
Mono–Material 4D Printing of Digital Shape–Memory Components



Abstract
:
1. Introduction
2. Materials and Methods
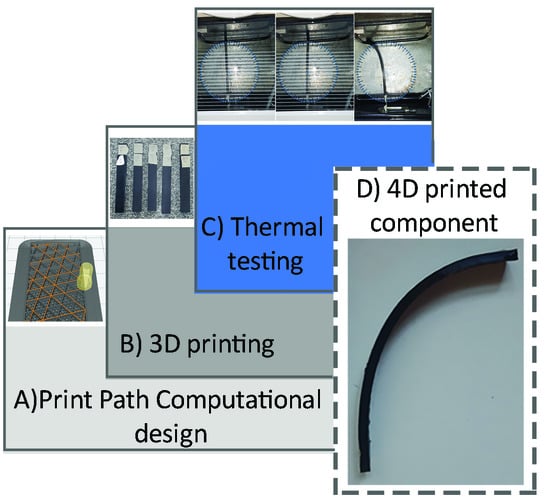
2.1. 3D Printing
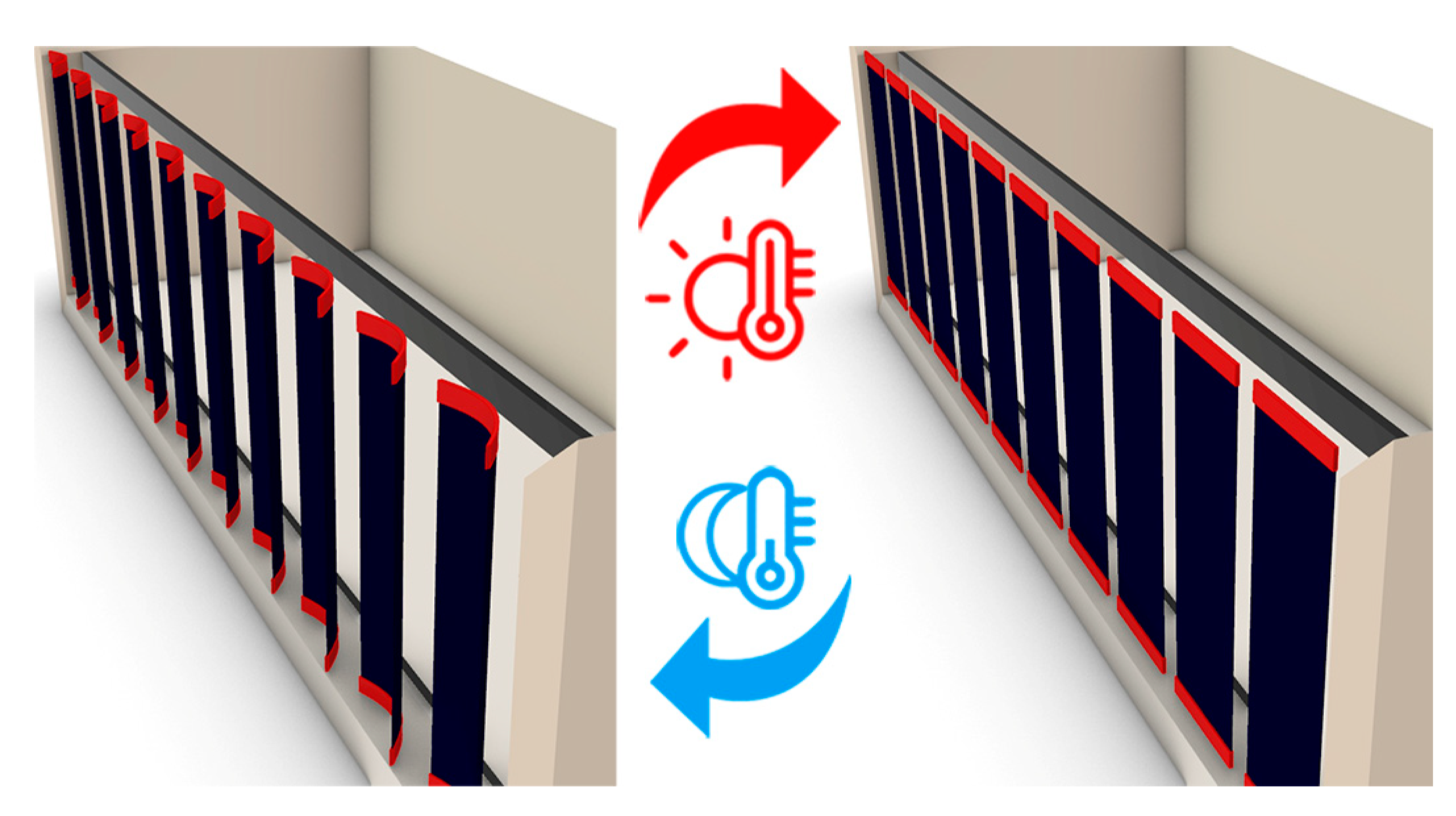
2.2. Motion Programming Methodology
3. Experimental Section
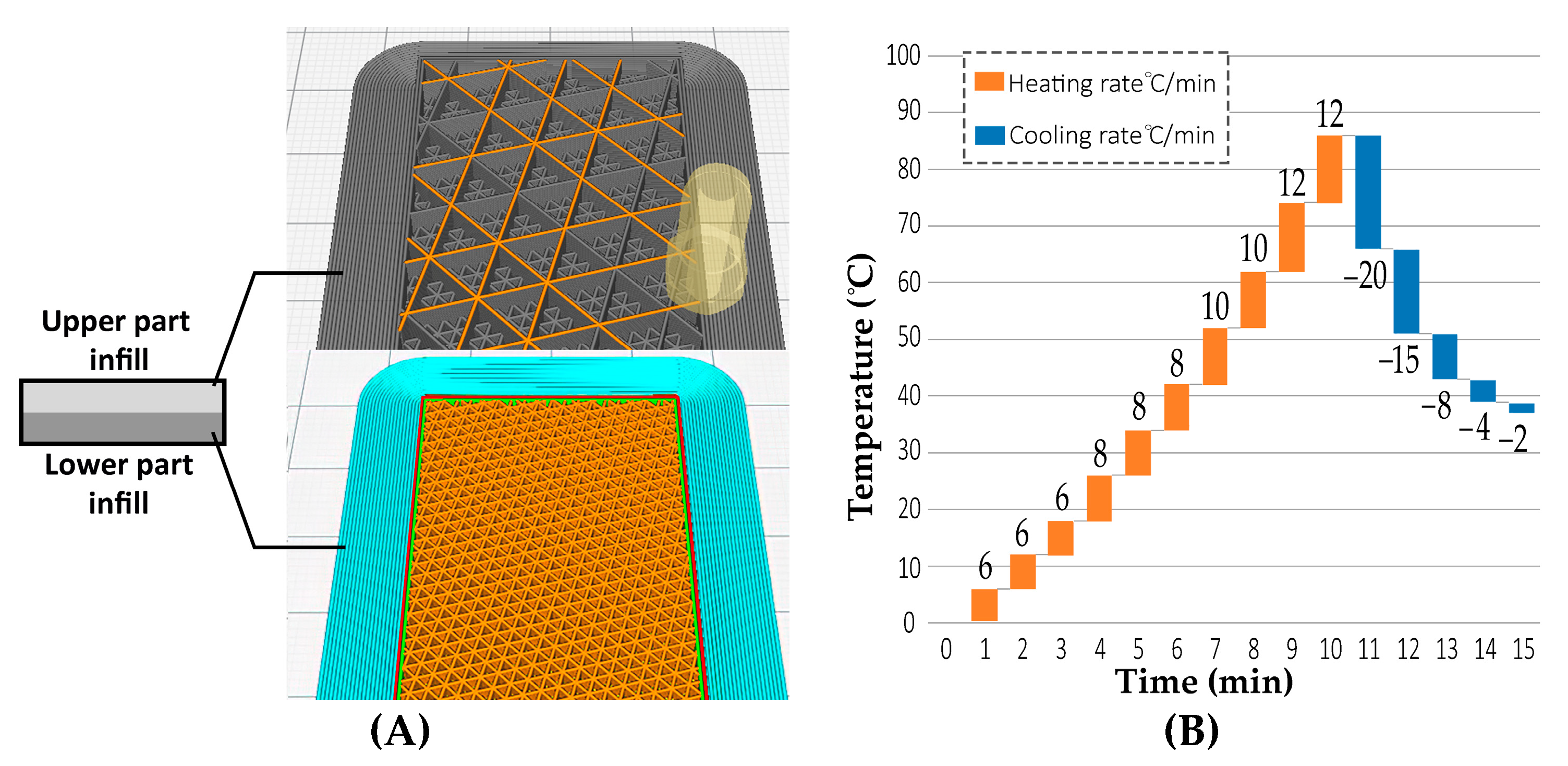
3.1. 3D Printing by Variable Printing Infill
3.1.1. Variable Infill Layering
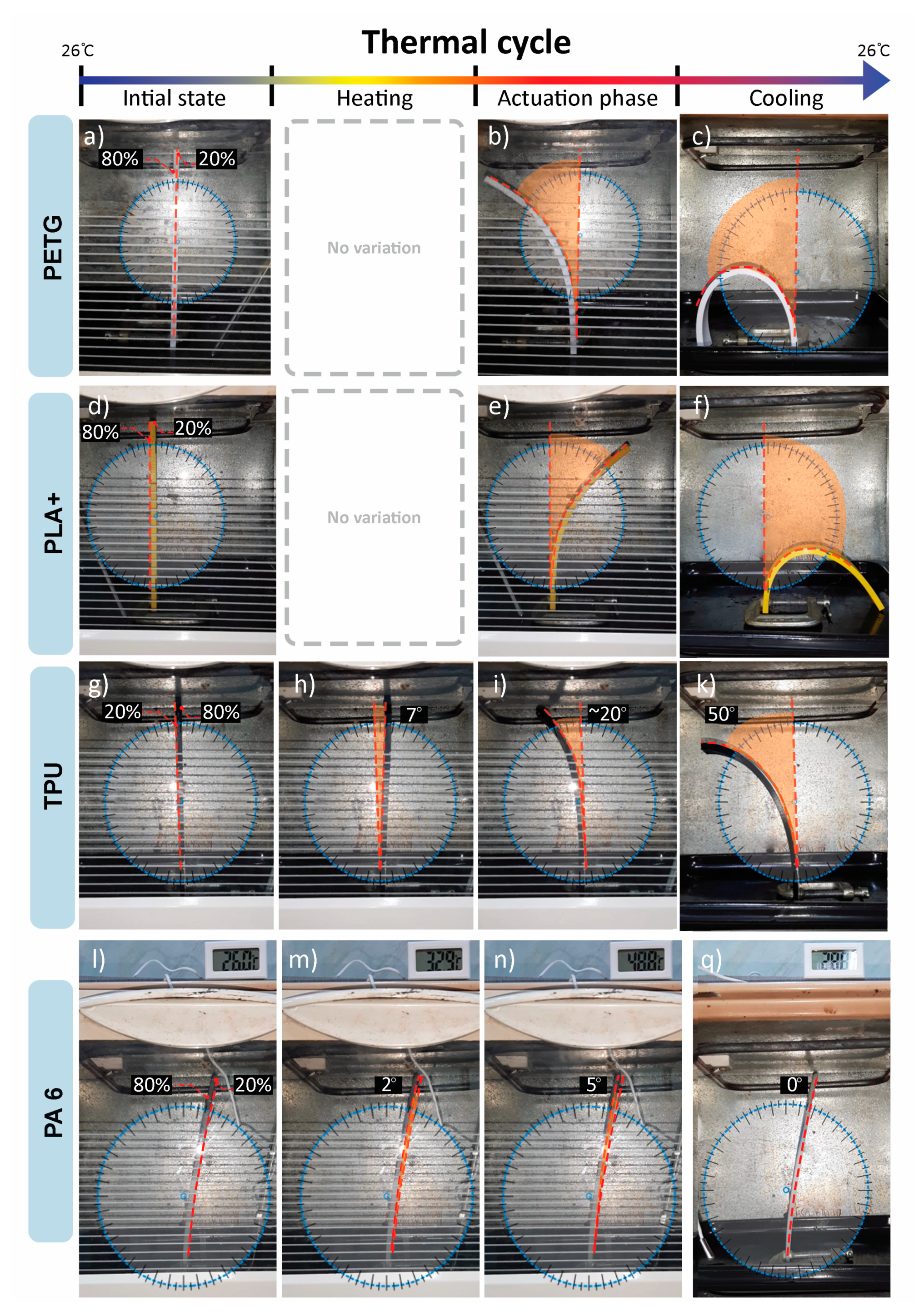
3.1.2. Results
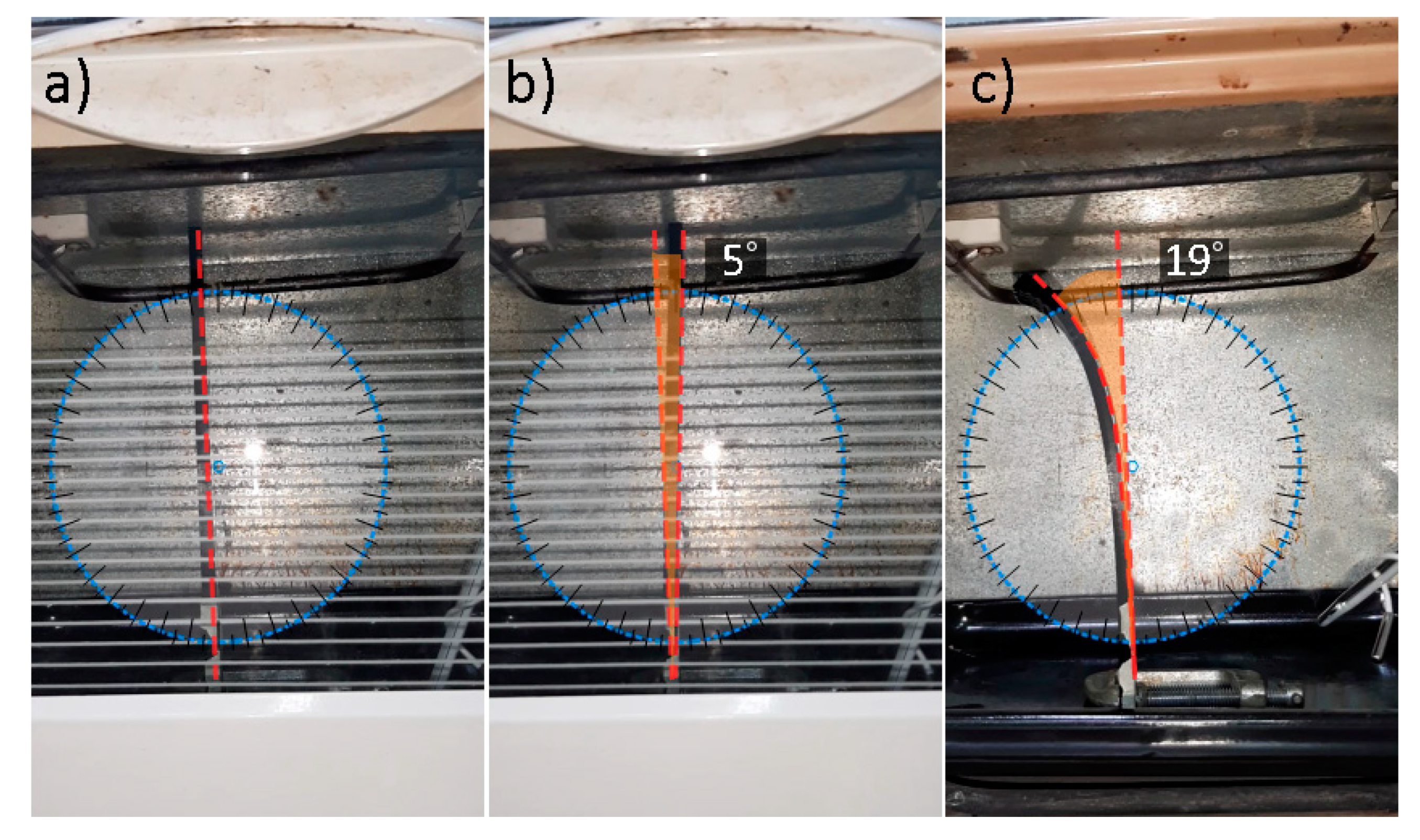
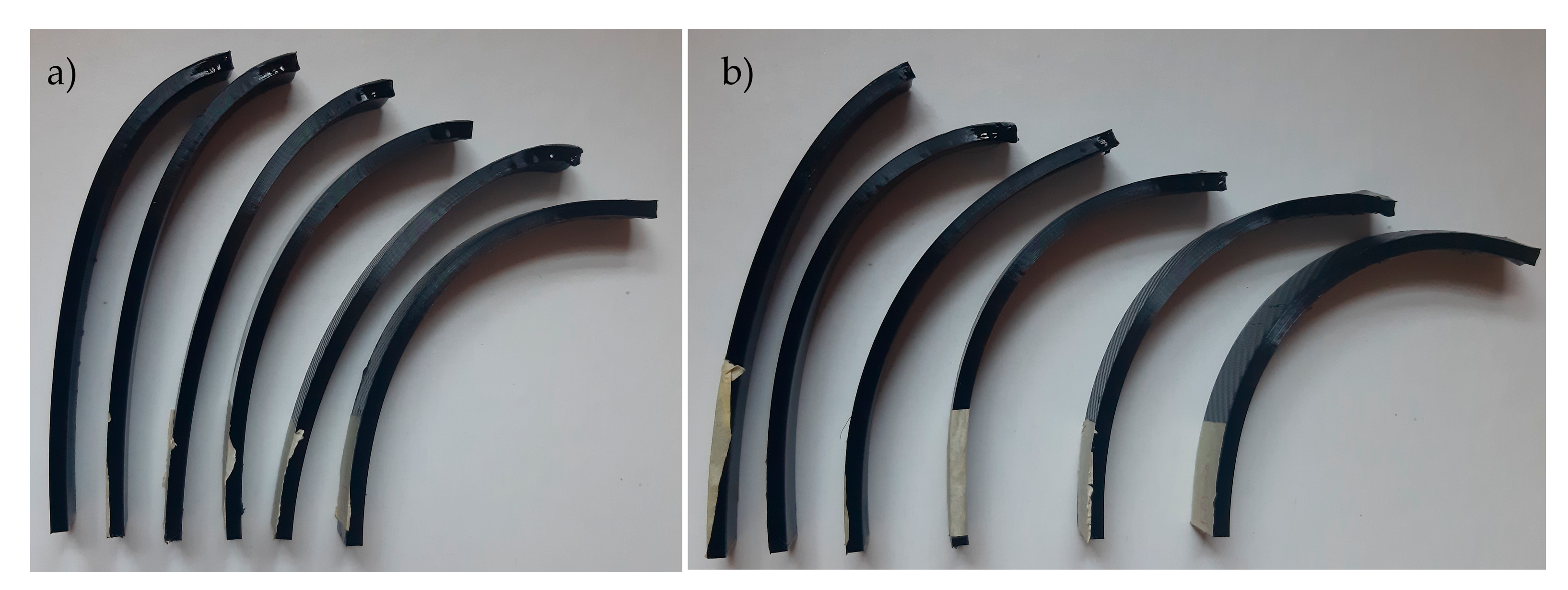
3.2. Programming Variations Using 3D Printing Infill Parameters
3.2.1. Infill Pattern Parameter
3.2.2. Infill Percentage Parameter
3D Printing
Results
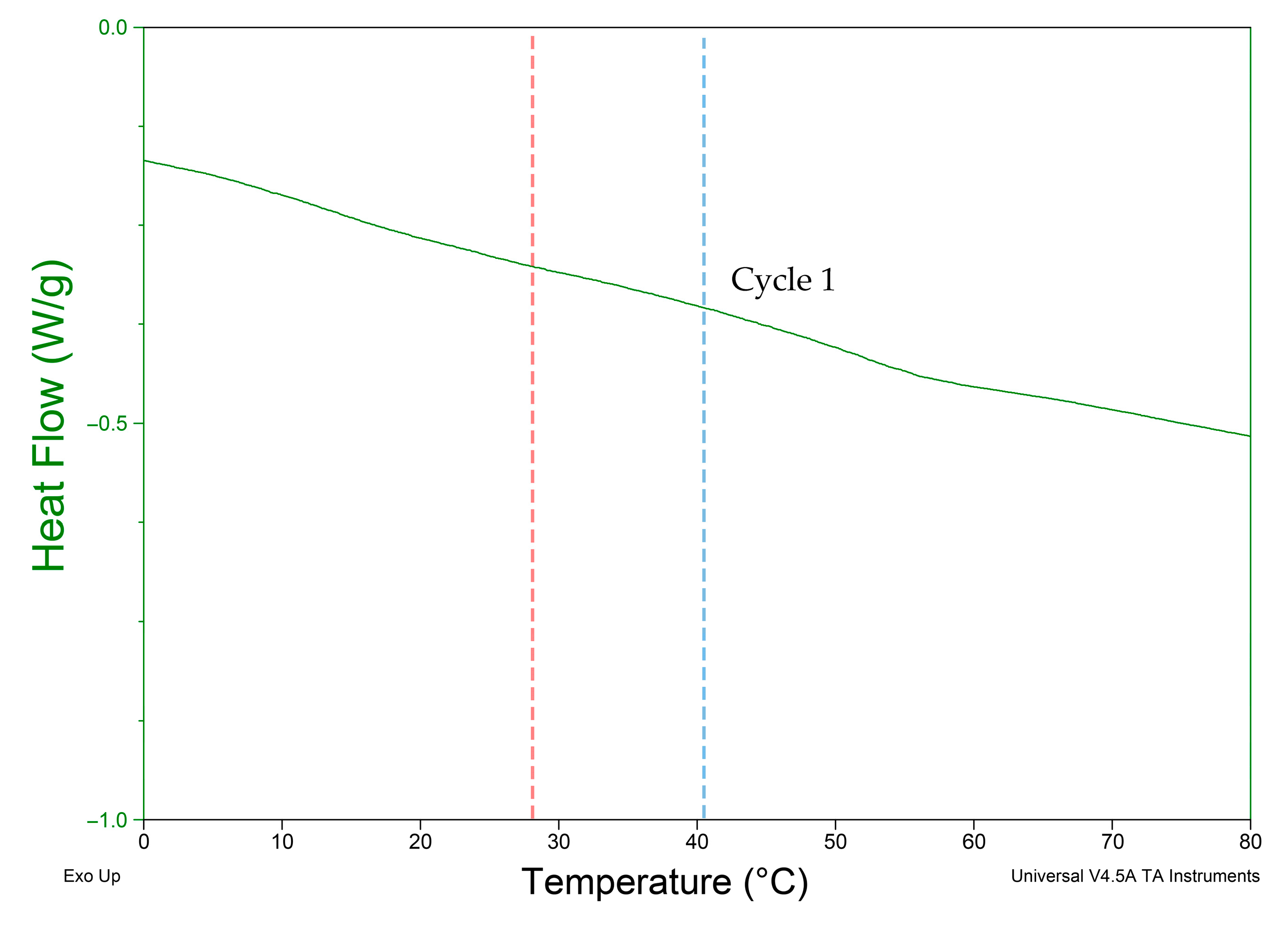
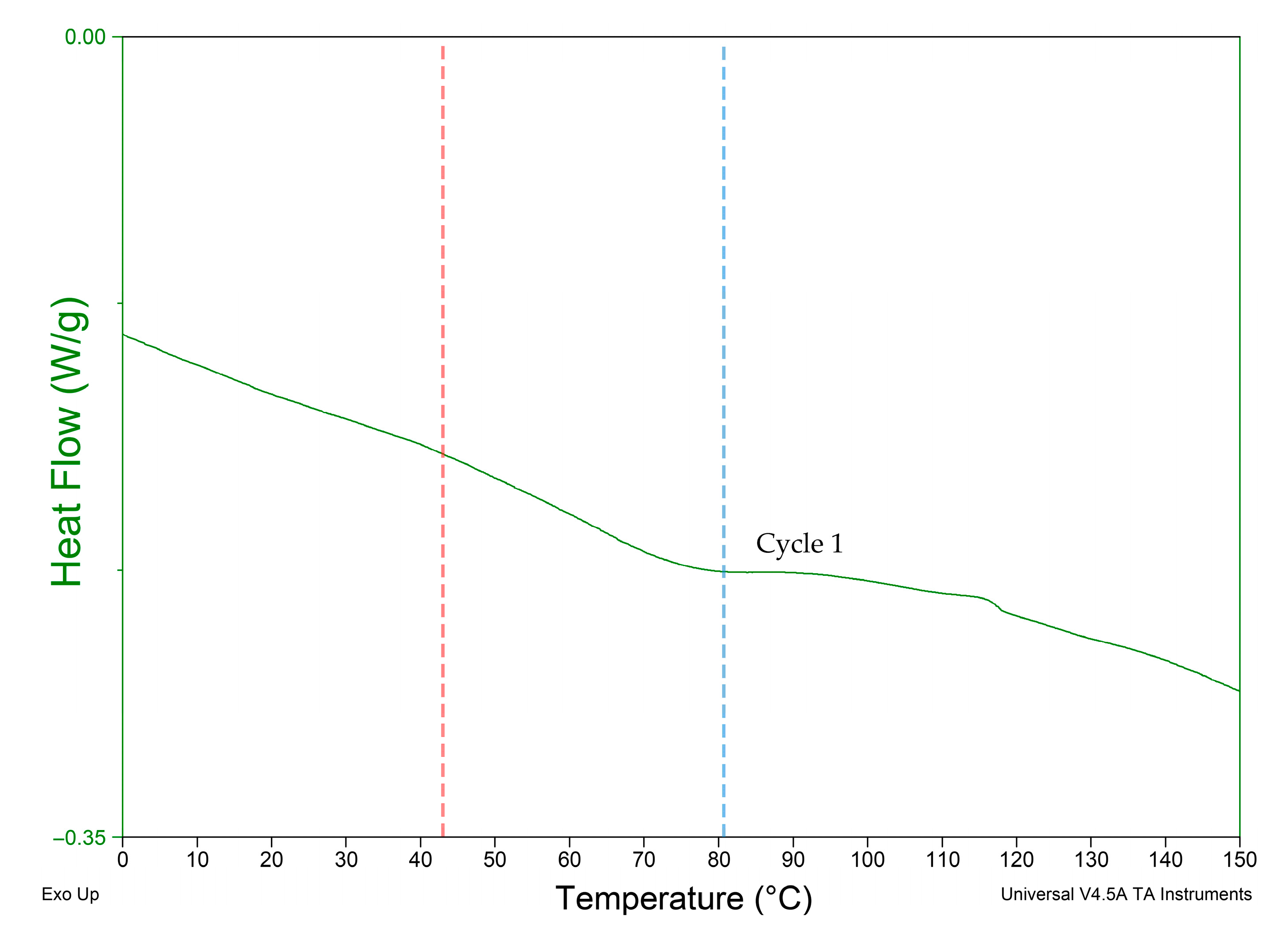
3.3. Differential Scanning Calorimetry (DSC) Test
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Willmann, J.; Gramazio, F.; Kohler, M. Langenberg, Digital by Material. Proceedings of Rob Arch 2012, Vienna, Austria, December 2012. Available online: https://link.springer.com/chapter/10.1007/978-3-7091-1465-0_2 (accessed on 25 October 2021).
- Ge, Q.; Qi, H.J.; Dunn, M.L. Active materials by four-dimension printing. Appl. Phys. Lett. 2013, 103, 131901. [Google Scholar] [CrossRef]
- Raviv, D.; Zhao, W.; McKnelly, C.; Papadopoulou, A.; Kadambi, B.; Shi, S.; Hirsch, D.; Dikovsky, M.; Zyracki, C.; Olguin, R.; et al. Active printed materials for complex self-evolving deformations. Sci. Rep. 2014, 4, 7422. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Momeni, F.; Liu, X.; Ni, J. A review of 4D printing. Mater. Des. 2017, 122, 42–79. [Google Scholar] [CrossRef]
- Li, J.; Duan, Q.; Zhang, E.; Wang, J. Applications of shape memory polymers in kinetic buildings. Adv. Mater. Sci. Eng. 2018, 2018. [Google Scholar] [CrossRef] [Green Version]
- Colorado, H.A.; Velásquez, E.I.G.; Monteiro, S.N. Sustainability of additive manufacturing: The circular economy of materials and environmental perspectives. J. Mater. Res. Technol. 2020, 9, 8221–8234. [Google Scholar] [CrossRef]
- Tibbits, S. 4D Printing. Architect. Des. 2020, 84, 421–433. [Google Scholar] [CrossRef]
- Momeni, F.; Ni, J. Laws of 4D Printing. Engineering 2020, 6, 10–17. [Google Scholar] [CrossRef]
- Zhang, Q.; Zhang, K.; Hu, G. Smart three-dimensional lightweight structure triggered from a thin composite sheet via 3D printing technique. Sci. Rep. 2016, 6, 22431. [Google Scholar] [CrossRef] [Green Version]
- Yu, K.; Ritchie, A.; Mao, Y.; Dunn, M.L.; Qi, H.J. Controlled Sequential Shape Changing Components by 3D Printing of Shape Memory Polymer Multimaterials. Procedia IUTAM 2015, 12, 193–203. [Google Scholar] [CrossRef] [Green Version]
- Miao, S.; Cui, H.; Nowicki, M.; Xia, L.; Zhou, X.; Lee, S.J.; Zhu, W.; Sarkar, K.; Zhang, Z.; Zhang, L.G. Stereolithographic 4D Bioprinting of Multiresponsive Architectures for Neural Engineering. Adv. Biosyst. 2018, 2, 1–10. [Google Scholar] [CrossRef] [PubMed]
- Wu, J.; Yuan, C.; Ding, Z.; Isakov, M.; Mao, Y.; Wang, T.; Dunn, M.L.; Qi, H.J. Multi-shape active composites by 3D printing of digital shape memory polymers. Sci. Rep. 2016, 6, 24224. [Google Scholar] [CrossRef]
- Yao, Y.; Zhou, T.; Wang, J.; Li, Z.; Lu, H.; Liu, Y.; Leng, J. Two way shape memory composites based on electroactive polymer and thermoplastic membrane. Compos. Part. A Appl. Sci. Manuf. 2016, 90, 502–509. [Google Scholar] [CrossRef]
- Zhang, Z.; Demir, K.G.; Gu, G.X. Developments in 4D-printing: A review on current smart materials, technologies, and applications. Int. J. Smart Nano Mater. 2019, 10, 205–224. [Google Scholar] [CrossRef] [Green Version]
- Westbrook, K.K.; Mather, P.T.; Parakh, V.; Dunn, M.L.; Ge, Q.; Lee, B.M.; Qi, H.J. Two-way reversible shape memory effects in a free-standing polymer composite. Smart Mater. Struct. 2011, 20, 65010. [Google Scholar] [CrossRef]
- Zolfagharian, A.; Kaynak, A.; Khoo, S.Y.; Kouzani, A. Pattern-driven 4D printing. Sens. Actuators Appl. Phys. A 2018, 274, 231–243. [Google Scholar] [CrossRef]
- Wang, Q.; Tian, X.; Huang, L.; Li, D.; Malakhov, A.V.; Polilov, A.N. Programmable morphing composites with embedded continuous fibers by 4D printing. Mater. Des. 2018, 155, 404–413. [Google Scholar] [CrossRef]
- Correa, D.; Menges, A. 3D printed hygroscopic programmable material systems. Mater. Res. Soc. Symp. Proceed. 2015, 1800, 24–31. [Google Scholar] [CrossRef]
- Correa, D.; Krieg, O.D.; Menges, A.; Reichert, S.; Rinderspacher, K. Hygroskin: A climate-responsive prototype project based on the elastic and hygroscopic properties of wood. In Proceedings of the ACADIA 2013 Adaptive Architecture—Proceeding 33rd Annual Conference Associated Computer Aided Design Architecture, Cambridge, ON, USA, 21–27 October 2013; pp. 33–42. [Google Scholar]
- Cheng, T.; Thielen, M.; Poppinga, S.; Tahouni, Y.; Wood, D.; Steinberg, T.; Menges, A.S. Bio-Inspired Motion Mechanisms: Computational Design and Material Programming of Self-Adjusting 4D-Printed Wearable Systems. Adv. Sci. 2021, 2100411, 1–12. [Google Scholar] [CrossRef]
- Lu, H.; Liang, F.; Gou, J.; Leng, J.; Du, S. Synergistic effect of Ag nanoparticle-decorated graphene oxide and carbon fiber on electrical actuation of polymeric shape memory nanocomposites. Smart Mater. Struct. 2014, 23, 85034. [Google Scholar] [CrossRef]
- Weber, E.H.; Clingerman, M.L.; King, J.A. Thermally conductive nylon 6,6 and polycarbonate based resins. I. Synergistic effects of carbon fillers. J. Appl. Polymer Sci. 2003, 88, 112–122. [Google Scholar] [CrossRef]
- Correa, D.; Poppinga, S.; Mylo, M.D.; Westermeier, A.S.; Bruchmann, B.; Menges, A.; Speck, T. 4D pine scale: Biomimetic 4D printed autonomous scale and flap structures capable of multi-phase movement. Philosoph. Trans. R. Soc. A 2020, 378, 445. [Google Scholar] [CrossRef] [PubMed]
- Huang, W.M.; Yang, B.; An, L.; Li, C.; Chan, Y.S. Water-driven programmable polyurethane shape memory polymer: Demonstration and mechanism. Appl. Phys. Lett. 2005, 86, 1–3. [Google Scholar] [CrossRef]
- Lu, H.; Leng, J.; Du, S. A phenomenological approach for the chemo-responsive shape memory effect in amorphous polymers. Soft Matter 2013, 9, 3851–3858. [Google Scholar] [CrossRef]
- Gladman, A.S.; Matsumoto, E.A.; Nuzzo, R.G.; Mahadevan, L.; Lewis, J.A. Biomimetic 4D printing. Nat. Mater. 2016, 15, 413–418. [Google Scholar] [CrossRef]
- Zhou, Y.; Huang, W.M.; Kang, S.F.; Wu, X.L.; Lu, H.B.; Fu, J.; Cui, H. From 3D to 4D printing: Approaches and typical applications. J. Mech. Sci. Technol. 2015, 29, 4281–4288. [Google Scholar] [CrossRef]
- Nath, K.; Ghosh, S.; Ghosh, S.K.; Das, P.; Das, N.C. Facile preparation of light-weight biodegradable and electrically conductive polymer based nanocomposites for superior electromagnetic interference shielding effectiveness. J. Appl. Polymer Sci. 2021, 138, 50514. [Google Scholar] [CrossRef]
- Barenberg, S.A.; Mulleur, E.P. Biomedical Materials, 2nd ed.; Springer International Publishing: Berlin/Heidelberg, Germany, 2021. [Google Scholar] [CrossRef]
- Bakradze, G.; Arājs, E.; Gaidukovs, S.; Thakur, V.K. On the heuristic procedure to determine processing parameters in additive manufacturing based on materials extrusion. Polymers 2020, 12, 3009. [Google Scholar] [CrossRef] [PubMed]
- Latko-Durałek, P.; Dydek, K.; Boczkowska, A. Thermal, Rheological and Mechanical Properties of PETG/rPETG Blends. J. Polym. Environ. 2019, 27, 2600–2606. [Google Scholar] [CrossRef] [Green Version]
- Sin, L.T.; Tuen, B.S. Poly (Lactic Acid) Injection Molding and Three Dimensional Printing of Poly (Lactic Acid). In Polylactic Acid, 2nd ed.; Sin, L.T., Tuen, B.S., Eds.; William Andrew Publishing: New York, NY, USA, 2019; pp. 325–345. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
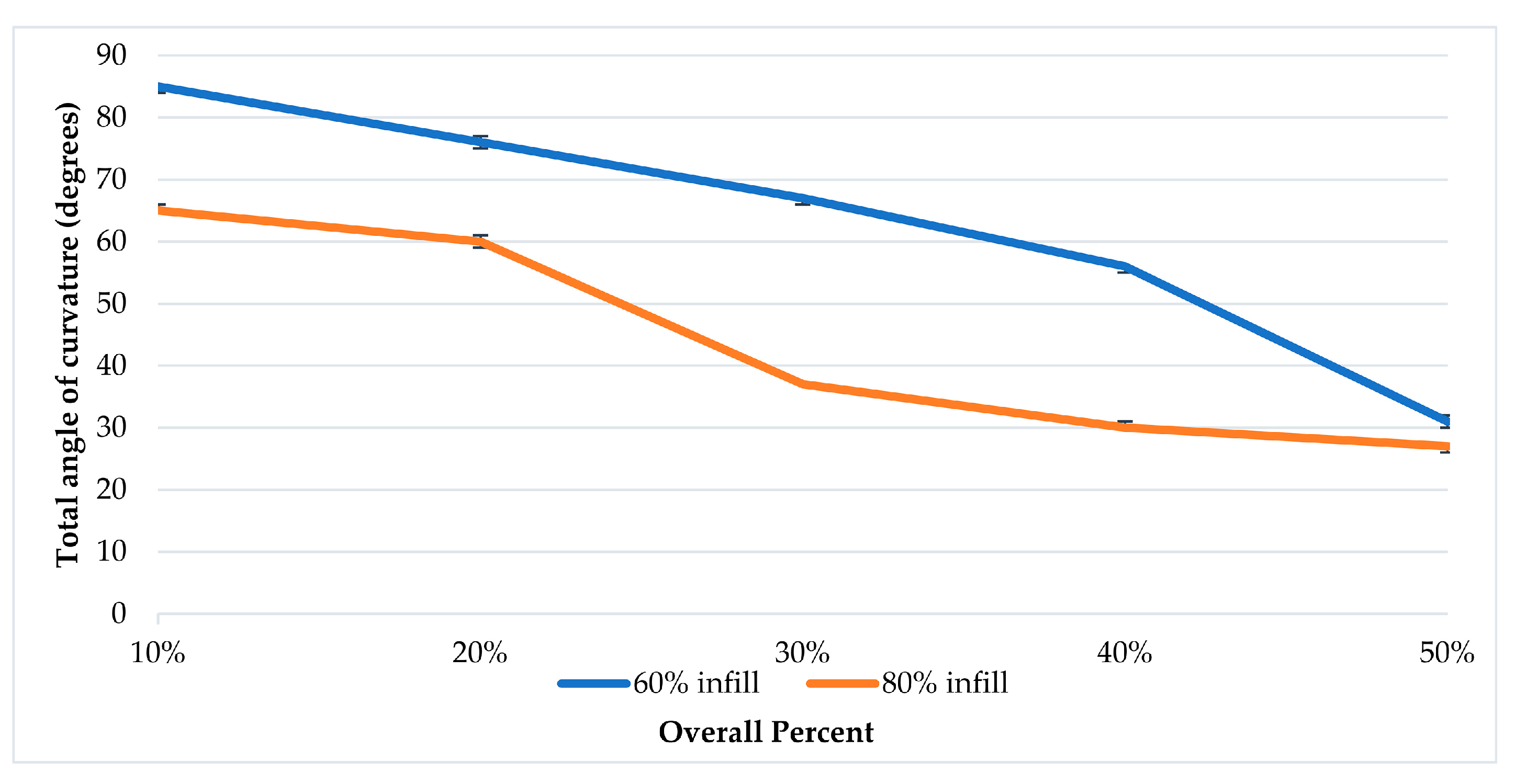
| Diagonal Infill Pattern | |||||
|---|---|---|---|---|---|
| Overall Percent | Lower-Layer Infill % | Upper-Layer 2 Infill % | Total Angle of Curvature | Net Motion Direction Toward | Recoverable Deflection Angle toward Higher Infill % |
| 10% | 80 | 8 | 65° | Lower infill | 7° |
| 20% | 80 | 16 | 60° | 7° | |
| 25% | 80 | 20 | 50° | 7° | |
| 30% | 80 | 24 | 37° | 5° | |
| 40% | 80 | 32 | 30° | 7° | |
| 50% | 80 | 40 | 27° | 7° | |
| 10% | 60 | 6 | 85° | Lower infill | 5° |
| 20% | 60 | 12 | 76° | 7° | |
| 25% | 60 | 15 | 72° | 5° | |
| 30% | 60 | 18 | 67° | 5° | |
| 40% | 60 | 24 | 56° | 5° | |
| 50% | 60 | 30 | 31° | 5° | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Niazy, D.; Elsabbagh, A.; Ismail, M.R. Mono–Material 4D Printing of Digital Shape–Memory Components. Polymers 2021, 13, 3767. https://doi.org/10.3390/polym13213767
Niazy D, Elsabbagh A, Ismail MR. Mono–Material 4D Printing of Digital Shape–Memory Components. Polymers. 2021; 13(21):3767. https://doi.org/10.3390/polym13213767
Chicago/Turabian StyleNiazy, Dalia, Ahmed Elsabbagh, and Mostafa R. Ismail. 2021. "Mono–Material 4D Printing of Digital Shape–Memory Components" Polymers 13, no. 21: 3767. https://doi.org/10.3390/polym13213767
APA StyleNiazy, D., Elsabbagh, A., & Ismail, M. R. (2021). Mono–Material 4D Printing of Digital Shape–Memory Components. Polymers, 13(21), 3767. https://doi.org/10.3390/polym13213767