
Identifying the Co-Curing Effect of an Accelerated-Sulfur/Bismaleimide Combination on Natural Rubber/Halogenated Rubber Blends Using a Rubber Process Analyzer


Abstract
:
1. Introduction
2. Materials
2.1. Preparation of Rubber Compounds
2.2. Characterization
2.2.1. Cure Characteristics
2.2.2. Cure-Strain Sweep Analysis
2.2.3. Swelling Behavior
2.2.4. Mechanical (Tensile) Properties
2.2.5. Hardness Testing
3. Results and Discussion
3.1. Curing Behavior of Neat NR with CV and MF
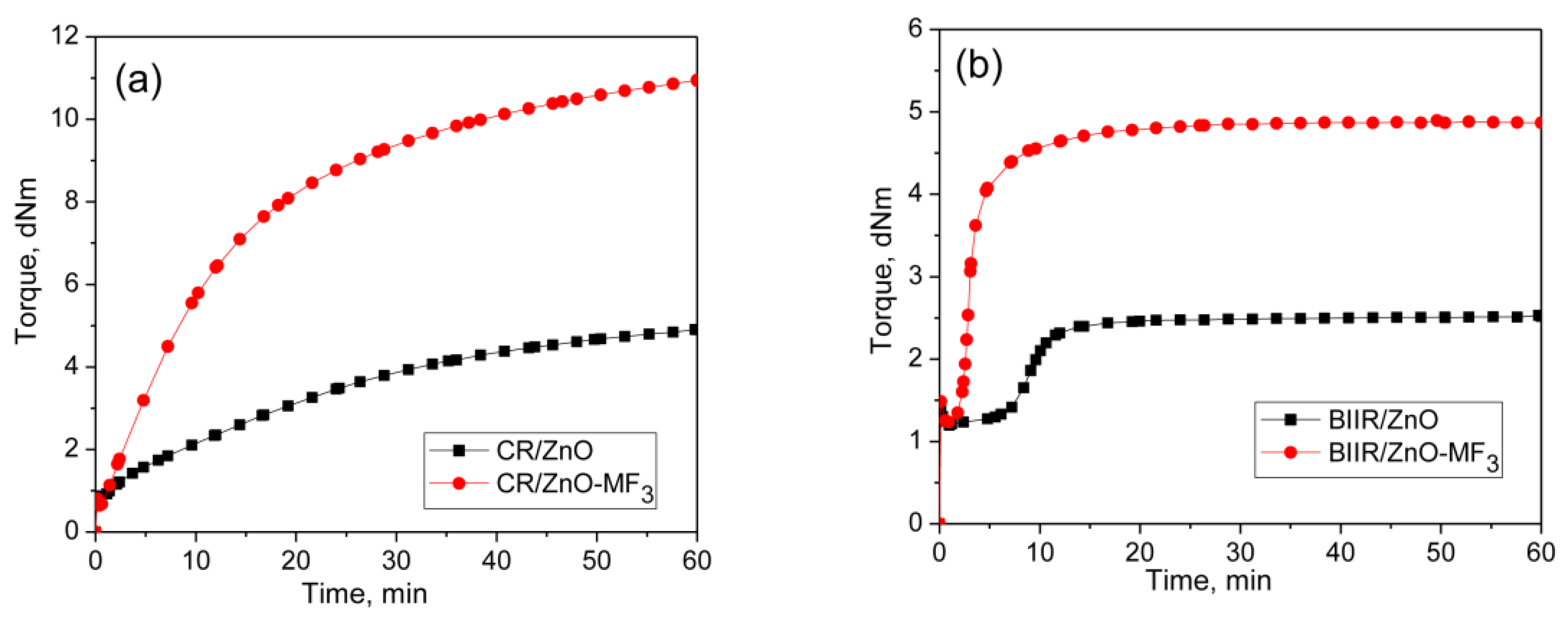
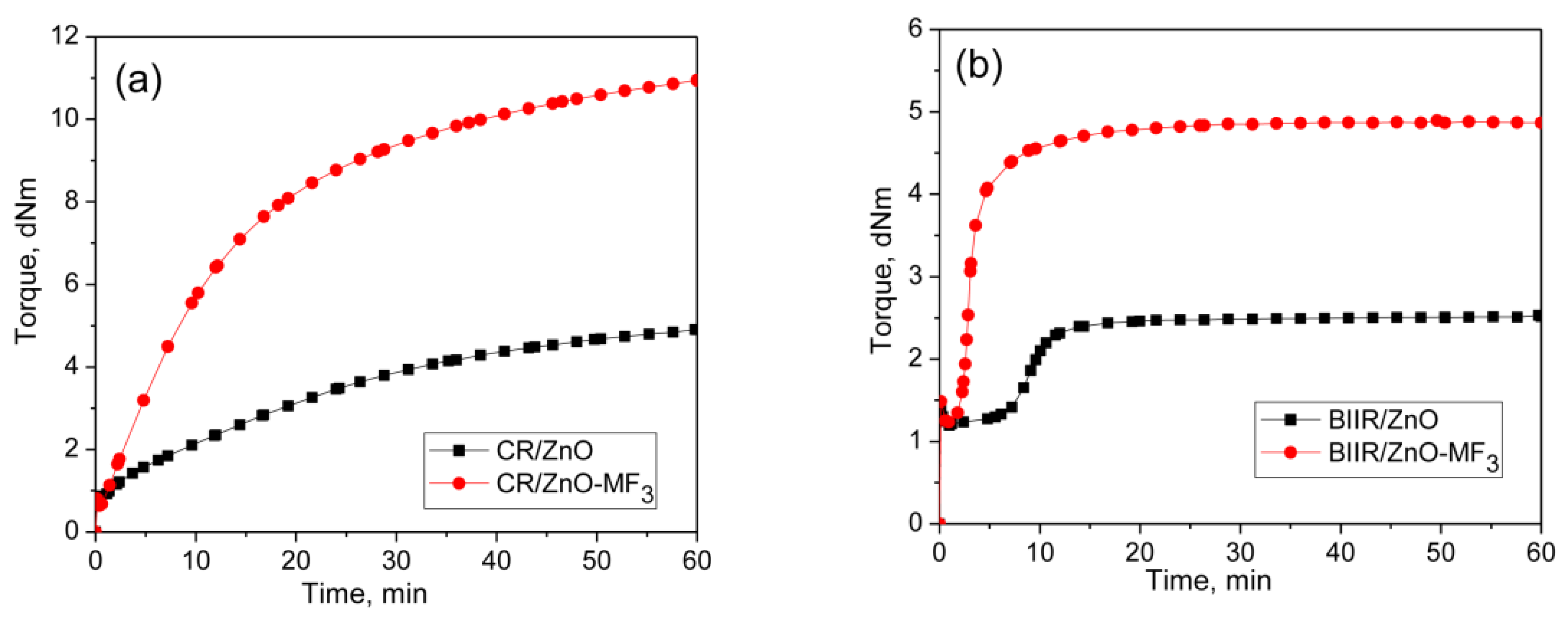
3.2. Curing Behaviors of Halogenated Elastomers with Metal Oxide and MF
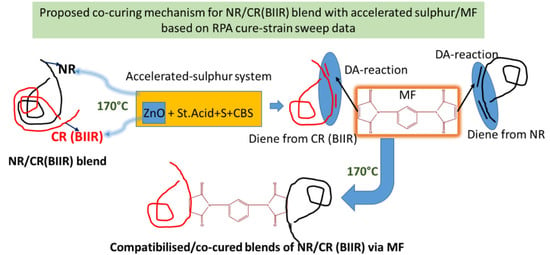
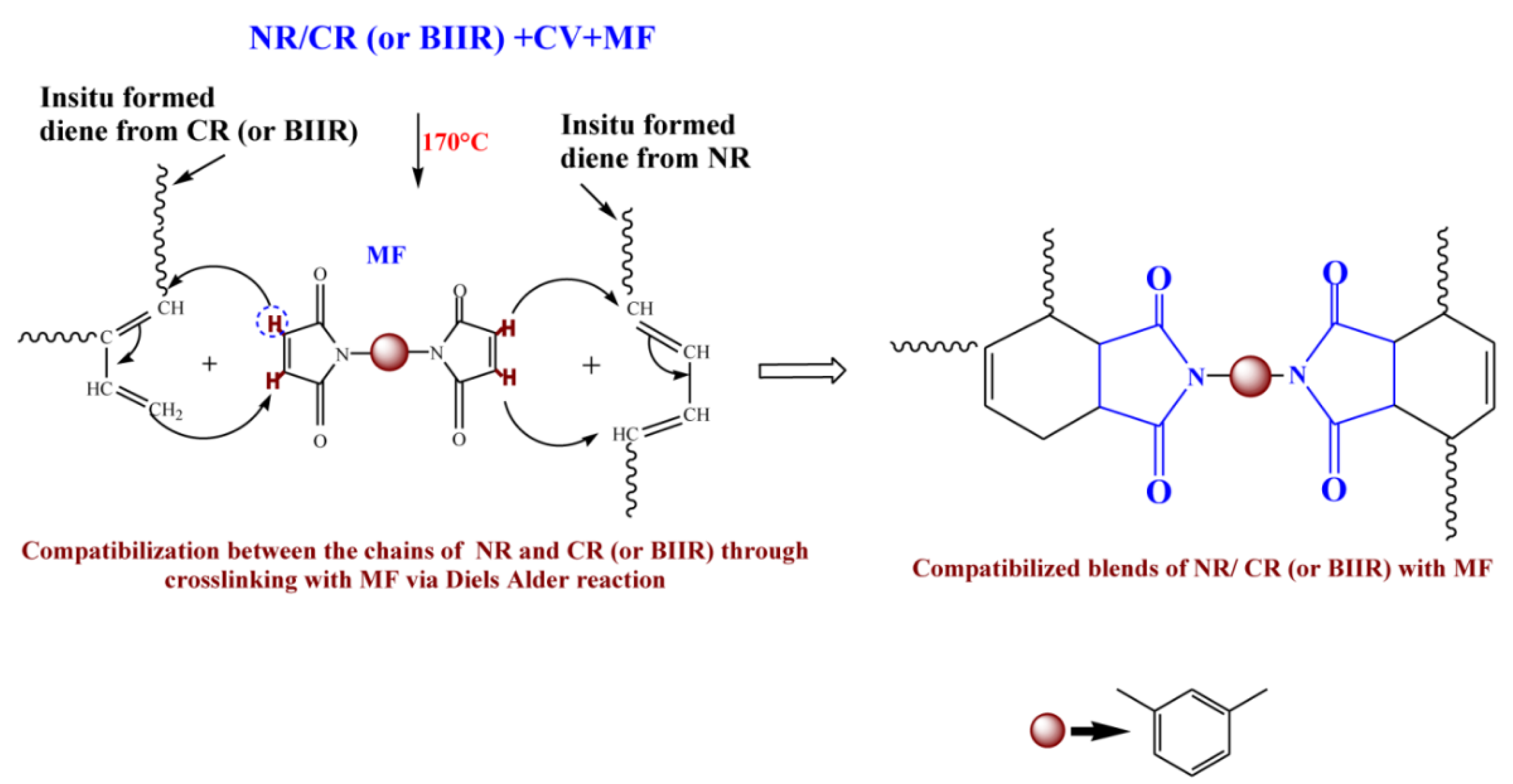
3.3. Curing Behaviors of NR/CR (BIIR) Blends with CV and MF
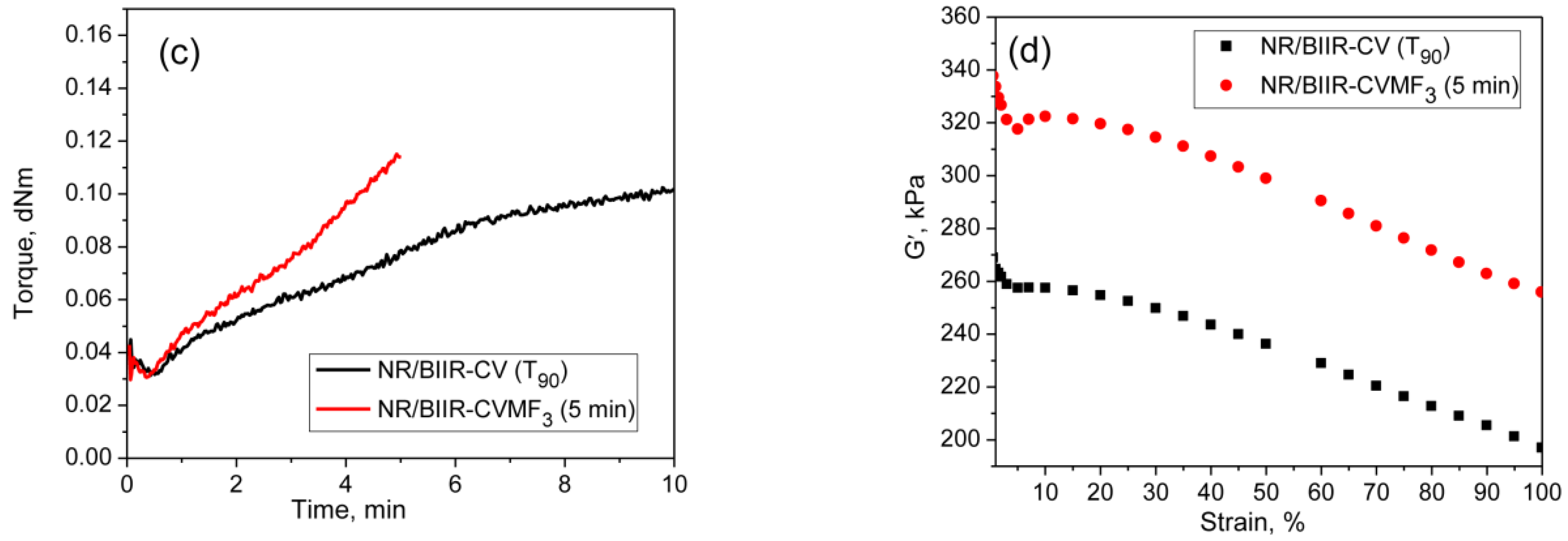
3.4. Cure-Strain Sweep Analysis of NR/CR (BIIR) with CV and MF
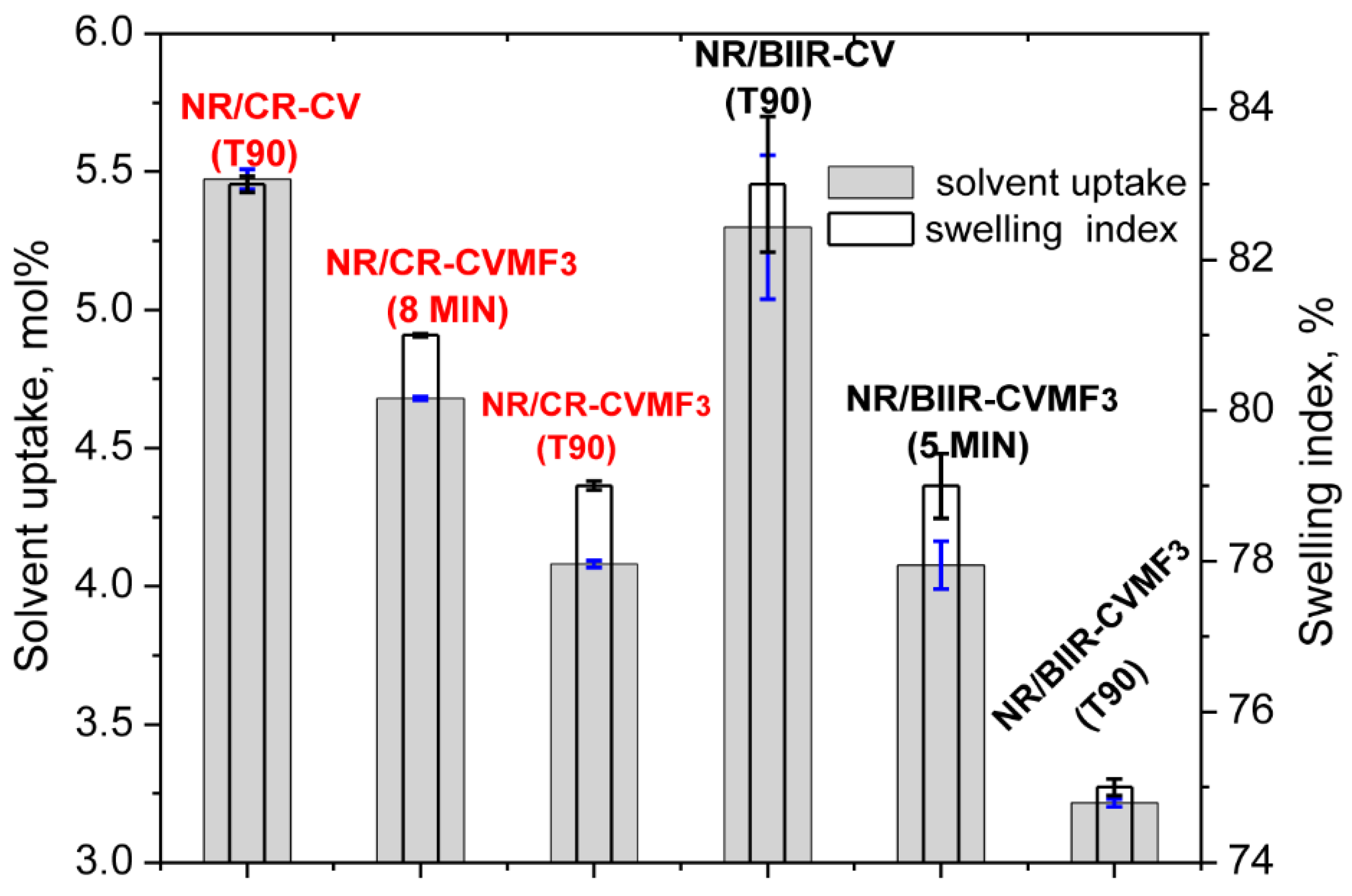
3.5. Swelling Behavior
3.6. Mechanical Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Decker, G.E.; Wise, R.W.; Guerry, D. An oscillating disk rheometer for measuring dynamic properties during vulcanization. Rubber Chem. Technol. 1963, 36, 451–458. [Google Scholar] [CrossRef]
- Dick, J.; Pawlowski, H. Application for the curemeter maximum cure rate in rubber compound development, process control, and cure kinetic studies. Polym. Test. 1996, 15, 207–243. [Google Scholar] [CrossRef]
- Dick, J.; Vare, A.; Harmon, C. Quality assurance of natural rubber using the rubber process analyser. Polym. Test. 1999, 18, 327–362. [Google Scholar] [CrossRef]
- Barick, A.K.; Tripathy, D.K. Effect of organically modified layered silicate nanoclay on the dynamic viscoelastic properties of thermoplastic polyurethane nanocomposites. Appl. Clay Sci. 2011, 52, 312–321. [Google Scholar] [CrossRef]
- Kittur, M.I.; Andriyana, A.; Ang, B.C.; Ch’ng, S.Y.; Mujtaba, M.A. Swelling of rubber in blends of diesel and cottonseed oil biodiesel. Polym. Test. 2021, 96, 107116. [Google Scholar] [CrossRef]
- Crabtree, J.; Kemp, A.R. Weathering of soft vulcanized rubber. Rubber Chem. Technol. 1946, 19, 712–752. [Google Scholar] [CrossRef]
- Anggaravidya, M.; Akhmad, A.; Arti, D.K.; Kalembang, E.; Susanto, H.; Hidayat, A.S.; Limansubroto, C.D. Properties of natural rubber/chloroprene rubber blend for rubber fender application: Effects of blend ratio. Macromol. Symp. 2020, 391, 1900150. [Google Scholar] [CrossRef]
- Quang, N.T.; Hung, D.V.; Linh, N.P.D.; Chuong, B.; Duong, D.L. Detailed study on the mechanical properties and activation energy of natural rubber/chloroprene rubber blends during aging processes. J. Chem. 2020, 2020, 7064934. [Google Scholar]
- Hayeemasae, N.; Salleh, S.Z.; Ismail, H. Utilization of chloroprene rubber waste as blending components with natural rubber: Aspect on metal oxide contents. J. Mater. Cycles Waste Manag. 2019, 21, 1095–1105. [Google Scholar] [CrossRef]
- Salleh, S.Z.; Hanafi, I.; Zulkifli, A. Study on the effect of virgin and recycled chloroprene rubber (vCR and rCR) on the properties of natural rubber/chloroprene rubber (NR/CR) blends. J. Polym. Eng. 2013, 33, 803–811. [Google Scholar] [CrossRef]
- Naba, K.D.; Tripathy, D.K. Miscibility studies in blends of bromobutyl rubber and natural rubber. J. Elastomers Plast. 1993, 25, 158–179. [Google Scholar]
- Kruzelak, J.; Sykora, R.; Hudec, I. Sulfur and peroxide vulcanisation of rubber compounds-overview. Chem. Pap. 2016, 70, 1533–1555. [Google Scholar] [CrossRef]
- Babu, R.R.; Shibulal, G.S.; Chandra, A.K.; Naskar, K. Compounding and vulcanization. In Advances in Elastomers I. Advanced Structured Materials; Visakh, P., Thomas, S., Chandra, A., Mathew, A., Eds.; Springer: Berlin/Heidelberg, Germany, 2013; Volume 11, pp. 83–138. [Google Scholar]
- Akiba, M.; Hashim, A.S. Vulcanization and crosslinking in elastomers. Prog. Polym. Sci. 1997, 22, 475–521. [Google Scholar] [CrossRef]
- Mallon, P.E.; McGill, W.J.; Shillington, D.P. A DSC study of the crosslinking of polychloroprene with ZnO and MgO. J. Appl. Polym. Sci. 1995, 55, 705–721. [Google Scholar] [CrossRef]
- Vukov, R. Zinc oxide cross-linking chemistry of halobutyl elastomers—A model compound approach. Rubber Chem. Technol. 1984, 57, 284–290. [Google Scholar] [CrossRef]
- Kuntz, I.; Zapp, R.L.; Pancirov, R.J. The chemistry of the zinc oxide cure of halobutyl. Rubber Chem. Technol. 1984, 57, 813–825. [Google Scholar] [CrossRef]
- Pöschl, M.; Sathi, S.G.; Stoček, R.; Kratina, O. Rheometer evidence for the co-curing effect of a bismaleimide in conjunction with the accelerated-sulfur on natural rubber/chloroprene rubber blends. Polymers 2021, 13, 1510. [Google Scholar] [CrossRef]
- Ahmed, K.; Nizami, S.S.; Raza, N.Z.; Shirin, K. Cure characteristics, mechanical and swelling properties of marble sludge filled EPDM modified chloroprene rubber blends. Adv. Mater. Phys. Chem. 2012, 2, 90–97. [Google Scholar] [CrossRef] [Green Version]
- Sathi, S.G.; Jang, J.Y.; Yu, H.C.; Huh, Y.I.; Nah, C. Cure characteristics and physico-mechanical properties of a conventional sulfur-cured natural rubber with a novel anti-reversion agent. J. Polym. Res. 2016, 23, 237–248. [Google Scholar]
- Sathi, S.G.; Stoček, R.; Kratina, O. Reversion free high-temperature vulcanization of cis-polybutadiene rubber with the accelerated-sulfur system. Express Polym. Lett. 2020, 14, 838–847. [Google Scholar]
- Sathi, S.G.; Harea, E.; Machů, A.; Stoček, R. Facilitating high-temperature curing of natural rubber with a conventional accelerated-sulfur system using a synergistic combination of bismaleimides. Express Polym. Lett. 2021, 15, 16–27. [Google Scholar] [CrossRef]
- Desai, H.; Hendrikse, K.G.; Woolard, C.D. Vulcanization of polychloroprene rubber. I. A revised cationic mechanism for ZnO crosslinking. J. Appl. Polym. Sci. 2007, 105, 865–876. [Google Scholar] [CrossRef]
- Berry, K.; Liu, M.; Chakraborty, K.; Pullan, N.; West, A.; Sammon, C.; Topham, P.D. Mechanism for cross-linking polychloroprene with ethylene thiourea and zinc oxide. Rubber Chem. Technol. 2015, 88, 80–97. [Google Scholar] [CrossRef] [Green Version]
- Sathi, S.G.; Jang, J.Y.; Jeong, K.U.; Nah, C. Thermally stable bromobutyl rubber with a high crosslinking density based on a 4,4′ bismaleimidodiphenylmethane curing agent. J. Appl. Polym. Sci. 2016, 133, 44092. [Google Scholar] [CrossRef]
- Sathi, S.G.; Jeon, J.; Won, J.; Nah, C. Enhancing the efficiency of zinc oxide vulcanization in brominated poly (isobutylene-co-isoprene) rubber using structurally different bismaleimides. J. Polym. Res. 2018, 25, 108–121. [Google Scholar] [CrossRef]
- Sathi, S.G.; Jang, J.Y.; Jeong, K.U.; Nah, C. Synergistic effect of 4,4′-bis(maleimido) diphenylmethane and zinc oxide on the vulcanization behavior and thermo-mechanical properties of chlorinated isobutylene–isoprene rubber. Polym. Adv. Technol. 2017, 28, 742–753. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mix No. | Mix ID | NR | CR | BIIR | ZnO | MgO | St. Acid | Sulfur | CBS | MF |
|---|---|---|---|---|---|---|---|---|---|---|
| 1 | NR-CV | 100 | - | - | 5 | - | 2 | 2.5 | 0.5 | - |
| 2 | NR-CVMF3 | 100 | - | - | 5 | - | 2 | 2.5 | 0.5 | 3 |
| 3 | CR-ZnO | - | 100 | - | 5 | 4 | 0.5 | - | - | - |
| 4 | CR-ZnOMF3 | - | 100 | - | 5 | 4 | 0.5 | - | - | 3 |
| 5 | BIIR-ZnO | - | - | 100 | 5 | - | - | - | - | - |
| 6 | BIIR-ZnOMF3 | - | 100 | 5 | - | - | - | - | 3 | |
| 7 | NR/CR-CV | 50 | 50 | - | 5 | 2 | 1.25 | 1.25 | 0.25 | - |
| 8 | NR/CR-CVMF3 | 50 | 50 | - | 5 | 2 | 1.25 | 1.25 | 0.25 | 3 |
| 9 | NR/BIIR-CV | 50 | - | 50 | 5 | - | 1 | 1.25 | 0.25 | - |
| 10 | NR/BIIR-CVMF3 | 50 | - | 50 | 5 | - | 1 | 1.25 | 0.25 | 3 |
| Mix ID | ML (dNm) | MH (dNm) | ΔM (dNm) | TS2 (min) | T90 (min) | CRI (min−1) |
|---|---|---|---|---|---|---|
| NR-CV | 0.96 | 5.73 | 4.77 | 1.95 | 3.88 | 51.81 |
| NR-CV-MF3 | 0.77 | 6.64 | 5.87 | 2.32 | 6.86 | 22.02 |
| CR-ZnO | 0.74 | 4.90 | 4.16 | 6.26 | 43.83 | 2.66 |
| CR-ZnO-MF3 | 0.64 | 10.14 | 9.50 | 2.18 | 37.25 | 2.85 |
| BIIR-ZnO | 1.20 | 2.53 | 1.33 | 10.64 | 13.92 | 30.48 |
| BIIR-ZnO-MF3 | 1.24 | 4.89 | 3.65 | 2.71 | 8.89 | 16.18 |
| NR/CR-CV | 0.64 | 3.91 | 3.27 | 3.08 | 15.18 | 8.26 |
| NR/CR-CV-MF3 | 0.53 | 6.41 | 5.88 | 2.92 | 22.36 | 5.14 |
| NR/BIIR-CV | 0.87 | 2.66 | 1.79 | 4.97 | 9.95 | 20.08 |
| NR/BIIR-CV-MF3 | 0.82 | 5.87 | 5.05 | 3.10 | 18.05 | 6.68 |
| Mix ID | Reversion (%) |
|---|---|
| NR-CV | 25.8 |
| NR-CVMF3 | 7.5 |
| NR/CR-CV | 3.83 |
| NR/CR-CVMF3 | No reversion |
| NR/BIIR-CV | 7.9 |
| NR/BIIR-CVMF3 | No reversion |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pöschl, M.; Sathi, S.G.; Stoček, R. Identifying the Co-Curing Effect of an Accelerated-Sulfur/Bismaleimide Combination on Natural Rubber/Halogenated Rubber Blends Using a Rubber Process Analyzer. Polymers 2021, 13, 4329. https://doi.org/10.3390/polym13244329
Pöschl M, Sathi SG, Stoček R. Identifying the Co-Curing Effect of an Accelerated-Sulfur/Bismaleimide Combination on Natural Rubber/Halogenated Rubber Blends Using a Rubber Process Analyzer. Polymers. 2021; 13(24):4329. https://doi.org/10.3390/polym13244329
Chicago/Turabian StylePöschl, Marek, Shibulal Gopi Sathi, and Radek Stoček. 2021. "Identifying the Co-Curing Effect of an Accelerated-Sulfur/Bismaleimide Combination on Natural Rubber/Halogenated Rubber Blends Using a Rubber Process Analyzer" Polymers 13, no. 24: 4329. https://doi.org/10.3390/polym13244329
APA StylePöschl, M., Sathi, S. G., & Stoček, R. (2021). Identifying the Co-Curing Effect of an Accelerated-Sulfur/Bismaleimide Combination on Natural Rubber/Halogenated Rubber Blends Using a Rubber Process Analyzer. Polymers, 13(24), 4329. https://doi.org/10.3390/polym13244329