
Effect of Filler Particle Size on the Recyclability of Fly Ash Filled HDPE Composites


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
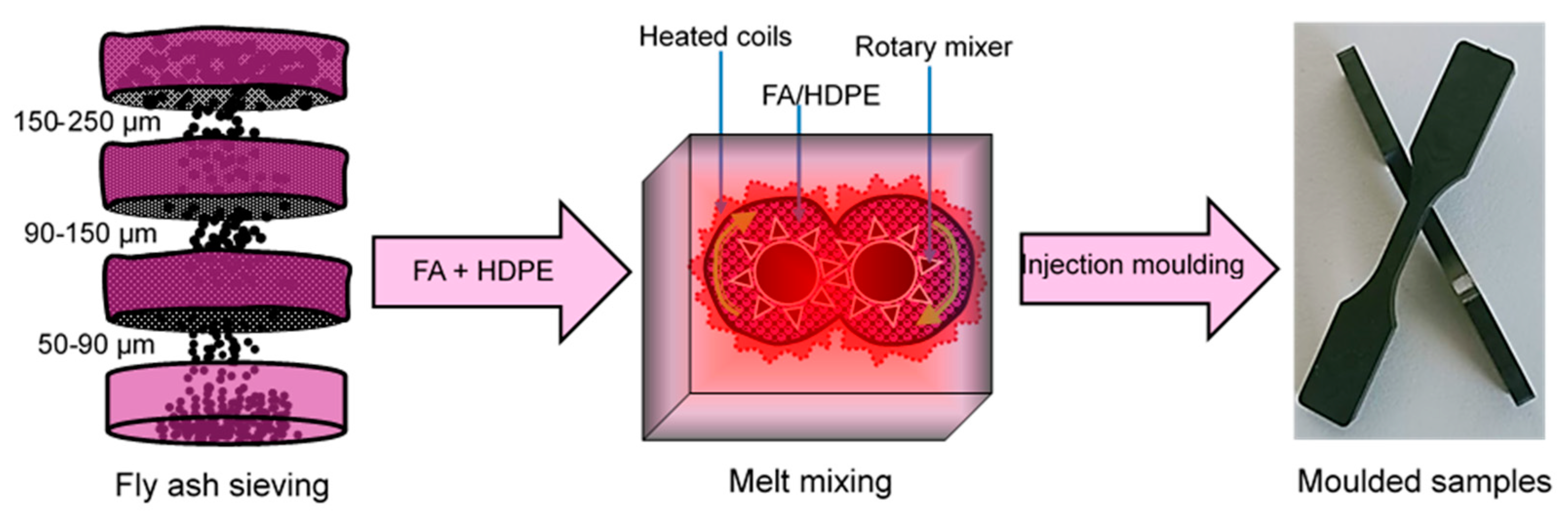
2.2. Experimental Method
2.3. Recycling of Composites
3. Results and Discussion
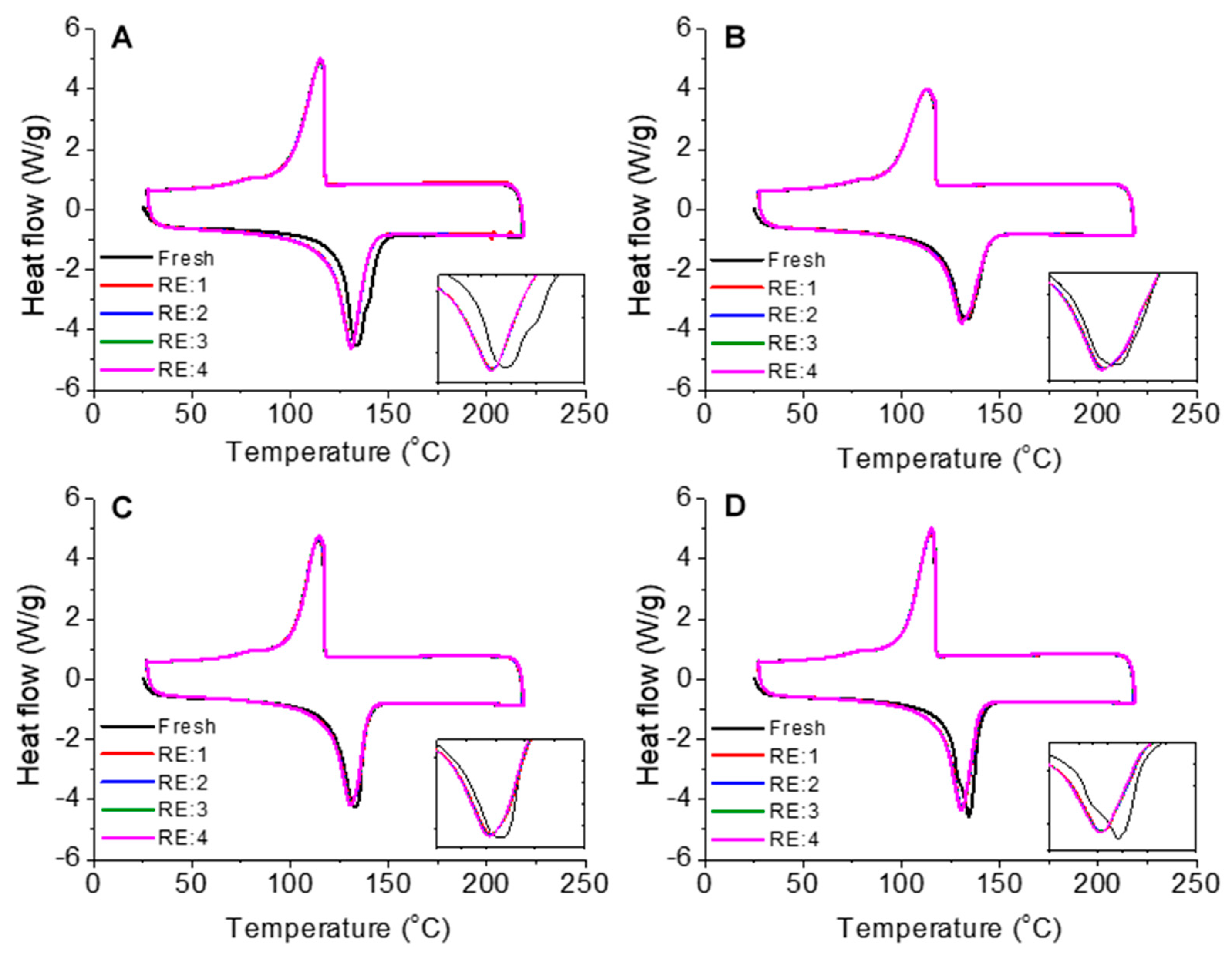
3.1. Thermal Degradation and Crystallinity
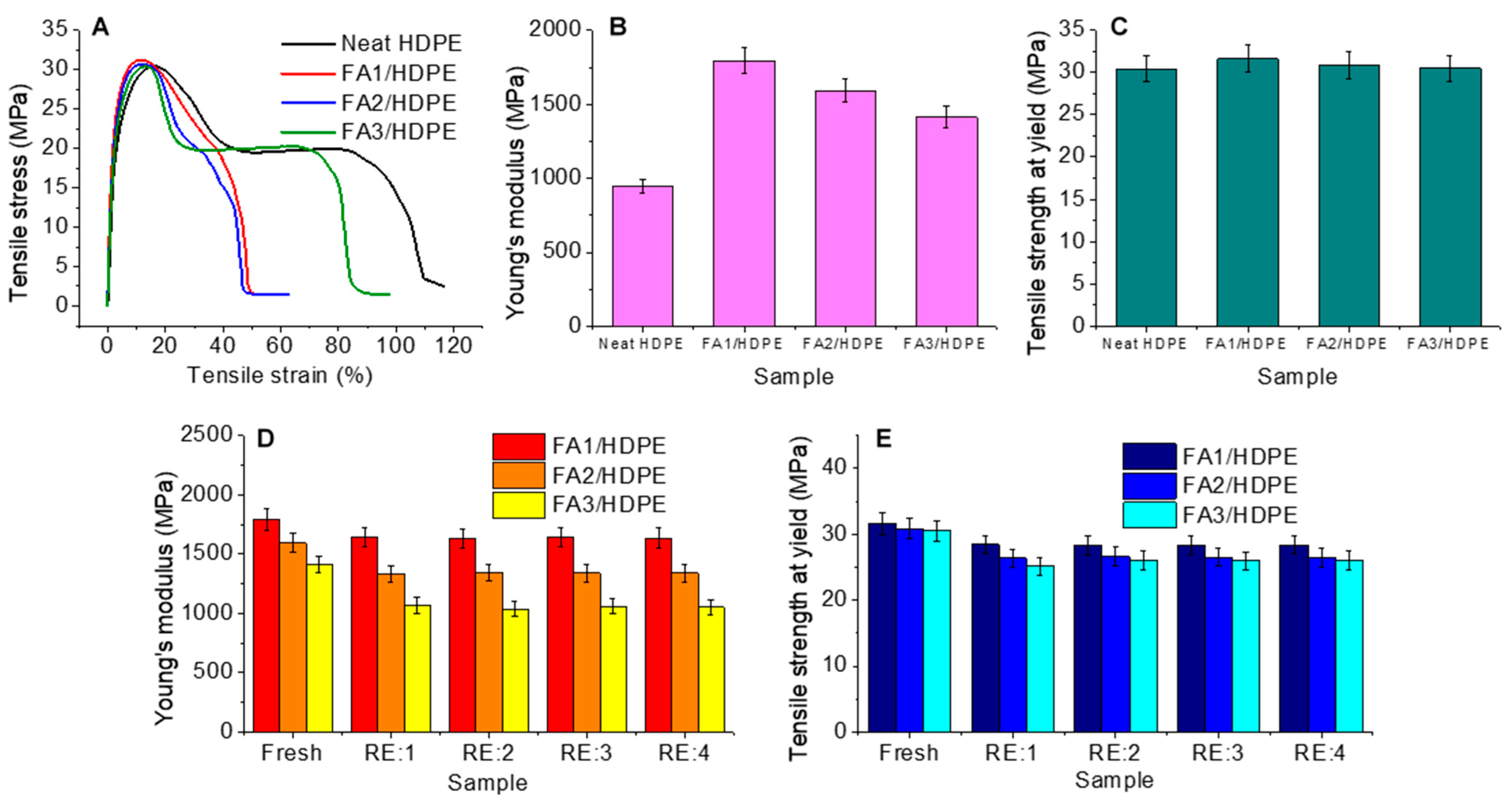
3.2. Mechanical Properties
3.3. Filler/Matrix Morphology
4. Conclusions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ahmaruzzaman, M. A review on the utilization of fly ash. Prog. Energy Combust. Sci. 2010, 36, 327–363. [Google Scholar] [CrossRef]
- Kankia, M.U.; Baloo, L.; Mohammed, B.S.; Hassan, S.B.; Haruna, S.; Danlami, N.; Ishak, E.A.; Samahani, W.N. Effects of petroleum sludge ash in fly ash-based geopolymer mortar. Constr. Build. Mater. 2020, 272, 121939. [Google Scholar] [CrossRef]
- Page, A.L.; Elseewi, A.A.; Straughan, I.R. Physical and chemical properties of fly ash from coal-fired power plants with reference to environmental impacts. In Residue Reviews; Springer: Berlin/Heidelberg, Germany, 1979; pp. 83–120. [Google Scholar]
- Żyrkowski, M.; Neto, R.C.; Santos, L.F.; Witkowski, K. Characterization of fly-ash cenospheres from coal-fired power plant unit. Fuel 2016, 174, 49–53. [Google Scholar] [CrossRef]
- White, S.C.; Case, E.D. Characterization of fly ash from coal-fired power plants. J. Mater. Sci. 1990, 25, 5215–5219. [Google Scholar] [CrossRef]
- Reddy, A.C. Coal flyash–environmental impact and utilization: A review. J. Eng. Adv. 1997, 9, 48–49. [Google Scholar]
- Huang, T.; Chiueh, P.; Lo, S. Life-cycle environmental and cost impacts of reusing fly ash. Resour. Conserv. Recycl. 2017, 123, 255–260. [Google Scholar] [CrossRef]
- Golden, D.M. Water Pollution Arising from Solid Waste (Coal, Fly Ash, Slag) Disposal, and Measures to Prevent Water Pollution. Water Sci. Technol. 1983, 15, 1–10. [Google Scholar] [CrossRef]
- Jambhulkar, H.P.; Shaikh, S.M.S.; Kumar, M.S. Fly ash toxicity, emerging issues and possible implications for its exploitation in agriculture; Indian scenario: A review. Chemosphere 2018, 213, 333–344. [Google Scholar] [CrossRef] [PubMed]
- Carlson, C.L.; Adriano, D.C. Environmental Impacts of Coal Combustion Residues. J. Environ. Qual. 1993, 22, 227–247. [Google Scholar] [CrossRef]
- Cho, H.; Ji, S.-W.; Shin, H.-Y.; Jo, H. A Case Study of Environmental Policies and Guidelines for the Use of Coal Ash as Mine Reclamation Filler: Relevance for Needed South Korean Policy Updates. Sustainability 2019, 11, 3629. [Google Scholar] [CrossRef] [Green Version]
- Nikoloutsopoulos, N.; Sotiropoulou, A.; Kakali, G.; Tsivilis, S. Physical and Mechanical Properties of Fly Ash Based Geopolymer Concrete Compared to Conventional Concrete. Buildings 2021, 11, 178. [Google Scholar] [CrossRef]
- Hoy, M.; Horpibulsuk, S.; Arulrajah, A. Strength development of Recycled Asphalt Pavement—Fly ash geopolymer as a road construction material. Constr. Build. Mater. 2016, 117, 209–219. [Google Scholar] [CrossRef]
- McCarthy, M.; Dhir, R. Development of high volume fly ash cements for use in concrete construction. Fuel 2005, 84, 1423–1432. [Google Scholar] [CrossRef]
- Rostami, H.; Tovia, F.; Masoodi, R.; Bahadory, M. Reduction of Corrosion of Reinforcing Steel in Concrete Using Alkali Ash Material. J. Solid Waste Technol. Manag. 2015, 41, 136–145. [Google Scholar] [CrossRef]
- Ma, X.; Yu, J.; Wang, N. Fly ash-reinforced thermoplastic starch composites. Carbohydr. Polym. 2007, 67, 32–39. [Google Scholar] [CrossRef]
- Nath, D.C.D.; Bandyopadhyay, S.; Yu, A.; Zeng, Q.; Das, T.; Blackburn, D.; White, C. Structure–property interface correlation of fly ash–isotactic polypropylene composites. J. Mater. Sci. 2009, 44, 6078–6089. [Google Scholar] [CrossRef]
- Ju, S.; Yoon, J.; Sung, D.; Pyo, S. Mechanical Properties of Coal Ash Particle-Reinforced Recycled Plastic-Based Composites for Sustainable Railway Sleepers. Polymers 2020, 12, 2287. [Google Scholar] [CrossRef] [PubMed]
- Qin, C.; Lu, W.; He, Z.; Qi, G.; Li, J.; Hu, X. Effect of Silane Treatment on Mechanical Properties of Polyurethane/Mesoscopic Fly Ash Composites. Polymers 2019, 11, 741. [Google Scholar] [CrossRef] [Green Version]
- Bakshi, P.; Pappu, A.; Patidar, R.; Gupta, M.K.; Thakur, V.K. Transforming Marble Waste into High-Performance, Water-Resistant, and Thermally Insulative Hybrid Polymer Composites for Environmental Sustainability. Polymers 2020, 12, 1781. [Google Scholar] [CrossRef]
- Kasar, A.K.; Gupta, N.; Rohatgi, P.K.; Menezes, P.L. A Brief Review of Fly Ash as Reinforcement for Composites with Improved Mechanical and Tribological Properties. JOM 2020, 72, 2340–2351. [Google Scholar] [CrossRef]
- Ajorloo, M.; Ghodrat, M.; Kang, W.-H. Incorporation of Recycled Polypropylene and Fly Ash in Polypropylene-Based Composites for Automotive Applications. J. Polym. Environ. 2020, 29, 1298–1309. [Google Scholar] [CrossRef]
- Varughese, K.T.; Chaturvedi, B. Fly ash as fine aggregate in polyester based polymer concrete. Cem. Concr. Compos. 1996, 18, 105–108. [Google Scholar] [CrossRef]
- Anandhan, S. Recent trends in fly ash utilization in polymer composites. Int. J. Waste Resour. 2014, 4, 1000149. [Google Scholar]
- Miller, L.; Soulliere, K.; Sawyer-Beaulieu, S.; Tseng, S.; Tam, E. Challenges and alternatives to plastics recycling in the automotive sector. Materials 2014, 7, 5883–5902. [Google Scholar] [CrossRef] [Green Version]
- Ahmad, I.; Mahanwar, P.A. Mechanical properties of fly ash filled high density polyethylene. J. Miner. Mater. Charact. Eng. 2010, 9, 183. [Google Scholar] [CrossRef]
- Satapathy, S.; Nando, G.B.; Nag, A.; Raju, K.V.S.N. HDPE-Fly Ash/Nano Fly Ash Composites. J. Appl. Polym. Sci. 2013, 130, 4558–4567. [Google Scholar] [CrossRef]
- Menczel, J.; Prime, R.B. Thermal Analysis of Polymers: Fundamentals and Applications; John Wiley & Sons: Hoboken, NJ, USA, 2009. [Google Scholar]
- Miao, W.; Zhu, H.; Duan, T.; Chen, H.; Wu, F.; Jiang, L.; Wang, Z. High-density polyethylene crystals with double melting peaks induced by ultra-high-molecular-weight polyethylene fibre. R. Soc. Open Sci. 2018, 5, 180394. [Google Scholar] [CrossRef] [Green Version]
- Atikler, U.; Başalp, D.; Tıhmınlıoğlu, F. Mechanical and morphological properties of recycled high-density polyethylene, filled with calcium carbonate and fly ash. J. Appl. Polym. Sci. 2006, 102, 4460–4467. [Google Scholar] [CrossRef] [Green Version]
- Deepthi, M.; Sharma, M.; Sailaja, R.; Anantha, P.; Sampathkumaran, P.; Seetharamu, S. Mechanical and thermal characteristics of high density polyethylene–fly ash Cenospheres composites. Mater. Des. 2010, 31, 2051–2060. [Google Scholar] [CrossRef]
- Ayswarya, E.; Francis, K.V.; Renju, V.; Thachil, E.T. Rice husk ash—A valuable reinforcement for high density polyethylene. Mater. Des. 2012, 41, 1–7. [Google Scholar] [CrossRef]
- Khoshnoud, P.; Abu-Zahra, N. The effect of particle size of fly ash (FA) on the interfacial interaction and performance of PVC/FA composites. J. Vinyl Addit. Technol. 2018, 25, 134–143. [Google Scholar] [CrossRef]
- Sengupta, S.; Pal, K.; Ray, D.; Mukhopadhyay, A. Furfuryl palmitate coated fly ash used as filler in recycled polypropylene matrix composites. Compos. Part B: Eng. 2011, 42, 1834–1839. [Google Scholar] [CrossRef]
- Aziz, S.; Rashid, S.A.; Rahmanian, S.; Salleh, M.A.M. Experimental evaluation of the interfacial properties of carbon nanotube coated carbon fiber reinforced hybrid composites. Polym. Compos. 2014, 36, 1941–1950. [Google Scholar] [CrossRef]
- Salahuddin, B.; Faisal, S.N.; Baigh, T.A.; Alghamdi, M.N.; Islam, M.S.; Song, B.; Zhang, X.; Gao, S.; Aziz, S. Carbonaceous Materials Coated Carbon Fibre Reinforced Polymer Matrix Composites. Polymers 2021, 13, 2771. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Fresh/Recycling Steps | Melting Temperature (°C) | Area of Melting Peak (J/g) | Degree of Crystallinity (%) |
|---|---|---|---|---|
| Neat HDPE | Fresh | 133.97 | 169.6 | 57.8 |
| RE: 1–4 | 131.2 (±0.5) | 166.3 (±0.8) | 56.7 (±0.7) | |
| FA1/HDPE | Fresh | 133.19 | 159.1 | 54.3 |
| RE: 1–4 | 130.91 (±0.8) | 153.3 (±0.6) | 52.3 (±0.5) | |
| FA2/HDPE | Fresh | 133.16 | 158.6 | 54.1 |
| RE: 1–4 | 130.79 (±0.3) | 153.0 (±0.7) | 52.2 (±0.2) | |
| FA3/HDPE | Fresh | 134.11 | 158.2 | 53.9 |
| RE: 1–4 | 130.41 (±0.6) | 151.9 (±0.5) | 51.8 (±0.4) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alghamdi, M.N. Effect of Filler Particle Size on the Recyclability of Fly Ash Filled HDPE Composites. Polymers 2021, 13, 2836. https://doi.org/10.3390/polym13162836
Alghamdi MN. Effect of Filler Particle Size on the Recyclability of Fly Ash Filled HDPE Composites. Polymers. 2021; 13(16):2836. https://doi.org/10.3390/polym13162836
Chicago/Turabian StyleAlghamdi, Mohammed N. 2021. "Effect of Filler Particle Size on the Recyclability of Fly Ash Filled HDPE Composites" Polymers 13, no. 16: 2836. https://doi.org/10.3390/polym13162836
APA StyleAlghamdi, M. N. (2021). Effect of Filler Particle Size on the Recyclability of Fly Ash Filled HDPE Composites. Polymers, 13(16), 2836. https://doi.org/10.3390/polym13162836