
Effect of Terminal Groups on Thermomechanical and Dielectric Properties of Silica–Epoxy Composite Modified by Hyperbranched Polyester

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
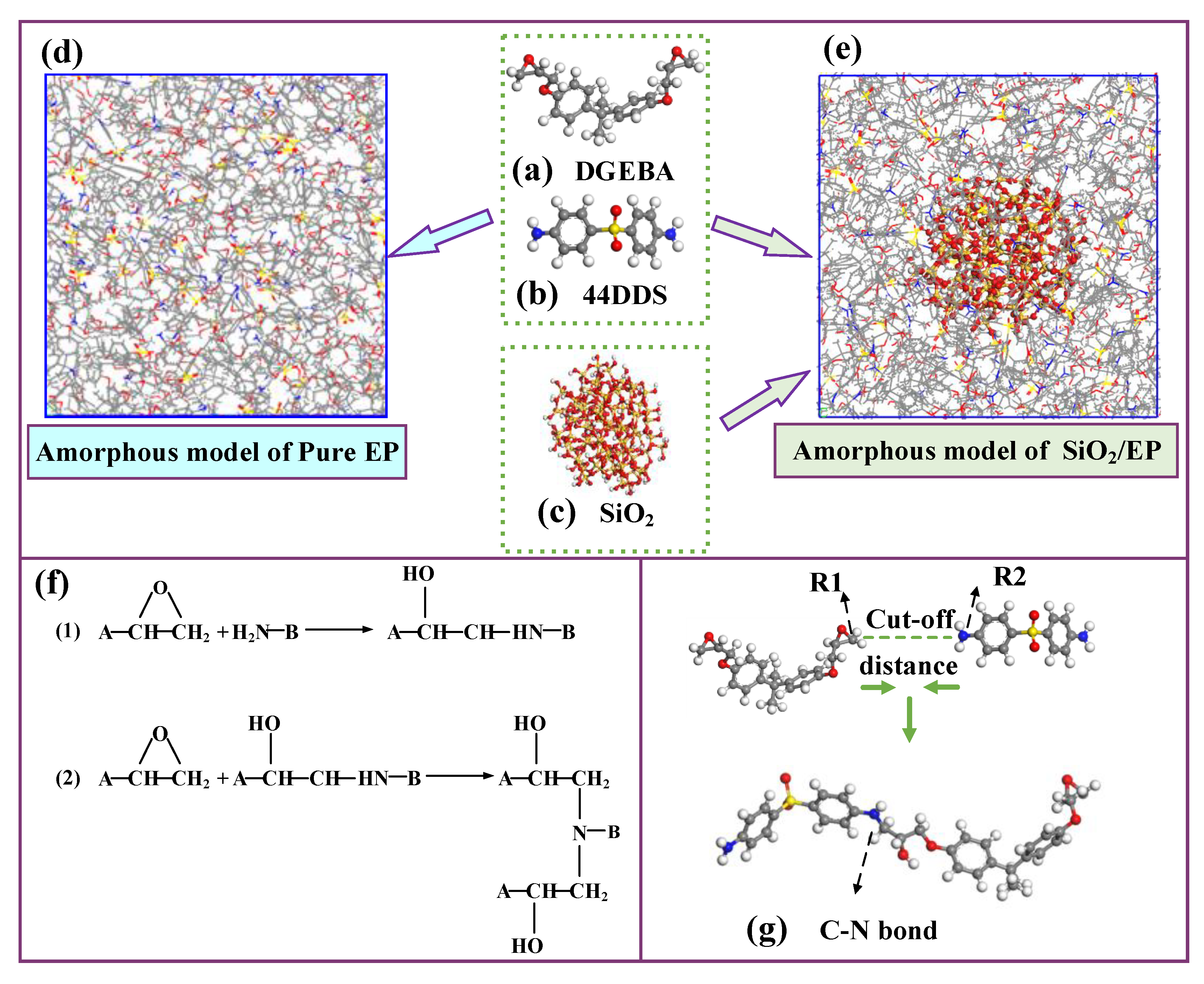
2.1. Epoxy Resin Models
2.2. Silica–Epoxy Resin Models
2.3. Simulation Details
3. Results and Discussion
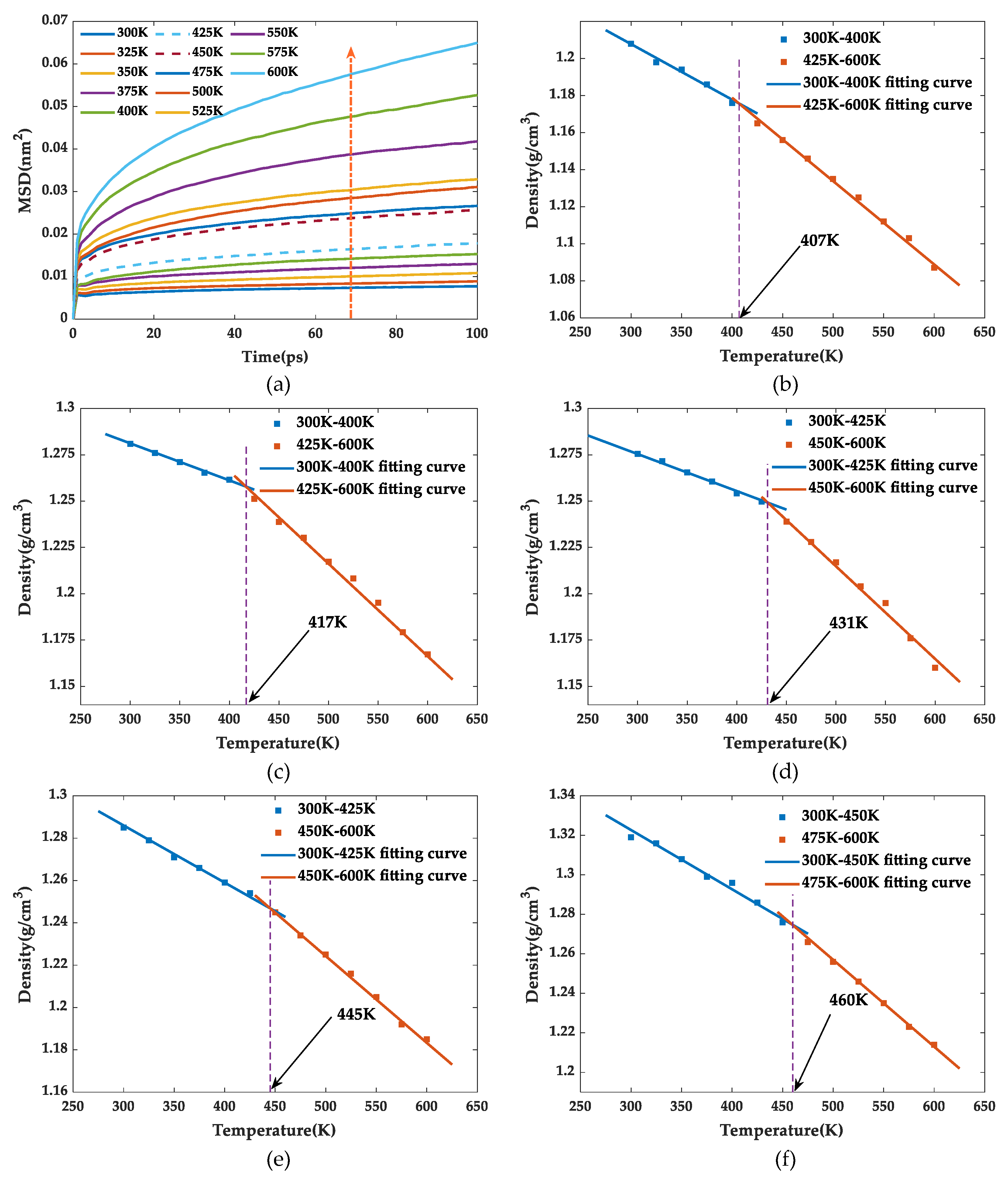
3.1. Glass Transition Temperature
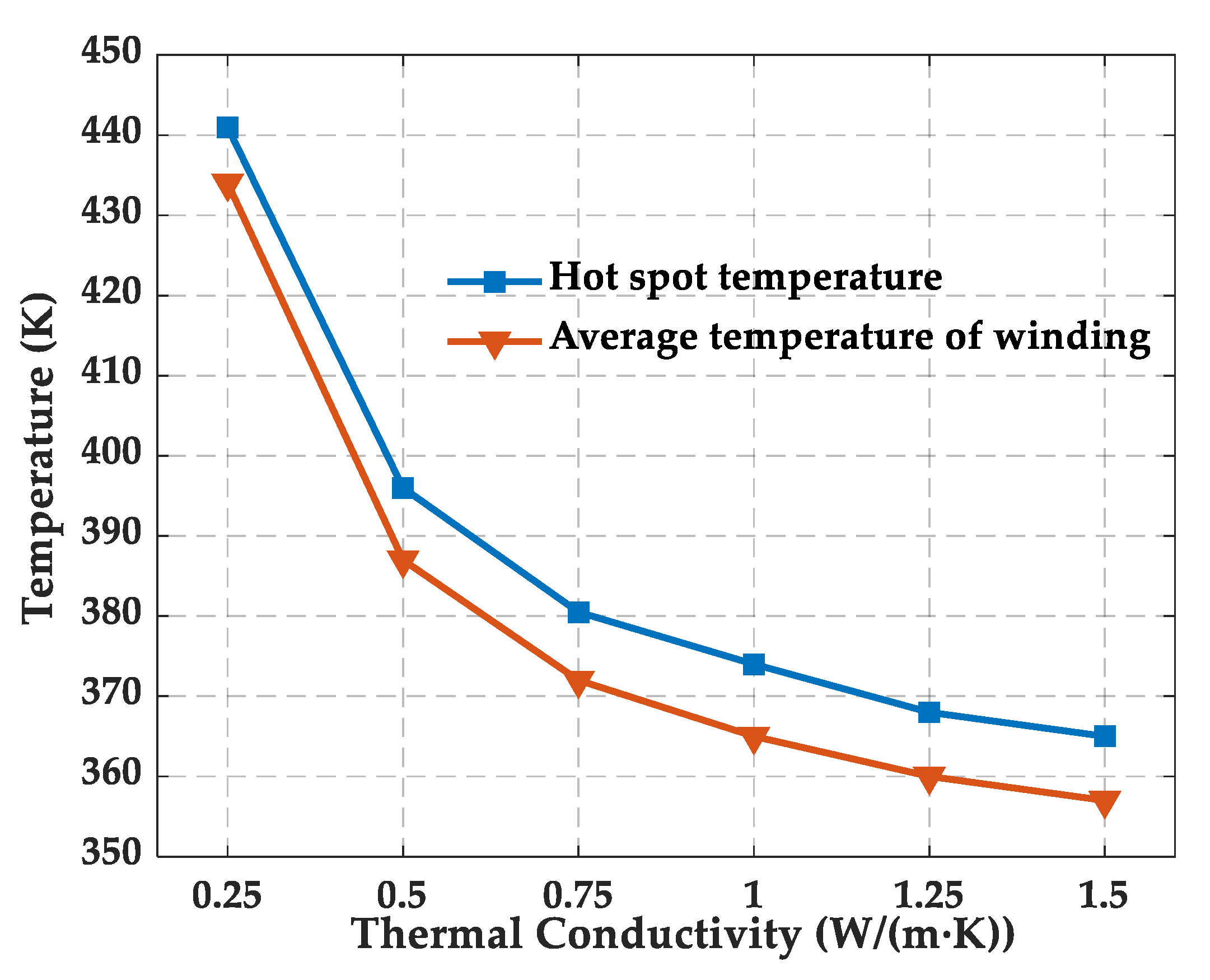
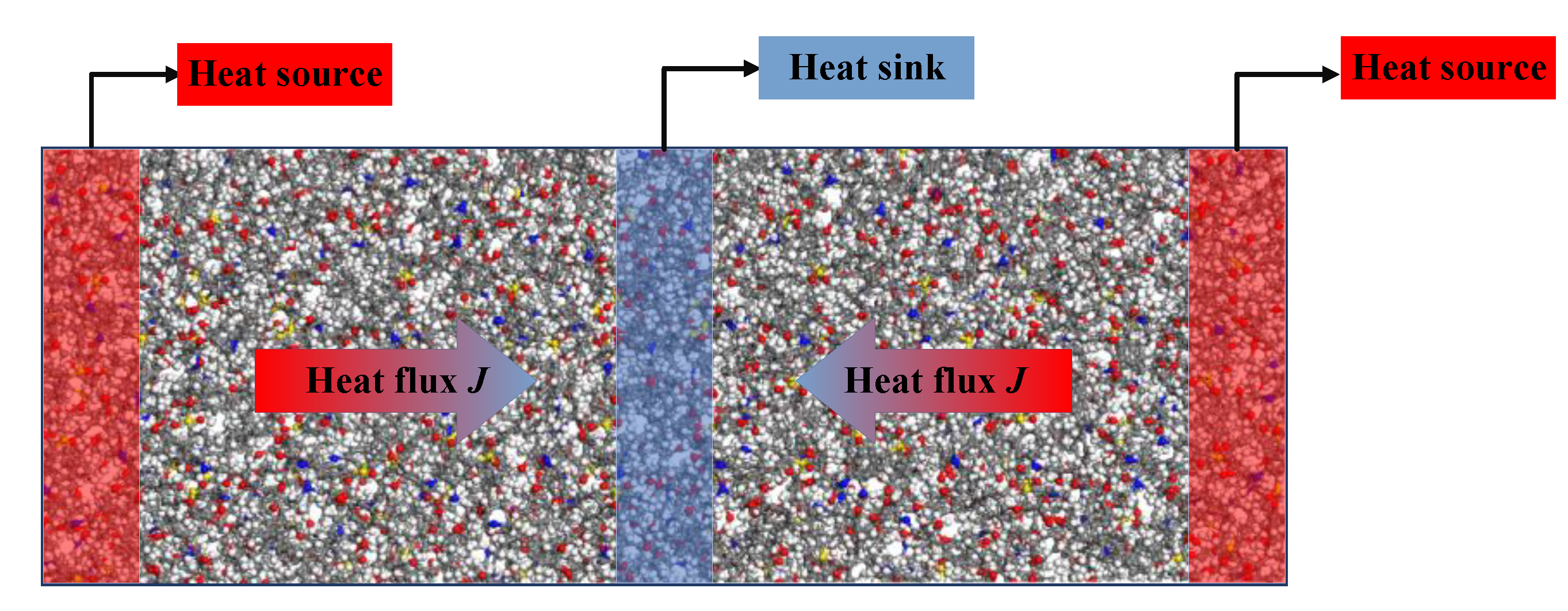
3.2. Thermal Conductivity
3.3. Mechanical Properties
3.4. Dielectric Properties
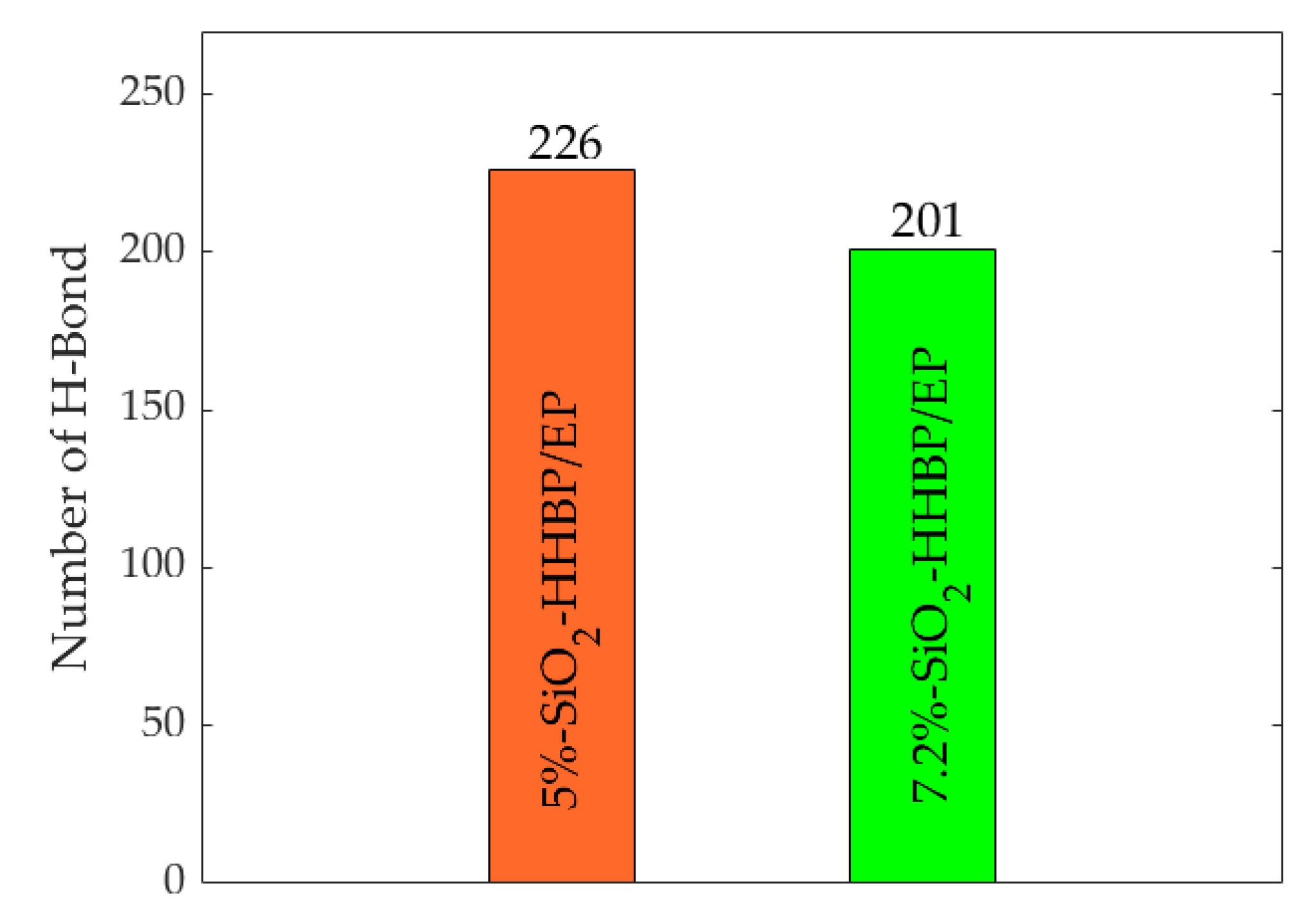
3.5. Hydrogen Bonds
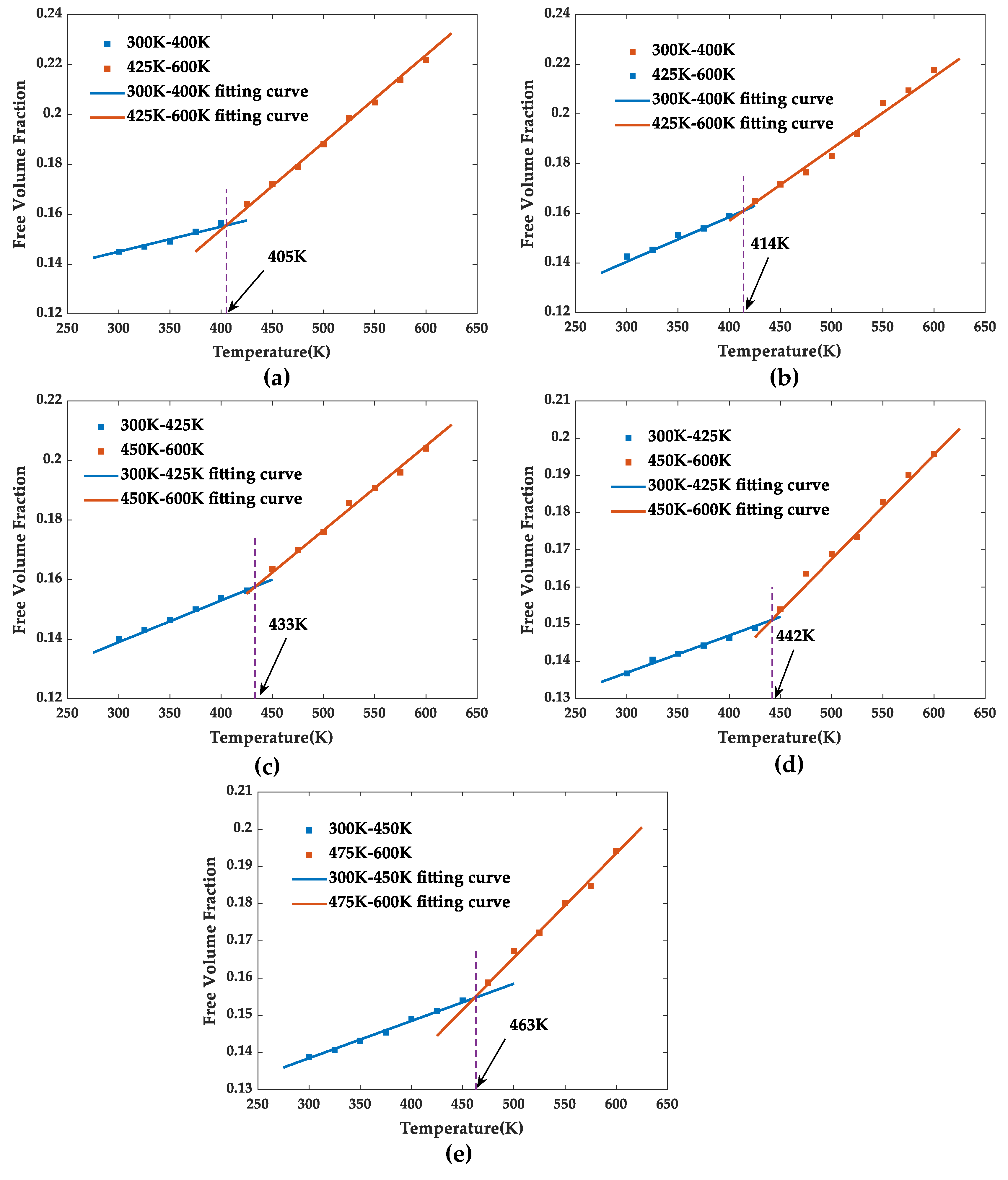
3.6. Free Volume Fraction
3.7. Binding Energy
4. Conclusions
- 1
- Incorporating silica into epoxy resin can improve thermomechanical and dielectric properties, and the improvement effect was the better when the silica surface was grafted with hyperbranched polyester, where the terminal group had an obvious influence on the improvement effect as well. The Tg of the SiO2-HHBP/EP and SiO2-CHBP/EP model increased by 38 and 53 K, and the thermal conductivity at 300 K increased to 0.4171 and 0.4825 W/(m·K)−1 with an increase ratio of 94.3% and 115.4%, respectively. The elastic modulus, including Young’s modulus, bulk modulus, and shear modulus, increased by 44.68%, 29.52%, and 50.08% and by 50.23%, 33.52%, and 54.78%. The permittivity was 2.62 and 2.45, with a decrease ratio of 21.1% and 26.2% compared with pure EP, respectively.
- 2
- The analysis of the number of hydrogen bonds, mean square displacement, free volume fraction, and binding energy further clarified the mechanism of improvement. Among the five groups of models, epoxy resin incorporated with silica grafted with hyperbranched polyester with terminal carboxyl maintained the lowest MSD value and free volume fraction, verifying that the three-dimensional crosslinked structure of this system was the tightest. At the same time, the largest number of hydrogen bonds and the highest binding energy were found in the system. In general, grafting hyperbranched polyester proved to be an effective way to control and improve thermomechanical and dielectric properties of epoxy resins.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ronanki, D.; Singh, S.A.; Williamson, S.S. Comprehensive topological overview of rolling stock architectures and recent trends in electric railway traction systems. IEEE Trans. Transp. Electrif. 2017, 3, 724–738. [Google Scholar] [CrossRef]
- Qing, X.; Shaodong, L.; Kai, Y. Characteristics on DC surface flashover of epoxy resin and analysis of flashover voltage under different electric field. High Volt. Eng. 2018, 44, 1757–1765. [Google Scholar] [CrossRef]
- Ekinci, F. An experimental determination of the optimum cooling model for dry-type transformers for different cooling configurations. Energy Sources Part A Recover. Util. Environ. Eff. 2020, 42, 2181–2197. [Google Scholar] [CrossRef]
- He, X.L.; Zhang, L.; Zhang, F.B.; Luo, T.H. Dynamic optimization design of hanging parameters for traction transformer of high-speed train. J. Traffic Transp. Eng. 2018, 18, 100–110. [Google Scholar] [CrossRef]
- Du, B.X.; Ran, Z.Y.; Li, J.; Liang, H.C.; Yao, H. Fluorinated epoxy insulator with interfacial conductivity graded material for HVDC gaseous insulated pipeline. IEEE Trans. Dielectr. Electr. Insul. 2020, 27, 1305–1312. [Google Scholar] [CrossRef]
- Datsyuk, V.; Trotsenko, S.; Trakakis, G.; Boden, A.; Vyzas-Asimakopoulos, K.; Parthenios, J.; Galiotis, C.; Reich, S.; Papagelis, K. Thermal properties enhancement of epoxy resins by incorporating polybenzimidazole nanofibers filled with graphene and carbon nanotubes as reinforcing material. Polym. Test. 2020, 82, 106317. [Google Scholar] [CrossRef]
- Rafiee, M.; Nitzsche, F.; Laliberte, J.; Hind, S.; Robitaille, F.; Labrosse, M. Thermal properties of doubly reinforced fiberglass/epoxy composites with graphene nanoplatelets, graphene oxide and reduced-graphene oxide. Compos. Part B Eng. 2019, 164, 1–9. [Google Scholar] [CrossRef]
- Wen, H.; Zhang, X.; Wu, Y.; Yang, Z. Dielectric properties of SrTiO3/epoxy nanocomposites with high thermal conductivity. High Volt. Eng. 2019, 45, 1225–1233. [Google Scholar] [CrossRef]
- Swarna, V.S.; Alarifi, I.M.; Khan, W.; Asmatulu, R. Enhancing fire and mechanical strengths of epoxy nanocomposites for metal/metal bonding of aircraft aluminum alloys. Polym. Compos. 2019, 40, 3691–3702. [Google Scholar] [CrossRef]
- Monteserín, C.; Blanco, M.; Murillo, N.; Pérez-Márquez, A.; Maudes, J.; Gayoso, J.; Laza, J.M.; Hernáez, E.; Aranzabe, E.; Vilas, J.L. Novel antibacterial and toughened carbon-fibre/epoxy composites by the incorporation of TiO2 nanoparticles modified electrospun nanofibre veils. Polymers 2019, 11, 1524. [Google Scholar] [CrossRef] [Green Version]
- Prasad, T.; Halder, S.; Dhar, S.S.; Goyat, M.S. Epoxy/imidazole functionalized silica epoxy nanocomposites: Mechanical and fracture behaviour. Express Polym. Lett. 2021, 15, 203–223. [Google Scholar] [CrossRef]
- Radojčić, D.; Petrović, Z.S.; Tanasić, J.; Ristić, I. Silica-filled composites from epoxidized natural oils. J. Polym. Environ. 2020, 28, 1292–1301. [Google Scholar] [CrossRef]
- Faridirad, F.; Ahmadi, S.; Barmar, M. Polyamide/carbon nanoparticles nanocomposites: A review. Polym. Eng. Sci. 2016, 57, 475–494. [Google Scholar] [CrossRef]
- Bobby, S.; Samad, M.A. Enhancement of tribological performance of epoxy bulk composites and composite coatings using micro/nano fillers: A review. Polym. Adv. Technol. 2016, 28, 633–644. [Google Scholar] [CrossRef]
- Liu, Y.; Shi, J.; Kang, P.; Wu, P.; Zhou, Z.; Chen, G.-X.; Li, Q. Improve the dielectric property and breakdown strength of composites by cladding a polymer/BaTiO3 composite layer around carbon nanotubes. Polymers 2020, 188, 122157. [Google Scholar] [CrossRef]
- Prasad, A.S.; Wang, Y.; Li, X.; Iyer, A.; Chen, W.; Brinson, L.C.; Schadler, L.S. Investigating the effect of surface modification on the dispersion process of polymer nanocomposites. Nanocomposites 2020, 6, 111–124. [Google Scholar] [CrossRef]
- Sabet, S.M.; Mahfuz, H.; Terentis, A.C.; Nezakat, M.; Hashemi, J. Effects of POSS functionalization of carbon nanotubes on microstructure and thermomechanical behavior of carbon nanotube/polymer nanocomposites. J. Mater. Sci. 2018, 53, 8963–8977. [Google Scholar] [CrossRef]
- Zhang, Y.; Choi, J.R.; Park, S.-J. Thermal conductivity and thermo-physical properties of nanodiamond-attached exfoliated hexagonal boron nitride/epoxy nanocomposites for microelectronics. Compos. Part A Appl. Sci. Manuf. 2017, 101, 227–236. [Google Scholar] [CrossRef]
- Zhang, R.; Hu, H.; Chen, H.; Li, S.; Ying, C.; Huang, S.; Liu, Q.; Fu, X.; Hu, S.; Wong, C. Simultaneous improvement of thermal conductivity and mechanical properties for mechanically mixed ABS/h-BN composites by using small amounts of hyperbranched polymer additives. J. Appl. Polym. Sci. 2020, 137. [Google Scholar] [CrossRef]
- Ghanem, A.F.; Yassin, M.A.; Rabie, A.M.; Gouanvé, F.; Espuche, E.; Rehim, M.H.A. Investigation of water sorption, gas barrier and antimicrobial properties of polycaprolactone films contain modified graphene. J. Mater. Sci. 2020, 56, 497–512. [Google Scholar] [CrossRef]
- Kaiser, T.; Frey, H. Hyperbranched polymer architectures: From Flory’s AB(f-1) polycondensates to controlled structures. Polymer 2020, 211, 123113. [Google Scholar] [CrossRef]
- Qi, Z.; Tan, Y.; Wang, H.; Xu, T.; Wang, L.; Xiao, C. Effects of noncovalently functionalized multiwalled carbon nanotube with hyperbranched polyesters on mechanical properties of epoxy composites. Polym. Test. 2017, 64, 38–47. [Google Scholar] [CrossRef]
- Li, L.; Liao, X.; Sheng, X.; Hao, Z.; He, L.; Liu, P.; Quan, H.; Zhang, Y. Effect of structure regulation of hyper-branched polyester modified carbon nanotubes on toughening performance of epoxy/carbon nanotube nanocomposites. RSC Adv. 2019, 9, 12864–12876. [Google Scholar] [CrossRef] [Green Version]
- Mahapatra, S.S.; Yadav, S.K.; Lee, B.H.; Cho, J.W. Nanodiamond-grafted hyperbranched polymers anchored with carbon nanotubes: Mechanical, thermal and photothermal shape-recovery properties. Polymer 2019, 160, 204–209. [Google Scholar] [CrossRef]
- Radue, M.; Odegard, G. Multiscale modeling of carbon fiber/carbon nanotube/epoxy hybrid composites: Comparison of epoxy matrices. Compos. Sci. Technol. 2018, 166, 20–26. [Google Scholar] [CrossRef]
- Unger, R.; Arash, B.; Exner, W.; Rolfes, R. Effect of temperature on the viscoelastic damage behaviour of nanoparticle/epoxy nanocomposites: Constitutive modelling and experimental validation. Polymer 2020, 191, 122265. [Google Scholar] [CrossRef]
- Verma, A.; Parashar, A.; Packirisamy, M. Atomistic modeling of graphene/hexagonal boron nitride polymer nanocomposites: A review. Wiley Interdiscip. Rev. Comput. Mol. Sci. 2017, 8, e1346. [Google Scholar] [CrossRef]
- Fan, J.; Anastassiou, A.; Macosko, C.W.; Tadmor, E.B. Molecular dynamics predictions of thermomechanical properties of an epoxy thermosetting polymer. Polymer 2020, 196, 122477. [Google Scholar] [CrossRef]
- Zhang, Y.; Wang, Y.; Li, Y.; Zhang, Z. The mechanical properties of poly (urea-formaldehyde) incorporated with nano-SiO2 by molecular dynamics simulation. Polymers 2019, 11, 1447. [Google Scholar] [CrossRef] [Green Version]
- Hua, X.; Wang, L.; Yang, S. Molecular dynamics simulation of improving the physical properties of polytetrafluoroethylene cable insulation materials by boron nitride nanoparticle under moisture-temperature-electric fields conditions. Polymers 2019, 11, 971. [Google Scholar] [CrossRef] [Green Version]
- Zhang, X.; Wen, H.; Wu, Y. Computational thermomechanical properties of silica-epoxy nanocomposites by molecular dynamic simulation. Polymers 2017, 9, 430. [Google Scholar] [CrossRef]
- Fu, K.; Xie, Q.; Lü, F.; Duan, Q.; Wang, X.; Zhu, Q.; Huang, Z. Molecular dynamics simulation and experimental studies on the thermomechanical properties of epoxy resin with different anhydride curing agents. Polymers 2019, 11, 975. [Google Scholar] [CrossRef] [Green Version]
- Du, D.; Tang, Y.; Yang, L.; Tang, C. Effects of different grafting density of amino silane coupling agents on thermomechanical properties of cross-linked epoxy resin. Polymers 2020, 12, 1662. [Google Scholar] [CrossRef]
- Jeyranpour, F.; Alahyarizadeh, G.; Arab, B. Comparative investigation of thermal and mechanical properties of cross-linked epoxy polymers with different curing agents by molecular dynamics simulation. J. Mol. Graph. Model. 2015, 62, 157–164. [Google Scholar] [CrossRef] [PubMed]
- Xie, Q.; Fu, K.; Liang, S.; Liu, B.; Lu, L.; Yang, X.; Huang, Z.; Lü, F. Micro-structure and thermomechanical properties of crosslinked epoxy composite modified by nano-SiO2: A molecular dynamics simulation. Polymers 2018, 10, 801. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chang, K.-C.; Lin, H.-F.; Lin, C.-Y.; Kuo, T.-H.; Huang, H.-H.; Hsu, S.-C.; Yeh, J.-M.; Yang, J.-C.; Yu, Y.-H. Effect of amino-modified silica nanoparticles on the corrosion protection properties of epoxy resin-silica hybrid materials. J. Nanosci. Nanotechnol. 2008, 8, 3040–3049. [Google Scholar] [CrossRef] [PubMed]
- Wang, D. Production and Application of Epoxy Resin; Chemical Industry Press: Beijing, China, 2001. [Google Scholar]
- Tang, Y.; Tang, C.; Hu, D.; Gui, Y. Effect of aminosilane coupling agents with different chain lengths on thermo-mechanical properties of cross-linked epoxy resin. Nanomaterials 2018, 8, 951. [Google Scholar] [CrossRef] [Green Version]
- Ota, S.; Harada, M. Thermal conductivity enhancement of liquid crystalline epoxy/MgO composites by formation of highly ordered network structure. J. Appl. Polym. Sci. 2020, 138. [Google Scholar] [CrossRef]
- Mu, Q.; Li, Q.; Liu, H. Enhancing the thermal conductivities of SiO2/epoxy composites by orientation. Polym. Compos. 2014, 37, 818–823. [Google Scholar] [CrossRef]
- Zhan, H.; Nie, Y.; Chen, Y.; Bell, J.M.; Gu, Y. Thermal transport in 3D nanostructures. Adv. Funct. Mater. 2019, 30. [Google Scholar] [CrossRef] [Green Version]
- Srikanth, A.; Kinaci, E.; Vergara, J.; Palmese, G.; Abrams, C.F. The effect of alkyl chain length on mechanical properties of fatty-acid-functionalized amidoamine-epoxy systems. Comput. Mater. Sci. 2018, 150, 70–76. [Google Scholar] [CrossRef]
- Yang, X.; Wan, Y.; Wang, X.; Fu, Y.; Huang, Z.; Xie, Q. Molecular dynamics studies of the mechanical behaviors and thermal conductivity of the DGEBA/MTHPA/CNB composites. Compos. Part B Eng. 2019, 164, 659–666. [Google Scholar] [CrossRef]
- Manaila-Maximean, D. Effective permittivity of a multi-phase system: Nanoparticle-doped polymer-dispersed liquid crystal films. Molecules 2021, 26, 1441. [Google Scholar] [CrossRef] [PubMed]
- Shen, L.; Zou, L.; Ding, M.; Zhao, T.; Zhang, L.; Li, Q. Investigation of physical properties of epoxy-functionalized graphene nanoplatelets composite coatings on DC-GIL insulators by molecular dynamics simulation. Appl. Surf. Sci. 2020, 505, 144197. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Model | Tg | Tg in Reference |
|---|---|---|
| Pure EP | 407 K | 437 [29] |
| SiO2/EP | 414 K | 456 [30] |
| SiO2-KH560 | 431 K | |
| SiO2-HHBP/EP | 445 K | |
| SiO2-CHBP/EP | 460 K | |
| 5%-SiO2-HHBP/EP | 433 K |
| Temperature | Pure EP | SiO2/EP | SiO2-KH560/EP | SiO2-HHBP/EP | SiO2-CHBP/EP | 5%-SiO2-HHBP/EP |
|---|---|---|---|---|---|---|
| 300 K | 0.2147 | 0.2641 | 0.3442 | 0.4171 | 0.4825 | 0.3745 |
| 400 K | 0.2315 | 0.3026 | 0.3838 | 0.4517 | 0.5264 | |
| 500 K | 0.2573 | 0.3308 | 0.4159 | 0.5045 | 0.5614 |
| Mechanical Properties | Results from Simulation | Results in References |
|---|---|---|
| E | 4.84 | 5.21 [42] 4.36 [43] |
| K | 5.21 | 4.61 [38] |
| G | 1.76 | 1.64 [43] |
| Models | Permittivity | |
|---|---|---|
| Pure EP | 1571.3898 | 3.32 |
| SiO2/EP | 1338.5125 | 3.05 |
| SiO2-KH560/EP | 1246.2747 | 2.84 |
| SiO2-HHBP/EP | 1097.2636 | 2.62 |
| SiO2-CHBP/EP | 982.1186 | 2.45 |
| 5%-SiO2-HHBP/EP | 1171.7691 | 2.73 |
| Models | Free Volume Fraction |
|---|---|
| Pure EP | 14.52 |
| SiO2/EP | 14.26 |
| SiO2-KH560/EP | 14.02 |
| SiO2-HHBP/EP | 13.68 |
| SiO2-CHBP/EP | 13.41 |
| 5%-SiO2-HHBP/EP | 13.85 |
| Models | Binding Energy |
|---|---|
| SiO2/EP | −231.14 |
| SiO2-KH560/EP | −364.45 |
| SiO2-HHBP/EP | −653.49 |
| SiO2-CHBP/EP | −843.12 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, J.; Wang, D.; Wang, L.; Zuo, W.; Zhou, L.; Hu, X.; Bao, D. Effect of Terminal Groups on Thermomechanical and Dielectric Properties of Silica–Epoxy Composite Modified by Hyperbranched Polyester. Polymers 2021, 13, 2451. https://doi.org/10.3390/polym13152451
Zhang J, Wang D, Wang L, Zuo W, Zhou L, Hu X, Bao D. Effect of Terminal Groups on Thermomechanical and Dielectric Properties of Silica–Epoxy Composite Modified by Hyperbranched Polyester. Polymers. 2021; 13(15):2451. https://doi.org/10.3390/polym13152451
Chicago/Turabian StyleZhang, Jianwen, Dongwei Wang, Lujia Wang, Wanwan Zuo, Lijun Zhou, Xue Hu, and Dingyu Bao. 2021. "Effect of Terminal Groups on Thermomechanical and Dielectric Properties of Silica–Epoxy Composite Modified by Hyperbranched Polyester" Polymers 13, no. 15: 2451. https://doi.org/10.3390/polym13152451
APA StyleZhang, J., Wang, D., Wang, L., Zuo, W., Zhou, L., Hu, X., & Bao, D. (2021). Effect of Terminal Groups on Thermomechanical and Dielectric Properties of Silica–Epoxy Composite Modified by Hyperbranched Polyester. Polymers, 13(15), 2451. https://doi.org/10.3390/polym13152451