
Strand-Morphology-Based Process Optimization for Extrusion-Based Silicone Additive Manufacturing

 , , ,
, , ,
Abstract
:
1. Introduction
2. Material and Methods
2.1. Material
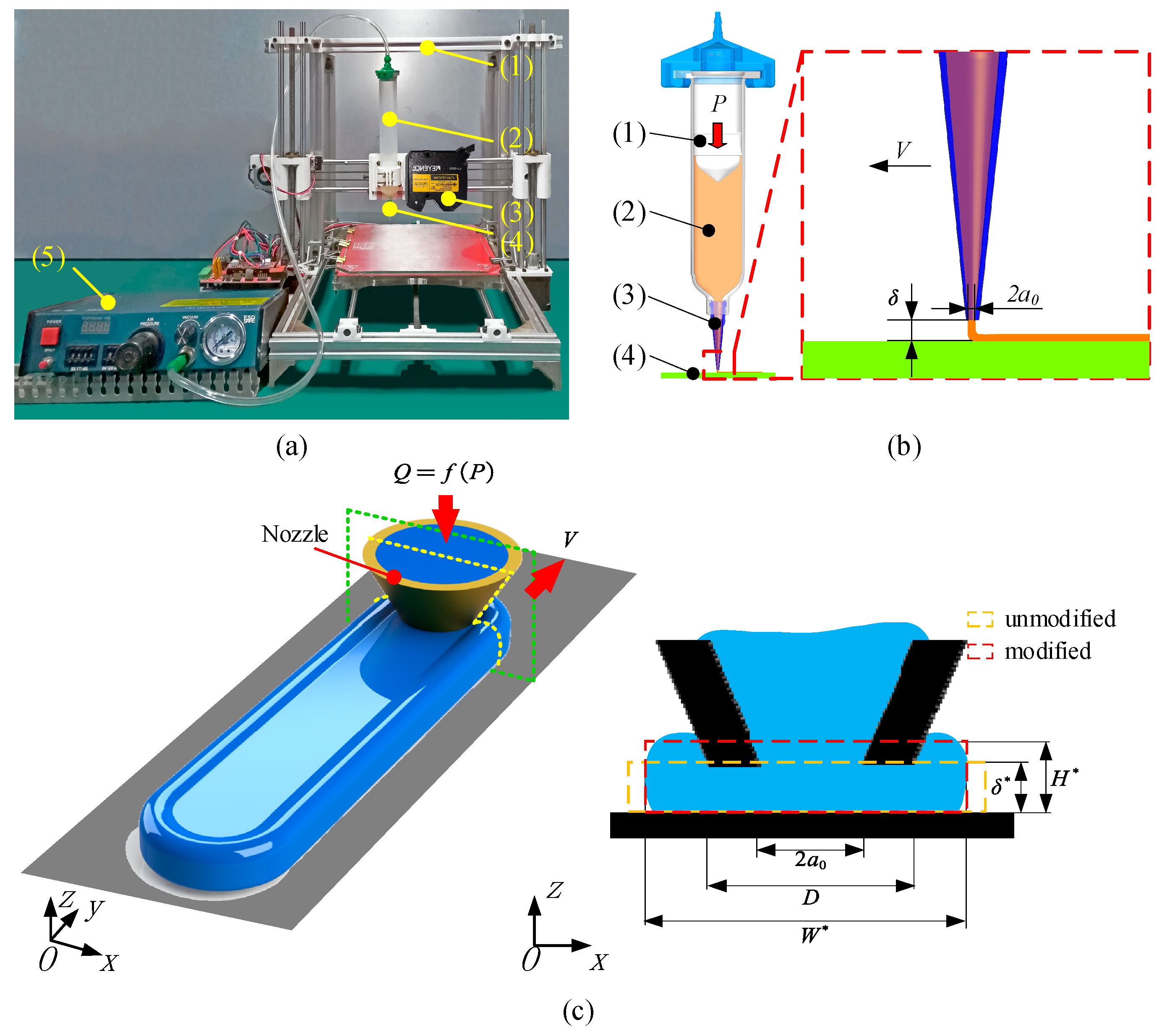
2.2. AM Machine and Setup
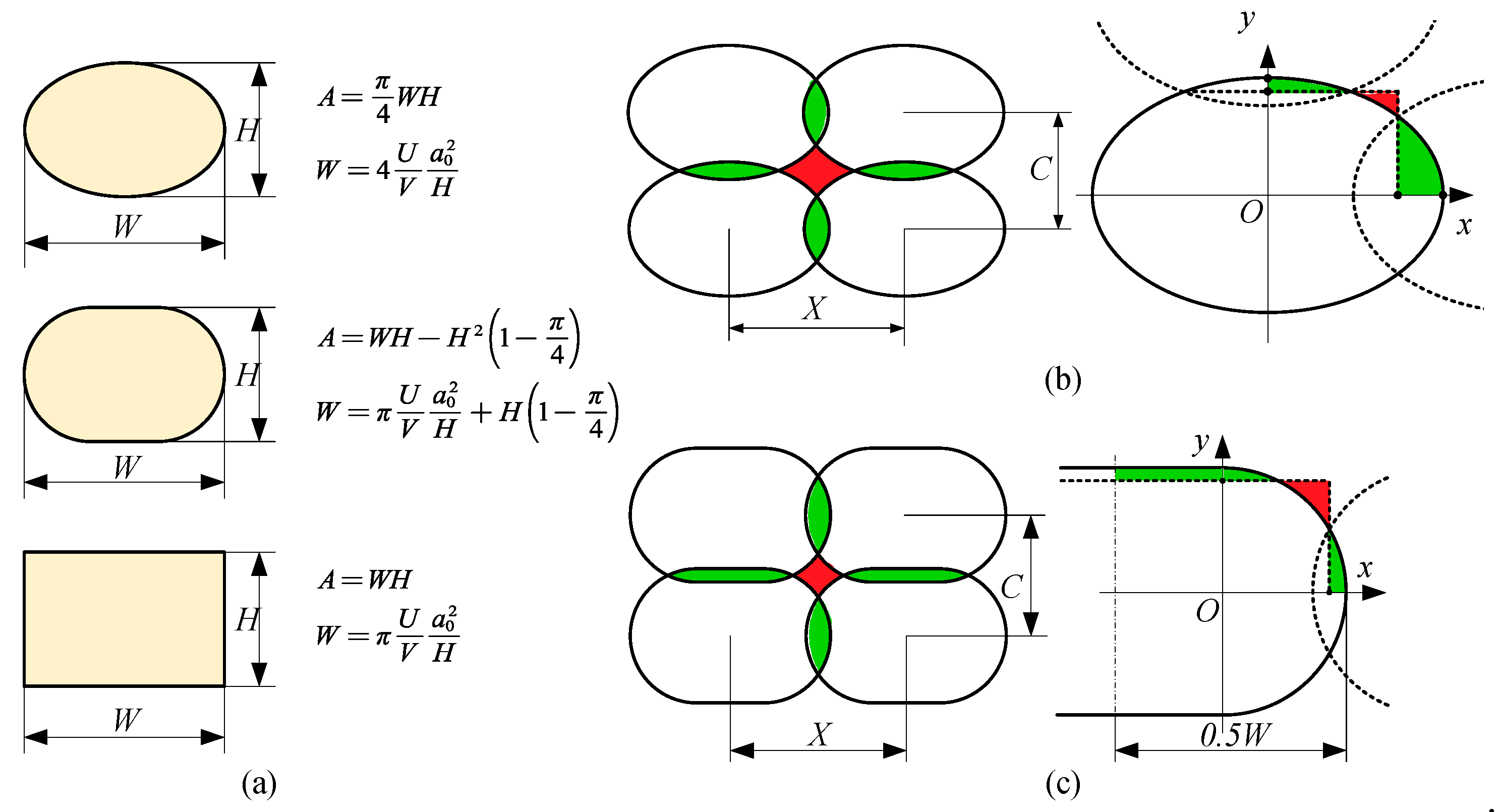
2.3. Strand Width Model
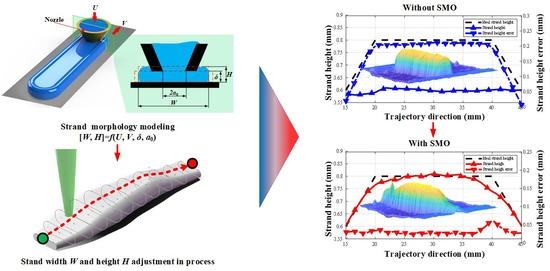
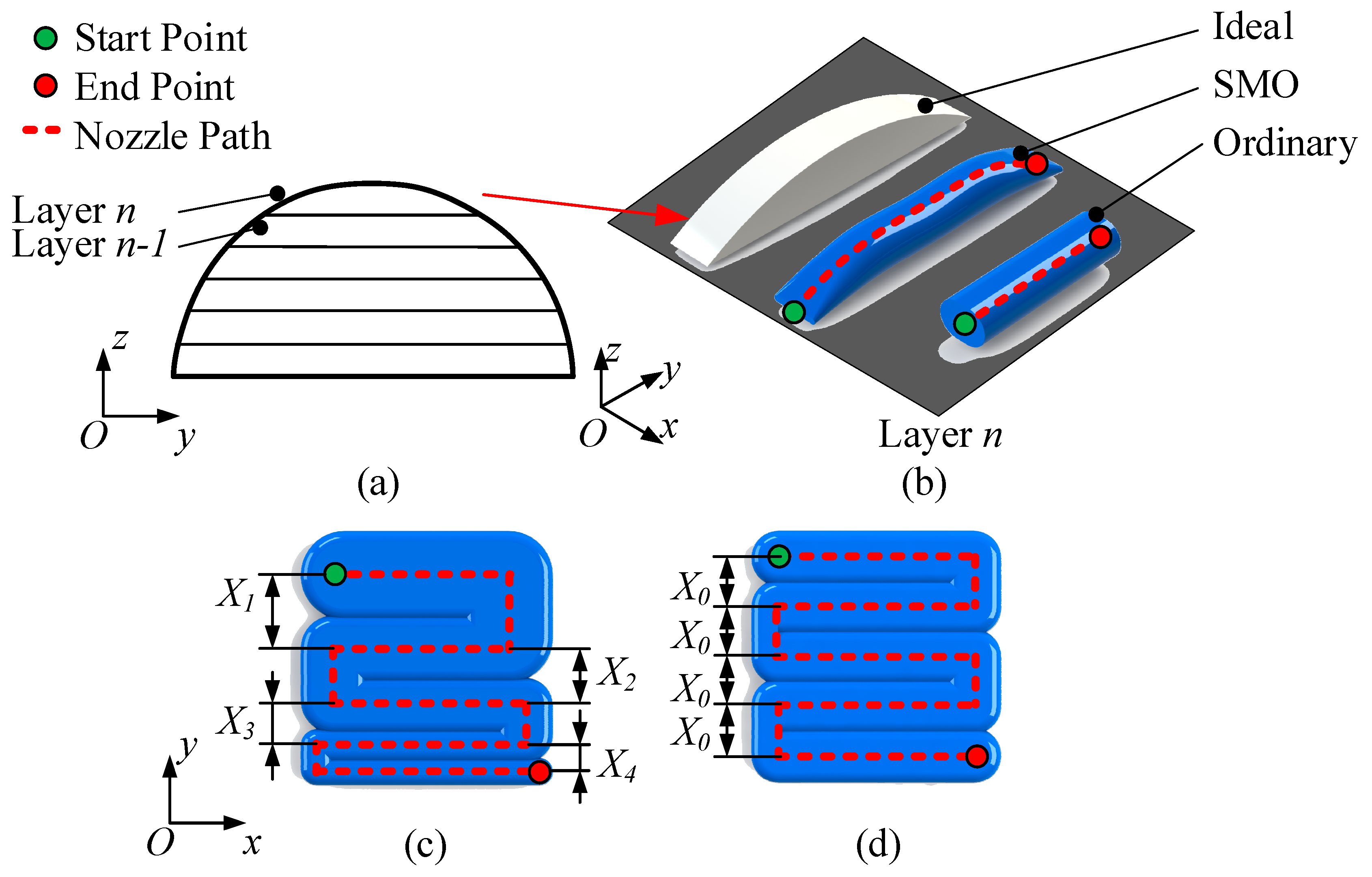
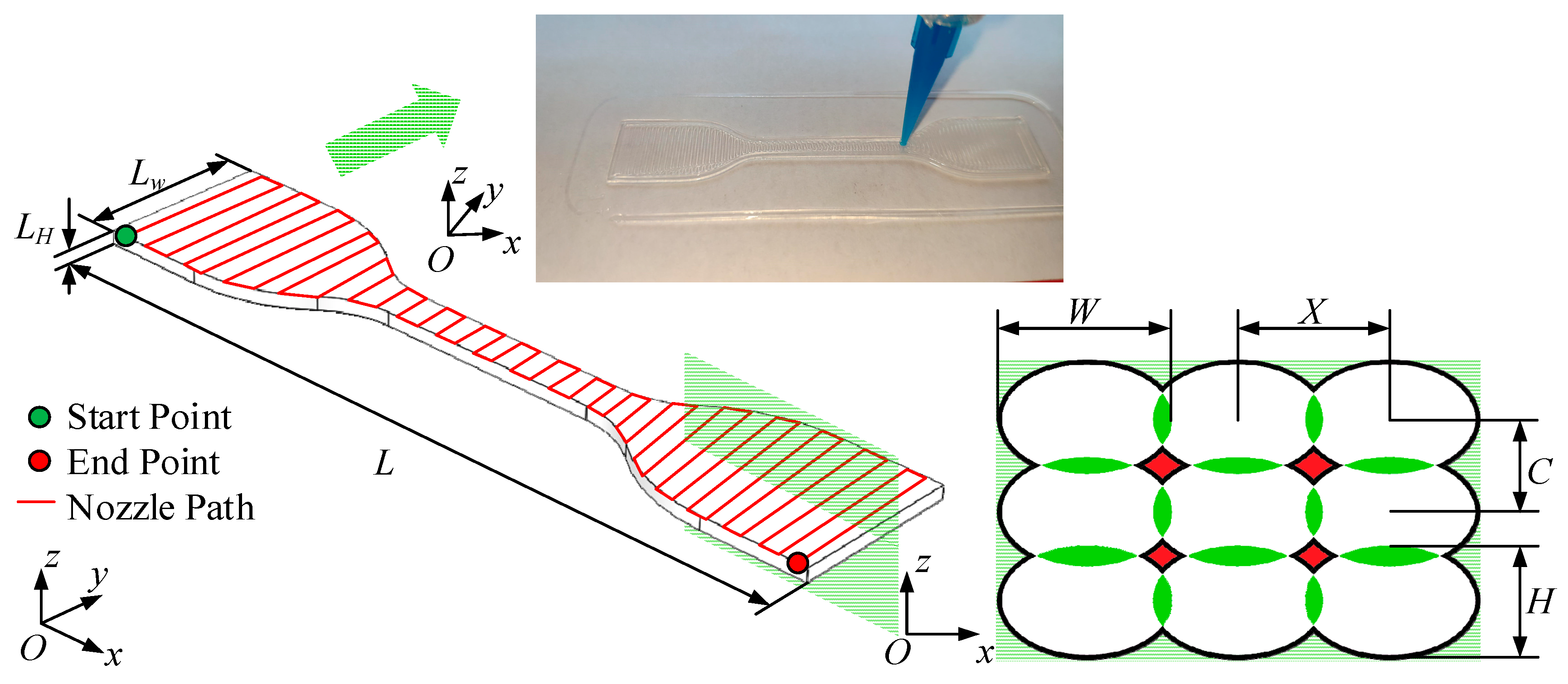
2.4. Process Optimization Method Considering Strand Morphology (SMO)
3. Experimental Setup
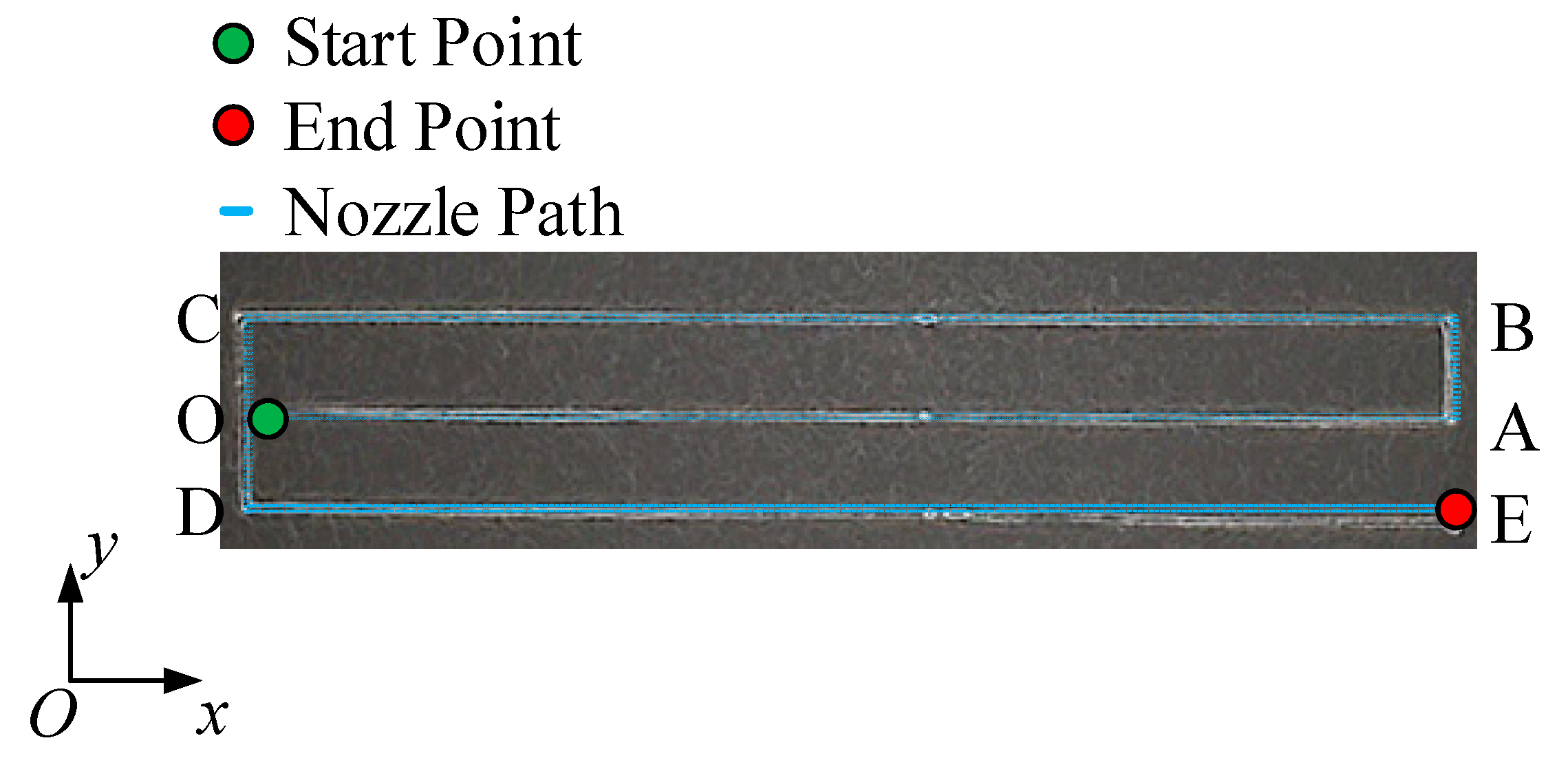
3.1. Continuous Strand Printing
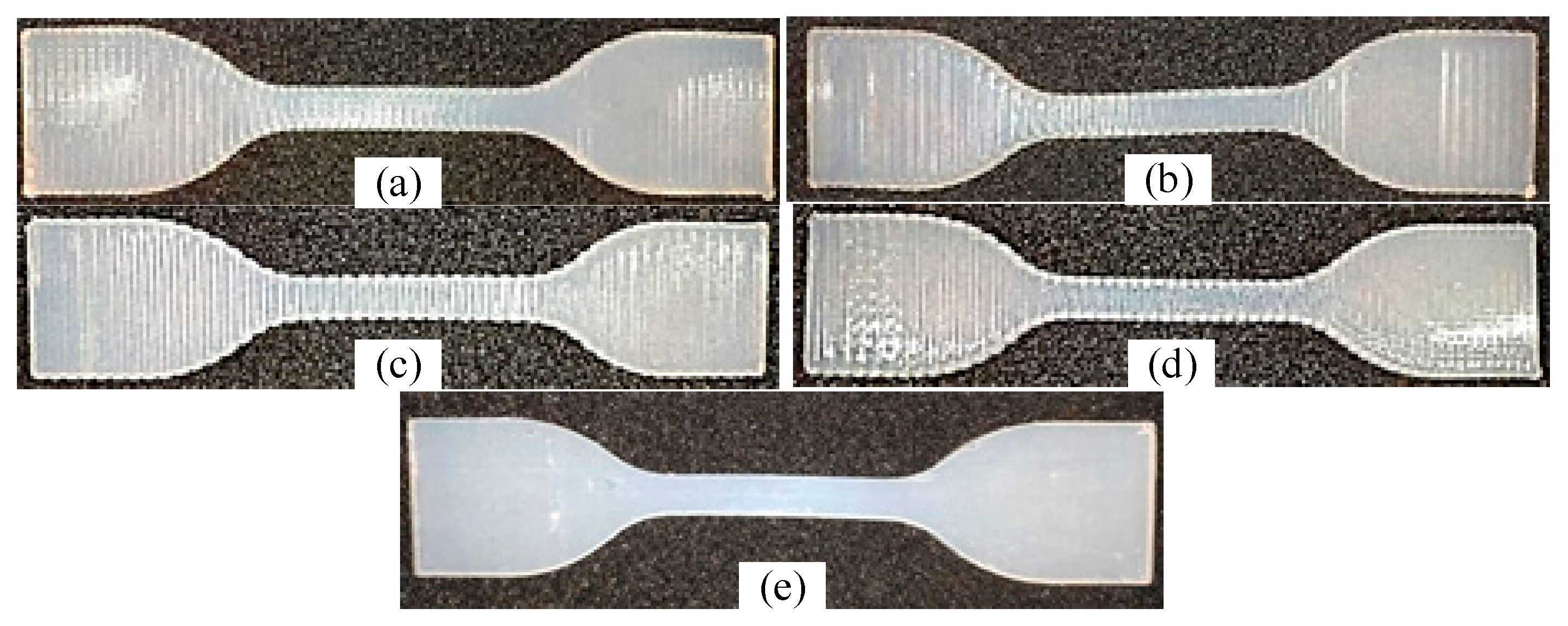
3.2. Strand Width Tunable Specimen Fabrication and Tensile Testing
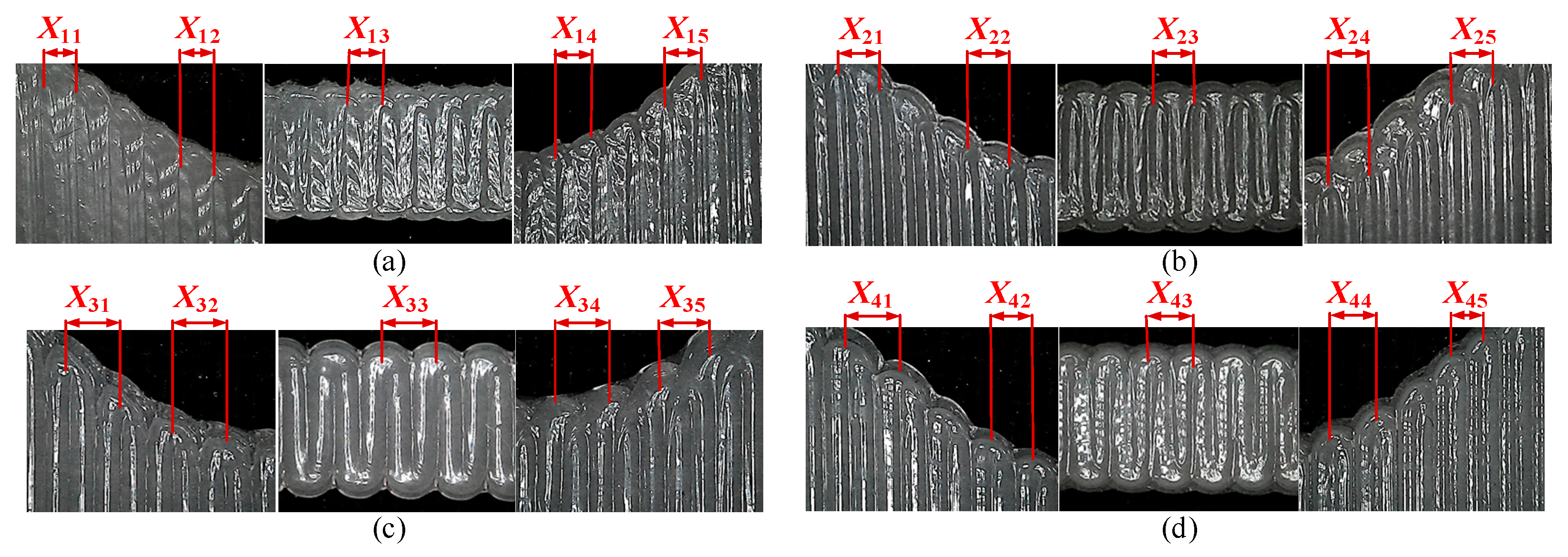
3.3. Strand Height Tunable Specimen Fabrication and Profile Scanning
4. Results and Discussion
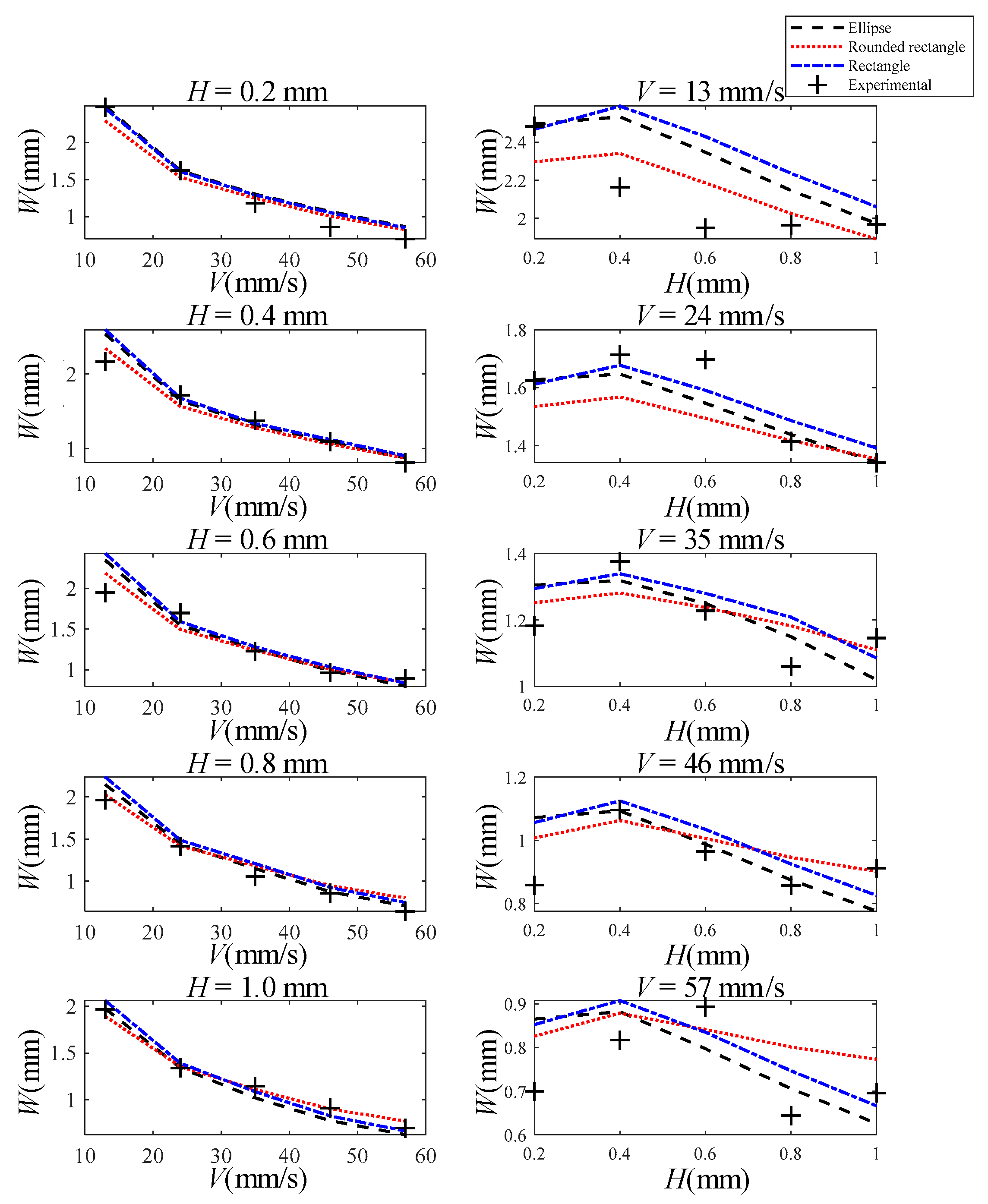
4.1. Strand Width Model
4.2. Strand Width Tunable Specimen Fabrication and Tensile Testing
4.3. Strand Height Tunable Specimen Fabrication and Profile Scanning
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| The average extrusion velocity inside the nozzle | |
| Moving speed of nozzle relative to substrate | |
| The gap between nozzle tip and substrate | |
| Inner radius of the nozzle tip | |
| Strand width | |
| Strand height | |
| Cross-sectional area of strand | |
| Spacing of strand | |
| Layer height | |
| Air pressure | |
| Flow rate |
References
- Liravi, F.; Toyserkani, E. Additive manufacturing of silicone structures: A review and prospective. Addit. Manuf. 2018, 24, 232–242. [Google Scholar] [CrossRef]
- Kolesky, D.B.; Truby, R.L.; Gladman, A.S.; Busbee, T.A.; Homan, K.A.; Lewis, J.A. 3D bioprinting of vascularized, heterogeneous cell-laden tissue constructs. Adv. Mater. Weinheim. 2014, 26, 3124–3130. [Google Scholar] [CrossRef] [PubMed]
- Zhou, L.-Y.; Gao, Q.; Fu, J.-Z.; Chen, Q.-Y.; Zhu, J.-P.; Sun, Y.; He, Y. Multimaterial 3D Printing of Highly Stretchable Silicone Elastomers. ACS Appl. Mater. Interfaces 2019, 11, 23573–23583. [Google Scholar] [CrossRef] [PubMed]
- Plott, J.; Tian, X.; Shih, A.J. Voids and tensile properties in extrusion-based additive manufacturing of moisture-cured silicone elastomer. Addit. Manuf. 2018, 22, 606–617. [Google Scholar] [CrossRef]
- Li, D.-R.; Tian, X.; Wang, H.; Plott, J.; Shih, A. Five-Axis Extrusion-Based Additive Manufacturing of Silicone 3D Contour Nonwoven Fabrics. In Proceedings of the 13th International Manufacturing Science and Engineering Conference, College Station, TX, USA, 18–22 June 2018; The American Society of Mechanical Engineers: New York, NY, USA, 2018; pp. 1–7. [Google Scholar]
- Khorasani, M.; Ghasemi, A.; Rolfe, B.; Gibson, I. Additive manufacturing a powerful tool for the aerospace industry. Rapid Prototyp. J. 2021. ahead-of-print. [Google Scholar] [CrossRef]
- Wang, X.; Xu, S.; Zhou, S.; Xu, W.; Leary, M.; Choong, P.; Qian, M.; Brandt, M.; Xie, Y.M. Topological design and additive manufacturing of porous metals for bone scaffolds and orthopaedic implants: A review. Biomaterials 2016, 83, 127–141. [Google Scholar] [CrossRef]
- Messimer, S.; Pereira, T.; Patterson, A.; Lubna, M.; Drozda, F. Full-Density Fused Deposition Modeling Dimensional Error as a Function of Raster Angle and Build Orientation: Large Dataset for Eleven Materials. J. Manuf. Mater. Process. 2019, 3, 6. [Google Scholar] [CrossRef] [Green Version]
- Cerda-Avila, S.N.; Medellín-Castillo, H.I.; Lim, T. Analytical models to estimate the structural behaviour of fused deposition modelling components. RPJ 2021, 27, 658–670. [Google Scholar] [CrossRef]
- Yang, S.; Tang, Y.; Zhao, Y.F. A new part consolidation method to embrace the design freedom of additive manufacturing. J. Manuf. Process. 2015, 20, 444–449. [Google Scholar] [CrossRef] [Green Version]
- Duoss, E.B.; Weisgraber, T.H.; Hearon, K.; Zhu, C.; Small, W.; Metz, T.R.; Vericella, J.J.; Barth, H.D.; Kuntz, J.D.; Maxwell, R.S.; et al. Three-Dimensional Printing of Elastomeric, Cellular Architectures with Negative Stiffness. Adv. Funct. Mater. 2014, 24, 4905–4913. [Google Scholar] [CrossRef]
- Foerster, A.; Wildman, R.; Hague, R.; Tuck, C. Reactive inkjet printing approach towards 3D silcione elastomeric structures fabrication. In Proceedings of the 28th Annual International Solid Freeform Fabrication Symposium, Austin, TX, USA, 7–9 August 2017. [Google Scholar]
- Wu, Y.; Yang, J.; Zhu, X.; Tang, C.; Liu, T.; Liu, Y.; Mei, J. Preparation of ZnO whisker reinforced silicone foam by 3D printing. Silicone Mater. 2018, 32, 161–166. [Google Scholar]
- Zhu, X. Mechanical Behavior of Silicone Foams with Woodpile Structure Printed by Direct Ink Writing Technology. Ph.D. Thesis, Chinese Academy of Engineering Physics, Mianyang, China, 2019. [Google Scholar]
- Wacker Chemie, A.G. ACEO® Introduces 3D Printing With Electrically Conductive Silicone Rubber. Available online: https://www.aceo3d.com/aceo-introduces-3d-printing-with-electrically-conductive-silicone-rubber/ (accessed on 13 November 2018).
- Plott, J.; Shih, A. The extrusion-based additive manufacturing of moisture-cured silicone elastomer with minimal void for pneumatic actuators. Addit. Manuf. 2017, 17, 1–14. [Google Scholar] [CrossRef]
- Tian, X.; Plott, J.; Wang, H.; Zhu, B.; Shih, A.J. Silicone Foam Additive Manufacturing by Liquid Rope Coiling. In Proceedings of the 3rd CIRP Conference on Biomanufacturing, Chicago, IL, USA, 11–14 July 2017; Shih, A., Cao, J., Eds.; Elsevier B. V.: Amsterdam, The Netherlands, 2017; pp. 196–201. ISBN 2212-8271. [Google Scholar]
- Yuk, H.; Zhao, X. A New 3D Printing Strategy by Harnessing Deformation, Instability, and Fracture of Viscoelastic Inks. Adv. Mater. Weinheim. 2018, 30, 1704028. [Google Scholar] [CrossRef]
- Lalegani Dezaki, M.; Mohd Ariffin, M.K.A.; Hatami, S. An overview of fused deposition modelling (FDM): Research, development and process optimisation. Rapid Prototyp. J. 2021, 27, 562–582. [Google Scholar] [CrossRef]
- Bakır, A.A.; Atik, R.; Özerinç, S. Mechanical properties of thermoplastic parts produced by fused deposition modeling: A review. Rapid Prototyp. J. 2021, 27, 537–561. [Google Scholar] [CrossRef]
- Sakthivel Murugan, R.; Vinodh, S. Parametric optimization of fused deposition modelling process using Grey based Taguchi and TOPSIS methods for an automotive component. Rapid Prototyp. J. 2021, 27, 155–175. [Google Scholar] [CrossRef]
- Vozzi, G.; Previti, A.; de Rossi, D.; Ahluwalia, A. Microsyringe-Based Deposition of Two-Dimensional and Three-Dimensional Polymer Scaffolds with a Well-Defined Geometry for Application to Tissue Engineering. Tissue Eng. 2002, 8, 1089–1098. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Luis, E.; Pan, H.M.; Sing, S.L.; Bastola, A.K.; Goh, G.D.; Goh, G.L.; Tan, H.K.J.; Bajpai, R.; Song, J.; Yeong, W.Y. Silicone 3D Printing: Process Optimization, Product Biocompatibility, and Reliability of Silicone Meniscus Implants. 3D Print. Addit. Manuf. 2019, 6, 319–332. [Google Scholar] [CrossRef]
- Plott, J.; Tian, X.; Shih, A. Measurement and Modeling of Forces in Extrusion-Based Additive Manufacturing of Flexible Silicone Elastomer With Thin Wall Structures. J. Manuf. Sci. Eng.-Trans. ASME 2018, 140, 091009. [Google Scholar] [CrossRef] [Green Version]
- Wasserfall, F.; Hendrich, N.; Zhang, J. Adaptive Slicing for the FDM Process. In Proceedings of the 13th IEEE International Conference on Automation Science and Engineering (CASE), Xi’an, China, 20–23 August 2017; ISBN 9781509067824. [Google Scholar]
- Jin, Y.; Du, J.; Ma, Z.; Liu, A.; He, Y. An optimization approach for path planning of high-quality and uniform additive manufacturing. Int. J. Adv. Manuf. Technol. 2017, 92, 651–662. [Google Scholar] [CrossRef]
- Ertay, D.S.; Yuen, A.; Altintas, Y. Synchronized material deposition rate control with path velocity on fused filament fabrication machines. Addit. Manuf. 2018, 19, 205–213. [Google Scholar] [CrossRef] [Green Version]
- Comminal, R.; Serdeczny, M.P.; Pedersen, D.B.; Spangenberg, J. Numerical modeling of the strand deposition flow in extrusion-based additive manufacturing. Addit. Manuf. 2018, 20, 68–76. [Google Scholar] [CrossRef] [Green Version]
- Comminal, R.; Serdeczny, M.P.; Pedersen, D.B.; Spangenberg, J. Motion planning and numerical simulation of material deposition at corners in extrusion additive manufacturing. Addit. Manuf. 2019, 29, 1–17. [Google Scholar] [CrossRef]
- Liravi, F.; Toyserkani, E. A hybrid additive manufacturing method for the fabrication of silicone bio-structures: 3D printing optimization and surface characterization. Mater. Des. 2018, 138, 46–61. [Google Scholar] [CrossRef]
- Muthusamy, M.; Safaee, S.; Chen, R. Additive Manufacturing of Overhang Structures Using Moisture-Cured Silicone with Support Material. J. Manuf. Mater. Process. 2018, 2, 24. [Google Scholar] [CrossRef] [Green Version]
- Miao, J.; Li, F.; He, X.; Xiang, S.; Ma, H.; Jiao, Z.; Yang, W. Analysis of Molding Quality of 3D Printing Metal Powder/PVA Composite Slurry. Plastic 2019, 48, 119–122. [Google Scholar]
- Chi, B.; Ma, H.; Liu, X.; Wang, C.; Jiao, Z.; Yang, W. The Influence of 3D Printing Process Parameters on the Mechanical Behavior of TPU Products. Plastic 2017, 46, 9–12. [Google Scholar]
- Foteinopoulos, P.; Esnault, V.; Komineas, G.; Papacharalampopoulos, A.; Stavropoulos, P. Cement-based additive manufacturing: Experimental investigation of process quality. Int. J. Adv. Manuf. Technol. 2020, 106, 4815–4826. [Google Scholar] [CrossRef] [Green Version]
- Lombardi, J.P.; Salary, R.; Weerawarne, D.L.; Rao, P.K.; Poliks, M.D. Image-Based Closed-Loop Control of Aerosol Jet Printing Using Classical Control Methods. J. Manuf. Sci. Eng.-Trans. ASME 2019, 141, 071011. [Google Scholar] [CrossRef]
- Zhou, M.Y.; Xi, J.T.; Yan, J.Q. Adaptive direct slicing with non-uniform cusp heights for rapid prototyping. Int. J. Adv. Manuf. Technol. 2004, 23, 20–27. [Google Scholar] [CrossRef]
- DOWSIL™ 737 Neutral Cure Sealant. Available online: https://www.dow.com/content/dam/dcc/documents/en-us/productdatasheet/95/95-10/95-1073-dowsil-737-neutral-cure-sealant.pdf?iframe=true (accessed on 10 October 2021).
- Li, W.; Ghazanfari, A.; Leu, M.C.; Landers, R.G. Extrusion-on-demand methods for high solids loading ceramic paste in freeform extrusion fabrication. Virtual Phys. Prototyp. 2017, 12, 193–205. [Google Scholar] [CrossRef]
- Abbott, A.C.; Tandon, G.P.; Bradford, R.L.; Koerner, H.; Baur, J.W. Process-structure-property effects on ABS bond strength in fused filament fabrication. Addit. Manuf. 2018, 19, 29–38. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Constant Factors | |||
|---|---|---|---|
| Parameters | 0.2~1.0 mm Interval: 0.2 mm | 780~3420 mm/min Interval: 660 mm/min | = 172.369 kPa = 0.84 mm |
| Layer Height (C) | Pressure (P) | Feed Speed (F) | Strand Width (X) |
|---|---|---|---|
| 0.5 mm | 25 Psi | 2520 mm/min | 0.8 mm |
| 0.5 mm | 25 Psi | 2100 mm/min | 1.0 mm |
| 0.5 mm | 25 Psi | 1620 mm/min | 1.2 mm |
| 0.5 mm | 25 Psi | 1620~2520 mm/min | 0.8~1.2 mm |
| Dumbbell Specimen | Tensile Strength | Printing Time | Ratio |
|---|---|---|---|
| Filled Uniformly, X = 0.8 mm | 0.8 MPa | 3.35 min | 0.233 |
| Filled Uniformly, X = 1.0 mm | 0.81 MPa | 3.18 min | 0.252 |
| Filled Uniformly, X = 1.2 mm | 0.77 MPa | 3.58 min | 0.212 |
| SMO Method | 0.83 MPa | 3.22 min | 0.258 |
| Injection Molding | 1.17 MPa | / | / |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ma, D.; Tian, X.; Wang, S.; Liu, H.; Chen, S.; Han, J.; Xia, L. Strand-Morphology-Based Process Optimization for Extrusion-Based Silicone Additive Manufacturing. Polymers 2021, 13, 3576. https://doi.org/10.3390/polym13203576
Ma D, Tian X, Wang S, Liu H, Chen S, Han J, Xia L. Strand-Morphology-Based Process Optimization for Extrusion-Based Silicone Additive Manufacturing. Polymers. 2021; 13(20):3576. https://doi.org/10.3390/polym13203576
Chicago/Turabian StyleMa, Dingyifei, Xiaoqing Tian, Shengyi Wang, Haijun Liu, Shan Chen, Jiang Han, and Lian Xia. 2021. "Strand-Morphology-Based Process Optimization for Extrusion-Based Silicone Additive Manufacturing" Polymers 13, no. 20: 3576. https://doi.org/10.3390/polym13203576
APA StyleMa, D., Tian, X., Wang, S., Liu, H., Chen, S., Han, J., & Xia, L. (2021). Strand-Morphology-Based Process Optimization for Extrusion-Based Silicone Additive Manufacturing. Polymers, 13(20), 3576. https://doi.org/10.3390/polym13203576