Manufacturing Polypropylene (PP)/Waste EPDM Thermoplastic Elastomers Using Ultrasonically Aided Twin-Screw Extrusion

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental
2.1. Materials
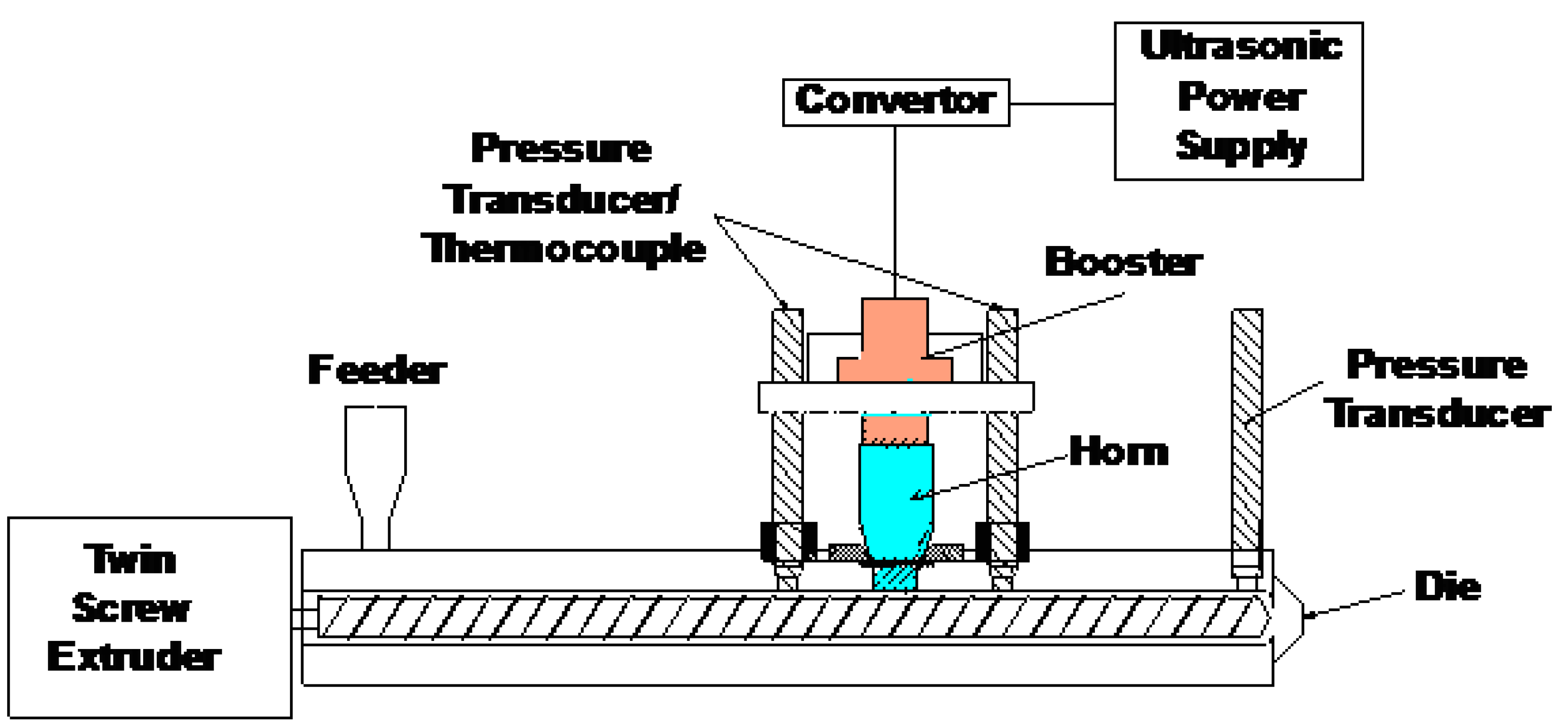
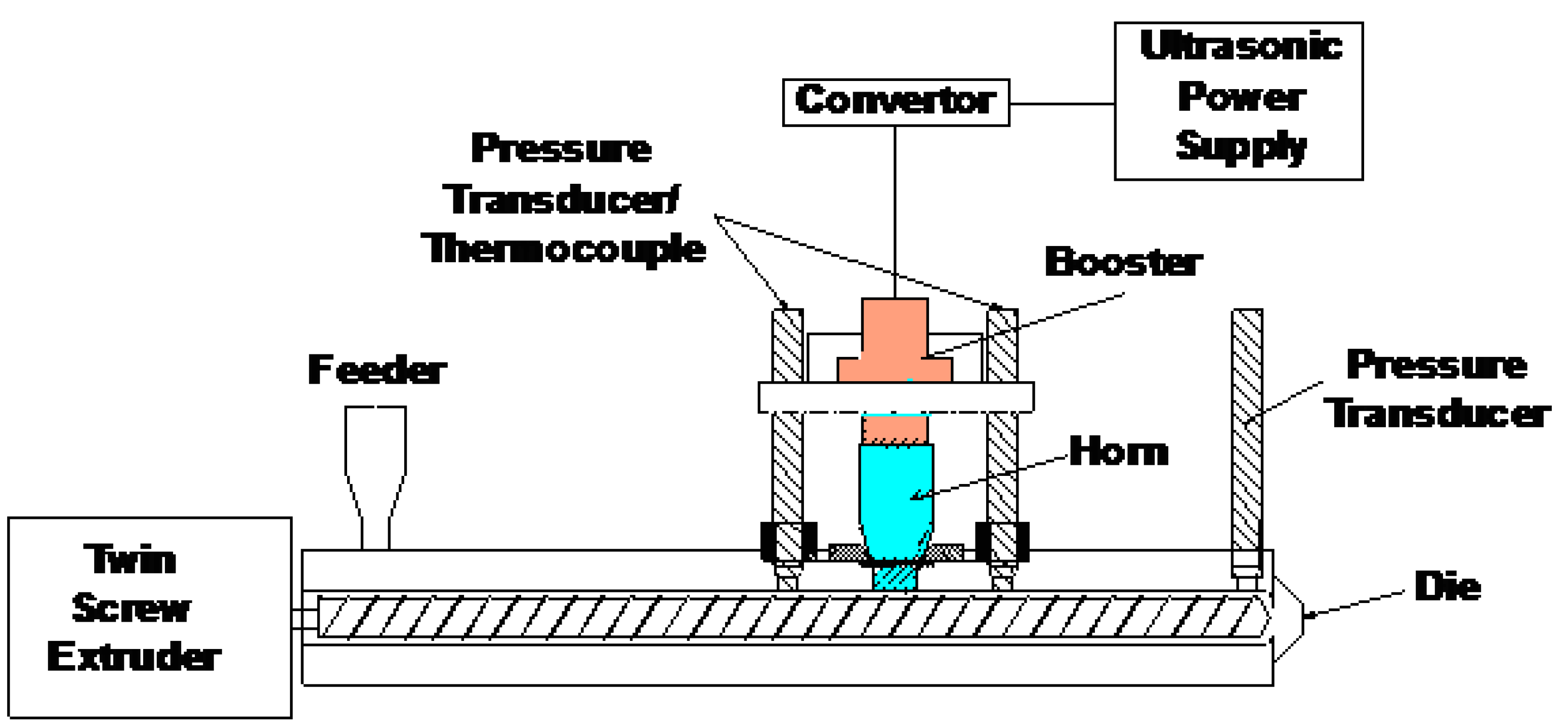
2.1.1. Ultrasonic Twin-Screw Extruder
2.1.2. Preparation of PP/Waste EPDM TPEs
2.2. Characterization Methods
2.2.1. Tensile Test
2.2.2. Rheological Tests
2.2.3. Morphological Tests
3. Results and Discussion
3.1. Die Pressure
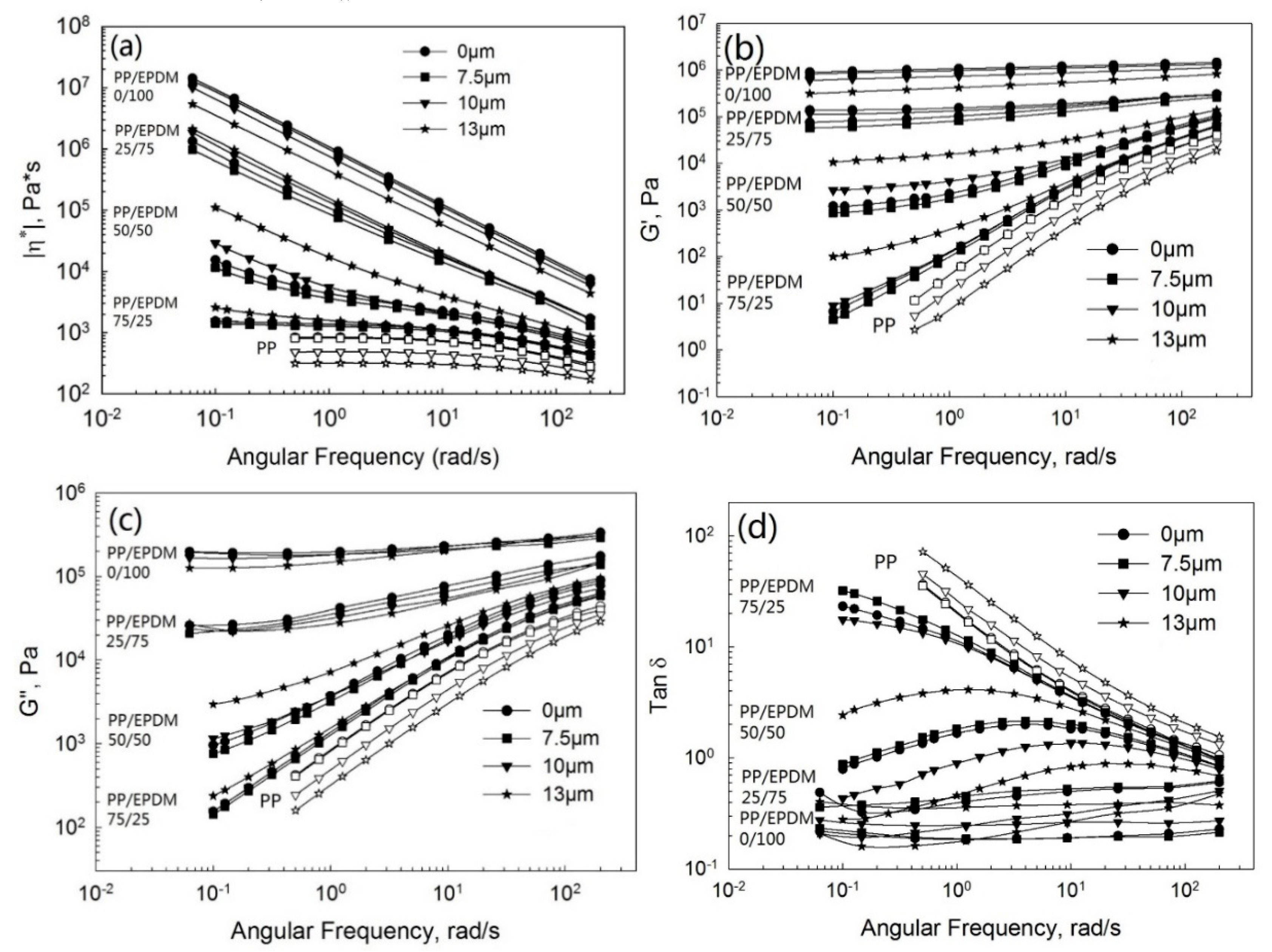
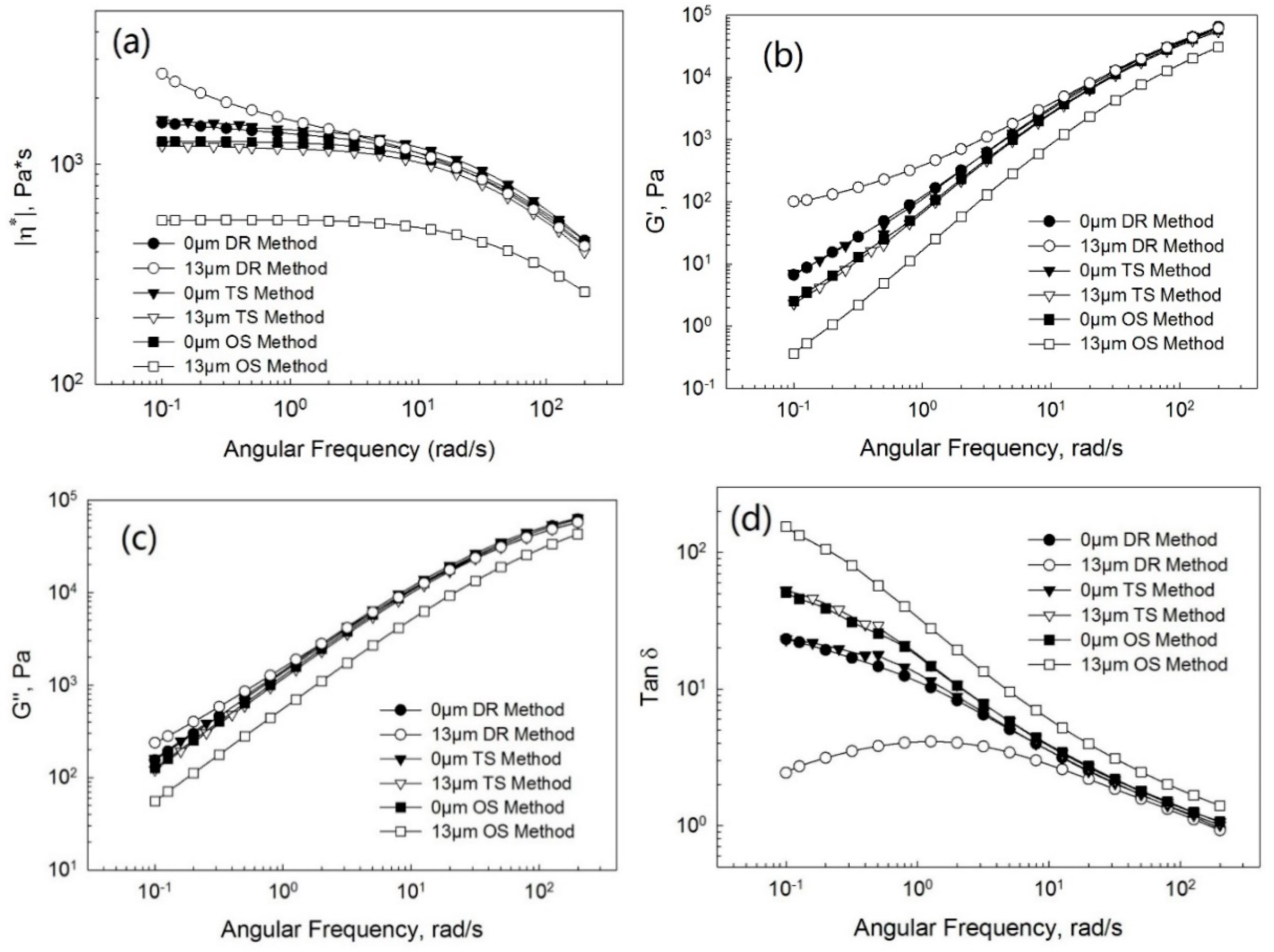
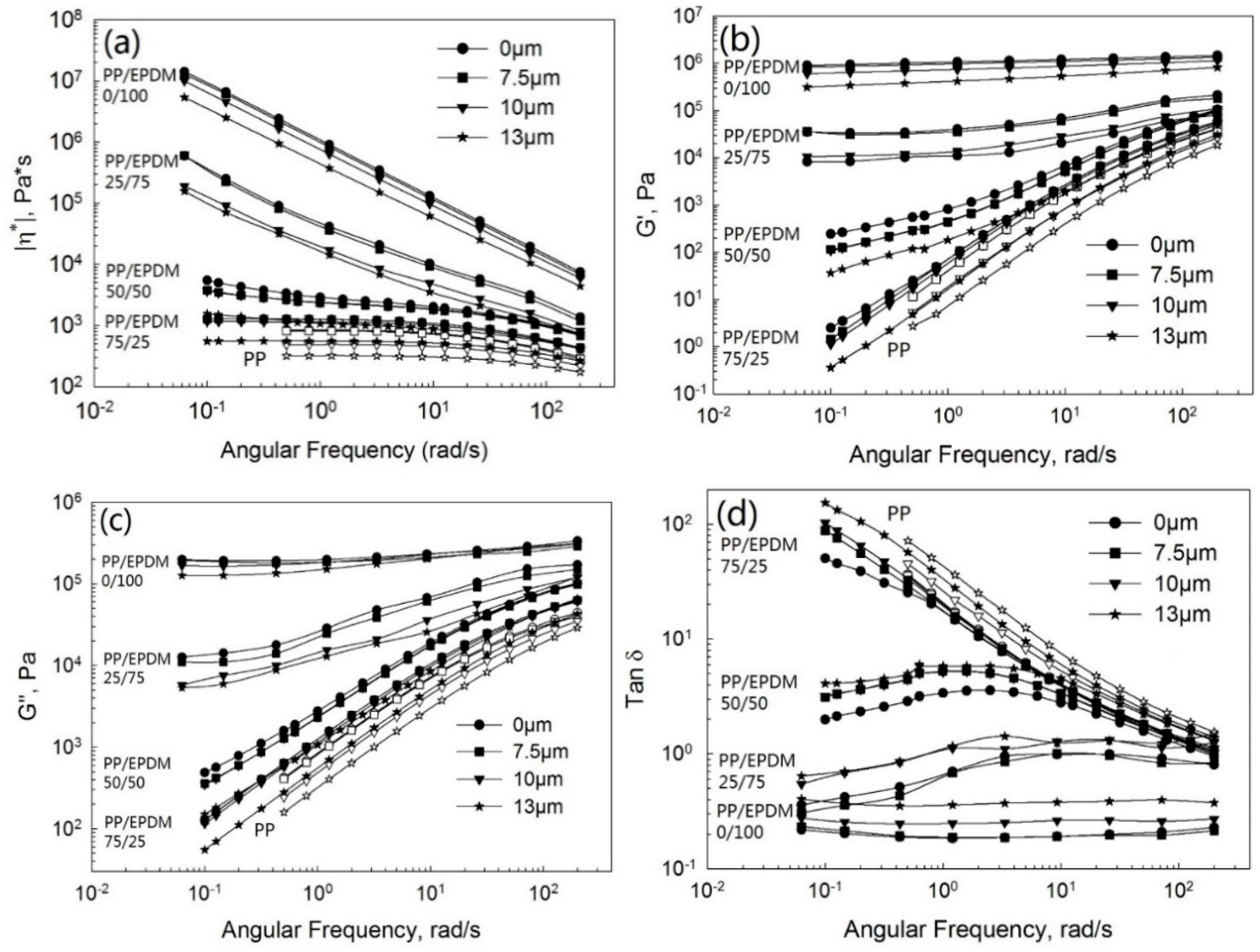
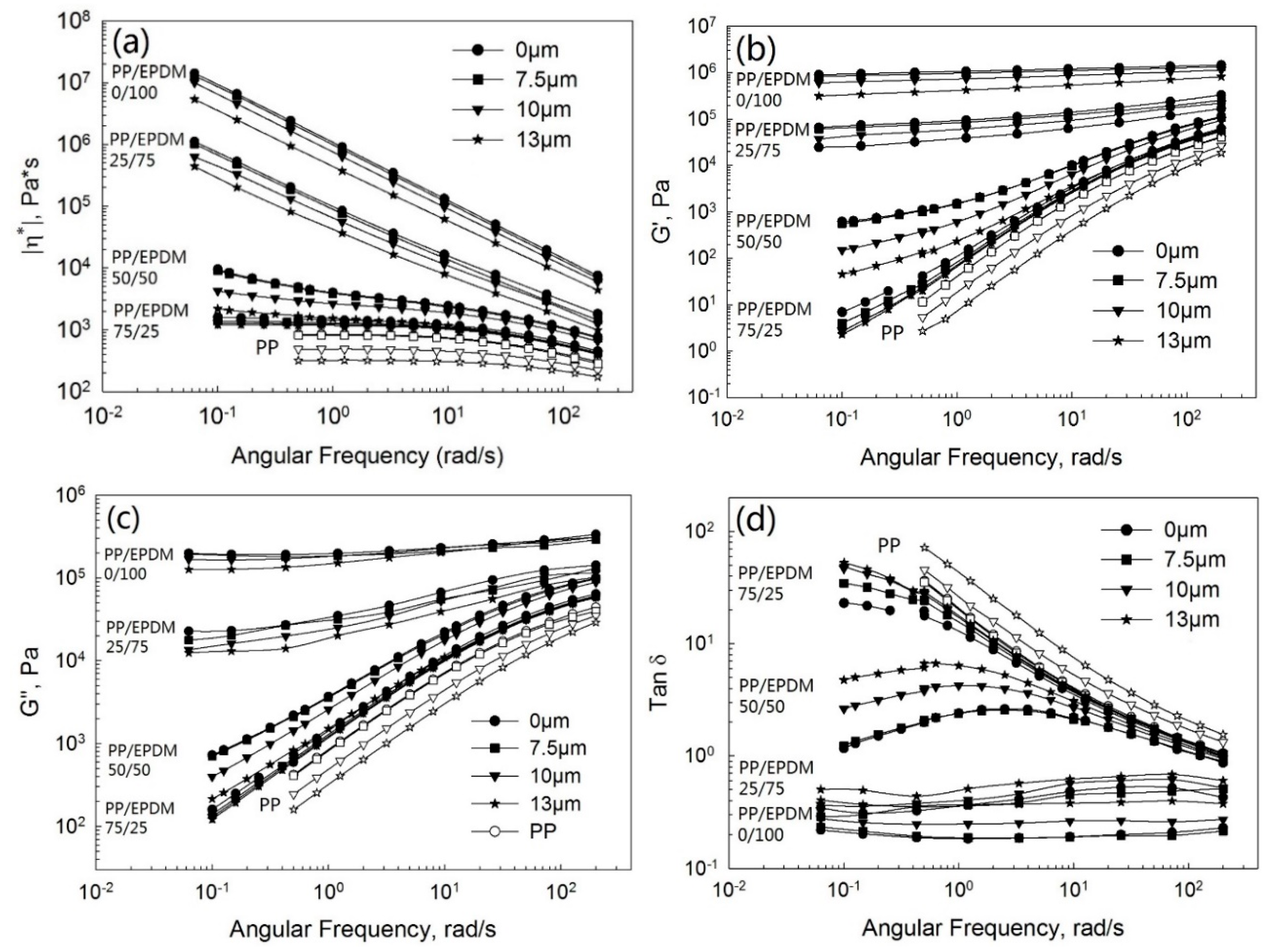
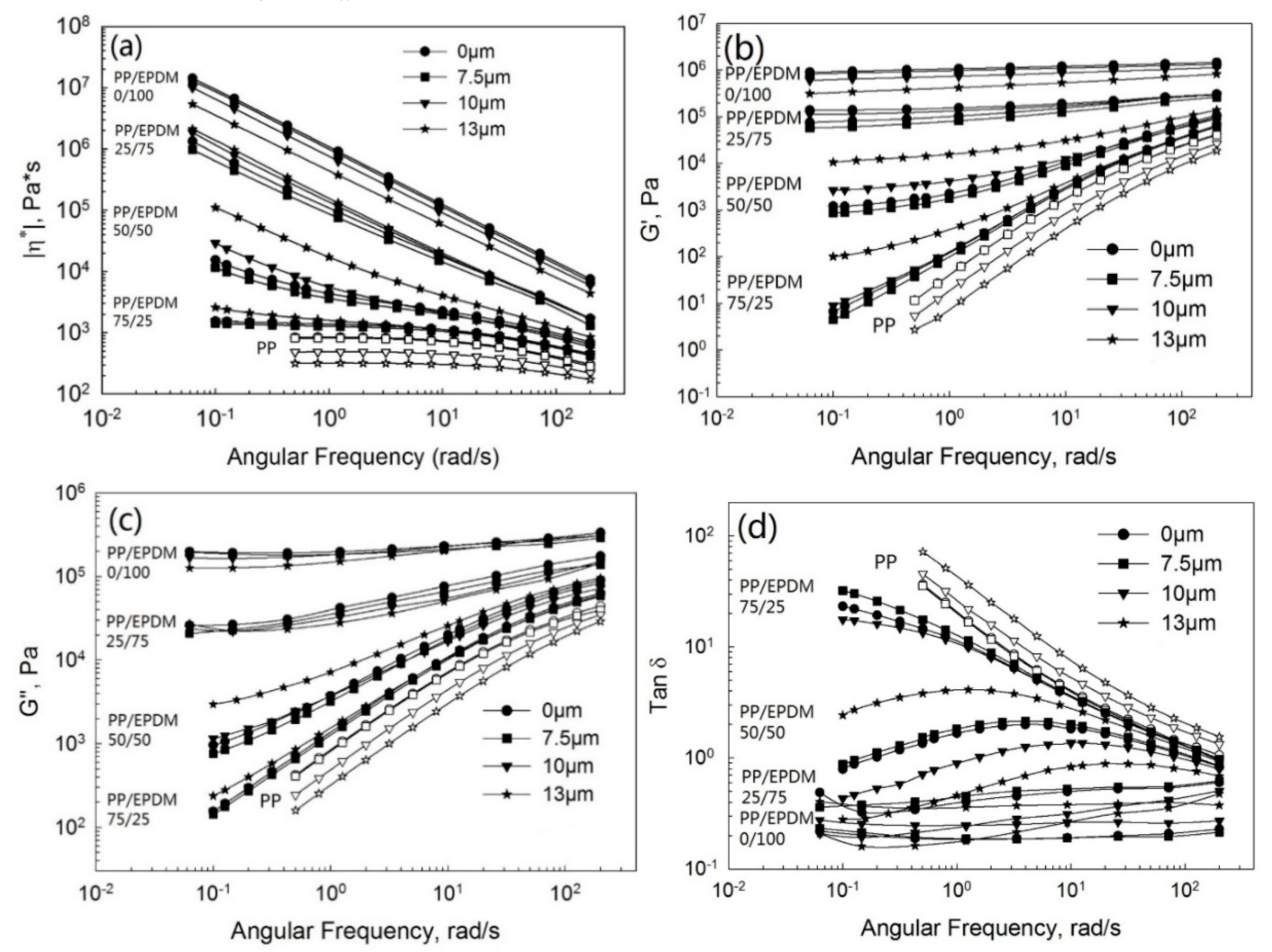
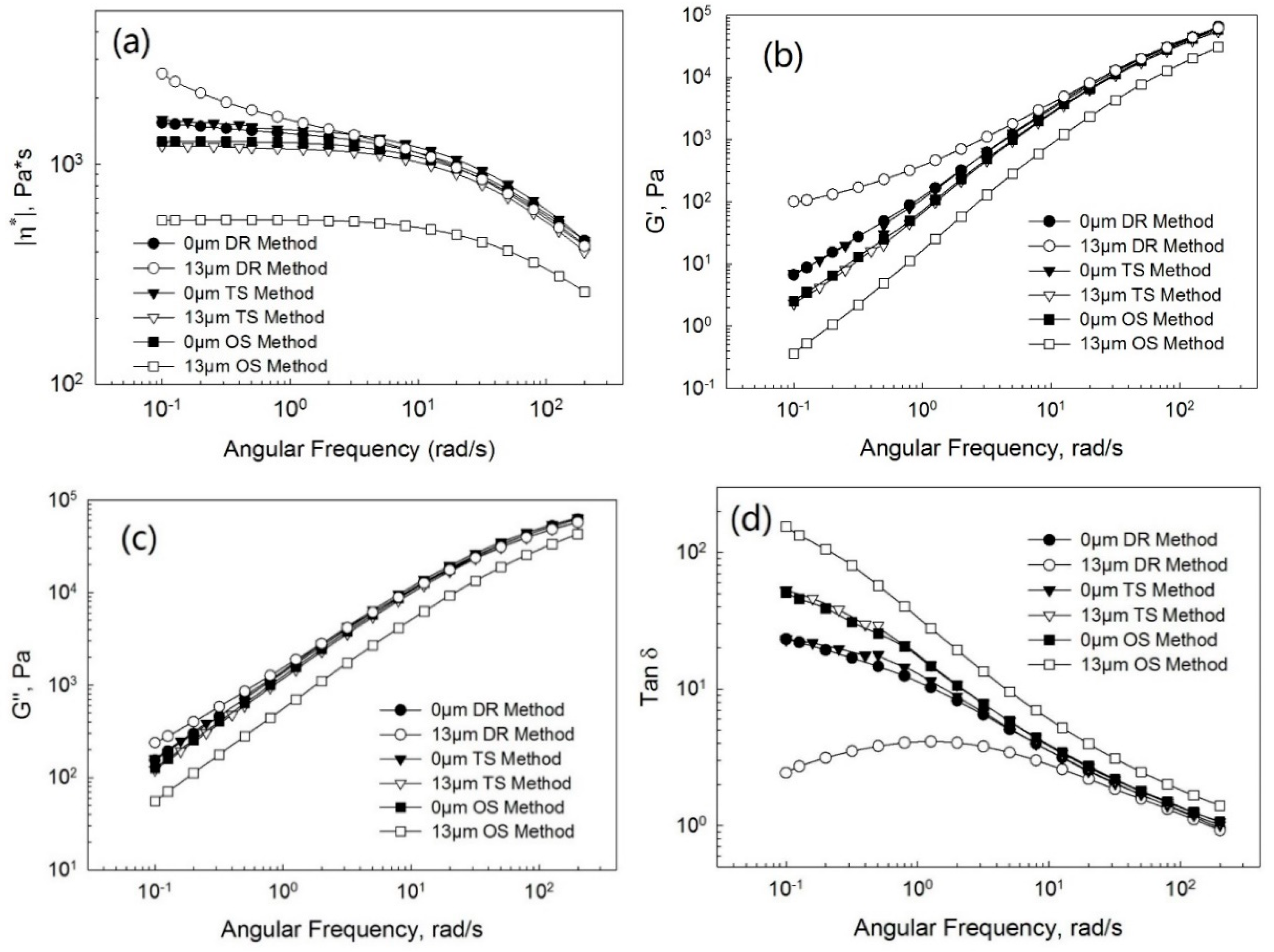
3.2. Dynamic Properties
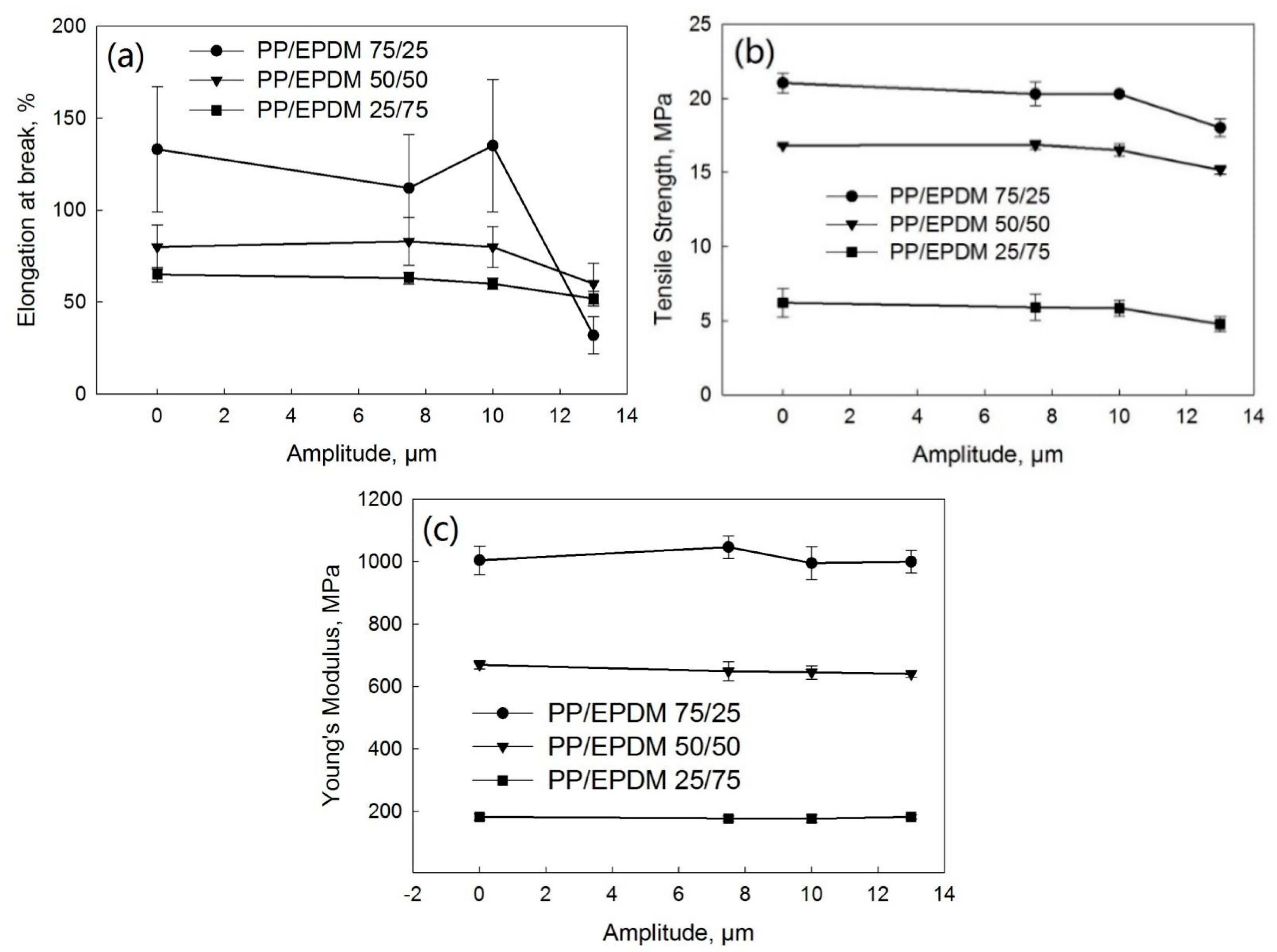
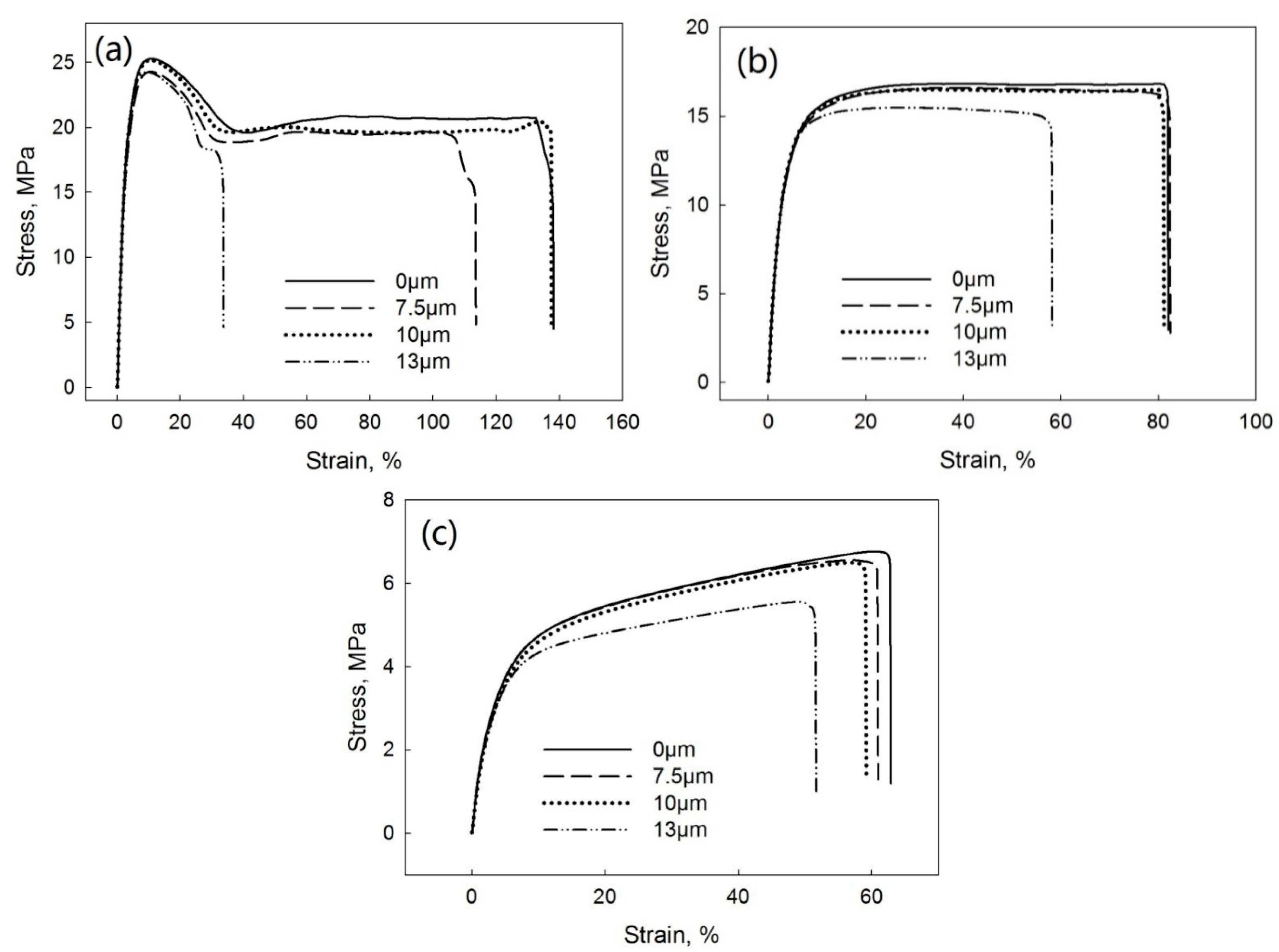
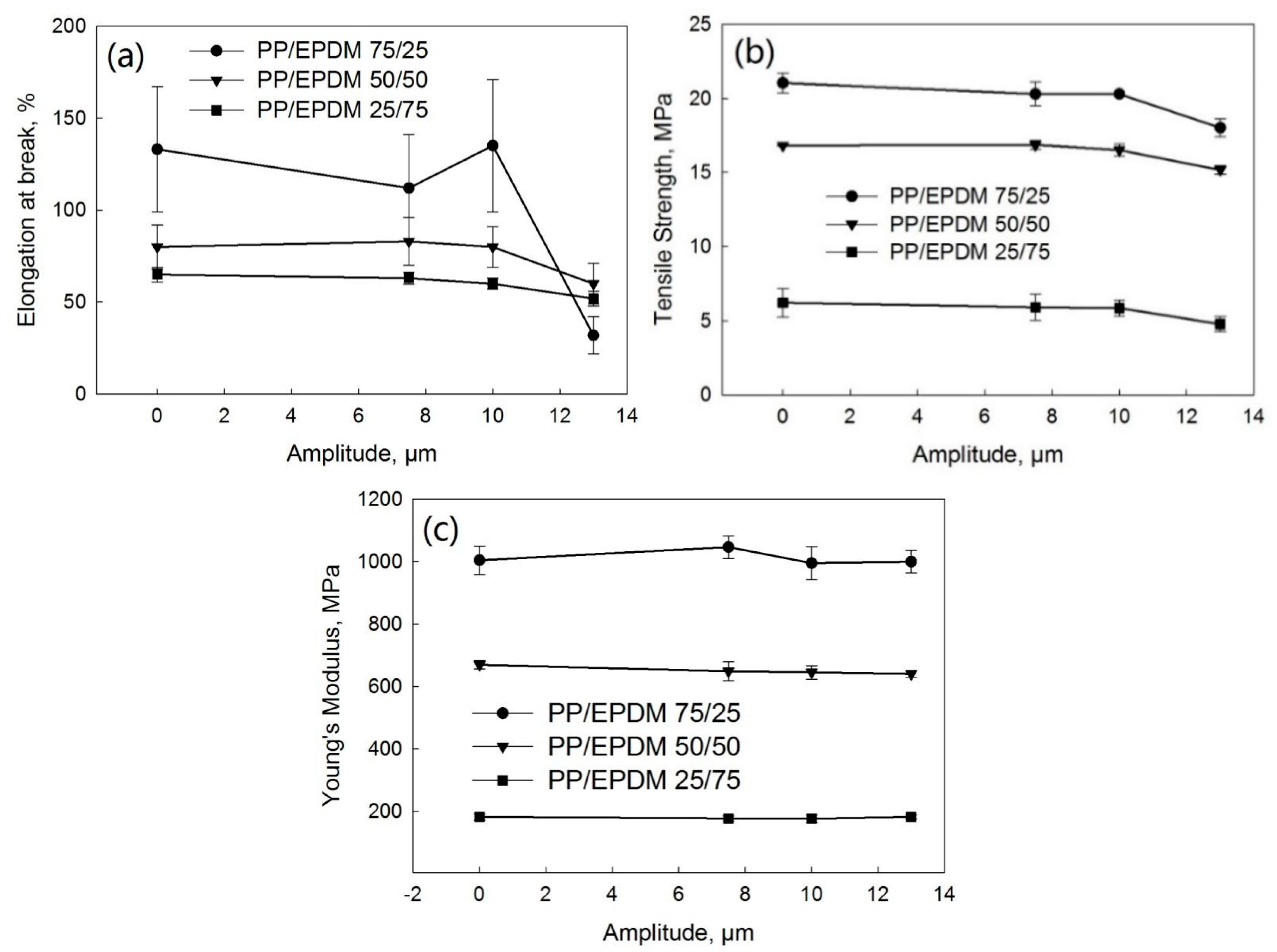
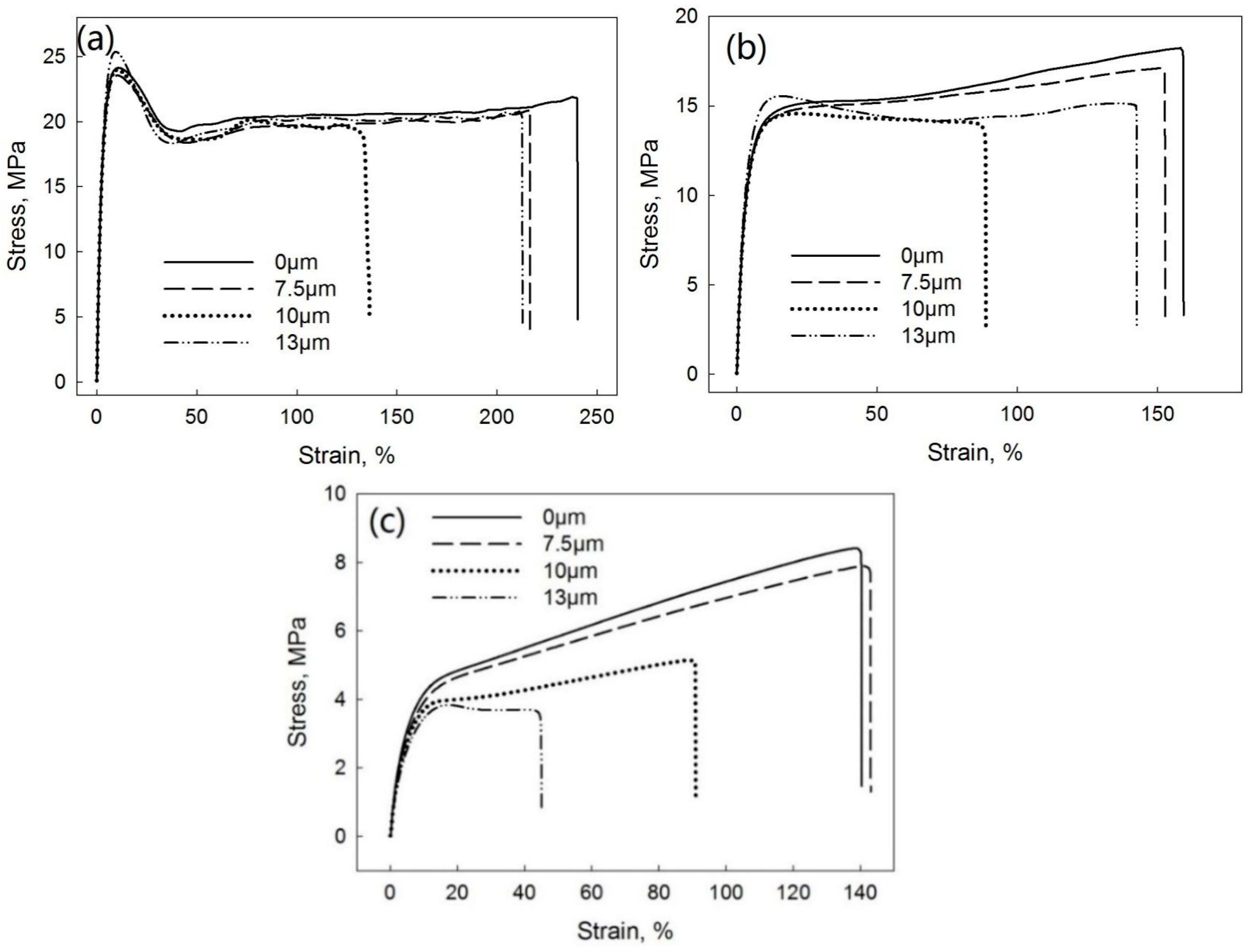
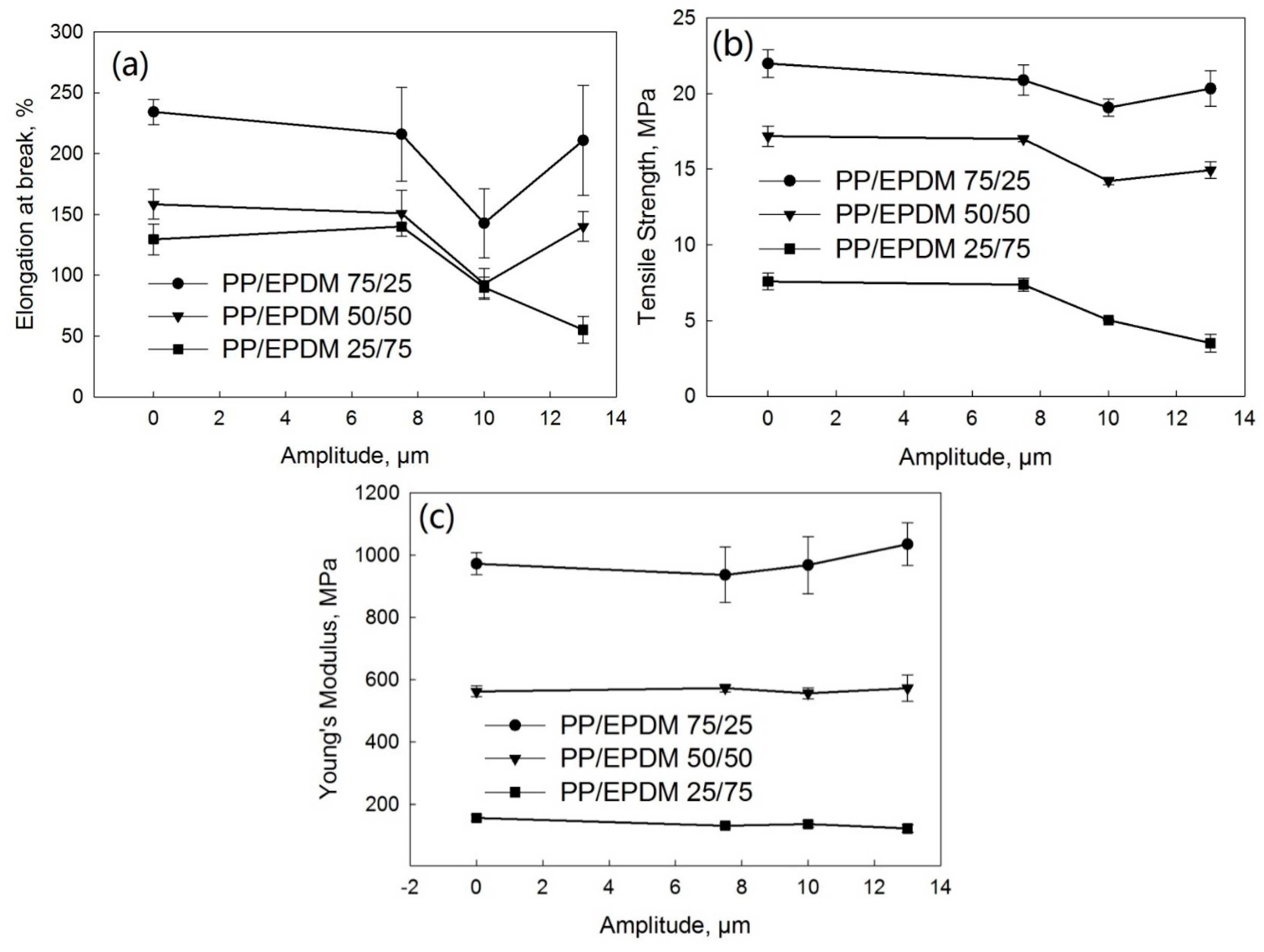
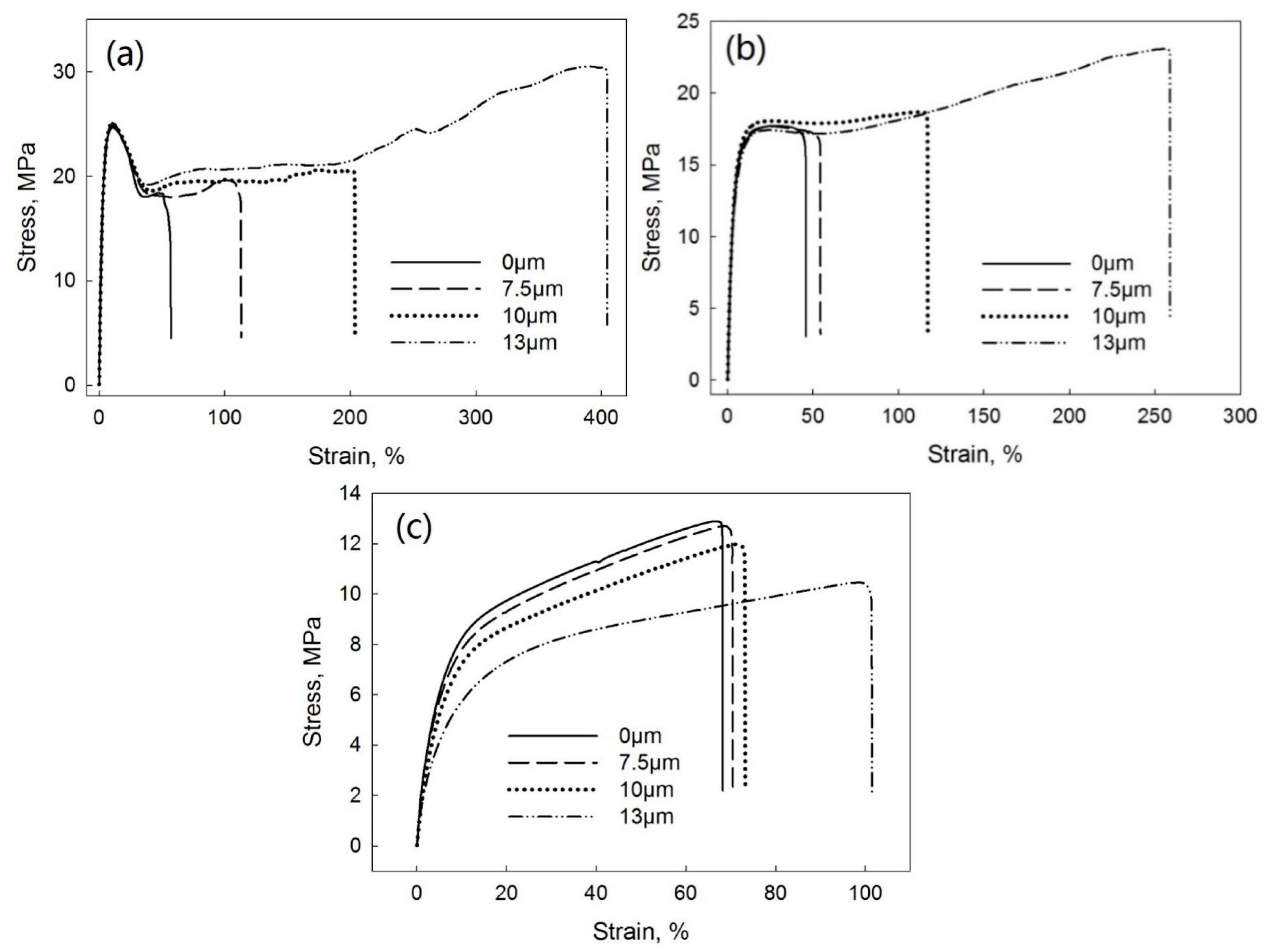
3.3. Mechanical Properties
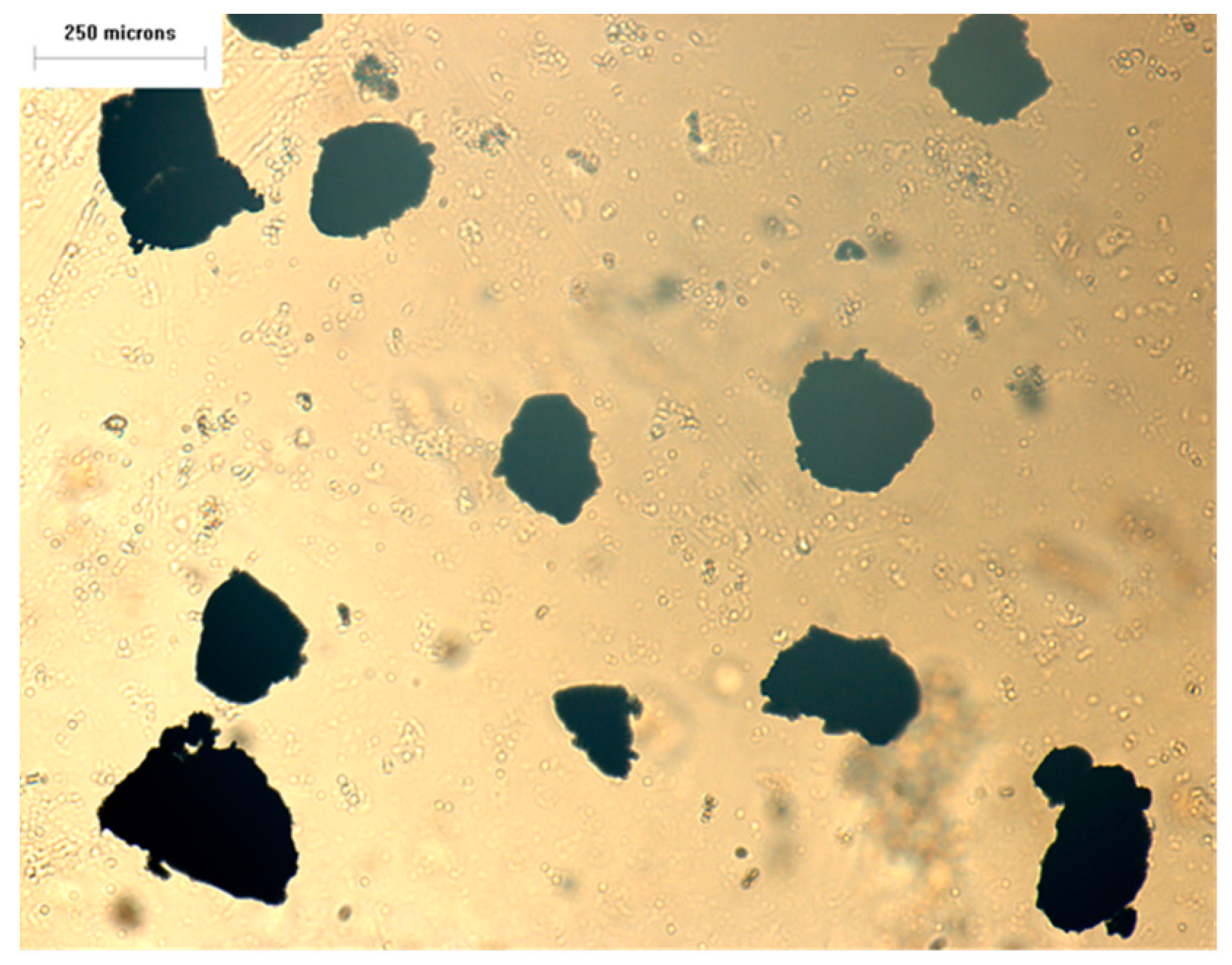
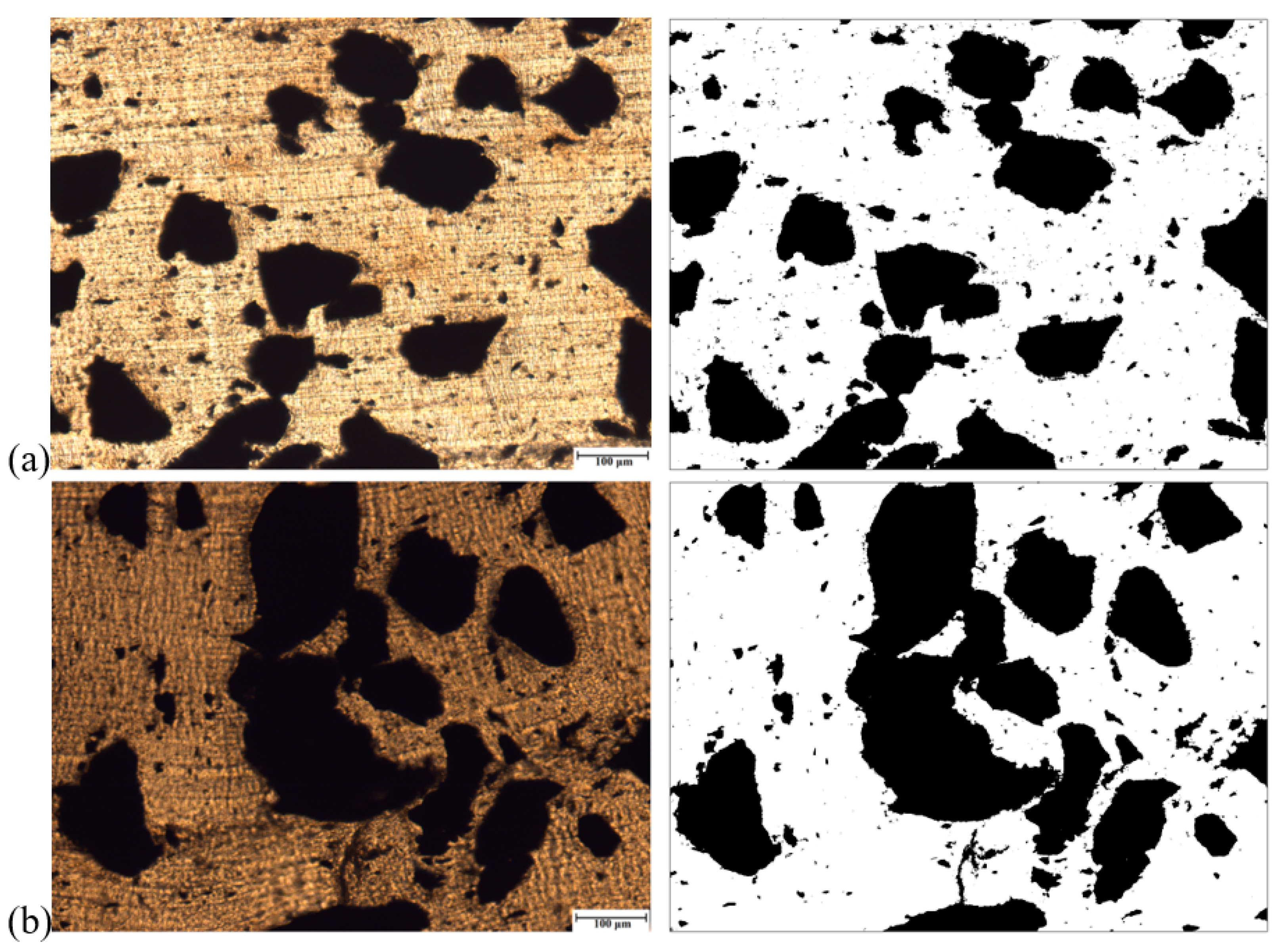
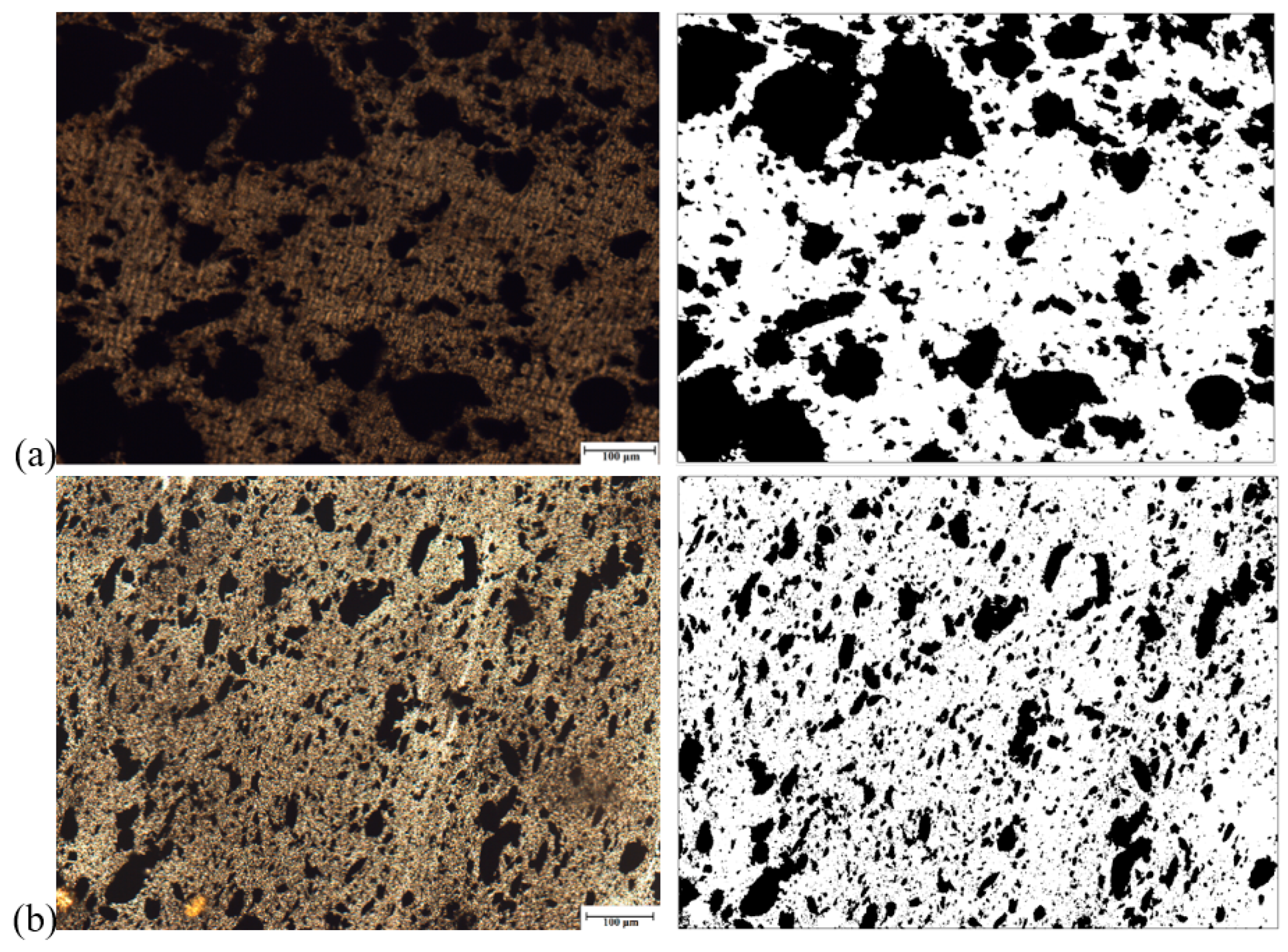
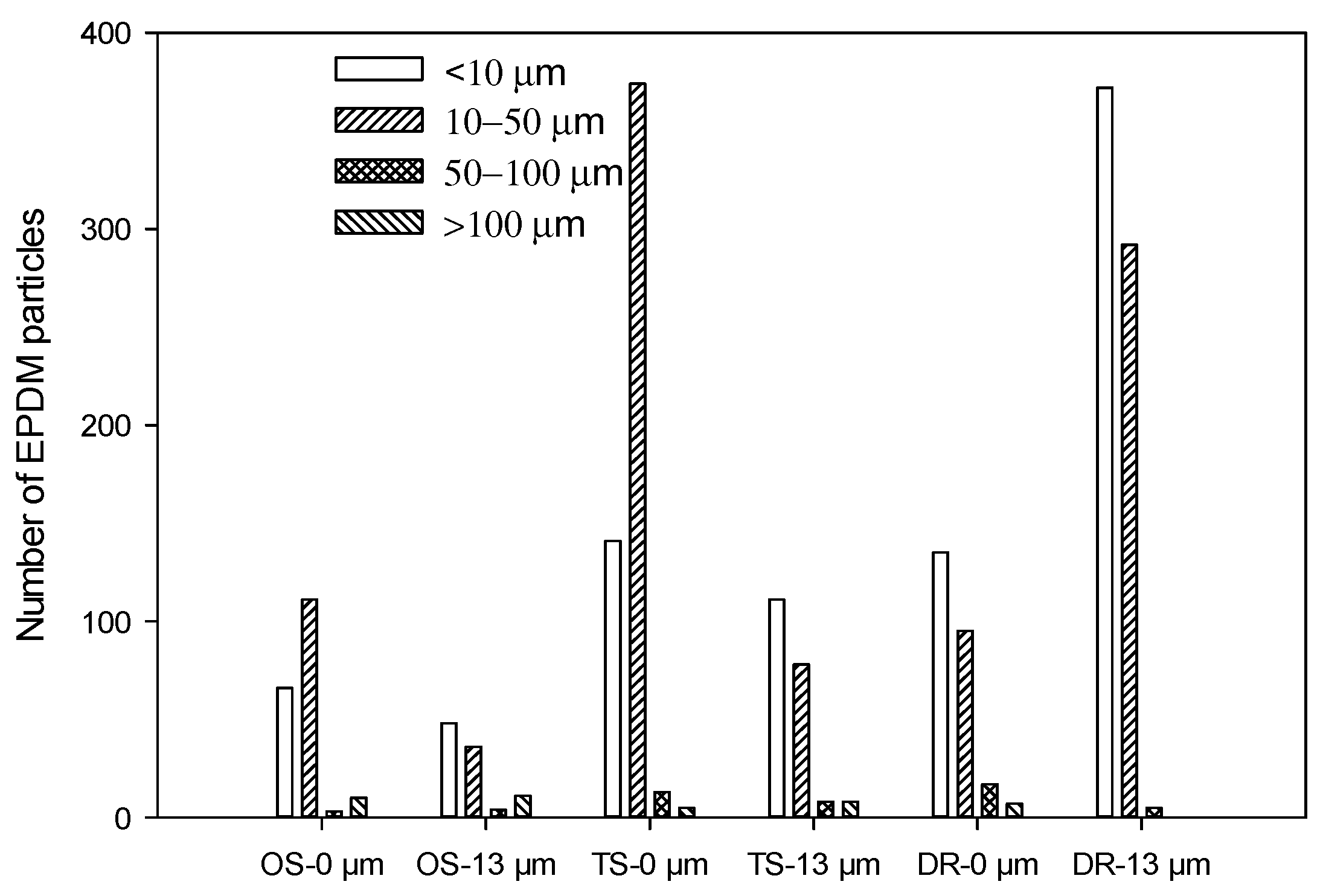
3.4. Morphology of Blends
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- De, S.K.; Bhowmick, A.K. Thermoplastic Elastomers from Rubber-Plastic Blends; Ellis Horwood: Washington DC, USA, 1990. [Google Scholar]
- Gessler, A.M.; Haslett, W.H. Process for Preparing a Vulcanized Blend of Crystalline Polypropylene and Chlorinated Butyl Rubber. U.S. Patent 3,037,954, 5 June 1962. [Google Scholar]
- Fischer, W.K.; Conn, W. Thermoplastic blend of partially cured monoolefin copolymer rubber and polyolefin plastic. U.S. Patent 3,758,643, 4 June 1973. [Google Scholar]
- Coran, A.Y.; Das, B.; Patel, R.P. Thermoplastic vulcanizates of olefin rubber and polyolefin resin. U.S. Patent 4,130,535, 19 December 1978. [Google Scholar]
- Abdou-Sabet, S.; Fath, M.A. Thermoplastic elastomeric blends of olefin rubber and polyolefin resin. U.S. Patent 4,311,628, 19 January 1982. [Google Scholar]
- Tasdemir, M.; Topsakaloglu, M.; Caneba, G.T. Dynamically vulcanized EPDM (Ethylene-Propylene-Diene Polymer)/PP(Polypropylene) polymer blend: Performance index (PI). J. Polym. Mater. 2010, 27, 337–349. [Google Scholar]
- Wu, H.G.; Ning, N.Y.; Zhang, L.Q.; Tian, H.C.; Wu, Y.P.; Tian, M. Effect of additives on the morphology evolution of EPDM/PP TPVs during dynamic vulcanization in a twin-screw extruder. J. Polym. Res. 2013, 20, 266. [Google Scholar] [CrossRef]
- Uthaipan, N.; Junhasavasdikul, B.; Nakason, C.; Thitithammawong, A. Prediction models for the key mechanical properties of EPDM/PP blends as affected by processing parameters and their correlation with stress relaxation and phase morphologies. Polym. Adv. Technol. 2015, 26, 970–977. [Google Scholar] [CrossRef]
- Shi, M.; Zhang, D.; Zhu, J.; Shi, Y.; Sun, J.; Yubi Ji, Y. Morphology, crystallization, and thermal and mechanical properties of dynamic vulcanization EPDM/PP thermoplastic elastomer. J. Thermoplast. Compos. Mater. 2019, 32, 922–935. [Google Scholar] [CrossRef]
- Banerjee, S.S.; Bhowmick, A.K. An effective strategy to develop nanostructured morphology and enhanced physico-mechanical properties of PP/EPDM thermoplastic elastomers. J. Mater. Sci. 2016, 51, 6722–6734. [Google Scholar] [CrossRef]
- Chen, G.; Guo, S.; Li, H. Ultrasonic improvement of the compatibility and rheological behavior of high density polyethylene/polystyrene blends. J. Appl. Polym. Sci. 2002, 86, 23–32. [Google Scholar] [CrossRef]
- Kim, H.; Lee, J.W. Effect of ultrasonic wave on the degradation of polypropylene melt and morphology of its blend with polystyrene. Polymer 2002, 43, 2585–2589. [Google Scholar] [CrossRef]
- Kim, H.; Ryu, J.G.; Lee, J.W. Evolution of phase morphology and in-situ compatibilization of polymer blends during ultrasound-assisted melt mixing. Korea-Aust. Rheol. J. 2002, 14, 121–128. [Google Scholar]
- Isayev, A.; Hong, C. Ultrasound assisted continuous process for making polymer blends and copolymers. U.S. Patent 6,528,554, 4 March 2003. [Google Scholar]
- Feng, W.; Isayev, A.I. In situ compatibilization of PP/EPDM blends during ultrasound aided extrusion. Polymer 2004, 45, 1207–1216. [Google Scholar] [CrossRef]
- Feng, W.; Isayev, A.I. In situ ultrasonic compatibilization of unvulcanized and dynamically vulcanized PP/EPDM blends. Polym. Eng. Sci. 2004, 44, 2019–2028. [Google Scholar] [CrossRef]
- Kim, J.K.; Lee, S.H.; Hwang, S.H. Study on the thermoplastic vulcanizate using ultrasonically treated rubber powder. J. Appl. Polym. Sci. 2003, 90, 2503–2507. [Google Scholar] [CrossRef]
- Isayev, A.I.; Churdpunt, Y.; Guo, X. Comparative Study of Ziegler-Natta and Metallocene Based Polypropylenes in Injection Molding: Simulation and Experiment. Int. Polym. Process. 2000, 15, 72–82. [Google Scholar] [CrossRef]
- Isayev, A.I.; Yushanov, S.P.; Chen, J. Ultrasonic devulcanization of rubber vulcanizates. I. Process model. J. Appl. Polym. Sci. 1996, 59, 803–813. [Google Scholar] [CrossRef]
- Isayev, A.I.; Yushanov, S.P.; Chen, J. Ultrasonic devulcanization of rubber vulcanizates. II. Simulation and Experiment. J. Appl. Polym. Sci. 1996, 59, 815–824. [Google Scholar] [CrossRef]






Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dong, H.; Zhong, J.; Isayev, A.I. Manufacturing Polypropylene (PP)/Waste EPDM Thermoplastic Elastomers Using Ultrasonically Aided Twin-Screw Extrusion. Polymers 2021, 13, 259. https://doi.org/10.3390/polym13020259
Dong H, Zhong J, Isayev AI. Manufacturing Polypropylene (PP)/Waste EPDM Thermoplastic Elastomers Using Ultrasonically Aided Twin-Screw Extrusion. Polymers. 2021; 13(2):259. https://doi.org/10.3390/polym13020259
Chicago/Turabian StyleDong, Hui, Jing Zhong, and Avraam I. Isayev. 2021. "Manufacturing Polypropylene (PP)/Waste EPDM Thermoplastic Elastomers Using Ultrasonically Aided Twin-Screw Extrusion" Polymers 13, no. 2: 259. https://doi.org/10.3390/polym13020259
APA StyleDong, H., Zhong, J., & Isayev, A. I. (2021). Manufacturing Polypropylene (PP)/Waste EPDM Thermoplastic Elastomers Using Ultrasonically Aided Twin-Screw Extrusion. Polymers, 13(2), 259. https://doi.org/10.3390/polym13020259