
The Use of Computed Tomography in the Study of Microstructure of Molded Pieces Made of Poly(3-hydroxybutyric-co-3-hydroxyvaleric acid) (PHBV) Biocomposites with Natural Fiber


Abstract
:1. Introduction
2. Techniques and Procedures
2.1. Materials
2.2. Composite Preparation
2.3. The Composite Structure Examination Using CT
3. Results and Discussion
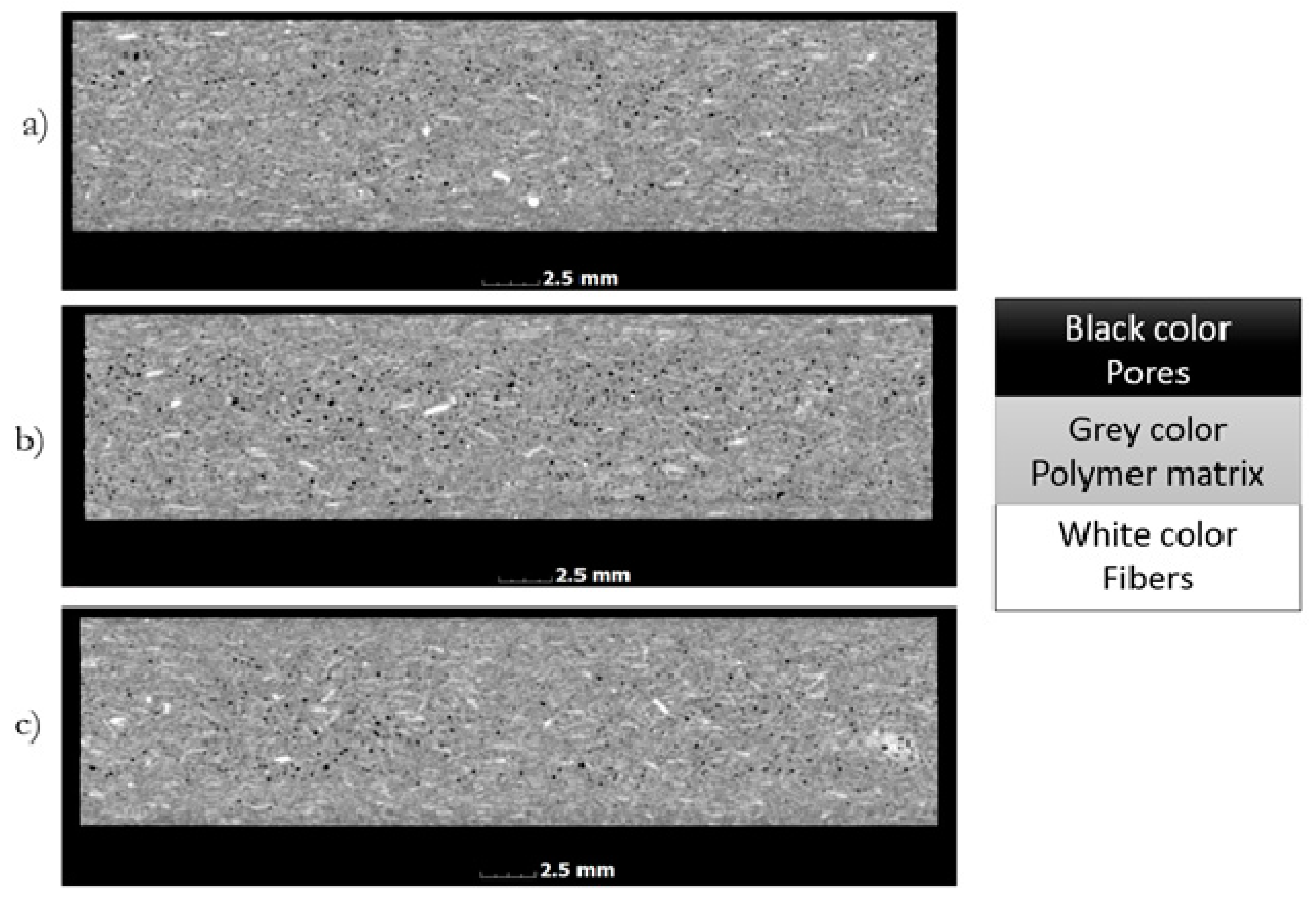
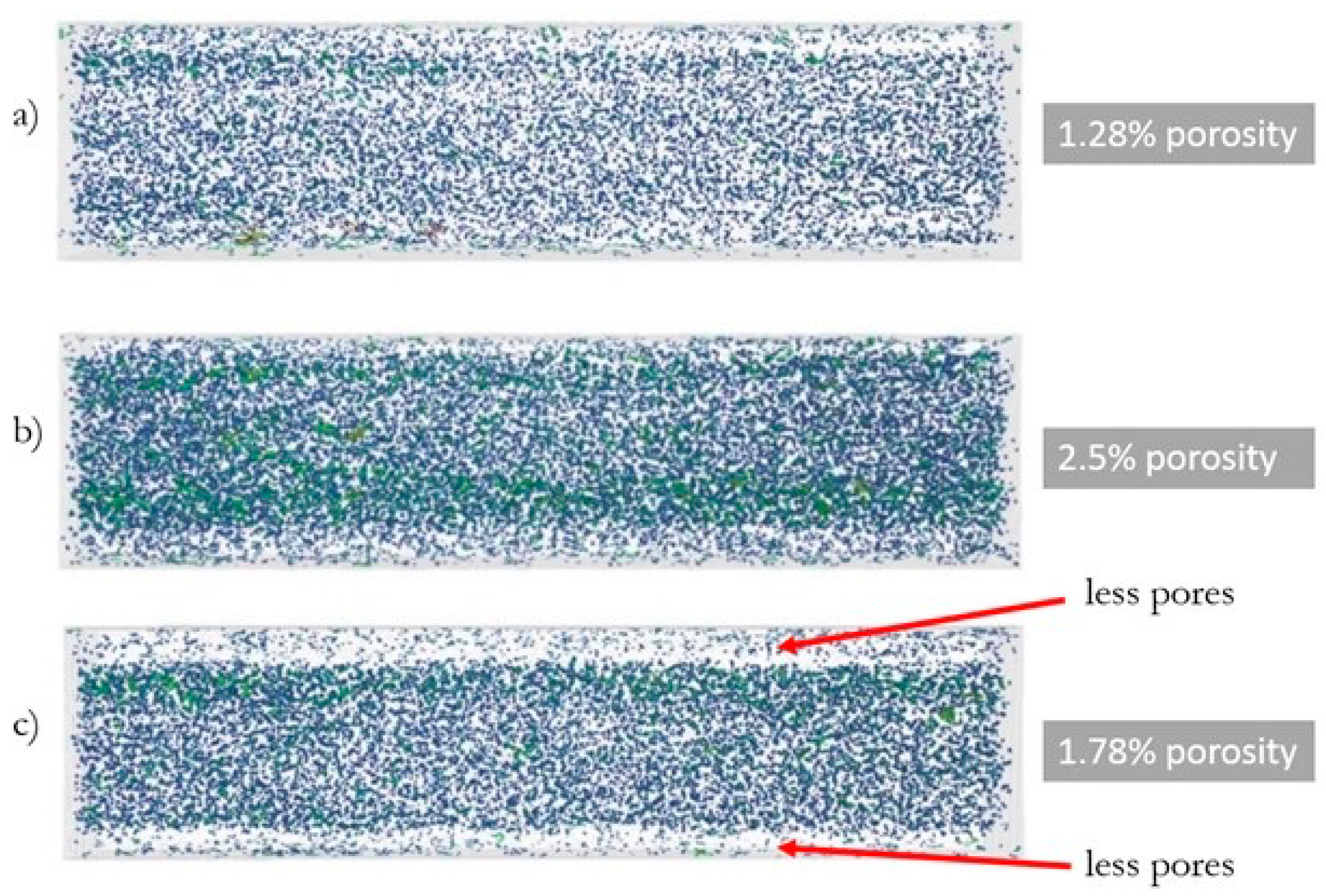
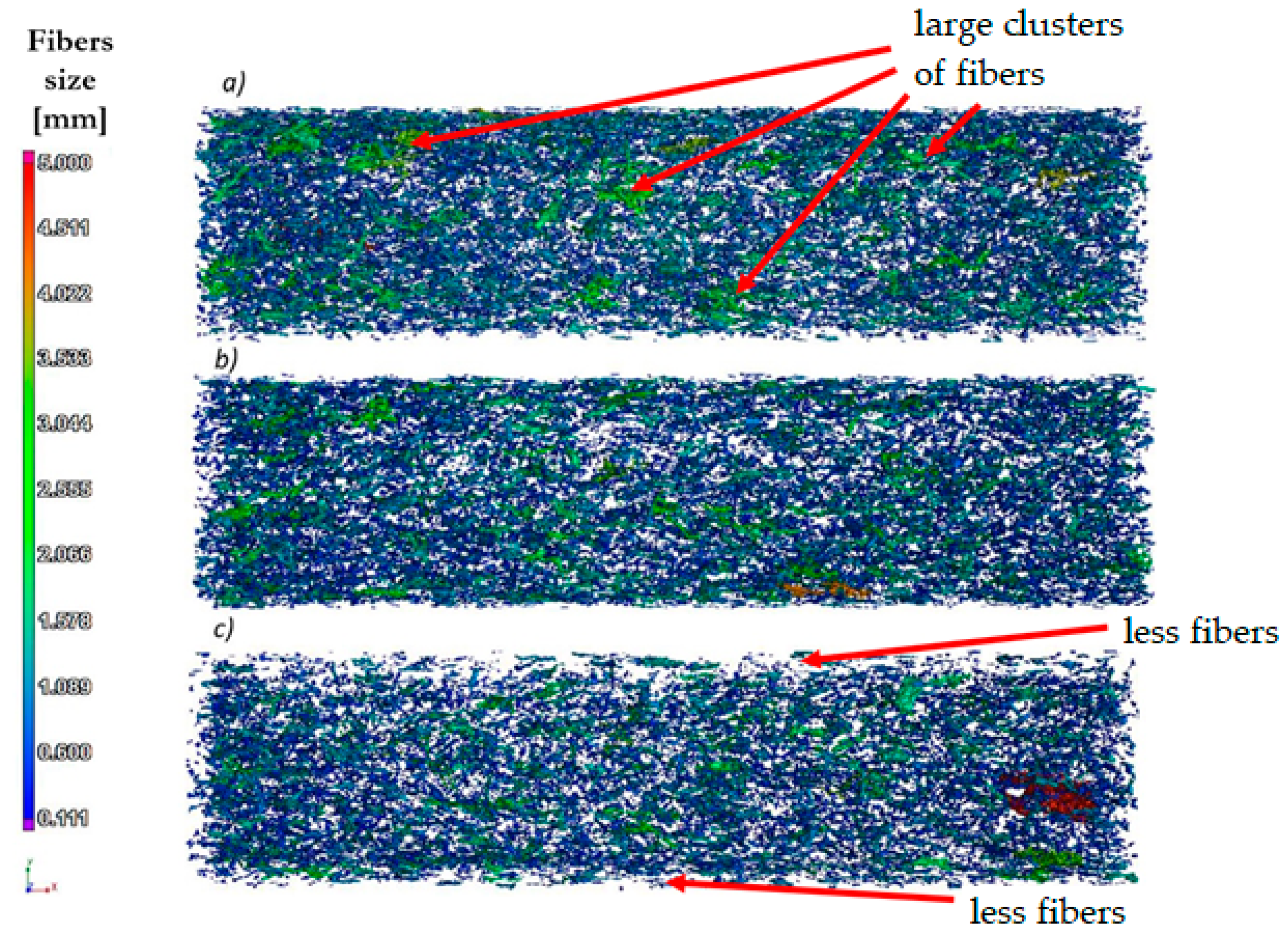
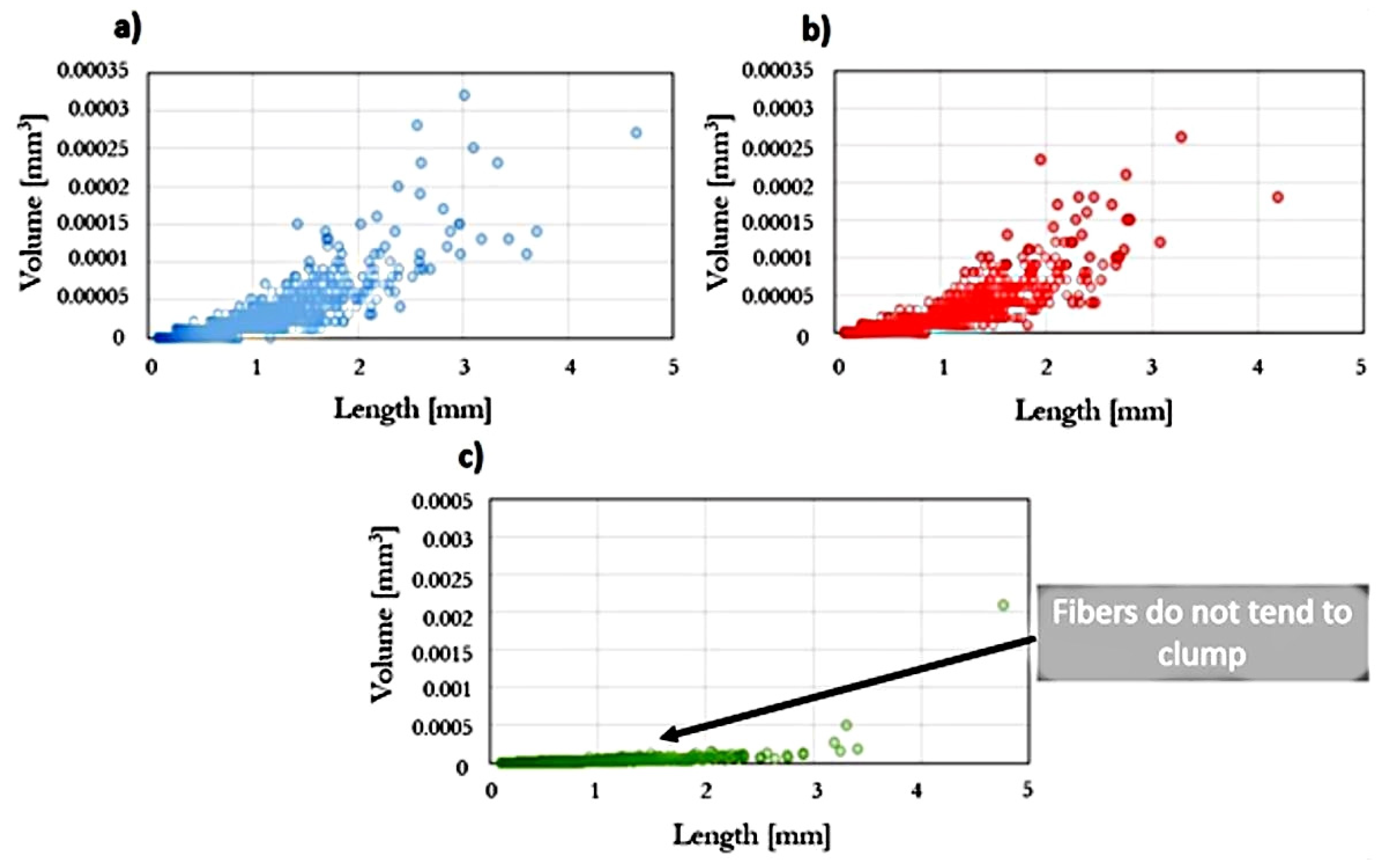
3.1. The Biocomposite Microstructure Assessment
3.2. Veryfication Tests
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Garcea, S.C.; Wang, Y.; Withers, P.J. X-ray computed tomography of polymer composites. Compos. Sci. Technol. 2018, 156, 305–319. [Google Scholar] [CrossRef]
- Thompson, A.; Leach, R. Introduction to Industrial X-ray Computed Tomography. In Industrial X-ray Computed Tomography; Springer International Publishing: New York, NY, USA, 2018; pp. 1–23. [Google Scholar]
- Ramlau, R.; Scherzer, O. The first 100 years of the Radon transform. Inverse Prob. 2018, 34, 090–201. [Google Scholar] [CrossRef]
- Gapinski, B.; Wieczorowski, M.; Grzelka, M.; Arroyo Alonso, P.; Bermudez Tome, A. The application of micro computed tomography to assess quality of parts manufactured by means of rapid prototyping. Polimery 2017, 62, 53–59. [Google Scholar] [CrossRef]
- Szewczykowski, P.P.; Skarzynski, L. Application of the X-ray micro-computed tomography to the analysis of the structure of polymeric materials. Polimery 2019, 64, 12–22. [Google Scholar] [CrossRef]
- De Kergariou, C.; Le Duigou, A.; Popineau, V.; Gager, V.; Kervoelen, A.; Perriman, A.; Saidani-Scott, H.; Allegri, G.; Panzera, T.H.; Scarpa, F. Measure of porosity in flax fibres reinforced polylactic acid biocomposites. Compos. Part A 2021. [Google Scholar] [CrossRef]
- Blazejczyk, A.; Wierzbicka, P. Heterogeneous pores distribution in polyurethane expanding foams detected via X-ray computed microtomography. Polimery 2018, 63, 685–693. [Google Scholar] [CrossRef]
- Ryzińska, G.; David, M.; Prusty, G.; Tarasiuk, J.; Wroński, S. Effect of fibre architecture on the specific energy absorption in carbon epoxy composite tubes under progressive crushing. Compos. Struct. 2019, 227, 111–292. [Google Scholar] [CrossRef]
- Kleindel, S.; Salaberger, D.; Eder, R.; Schretter, H.; Hochenauer, C. Prediction and Validation of Short Fiber Orientation in a Complex Injection Molded Part with Chunky Geometry. Int. Polym. Proc. 2015, 30, 366–380. [Google Scholar] [CrossRef]
- Nciri, M.; Notta-Cuvier, D.; Lauro, F.; Chaari, F.; Maalej, Y.; Zouari, B. Modelling and characterisation of dynamic behaviour of short-fibre-reinforced composites. Compos. Struct. 2017, 160, 516–528. [Google Scholar] [CrossRef]
- Faruk, O.; Bledzki, A.K.; Fink, H.-P.; Sain, M. Biocomposites reinforced with natural fibers: 2000–2010. Prog. Polym. Sci. 2012, 37, 1552–1596. [Google Scholar] [CrossRef]
- Klyosov, A.A. Wood-Plastic Composites; John Wiley & Sons: Hoboken, NJ, USA, 2007; pp. 1–728. [Google Scholar]
- Kalia, S.; Kaith, B.S.; Kaur, I. Pretreatments of natural fibers and their application as reinforcing material in polymer composites-A review. Polym. Eng. Sci. 2009, 49, 1253–1272. [Google Scholar] [CrossRef]
- Kim, J.K.; Pal, K. Recent Advances in the Processing of Wood-Plastic Composites; Springer Science & Business Media: Berlin, Germany, 2010; pp. 1–176. [Google Scholar]
- Kuciel, S.; Jakubowska, P.; Kuźniar, P. A study on the mechanical properties and the influence of water uptake and temperature on biocomposites based on polyethylene from renewable sources. Compos. Part B 2014, 64, 72–77. [Google Scholar] [CrossRef]
- Rouchi, A.M. Lignin and Lignan Biosynthesis. Chem. Eng. News 2000, 78, 29–32. [Google Scholar] [CrossRef]
- Kondo, T. Hydrogen bonds in regioselectively substituted cellulose derivatives. J. Polym. Sci. Part B Polym. Phys. 1994, 32, 1229–1236. [Google Scholar] [CrossRef]
- Frącz, W.; Janowski, G. Selected properties of biocomposites on the basis of phbv with cellulose fillers. Sci. Lett. Rzesz. Univ. Technol. Mech. 2018. [Google Scholar] [CrossRef]
- Bledzki, A.K.; Jaszkiewicz, A. Mechanical performance of biocomposites based on PLA and PHBV reinforced with natural fibres – A comparative study to PP. Compos. Sci. Technol. 2010, 70, 1687–1696. [Google Scholar] [CrossRef] [Green Version]
- Mazur, K.; Kuciel, S. Mechanical and Hydrothermal Aging Behaviour of Polyhydroxybutyrate-Co-Valerate (PHBV) Composites Reinforced by Natural Fibres. Molecules 2019, 24, 3538. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Mehta, G.; Mohanty, A.K.; Thayer, K.; Misra, M.; Drzal, L.T. Novel Biocomposites Sheet Molding Compounds for Low Cost Housing Panel Applications. J. Polym. Environ. 2005, 13, 169–175. [Google Scholar] [CrossRef]
- Mohanty, A.K.; Misra, M.; Drzal, L.T. Natural Fibers, Biopolymers, and Biocomposites; CRC Press: Boca Raton, FL, USA, 2005; pp. 1–896. [Google Scholar]
- Guo, M.; Stuckey, D.C.; Murphy, R.J. Is it possible to develop biopolymer production systems independent of fossil fuels? Case study in energy profiling of polyhydroxybutyrate-valerate (PHBV). Green Chem. 2013, 15, 706–717. [Google Scholar] [CrossRef]
- Hufenus, R.; Reifler, F.A.; Maniura-Weber, K.; Spierings, A.; Zinn, M. Biodegradable Bicomponent Fibers from Renewable Sources: Melt-Spinning of Poly(lactic acid) and Poly[(3-hydroxybutyrate) -co- (3-hydroxyvalerate)]. Macromol. Mater. Eng. 2012, 297, 75–84. [Google Scholar] [CrossRef]
- Material Safety Data Sheet Enmat Y1000P. (n.d.)., Helian Polymers (Belfeld, The Netherlands). Available online: http://www.tianan-enmat.com/pdf/TDS_Y1000P_Dec2011.pdf (accessed on 2 August 2021).
- EN ISO 527-1, Plastics—Determination of Tensile Properties. In Part 1: General Principles. Available online: https://www.iso.org/standard/75824.html (accessed on 2 August 2021).
- EN ISO 2039-1 Plastics—Determination of Hardness. In Part 1: Ball Indentation Method. Available online: https://www.iso.org/standard/31264.html (accessed on 2 August 2021).
- EN ISO 8256, Plastics—Determination of Tensile-Impact Strength. Available online: https://www.iso.org/standard/35900.html (accessed on 2 August 2021).
- EN ISO 62, Plastics—Determination of Water Absorption. Available online: https://www.iso.org/standard/41672.html (accessed on 2 August 2021).
- EN ISO 294-4, Plastics—Injection Moulding of Test Specimens of Thermoplastic Materials. In Part 4: Determination of Moulding Shrinkage. 2018. Available online: https://www.iso.org/standard/70413.html (accessed on 2 August 2021). [CrossRef]
- Woźna, A.; Ziółkowski, G. Zastosowanie metody tomografii komputerowej do określenia struktury kompozytów bioresorbowalnych wytwarzanych przy pomocy generatywnej technologii laserowej. Aktualne Probl. Biomech. 2017, 12, 97–104. [Google Scholar]
- Cousins, D.S.; Lowe, C.; Swan, D.; Barsotti, R.; Zhang, M.; Gleich, K.; Berry, D.; Snowberg, D.; Dorgan, J.R. Miscible blends of biobased poly(lactide) with poly(methyl methacrylate): Effects of chopped glass fiber incorporation. J. Appl. Polym. Sci. 2017, 134. [Google Scholar] [CrossRef]
- Awal, A.; Rana, M.; Sain, M. Thermorheological and mechanical properties of cellulose reinforced PLA bio-composites. Mech. Mater. 2015, 80, 87–95. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fiber Source | Density (kg/m3) | Elongation (%) | Tensile Strength (MPa) | Young’s Modulus (GPa) |
|---|---|---|---|---|
| Flax | 1500 | 2.7–3.2 | 345–1035 | 27.6 |
| Hemp | 1500 | 1.6 | 690 | 70 |
| Kenaf | 1500 | 1.3–5.5 | 195–666 | 60–66 |
| Coniferous tree | 1500 | – | 1000 | 40 |
| Bamboo | 1400–1450 | 2.5–3.7 | 140–800 | 11–32 |
| Glass fiber type E | 2500 | 2.5 | 2000–3500 | 70 |
| Glass fiber type S | 2500 | 2.8 | 4570 | 86 |
| Fiber Type | Cellulose (wt.%) | Hemicellulose (wt.%) | Lignin (wt.%) | Others (wt.%) |
|---|---|---|---|---|
| Flax | 71 | 18.6–20.6 | 2.2 | 1.5 |
| Kenaf | 72 | 20.3 | 9 | – |
| Bamboo | 26–43 | 30 | 21–31 | – |
| Jute | 61–71 | 14–20 | 12–13 | 0.5 |
| Hemp | 68 | 15 | 10 | 0.8 |
| Deciduous trees | 44 ± 3 | 32 ± 5 | 18 ± 4 | 0.2–0.8 |
| Coniferous tree | 42 ± 2 | 26 ± 3 | 29 ± 4 | 0.2–0.8 |
| Temperature [°C] | ||||
|---|---|---|---|---|
| Head | Zone 3 | Zone 2 | Zone 1 | Feed Hopper |
| 170 | 165 | 155 | 145 | 35 |
| Parameter | Value |
|---|---|
| Mold temperature [°C] | 60 |
| Melt temperature [°C] | 167 |
| Cooling time [s] | 25 |
| Packing time [s] | 25 |
| Packing pressure [MPa] | 30 |
| Injection speed [cm3/s] | 10, 35, 70 |
| Projection Parameters | Reconstruction Parameters | |
|---|---|---|
| Measurement 1 | Measurement 2 | Measurement for Voxel Size: 50 µm |
| Voltage: 170 kV | Voltage: 100 kV | Number of projections: 1050 |
| Current: 300 µA | Current: 200 µA | Reconstruction algorithm: Feldkamp |
| Voxel size: 170 µm | Voxel size: 50 µm | Correction of circular artifacts every 10° |
| Pre-filtration: 0.25 mm | Pre-filtration: none | Noise filtration: Sheep_Logan |
Detector:
| Detector:
| Offset correction:
|
| Temperature: 20.8 °C | Temperature: 20.8 °C | Detector gain correction:
|
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Frącz, W.; Janowski, G.; Pruchniak, M.; Wałek, Ł. The Use of Computed Tomography in the Study of Microstructure of Molded Pieces Made of Poly(3-hydroxybutyric-co-3-hydroxyvaleric acid) (PHBV) Biocomposites with Natural Fiber. Polymers 2021, 13, 2942. https://doi.org/10.3390/polym13172942
Frącz W, Janowski G, Pruchniak M, Wałek Ł. The Use of Computed Tomography in the Study of Microstructure of Molded Pieces Made of Poly(3-hydroxybutyric-co-3-hydroxyvaleric acid) (PHBV) Biocomposites with Natural Fiber. Polymers. 2021; 13(17):2942. https://doi.org/10.3390/polym13172942
Chicago/Turabian StyleFrącz, Wiesław, Grzegorz Janowski, Maciej Pruchniak, and Łukasz Wałek. 2021. "The Use of Computed Tomography in the Study of Microstructure of Molded Pieces Made of Poly(3-hydroxybutyric-co-3-hydroxyvaleric acid) (PHBV) Biocomposites with Natural Fiber" Polymers 13, no. 17: 2942. https://doi.org/10.3390/polym13172942
APA StyleFrącz, W., Janowski, G., Pruchniak, M., & Wałek, Ł. (2021). The Use of Computed Tomography in the Study of Microstructure of Molded Pieces Made of Poly(3-hydroxybutyric-co-3-hydroxyvaleric acid) (PHBV) Biocomposites with Natural Fiber. Polymers, 13(17), 2942. https://doi.org/10.3390/polym13172942