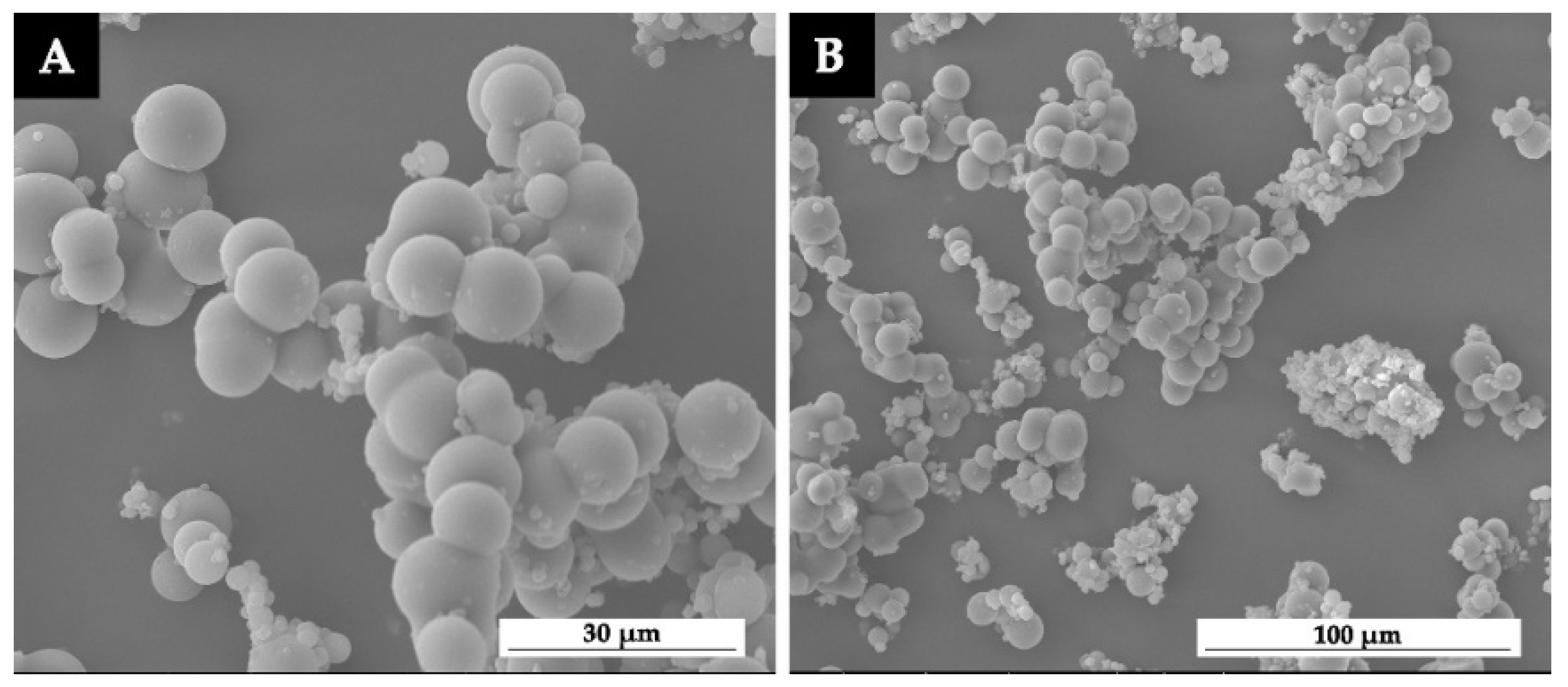
Figure 1.
The SEM morphology of microcapsules prepared at 600 rpm: (A) high magnification and (B) low magnification.
Figure 1.
The SEM morphology of microcapsules prepared at 600 rpm: (A) high magnification and (B) low magnification.
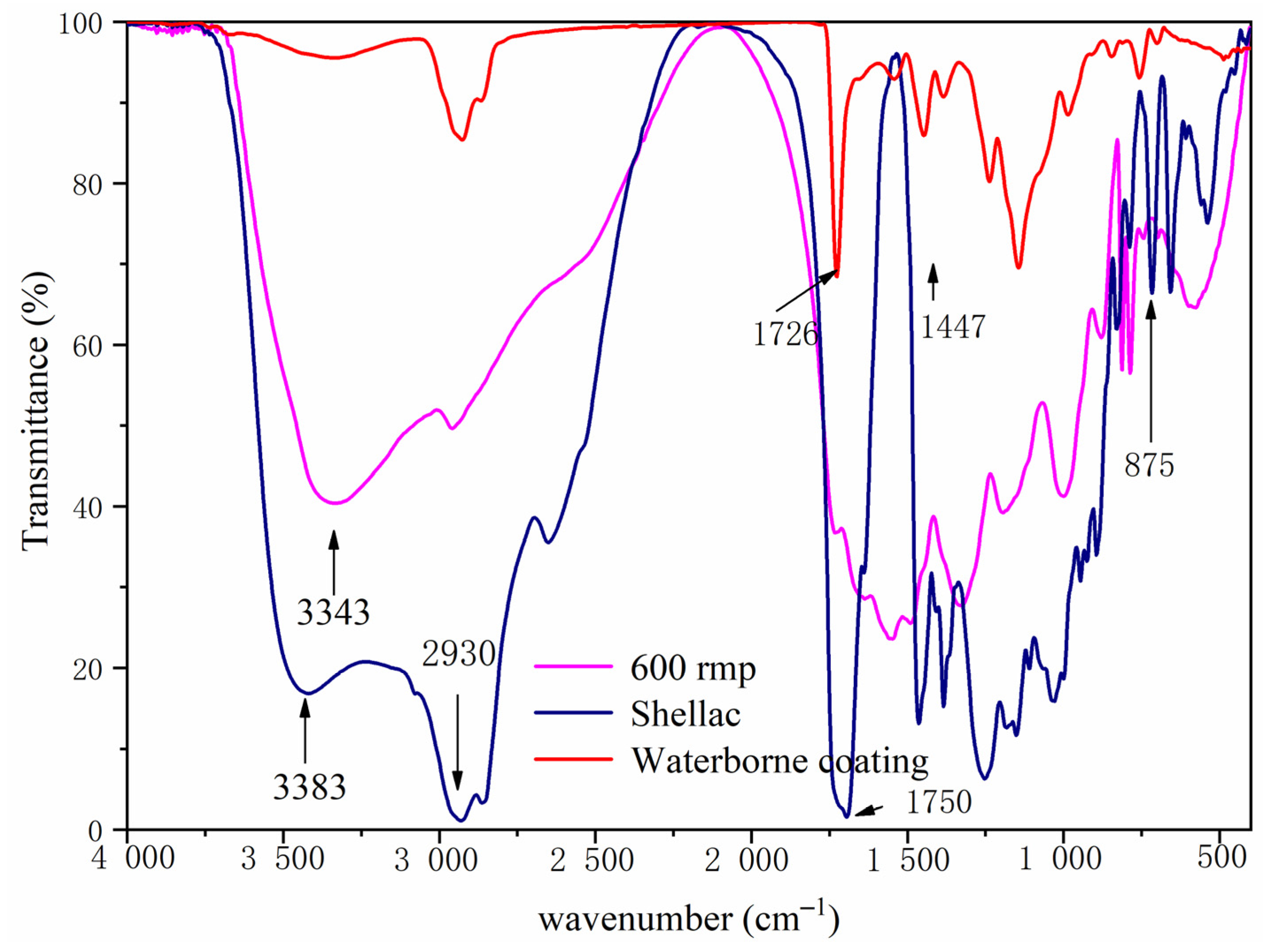
Figure 2.
The FTIR of microcapsules and core materials.
Figure 2.
The FTIR of microcapsules and core materials.
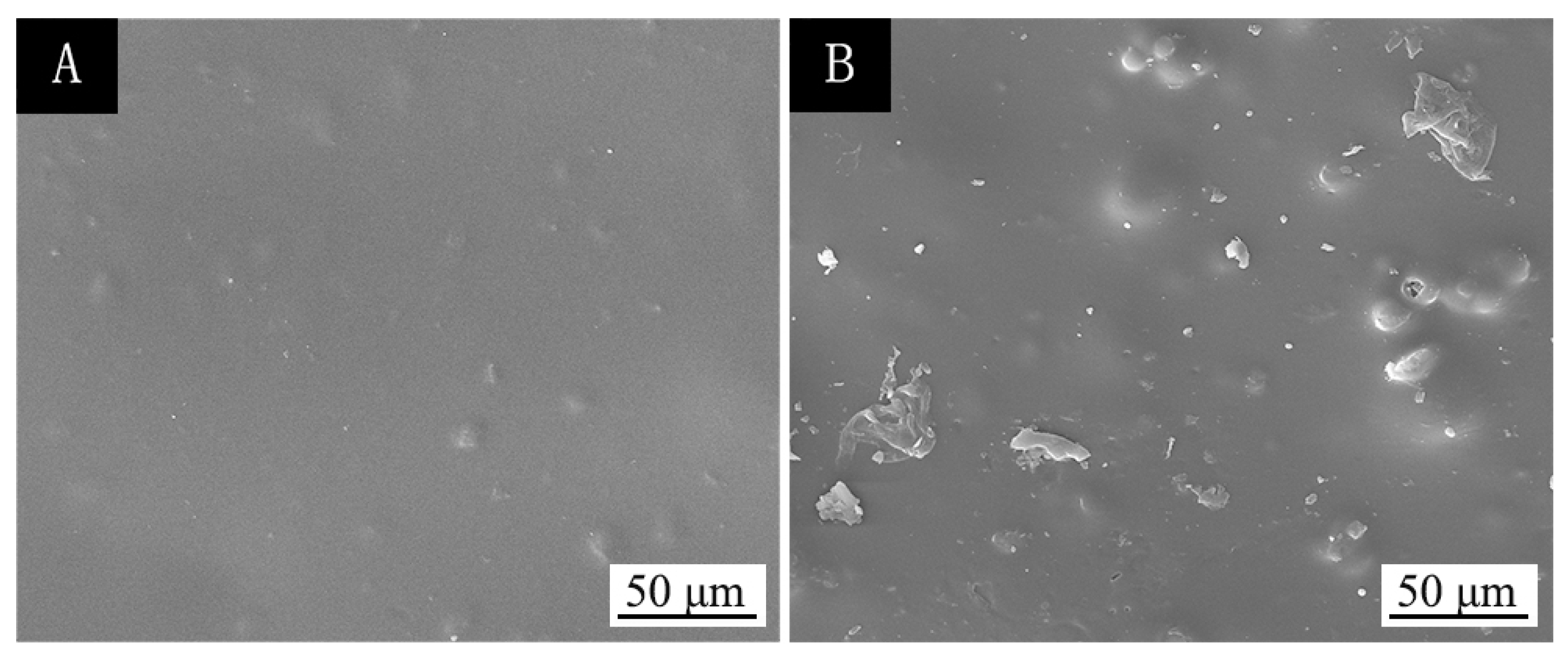
Figure 3.
SEM images of two bottom and three surface coatings with different microcapsule concentrations: (A) 0 and (B) 5.0%.
Figure 3.
SEM images of two bottom and three surface coatings with different microcapsule concentrations: (A) 0 and (B) 5.0%.
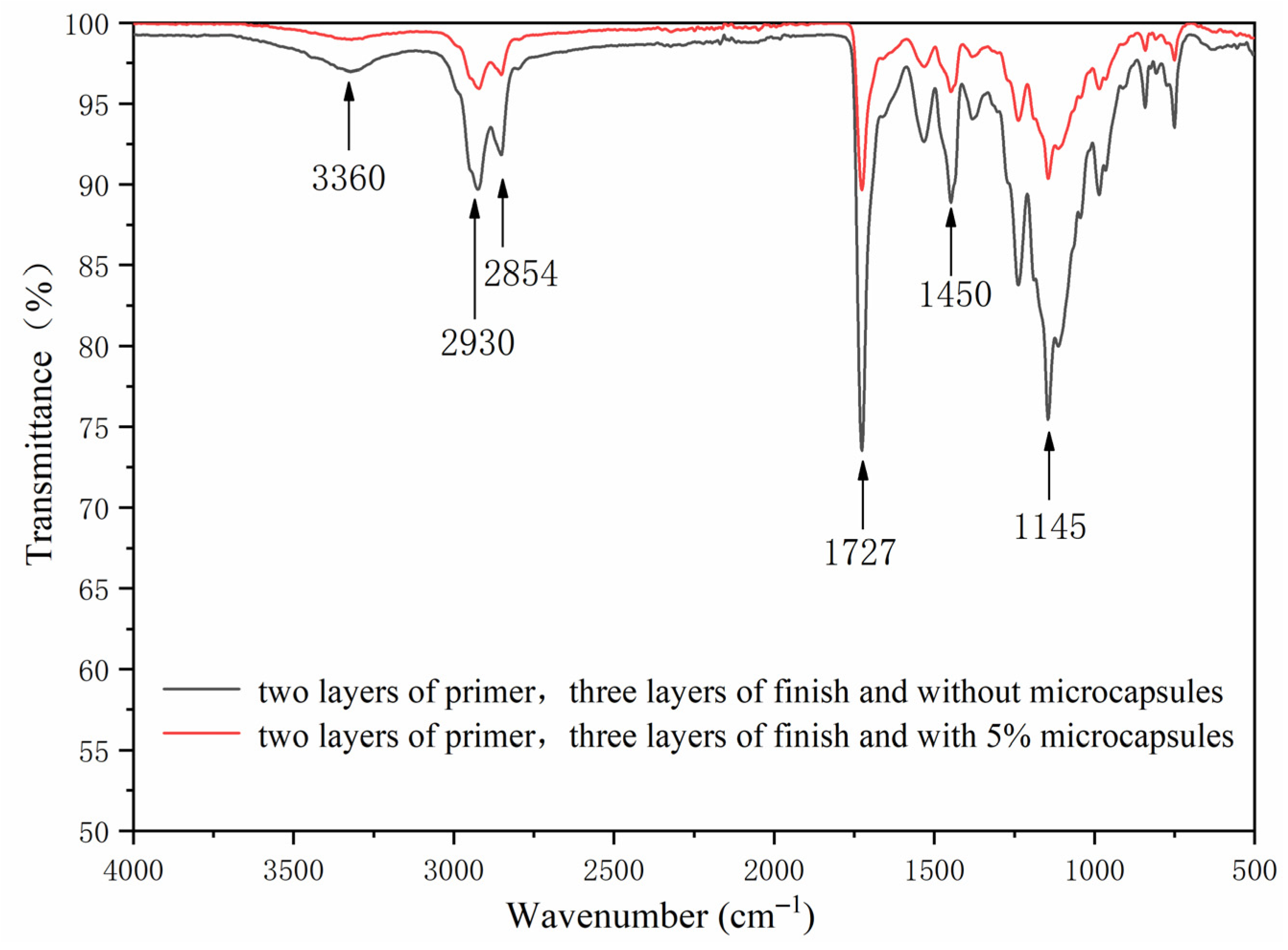
Figure 4.
The FTIR of basswood surface coating with three layers of primer and two layers of finish with different microcapsule concentrations.
Figure 4.
The FTIR of basswood surface coating with three layers of primer and two layers of finish with different microcapsule concentrations.
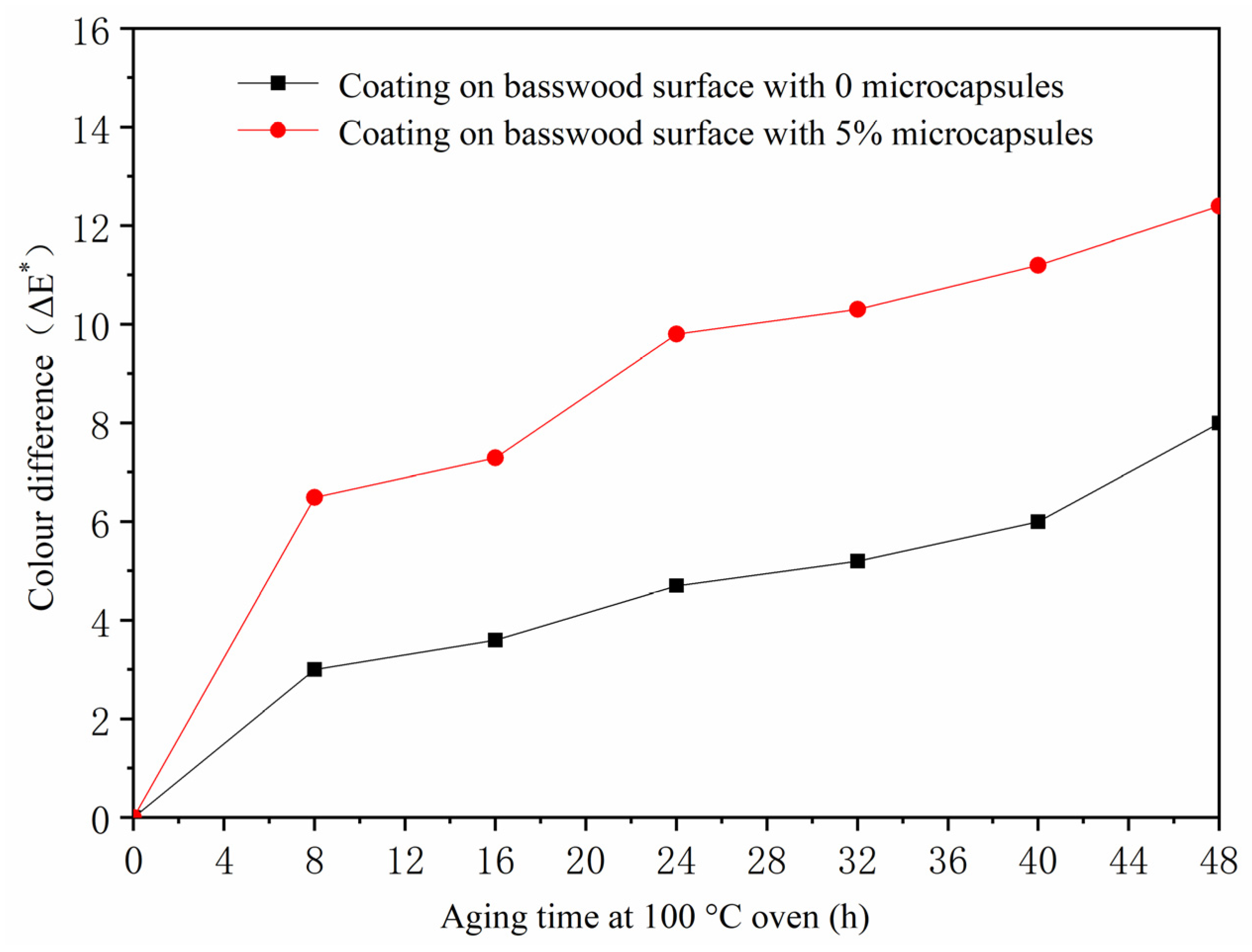
Figure 5.
The influence of oven aging time at 100 °C on color difference of basswood paint film.
Figure 5.
The influence of oven aging time at 100 °C on color difference of basswood paint film.
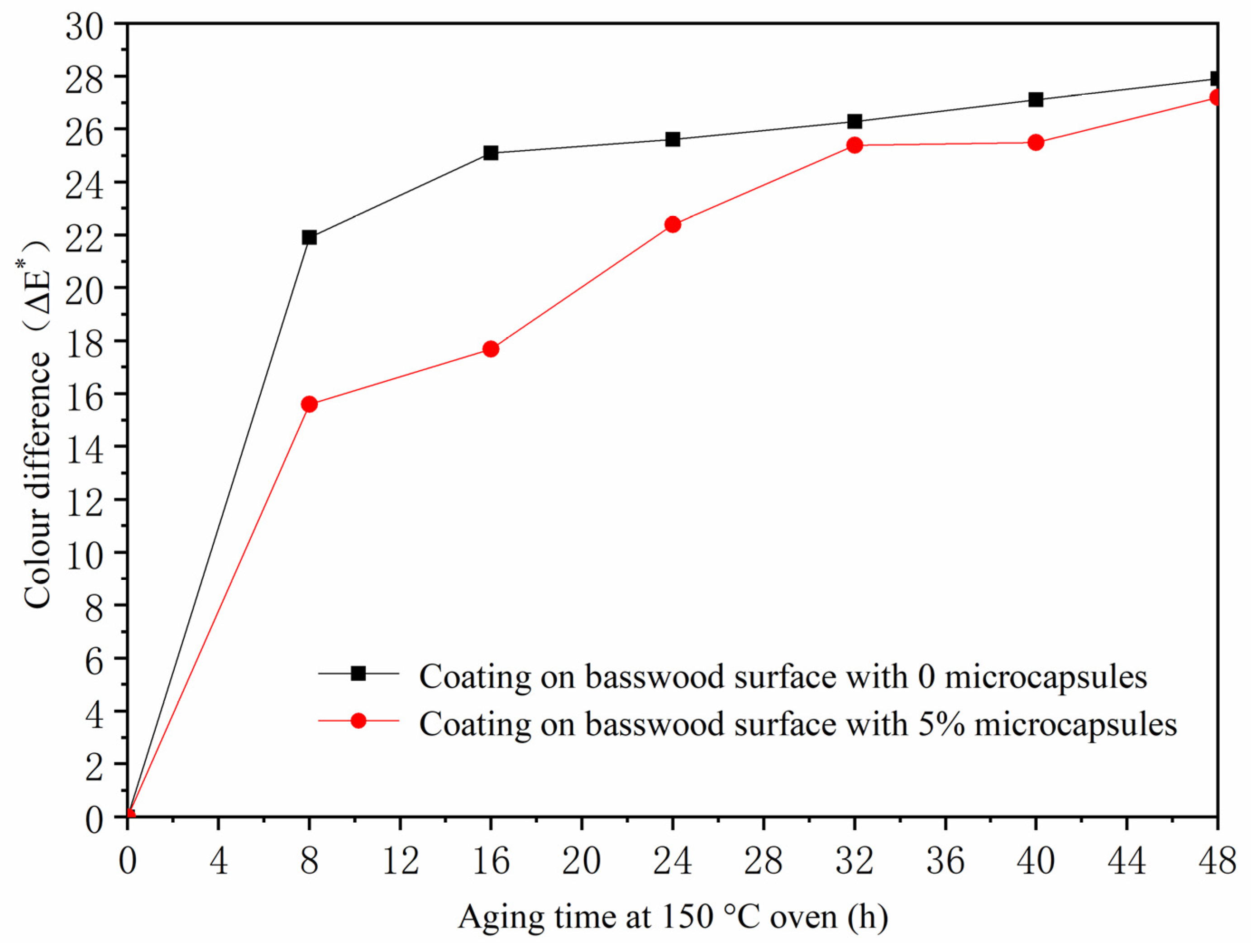
Figure 6.
The influence of oven aging time at 150 °C on color difference of basswood coating.
Figure 6.
The influence of oven aging time at 150 °C on color difference of basswood coating.
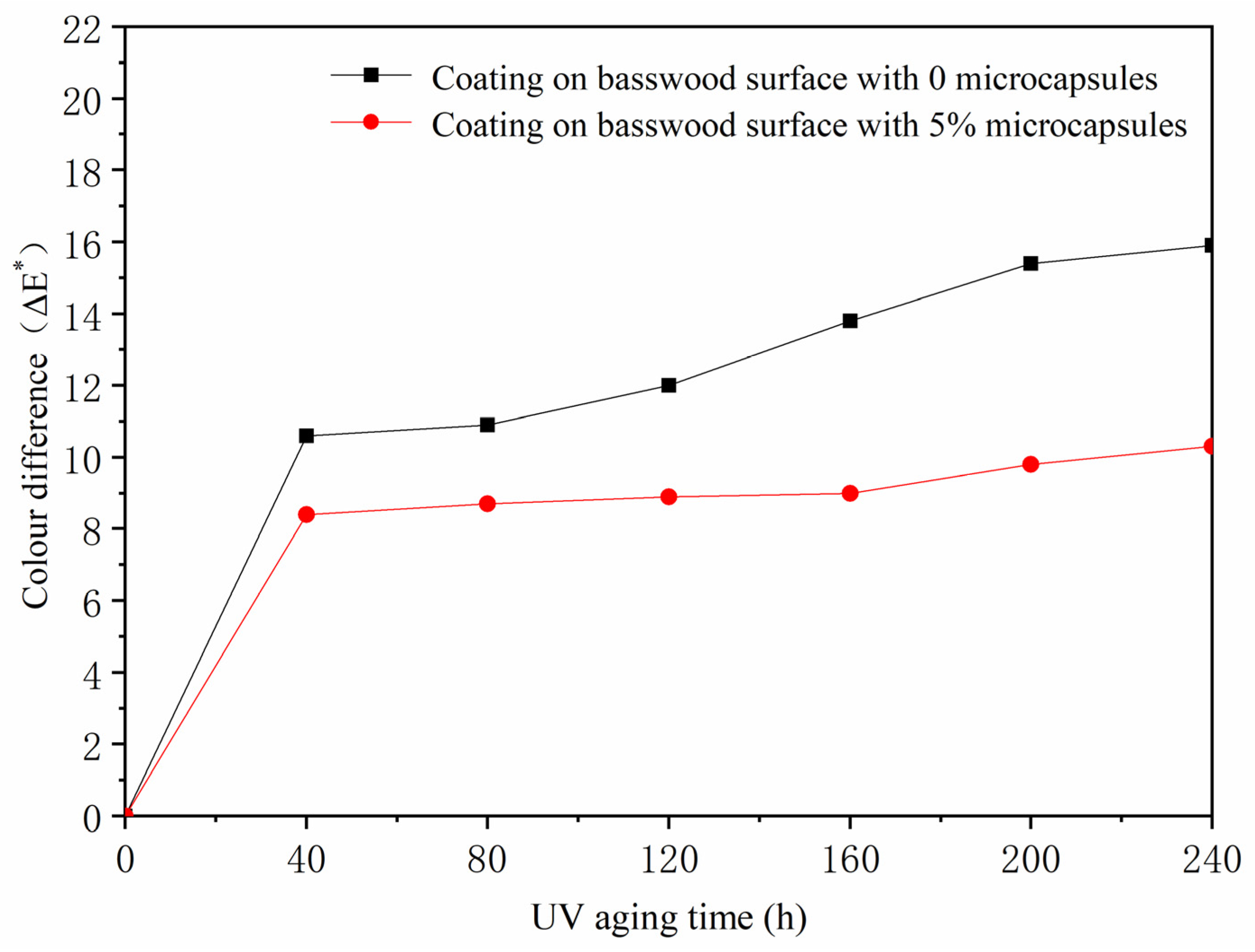
Figure 7.
The influence of UV aging time on color difference of basswood coating.
Figure 7.
The influence of UV aging time on color difference of basswood coating.
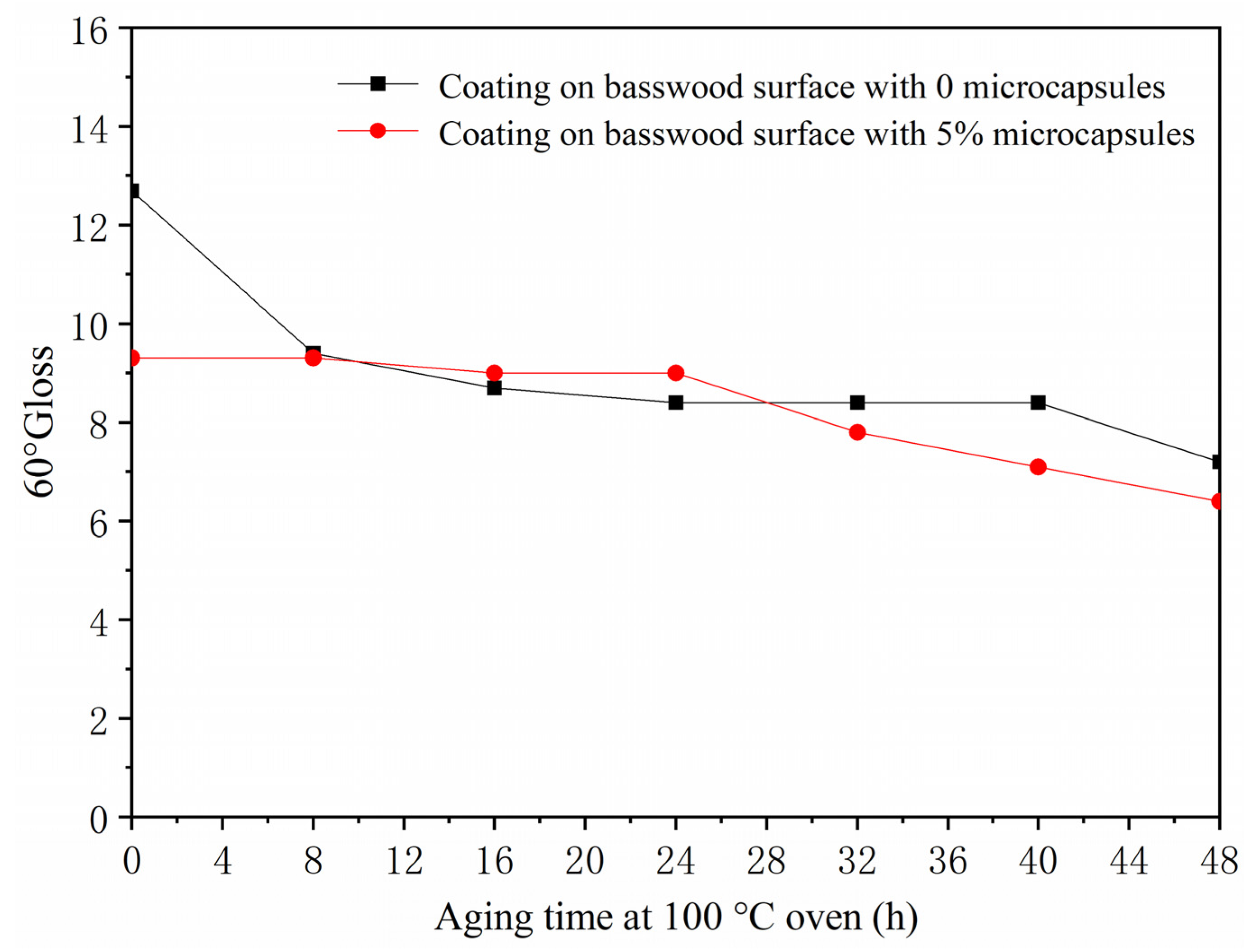
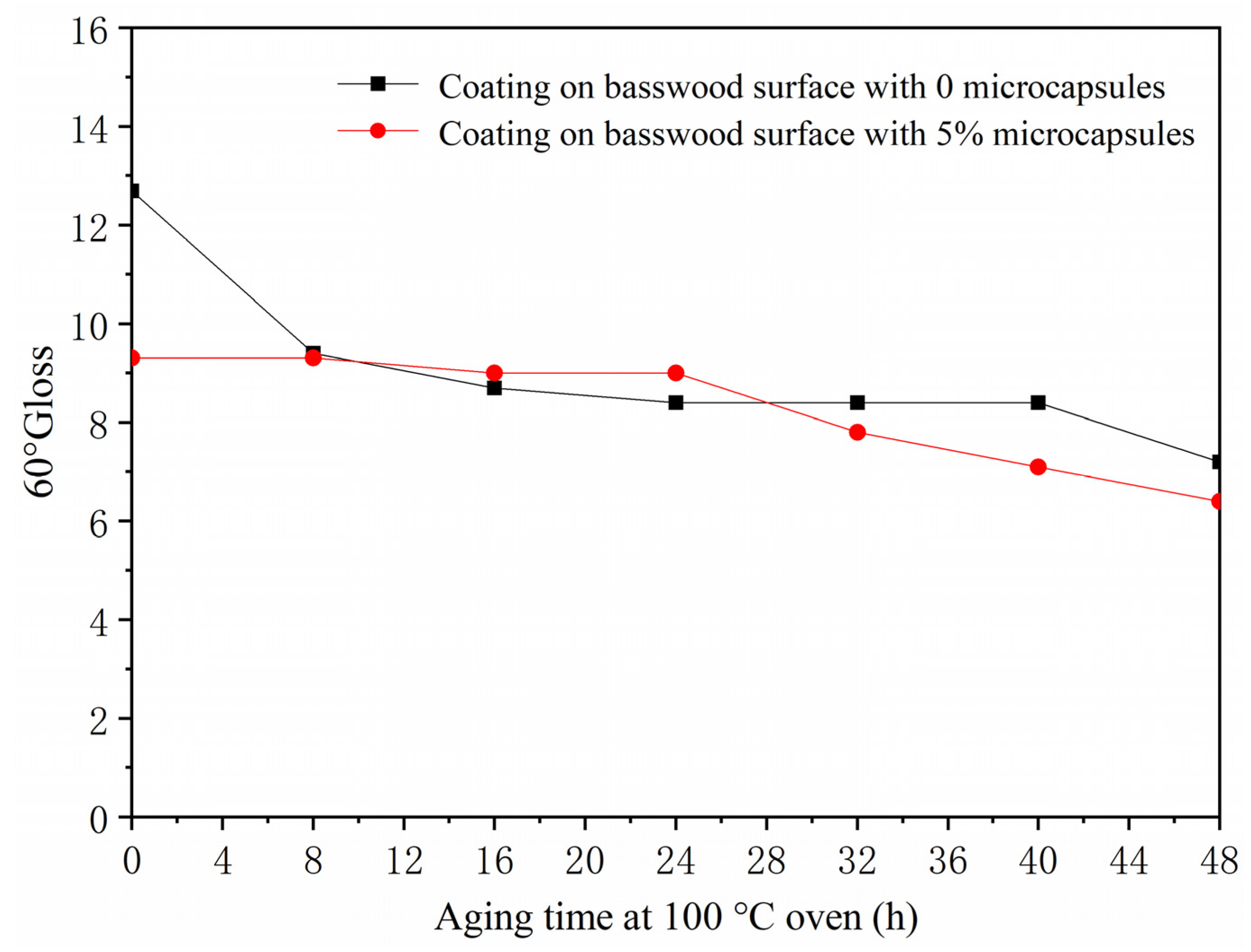
Figure 8.
The influence of oven aging time at 100 °C on gloss of basswood film.
Figure 8.
The influence of oven aging time at 100 °C on gloss of basswood film.
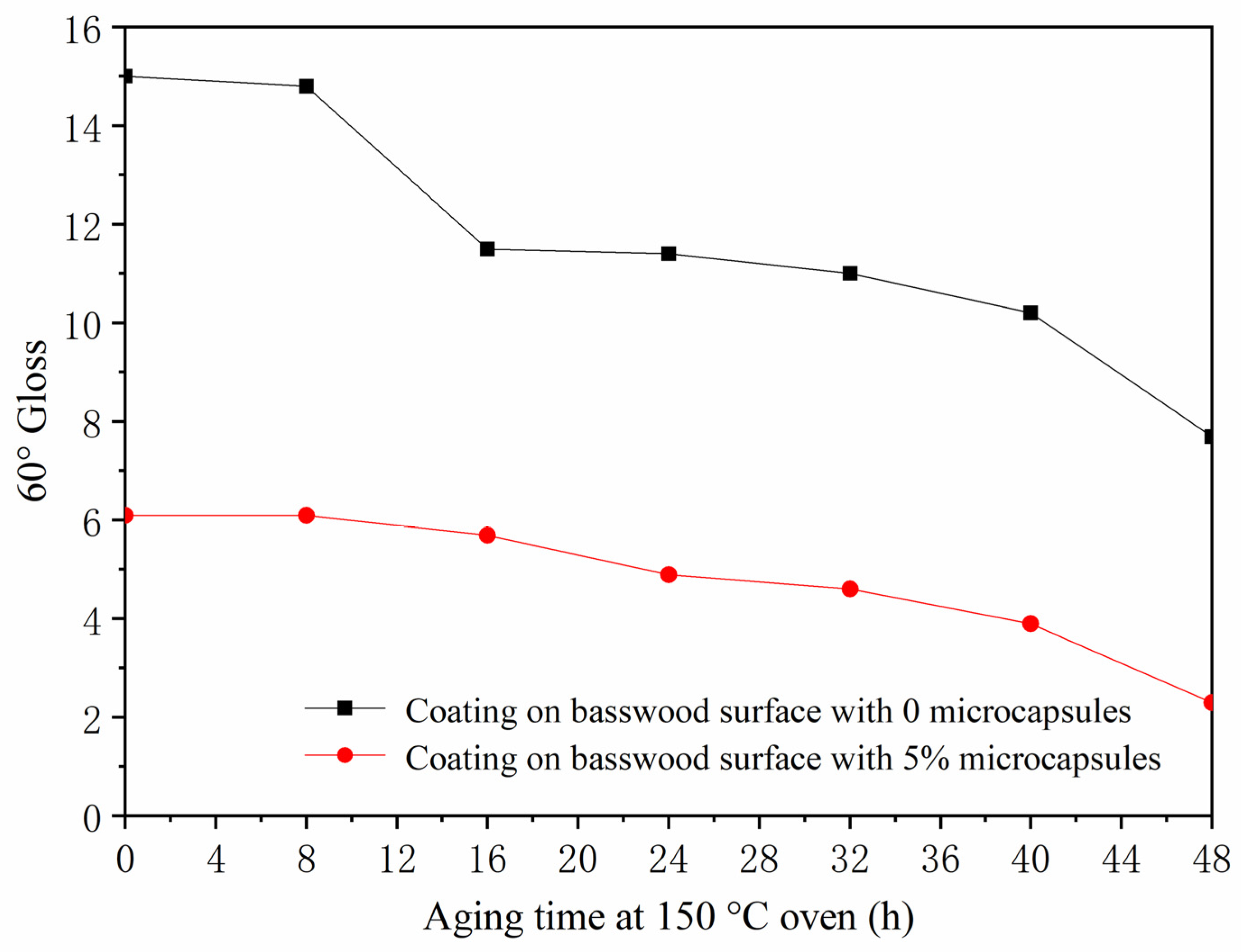
Figure 9.
The influence of oven aging time at 150 °C on gloss of basswood film.
Figure 9.
The influence of oven aging time at 150 °C on gloss of basswood film.
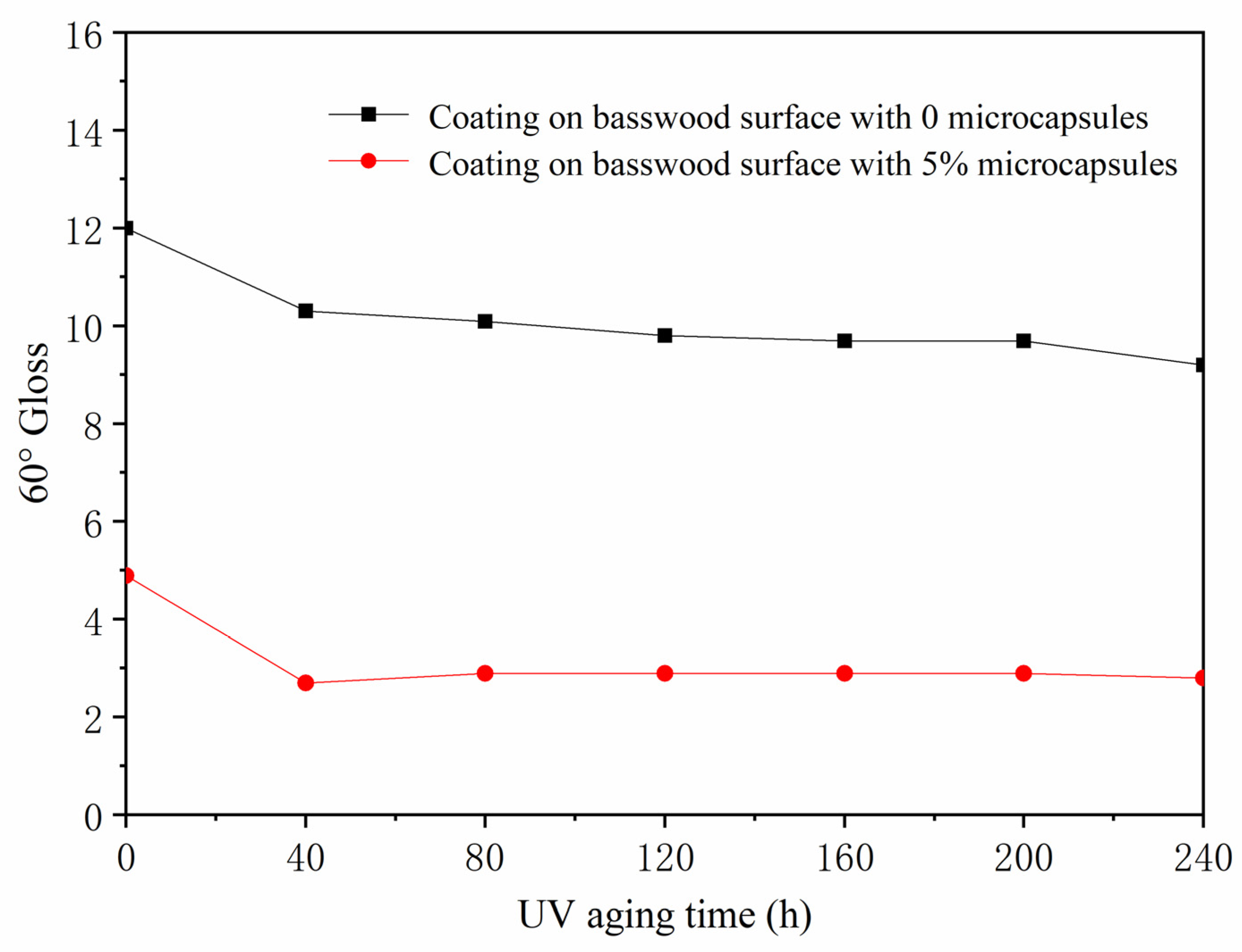
Figure 10.
The influence of UV aging time on gloss of basswood film.
Figure 10.
The influence of UV aging time on gloss of basswood film.
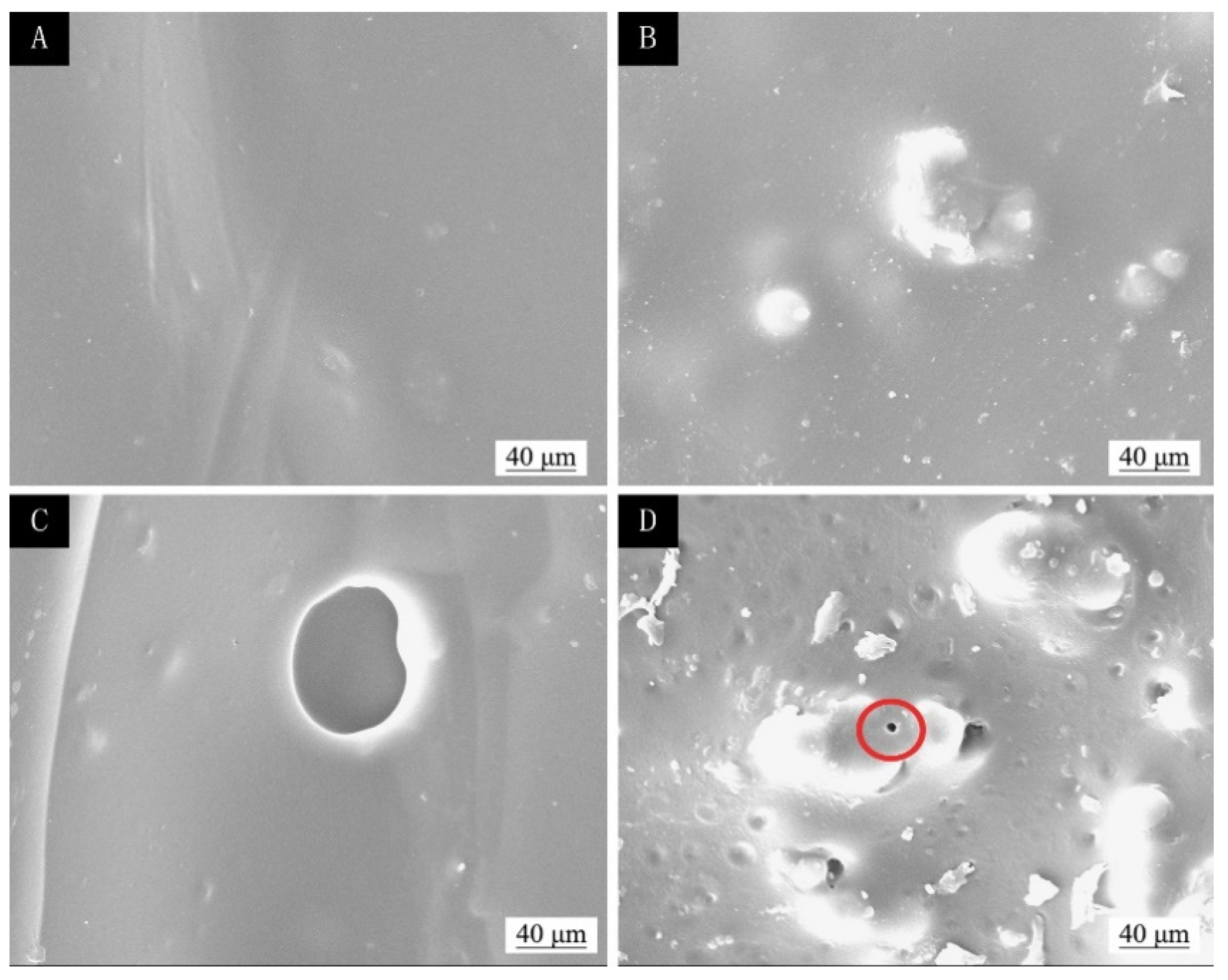
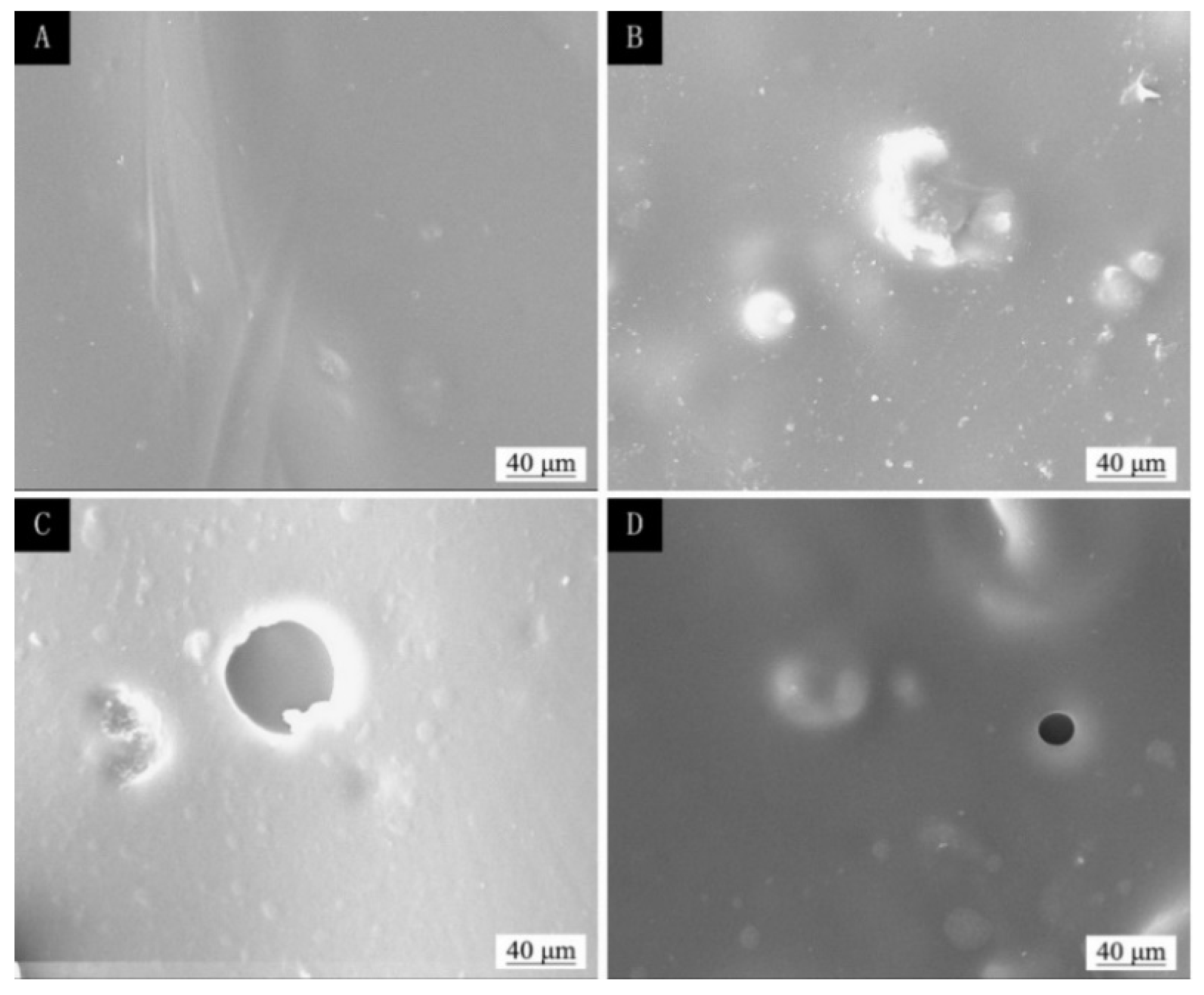
Figure 11.
The SEM of basswood film with different microcapsule concentrations before and after 100 °C aging: before aging, (A) 0% and (B) 5.0%; after aging, (C) 0%, and (D) 5.0%.
Figure 11.
The SEM of basswood film with different microcapsule concentrations before and after 100 °C aging: before aging, (A) 0% and (B) 5.0%; after aging, (C) 0%, and (D) 5.0%.
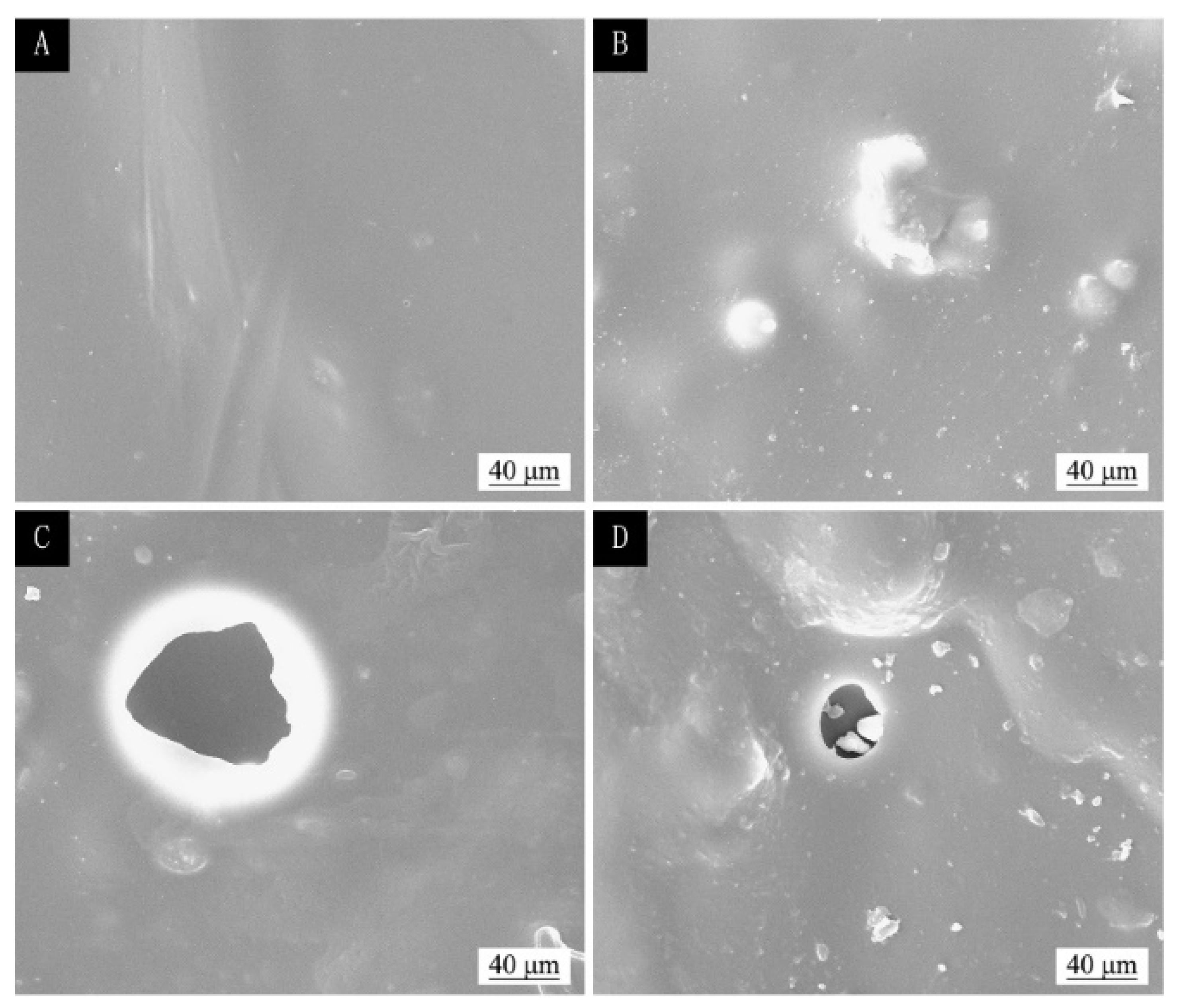
Figure 12.
The SEM of basswood film with different microcapsule concentrations before and after 150 °C aging: before aging, (A) 0% and (B) 5.0%; after aging, (C) 0%, and (D) 5.0%.
Figure 12.
The SEM of basswood film with different microcapsule concentrations before and after 150 °C aging: before aging, (A) 0% and (B) 5.0%; after aging, (C) 0%, and (D) 5.0%.
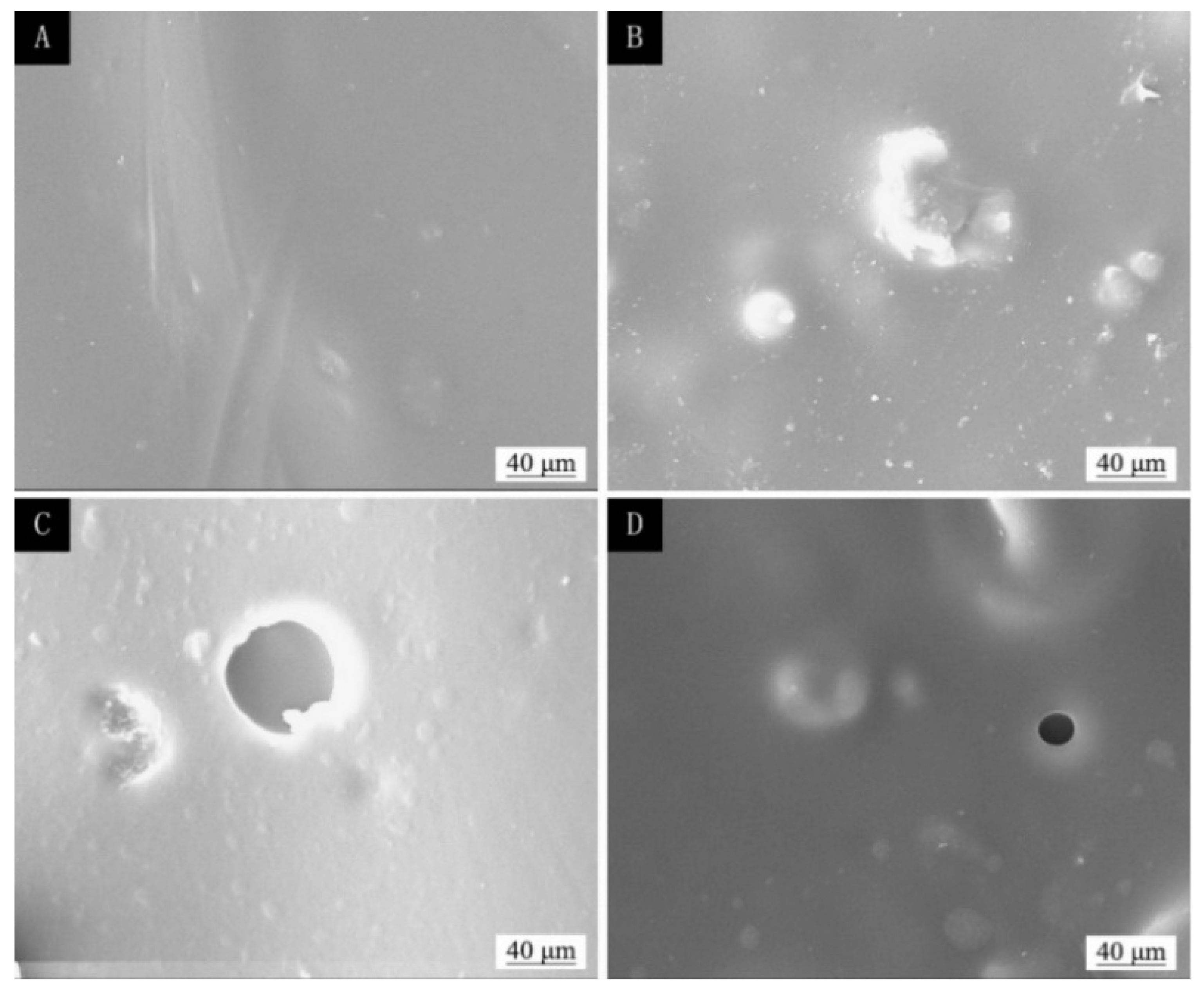
Figure 13.
The SEM of basswood film with different microcapsule concentrations before and after UV aging: before aging, (A) 0% and (B) 5.0%; after aging, (C) 0%, and (D) 5.0%.
Figure 13.
The SEM of basswood film with different microcapsule concentrations before and after UV aging: before aging, (A) 0% and (B) 5.0%; after aging, (C) 0%, and (D) 5.0%.
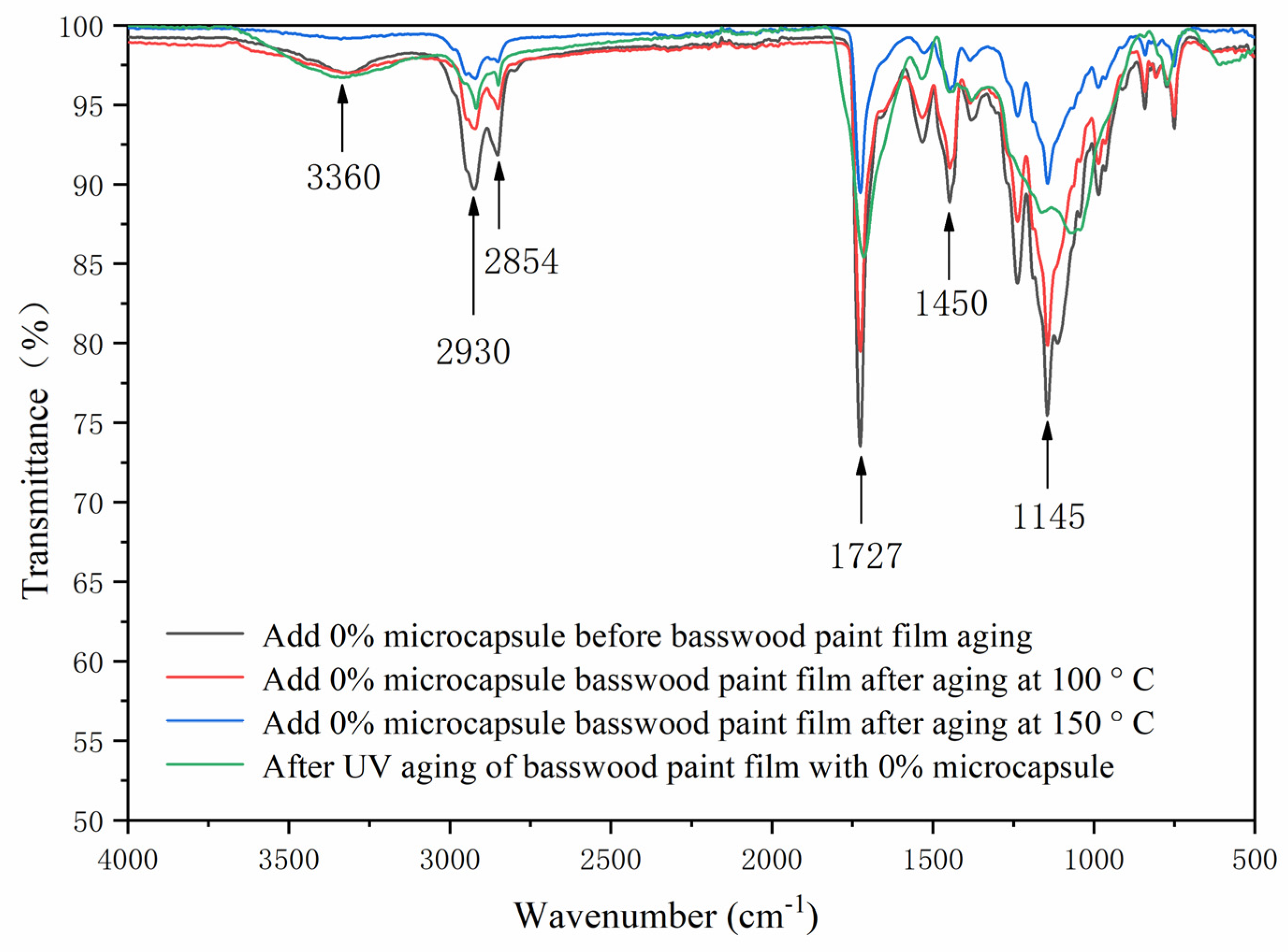
Figure 14.
The FTIR of basswood film without microcapsules before and after aging.
Figure 14.
The FTIR of basswood film without microcapsules before and after aging.
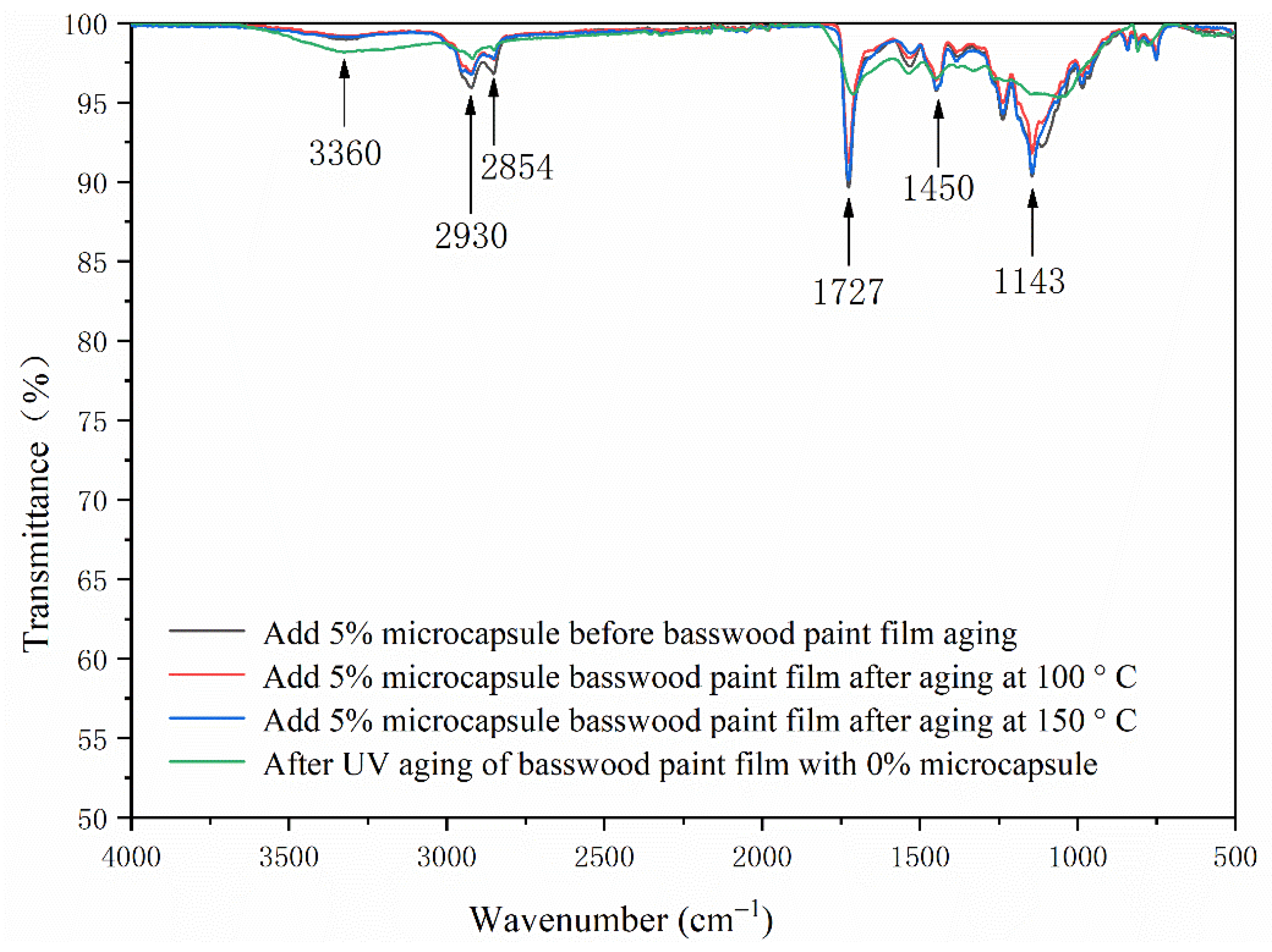
Figure 15.
The FTIR of basswood film with 5.0% microcapsules before and after aging.
Figure 15.
The FTIR of basswood film with 5.0% microcapsules before and after aging.
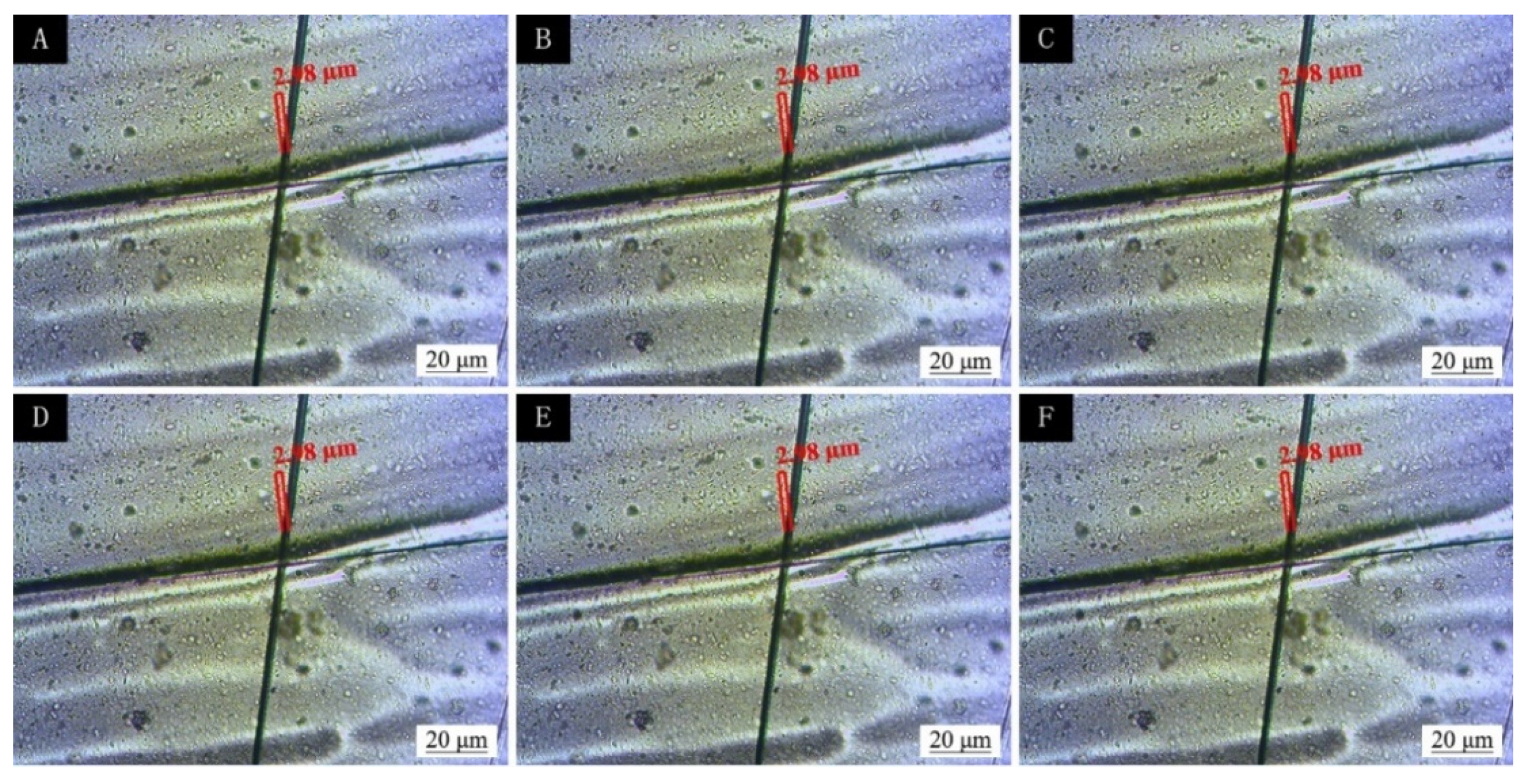
Figure 16.
Scratch days for two layers of primer and three layers of finish without microcapsules added to the finish coating (A) 1 d, (B) 3 d, (C) 5 d, (D) 7 d, (E) 9 d, and (F) 11 d.
Figure 16.
Scratch days for two layers of primer and three layers of finish without microcapsules added to the finish coating (A) 1 d, (B) 3 d, (C) 5 d, (D) 7 d, (E) 9 d, and (F) 11 d.
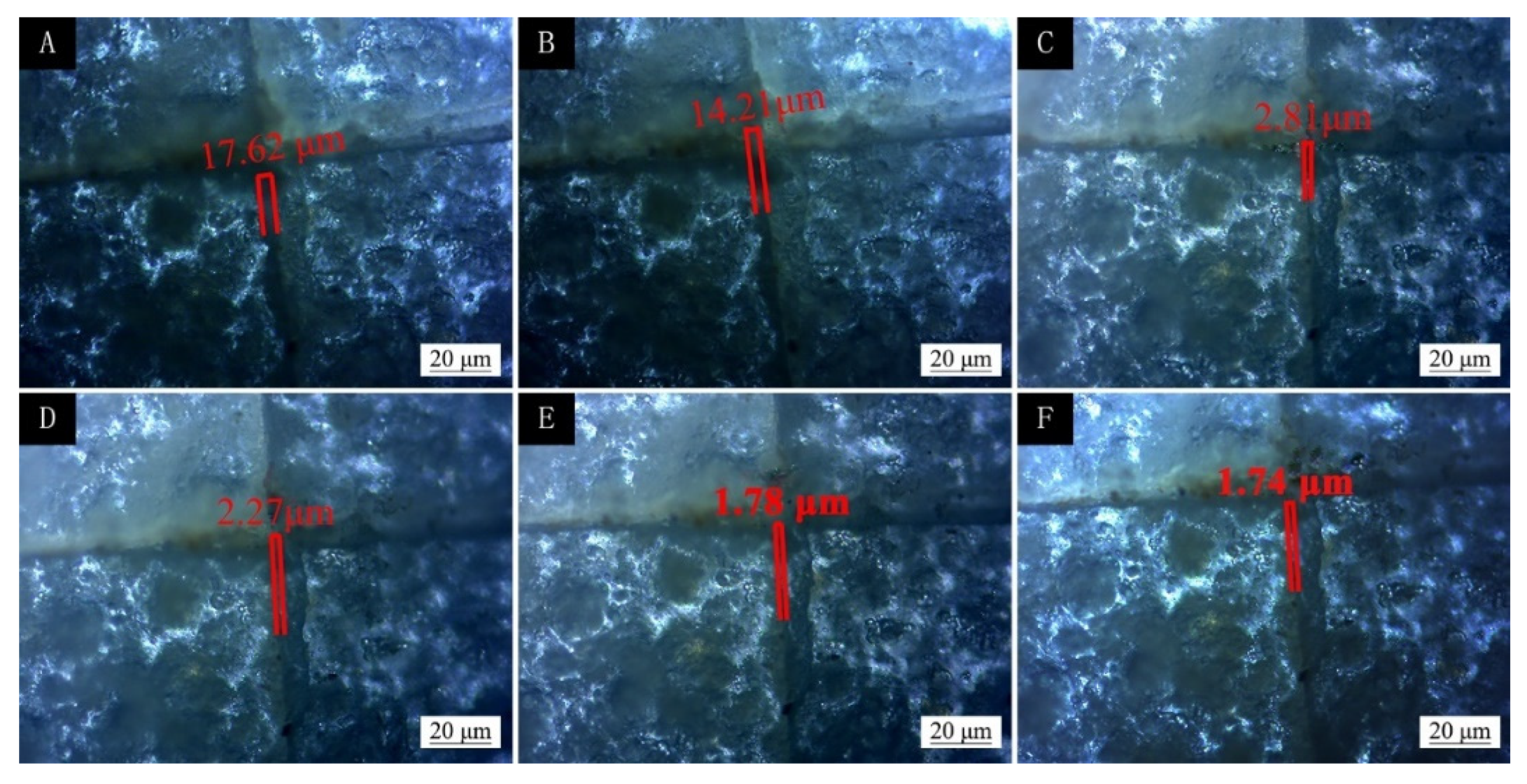
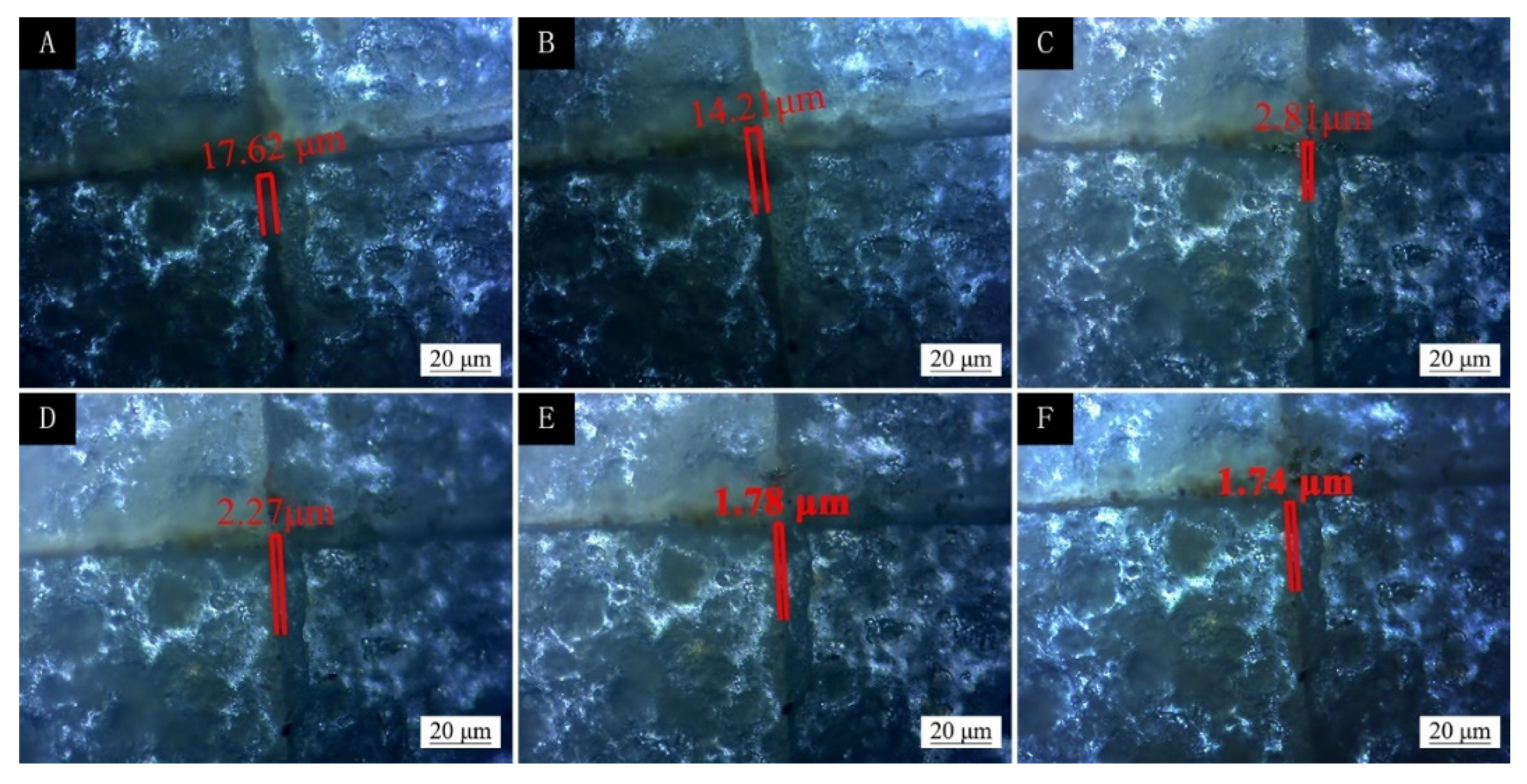
Figure 17.
Scratch days for two layers of primer and three layers of finish with 5% microcapsules added to the finish coating (A) 1 d, (B) 3 d, (C) 5 d, (D) 7 d, (E) 9 d, and (F) 11 d.
Figure 17.
Scratch days for two layers of primer and three layers of finish with 5% microcapsules added to the finish coating (A) 1 d, (B) 3 d, (C) 5 d, (D) 7 d, (E) 9 d, and (F) 11 d.
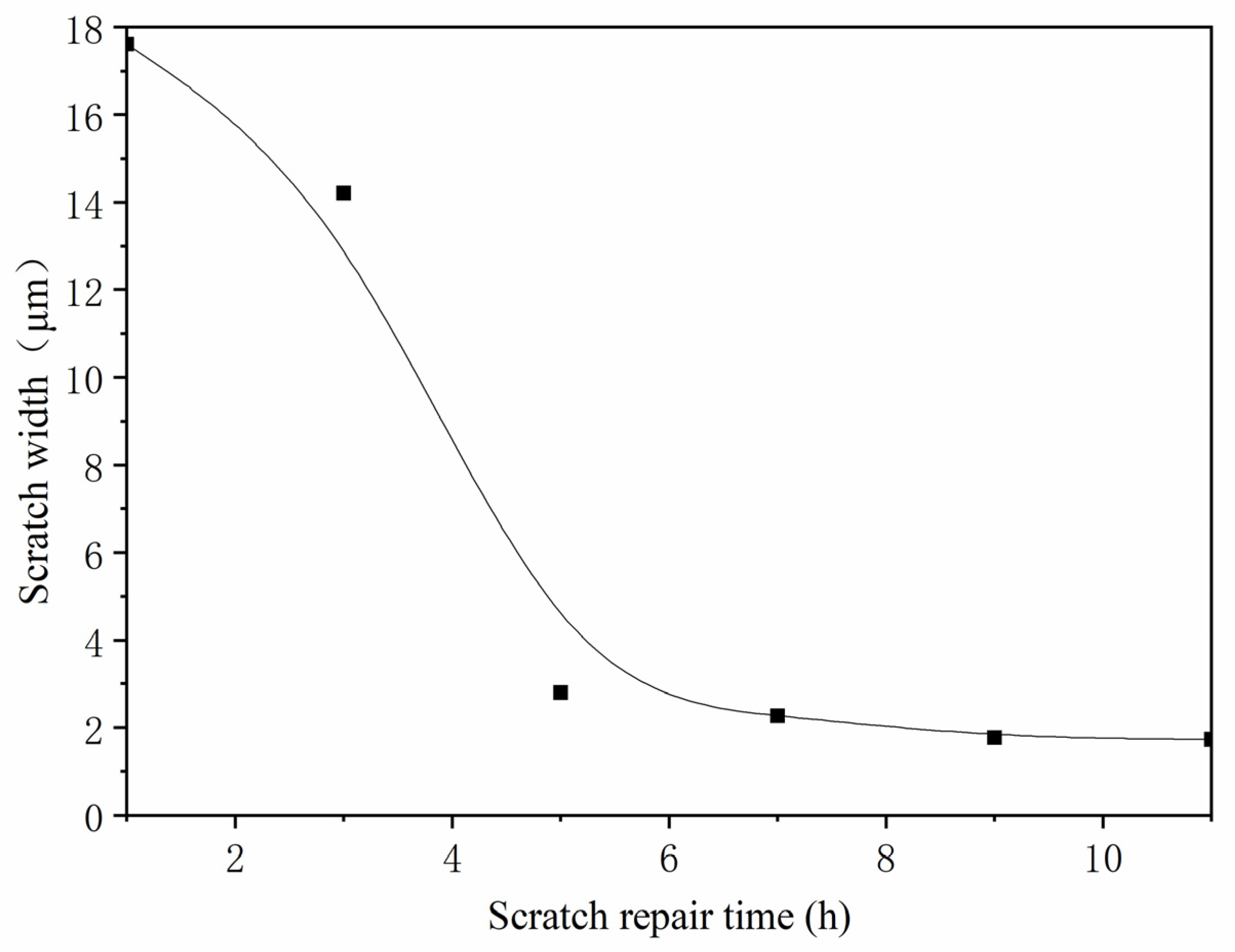
Figure 18.
Scratch repair curve with time.
Figure 18.
Scratch repair curve with time.
Table 1.
Basic materials.
Table 1.
Basic materials.
| Materials | CAS | Molecular Mass (g/mol) | Source |
|---|
| Melamine | 108-78-1 | 126.15 | Henan Ningjie Chemical Products Co., Ltd., Henan, China |
| 37.0% Formaldehyde | 50-00-0 | 30.03 | Jining Hengtai Chemical Co., Ltd., Jining, China |
| Citric acid | 5949-29-1 | 210.14 | Nanjing Chemical Reagent Co., Ltd., Nanjing, China |
| Triethanolamine | 102-71-6 | 149.19 | Henan Yuheng Chemical Co., Ltd., Henan, China |
| Basswood (65 mm × 65 mm × 4 mm) | - | - | Guangdong Yihua Life Science and Technology Co., Ltd., Guangdong, China |
| Waterborne coating (waterborne primer and finish) | - | - | Dulux Coatings (Shanghai) Co., Ltd., Shanghai, China |
| Shellac film | | | Jinan Dahui Chemical Technology Co., Ltd., Jinan, China |
| 15.0% NaCl solution | - | - | Self-prepared solution at laboratory room temperature |
| Detergent | - | - | Shanghai and Huangbai cat Co., Ltd., Shanghai, China |
| 70% Medical ethanol | - | - | Qingdao Heinrich Innoway Disinfection Technology Co., Ltd., Qingdao, China |
| Red ink | - | - | Shanghai Fine Cultural Products Co., Ltd., Shanghai, China |
Table 2.
Coating-process experiment schedule.
Table 2.
Coating-process experiment schedule.
| Samples | Primer Layers | Finish Layers | Addition Method of Microcapsules |
|---|
| 1# | 2 | 2 | Primer |
| 2# | 2 | 3 | Primer |
| 3# | 3 | 2 | Primer |
| 4# | 3 | 3 | Primer |
| 5# | 2 | 2 | Finish |
| 6# | 2 | 3 | Finish |
| 7# | 3 | 2 | Finish |
| 8# | 3 | 3 | Finish |
Table 3.
Coating process ingredients list.
Table 3.
Coating process ingredients list.
| Samples | Microcapsule (g) | Waterborne Primer (g) | Waterborne Finish (g) | Self-Repairing Waterborne Coating (g) |
|---|
| 1#–4# | 0.2 | 1.8 | 2.0 | 4.0 |
| 5#–8# | 0.2 | 2.0 | 1.8 | 4.0 |
Table 4.
Testing and characterization schedule.
Table 4.
Testing and characterization schedule.
| Testing Type | Instrument | Model | Manufacturer |
|---|
| Color value of coating | Colorimeter | SEGT-J | Shaoxing Shangyu Aike Instrument Co., Ltd., Shaoxing, China |
| Gloss of coating | Glossmeter | HG268 | Hangzhou Caipu Technology Co., Ltd., Hangzhou, China |
| Hardness of coating | Pencil-hardness tester | - | Beijing Airuipu Technology Co., Ltd., Beijing, China |
| Adhesion of coating | Film scribbler | QFH-HG600 | Shanghai Qianshi Precision Electromechanical Technology Co., Ltd., Shanghai, China |
| Impact-resistance of coating | Film impactor | QCJ | Jinan Languang Electromechanical Technology Co., Ltd., Jinan, China. |
| Tensile strength of the coating | Precision electronic universal testing machine | AG-IC100KN | Shimadzu Co., Ltd., Kyoto, Japan |
| Aging resistance | Ultraviolet weather-resistance tester | ZN | Guangdong Hongkuo Test Equipment Co., Ltd., Dongguan, China |
| Micro morphology | Scanning electron microscope (SEM) | Quanta 200 | FEI Company, Hillsboro, OR, USA |
| Chemical composition | Fourier transform infrared spectrometer (FTIR) | VERTEX 80V | Germany Bruker Co., Ltd., Karlsruhe, Germany |
Table 5.
Effect of coating process on color difference of microencapsulated basswood film.
Table 5.
Effect of coating process on color difference of microencapsulated basswood film.
| Samples | L*1 | a*1 | b*1 | c*1 | H*1 | L*2 | a*2 | b*2 | c*2 | H*2 | ΔL* | Δa* | Δb* | ΔE* |
|---|
| 1# | 76.3 | 9.4 | 29.1 | 30.6 | 72.0 | 74.6 | 11.2 | 28.8 | 30.9 | 38.6 | −1.7 | 1.8 | −0.3 | 2.49 |
| 2# | 65.7 | 8.3 | 28.9 | 30.1 | 73.9 | 65.7 | 13.1 | 27.9 | 30.1 | 73.9 | 0 | 4.8 | −1.0 | 4.90 |
| 3# | 76.8 | 10.5 | 26.2 | 28.2 | 68.0 | 75.2 | 13.1 | 26.5 | 29.5 | 63.6 | −1.6 | 2.6 | 0.3 | 3.07 |
| 4# | 67.5 | 13.2 | 27.0 | 30.1 | 63.8 | 67.2 | 13.9 | 27.0 | 30.4 | 62.7 | −0.3 | 0.7 | 0 | 0.76 |
| 5# | 75.1 | 10.5 | 28.9 | 30.8 | 69.9 | 75.4 | 11.5 | 31.0 | 33.1 | 69.6 | 0.3 | 1.0 | 2.1 | 2.35 |
| 6# | 72.2 | 12.0 | 26.6 | 29.2 | 65.6 | 71.2 | 11.6 | 26.8 | 29.2 | 66.5 | −1.0 | −0.4 | 0.2 | 1.10 |
| 7# | 64.9 | 16.5 | 27.6 | 32.2 | 59.1 | 65.8 | 16.7 | 28.6 | 32.2 | 59.1 | 0.9 | 0.2 | 1.0 | 1.36 |
| 8# | 71.2 | 12.2 | 27.1 | 29.7 | 65.7 | 71.2 | 10.8 | 28.7 | 30.7 | 69.3 | 0 | −1.4 | 1.6 | 2.13 |
Table 6.
Effect of coating process on gloss of microencapsulated basswood film.
Table 6.
Effect of coating process on gloss of microencapsulated basswood film.
| Samples | 20° Gloss (%) | 60° Gloss (%) | 85° Gloss (%) |
|---|
| 1# | 5.0 | 19.9 | 30.0 |
| 2# | 4.5 | 19.1 | 38.3 |
| 3# | 3.5 | 13.0 | 20.6 |
| 4# | 5.3 | 23.3 | 36.7 |
| 5# | 5.3 | 18.1 | 12.3 |
| 6# | 3.0 | 10.2 | 4.6 |
| 7# | 5.6 | 20.2 | 15.3 |
| 8# | 3.2 | 11.6 | 7.5 |
Table 7.
The influence of the coating process on mechanical properties of microencapsulated basswood film.
Table 7.
The influence of the coating process on mechanical properties of microencapsulated basswood film.
| Samples | Hardness | Adhesion (Grade) | Impact Resistance (kg·cm) | Elongation at Break (%) |
|---|
| 1# | 4H | 0 | 4 | 11.28 |
| 2# | 4H | 0 | 6 | 15.91 |
| 3# | 3H | 1 | 4 | 6.47 |
| 4# | 3H | 0 | 4 | 12.81 |
| 5# | 2H | 0 | 4 | 12.50 |
| 6# | 5H | 1 | 7 | 16.28 |
| 7# | 4H | 1 | 4 | 10.38 |
| 8# | 4H | 1 | 7 | 12.41 |
Table 8.
The influence of coating process on liquid color difference resistance of basswood coatings with microcapsules.
Table 8.
The influence of coating process on liquid color difference resistance of basswood coatings with microcapsules.
| Samples | Color Difference (ΔE*) before and after Liquid Resistance |
|---|
| NaCl | Ethanol | Detergent | Red Ink |
|---|
| 1# | 9.1 | 17.5 | 8.7 | 56.6 |
| 2# | 25.6 | 23.1 | 55.3 | 47.1 |
| 3# | 11.5 | 12.0 | 7.0 | 31.2 |
| 4# | 6.3 | 5.5 | 6.5 | 19.4 |
| 5# | 9.4 | 13.5 | 14.2 | 45.8 |
| 6# | 3.5 | 15.7 | 3.5 | 7.5 |
| 7# | 1.7 | 44.2 | 1.7 | 5.4 |
| 8# | 7.6 | 19.7 | 7.6 | 39.6 |
Table 9.
The gloss of basswood surface paint film prepared by different coating processes at 60° incident angle after liquid resistance.
Table 9.
The gloss of basswood surface paint film prepared by different coating processes at 60° incident angle after liquid resistance.
| Samples | Gloss (%) after Liquid Resistance |
|---|
| NaCl | Ethanol | Detergent | Red Ink |
|---|
| 1# | 10.2 | 8.0 | 9.6 | 9.5 |
| 2# | 8.5 | 9.4 | 8.6 | 10.0 |
| 3# | 6.4 | 6.0 | 9.1 | 10.4 |
| 4# | 8.9 | 10.0 | 10.9 | 10.6 |
| 5# | 6.2 | 7.3 | 7.0 | 7.4 |
| 6# | 10.3 | 10.3 | 10.2 | 10.4 |
| 7# | 9.0 | 6.2 | 9.1 | 8.1 |
| 8# | 10.2 | 8.0 | 9.6 | 9.5 |
Table 10.
Classification of liquid resistance of paint film.
Table 10.
Classification of liquid resistance of paint film.
| Grade | Change of Paint Film |
|---|
| Grade 1 | No mark |
| Grade 2 | Slight discoloration marks |
| Grade 3 | Slight discoloration or obvious discoloration marks |
| Grade 4 | Obvious changes, blisters, wrinkles, etc |
Table 11.
The influence of coating process on the liquid-resistance grade of microcapsule basswood paint film.
Table 11.
The influence of coating process on the liquid-resistance grade of microcapsule basswood paint film.
| Samples | NaCl | Ethanol | Detergent | Red Ink |
|---|
| 1# | 1 | 1 | 1 | 2 |
| 2# | 1 | 1 | 1 | 2 |
| 3# | 1 | 1 | 1 | 2 |
| 4# | 1 | 1 | 1 | 2 |
| 5# | 1 | 1 | 1 | 2 |
| 6# | 1 | 1 | 1 | 1 |
| 7# | 1 | 1 | 1 | 2 |
| 8# | 1 | 1 | 1 | 1 |
Table 12.
The influence of aging time on color difference of basswood coating.
Table 12.
The influence of aging time on color difference of basswood coating.
| Aging Environment | Microcapsule Concentration (%) | Aging Time (h) | L* | a* | b* | c* | H* | ΔL* | Δa* | Δb* | ΔE* |
|---|
| 100 °C Oven | 0 | 0 | 61.1 | 19.3 | 31.7 | 37.1 | 58.6 | − | − | − | − |
| 8 | 61.8 | 16.5 | 30.8 | 34.9 | 61.7 | 0.7 | −2.8 | −0.9 | 3.0 |
| 16 | 60.2 | 16.8 | 29.2 | 33.7 | 60.0 | −0.9 | −2.5 | −2.5 | 3.6 |
| 24 | 62.1 | 14.7 | 31.9 | 35.2 | 65.2 | 1.0 | −4.6 | 0.2 | 4.7 |
| 32 | 61.8 | 15.2 | 28.6 | 32.5 | 61.9 | 0.7 | −4.1 | −3.1 | 5.2 |
| 40 | 63.0 | 13.6 | 31.5 | 34.3 | 66.6 | 1.9 | −5.7 | −0.2 | 6.0 |
| 48 | 65.1 | 12.8 | 34.1 | 36.4 | 69.3 | 4.0 | −6.5 | 2.4 | 8.0 |
| 5.0 | 0 | 54.7 | 17.5 | 23.7 | 29.5 | 53.4 | − | − | − | − |
| 8 | 60.0 | 14.5 | 26.1 | 29.8 | 60.8 | 5.3 | −3.0 | 2.4 | 6.5 |
| 16 | 60.4 | 14.3 | 27.0 | 30.5 | 62.1 | 5.7 | −3.2 | 3.3 | 7.3 |
| 24 | 62.7 | 15.3 | 29.0 | 32.9 | 62.1 | 8.0 | −2.2 | 5.3 | 9.8 |
| 32 | 63.2 | 15.4 | 29.2 | 33.0 | 62.0 | 8.5 | −2.1 | 5.5 | 10.3 |
| 40 | 62.5 | 14.6 | 31.2 | 34.5 | 64.9 | 7.8 | −2.9 | 7.5 | 11.2 |
| 48 | 65.7 | 13.6 | 28.0 | 31.2 | 64.0 | 11.0 | −3.9 | 4.3 | 12.4 |
| 150 °C Oven | 0 | 0 | 56.8 | 14.2 | 18.6 | 23.4 | 52.6 | − | − | − | − |
| 8 | 67.7 | 13.7 | 37.6 | 40.0 | 69.9 | 10.9 | −0.5 | 19.0 | 21.9 |
| 16 | 67.8 | 12.0 | 41.1 | 42.8 | 73.6 | 11.0 | −2.2 | 22.5 | 25.1 |
| 24 | 60.3 | 16.9 | 43.8 | 47.0 | 68.9 | 3.5 | 2.7 | 25.2 | 25.6 |
| 32 | 50.7 | 19.6 | 43.6 | 47.8 | 65.7 | −6.1 | 5.4 | 25.0 | 26.3 |
| 40 | 57.3 | 18.2 | 45.4 | 48.9 | 68.1 | 0.5 | 4.0 | 26.8 | 27.1 |
| 48 | 54.2 | 18.0 | 46.1 | 49.5 | 68.6 | −2.6 | 3.8 | 27.5 | 27.9 |
| 5.0 | 0 | 61.7 | 15.1 | 19.7 | 24.9 | 52.5 | − | − | − | − |
| 8 | 65.1 | 9.7 | 33.9 | 35.3 | 73.9 | 3.4 | −5.4 | 14.2 | 15.6 |
| 16 | 49.7 | 12.4 | 32.4 | 34.7 | 68.9 | −12.0 | −2.7 | 12.7 | 17.7 |
| 24 | 66.8 | 13.4 | 41.4 | 43.6 | 72.0 | 5.1 | −1.7 | 21.7 | 22.4 |
| 32 | 52.5 | 20.9 | 42.6 | 47.5 | 63.8 | −9.2 | 5.8 | 22.9 | 25.4 |
| 40 | 53.1 | 21.3 | 42.9 | 47.9 | 63.5 | −8.6 | 6.2 | 23.2 | 25.5 |
| 48 | 56.5 | 19.4 | 46.0 | 49.9 | 67.0 | −5.2 | 4.3 | 26.3 | 27.2 |
| Ultraviolet weather-resistance test chamber | 0 | 0 | 67.0 | 9.9 | 25.5 | 27.4 | 68.7 | − | − | − | − |
| 40 | 75.4 | 10.2 | 32.0 | 33.6 | 72.3 | 8.4 | 0.3 | 6.5 | 10.6 |
| 80 | 75.9 | 10.0 | 31.8 | 33.3 | 72.5 | 8.9 | 0.1 | 6.3 | 10.9 |
| 120 | 76.1 | 11.1 | 33.2 | 35.0 | 71.5 | 9.1 | 1.2 | 7.7 | 12.0 |
| 160 | 72.7 | 12.0 | 37.9 | 39.8 | 72.4 | 5.7 | 2.1 | 12.4 | 13.8 |
| 200 | 61.6 | 14.5 | 11.8 | 18.7 | 39.2 | −5.4 | 4.6 | −13.7 | 15.4 |
| 240 | 77.2 | 9.3 | 37.7 | 38.9 | 76.1 | 10.2 | −0.6 | 12.2 | 15.9 |
| 5.0 | 0 | 63.3 | 14.2 | 23.7 | 27.6 | 59.0 | − | − | − | − |
| 40 | 69.3 | 11.5 | 29.0 | 31.2 | 68.2 | 6.0 | −2.7 | 5.3 | 8.4 |
| 80 | 64.5 | 13.4 | 32.3 | 34.9 | 67.3 | 1.2 | −0.8 | 8.6 | 8.7 |
| 120 | 69.0 | 10.6 | 29.5 | 31.4 | 70.1 | 5.7 | −3.6 | 5.8 | 8.9 |
| 160 | 67.9 | 12.5 | 31.3 | 33.7 | 68.2 | 4.6 | −1.7 | 7.6 | 9.0 |
| 200 | 68.9 | 11.8 | 31.4 | 33.6 | 69.4 | 5.6 | −2.4 | 7.7 | 9.8 |
| 240 | 71.0 | 10.1 | 29.2 | 30.9 | 70.9 | 7.7 | −4.1 | 5.5 | 10.3 |
Table 13.
The influence of aging time on color difference of basswood coating.
Table 13.
The influence of aging time on color difference of basswood coating.
| Aging Environment | Microcapsule Concentration (%) | Aging Time (h) | 20° Gloss (%) | 60° Gloss (%) | 85° Gloss (%) |
|---|
| 100 °C Oven | 0 | 0 | 2.7 | 12.7 | 22.6 |
| 8 | 1.8 | 9.4 | 21.8 |
| 16 | 2.0 | 8.7 | 12.1 |
| 24 | 2.1 | 8.4 | 11.9 |
| 32 | 1.9 | 8.4 | 11.8 |
| 40 | 1.9 | 8.4 | 21.7 |
| 48 | 1.6 | 7.2 | 11.2 |
| 5.0 | 0 | 2.4 | 9.3 | 4.2 |
| 8 | 2.3 | 9.3 | 3.8 |
| 16 | 2.2 | 9.0 | 3.6 |
| 24 | 2.2 | 9.0 | 3.8 |
| 32 | 2.0 | 7.8 | 3.4 |
| 40 | 1.9 | 7.1 | 3.1 |
| 48 | 2.1 | 6.4 | 1.5 |
| 150 °C Oven | 0 | 0 | 3.2 | 15.0 | 31.6 |
| 8 | 3.3 | 14.8 | 30.6 |
| 16 | 3.0 | 11.5 | 19.3 |
| 24 | 2.4 | 11.4 | 21.7 |
| 32 | 2.1 | 11.0 | 23.3 |
| 40 | 2.0 | 10.2 | 23.6 |
| 48 | 1.7 | 7.7 | 29.0 |
| 5.0 | 0 | 1.9 | 6.1 | 2.7 |
| 8 | 1.9 | 6.1 | 2.7 |
| 16 | 1.6 | 5.7 | 3.4 |
| 24 | 1.5 | 4.6 | 2.3 |
| 32 | 1.0 | 3.9 | 2.0 |
| 40 | 0.9 | 2.3 | 0.0 |
| 48 | 1.2 | 4.9 | 3.4 |
| Ultraviolet weather-resistance test chamber | 0 | 0 | 3.1 | 12.0 | 22.8 |
| 40 | 2.7 | 10.3 | 23.1 |
| 80 | 2.6 | 10.1 | 24.0 |
| 120 | 2.7 | 9.8 | 18.5 |
| 160 | 2.6 | 9.7 | 16.6 |
| 200 | 2.6 | 9.7 | 16.6 |
| 240 | 2.4 | 9.2 | 19.4 |
| 5.0 | 0 | 1.6 | 4.9 | 2.4 |
| 40 | 1.1 | 2.7 | 0.4 |
| 80 | 1.2 | 2.9 | 0.5 |
| 120 | 1.3 | 2.9 | 0.4 |
| 160 | 1.3 | 2.9 | 0.4 |
| 200 | 1.4 | 2.9 | 0.4 |
| 240 | 1.2 | 2.8 | 0.4 |



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}