabrication: A review of recent developments. Materials 2019, 12, 1664. [Google Scholar] [CrossRef]
- Asif, M.; Ramezani, M.; Chin, A.K. Effect of Interfacial Adhesion on Tensile Strength of 3D Printed Particulate Nanocomposites Effect of Interfacial Adhesion on Tensile Strength of 3D Printed Particulate Nanocomposites. IOP Conf. Ser. Mater. Sci. Eng. 2019, 520, 012001. [Google Scholar] [CrossRef]
- Malengier, B.; Hertleer, C.; Cardon, L.; Van Langenhove, L.; Reynders, D. 3D Printing on Textiles: Testing of Adhesion. J. Fash. Text. Eng. 2018, 2018, 1–4. [Google Scholar] [CrossRef]
- Mpofu, N.S.; Mwasiagi, J.I.; Nkiwane, L.C.; Njuguna, D. Use of regression to study the effect of fabric parameters on the adhesion of 3D printed PLA polymer onto woven fabrics. Fash. Text. 2019, 6, 24. [Google Scholar] [CrossRef]
- Elkins, D.S. Metal-Polymer Adhesive Bond Characterization in an Additive Manufacturing Environment. Master’s Thesis, University of Tennessee, Knoxville, TN, USA, 2018. [Google Scholar]
- Ho, C.M.B.; Mishra, A.; Lin, P.T.P.; Ng, S.H.; Yeong, W.Y.; Kim, Y.J.; Yoon, Y.J. 3D Printed Polycaprolactone Carbon Nanotube Composite Scaffolds for Cardiac Tissue Engineering. Macromol. Biosci. 2017, 17, 1–9. [Google Scholar] [CrossRef] [PubMed]
- Ramírez, A.S.; D’Amato, R.; Haro, F.B.; Marcos, M.I.; De Agustín Del Burgo, J.M. Composite material created by additive manufacturing techniques FFF and Robocasting for the manufacture of medical parts. In Proceedings of the Sixth International Conference on Technological Ecosystems for Enhancing Multiculturality, Salamanca, Spain, 24–26 October 2018; pp. 410–415. [Google Scholar] [CrossRef]
- Jockusch, J.; Özcan, M. Additive manufacturing of dental polymers: An overview on processes, materials and applications. Dent. Mater. 2020, 39, 345–354. [Google Scholar] [CrossRef]
- Auyeung, R.C.Y.; Kim, H.; Mathews, S.; Charipar, N.; Piqué, A. Laser additive manufacturing of embedded electronics. In Laser Additive Manufacturing: Materials, Design, Technologies, and Applications; Brandt, M., Ed.; Elsevier Ltd.: Oxford, UK, 2017. [Google Scholar]
- Goh, G.L.; Agarwala, S.; Yeong, W.Y. Directed and on-demand alignment of carbon nanotube: A review toward 3D printing of electronics. Adv. Mater. Interfaces 2019, 6, 1801318. [Google Scholar] [CrossRef]
- Tao, J.; Liu, N.; Ma, W.; Ding, L.; Li, L.; Su, J.; Gao, Y. Solid-State High Performance Flexible Supercapacitors Based on Polypyrrole-MnO2-Carbon Fiber Hybrid Structure. Sci. Rep. 2013, 3, 2286. [Google Scholar] [CrossRef]
- Wang, L.; Ding, T.; Wang, P. Thin Flexible Pressure Sensor Array Based on Carbon Black/Silicone Rubber Nanocomposite. IEEE Sens. J. 2009, 9, 1130–1135. [Google Scholar] [CrossRef]
- Tadakaluru, S.; Thongsuwan, W.; Singjai, P. Stretchable and Flexible High-Strain Sensors Made Using Carbon Nanotubes and Graphite Films on Natural Rubber. Sensors 2014, 14, 868–876. [Google Scholar] [CrossRef] [PubMed]
- Mirzaee, M.; Noghanian, S.; Wiest, L.; Chang, I. Developing Flexible 3D Printed Antenna Using Conductive ABS Materials. In Proceedings of the 2015 IEEE International Symposium on Antennas and Propagation & USNC/URSI National Radio Science Meeting, Vancouver, BC, Canada, 19–24 July 2015; pp. 1308–1309. [Google Scholar] [CrossRef]
- Angrish, A.; Nagar, S. A Critical Analysis of Additive Manufacturing Technologies for Aerospace Applications. In Proceedings of the 2014 IEEE Aerospace Conference, Big Sky, MT, USA, 1–8 March 2014; pp. 1–6. [Google Scholar] [CrossRef]
- Ortiz-Acosta, D.; Moore, T. Functional 3D Printed Polymeric Materials. In Functional Materials; Sahu, D.R., Ed.; IntechOpen: London, UK, 2018; pp. 3–18. [Google Scholar] [CrossRef]
- Goh, G.D.; Agarwala, S.; Goh, G.L.; Dikshit, V.; Sing, S.L.; Yeong, W.Y. Additive manufacturing in unmanned aerial vehicles (UAVs): Challenges and potential. Aerosp. Sci. Technol. 2017, 63, 140–151. [Google Scholar] [CrossRef]
- Joshi, M.; Chatterjee, U. Chapter 8—Polymer nanocomposite: An advanced material for aerospace applications. In Advanced Composite Materials for Aerospace Engineering; Elsevier Ltd.: Cambridge, UK, 2016. [Google Scholar]
- Njuguna, B.J.; Pielichowski, K. Polymer Nanocomposites for Aerospace Applications: Properties. Adv. Eng. Mater. 2003, 5, 769–778. [Google Scholar] [CrossRef]
- Kausar, A.; Rafique, I.; Muhammad, B. Aerospace Application of Polymer Nanocomposite with Carbon Nanotube, Graphite, Graphene Oxide, and Nanoclay. Polym. Plast. Technol. Eng. 2017, 56, 1438–1456. [Google Scholar] [CrossRef]
- Rana, S.; Parveen, S.; Fangueiro, R. Multiscale composites for aerospace engineering. In Advanced Composite Materials for Aerospace Engineering: Processing, Properties and Applications; Rana, S., Parveen, S., Eds.; Elsevier: Amsterdam, The Netherlands, 2016; pp. 265–293. [Google Scholar] [CrossRef]
- Williams, G.; Trask, R.; Bond, I. A self-healing carbon fibre reinforced polymer for aerospace applications. Compos. Part A Appl. Sci. Manuf. 2007, 38, 1525–1532. [Google Scholar] [CrossRef]
- Bingham, G.A.; Hague, R. Efficient three dimensional modelling of additive manufactured textiles. Rapid Prototyp. J. 2013, 19, 269–281. [Google Scholar] [CrossRef]
- Chatterjee, K.; Ghosh, T.K. 3D Printing of Textiles: Potential Roadmap to Printing with Fibers. Adv. Mater. 2020, 32, 1902086. [Google Scholar] [CrossRef]
- Bingham, G.A.; Hague, R.J.M.; Tuck, C.J.; Long, A.C.; Crookston, J.J.; Sherburn, M.N. Rapid manufactured textiles. Int. J. Comput. Integr. Manuf. 2007, 20, 96–105. [Google Scholar] [CrossRef]
- Korger, M.; Bergschneider, J.; Lutz, M.; Mahltig, B.; Finsterbusch, K.; Rabe, M. Possible applications of 3d printing technology on textile substrates. IOP Conf. Ser. Mater. Sci. Eng. 2016, 141, 012011. [Google Scholar] [CrossRef]
- Melnikova, R.; Ehrmann, A.; Finsterbusch, K. 3D printing of textile-based structures by fused deposition modelling (FDM) with different polymer materials. IOP Conf. Ser. Mater. Sci. Eng. 2014, 62, 012018. [Google Scholar] [CrossRef]
- Pei, E.; Shen, J.; Watling, J. Direct 3D printing of polymers onto textiles: Experimental studies and applications. Rapid Prototyp. J. 2015, 21, 556–571. [Google Scholar] [CrossRef]
- Johnson, A.; Bingham, G.A.; Wimpenny, D.I. Additive manufactured textiles for high-performance stab resistant applications. Rapid Prototyp. J. 2013, 19, 199–207. [Google Scholar] [CrossRef]
- Leist, S.K.; Gao, D.; Chiou, R.; Zhou, J. Investigating the shape memory properties of 4D printed polylactic acid (PLA) and the concept of 4D printing onto nylon fabrics for the creation of smart textiles. Virtual Phys. Prototyp. 2017, 12, 290–300. [Google Scholar] [CrossRef]
- Maiti, S.; Das, D.; Sen, K. Flexible non-metallic electro-conductive textiles. Text. Prog. 2017, 49, 1–52. [Google Scholar] [CrossRef]
- Teli, M.; Dash, S.; Desai, P. Polyaniline Based Conductive Textiles. J. Inst. Eng. Ser. E 2014, 95, 75–79. [Google Scholar] [CrossRef]
- Maity, S.; Arobindo, C. Conductive Polymer based Electro-conductive Textiles for Novel Applications Conductive polymer based electro-conductive textiles for novel applications. Tech. Text. 2015, 1, E16–E18. [Google Scholar]
- Kuhn, H.H.; Child, A.D.; Kimbrell, W.C. Toward real applications of conductive polymers. Synth. Met. 1995, 71, 2139–2142. [Google Scholar] [CrossRef]
- Paolini, A.; Kollmannsberger, S.; Rank, E. Additive manufacturing in construction: A review on processes, applications, and digital planning methods. Addit. Manuf. 2019, 30, 100894. [Google Scholar] [CrossRef]
- Kaynak, A.; Zolfagharian, A. Stimuli-responsive polymer systems-recent manufacturing techniques and applications. Materials 2019, 12, 2380. [Google Scholar] [CrossRef] [PubMed]
- Khare, V.; Sonkaria, S.; Lee, G.Y.; Ahn, S.H.; Chu, W.S. From 3D to 4D printing—design, material and fabrication for multi-functional multi-materials. Int. J. Precis. Eng. Manuf. Green Technol. 2017, 4, 291–299. [Google Scholar] [CrossRef]
- Bajpai, A.; Baigent, A.; Raghav, S.; Brádaigh, C.; Koutsos, V.; Radacsi, N. 4D Printing: Materials, Technologies, and Future Applications in the Biomedical Field. Sustainability 2020, 12, 10628. [Google Scholar] [CrossRef]
- Zhou, Y.; Huang, W.M.; Kang, S.F.; Wu, X.L.; Lu, H.B.; Fu, J.; Cui, H. From 3D to 4D printing: Approaches and typical applications. J. Mech. Sci. Technol. 2015, 29, 4281–4288. [Google Scholar] [CrossRef]
- Sun, L.; Huang, W.H. Thermo/moisture responsive shape-memory polymer for possible surgery/operation inside living cells in future. Mater. Des. 2010, 31, 2684–2689. [Google Scholar] [CrossRef]
- Seffen, K.A. Hierarchical multi-stable shapes in mechanical memory metal. Scr. Mater. 2007, 56, 417–420. [Google Scholar] [CrossRef]
- Kim, J.S.; Lee, J.Y.; Lee, K.T.; Kim, H.S.; Ahn, S.H. Fabrication of 3D soft morphing structure using shape memory alloy (SMA) wire/polymer skeleton composite. J. Mech. Sci. Technol. 2013, 27, 3123–3129. [Google Scholar] [CrossRef]
- Manzoor, T.; Shabbir, G.; Khalid, F.A. Analytical technique for the two-dimensional stress wave model of memory alloy dampers. J. Mech. Sci. Technol. 2012, 26, 3059–3066. [Google Scholar] [CrossRef]
- Gladman, A.S. Biomimetic 4D printing. Nat. Mater. 2016, 15, 413–418. [Google Scholar] [CrossRef]
- Lee, J.; Kim, H.C.; Choi, J.W.; Lee, I.H. A review on 3D printed smart devices for 4D printing. Int. J. Precis. Eng. Manuf. Green Technol. 2017, 4, 373–383. [Google Scholar] [CrossRef]
- Lou, Z.; Li, L.; Wang, L.; Shen, G. Recent Progress of Self-Powered Sensing Systems for Wearable Electronics. Small 2017, 13, 1–27. [Google Scholar] [CrossRef] [PubMed]
- Muth, J.T.; Vogt, D.M.; Truby, R.L.; Mengüç, Y.; Kolesky, D.B.; Wood, R.J.; Lewis, J.A. Embedded 3D printing of strain sensors within highly stretchable elastomers. Adv. Mater. 2014, 26, 6307–6312. [Google Scholar] [CrossRef] [PubMed]
- Mitchell, A.; Lafont, U.; Ho, M.; Semprimoschnig, C. Additive manufacturing—A review of 4D printing and future applications. Addit. Manuf. 2018, 24, 606–626. [Google Scholar] [CrossRef]
- Rastogi, P.; Kandasubramanian, B. Breakthrough in the printing tactics for stimuli-responsive materials: 4D printing. Chem. Eng. J. 2019, 366, 264–304. [Google Scholar] [CrossRef]
- Kashyap, D.; Kumar, P.K.; Kanagaraj, S. 4D printed porous radiopaque shape memory polyurethane for endovascular embolization. Addit. Manuf. 2018, 24, 687–695. [Google Scholar] [CrossRef]
- Morrison, R.J.; Hollister, S.J.; Niedner, M.F.; Mahani, M.G.; Park, A.H.; Mehta, D.K.; Ohye, R.G.; Green, G.E. Mitigation of tracheobronchomalacia with 3D-printed personalized medical devices in pediatric patients. Sci. Transl. Med. 2016, 7, 285. [Google Scholar] [CrossRef]
- Van Manen, T.; Janbaz, S.; Zadpoor, A.A. Programming 2D/3D shape-shifting with hobbyist 3D printers. Mater. Horiz. 2017, 4, 1064–1069. [Google Scholar] [CrossRef]
- Kuang, X.; Roach, D.J.; Wu, J.; Hamel, C.M.; Ding, Z.; Wang, T.; Dunn, M.L.; Qi, H.J. Advances in 4D Printing: Materials and Applications. Adv. Funct. Mater. 2019, 29, 1805290. [Google Scholar] [CrossRef]
- Lee, J.Y.; An, J.; Chua, C.K. Fundamentals and applications of 3D printing for novel materials. Appl. Mater. Today 2017, 7, 120–133. [Google Scholar] [CrossRef]
- Sossou, G.; Demoly, F.; Belkebir, H.; Qi, H.J.; Gomes, S.; Montavon, G. Design for 4D printing: Modeling and computation of smart materials distributions. Mater. Des. 2019, 181, 108074. [Google Scholar] [CrossRef]
- Caputo, M.P.; Berkowitz, A.E.; Armstrong, A.; Müllner, P.; Solomon, C.V. 4D printing of net shape parts made from Ni-Mn-Ga magnetic shape-memory alloys. Addit. Manuf. 2017, 21, 579–588. [Google Scholar] [CrossRef]
- Bakarich, S.E.; Gorkin, R.; In Het Panhuis, M.; Spinks, G.M. 4D printing with mechanically robust, thermally actuating hydrogels. Macromol. Rapid Commun. 2015, 36, 1211–1217. [Google Scholar] [CrossRef]
- Ge, Q.; Qi, H.J.; Dunn, M.L. Active materials by four-dimension printing. Appl. Phys. Lett. 2013, 103, 131901. [Google Scholar] [CrossRef]
- Raviv, R.; Zhao, W.; Mcknelly, C.L.; Papadopoulou, A.; Kadambi, A.; Shi, B.; Hirsch, S.; Dikovsky, D.; Zyracki, M.; Olguin, C.; et al. Active Printed Materials for Complex Self-Evolving Deformations. Sci. Rep. 2014, 4, 7422. [Google Scholar] [CrossRef]
- Woodward, D.I.; Purssell, C.P.; Billson, D.R.; Hutchins, D.A.; Leigh, S.J. Additively-manufactured piezoelectric devices. Phys. Status Solidi A 2015, 212, 2107–2113. [Google Scholar] [CrossRef]
- Yu, K.; Ritchie, A.; Mao, Y.; Dunn, M.L.; Qi, H.J. Controlled Sequential Shape Changing Components by 3D Printing of Shape Memory Polymer Multimaterials. Procedia Iutam 2015, 12, 193–203. [Google Scholar] [CrossRef]
- Zastrow, M. 3D printing gets bigger, faster and stronger. Nature 2020, 578, 21–23. [Google Scholar] [CrossRef]
- Jones, N. Three-dimensional printers are opening up new worlds to research. Nature 2012, 487, 22–23. [Google Scholar] [CrossRef]
- Castelvecchi, D. Chemical trick speeds up 3D printing. Nature 2015, 258, 17122. [Google Scholar] [CrossRef][Green Version]
- Silver, A. Five innovative ways to use 3D printing in the laboratory. Nature 2019, 565, 123–124. [Google Scholar] [CrossRef]
- Peng, M.; Shi, D.; Sun, Y.; Cheng, J.; Zhao, B.; Xie, Y.; Zhang, J.; Guo, W.; Jia, Z.; Liang, Z.; et al. 3D Printed Mechanically Robust Graphene/CNT Electrodes for Highly Efficient Overall Water Splitting. Adv. Mater. 2020, 32, 1908201. [Google Scholar] [CrossRef]
- Castelvecchi, D. The ‘replicator’ prints 3D objects from scratch. Nature 2019, 566, 17. [Google Scholar] [CrossRef]
- Miao, S. 4D printing of polymeric materials fortissue and organ regeneration. Mater. Today 2017, 20, 577–599. [Google Scholar] [CrossRef] [PubMed]
- Gao, B. 4D Bioprinting for Biomedical Applications. Trends Biotechnol. 2016, 34, 746–756. [Google Scholar] [CrossRef]
- Javaid, M.; Haleem, A. 4D printing applications in medical field: A brief review. Clin. Epidemiol. Glob. Health 2019, 7, 317–321. [Google Scholar] [CrossRef]
- Rayatea, A.; Jaina, P.K. A Review on 4D Printing Material Composites and Their Applications. Mater. Today Proc. 2018, 5, 20474–20484. [Google Scholar] [CrossRef]
- Momeni, F.; Seyed, M.; Hassani, M.N.; Liu, X.; Ni, J. A review of 4D printing. Mater. Des. 2017, 122, 42–79. [Google Scholar] [CrossRef]
- Lee, A.Y.; An, J.; Chua, C.K. Two-Way 4D Printing: A Review on the Reversibility of 3D-Printed Shape Memory Materials. Engineering 2017, 3, 663–674. [Google Scholar] [CrossRef]
- Mulakkal, M.C.; Trask, R.S.; Ting, V.P.; Seddon, A.M. Responsive cellulose-hydrogel composite ink for 4D printing. Mater. Des. 2018, 160, 108–118. [Google Scholar] [CrossRef]
- Dorishetty, P.; Balu, R.; Athukoralalage, S.S.; Greaves, T.L.; Mata, J.P.; De Campo, L.; Saha, N.; Zannettino, A.C.W.; Dutta, N.K.; Choudhury, N.R. Tunable biomimetic hydrogels from silk fibroin and nanocellulose. ACS Sustain. Chem. Eng. 2020, 8, 2375–2389. [Google Scholar] [CrossRef]
- Athukoralalage, S.S.; Balu, R.; Dutta, N.K.; Roy Choudhury, N. 3D bioprinted nanocellulose-based hydrogels for tissue engineering applications: A brief review. Polymers 2019, 11, 898. [Google Scholar] [CrossRef]
- Dorishetty, P.; Balu, R.; Sreekumar, A.; De Campo, L.; Mata, J.P.; Choudhury, N.R.; Dutta, N.K. Robust and tunable hybrid hydrogels from photo-cross-linked soy protein isolate and regenerated silk fibroin. ACS Sustain. Chem. Eng. 2019, 7, 9257–9271. [Google Scholar] [CrossRef]
- Dorishetty, P.; Dutta, N.K.; Roy Choudhury, N. Bioprintable tough hydrogels for tissue engineering applications. Adv. Colloid Interface Sci. 2020, 281, 102163. [Google Scholar] [CrossRef]
- Clegg, J.R.; Wagnerb, A.M.; Shin, S.R.; Hassan, S.; Khademhosseini, A.; Peppas, N.A. Modular fabrication of intelligent material-tissue interfaces for bioinspired and biomimetic devices. Prog. Mater. Sci. 2019, 106, 100589. [Google Scholar] [CrossRef] [PubMed]
- Balu, R.; Dutta, N.K.; Dutta, A.K.; Choudhury, N. Resilin-mimetics as a smart biomaterial platform for biomedical applications. Nat. Commun. 2021, 12, 1–15. [Google Scholar] [CrossRef] [PubMed]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Methodology of forMation of the Product | Polymer AM Process Technique | 3D-Printer Manufacturer with Headquarter | Polymer Used |
|---|---|---|---|
| Matrix Extrusion | Fused deposition modeling, FDM | StrataSys, USA Ultimaker B.V., Netherlands Bigrep, Germany Makerbot, USA Markforged, UK Raise-3D, USA Tractus-3D, Netherlands Zortrax SA, Poland Roboze, Italy Intamysys, China | ABS, PEEK, PC, PC-ABS, PLA, Nylon 12/Carbon Fiber, HIPS, TPU, ASA, PEEK, PEI |
| Vat Polymerization | Stereolithography, SLA | 3D-Systems, USA Formlabs, USA Carbon, USA Prodways, France Envisiontec, USA Asiga, Australia Photocentric, UK Nexa 3D, USA Origin, USA | liquid UV-curable photopolymers Somos® stereolithography (SLA) materials Somos® 9120 (off white), Somos® BioClear (clear), Somos® Element (clear), Somos® EvoLVe 128 (white), Somos® NeXt (white), Somos® WaterClear Ultra 10122 |
| Powder Bed Fusion | Selective laser sintering, SLS | Eos, GbbH, Germany 3D-Systems, USA Formlabs, USA Prodways, France Sinterik SA, Poland Farsoon Technologies, China | Polymer in powder form polycarbonate (PC) nylons (polyamide (PA)), acrylic styrene (PMMA/PS), polyamides(PA), polystyrenes(PS), thermoplastic elastomers(TPE), polyaryletherketones (PAEK). |
| Multi jet Fusion | Hewlett-Packard, USA | Polyamide (PA12/Nylon 12), Elastic TPU | |
| Material Jetting | Material Jetting | Objet, USA 3D-systems, USA Mimaki, Japan | Vero, Tango, Durus, Digital ABS |
| Properties | ABS | PLA | PC | Nylon 12 | PA 11 | PA 12 | Protogen O-XT 18240 | Water Clear Ultra 10122 | Durus White | Vero | RGD 525 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Tensile Modulus (MPa) | 1627 | 2347 | 1944 | 1282 | 1600 | 1650 | 2960 | 2880 | 1200 | 3000 | 3500 |
| Tensile Strength (MPa) | 22 | 50 | 40 | 32 | 48 | 48 | 68 | 56 | 30 | 65 | 70 |
| Density (kg/m3) | 1050 | 1240 | 1200 | 950 | 990 | 930 | 1160 | 1130 | 1170 | 1190 | 1180 |
| Technique | Materials | Enhancement in Properties | Reference |
|---|---|---|---|
| Large Format Additive Manufacturing (LFAM) | Acrylonitrile Styrene Acrylate (ASA) | Higher performance of the CF loaded composite compared to the raw ASA polymer (i.e., the 20 wt % CF composite shows a 350% increase in flexural Young’s modulus and a 500% increment in thermal conductivity compared with neat ASA). | [102] |
| FDM | Polypropylene | The results showed the potential of the FDM to compete with conventional techniques, especially for the production of small series of parts/components; also, it was showed that this technique allows the production of parts with adequate mechanical performance and, therefore, does not need to be restricted to the production of mockups and prototypes | [104] |
| Digital Light Synthesis | Functionalized silica nanoparticles suspended in a poly(dimethylsiloxane) matrix | The border of printability at standard temperature and pressure (STP) is established by resin with a silica nanoparticle mass fraction of 0.15. | [108] |
| Multi-nozzle additive manufacturing system | Sandwich pad with soft and hard material structure | A finer printing performance than a traditional FDM machine is achieved. | [109] |
| Multimaterial Stereolithography | 3D printed multi-chip module with an on-package enhanced dielectric lens for mm-wave applications | The ability to 3-D print multiple materials of different dielectric constants at optical resolutions enables the formations of entirely new structures to be integrated into system-on-package solutions for mm-wave applications. | [110] |
| Multimaterial additive manufacturing | A new multifunctional compliant joint for unibody robotic mechanisms. | It offers interesting performances while being compact and MR-compatible | [111] |
| Technique | Materials | Enhancement in Properties | Reference |
|---|---|---|---|
| Stereolithography | Graphene oxide/polymer composites | The method presented in this paper proved to be successful for producing designed 3D structures but further optimization is needed for practical applications due to the high shrinking and brittleness of the pyrolyzed 3D constructs. By pyrolyzing the polymer component only partly, electrical conductivities in the range of semiconductors were achieved. | [114] |
| Reversible thermal- and shear-induced dissociation of a supramolecular polymer network | Linear and three-arm star supramolecular polymers with attached hydrogen bonds and their nanocomposites | The supramolecular PIB polymers show a rubber-like behavior and can form self-supported 3D printed objects at room temperature and below, reaching polymer strand diameters down to 200–300 μm. | [115] |
| SLM | Auxetic foams composed of highly porous thermoplastic polyurethane (TPU) | Highly recoverable, undergoing repeated compressions, and they retained the auxetic properties over a wide range of applied deformations. | [117] |
| Technique | Materials | Enhancement in properties | Reference |
|---|---|---|---|
| Dynamic capillary-driven AM approach | Carbon fiber composites | High fiber volume fraction (58.6%) and degree of curing (95%) with high mechanical strength (810 MPa) and modulus (108 GPa). | [118] |
| Direct write AM | Short fiber reinforced thermoset composites | High compression strength (673 MPa), flexural strength (401 MPa), flexural stiffness (53 GPa), and fiber volume ratio (46%) | [119] |
| FDM | Continuous carbon, Kevlar, and glass fiber reinforced composites | Maximum efficiency in tensile strength was observed in glass specimen as fiber content approached 22.5%, with higher fiber contents (up to 33%), yielding only minor increases in strength. | [121] |
| Polymer | Applications | Reference |
|---|---|---|
| Polyaniline | Ammonia sensor, electronic devices | [196] |
| Polypyrrole | Heating pads, EMI shielding, sensors, actuators, antistatic materials | [197] |
| Polythiophene | Microwave attenuation, static charge dissipation, and EMI shielding | [198] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Saleh Alghamdi, S.; John, S.; Roy Choudhury, N.; Dutta, N.K. Additive Manufacturing of Polymer Materials: Progress, Promise and Challenges. Polymers 2021, 13, 753. https://doi.org/10.3390/polym13050753
Saleh Alghamdi S, John S, Roy Choudhury N, Dutta NK. Additive Manufacturing of Polymer Materials: Progress, Promise and Challenges. Polymers. 2021; 13(5):753. https://doi.org/10.3390/polym13050753
Chicago/Turabian StyleSaleh Alghamdi, Saad, Sabu John, Namita Roy Choudhury, and Naba K. Dutta. 2021. "Additive Manufacturing of Polymer Materials: Progress, Promise and Challenges" Polymers 13, no. 5: 753. https://doi.org/10.3390/polym13050753
APA StyleSaleh Alghamdi, S., John, S., Roy Choudhury, N., & Dutta, N. K. (2021). Additive Manufacturing of Polymer Materials: Progress, Promise and Challenges. Polymers, 13(5), 753. https://doi.org/10.3390/polym13050753