
Chemical Treatment of Bio-Derived Industrial Waste Filled Recycled Low-Density Polyethylene: A Comparative Evaluation



Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Composite Fabrication
2.3. Characterization
2.3.1. Chemical Characterization
2.3.2. Physical Properties
2.3.3. Mechanical Properties
2.3.4. Thermal Properties
3. Results and Discussion
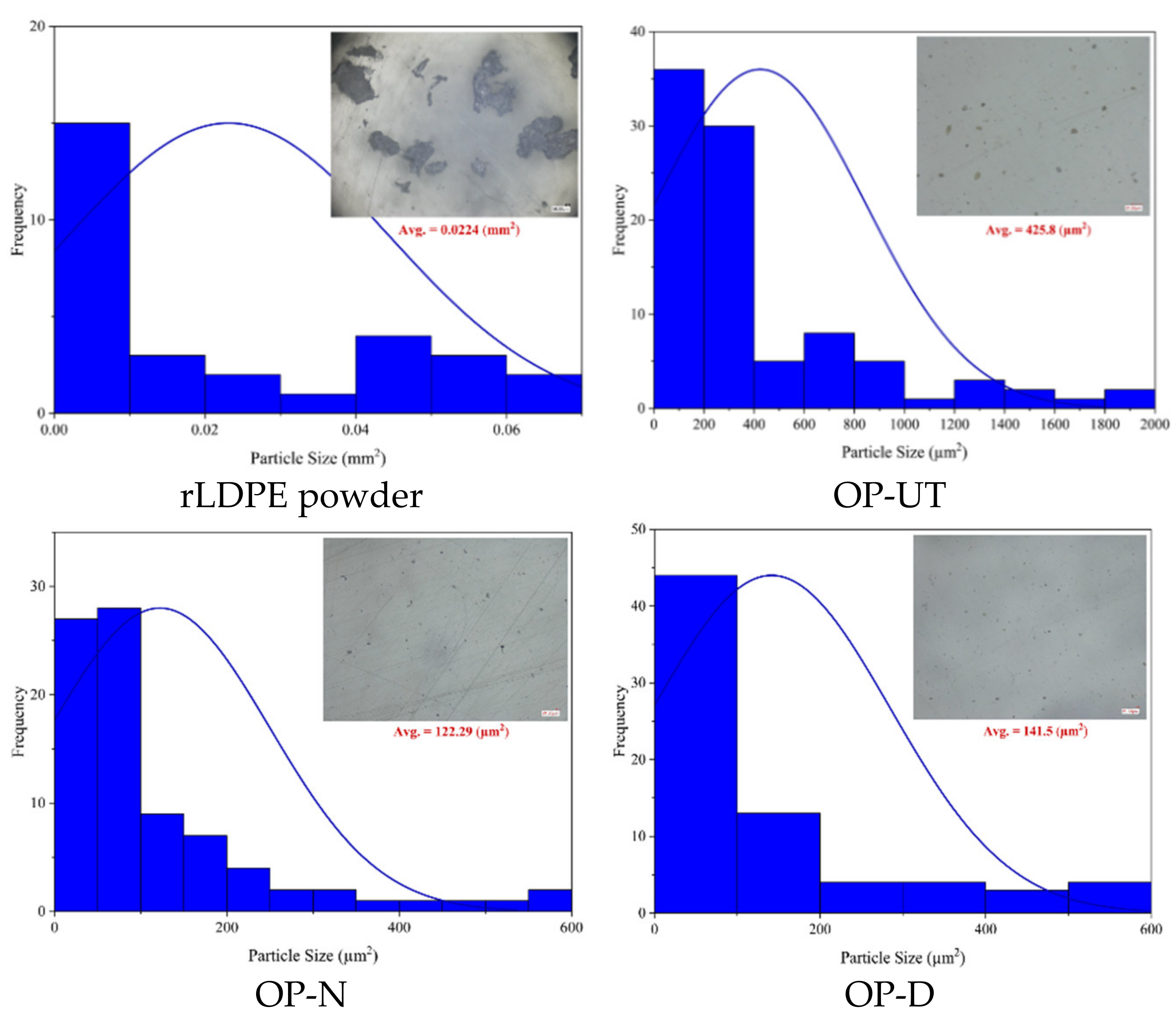
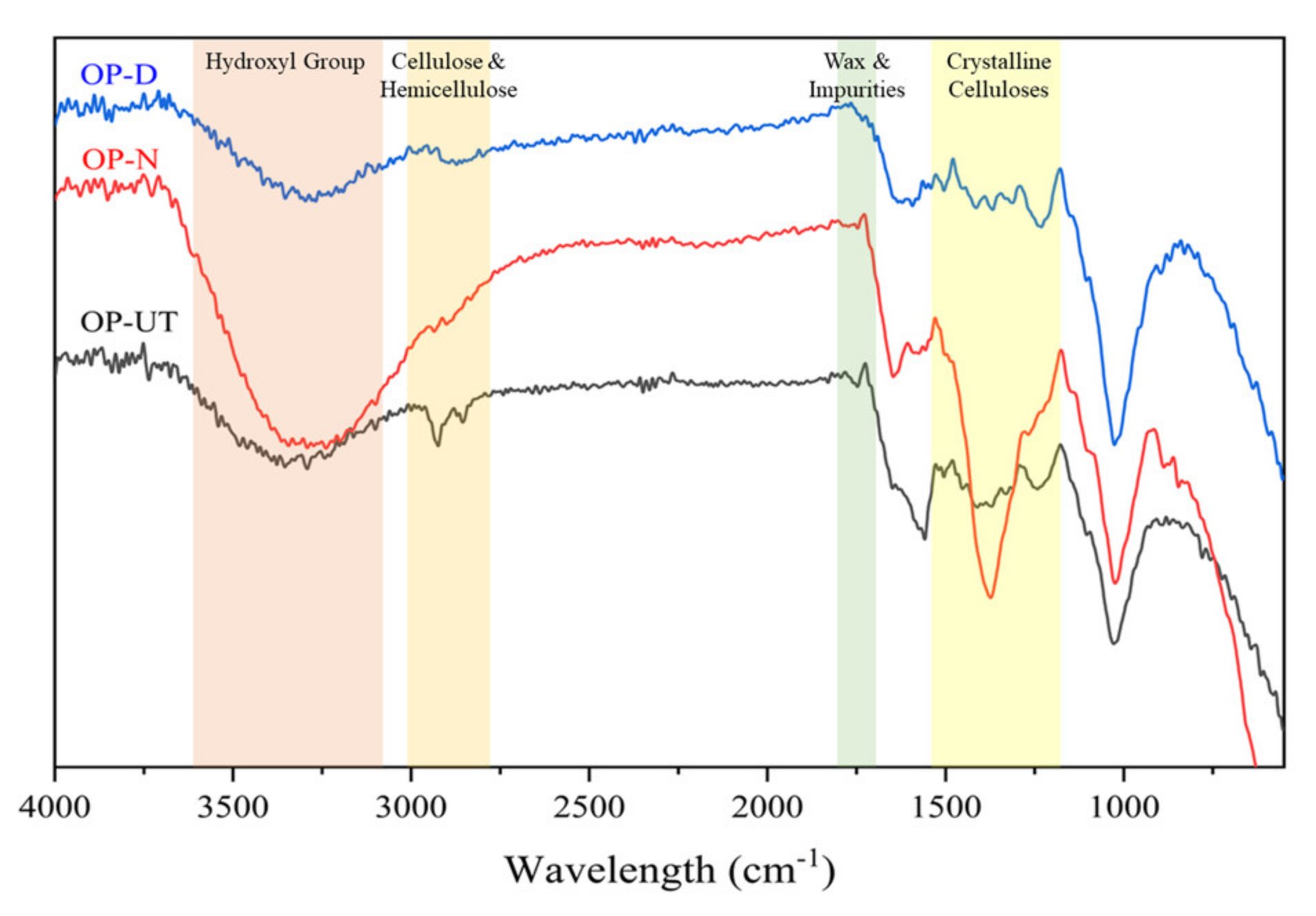
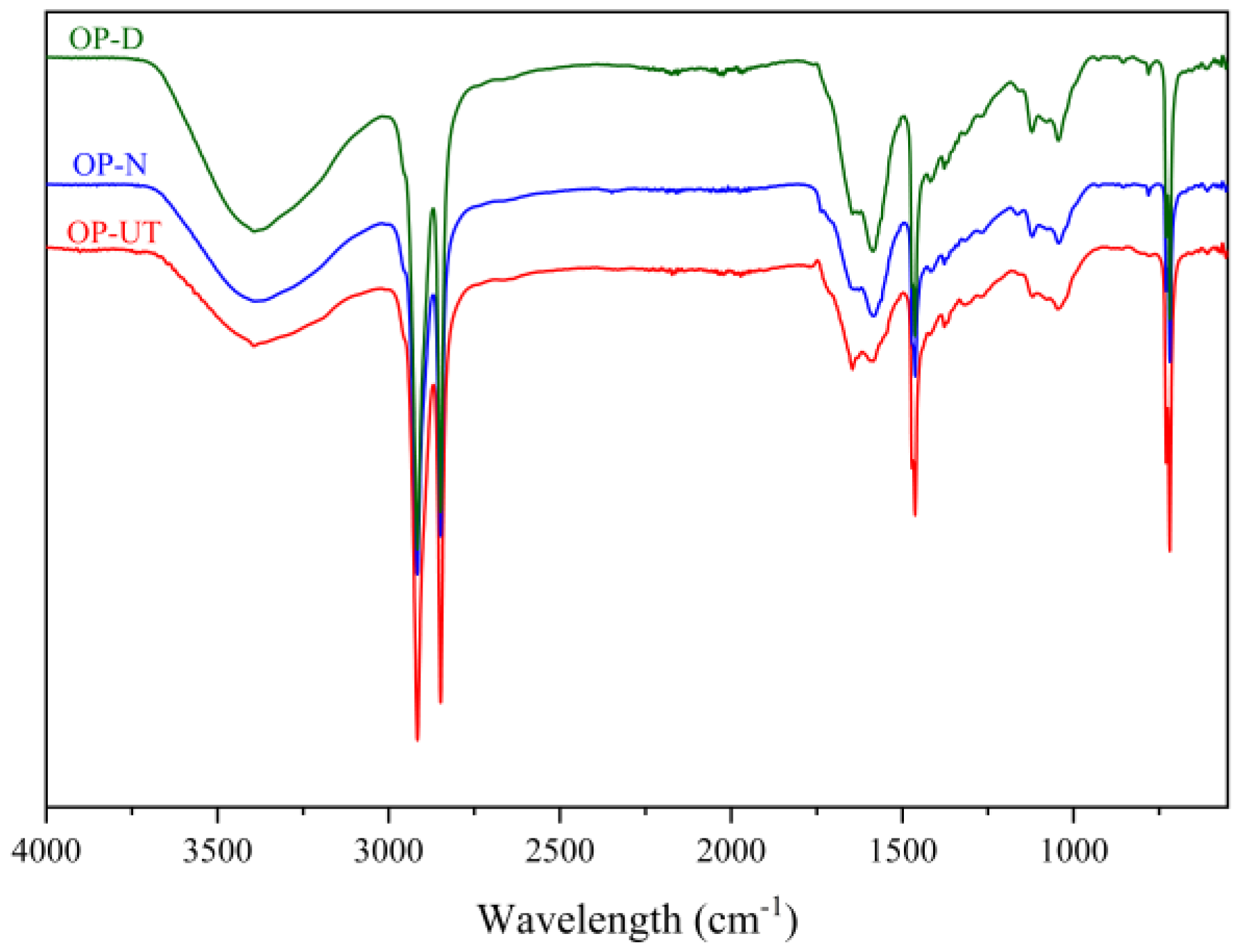
3.1. Chemical Characteristics
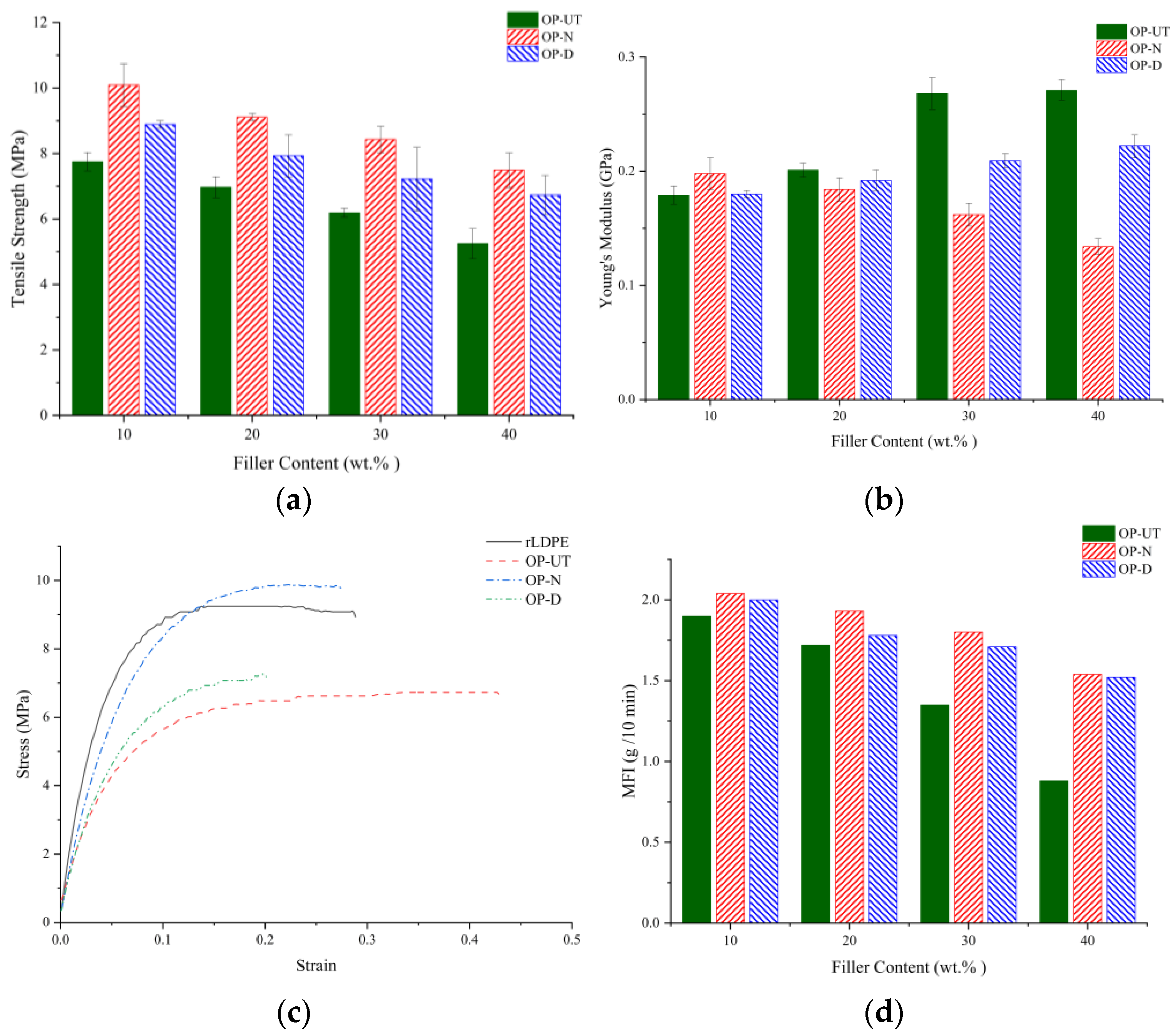
3.2. Tensile Properties
3.3. Physical Properties
3.3.1. Density
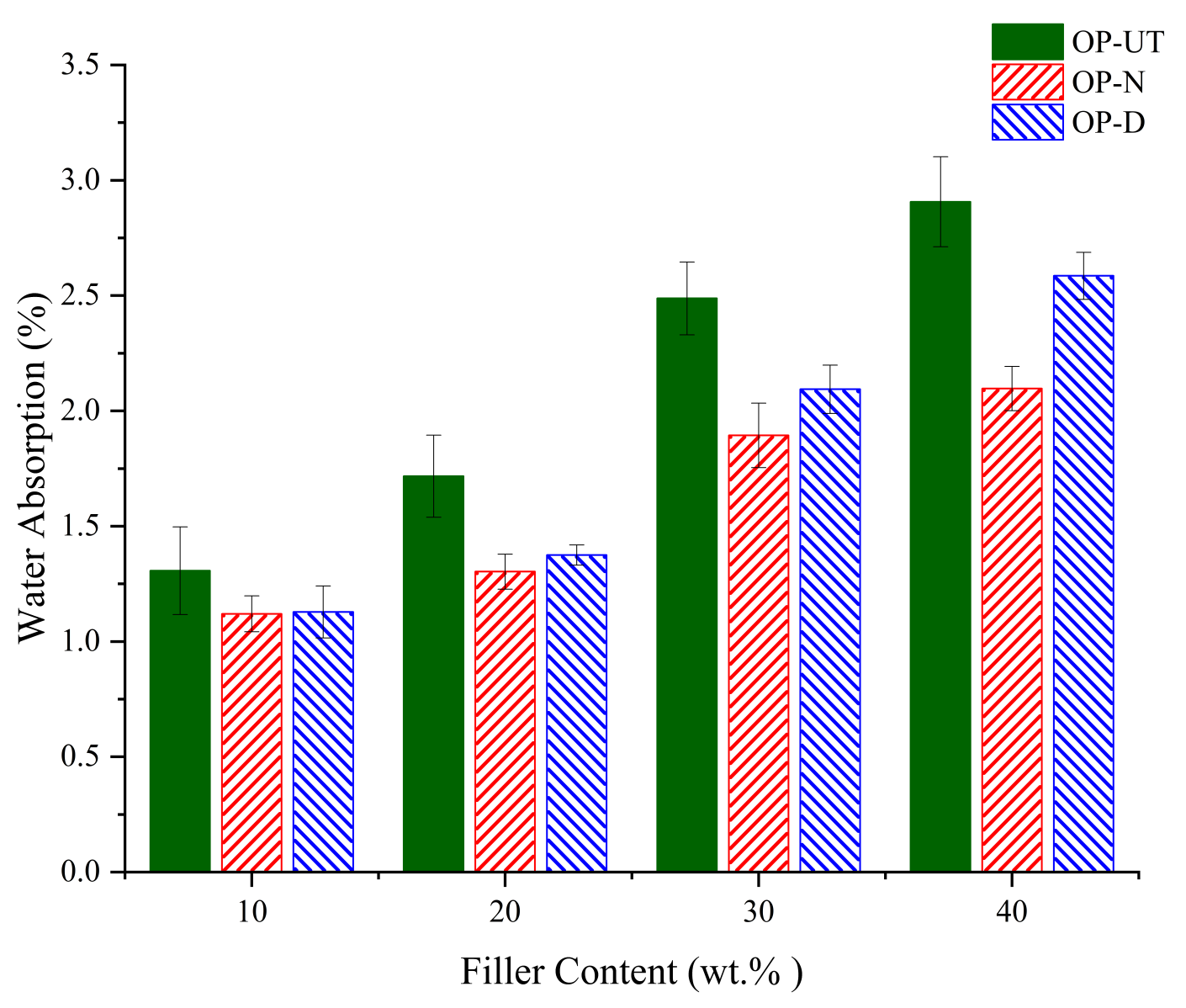
3.3.2. Water Absorption
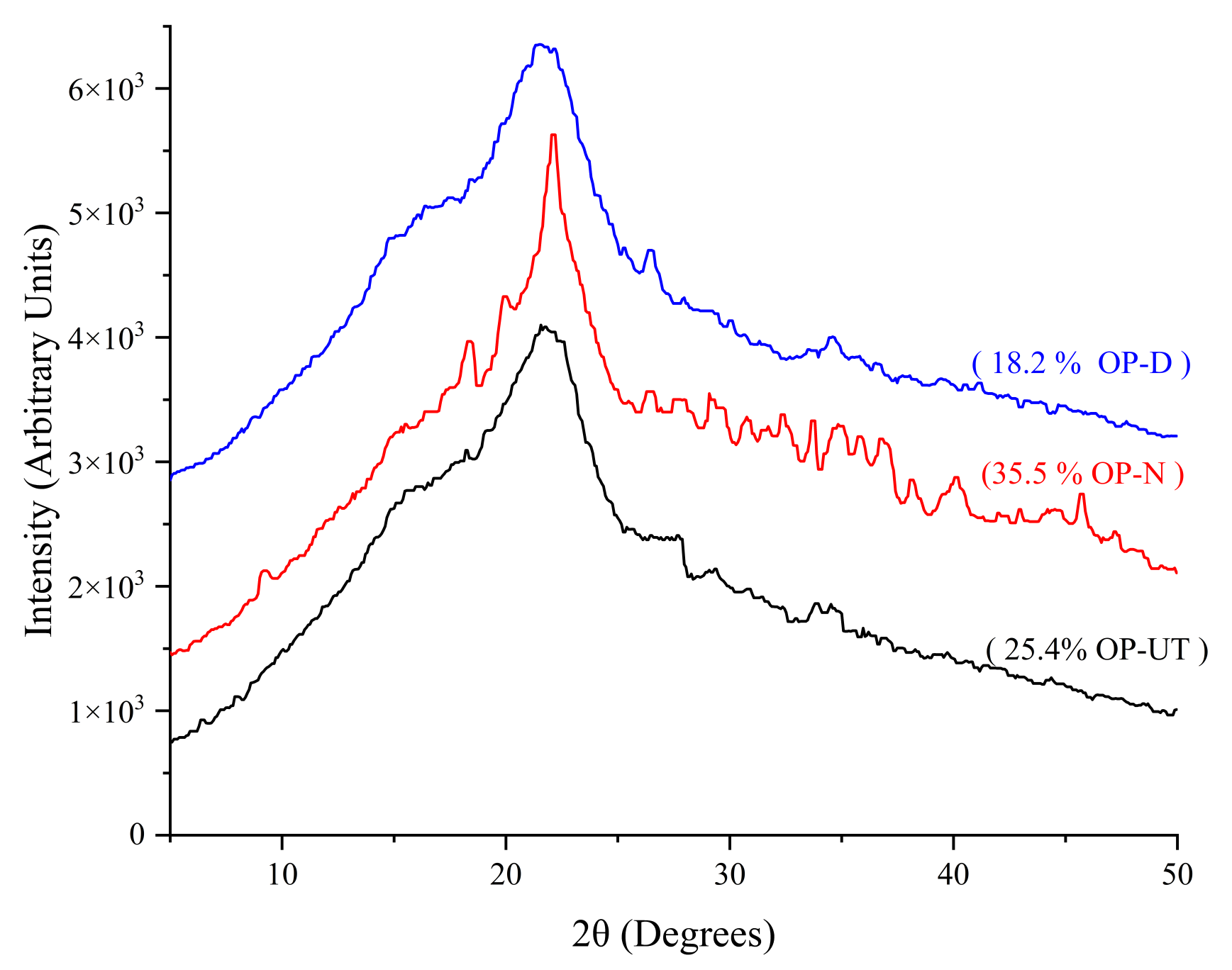
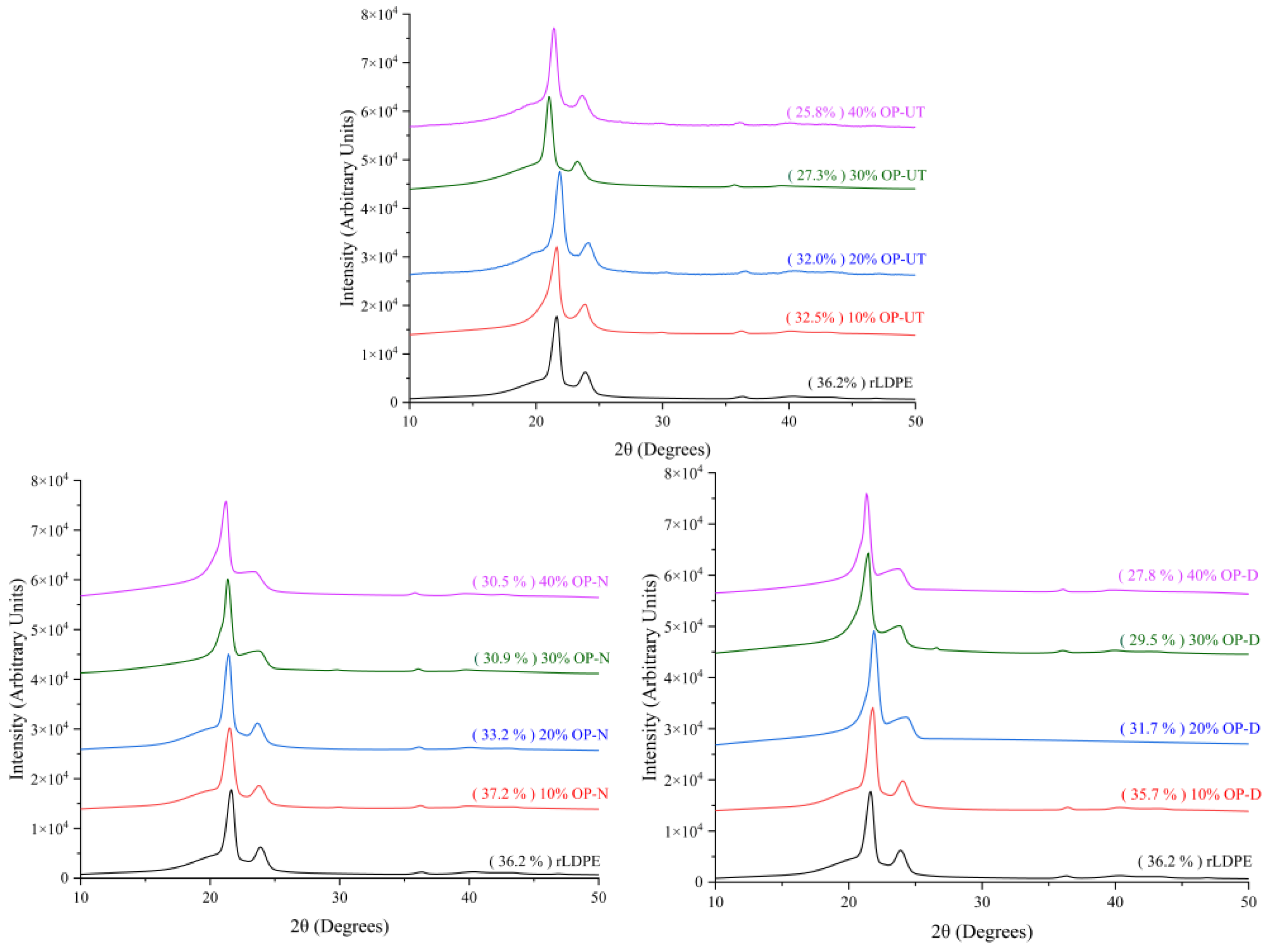
3.3.3. X-ray Diffraction
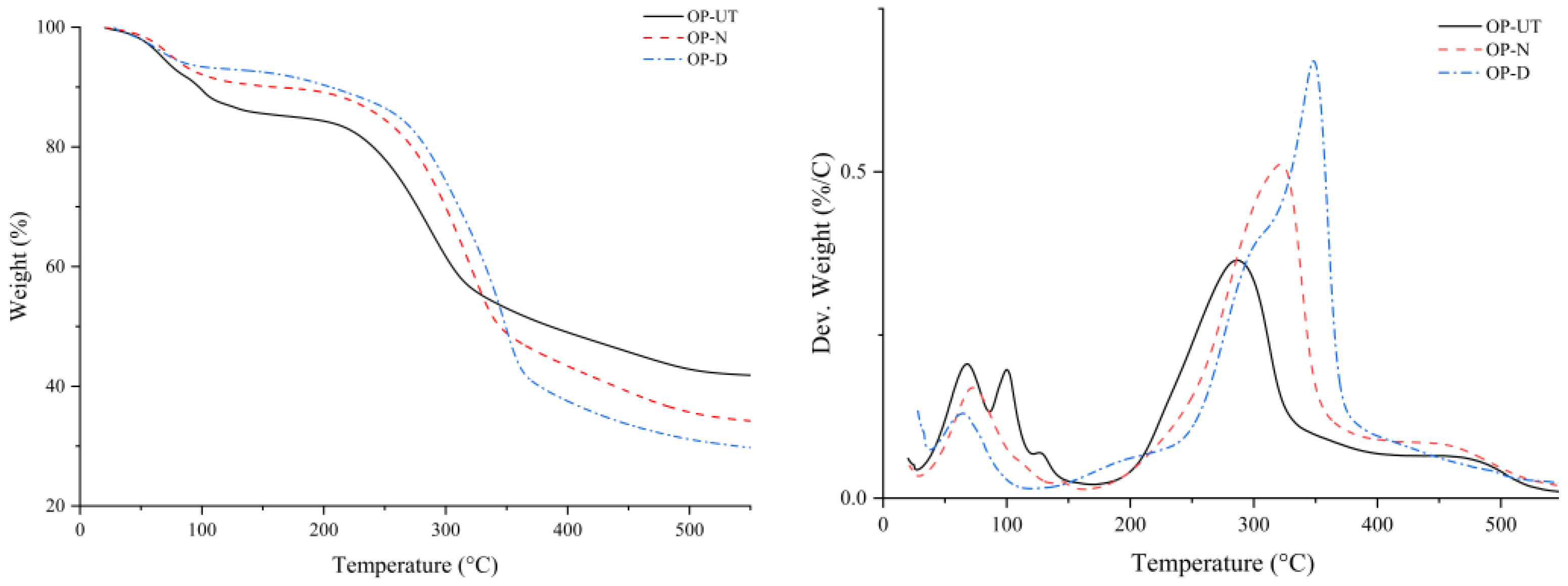
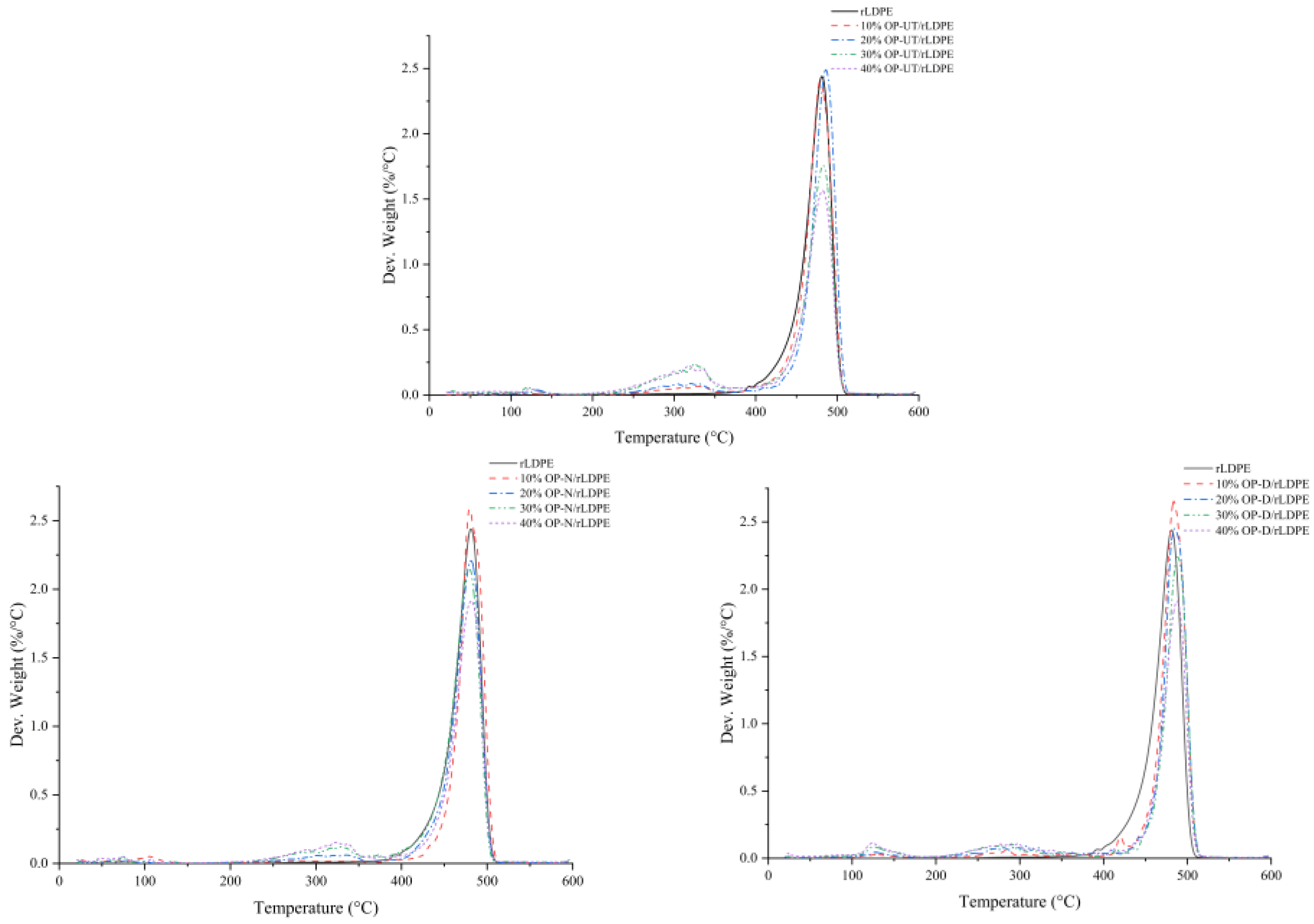
3.4. Thermal Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Boudria, A.; Hammoui, Y.; Adjeroud, N.; Djerrada, N.; Madani, K. Effect of filler load and high-energy ball milling process on properties of plasticized wheat gluten/olive pomace biocomposite. Adv. Powder Technol. 2018, 29, 1230–1238. [Google Scholar] [CrossRef]
- Naik, D.L.; Sharma, A.; Chada, R.R.; Kiran, R.; Sirotiak, T. Modified pullout test for indirect characterization of natural fiber and cementitious matrix interface properties. Constr. Build. Mater. 2019, 208, 381–393. [Google Scholar] [CrossRef]
- Valvez, S.; Maceiras, A.; Santos, P.; Reis, P.N.B. Olive Stones as Filler for Polymer-Based Composites: A review. Materials 2021, 14, 845. [Google Scholar] [CrossRef]
- Bovina, S.; Frascari, D.; Ragini, A.; Avolio, F.; Scarcella, G.N.; Pinelli, D. Development of a continuous-flow anaerobic co-digestion process of olive mill wastewater and municipal sewage sludge. J. Chem. Technol. Biotechnol. 2021, 96, 532–543. [Google Scholar] [CrossRef]
- Koutsomitopoulou, A.F.; Bénézet, J.C.; Bergeret, A.; Papanicolaou, G.C. Preparation and characterization of olive pit powder as a filler to PLA-matrix bio-composites. Powder Technol. 2014, 255, 10–16. [Google Scholar] [CrossRef]
- Markhali, F.S. Effect of processing on phenolic composition of olive oil products and olive mill by-products and possibilities for enhancement of sustainable processes. Processes 2021, 9, 953. [Google Scholar] [CrossRef]
- Gharbi, A.; Hassen, R.B.; Boufi, S. Composite materials from unsaturated polyester resin and olive nuts residue: The effect of silane treatment. Ind. Crops Prod. 2014, 62, 491–498. [Google Scholar] [CrossRef]
- Donner, M.; Radić, I. Innovative circular business models in the olive oil sector for sustainable Mediterranean agrifood systems. Sustainability 2021, 13, 2588. [Google Scholar] [CrossRef]
- Marquina, J.; Colinet, M.J.; Pablo-Romero, M.D.P. The economic value of olive sector biomass for thermal and electrical uses in Andalusia (Spain). Renew. Sustain. Energy Rev. 2021, 148, 111278. [Google Scholar] [CrossRef]
- Banat, R. Olive pomace flour as potential organic filler in composite materials: A brief review. Am. J. Polym. Sci. 2019, 9, 10–15. [Google Scholar] [CrossRef]
- Sirohi, R.; Tarafdar, A.; Singh, S.; Negi, T.; Gaur, V.K.; Gnansounou, E.; Bharathiraja, B. Green Processing and biotechnological potential of grape pomace: Current trends and opportunities for sustainable biorefinery. Bioresour. Technol. 2020, 314, 123771. [Google Scholar] [CrossRef]
- Adeniyi, A.G.; Onifade, D.V.; Ighalo, J.O.; Adeoye, A.S. A review of coir fiber reinforced polymer composites. Compos. Part B Eng. 2019, 176, 107305. [Google Scholar] [CrossRef]
- Al-Otaibi, M.S.; Alothman, O.Y.; Alrashed, M.M.; Anis, A.; Naveen, J.; Jawaid, M. Characterization of date palm fiber-reinforced different polypropylene matrices. Polymers 2020, 12, 597. [Google Scholar] [CrossRef] [Green Version]
- Khan, M.Z.R.; Srivastava, S.K.; Gupta, M.K. A state-of-the-art review on particulate wood polymer composites: Processing, properties and applications. Polym. Test. 2020, 89, 106721. [Google Scholar] [CrossRef]
- Watkins, D.; Nuruddin, M.; Hosur, M.; Tcherbi-Narteh, A.; Jeelani, S. Extraction and characterization of lignin from different biomass resources. J. Mater. Res. Technol. 2015, 4, 26–32. [Google Scholar] [CrossRef] [Green Version]
- Sumesh, K.R.; Kanthavel, K.; Kavimani, V. Peanut oil cake-derived cellulose fi ber: Extraction, application of mechanical and thermal properties in pineapple/flax natural fi ber composites. Int. J. Biol. Macromol. 2020, 150, 775–785. [Google Scholar] [CrossRef]
- Nassar, M.M.A.; Alzebdeh, K.; Munam, A.; Al-Hinai, N.; Pervez, T.; Al-Jahwari, F.; Sider, I. Polymer powder and pellets comparative performances as bio-based composites. Iran. Polym. J. 2021, 30, 269–283. [Google Scholar] [CrossRef]
- Jariwala, H.; Jain, P. A review on mechanical behavior of natural fiber reinforced polymer composites and its applications. J. Reinf. Plast. Compos. 2019, 38, 441–453. [Google Scholar] [CrossRef]
- Gholampour, A.; Ozbakkaloglu, T. A Review of Natural Fiber Composites: Properties, Modification and Processing Techniques, Characterization, Applications; Springer: Berlin/Heidelberg, Germany, 2020; Volume 55, ISBN 1085301903990. [Google Scholar]
- Lee, C.H.; Khalina, A.; Lee, S.H. Importance of interfacial adhesion condition on characterization of plant-fiber-reinforced polymer composites: A Review. Polymers 2021, 13, 438. [Google Scholar] [CrossRef] [PubMed]
- Nair, G.R.; Rho, D.; Raghavan, G. Application of electro-technologies in processing of flax fiber. Fibers 2013, 1, 21–35. [Google Scholar] [CrossRef]
- Venkatachalam, N.; Navaneethakrishnan, P.; Rajsekar, R.; Shankar, S. Effect of pretreatment methods on properties of natural fiber composites: A review. Polym. Polym. Compos. 2016, 24, 555–566. [Google Scholar] [CrossRef]
- Mulinari, D.R.; Cipriano, J.D.P.; Capri, M.R.; Brandão, A.T. Influence of surgarcane bagasse fibers with modified surface on polypropylene composites. J. Nat. Fibers 2017, 15, 174–182. [Google Scholar] [CrossRef]
- Arpitha, G.R.; Yogesha, B. Mechanical property evaluation of natural fiber reinforced polymers. Mater. Today Proc. 2017, 4, 2755–2760. [Google Scholar] [CrossRef]
- Nassar, M.M.A.; Alzebdeh, K.I.; Pervez, T.; Al-Hinai, N.; Munam, A. Progress and challenges in sustainability, compatibility, and production of eco-composites: A state-of-art review. J. Appl. Polym. Sci. 2021, 138, 51284. [Google Scholar] [CrossRef]
- Mazzanti, V.; Pariante, R.; Bonanno, A.; Ruiz de Ballesteros, O.; Mollica, F.; Filippone, G. Reinforcing mechanisms of natural fibers in green composites: Role of fibers morphology in a PLA/hemp model system. Compos. Sci. Technol. 2019, 180, 51–59. [Google Scholar] [CrossRef]
- Wang, L.; Roach, A.W.; Gardner, D.J.; Han, Y. Mechanisms contributing to mechanical property changes in composites of polypropylene reinforced with spray-dried cellulose nanofibrils. Cellulose 2018, 25, 439–448. [Google Scholar] [CrossRef]
- Youssef, A.M.; El-Gendy, A.; Kamel, S. Evaluation of corn husk fibers reinforced recycled low density polyethylene composites. Mater. Chem. Phys. 2014, 152, 26–33. [Google Scholar] [CrossRef]
- Alzebdeh, K.I.; Nassar, M.M.; Al-Hadhrami, M.A.; Al-Aamri, O.; Al-Defaai, S.; Al-Shuaily, S. Characterization of mechanical properties of aligned date palm frond fiber-reinforced low density polyethylene. J. Eng. Res. 2017, 14, 115–123. [Google Scholar] [CrossRef] [Green Version]
- Ovalı, S.; Sancak, E. Investigation of mechanical properties of jute fiber reinforced low density polyethylene composites. J. Nat. Fibers 2020, 1–18. [Google Scholar] [CrossRef]
- Agunsoye, J.O.; Aigbodion, V.S. Bagasse filled recycled polyethylene bio-composites: Morphological and mechanical properties study. Results Phys. 2013, 3, 187–194. [Google Scholar] [CrossRef] [Green Version]
- Kohl, J.G.; Kohl, A.G.; Licea-Claverie, A.; Zizumbo-Lopez, A.; Jayasinghe, R.; Ashokcline, M.; Baillie, C. Mechanical and thermal characterization of as-received recycled polyethylene filled with rice husk and their relationship to the end use of these composites. Polym. Technol. Mater. 2020, 59, 1463–1472. [Google Scholar] [CrossRef]
- Sadik, W.A.A.; El Demerdash, A.G.M.; Abbas, R.; Bedir, A. Effect of nanosilica and nanoclay on the mechanical, physical, and morphological properties of recycled linear low density polyethylene/rice husk composites. J. Polym. Environ. 2021, 29, 1600–1615. [Google Scholar] [CrossRef]
- De Araújo Veloso, M.C.R.; Scatolino, M.V.; Gonçalves, M.M.B.P.; Valle, M.L.A.; de Paula Protásio, T.; Mendes, L.M.; Junior, J.B.G. Sustainable valorization of recycled low-density polyethylene and cocoa biomass for composite production. Environ. Sci. Pollut. Res. 2021, 28, 32810–32822. [Google Scholar] [CrossRef] [PubMed]
- Yusà, V.; López, A.; Dualde, P.; Pardo, O.; Fochi, I.; Pineda, A.; Coscolla, C. Analysis of unknowns in recycled LDPE plastic by LC-orbitrap tribrid HRMS using MS3 with an intelligent data acquisition mode. Microchem. J. 2020, 158, 105256. [Google Scholar] [CrossRef]
- Nassar, M.M.A.; Alzebdeh, K.; Munam, A. Preparation of High Performance Fiber from Natural Fiber (Date Palm); World Intellect Prop Organ (WIPO): Geneva, Switzerland, 2020; pp. 1–22. Available online: https://patentscope.wipo.int/search/en/detail.jsf?docId=WO2020139088&tab=PCTBIBLIO (accessed on 2 April 2021).
- McKeen, L.W. Introduction to plastics and elastomers. In Effect of Temperature and Other Factors on Plastics and Elastomers; Elsevier Science & Technology: Amsterdam, The Netherlands, 2008; pp. 1–39. [Google Scholar]
- Colom, X.; Carrillo, F. Crystallinity Changes in lyocell and viscose-type fibres by caustic treatment. Eur. Polym. J. 2002, 38, 2225–2230. [Google Scholar] [CrossRef]
- Gopanna, A.; Mandapati, R.N.; Thomas, S.P.; Rajan, K.; Chavali, M. Fourier transform infrared spectroscopy (FTIR), Raman spectroscopy and wide-angle X-ray scattering (WAXS) of polypropylene (PP)/cyclic olefin copolymer (COC) blends for qualitative and quantitative analysis. Polym. Bull. 2019, 76, 4259–4274. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property and Unit | Value |
|---|---|
| Tensile Strength (MPa) | 8.78 ± 0.19 |
| Young’s Modulus (GPa) | 0.33 ± 0.02 |
| Water Absorption (%) | 0.04 ± 0.008 |
| Density (g/cm3) | 0.902 ± 0.012 |
| MFI (g/10 min) | 2.36 ± 0.25 |
| Filler Type | Filler Content (wt.%) | Tensile Strength (MPa) | Young’s Modulus (GPa) | |
|---|---|---|---|---|
| Current Study | OP-UT | 20 | 6.97 | 0.2 |
| OP-N | 20 | 9.11 | 0.18 | |
| OP-D | 20 | 7.93 | 0.19 | |
| Corn husk fibers | 5 | 24.7 | 0.33 | |
| Rice husk | 5 | 9.3 | 0.55 | |
| Cocoa | 10 | 6.9 | 0.16 | |
| Uncarbonized bagasse particles | 20 | 9.2 | 0.07 | |
| Carbonized bagasse particles | 30 | 11.5 | 0.09 | |
| Rice husk/Nanoclay | 35 | 8 | 1 | |
| Rice husk/Nanosilica | 35 | 14.5 | 0.8 | |
| Filler Content (wt.%) | OP-UT | OP-N | OP-D |
|---|---|---|---|
| 10 | 0.951 | 0.97 | 0.988 |
| 20 | 0.931 | 0.988 | 0.979 |
| 30 | 0.923 | 0.94 | 0.959 |
| 40 | 0.909 | 0.92 | 0.928 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sider, I.; Nassar, M.M.A. Chemical Treatment of Bio-Derived Industrial Waste Filled Recycled Low-Density Polyethylene: A Comparative Evaluation. Polymers 2021, 13, 2682. https://doi.org/10.3390/polym13162682
Sider I, Nassar MMA. Chemical Treatment of Bio-Derived Industrial Waste Filled Recycled Low-Density Polyethylene: A Comparative Evaluation. Polymers. 2021; 13(16):2682. https://doi.org/10.3390/polym13162682
Chicago/Turabian StyleSider, Ishaq, and Mahmoud M. A. Nassar. 2021. "Chemical Treatment of Bio-Derived Industrial Waste Filled Recycled Low-Density Polyethylene: A Comparative Evaluation" Polymers 13, no. 16: 2682. https://doi.org/10.3390/polym13162682
APA StyleSider, I., & Nassar, M. M. A. (2021). Chemical Treatment of Bio-Derived Industrial Waste Filled Recycled Low-Density Polyethylene: A Comparative Evaluation. Polymers, 13(16), 2682. https://doi.org/10.3390/polym13162682