
Experimental Analysis of Kerf Taper Angle in Cutting Process of Sugar Palm Fiber Reinforced Unsaturated Polyester Composites with Laser Beam and Abrasive Water Jet Cutting Technologies

 ,
,  and
and 
Abstract
:1. Introduction
2. Materials and Methods
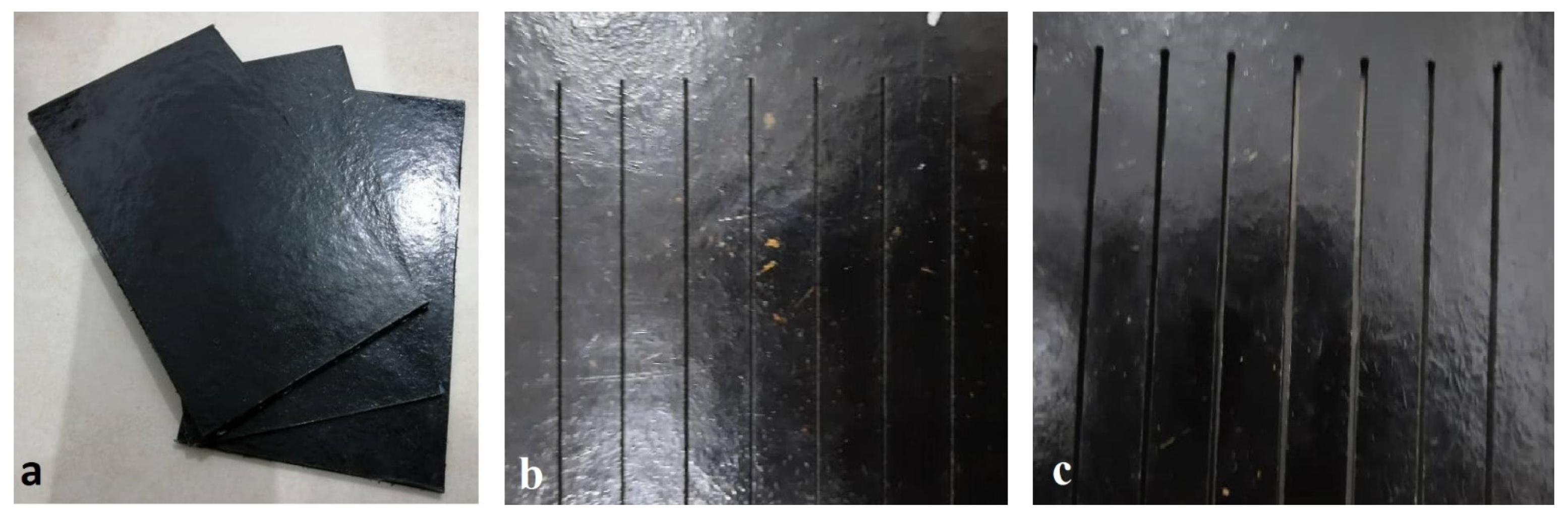
2.1. Fabrication of Composite
2.2. Experimental Setup
2.3. Cutting Parameters Selection
2.4. Kerf Taper Angle Measurement
2.5. Optimization Methods
3. Results and Discussion
3.1. Laser Beam Cutting Process
3.2. Abrasive Water Jet Cutting Process
4. Conclusions
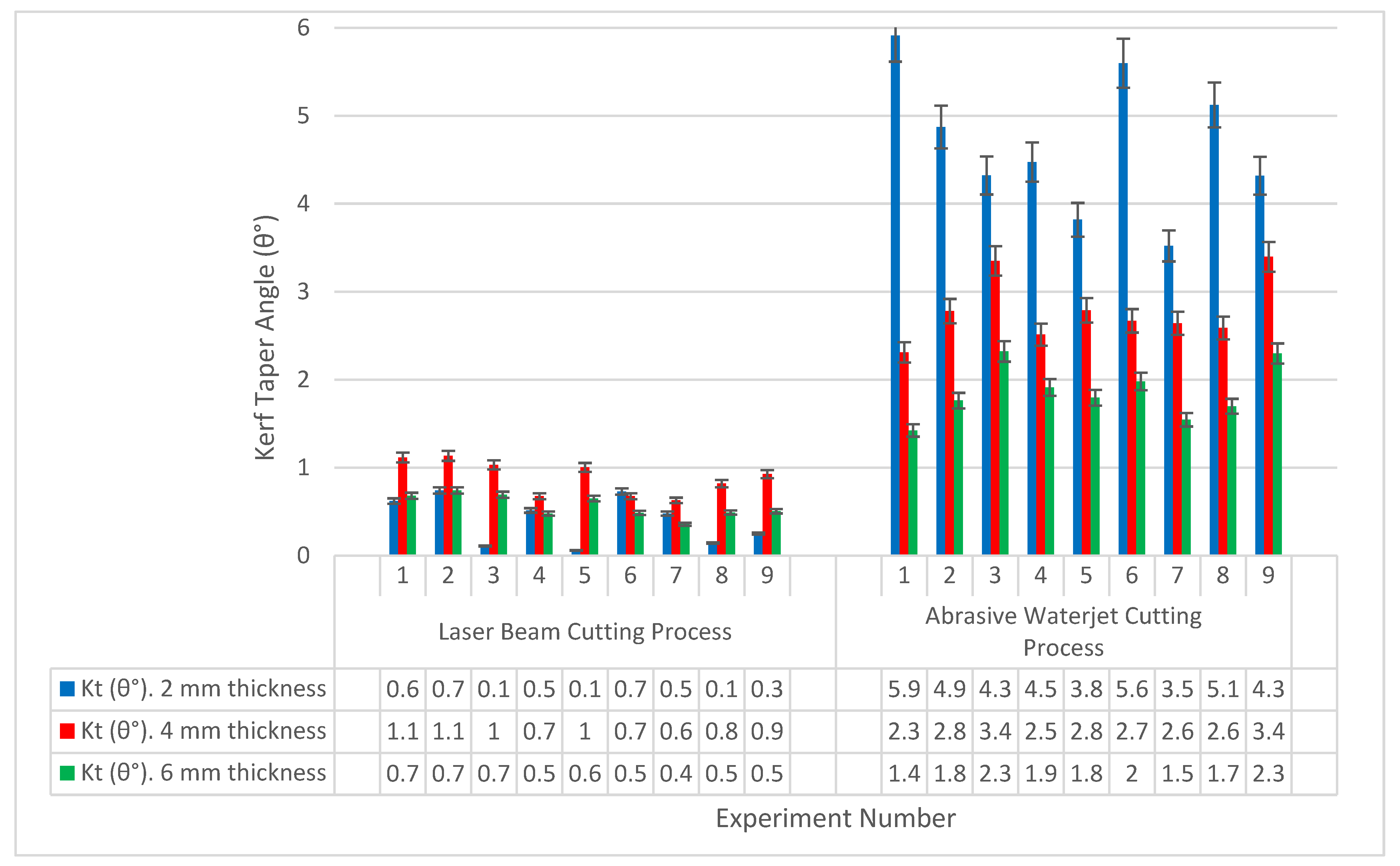
- The average of the kerf taper angle in the case of laser beam cutting process was less than in the case of waterjet cutting process, as the value did not exceed 1.034° in the case of laser beam cutting technology, while it ranged from 1.42° to 5.91° in the case of water cutting machining, and this gives an advantage to the laser beam cutting technology.
- No negative kerf taper angles were recorded in both cutting processes, which means that the upper kerf width was wider than the lower kerf width of the specimens in all experiments.
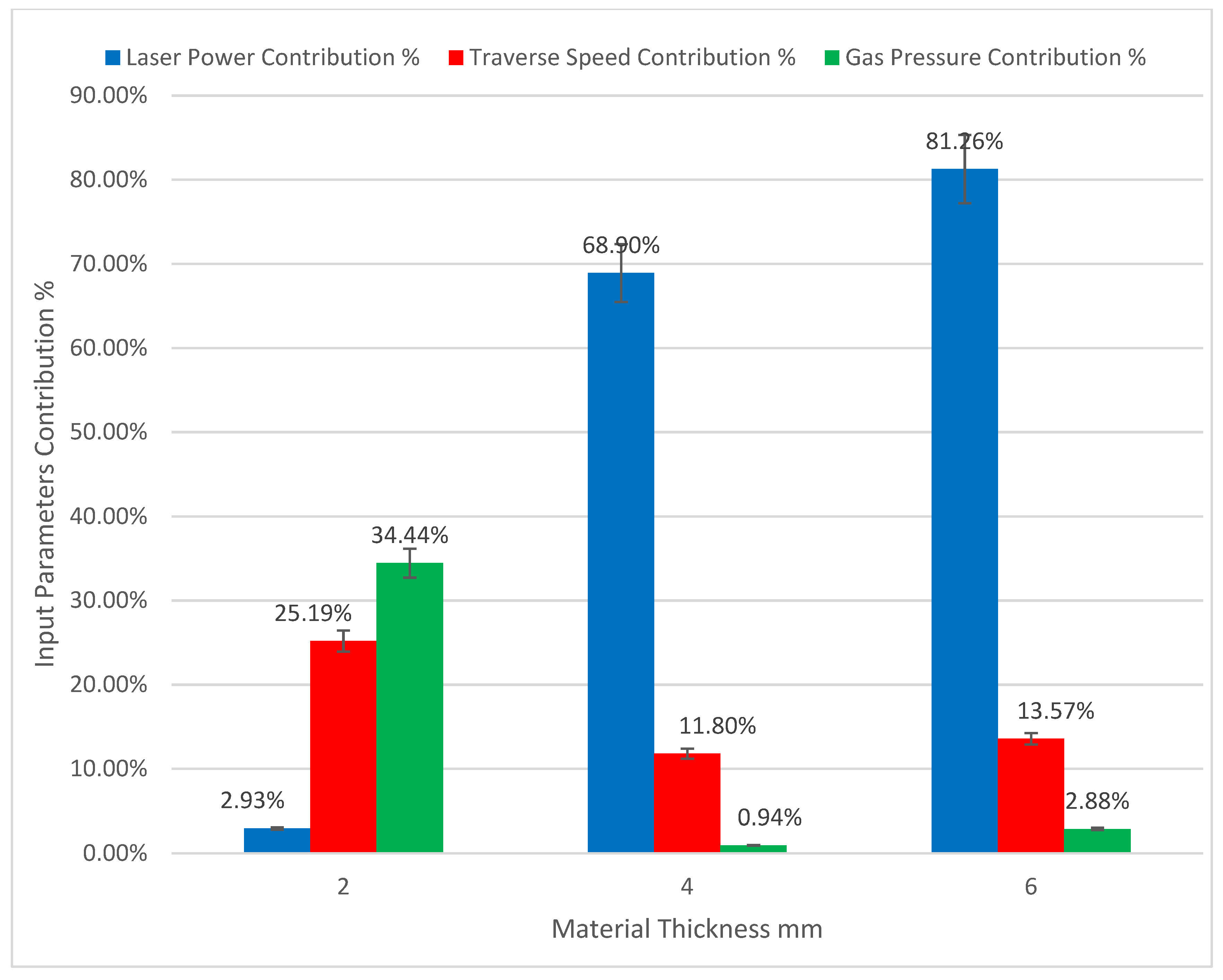
- In laser beam cutting process, assist gas pressure has the largest influence on the kerf taper angle response, followed by traverse speed and laser power, respectively, for 2 mm material thicknesses, meanwhile, laser power took the greatest influence on the kerf taper angle, followed by traverse speed with small contribution of assist gas pressure in the cases of 4 mm and 6 mm specimen thicknesses.
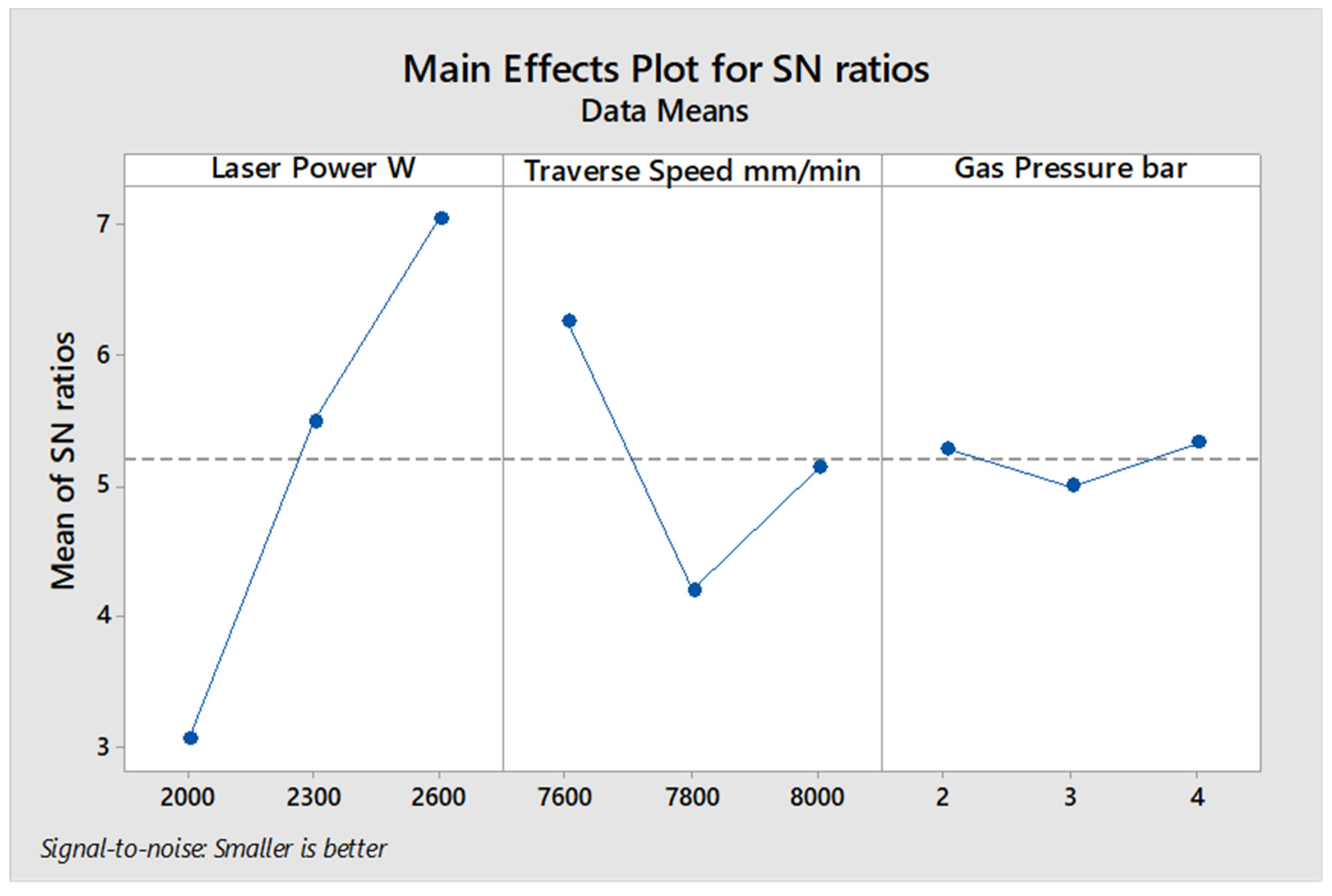
- Optimum input parameters that produced the best response of kerf taper angle in laser cutting process were, 4 bar assist gas pressure, 200 mm/min traverse speed, and 400 W laser power for 2 mm material thickness. In the case of 4 mm material thickness the optimum input parameters were, 1300 W laser power, 5600 mm/min traverse speed, and 2 bar assist pressure, meanwhile the optimum input parameters for 6 mm specimen thickness were, 2600 W laser power, 7600 mm/min traverse speed, and 4 bar assist pressure.
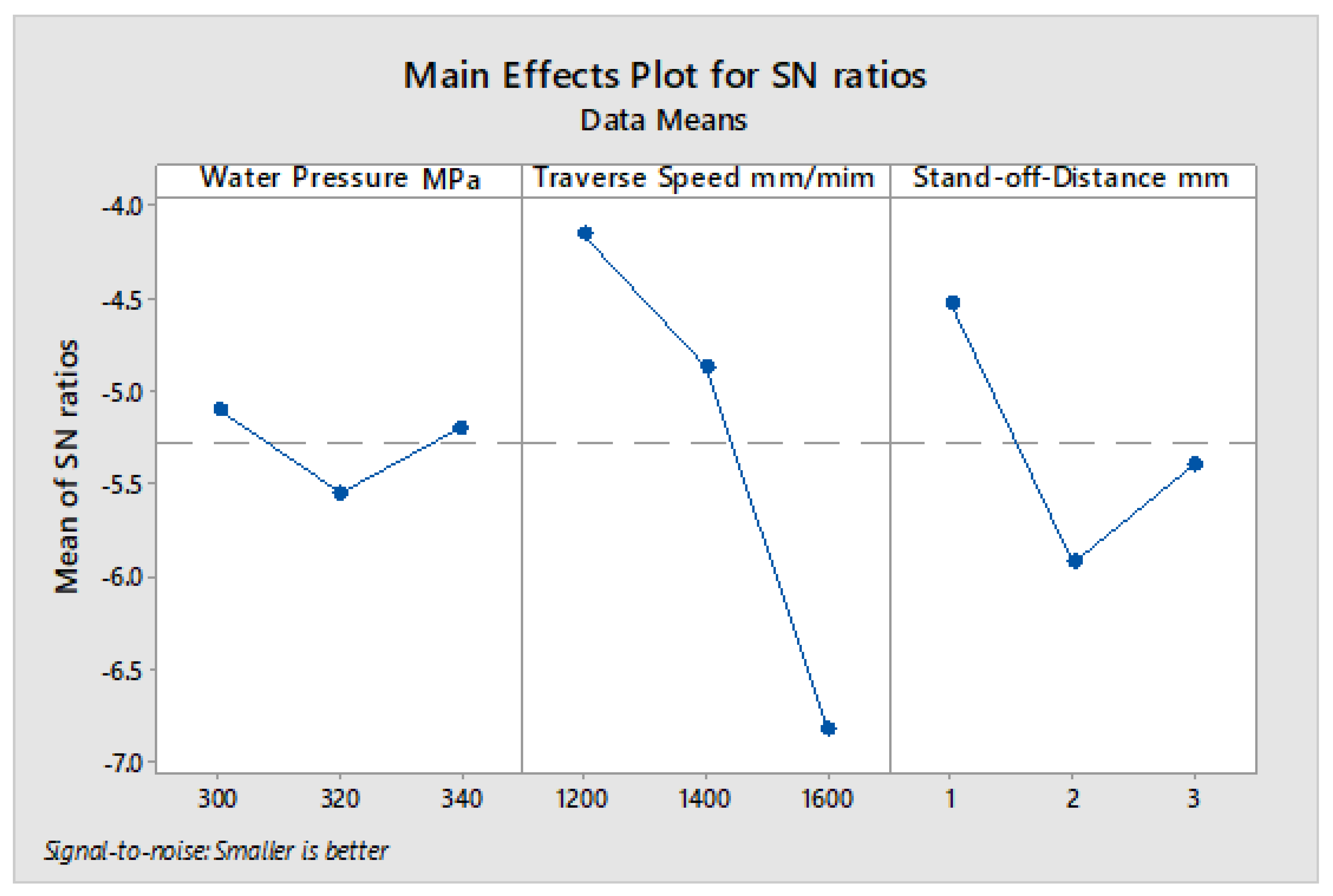
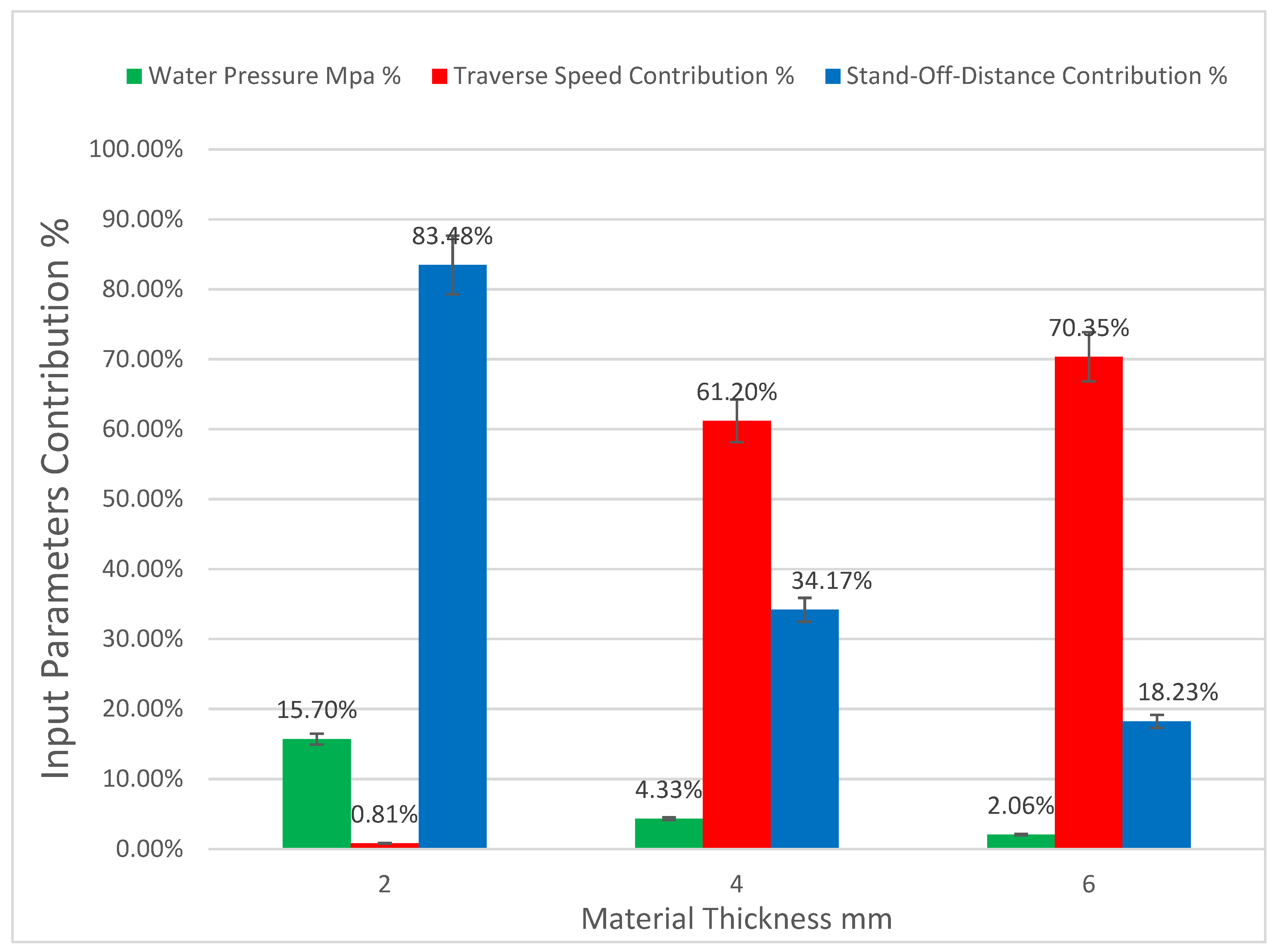
- In waterjet cutting process, stand-off-distance has the largest influence on the kerf taper angle response, followed by water pressure with small contribution of traverse speed, for 2 mm material thicknesses, while traverse speed has the greatest influence on the kerf taper angle, followed by stand-off-distance and water pressure, respectively, in the cases of 4 mm and 6 mm specimen thicknesses.
- Optimum input parameters that gave the best response of kerf taper angle in waterjet cutting technology were 3 mm stand-off-distance, 2400 mm/min traverse speed, and 340 MPa water pressure for 2 mm material thickness. In the case of 4 mm material thickness, the optimum input parameters were 1 mm stand-off-distance, 1800 mm/min traverse speed, and 320 MPa water pressure, while the optimum input parameters for 6 mm specimen thickness were 1 mm stand-off-distance, 1200 mm/min traverse speed, and 300 MPs water pressure.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Prabu, V.A.; Kumaran, S.T.; Uthayakumar, M. Performance Evaluation of Abrasive Water Jet Machining on Banana Fiber Reinforced Polyester Composite. J. Nat. Fibers 2017, 14, 450–457. [Google Scholar] [CrossRef]
- Alaaeddin, M.; Sapuan, S.; Zuhri, M.; Zainudin, E.; Oqla, F.M.A. Physical and mechanical properties of polyvinylidene fluoride—Short sugar palm fiber nanocomposites. J. Clean. Prod. 2019, 235, 473–482. [Google Scholar] [CrossRef]
- Monteiro, S.; De Assis, F.S.; Ferreira, C.L.; Simonassi, N.T.; Weber, R.P.; Oliveira, M.S.; Colorado, H.A.; Pereira, A.C. Fique Fabric: A Promising Reinforcement for Polymer Composites. Polymers 2018, 10, 246. [Google Scholar] [CrossRef] [Green Version]
- Li, M.; Pu, Y.; Thomas, V.M.; Yoo, C.G.; Ozcan, S.; Deng, Y.; Nelson, K.; Ragauskas, A.J. Recent advancements of plant-based natural fiber–reinforced composites and their applications. Compos. Part B Eng. 2020, 200, 108254. [Google Scholar] [CrossRef]
- Liu, W.; Chen, T.; Fei, M.-E.; Qiu, R.; Yu, D.; Fu, T.; Qiu, J. Properties of natural fiber-reinforced biobased thermoset biocomposites: Effects of fiber type and resin composition. Compos. Part B Eng. 2019, 171, 87–95. [Google Scholar] [CrossRef]
- Lotfi, A.; Li, H.; Dao, D.V. Drilling Behavior of Flax/Poly(Lactic Acid) Bio-Composite Laminates: An Experimental Investigation. J. Nat. Fibers 2020, 17, 1264–1280. [Google Scholar] [CrossRef] [Green Version]
- Sarikaya, E.; Çallioğlu, H.; Demirel, H. Production of epoxy composites reinforced by different natural fibers and their mechanical properties. Compos. Part B Eng. 2019, 167, 461–466. [Google Scholar] [CrossRef]
- Khalili, P.; Liu, X.; Tshai, K.Y.; Rudd, C.; Yi, X.; Kong, I. Development of fire retardancy of natural fiber composite encouraged by a synergy between zinc borate and ammonium polyphosphate. Compos. Part B Eng. 2019, 159, 165–172. [Google Scholar] [CrossRef]
- Masoud, F.; Sapuan, S.; Ariffin, M.K.A.M.; Nukman, Y.; Bayraktar, E. Cutting Processes of Natural Fiber-Reinforced Polymer Composites. Polymers 2020, 12, 1332. [Google Scholar] [CrossRef]
- Çelik, Y.H.; Alp, M.S. Determination of Milling Performance of Jute and Flax Fiber Reinforced Composites. J. Nat. Fibers 2020, 1–15. [Google Scholar] [CrossRef]
- Çelik, Y.H.; Kilickap, E.; Kilickap, A.İ. An experimental study on milling of natural fiber (jute)-reinforced polymer composites. J. Compos. Mater. 2019, 53, 3127–3137. [Google Scholar] [CrossRef]
- Lotfi, A.; Li, H.; Dao, D.V.; Prusty, G. Natural fiber–reinforced composites: A review on material, manufacturing, and machinability. J. Thermoplast. Compos. Mater. 2021, 34, 238–284. [Google Scholar] [CrossRef]
- Rajmohan, T.; Vinayagamoorthy, R.; Mohan, K. Review on effect machining parameters on performance of natural fibre–reinforced composites (NFRCs). J. Thermoplast. Compos. Mater. 2018, 32, 1282–1302. [Google Scholar] [CrossRef]
- Vinayagamoorthy, R.; Rajmohan, T. Machining and its challenges on bio-fibre reinforced plastics: A critical review. J. Reinf. Plast. Compos. 2018, 37, 1037–1050. [Google Scholar] [CrossRef]
- Mercy, J.L.; Sivashankari, P.; Sangeetha, M.; Kavitha, K.R.; Prakash, S. Genetic Optimization of Machining Parameters Affecting Thrust Force during Drilling of Pineapple Fiber Composite Plates—An Experimental Approach. J. Nat. Fibers 2020, 1–12. [Google Scholar] [CrossRef]
- Jani, S.P.; Kumar, A.S.; Khan, M.A.; Kumar, M.U. Machinablity of Hybrid Natural Fiber Composite with and without Filler as Reinforcement. Mater. Manuf. Process. 2016, 31, 1393–1399. [Google Scholar] [CrossRef]
- Maleki, H.R.; Hamedi, M.; Kubouchi, M.; Arao, Y. Experimental study on drilling of jute fiber reinforced polymer composites. J. Compos. Mater. 2019, 53, 283–295. [Google Scholar] [CrossRef]
- Sobri, S.A.; Heinemann, R.; Whitehead, D. Development of Laser Drilling Strategy for Thick Carbon Fibre Reinforced Polymer Composites (CFRP). Polymers 2020, 12, 2674. [Google Scholar] [CrossRef] [PubMed]
- Diaz, A.; Rubio-López, Á.; Santiuste, C.; Miguélez, M.H. Experimental analysis of drilling induced damage in biocomposites. Text. Res. J. 2018, 88, 2544–2558. [Google Scholar] [CrossRef]
- Ares, P.F.M.; Mata, F.G.; Ponce, M.B.; Gómez, J.S. Defect Analysis and Detection of Cutting Regions in CFRP Machining Using AWJM. Materials 2019, 12, 4055. [Google Scholar] [CrossRef] [Green Version]
- Masoud, F.; Sapuan, S.; Ariffin, M.; Nukman, Y.; Bayraktar, E. Experimental Analysis of Heat-Affected Zone (HAZ) in Laser Cutting of Sugar Palm Fiber Reinforced Unsaturated Polyester Composites. Polymers 2021, 13, 706. [Google Scholar] [CrossRef]
- Eltawahni, H.; Olabi, A.G.; Benyounis, K. Investigating the CO2 laser cutting parameters of MDF wood composite material. Opt. Laser Technol. 2011, 43, 648–659. [Google Scholar] [CrossRef] [Green Version]
- Ishak, M.R.; Sapuan, S.M.; Leman, Z.; Rahman, M.Z.A.; Anwar, U.M.K.; Siregar, J.P. Sugar palm (Arenga pinnata): Its fibres, polymers and composites. Carbohydr. Polym. 2013, 91, 699–710. [Google Scholar] [CrossRef]
- Norizan, M.N.; Malaysia, M.U.P.; Abdan, K.; Salit, M.S.; Mohamed, R.; Mara, M.U.T. Physical, Mechanical and Thermal Properties of Sugar Palm Yarn Fibre Loading on Reinforced Unsaturated Polyester Composite. J. Phys. Sci. 2017, 28, 115–136. [Google Scholar] [CrossRef] [Green Version]
- Ilyas, R.; Sapuan, S.; Ishak, M.; Zainudin, E.S. Development and characterization of sugar palm nanocrystalline cellulose reinforced sugar palm starch bionanocomposites. Carbohydr. Polym. 2018, 202, 186–202. [Google Scholar] [CrossRef]
- Atiqah, A.; Jawaid, M.; Sapuan, S.; Ishak, M.; Ansari, M.; Ilyas, R. Physical and thermal properties of treated sugar palm/glass fibre reinforced thermoplastic polyurethane hybrid composites. J. Mater. Res. Technol. 2019, 8, 3726–3732. [Google Scholar] [CrossRef]
- Nurazzi, N.M.; Khalina, A.; Sapuan, S.; Ilyas, R.; Rafiqah, S.A.; Hanafee, Z. Thermal properties of treated sugar palm yarn/glass fiber reinforced unsaturated polyester hybrid composites. J. Mater. Res. Technol. 2020, 9, 1606–1618. [Google Scholar] [CrossRef]
- Syaqira, S.; Shamsudin, N.; Leman, Z.; Sapuan, S.M.; Dele-Afolabi, T.T.; Hanim, A. Tensile Strength and Moisture Absorption of Sugar Palm-Polyvinyl Butyral Laminated Composites. Polymers 2020, 12, 1923. [Google Scholar] [CrossRef] [PubMed]
- Sahari, J.; Sapuan, S.; Ismarrubie, Z.N.; Rahman, M. Tensile and Impact Properties of Different Morphological Parts of Sugar Palm Fibre-Reinforced Unsaturated Polyester Composites. Polym. Polym. Compos. 2012, 20, 861–866. [Google Scholar] [CrossRef]
- Sahari, J.; Sapuan, M.S.; Ismarrubie, Z.N.; Rahman, M. Comparative Study of Physical Properties Based on Different Parts of Sugar Palm Fibre Reinforced Unsaturated Polyester Composites. Key Eng. Mater. 2011, 471–472, 455–460. [Google Scholar] [CrossRef]
- Sahari, J.; Sapuan, M.S.; Ismarrubie, Z.; Rahman, M. Investigation on Bending Strength and Stiffness of Sugar Palm Fibre from Different Parts Reinforced Unsaturated Polyester Composites. Key Eng. Mater. 2011, 471–472, 502–506. [Google Scholar] [CrossRef]
- Kudus, M.H.A.; Ratnam, M.M.; Akil, H.M. Factors affecting hole quality during drilling of natural fiber-reinforced composites: A comprehensive review. J. Reinf. Plast. Compos. 2021, 40, 391–405. [Google Scholar] [CrossRef]
- Raj, S.S.; Dhas, J.E.R.; Jesuthanam, C. Challenges on machining characteristics of natural fiber-reinforced composites—A review. J. Reinf. Plast. Compos. 2021, 40, 41–69. [Google Scholar] [CrossRef]
- Nugroho, G.; Winarbawa, H. Investigation of Agel Leaf Fiber/Unsaturated Polyester Composite Cutting Parameters Using CO2 Laser. In Proceedings of the 2018 4th International Conference on Science and Technology (ICST), Yogyakarta, Indonesia, 7–8 August 2018; pp. 1–5. [Google Scholar] [CrossRef]
- Kalirasu, S.; Rajini, N.; Sagar, N.B.; Kumar, D.M.; Sankar, A.G. Studies of Abrasive Water Jet Machining (AWJM) Parameters on Banana/Polyester Composites Using Robust Design Concept. Appl. Mech. Mater. 2015, 787, 573–577. [Google Scholar] [CrossRef]
- Bachtiar, D.; Sapuan, M.S.; Hamdan, M. The effect of alkaline treatment on tensile properties of sugar palm fibre reinforced epoxy composites. Mater. Des. 2008, 29, 1285–1290. [Google Scholar] [CrossRef]
- Atiqah, A.; Jawaid, M.; Sapuan, S.M.; Ishak, M.R. Physical properties of silane-treated sugar palm fiber reinforced thermoplastic polyurethane composites. IOP Conf. Ser. Mater. Sci. Eng. 2018, 368, 012047. [Google Scholar] [CrossRef]
- Rashid, B.; Leman, Z.; Jawaid, M.; Ghazali, M.J.; Ishak, M.R. The mechanical performance of sugar palm fibres (ijuk) reinforced phenolic composites. Int. J. Precis. Eng. Manuf. 2016, 17, 1001–1008. [Google Scholar] [CrossRef]
- Mathew, J.; Goswami, G.; Ramakrishnan, N.; Naik, N. Parametric studies on pulsed Nd:YAG laser cutting of carbon fibre reinforced plastic composites. J. Mater. Process. Technol. 1999, 89–90, 198–203. [Google Scholar] [CrossRef]
- El-Hofy, M.; Helmy, M.O.; Escobar-Palafox, G.; Kerrigan, K.; Scaife, R. Abrasive Water Jet Machining of Multidirectional CFRP Laminates. Procedia CIRP 2018, 68, 535–540. [Google Scholar] [CrossRef]
- Gautam, G.D.; Mishra, D.R. Dimensional accuracy improvement by parametric optimization in pulsed Nd:YAG laser cutting of Kevlar-29/basalt fiber-reinforced hybrid composites. J. Braz. Soc. Mech. Sci. Eng. 2019, 41, 284. [Google Scholar] [CrossRef]
- Solati, A.; Hamedi, M.; Safarabadi, M. Comprehensive investigation of surface quality and mechanical properties in CO2 laser drilling of GFRP composites. Int. J. Adv. Manuf. Technol. 2019, 102, 791–808. [Google Scholar] [CrossRef]
- Kalirasu, S.; Rajini, N.; Jappes, J.W.; Uthayakumar, M.; Rajesh, S. Mechanical and machining performance of glass and coconut sheath fibre polyester composites using AWJM. J. Reinf. Plast. Compos. 2015, 34, 564–580. [Google Scholar] [CrossRef]
- Thakur, R.K.; Singh, K.K. Abrasive waterjet machining of fiber-reinforced composites: A state-of-the-art review. J. Braz. Soc. Mech. Sci. Eng. 2020, 42, 1–25. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Level 1 | Level 2 | Level 3 |
|---|---|---|---|
| Laser Power (W) | 200 | 300 | 400 |
| Traverse Speed (mm/min) | 150 | 200 | 250 |
| Gas Pressure (bar) | 2 | 3 | 4 |
| Parameters | Level 1 | Level 2 | Level 3 |
|---|---|---|---|
| Laser Power (W) | 1000 | 1300 | 1600 |
| Traverse Speed (mm/min) | 5600 | 5800 | 6000 |
| Gas Pressure (bar) | 2 | 3 | 4 |
| Parameters | Level 1 | Level 2 | Level 3 |
|---|---|---|---|
| Laser Power (W) | 2000 | 2300 | 2600 |
| Traverse Speed (mm/min) | 7600 | 7800 | 8000 |
| Gas Pressure (bar) | 2 | 3 | 4 |
| Parameters | Level 1 | Level 2 | Level 3 |
|---|---|---|---|
| Water Pressure (Mpa) | 300 | 320 | 340 |
| Traverse Speed (mm/min) | 2400 | 2600 | 2800 |
| Stand-off-Distance (mm) | 1 | 2 | 3 |
| Parameters | Level 1 | Level 2 | Level 3 |
|---|---|---|---|
| Water Pressure (Mpa) | 300 | 320 | 340 |
| Traverse Speed (mm/min) | 1800 | 2000 | 2200 |
| Stand-off-Distance (mm) | 1 | 2 | 3 |
| Parameters | Level 1 | Level 2 | Level 3 |
|---|---|---|---|
| Water Pressure (Mpa) | 300 | 320 | 340 |
| Traverse Speed (mm/min) | 1200 | 1400 | 1600 |
| Stand-off-Distance (mm) | 1 | 2 | 3 |
| Ex No: | Laser Power W | Traverse Speed mm/min | Gas Pressure Bar | Kerf Taper Angle Degrees | S/N |
|---|---|---|---|---|---|
| 1 | 200 | 150 | 2 | 0.620 | 4.1522 |
| 2 | 200 | 200 | 3 | 0.740 | 2.6154 |
| 3 | 200 | 250 | 4 | 0.107 | 19.4123 |
| 4 | 300 | 150 | 3 | 0.513 | 5.7977 |
| 5 | 300 | 200 | 4 | 0.059 | 24.5830 |
| 6 | 300 | 250 | 2 | 0.728 | 2.7574 |
| 7 | 400 | 150 | 4 | 0.477 | 6.4296 |
| 8 | 400 | 200 | 2 | 0.143 | 16.8933 |
| 9 | 400 | 250 | 3 | 0.250 | 12.0412 |
| Level | Laser Power W | Traverse Speed mm/min | Gas Pressure Bar |
|---|---|---|---|
| 1 | 8.727 | 5.460 | 7.934 |
| 2 | 11.046 | 14.697 | 6.818 |
| 3 | 11.788 | 11.404 | 16.808 |
| Delta | 3.061 | 9.237 | 9.990 |
| Rank | 3 | 2 | 1 |
| Source | DF | Seq SS | Contribution | Adj SS | Adj MS | F-Value | P-Value |
|---|---|---|---|---|---|---|---|
| Laser Power W | 2 | 0.2028 | 2.93% | 0.2028 | 0.1014 | 0.08 | 0.927 |
| Traverse Speed mm/min | 2 | 1.7431 | 25.19% | 1.7431 | 0.8715 | 0.67 | 0.598 |
| Gas Pressure bar | 2 | 2.3832 | 34.44% | 2.3832 | 1.1916 | 0.92 | 0.521 |
| Error | 2 | 2.5911 | 37.44% | 2.5911 | 1.2956 | ||
| Total | 8 | 6.9202 | 100.00% |
| Ex No: | Laser Power W | Traverse Speed mm/min | Gas Pressure Bar | Kerf Taper Angle Degrees | S/N |
|---|---|---|---|---|---|
| 1 | 1000 | 5600 | 2 | 1.116 | −0.95328 |
| 2 | 1000 | 5800 | 3 | 1.134 | −1.09226 |
| 3 | 1000 | 6000 | 4 | 1.032 | −0.27359 |
| 4 | 1300 | 5600 | 3 | 0.674 | 3.42680 |
| 5 | 1300 | 5800 | 4 | 1.003 | −0.02602 |
| 6 | 1300 | 6000 | 2 | 0.674 | 3.42680 |
| 7 | 1600 | 5600 | 4 | 0.627 | 4.05465 |
| 8 | 1600 | 5800 | 2 | 0.818 | 1.74493 |
| 9 | 1600 | 6000 | 3 | 0.925 | 0.67717 |
| Level | Laser Power W | Traverse Speed mm/min | Gas Pressure Bar |
|---|---|---|---|
| 1 | −0.7730 | 2.1761 | 1.4062 |
| 2 | 2.2759 | 0.2089 | 1.0039 |
| 3 | 2.1589 | 1.2768 | 1.2517 |
| Delta | 3.0489 | 1.9672 | 0.4022 |
| Rank | 1 | 2 | 3 |
| Source | DF | Seq SS | Contribution | Adj SS | Adj MS | F-Value | P-Value |
|---|---|---|---|---|---|---|---|
| Laser Power W | 2 | 0.238035 | 68.90% | 0.238035 | 0.119018 | 3.76 | 0.210 |
| Traverse Speed mm/min | 2 | 0.040779 | 11.80% | 0.040779 | 0.020390 | 0.64 | 0.609 |
| Gas Pressure bar | 2 | 0.003260 | 0.94% | 0.003260 | 0.001630 | 0.05 | 0.951 |
| Error | 2 | 0.063387 | 18.35% | 0.063387 | 0.031693 | ||
| Total | 8 | 0.345461 | 100.00% |
| Ex No: | Laser Power W | Traverse Speed mm/min | Gas Pressure Bar | Kerf Taper Angle Degrees | S/N |
|---|---|---|---|---|---|
| 1 | 2000 | 7600 | 2 | 0.680 | 3.34982 |
| 2 | 2000 | 7800 | 3 | 0.740 | 2.61537 |
| 3 | 2000 | 8000 | 4 | 0.692 | 3.19788 |
| 4 | 2300 | 7600 | 3 | 0.477 | 6.42963 |
| 5 | 2300 | 7800 | 4 | 0.648 | 3.76850 |
| 6 | 2300 | 8000 | 2 | 0.485 | 6.28517 |
| 7 | 2600 | 7600 | 4 | 0.354 | 9.01993 |
| 8 | 2600 | 7800 | 2 | 0.489 | 6.21382 |
| 9 | 2600 | 8000 | 3 | 0.505 | 5.93417 |
| Level | Laser Power W | Traverse Speed mm/min | Gas Pressure Bar |
|---|---|---|---|
| 1 | 3.054 | 6.266 | 5.283 |
| 2 | 5.494 | 4.199 | 4.993 |
| 3 | 7.056 | 5.139 | 5.329 |
| Delta | 4.002 | 2.067 | 0.336 |
| Rank | 1 | 2 | 3 |
| Source | DF | Seq SS | Contribution | Adj SS | Adj MS | F-Value | P-Value |
|---|---|---|---|---|---|---|---|
| Laser Power W | 2 | 0.187757 | 81.26% | 0.187757 | 0.093878 | 35.48 | 0.027 |
| Traverse Speed mm/min | 2 | 0.031353 | 13.57% | 0.031353 | 0.015676 | 5.92 | 0.144 |
| Gas Pressure bar | 2 | 0.006643 | 2.88% | 0.006643 | 0.003321 | 1.26 | 0.443 |
| Error | 2 | 0.005293 | 2.29% | 0.005293 | 0.002646 | ||
| Total | 8 | 0.231045 | 100.00% |
| Ex No: | Water Pressure MPa | Traverse Speed mm | Stand-Off-Distance mm | Kerf Taper Angle θ° | SNRA1 |
|---|---|---|---|---|---|
| 1 | 300 | 2400 | 1 | 5.911 | −15.4332 |
| 2 | 300 | 2600 | 2 | 4.872 | −13.7541 |
| 3 | 300 | 2800 | 3 | 4.321 | −12.7117 |
| 4 | 320 | 2400 | 2 | 4.474 | −13.0139 |
| 5 | 320 | 2600 | 3 | 3.818 | −11.6367 |
| 6 | 320 | 2800 | 1 | 5.597 | −14.9591 |
| 7 | 340 | 2400 | 3 | 3.521 | −10.9333 |
| 8 | 340 | 2600 | 1 | 5.123 | −14.1905 |
| 9 | 340 | 2800 | 2 | 4.317 | −12.7036 |
| Level | Water Pressure MPa | Traverse Speed mm | Stand-Off-Distance mm |
|---|---|---|---|
| 1 | −13.97 | −13.13 | −14.86 |
| 2 | −13.20 | −13.19 | −13.16 |
| 3 | −12.61 | −13.46 | −11.76 |
| Delta | 1.36 | 0.33 | 3.10 |
| Rank | 2 | 3 | 1 |
| Source | DF | Seq SS | Contribution | Adj SS | Adj MS | F-Value | P-Value |
|---|---|---|---|---|---|---|---|
| Water Pressure MPa | 2 | 0.041841 | 15.70% | 0.041841 | 0.020920 | 1371.69 | 0.001 |
| Traverse Speed mm/min | 2 | 0.002156 | 0.81% | 0.002156 | 0.001078 | 70.68 | 0.014 |
| Stand-Off-Distance mm | 2 | 0.222526 | 83.48% | 0.222526 | 0.111263 | 7295.20 | 0.000 |
| Error | 2 | 0.000031 | 0.01% | 0.000031 | 0.000015 | ||
| Total | 8 | 0.266553 | 100.00% |
| Ex No: | Water Pressure MPa | Traverse Speed mm | Stand-Off-Distance mm | Kerf Taper Angle θ° | SNRA1 |
|---|---|---|---|---|---|
| 1 | 300 | 1800 | 1 | 2.310 | −7.2722 |
| 2 | 300 | 2000 | 2 | 2.780 | −8.8809 |
| 3 | 300 | 2200 | 3 | 3.350 | −10.5009 |
| 4 | 320 | 1800 | 2 | 2.512 | −8.0004 |
| 5 | 320 | 2000 | 3 | 2.790 | −8.9121 |
| 6 | 320 | 2200 | 1 | 2.670 | −8.5302 |
| 7 | 340 | 1800 | 3 | 2.642 | −8.4387 |
| 8 | 340 | 2000 | 1 | 2.589 | −8.2626 |
| 9 | 340 | 2200 | 2 | 3.398 | −10.6245 |
| Level | Water Pressure MPa | Traverse Speed mm | Stand-Off-Distance mm |
|---|---|---|---|
| 1 | −8.885 | −7.904 | −8.022 |
| 2 | −8.481 | −8.685 | −9.169 |
| 3 | −9.109 | −9.885 | −9.284 |
| Delta | 0.628 | 1.981 | 1.262 |
| Rank | 3 | 1 | 2 |
| Source | DF | Seq SS | Contribution | Adj SS | Adj MS | F-Value | P-Value |
|---|---|---|---|---|---|---|---|
| Water Pressure MPa | 2 | 0.039044 | 4.33% | 0.039044 | 0.019522 | 14.36 | 0.065 |
| Traverse Speed mm/min | 2 | 0.552278 | 61.20% | 0.552278 | 0.276139 | 203.18 | 0.005 |
| Stand-Off-Distance mm | 2 | 0.308340 | 34.17% | 0.308340 | 0.154170 | 113.44 | 0.009 |
| Error | 2 | 0.002718 | 0.30% | 0.002718 | 0.001359 | ||
| Total | 8 | 0.902379 | 100.00% |
| Ex No: | Water Pressure MPa | Traverse Speed mm | Stand-Off-Distance mm | Kerf Taper Angle θ° | SNRA1 |
|---|---|---|---|---|---|
| 1 | 300 | 1200 | 1 | 1.423 | −3.06410 |
| 2 | 300 | 1400 | 2 | 1.762 | −4.92012 |
| 3 | 300 | 1600 | 3 | 2.321 | −7.31350 |
| 4 | 320 | 1200 | 2 | 1.912 | −5.62976 |
| 5 | 320 | 1400 | 3 | 1.796 | −5.08613 |
| 6 | 320 | 1600 | 1 | 1.980 | −5.93330 |
| 7 | 340 | 1200 | 3 | 1.545 | −3.77857 |
| 8 | 340 | 1400 | 1 | 1.698 | −4.59875 |
| 9 | 340 | 1600 | 2 | 2.298 | −7.22700 |
| Level | Water Pressure MPa | Traverse Speed mm | Stand-Off-Distance mm |
|---|---|---|---|
| 1 | −5.099 | −4.157 | −4.532 |
| 2 | −5.550 | −4.868 | −5.926 |
| 3 | −5.201 | −6.825 | −5.393 |
| Delta | 0.450 | 2.667 | 1.394 |
| Rank | 3 | 1 | 2 |
| Source | DF | Seq SS | Contribution | Adj SS | Adj MS | F-Value | P-Value |
|---|---|---|---|---|---|---|---|
| Water Pressure MPa | 2 | 0.004436 | 2.06% | 0.004436 | 0.002218 | 0.22 | 0.820 |
| Traverse Speed mm/min | 2 | 0.151712 | 70.35% | 0.151712 | 0.075856 | 7.51 | 0.117 |
| Stand-Off-Distance mm | 2 | 0.039324 | 18.23% | 0.039324 | 0.019662 | 1.95 | 0.339 |
| Error | 2 | 0.020191 | 9.36% | 0.020191 | 0.010096 | ||
| Total | 8 | 0.215664 | 100.00% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Masoud, F.; Sapuan, S.M.; Ariffin, M.K.A.M.; Nukman, Y.; Bayraktar, E. Experimental Analysis of Kerf Taper Angle in Cutting Process of Sugar Palm Fiber Reinforced Unsaturated Polyester Composites with Laser Beam and Abrasive Water Jet Cutting Technologies. Polymers 2021, 13, 2543. https://doi.org/10.3390/polym13152543
Masoud F, Sapuan SM, Ariffin MKAM, Nukman Y, Bayraktar E. Experimental Analysis of Kerf Taper Angle in Cutting Process of Sugar Palm Fiber Reinforced Unsaturated Polyester Composites with Laser Beam and Abrasive Water Jet Cutting Technologies. Polymers. 2021; 13(15):2543. https://doi.org/10.3390/polym13152543
Chicago/Turabian StyleMasoud, Fathi, S. M. Sapuan, Mohd Khairol Anuar Mohd Ariffin, Y. Nukman, and Emin Bayraktar. 2021. "Experimental Analysis of Kerf Taper Angle in Cutting Process of Sugar Palm Fiber Reinforced Unsaturated Polyester Composites with Laser Beam and Abrasive Water Jet Cutting Technologies" Polymers 13, no. 15: 2543. https://doi.org/10.3390/polym13152543
APA StyleMasoud, F., Sapuan, S. M., Ariffin, M. K. A. M., Nukman, Y., & Bayraktar, E. (2021). Experimental Analysis of Kerf Taper Angle in Cutting Process of Sugar Palm Fiber Reinforced Unsaturated Polyester Composites with Laser Beam and Abrasive Water Jet Cutting Technologies. Polymers, 13(15), 2543. https://doi.org/10.3390/polym13152543