
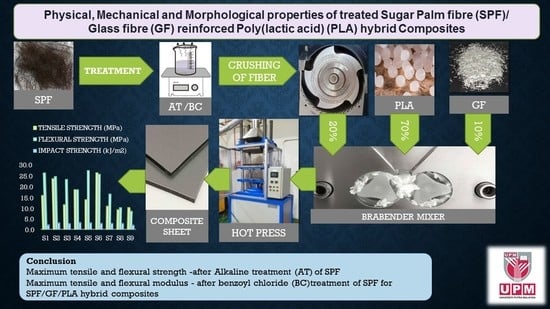
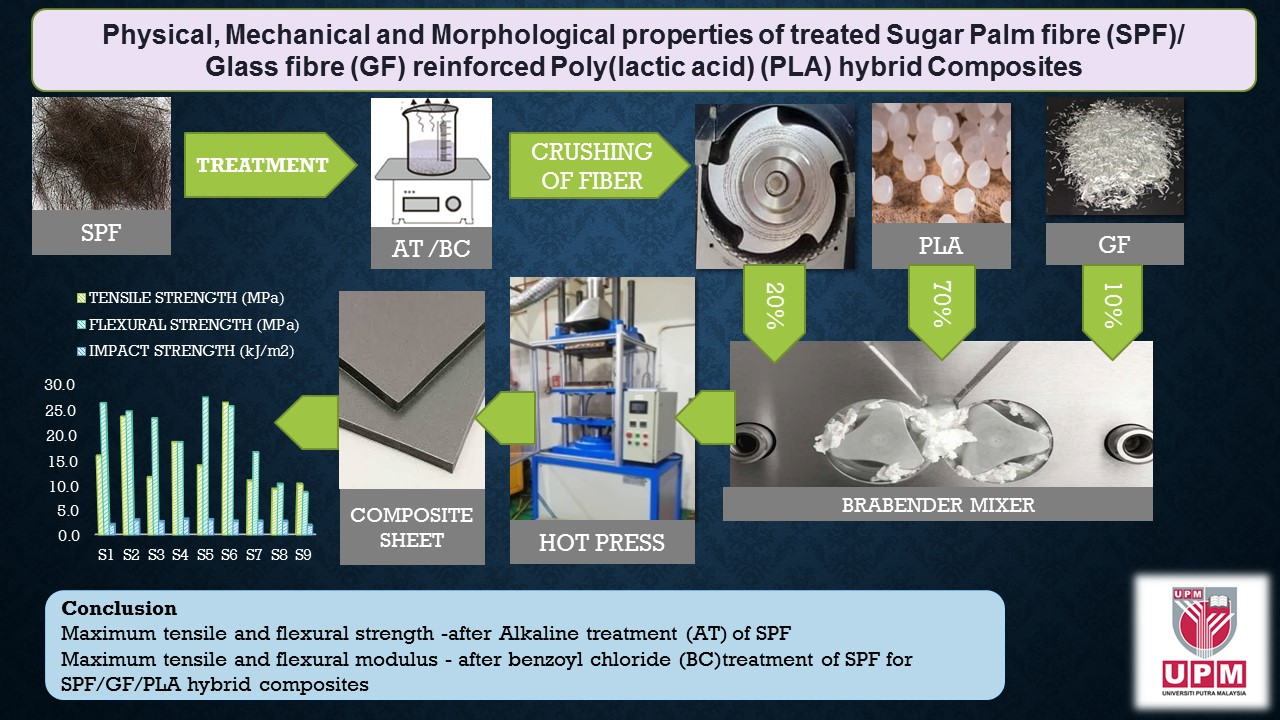
Physical, Mechanical, and Morphological Properties of Treated Sugar Palm/Glass Reinforced Poly(Lactic Acid) Hybrid Composites





Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
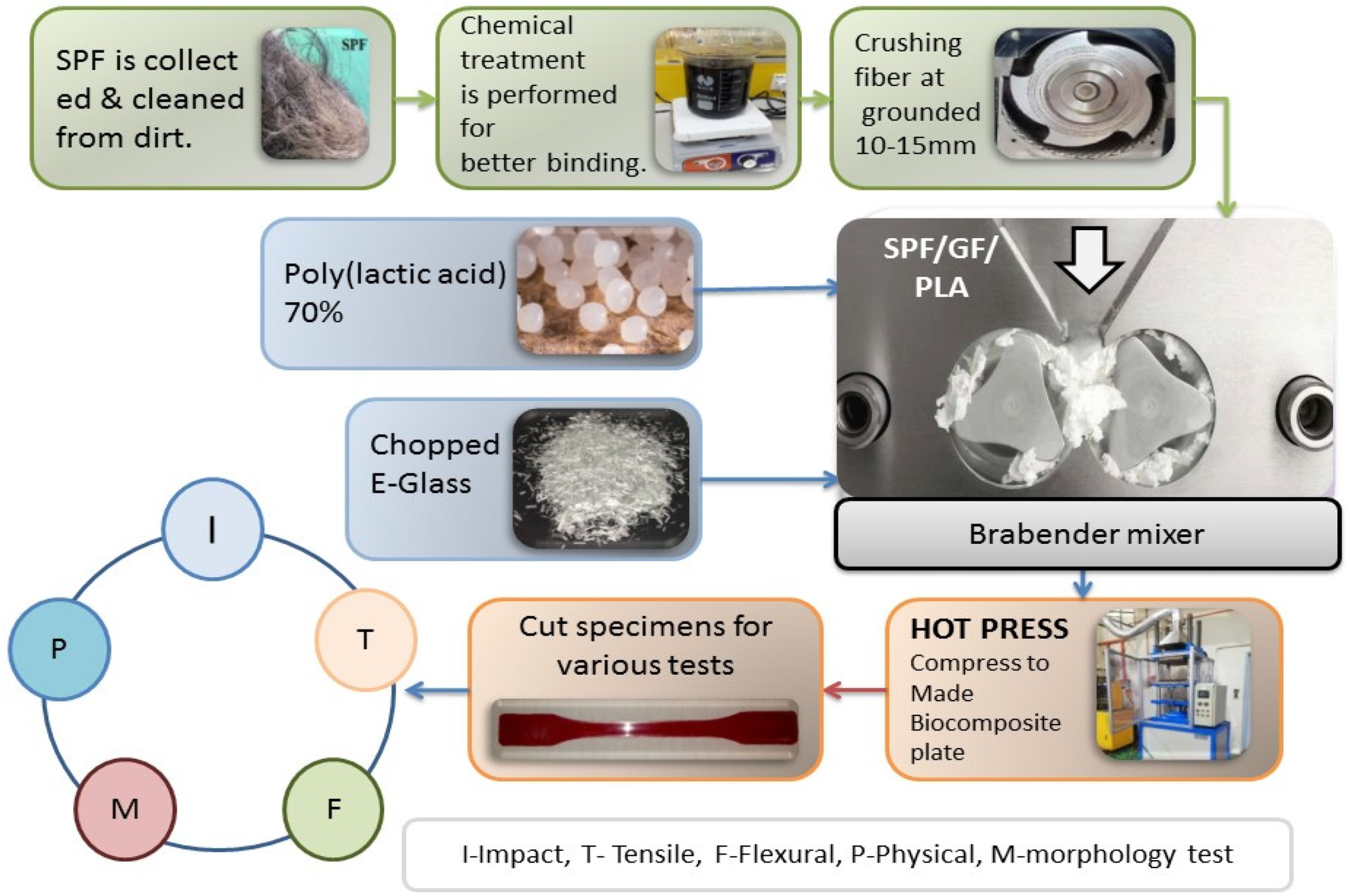
2.2. Preparation of Sugar Palm Fiber
2.3. Chemical Treatments
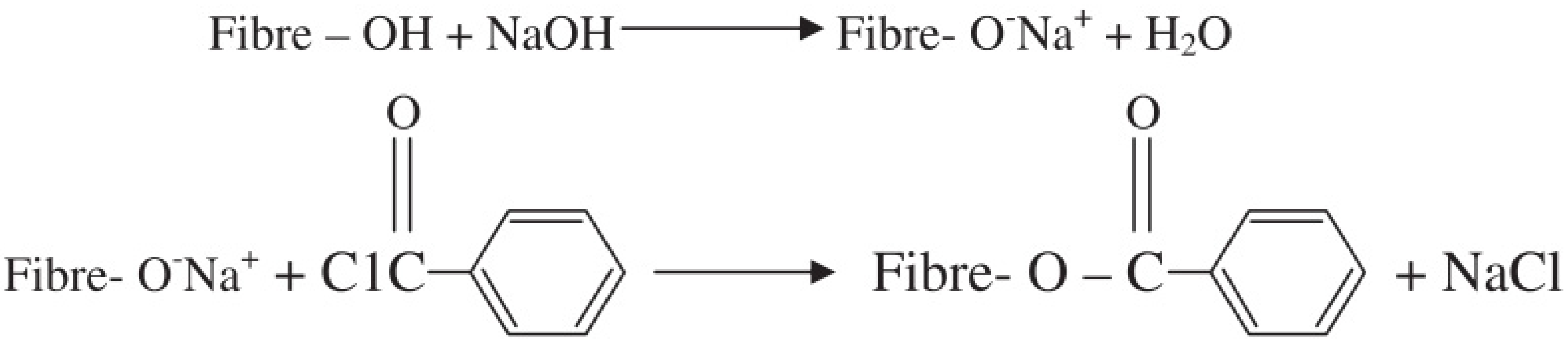
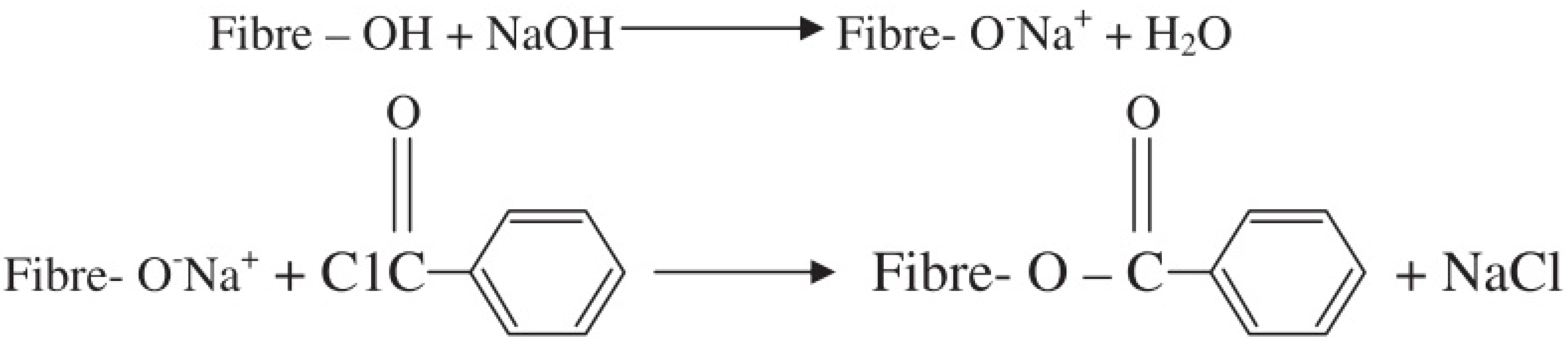
2.3.1. Alkaline Treatment
2.3.2. Benzoyl Chloride Treatment
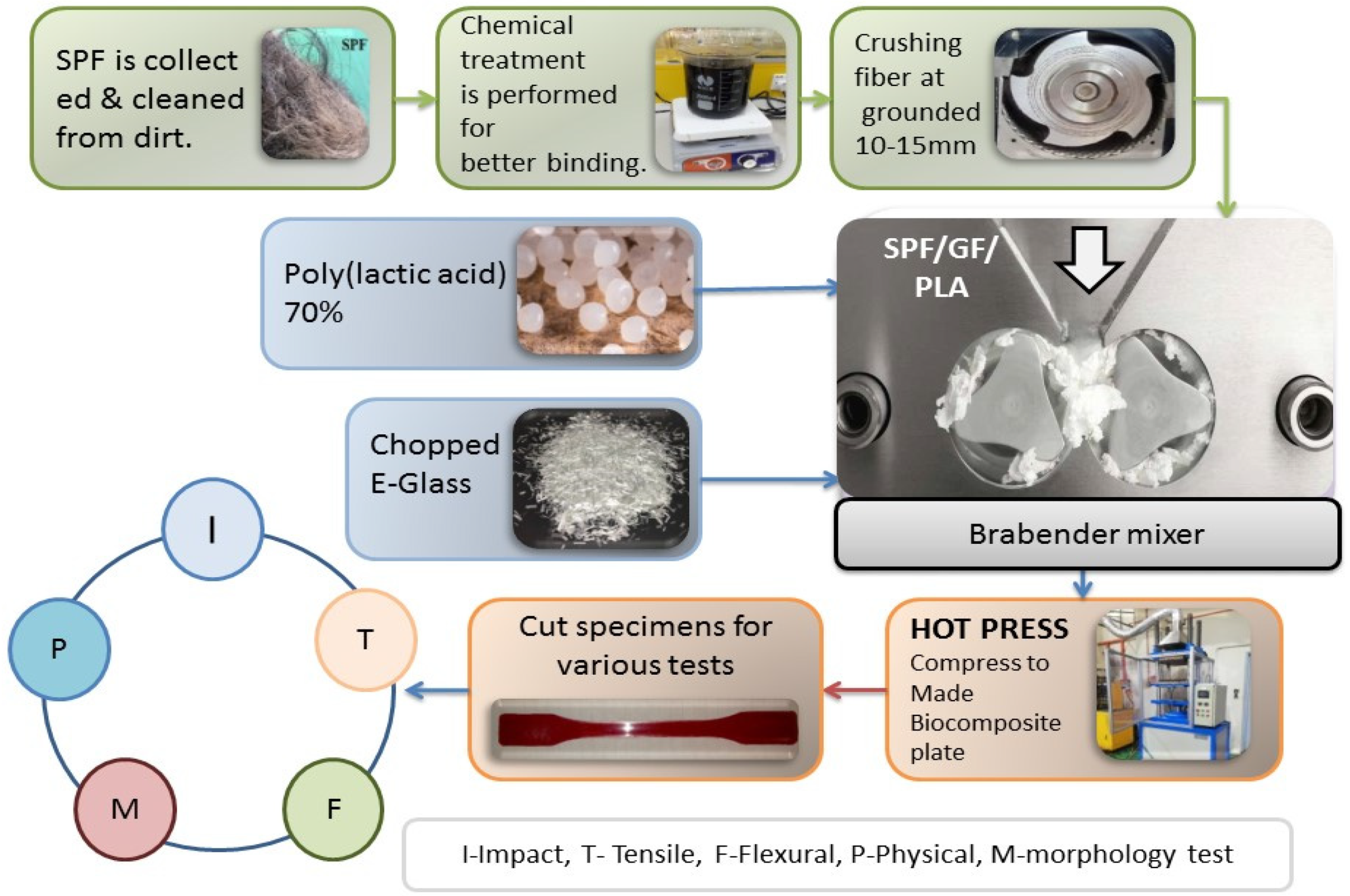
2.4. Fabrication of SPF/GF Reinforced PLA Hybrid Composites
3. Characteristics of SPF/PLA/GF Hybrid Composites
3.1. Density
3.2. Moisture Content
3.3. Water Absorption Test
3.4. Thickness Swelling
3.5. Tensile Test
3.6. Flexural Test
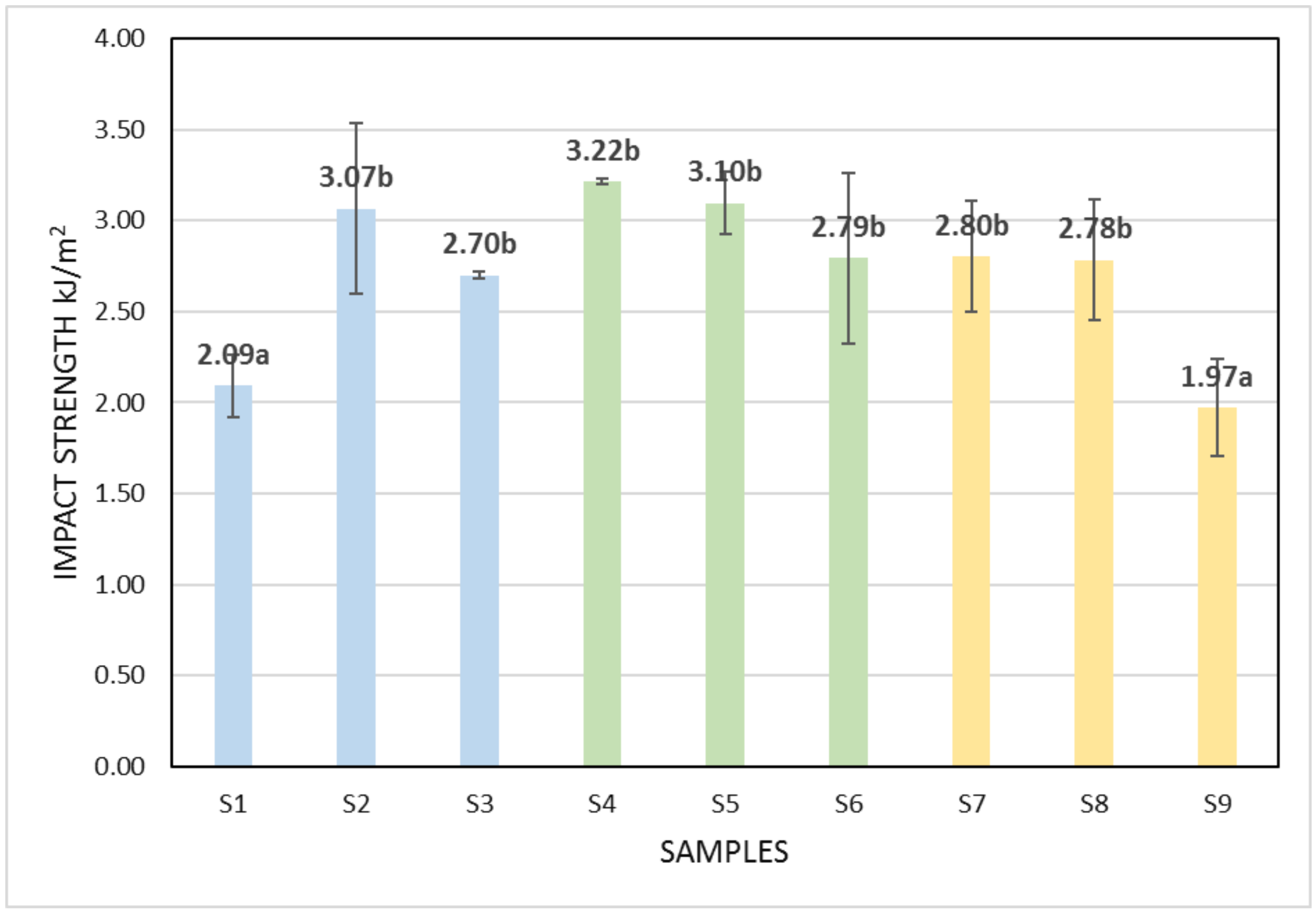
3.7. Impact Test
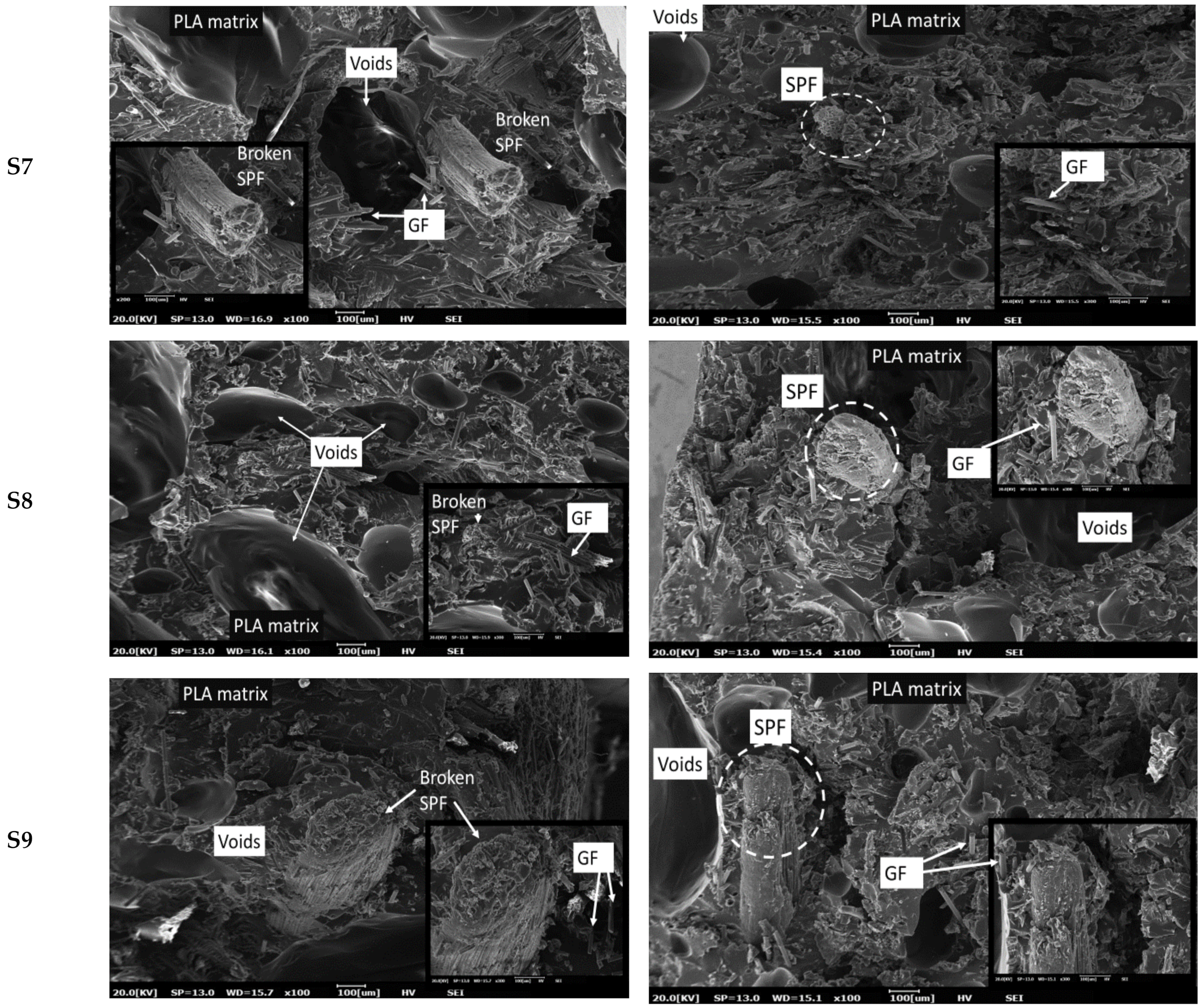
3.8. Morphological Investigations
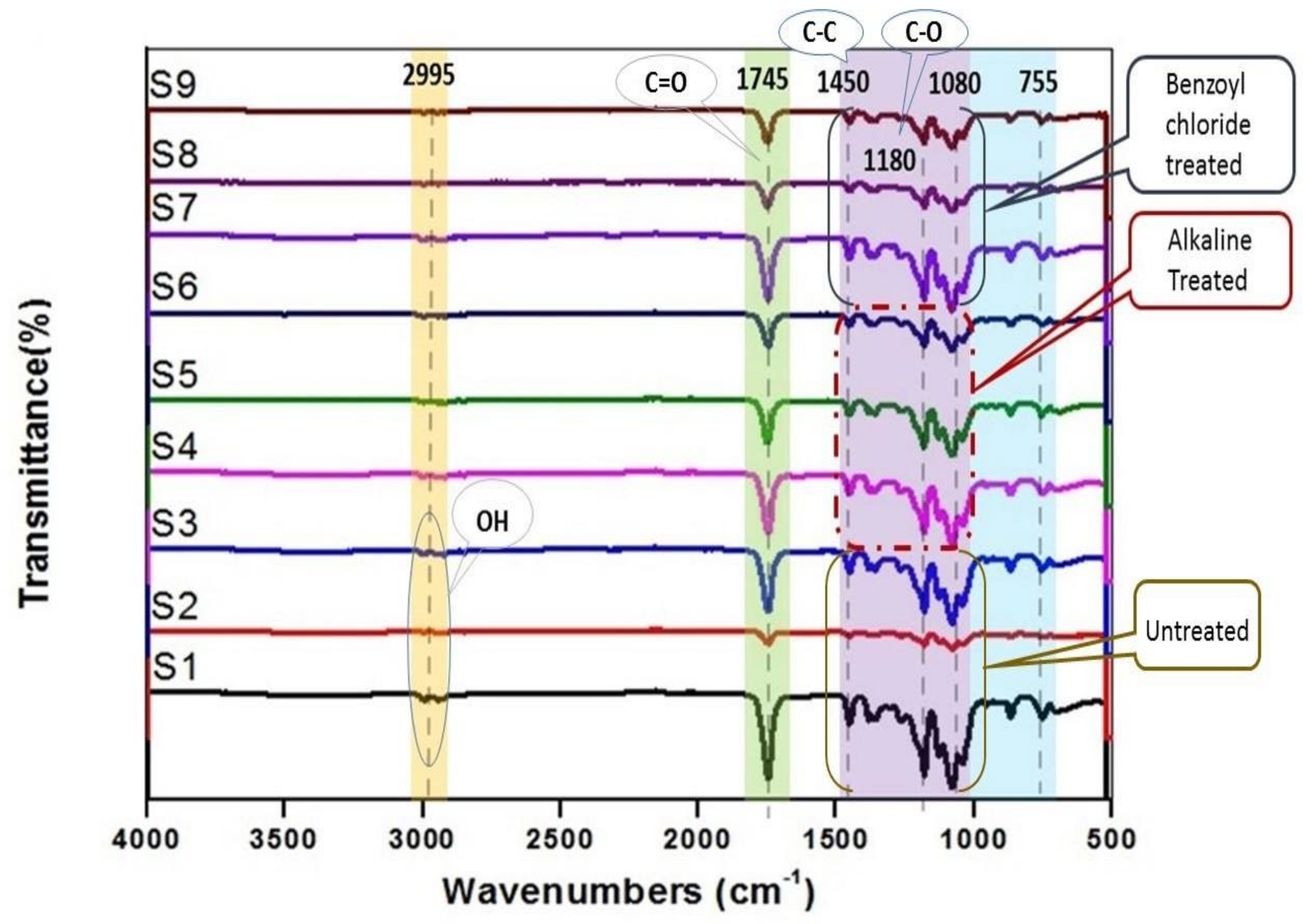
3.9. Fourier Transform Infrared (FTIR)
3.10. Statistical Analysis
4. Results and Discussion
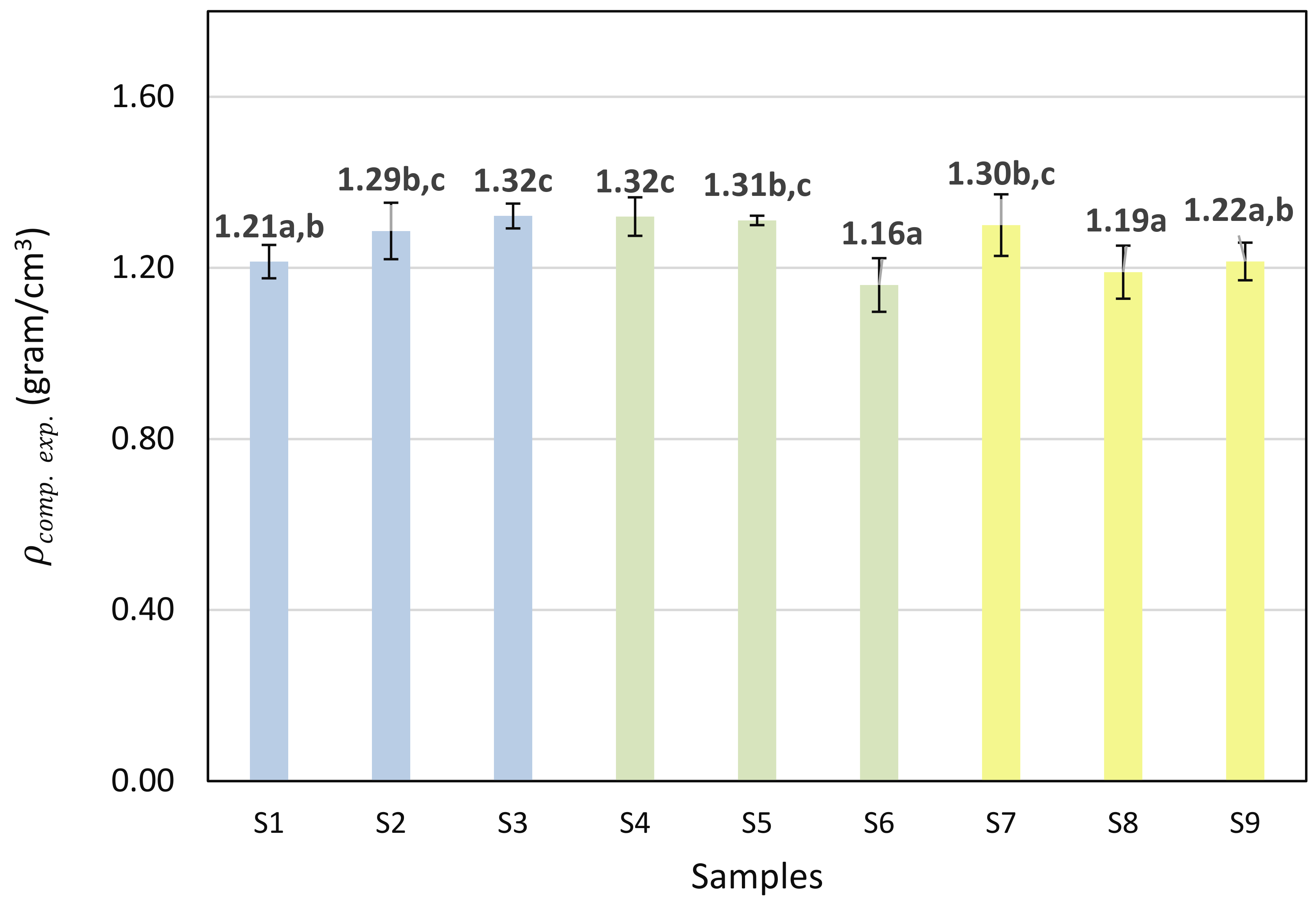
4.1. Density
4.2. Moisture and Void Contents
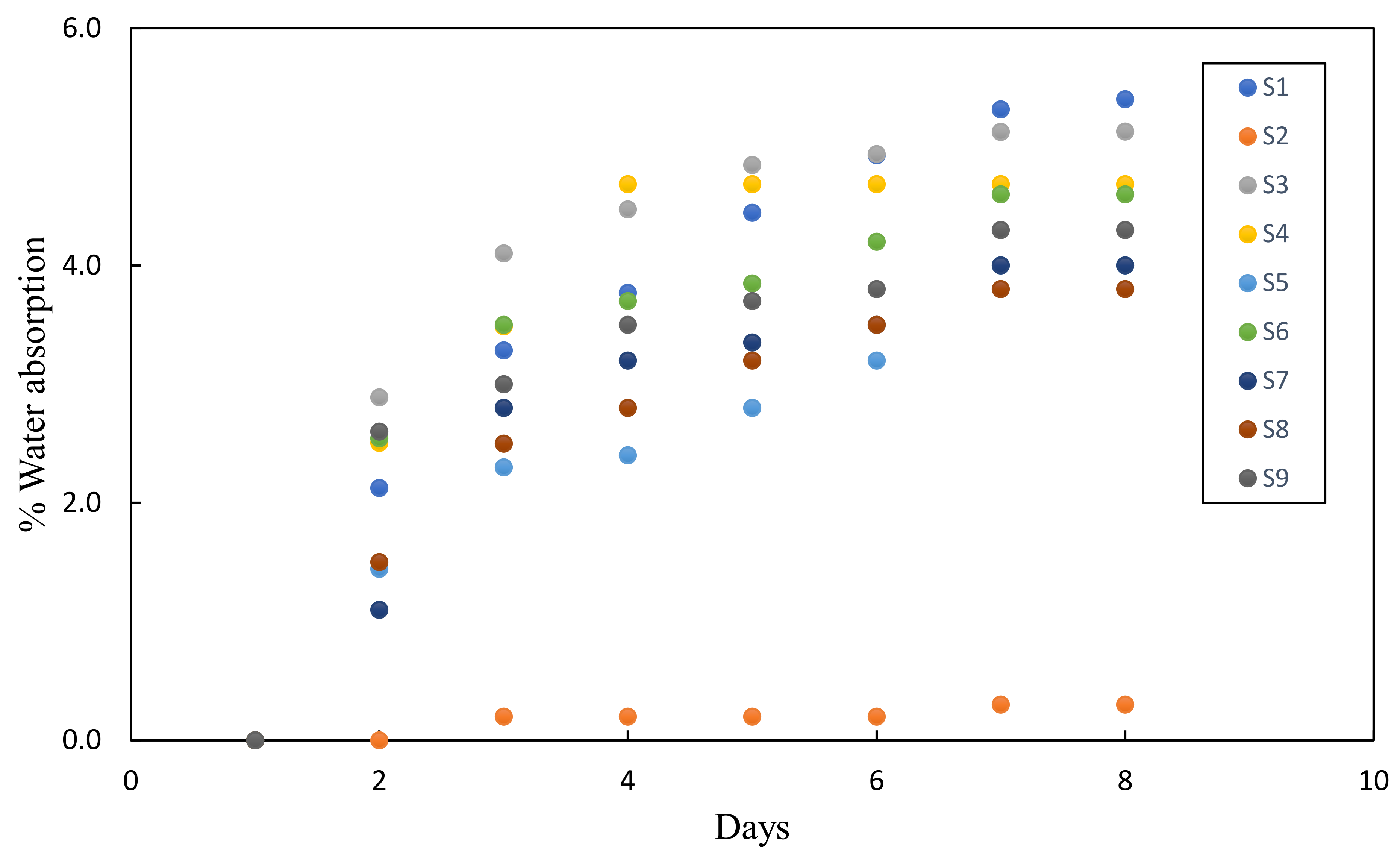
4.3. Water Absorption Analysis
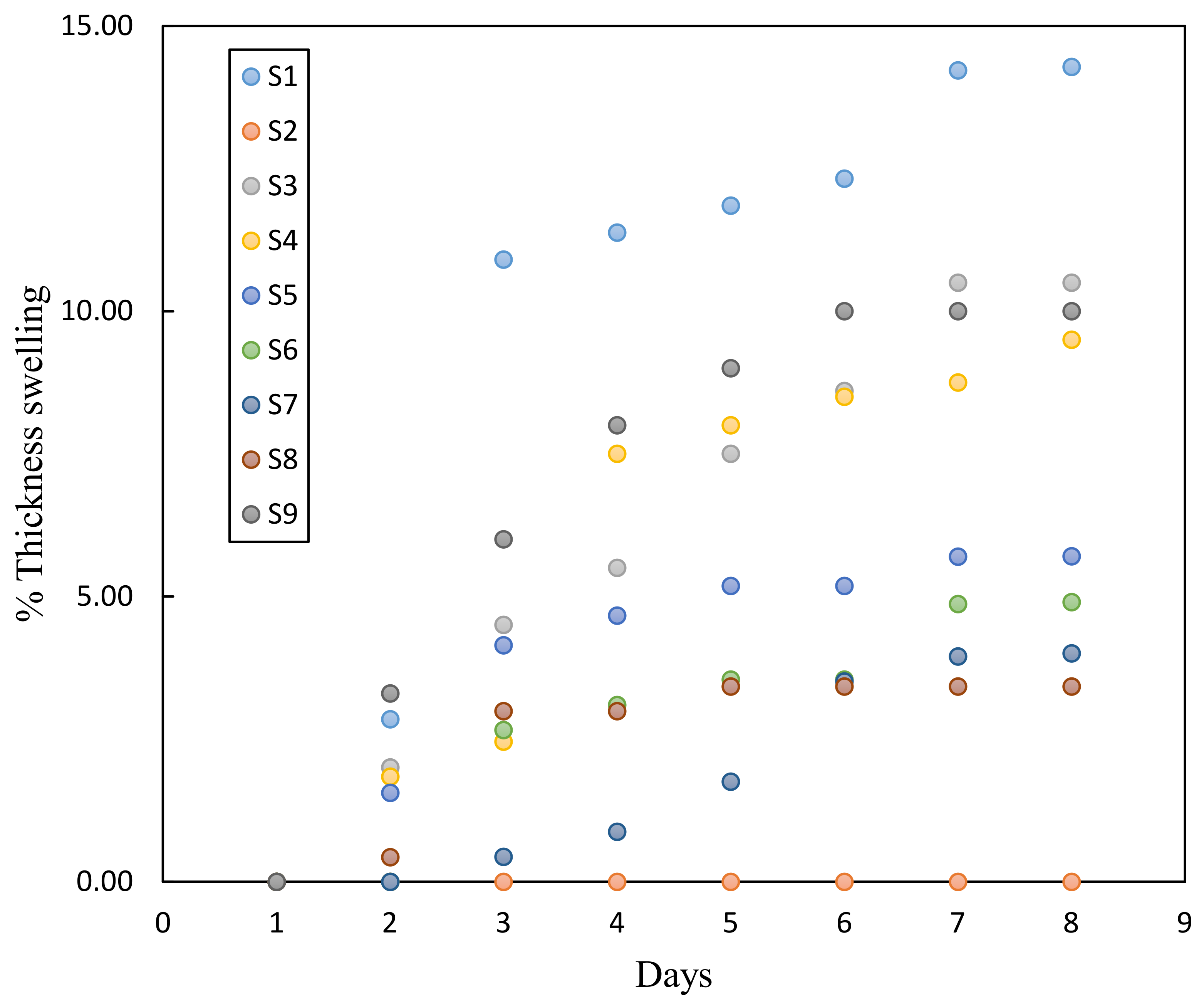
4.4. Thickness Swelling
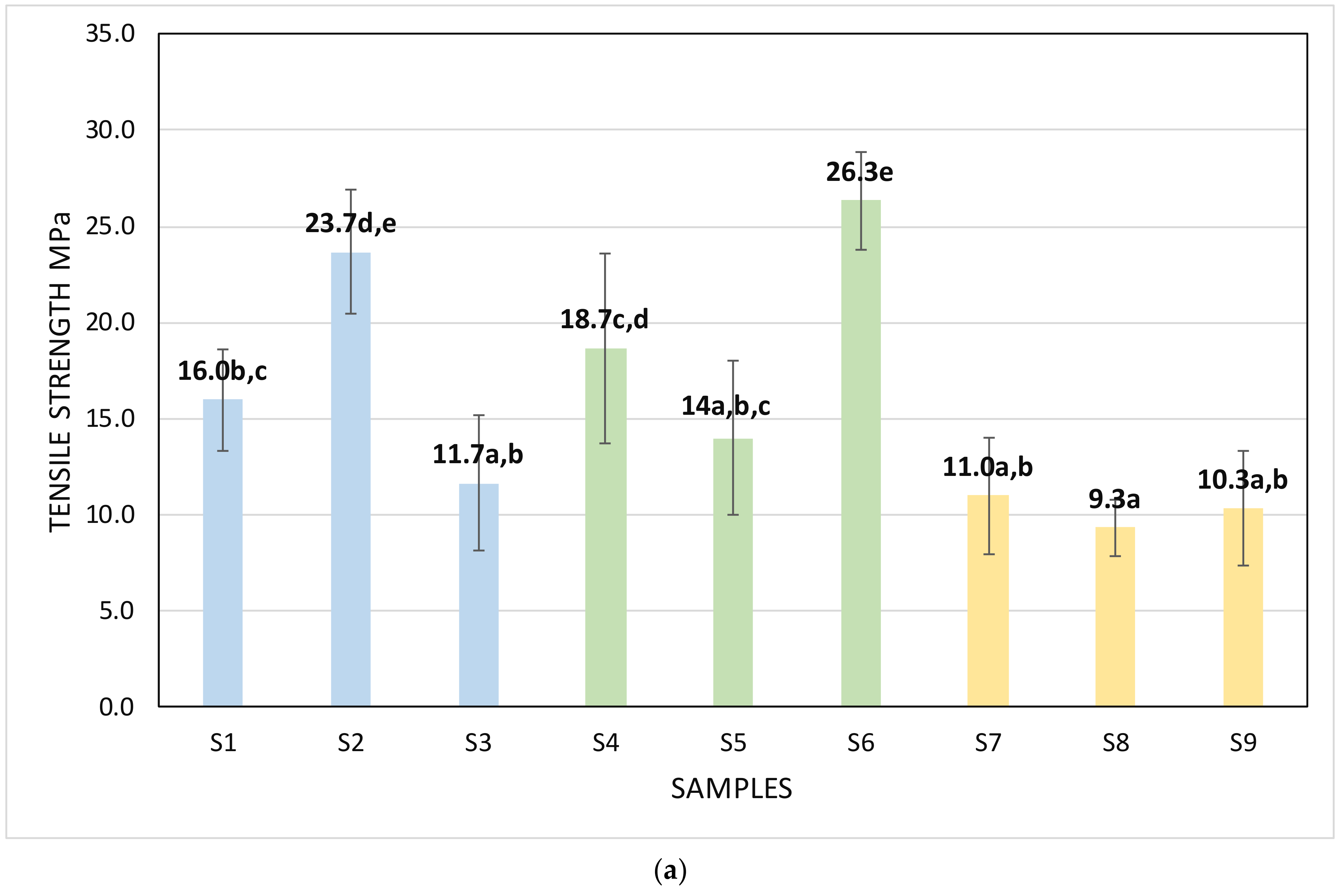
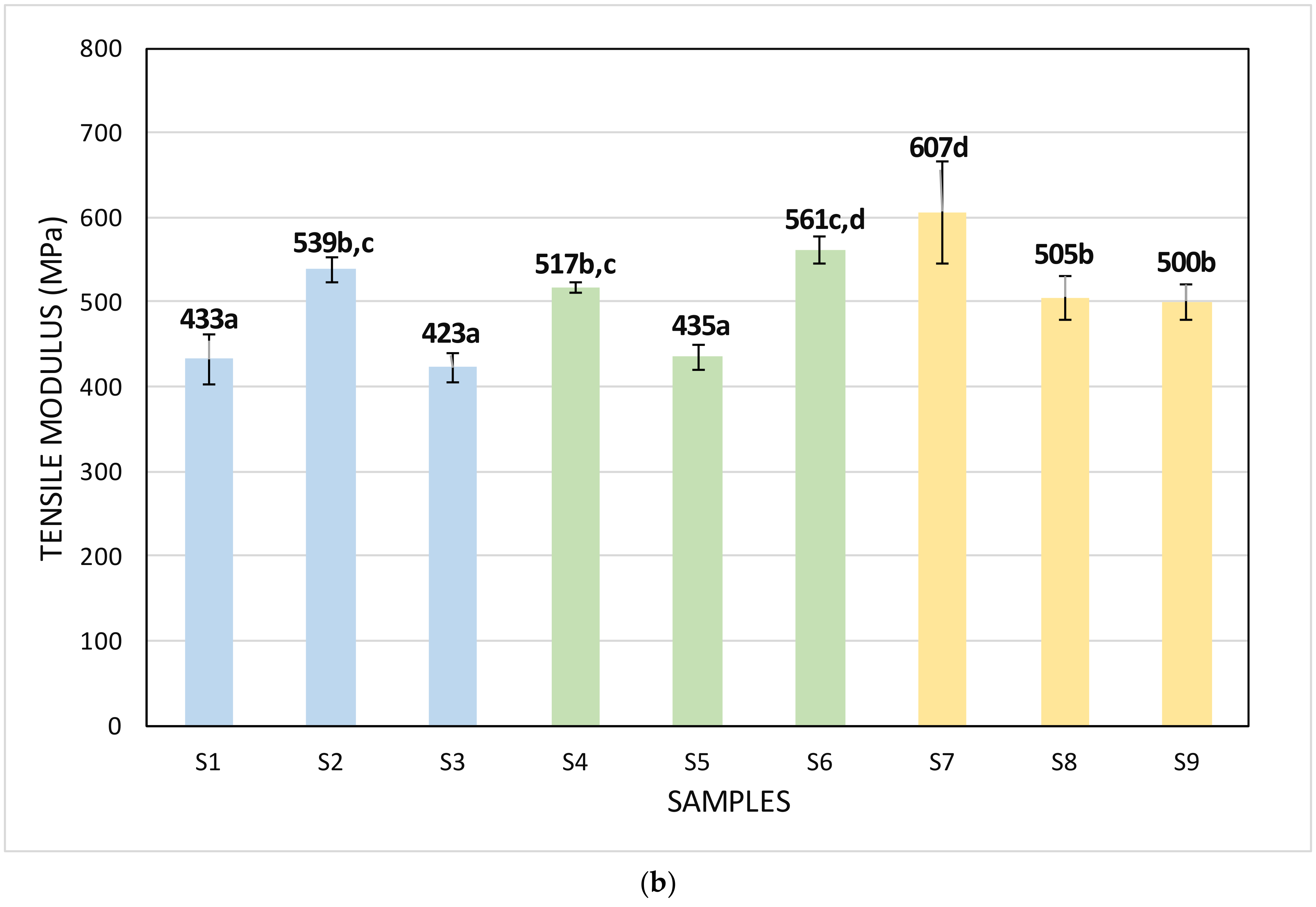
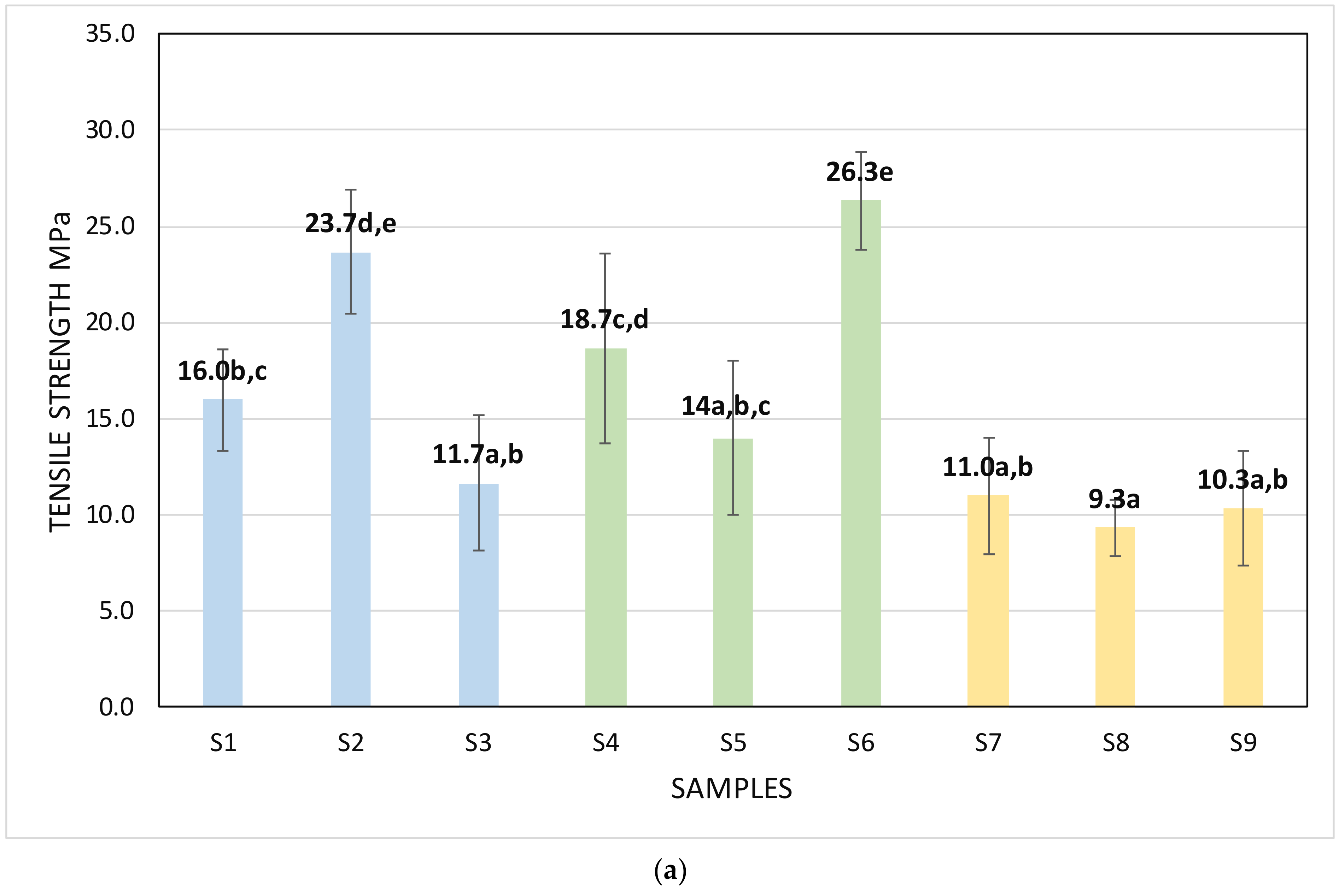
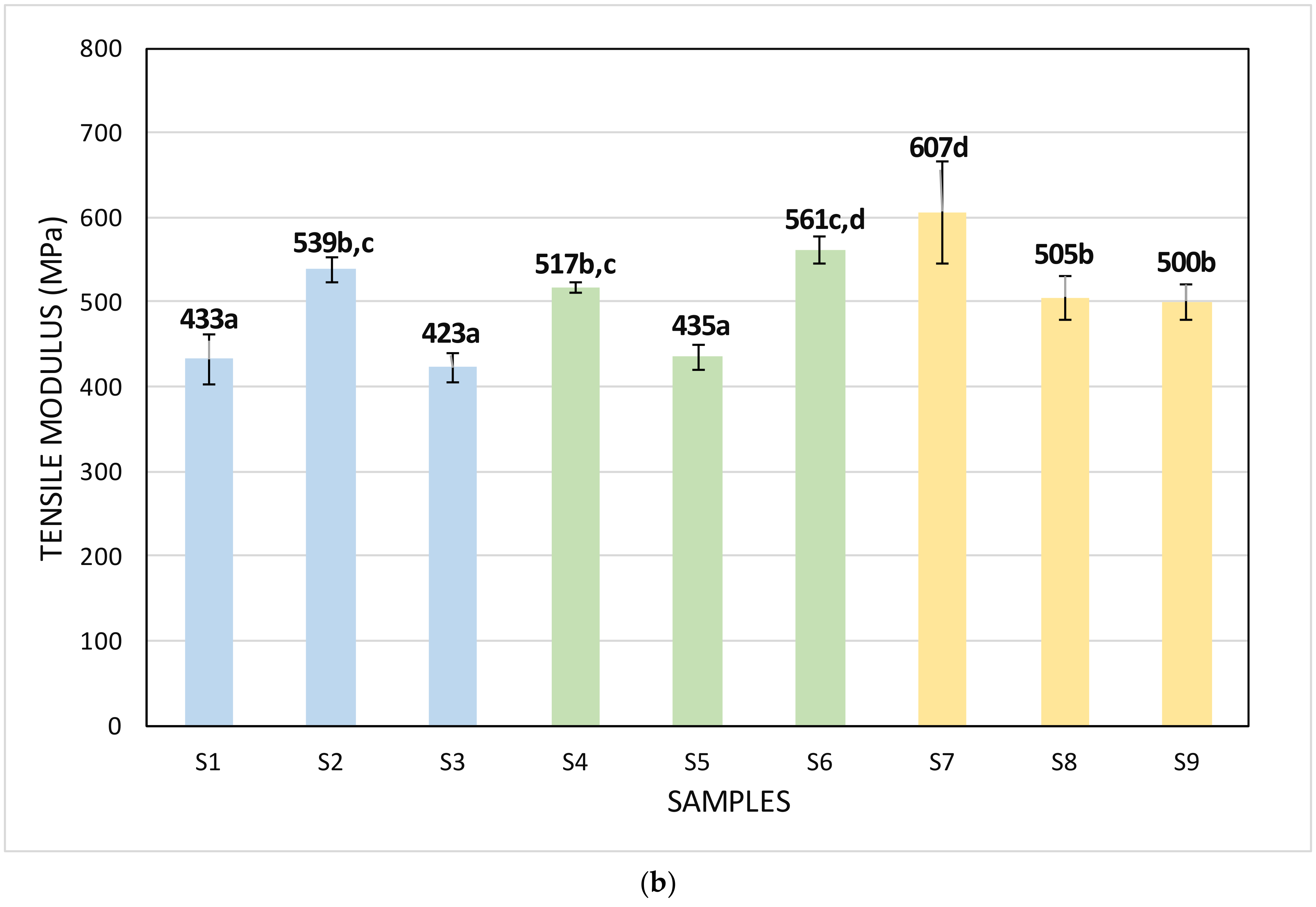
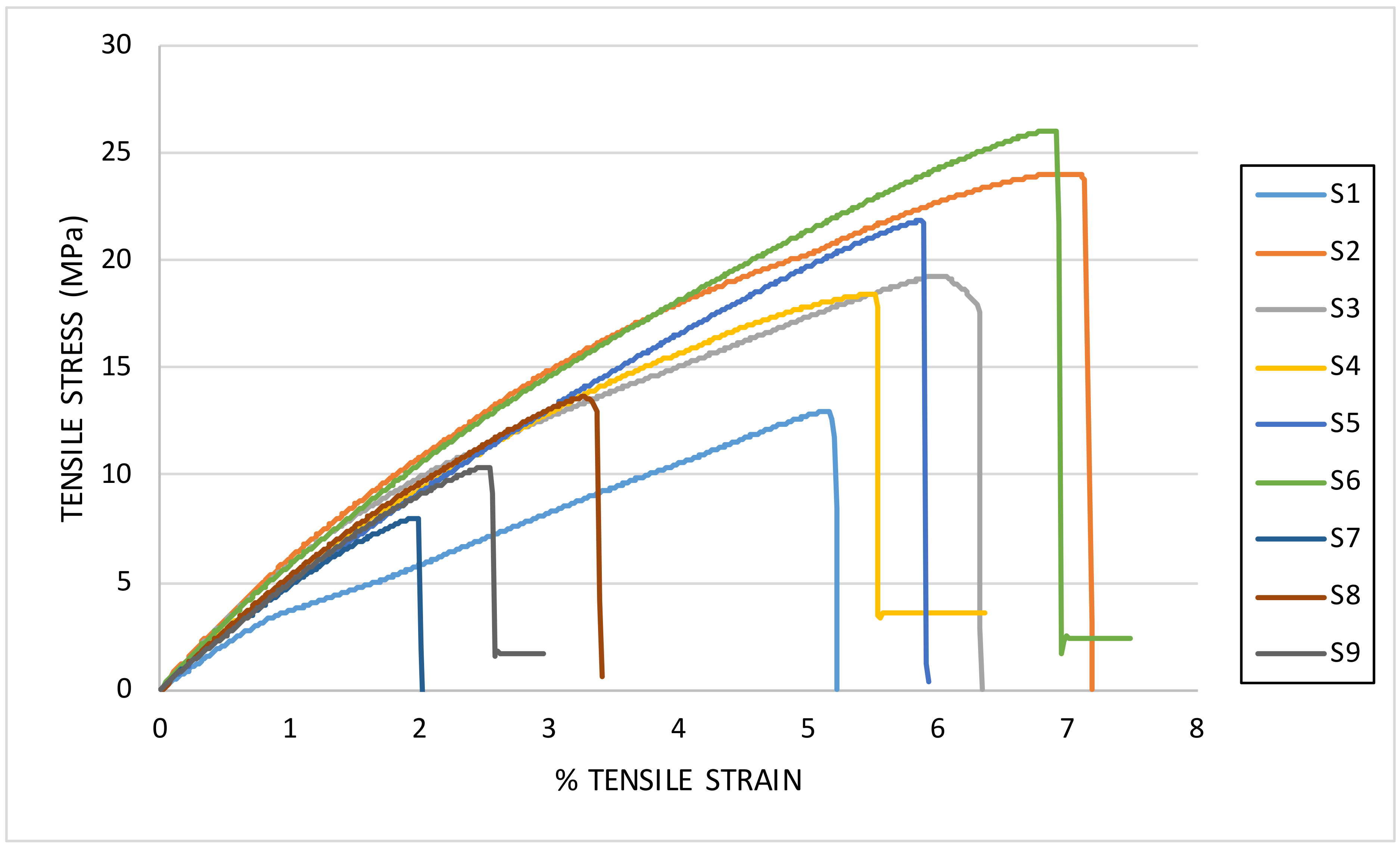
4.5. Tensile Testing
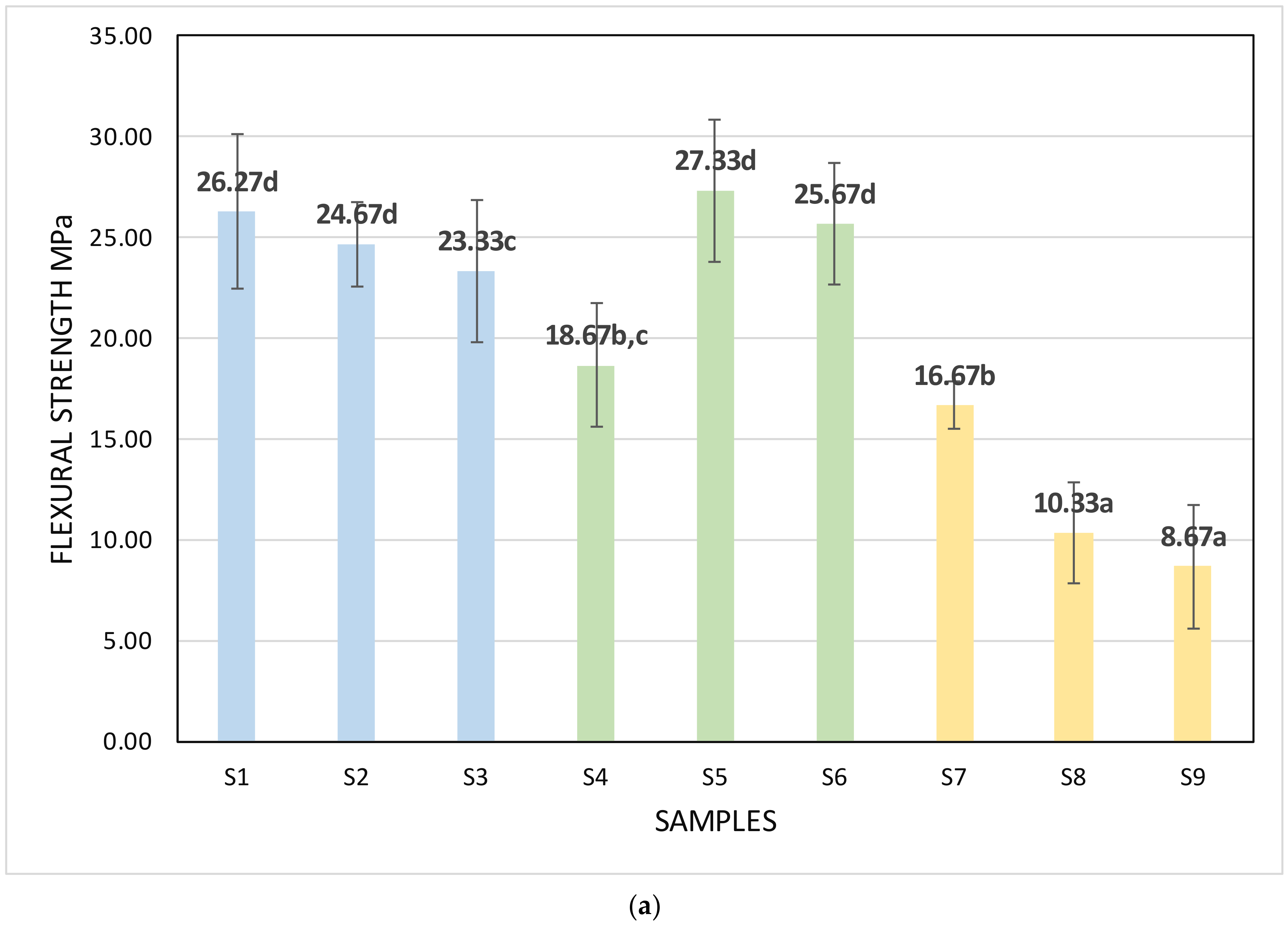
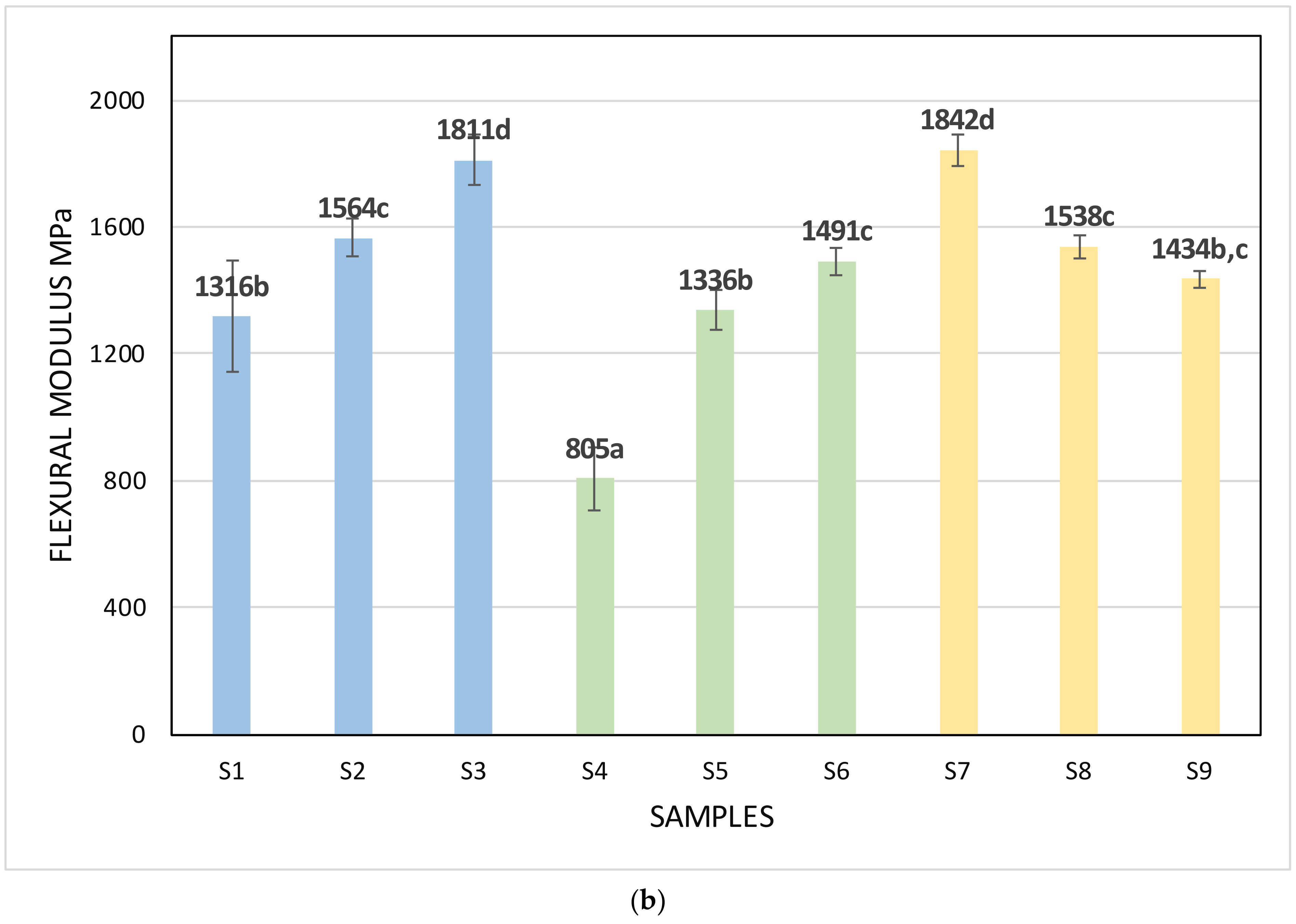
4.6. Flexural Testing
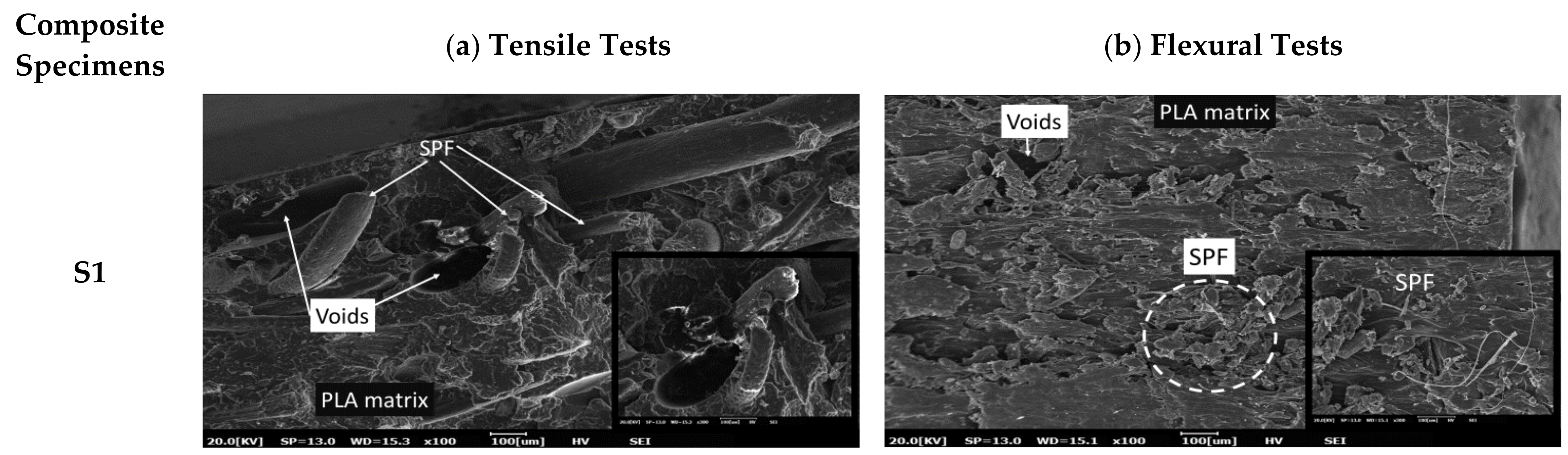
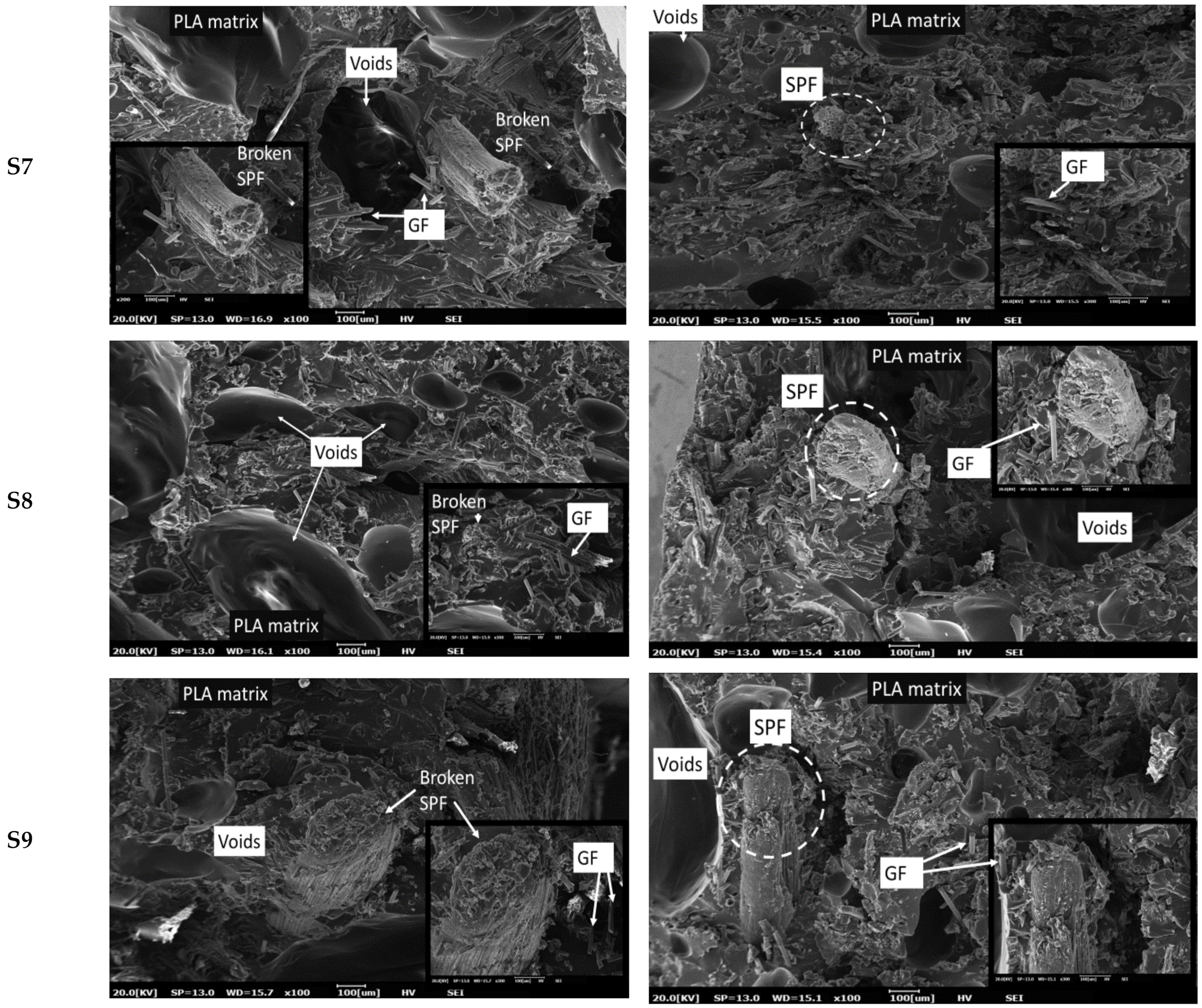
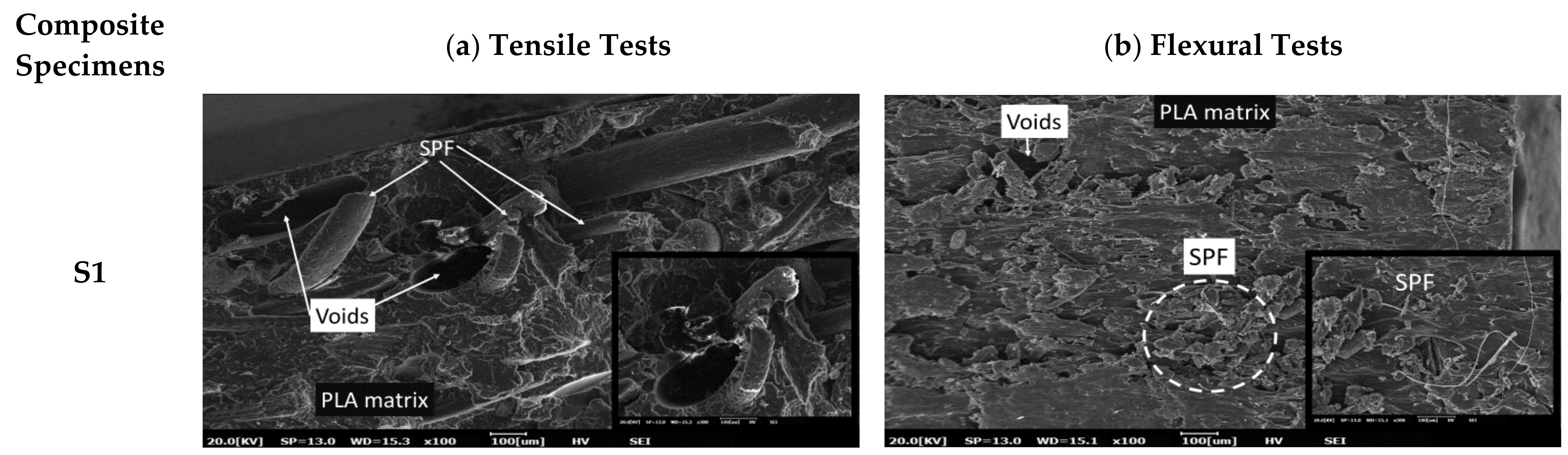
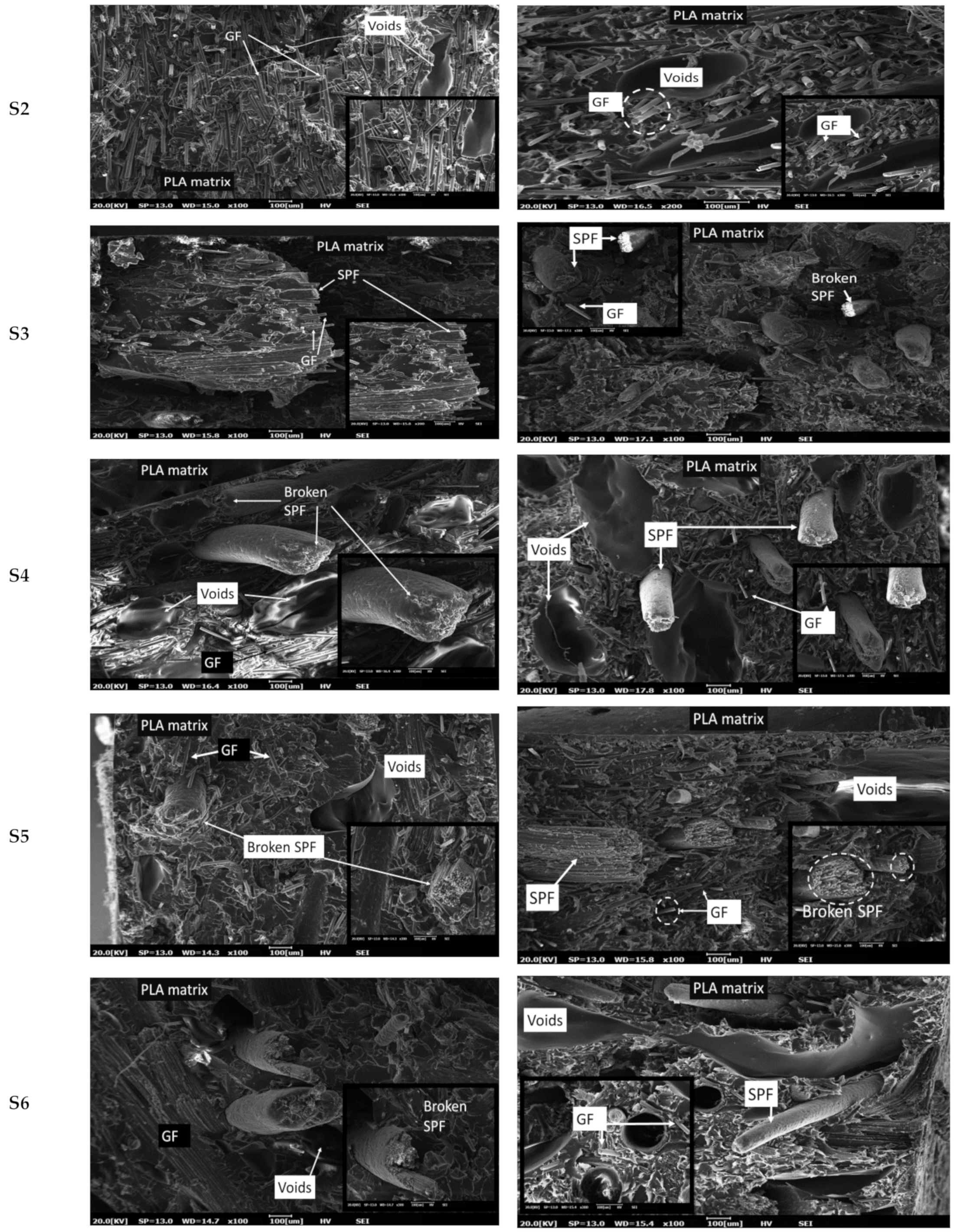
4.7. Morphological Investigations
4.8. Impact Testing
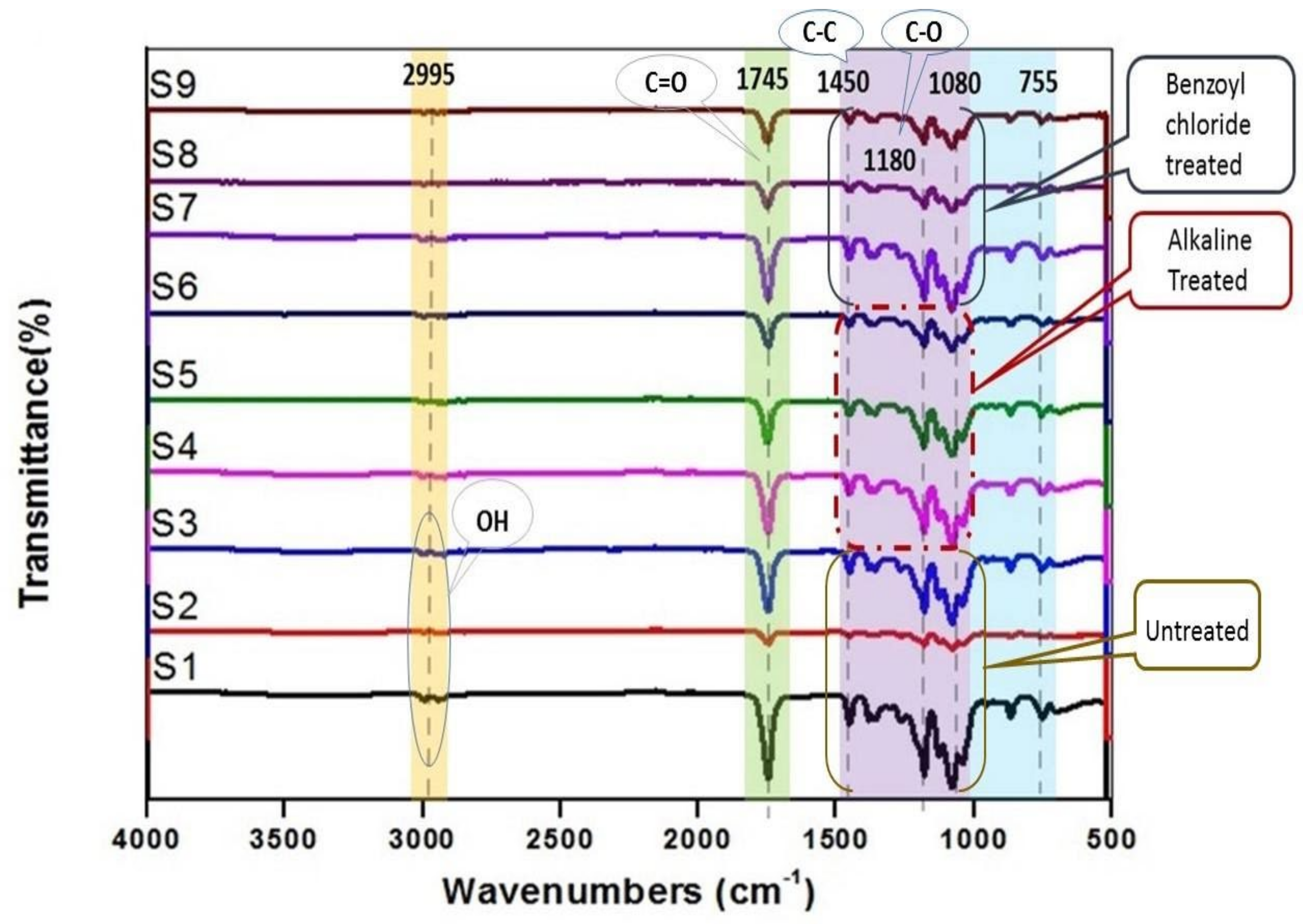
4.9. Fourier Transform Infrared (FTIR)
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sherwani, S.F.K.; Sapuan, S.M.; Leman, Z.; Zainuddin, E.S.; Ilyas, R.A. Chapter 15: Application of polymer composite materials in motorcycles: A comprehensive review. In Biocomposite and Synthetic Composites for Automotive Applications; Sapuan, S.M., Llyas, R.A., Eds.; Woodhead Publishing: Duxford, UK, 2021; pp. 401–426. [Google Scholar] [CrossRef]
- Tarique, J.; Sapuan, S.M.; Khalina, A.; Sherwani, S.F.K.; Yusuf, J.; Ilyas, R.A. Recent developments in sustainable arrowroot (Maranta arundinacea Linn) starch biopolymers, fibres, biopolymer composites and their potential industrial applications: A review. J. Mater. Res. Technol. 2021, 13, 1191–1219. [Google Scholar] [CrossRef]
- Atiqah, A.; Jawaid, M.; Sapuan, S.M.; Ishak, M.R. Effect of surface treatment on the mechanical properties of sugar palm/glass fibre-reinforced thermoplastic polyurethane hybrid composites. BioResources 2018, 13, 1174–1188. [Google Scholar] [CrossRef]
- Hazrati, K.Z.; Sapuan, S.M.; Zuhri, M.Y.M.; Jumaidin, R. Extraction and characterization of potential biodegradable materials based on Dioscorea hispida tubers. Polymers 2021, 13, 584. [Google Scholar] [CrossRef]
- Atiqah, A.; Maleque, M.A.; Jawaid, M.; Iqbal, M. Development of kenaf-glass reinforced unsaturated polyester hybrid composite for structural applications. Compos. Part B Eng. 2013, 56, 68–73. [Google Scholar] [CrossRef]
- Nazrin, A.; Sapuan, S.M.; Zuhri, M.Y.M.; Ilyas, R.; Syafiq, R.; Sherwani, S.F.K. Nanocellulose reinforced Thermoplastic Starch (TPS), Polylactic Acid (PLA), and Polybutylene Succinate (PBS) for food packaging applications. Front. Chem. 2020, 8, 213. [Google Scholar] [CrossRef] [PubMed]
- Siregar, J.; Zalinawati, M.; Cionita, T.; Rejab, M.; Mawarnie, I.; Jaafar, J.; Hamdan, M. Mechanical properties of hybrid sugar palm/ramie fibre reinforced epoxy composites. Mater. Today Proc. 2020, 46, 1729–1734. [Google Scholar] [CrossRef]
- Mukhtar, I.; Leman, Z.; Ishak, M.R.; Zainudin, E.S. Sugar palm fibre and its composites: A review of recent developments. BioResources 2016, 11, 10756–10782. [Google Scholar] [CrossRef] [Green Version]
- Ilyas, R.A.; Sapuan, S.M.; Ibrahim, R.; Abral, H.; Ishak, M.; Zainudin, E.; Asrofi, M.; Atikah, M.S.N.; Huzaifah, M.R.M.; Radzi, A.M.; et al. Sugar palm (Arenga pinnata (Wurmb.) Merr) cellulosic fibre hierarchy: A comprehensive approach from macro to nano scale. J. Mater. Res. Technol. 2019, 8, 2753–2766. [Google Scholar] [CrossRef]
- Ilyas, R.; Sapuan, S.; Atikah, M.; Asyraf, M.; Rafiqah, S.A.; Aisyah, H.; Nurazzi, N.M.; Norrrahim, M. Effect of hydrolysis time on the morphological, physical, chemical, and thermal behavior of sugar palm nanocrystalline cellulose (Arenga pinnata (Wurmb.) Merr). Text. Res. J. 2021, 91, 152–167. [Google Scholar] [CrossRef]
- Mukaffa, H.; Asrofi, M.; Sujito; Asnawi; Hermawan, Y.; Sumarji; Qoryah, R.D.H.; Sapuan, S.; Ilyas, R.; Atiqah, A. Effect of alkali treatment of piper betle fiber on tensile properties as biocomposite based polylactic acid: Solvent cast-film method. Mater. Today Proc. 2021. [Google Scholar] [CrossRef]
- Siva, R.; Valarmathi, T.; Samrot, A.V.; Jeevahan, J.J. Surface-modified and untreated Cissus quadrangularis reinforced polylactic composite. Curr. Res. Green Sustain. Chem. 2021, 4, 100121. [Google Scholar] [CrossRef]
- Bendourou, F.E.; Suresh, G.; Laadila, M.A.; Kumar, P.; Rouissi, T.; Dhillon, G.S.; Zied, K.; Brar, S.K.; Galvez, R. Feasibility of the use of different types of enzymatically treated cellulosic fibres for polylactic acid (PLA) recycling. Waste Manag. 2020, 121, 237–247. [Google Scholar] [CrossRef] [PubMed]
- Zhang, K.; Chen, Z.; Smith, L.M.; Hong, G.; Song, W.; Zhang, S. Polypyrrole-modified bamboo fiber/polylactic acid with enhanced mechanical, the antistatic properties and thermal stability. Ind. Crop. Prod. 2021, 162, 113227. [Google Scholar] [CrossRef]
- Ali, W.; Mehboob, A.; Han, M.-G.; Chang, S.-H. Novel biodegradable hybrid composite of polylactic acid (PLA) matrix reinforced by bioactive glass (BG) fibres and magnesium (Mg) wires for orthopaedic application. Compos. Struct. 2020, 245, 112322. [Google Scholar] [CrossRef]
- Rizvi, S.H.A.; Che, J.; Mehboob, A.; Zaheer, U.; Chang, S.-H. Experimental study on magnesium wire–polylactic acid biodegradable composite implants under in vitro material degradation and fatigue loading conditions. Compos. Struct. 2021, 272, 114267. [Google Scholar] [CrossRef]
- Azlin, M.N.M.; Sapuan, S.M.; Zainudin, E.S.; Zuhri, M.Y.M.; Ilyas, R.A. Natural polylactic acid based fibre composites: A review. In Advanced Processing, Properties and Applications of Starch and Other Bio-Based Polymers; Faris, M., L-Oqla, M.A., Sapuan, S.M., Eds.; Elsevier Inc.: Amsterdam, The Netherlands, 2020; pp. 21–34. [Google Scholar] [CrossRef]
- Mukhtar, I.; Leman, Z.; Zainudin, E.S.; Ishak, M.R. Hybrid and nonhybrid laminate composites of sugar palm and glass fibre-reinforced polypropylene: Effect of alkali and sodium bicarbonate treatments. Int. J. Polym. Sci. 2019, 2019, 1–12. [Google Scholar] [CrossRef]
- Asim, M.; Jawaid, M.; Abdan, K.; Ishak, M.R. Effect of alkali and silane treatments on mechanical and fibre-matrix bond strength of kenaf and pineapple leaf fibres. J. Bionic Eng. 2016, 13, 426–435. [Google Scholar] [CrossRef]
- Radzi, A.M.; Sapuan, S.M.; Jawaid, M.; Mansor, M.R. Effect of alkaline treatment on mechanical, physical and thermal properties of roselle/sugar palm fiber reinforced thermoplastic polyurethane hybrid composites. Fibers Polym. 2019, 20, 847–855. [Google Scholar] [CrossRef]
- Shukor, F.; Hassan, A.; Hasan, M.; Islam, S.; Mokhtar, M. PLA/Kenaf/APP Biocomposites: Effect of alkali treatment and Ammonium Polyphosphate (APP) on dynamic mechanical and morphological properties. Polym. Technol. Eng. 2014, 53, 760–766. [Google Scholar] [CrossRef] [Green Version]
- Nayak, S.; Mohanty, J. Erosion wear behavior of benzoyl chloride modified areca sheath fiber reinforced polymer composites. Compos. Commun. 2020, 18, 19–25. [Google Scholar] [CrossRef]
- Siakeng, R.; Jawaid, M.; Ariffin, H.; Sapuan, S.M.; Asim, M.; Saba, N. Natural fiber reinforced polylactic acid composites: A review. Polym. Compos. 2018, 40, 446–463. [Google Scholar] [CrossRef]
- Prabhu, L.; Krishnaraj, V.; Sathish, S.; Gokulkumar, S.; Karthi, N.; Rajeshkumar, L.; Balaji, D.; Vigneshkumar, N.; Elango, K. A review on natural fiber reinforced hybrid composites: Chemical treatments, manufacturing methods and potential applications. Mater. Today Proc. 2021, 45, 8080–8085. [Google Scholar] [CrossRef]
- Kabir, M.M.; Wang, H.; Lau, K.T.; Cardona, F. Chemical treatments on plant-based natural fibre reinforced polymer composites: An overview. Compos. Part B Eng. 2012, 43, 2883–2892. [Google Scholar] [CrossRef]
- Vijay, R.; Manoharan, S.; A, V.; Singaravelu, D.L.; Sanjay, M.R.; Siengchin, S. Characterization of raw and benzoyl chloride treated Impomea pes-caprae fibers and its epoxy composites. Mater. Res. Express 2019, 6, 095307. [Google Scholar] [CrossRef]
- Thiruchitrambalam, M.; Shanmugam, D. Influence of pre-treatments on the mechanical properties of palmyra palm leaf stalk fiber–polyester composites. J. Reinf. Plast. Compos. 2012, 31, 1400–1414. [Google Scholar] [CrossRef]
- Safri, S.N.; Sultan, M.T.; Saba, N.; Jawaid, M. Effect of benzoyl treatment on flexural and compressive properties of sugar palm/glass fibres/epoxy hybrid composites. Polym. Test. 2018, 71, 362–369. [Google Scholar] [CrossRef]
- Izwan, S.M.; Sapuan, S.; Zuhri, M.; Mohamed, A. Effects of benzoyl treatment on NaOH treated sugar palm fiber: Tensile, thermal, and morphological properties. J. Mater. Res. Technol. 2020, 9, 5805–5814. [Google Scholar] [CrossRef]
- Mishra, S.; Mohanty, A.; Drzal, L.; Misra, M.; Parija, S.; Nayak, S.; Tripathy, S. Studies on mechanical performance of biofibre/glass reinforced polyester hybrid composites. Compos. Sci. Technol. 2003, 63, 1377–1385. [Google Scholar] [CrossRef]
- Darshan, S.; Suresha, B. Effect of basalt fiber hybridization on mechanical properties of silk fiber reinforced epoxy composites. Mater. Today Proc. 2020, 43, 986–994. [Google Scholar] [CrossRef]
- Waghmare, P.M.; Bedmutha, P.G.; Sollapur, S.B. Investigation of effect of hybridization and layering patterns on mechanical properties of banana and kenaf fibers reinforced epoxy biocomposite. Mater. Today Proc. 2021, 1–5. [Google Scholar] [CrossRef]
- Venkatarajan, S.; Subbu, C.; Athijayamani, A.; Muthuraja, R. Mechanical properties of natural cellulose fibers reinforced polymer composites—2015–2020: A review. Mater. Today Proc. 2021, 47, 1017–1024. [Google Scholar] [CrossRef]
- Nurazzi, N.M.; Khalina, A.; Sapuan, S.; Ilyas, R.; Rafiqah, S.A.; Hanafee, Z. Thermal properties of treated sugar palm yarn/glass fiber reinforced unsaturated polyester hybrid composites. J. Mater. Res. Technol. 2019, 9, 1606–1618. [Google Scholar] [CrossRef]
- Afdzaluddin, A.; Maleque, A.; Iqbal, M. Synergistic effect on flexural properties of kenaf-glass hybrid composite. Adv. Mater. Res. 2013, 626, 989–992. [Google Scholar] [CrossRef]
- Afzaluddin, A.; Jawaid, M.; Salit, M.S.; Ishak, M.R. Physical and mechanical properties of sugar palm/glass fiber reinforced thermoplastic polyurethane hybrid composites. J. Mater. Res. Technol. 2019, 8, 950–959. [Google Scholar] [CrossRef]
- Atiqah, A.; Jawaid, M.; Sapuan, S.M.; Ishak, M.R. Mechanical and thermal properties of sugar palm fiber reinforced thermoplastic polyurethane composites: Effect of silane treatment and fiber loading. J. Renew. Mater. 2017, 1–16. [Google Scholar] [CrossRef]
- Atiqah, A.; Jawaid, M.; Sapuan, S.; Ishak, M.; Ansari, M.; Ilyas, R. Physical and thermal properties of treated sugar palm/glass fibre reinforced thermoplastic polyurethane hybrid composites. J. Mater. Res. Technol. 2019, 8, 3726–3732. [Google Scholar] [CrossRef]
- Sherwani, S.F.K.; Sapuan, S.M.; Leman, Z.; Zainudin, E.S.; Khalina, A. Physical, mechanical and morphological properties of sugar palm fiber reinforced polylactic acid composites. Fibers Polym. 2021, 1–11. [Google Scholar] [CrossRef]
- Sherwani, S.F.K.; Sapuan, S.; Leman, Z.; Zainudin, E.; Khalina, A. Effect of alkaline and benzoyl chloride treatments on the mechanical and morphological properties of sugar palm fiber-reinforced poly(lactic acid) composites. Text. Res. J. 2021. [Google Scholar] [CrossRef]
- Ilyas, R.; Sapuan, S.; Ishak, M.; Zainudin, E.S. Sugar palm nanofibrillated cellulose (Arenga pinnata (Wurmb.) Merr): Effect of cycles on their yield, physic-chemical, morphological and thermal behavior. Int. J. Biol. Macromol. 2019, 123, 379–388. [Google Scholar] [CrossRef]
- Jones, F.; Huff, N. Structure and properties of glass fibres. In Handbook of Tensile Properties of Textile and Technical Fibres; Chapter 15; Bunsell, A.R., Ed.; Woodhead Publishing Ltd., CRC Press: Washington, DC, USA, 2009; pp. 529–573. [Google Scholar] [CrossRef]
- Ilyas, R.; Sapuan, S.; Ishak, M. Isolation and characterization of nanocrystalline cellulose from sugar palm fibres (Arenga Pinnata). Carbohydr. Polym. 2018, 181, 1038–1051. [Google Scholar] [CrossRef]
- Ray, K.; Patra, H.; Swain, A.K.; Parida, B.; Mahapatra, S.; Sahu, A.; Rana, S. Glass/jute/sisal fiber reinforced hybrid polypropylene polymer composites: Fabrication and analysis of mechanical and water absorption properties. Mater. Today Proc. 2020, 33, 5273–5278. [Google Scholar] [CrossRef]
- ASTM International. ASTM. D792—13: Standard Test Methods for Density and Specific Gravity (Relative Density) of Plastics by Displacement; ASTM International: West Conshohocken, PA, USA, 2013; Volume 15, pp. 145–149. [Google Scholar] [CrossRef]
- ASTM International. ASTM D570 Standard Test Method for Water Absorption of Plastics; ASTM International: West Conshohocken, PA, USA, 2014; Volume 98, pp. 25–28. [Google Scholar] [CrossRef]
- ASTM International. ASTM Standard D638. Standard Test Method for Tensile Properties of Plastics; ASTM International: West Conshohocken, PA, USA, 2010. [Google Scholar] [CrossRef]
- ASTM International. ASTM. D790-03. Standard Test Method for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulation Materials; ASTM International: West Conshohocken, PA, USA, 2015; Volume 08.01, pp. 1–11. [Google Scholar] [CrossRef]
- ASTM International. ASTM Standard D256. Determining the Izod Pendulum Impact Resistance of Plastics; ASTM International: West Conshohocken, PA, USA, 2010; pp. 1–20. [Google Scholar] [CrossRef]
- Merlini, C.; Soldi, V.; Barra, G.M.D.O. Influence of fiber surface treatment and length on physico-chemical properties of short random banana fiber-reinforced castor oil polyurethane composites. Polym. Test. 2011, 30, 833–840. [Google Scholar] [CrossRef]
- Safri, S.N.A.; Sultan, M.T.H.; Shah, A.U.M. Characterization of benzoyl treated sugar palm/glass fibre hybrid composites. J. Mater. Res. Technol. 2020, 9, 11563–11573. [Google Scholar] [CrossRef]
- Radzi, A.; Sapuan, S.; Jawaid, M.; Mansor, M. Water absorption, thickness swelling and thermal properties of roselle/sugar palm fibre reinforced thermoplastic polyurethane hybrid composites. J. Mater. Res. Technol. 2019, 8, 3988–3994. [Google Scholar] [CrossRef]
- Hafidz, N.B.M.; Rehan, M.B.M.; Mokhtar, H.B. Effect of alkaline treatment on water absorption and thickness swelling of natural fibre reinforced unsaturated polyester composites. Mater. Today Proc. 2021. [Google Scholar] [CrossRef]
- Swain, P.T.R.; Das, S.N.; Jena, S.P. Manufacturing and study of thermo-mechanical behaviour of surface modified date palm leaf/glass fiber reinforced hybrid composite. Mater. Today Proc. 2018, 5, 18332–18341. [Google Scholar] [CrossRef]
- Majid, R.; Ismail, H.; Taib, R. Benzoyl chloride treatment of kenaf core powder: The effects on mechanical and morphological properties of PVC/ENR/kenaf core powder composites. Procedia Chem. 2016, 19, 803–809. [Google Scholar] [CrossRef] [Green Version]
- Majid, R.A.; Ismail, H.; Taib, R.M. Processing, tensile, and thermal studies of poly(Vinyl Chloride)/epoxidized natural rubber/kenaf core powder composites with benzoyl chloride treatment. Polym. Technol. Eng. 2018, 57, 1507–1517. [Google Scholar] [CrossRef]
- Devi, L.U.; Bhagawan, S.; Thomas, S. Polyester composites of short pineapple fiber and glass fiber: Tensile and impact properties. Polym. Compos. 2012, 16, 1–6. [Google Scholar] [CrossRef]
- Salisu, A.A.; Musa, H.; Yakasai, M.Y.; Aujara, K.M. Effects of chemical surface treatment on mechanical properties of sisal fibre unsaturated polyester reinforced composites. ChemSearch J. 2015, 6, 8–13. [Google Scholar]
- Sherwani, S.F.K.; Zainudin, E.S.; Sapuan, S.M.; Leman, Z.; Abdan, K. Mechanical properties of sugar palm (Arenga pinnata Wurmb. Merr)/glass fiber-reinforced poly(lactic acid) hybrid composites for potential use in motorcycle components. Polymers 2021, 13, 3061. [Google Scholar]
- Swain, P.T.R.; Biswas, S. Influence of fiber surface treatments on physico-mechanical behaviour of jute/epoxy composites impregnated with aluminium oxide filler. J. Compos. Mater. 2017, 51, 3909–3922. [Google Scholar] [CrossRef]
- Ilyas, R.; Sapuan, S.; Asyraf, M.; Dayana, D.; Amelia, J.; Rani, M.; Norrrahim, M.; Nurazzi, N.; Aisyah, H.; Sharma, S.; et al. Polymer composites filled with metal derivatives: A review of flame retardants. Polymers 2021, 13, 1701. [Google Scholar] [CrossRef]
- Ilyas, R.; Sapuan, S.; Harussani, M.; Hakimi, M.; Haziq, M.; Atikah, M.; Asyraf, M.; Ishak, M.; Razman, M.; Nurazzi, N.; et al. Polylactic Acid (PLA) biocomposite: Processing, additive manufacturing and advanced applications. Polymers 2021, 13, 1326. [Google Scholar] [CrossRef]
- Omran, A.A.B.; Mohammed, A.A.B.A.; Sapuan, S.M.; Ilyas, R.A.; Asyraf, M.R.M.; Koloor, S.S.R.; Petrů, M. Micro- and nanocellulose in polymer composite materials: A Review. Polymers 2021, 13, 231. [Google Scholar] [CrossRef] [PubMed]
- Nurazzi, N.; Asyraf, M.; Khalina, A.; Abdullah, N.; Aisyah, H.; Rafiqah, S.; Sabaruddin, F.; Kamarudin, S.; Norrrahim, M.; Ilyas, R.; et al. A review on natural fiber reinforced polymer composite for bullet proof and ballistic applications. Polymers 2021, 13, 646. [Google Scholar] [CrossRef]
- Nurazzi, N.M.; Asyraf, M.; Khalina, A.; Abdullah, N.; Sabaruddin, F.; Kamarudin, S.; Ahmad, S.; Mahat, A.; Lee, C.; Aisyah, H.; et al. Fabrication, functionalization, and application of carbon nanotube-reinforced polymer composite: An overview. Polymers 2021, 13, 1047. [Google Scholar] [CrossRef]
- Suriani, M.; Rapi, H.; Ilyas, R.; Petrů, M.; Sapuan, S. Delamination and manufacturing defects in natural fiber-reinforced hybrid composite: A review. Polymers 2021, 13, 1323. [Google Scholar] [CrossRef]
- Jumaidin, R.; Diah, N.; Ilyas, R.; Alamjuri, R.; Yusof, F. Processing and characterisation of banana leaf fibre reinforced thermoplastic cassava starch composites. Polymers 2021, 13, 1420. [Google Scholar] [CrossRef] [PubMed]
- Suriani, M.; Radzi, F.; Ilyas, R.; Petrů, M.; Sapuan, S.; Ruzaidi, C. Flammability, tensile, and morphological properties of oil palm empty fruit bunches fiber/pet yarn-reinforced epoxy fire retardant hybrid polymer composites. Polymers 2021, 13, 1282. [Google Scholar] [CrossRef] [PubMed]
- Ilyas, R.; Sapuan, S.M.; Ishak, M.R.; Zainudin, E.S. Effect of delignification on the physical, thermal, chemical, and structural properties of sugar palm fibre. BioResources 2017, 12, 8734–8754. [Google Scholar] [CrossRef]
- Hazrati, K.; Sapuan, S.; Zuhri, M.; Jumaidin, R. Effect of plasticizers on physical, thermal, and tensile properties of thermoplastic films based on Dioscorea hispida starch. Int. J. Biol. Macromol. 2021, 185, 219–228. [Google Scholar] [CrossRef] [PubMed]
- Bachtiar, D.; Salit, M.S.; Zainuddin, E.; Abdan, K.; Dahlan, K.Z.H.M. Effects of alkaline treatment and a compatibilizing agent on tensile properties of sugar palm fibrereinforced high impact polystyrene composites. BioResources 2011, 6, 4815–4823. [Google Scholar] [CrossRef]
- Bakar, N.H.; Hyie, K.M.; Jumahat, A.; Kalam, A.; Salleh, Z.; Aidah, J. Effect of alkaline treatment on tensile and impact strength of kenaf/kevlar hybrid composites. Appl. Mech. Mater. 2015, 763, 3–8. [Google Scholar] [CrossRef]
- Syafiq, R.M.O.; Sapuan, S.M.; Zuhri, M.R.M. Effect of cinnamon essential oil on morphological, flammability and thermal properties of nanocellulose fibre–reinforced starch biopolymer composites. Nanotechnol. Rev. 2020, 9, 1147–1159. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Liquidus Temp. (°C) | 1140 |
| Fiberising temp. (°C) | 1200 |
| Tensile strength at 25 °C (GPa) | 3.7 |
| Tensile modulus (GPa) | 76 |
| Density (g/cm3) | 2.53 |
| Refractive index | 1.550 |
| Volume resistivity (Ωcm) | 1015 |
| Dielectric constant at 25 °C and 106 Hz | 6.6 |
| Loss tangent at 25 °C and 1010 Hz (10−3) | 3.9 |
| Cellulose (%) | Hemi-Cellulose (%) | Holo-Cellulose (%) | Lignin (%) | Extractive (%) | Ash (%) | References | |
|---|---|---|---|---|---|---|---|
| SPF | 43.88 | 7.24 | 51.12 | 33.24 | 2.73 | 1.01 | [9] |
| Alkaline treated SPF (5% w/v NaOH solution) | 82.33 | 3.97 | 86.3 | 0.06 | - | 0.72 | [43] |
| No. of Samples | Matrix | Reinforcement | ||
|---|---|---|---|---|
| PLA (wt %) | SPF | GF (wt %) | ||
| Treatment | (wt %) | |||
| S1 | 70 | - | 30 | 0 |
| S2 | 70 | - | 0 | 30 |
| S3 | 70 | - | 15 | 15 |
| S4 | 70 | 6% NaOH | 10 | 20 |
| S5 | 70 | 6% NaOH | 15 | 15 |
| S6 | 70 | 6% NaOH | 20 | 10 |
| S7 | 70 | 15 min BC | 10 | 20 |
| S8 | 70 | 15 min BC | 15 | 15 |
| S9 | 70 | 15 min BC | 20 | 10 |
| Composite Specimens | Moisture Contents | (gr/cm3) | Void Contents | |
|---|---|---|---|---|
| S1 | 1.79% | 1.23 | 1.21 ± 0.039 a,b | 1.94% |
| S2 | 0.75% | 1.40 | 1.29 ± 0.066 b,c | 7.9% |
| S3 | 0% | 1.34 | 1.32 ± 0.029 c | 1.63% |
| S4 | 1.24% | 1.38 | 1.32 ± 0.045 c | 3.93% |
| S5 | 2.09% | 1.34 | 1.31 ± 0.011 b,c | 2.45% |
| S6 | 1.07% | 1.30 | 1.16 ± 0.062 a | 1.5% |
| S7 | 1.29% | 1.38 | 1.30 ± 0.072 b,c | 7.5% |
| S8 | 0% | 1.34 | 1.19 ± 0.062 a | 9.7% |
| S9 | 0% | 1.30 | 1.22 ± 0.044 a,b | 6.5% |
| Composite Specimens | Tensile Strength (MPa) | Tensile Modulus (MPa) | Flexural Strength (MPa) | Flexural Modulus (MPa) | Impact Strength (kJ/m2) | References |
|---|---|---|---|---|---|---|
| SP30 | 13.70 | - | 26.65 | - | 1.99 | [40] |
| SA | 17.83 ± 2.43 | 431 ± 43 | 32.34 ± 2.92 | 1209 ± 258 | 4.39 | [41] |
| SB | 7.01 ± 0.8 | 602 ± 7 | 6.07 ± 0.83 | 863 ± 106 | 2.39 | [41] |
| S1 | 16.0 ± 2.64 b,c | 433 ± 30 a | 26.3 ± 3.85 d | 1316 ± 175 b | 2.09 ± 0.15 a | Current study |
| S2 | 23.7 ± 3.21 d,e | 539 ± 14 b,c | 24.7 ± 2.08 d | 1564 ± 60 c | 3.07 ± 0.2 b | Current study |
| S3 | 11.7 ± 3.51 a,b | 423 ± 16 a | 23.3 ± 3.51 c | 1811 ± 80 d | 2.70 ± 0.10 b | Current study |
| S4 | 18.7 ± 4.93 c,d | 517 ± 7 b,c | 18.7 ± 3.05 b,c | 805 ± 100 a | 3.22 ± 0.10 b | Current study |
| S5 | 14.0 ± 4.00 a,b,c | 435 ± 15 a | 27.3 ± 3.52 d | 1336 ± 64 b | 3.10 ± 0.14 b | Current study |
| S6 | 26.3 ± 2.51 e | 561 ± 16 c,d | 25.7 ± 3.05 d | 1491 ± 45 c | 2.79 ± 0.39 b | Current study |
| S7 | 11.0 ± 3.00 a,b | 607 ± 60 d | 16.7 ± 1.15 b | 1842 ± 50 d | 2.80 ± 0.25 b | Current study |
| S8 | 9.3 ± 1.52 a | 505 ± 25 b | 10.3 ± 2.51 a | 1538 ± 35 c | 2.78 ± 0.27 b | Current study |
| S9 | 10.3 ± 3.05 b | 500 ± 20 b | 8.7 ± 3.05 a | 1434 ± 29 b,c | 1.97 ± 0.22 a | Current study |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sherwani, S.F.K.; Zainudin, E.S.; Sapuan, S.M.; Leman, Z.; Khalina, A. Physical, Mechanical, and Morphological Properties of Treated Sugar Palm/Glass Reinforced Poly(Lactic Acid) Hybrid Composites. Polymers 2021, 13, 3620. https://doi.org/10.3390/polym13213620
Sherwani SFK, Zainudin ES, Sapuan SM, Leman Z, Khalina A. Physical, Mechanical, and Morphological Properties of Treated Sugar Palm/Glass Reinforced Poly(Lactic Acid) Hybrid Composites. Polymers. 2021; 13(21):3620. https://doi.org/10.3390/polym13213620
Chicago/Turabian StyleSherwani, S. F. K., E. S. Zainudin, S. M. Sapuan, Z. Leman, and A. Khalina. 2021. "Physical, Mechanical, and Morphological Properties of Treated Sugar Palm/Glass Reinforced Poly(Lactic Acid) Hybrid Composites" Polymers 13, no. 21: 3620. https://doi.org/10.3390/polym13213620
APA StyleSherwani, S. F. K., Zainudin, E. S., Sapuan, S. M., Leman, Z., & Khalina, A. (2021). Physical, Mechanical, and Morphological Properties of Treated Sugar Palm/Glass Reinforced Poly(Lactic Acid) Hybrid Composites. Polymers, 13(21), 3620. https://doi.org/10.3390/polym13213620