
Comprehensive Characterization of Polymeric Composites Reinforced with Silica Microparticles Using Leftover Materials of Fused Filament Fabrication 3D Printing



Abstract
:
1. Introduction
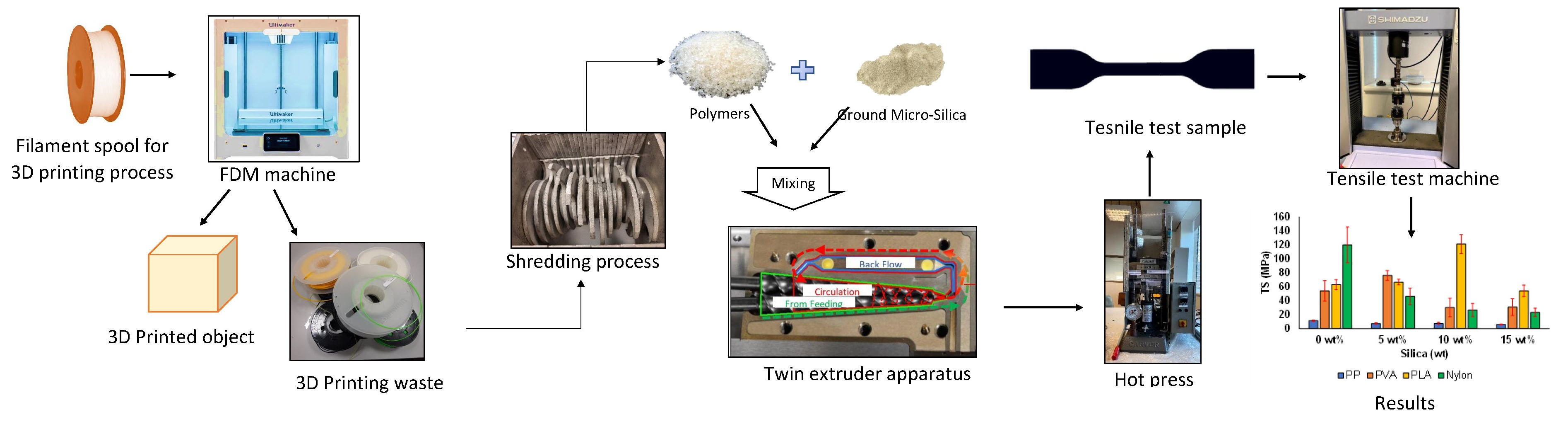
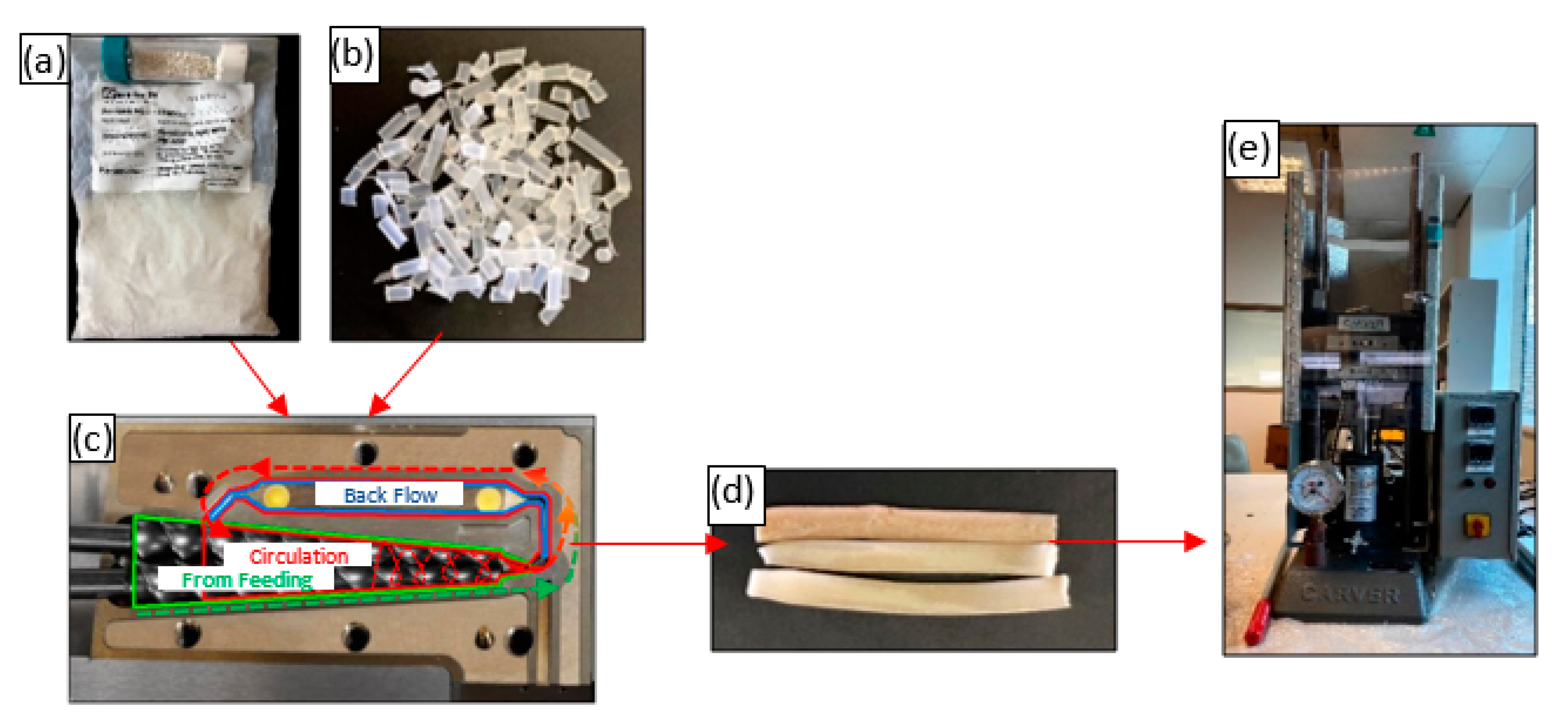
2. Materials and Methods
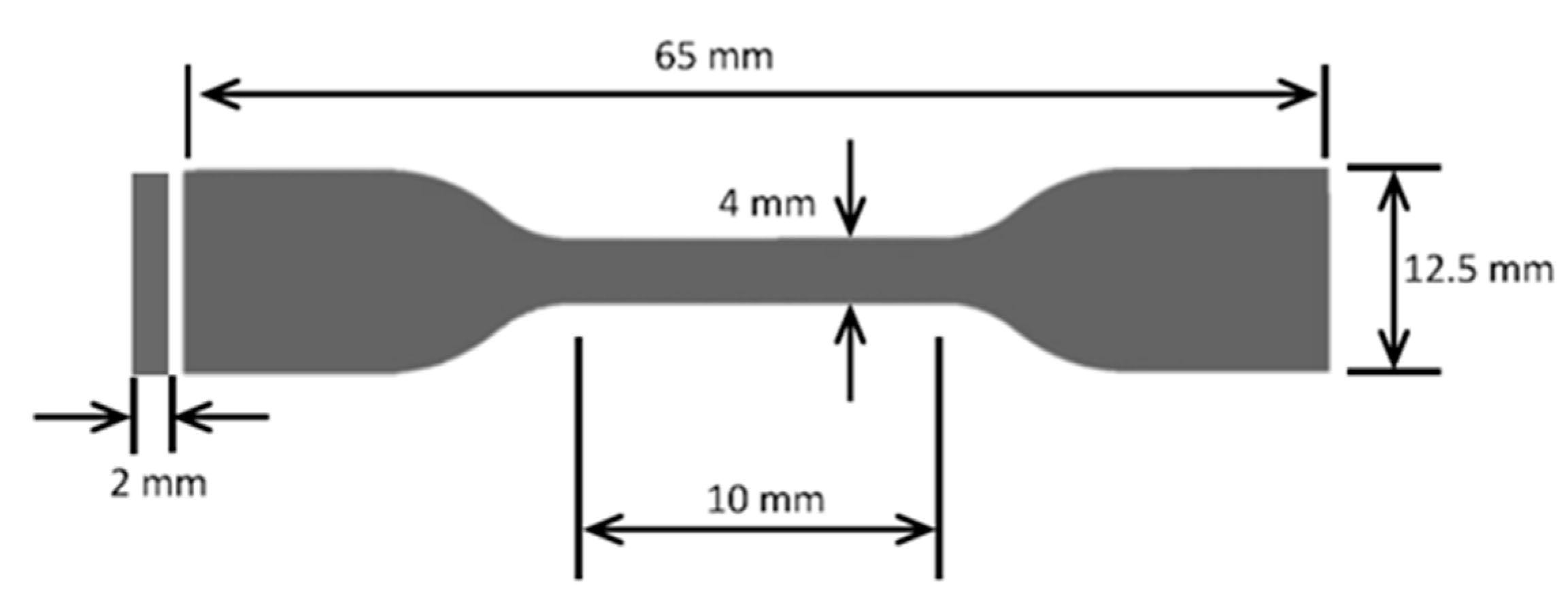
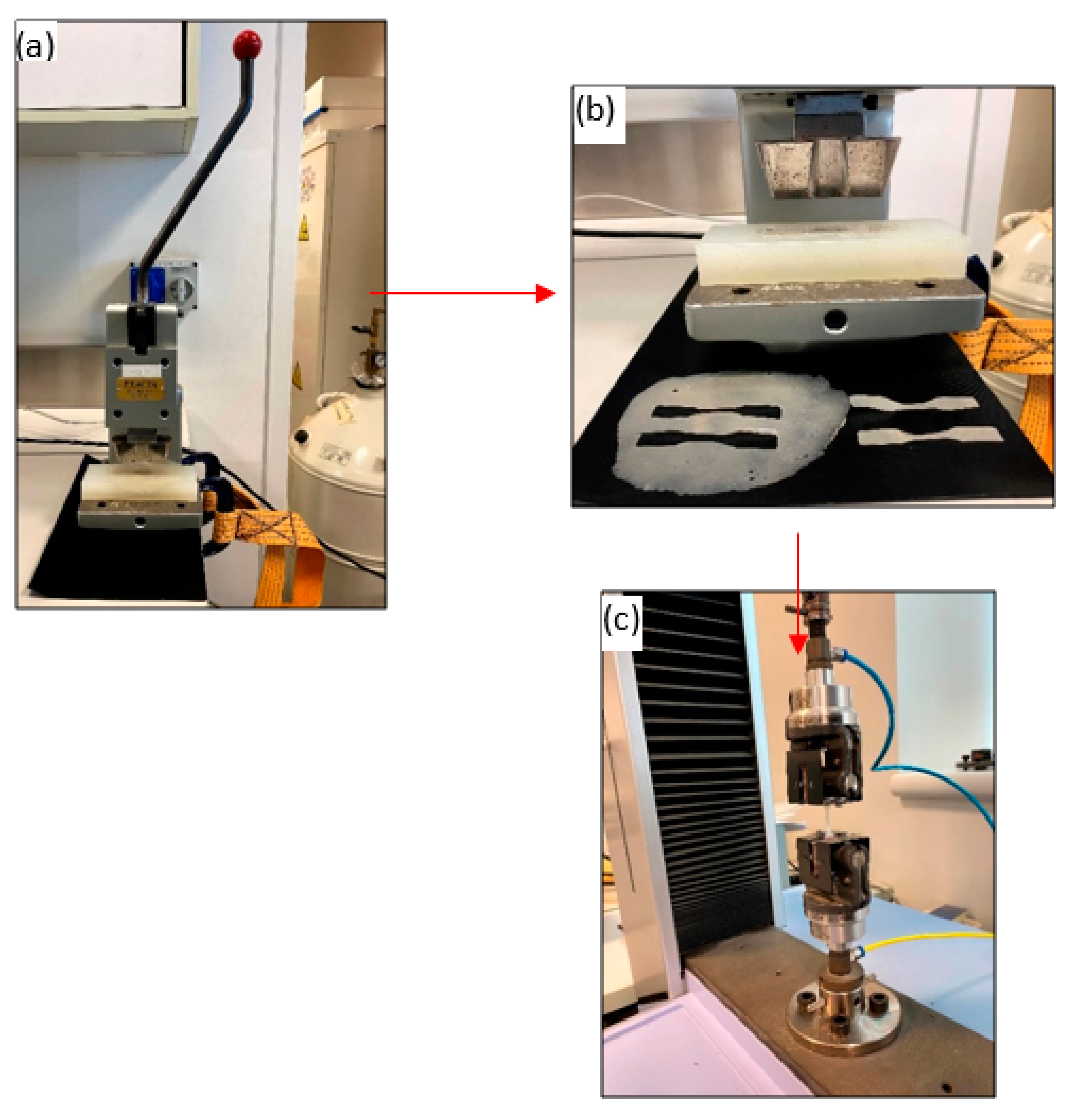
2.1. Mechanical Characterization
2.2. Differential Scanning Calorimetry (DSC)
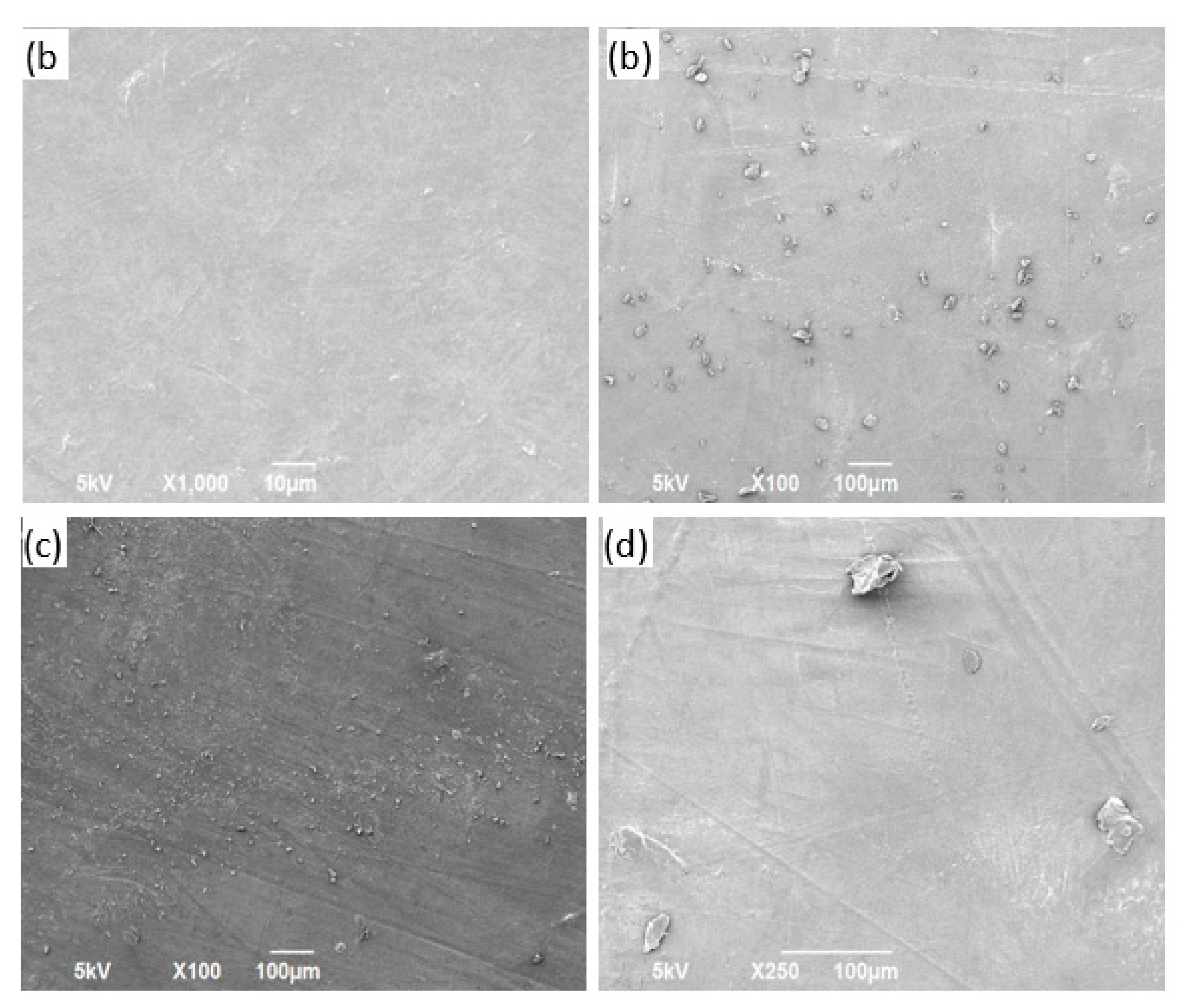
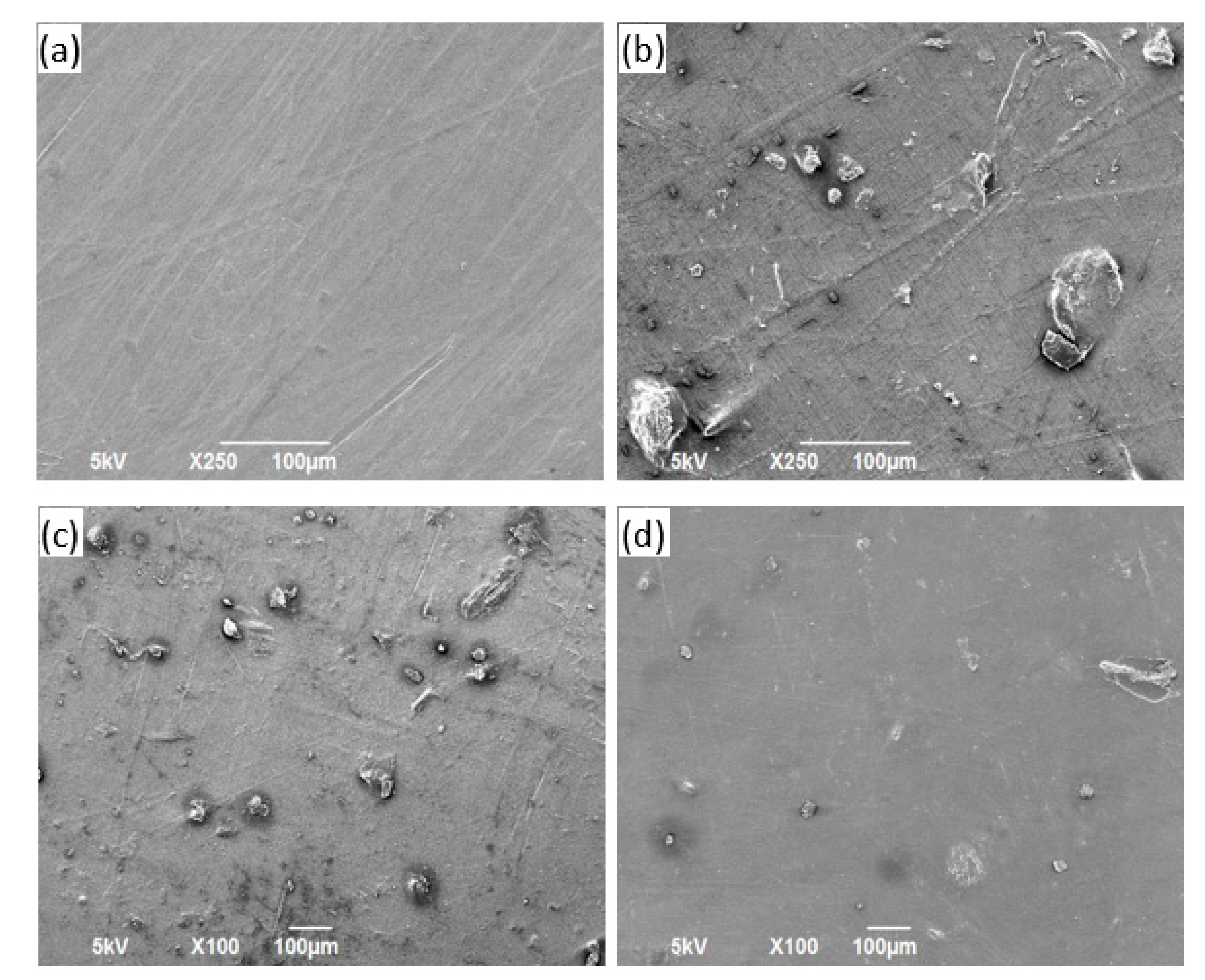
2.3. Scanning Electron Microscopy (SEM)
3. Results and Discussion
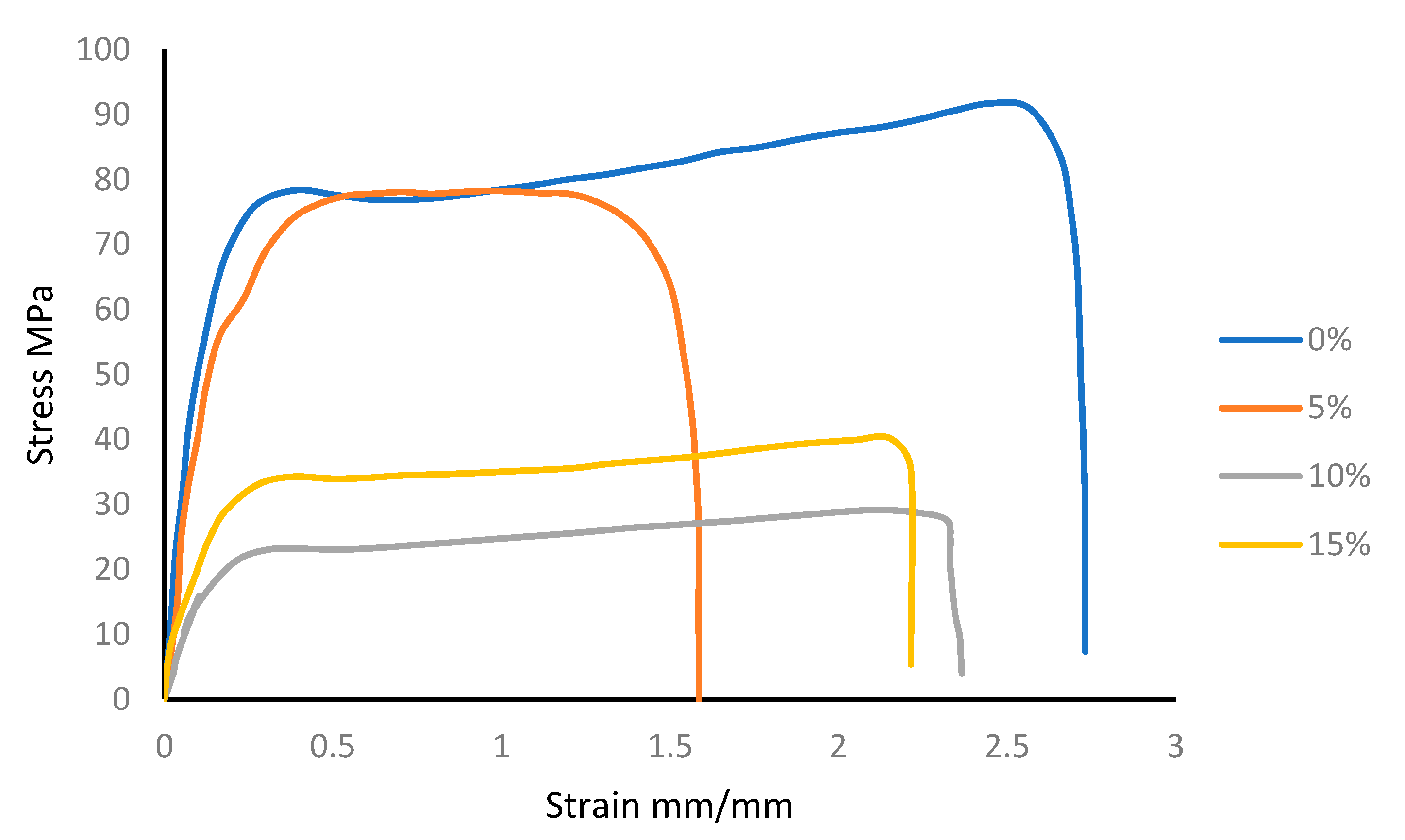
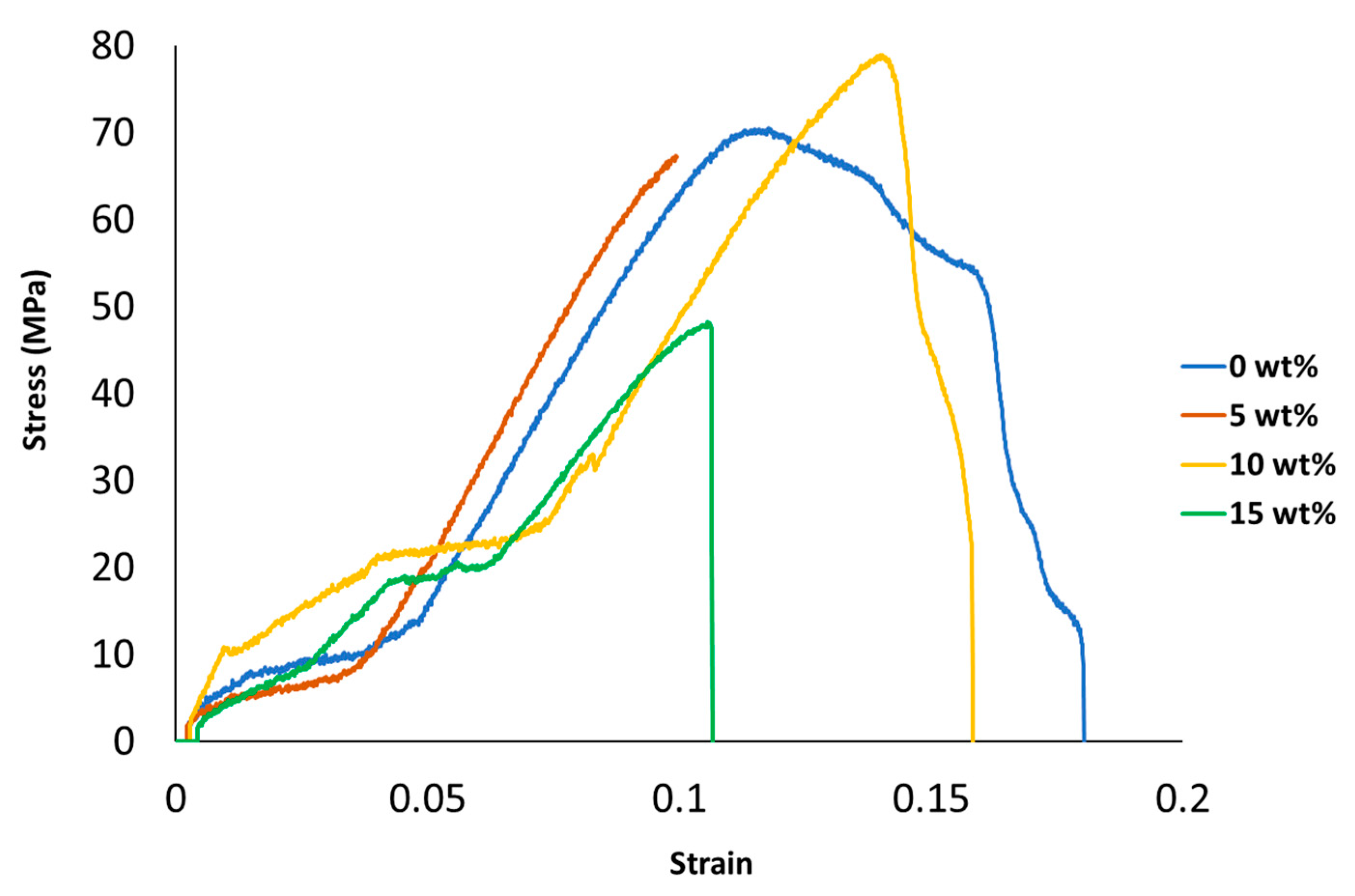
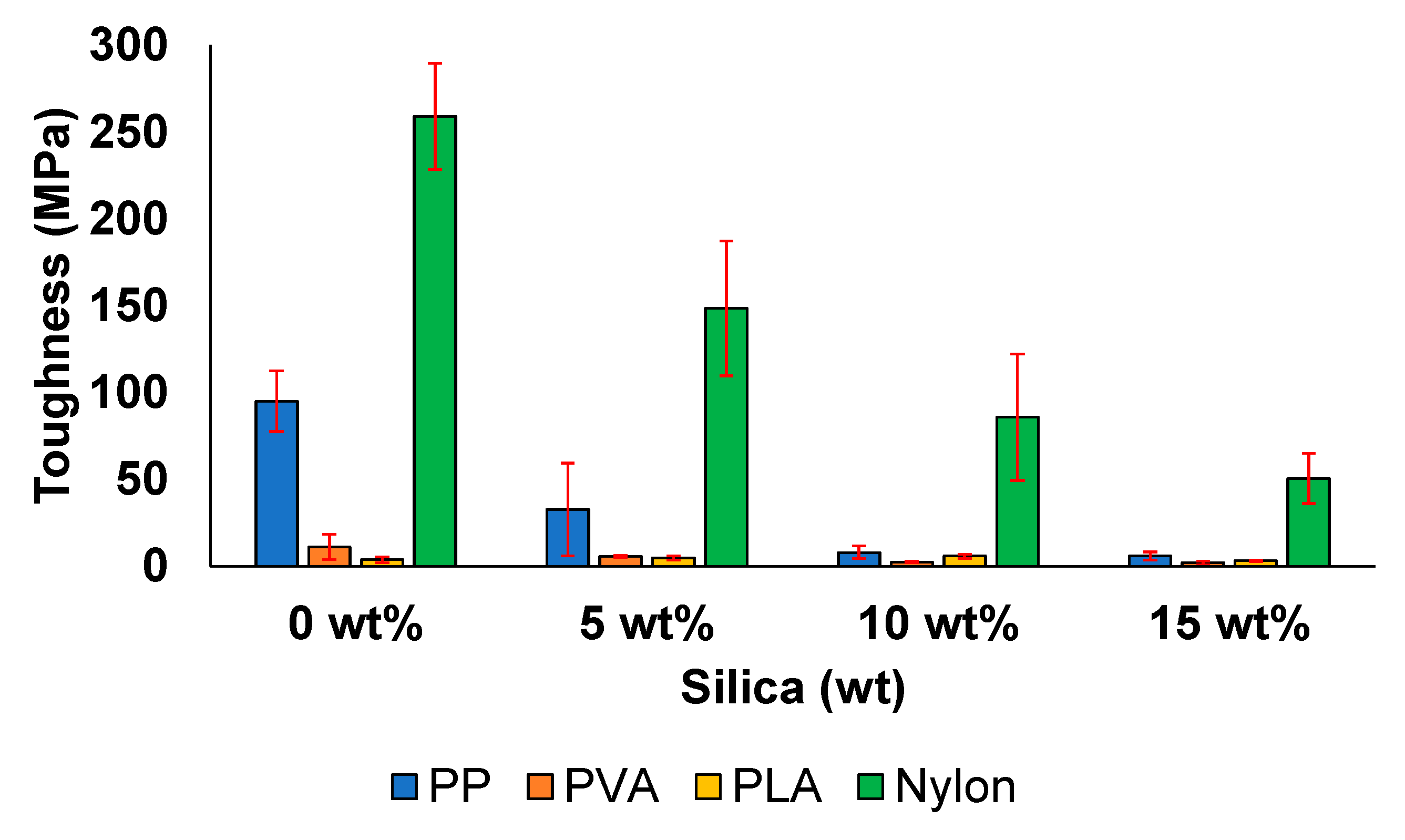
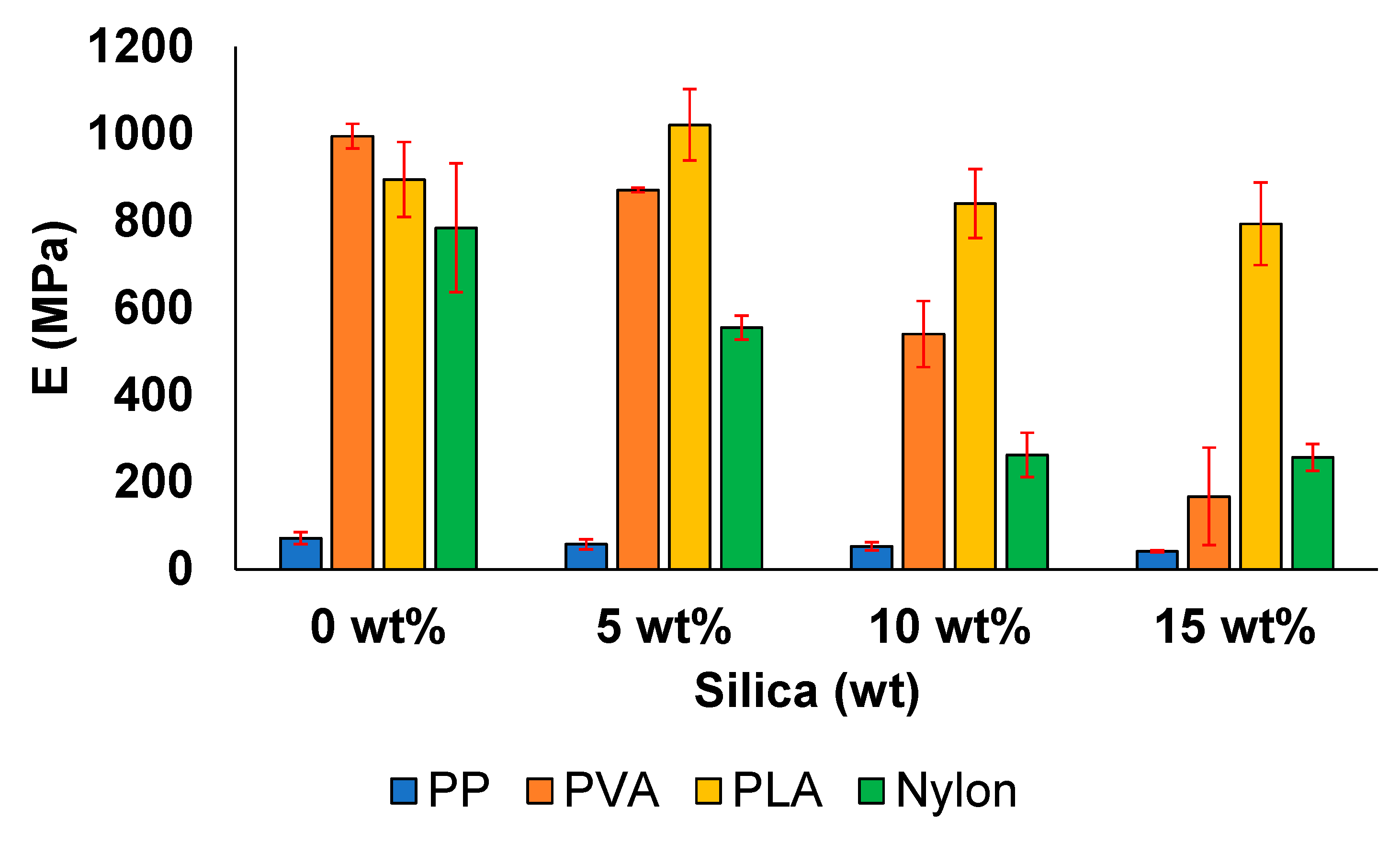
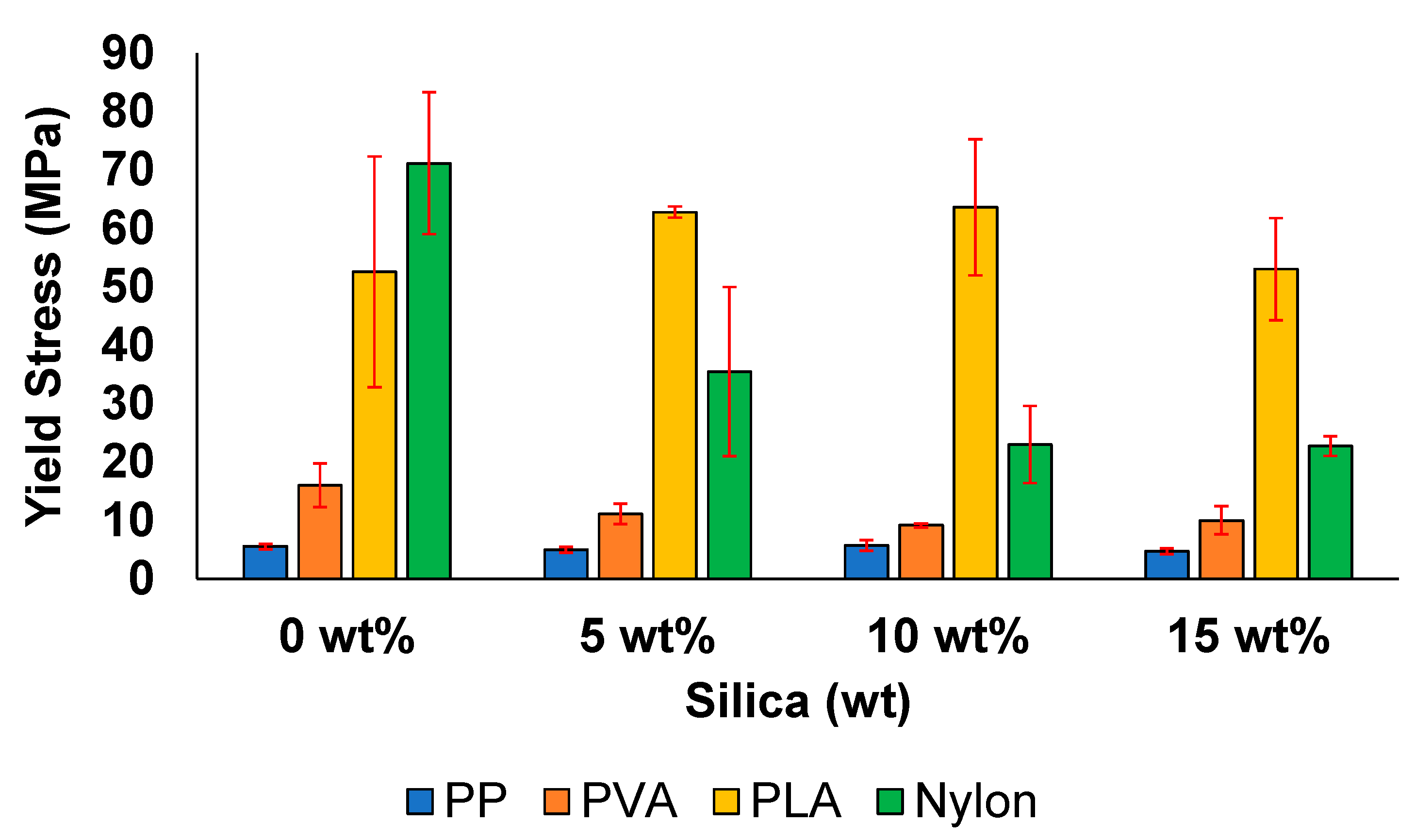
3.1. Mechanical Characterization
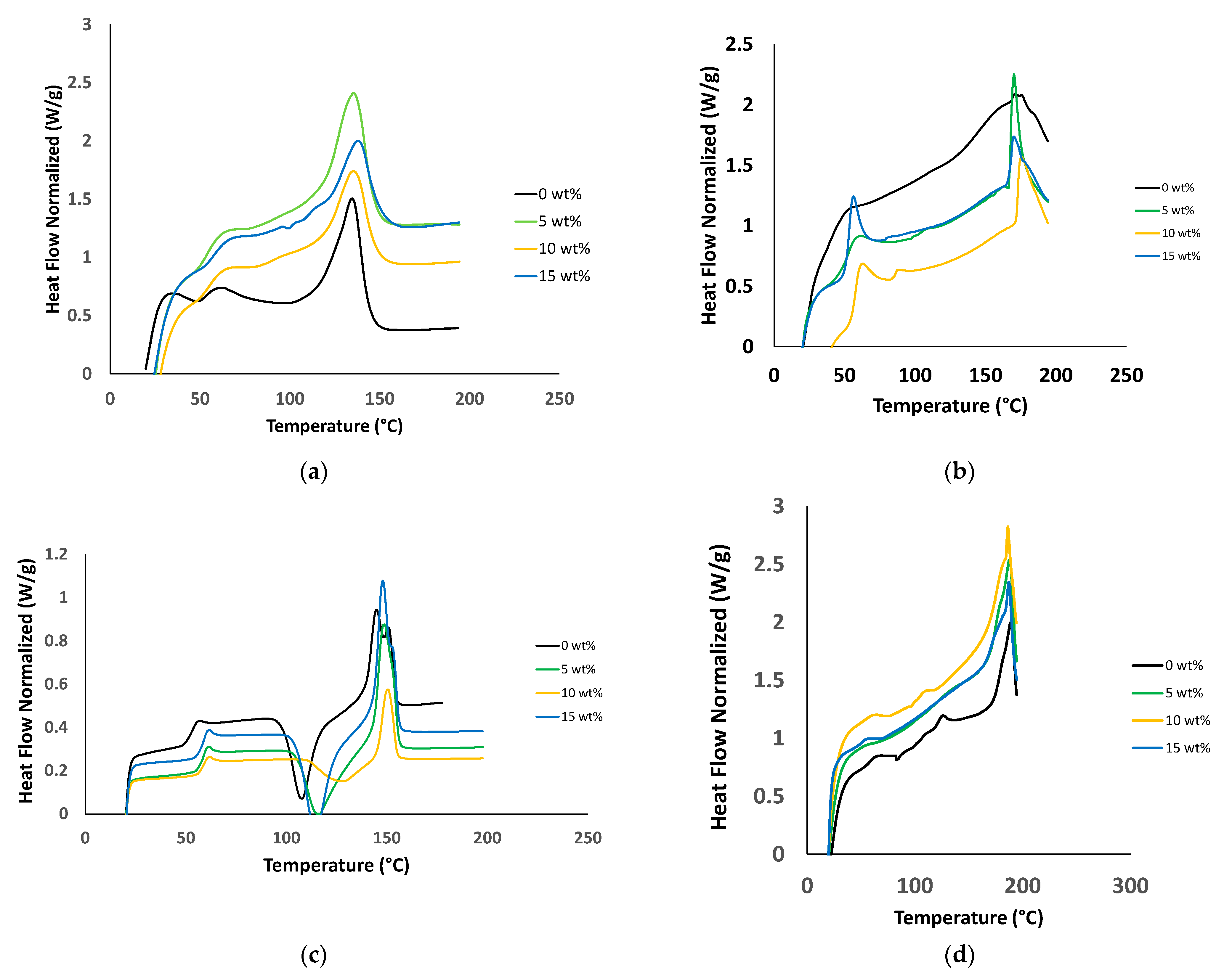
3.2. Thermal Characterization
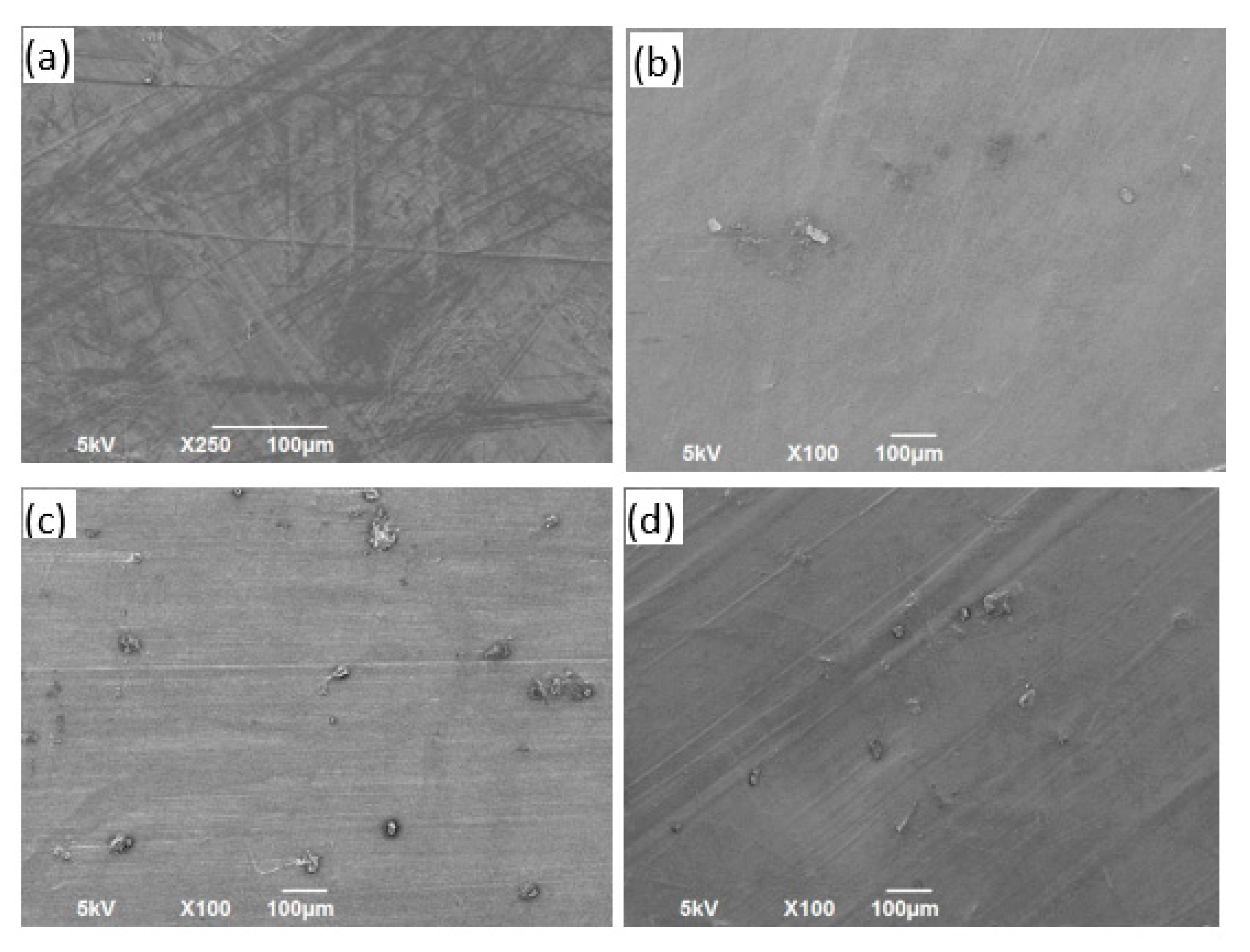
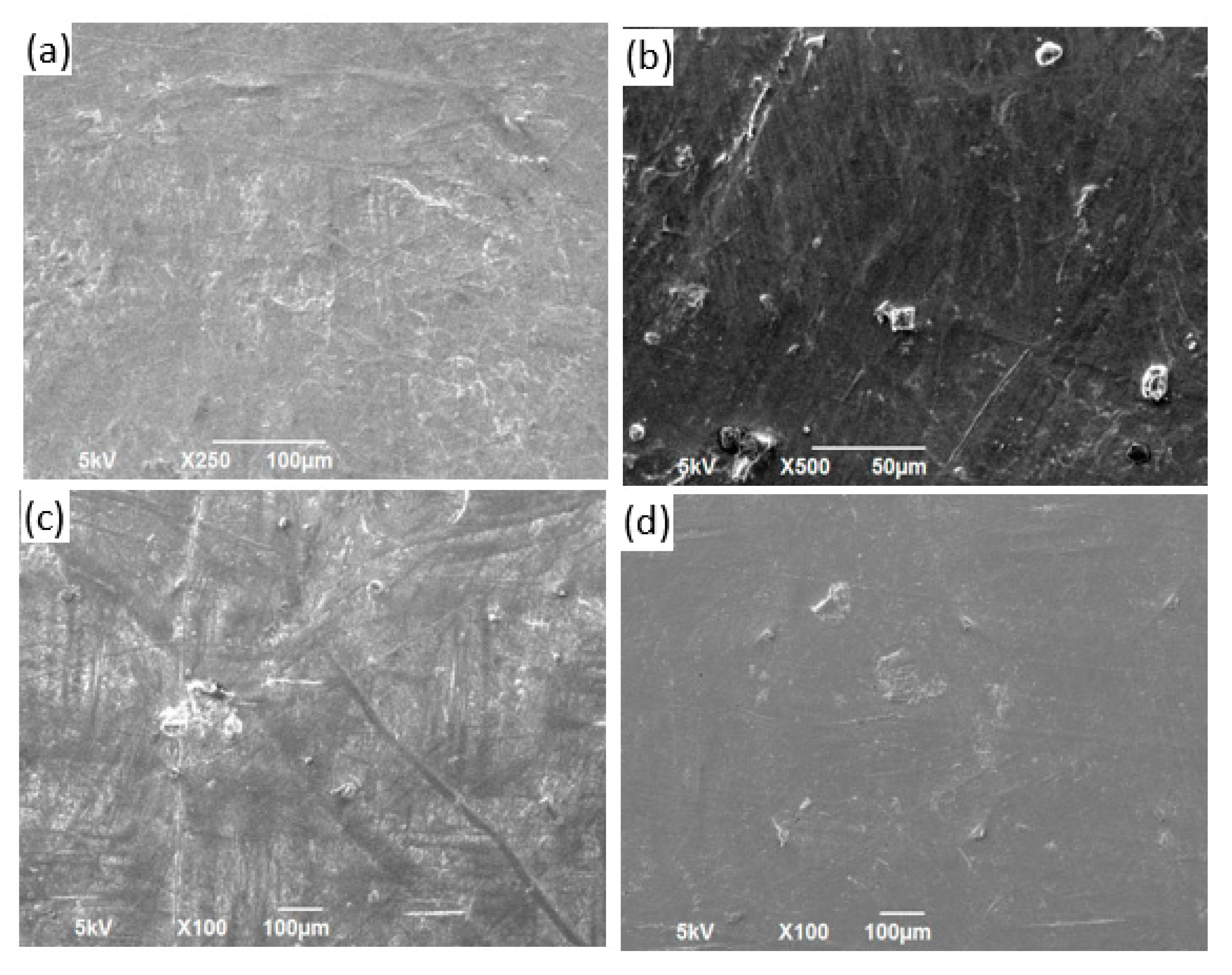
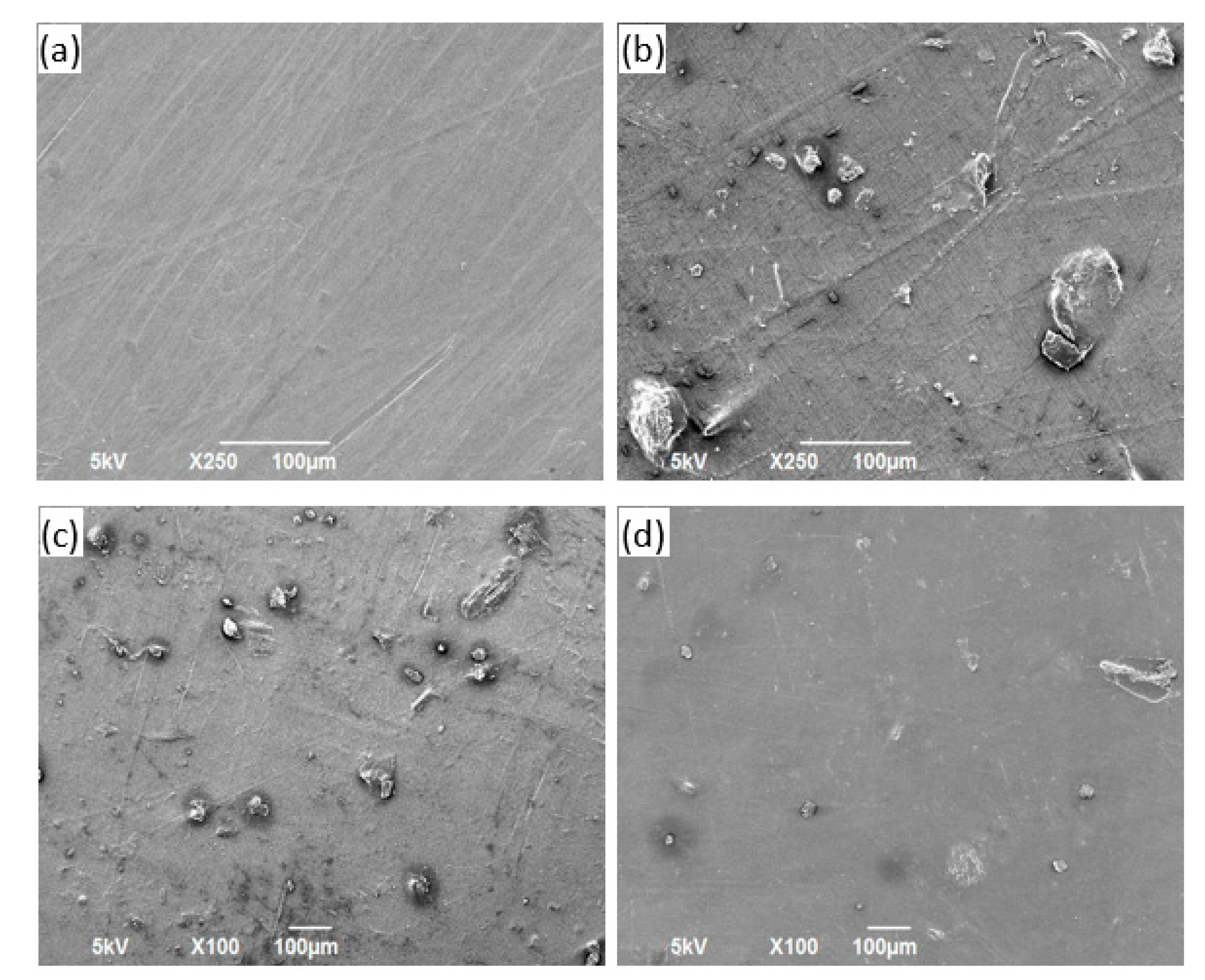
3.3. SEM Characterization
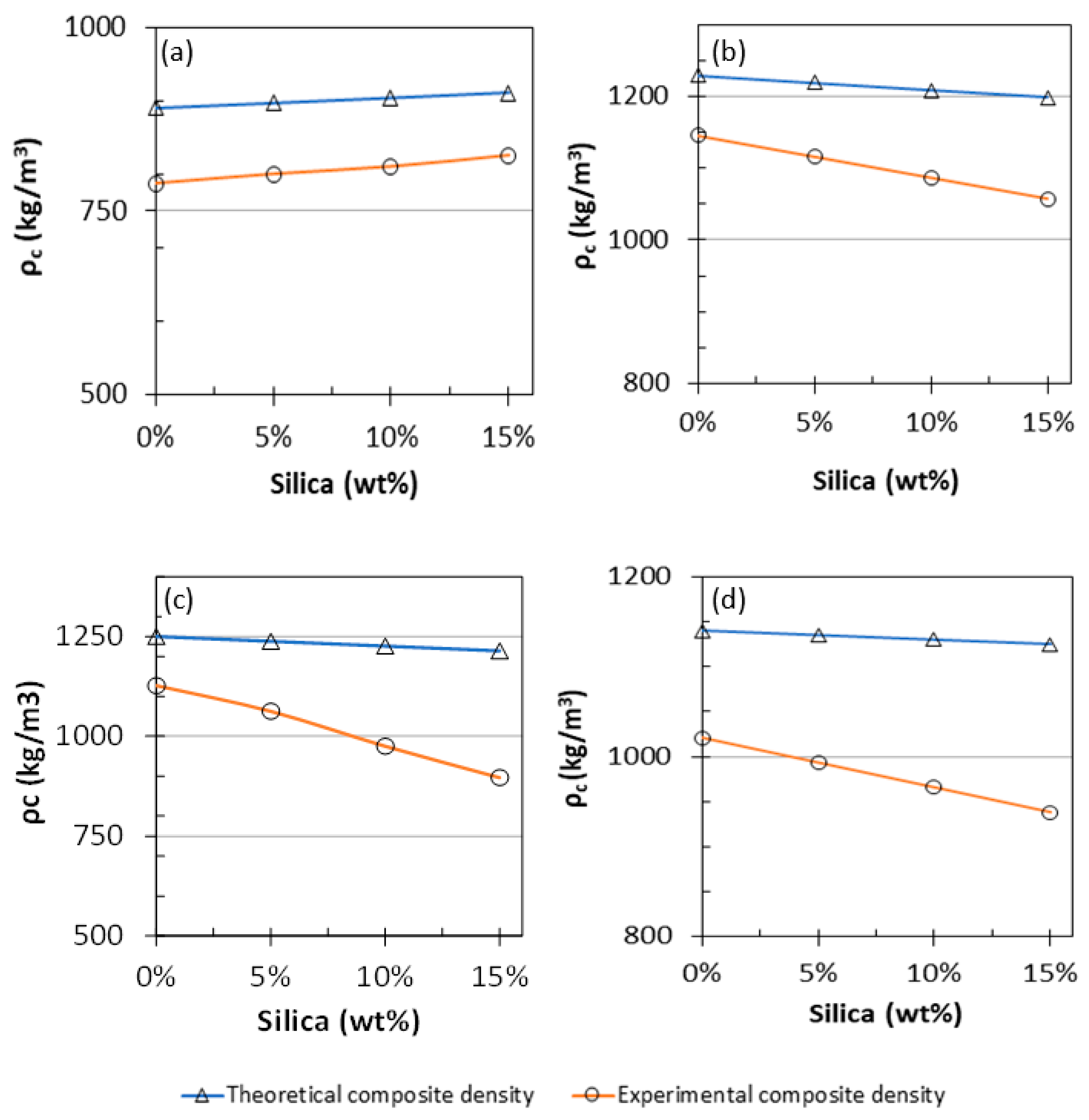
3.4. Bulk Density
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Turku, I.; Kasala, S.; Kärki, T. Characterization of Polystyrene Wastes as Potential Extruded Feedstock Filament for 3D Printing. Recycling 2018, 3, 57. [Google Scholar] [CrossRef] [Green Version]
- Hanifpour, A.; Bahri-Laleh, N.; Nekoomanesh-Haghighi, M.; Karimi, M. Synthesis and Characterization of Poly1-Hexene/Silica Nanocomposites. Polym. Test. 2017, 61, 27–34. [Google Scholar] [CrossRef]
- Bouafif, H.; Koubaa, A.; Perré, P.; Cloutier, A.; Riedl, B. Wood Particle/High-Density Polyethylene Composites: Thermal Sensitivity and Nucleating Ability of Wood Particles. J. Appl. Polym. Sci. 2009, 113, 593–600. [Google Scholar] [CrossRef]
- Wang, B.; Ma, H.; Wu, D.; Zhu, L.; Jin, Z. Toughening polypropylene by tiny amounts of fillers. Pigment. Resin Technol. 2017, 46, 309–317. [Google Scholar] [CrossRef]
- Srisawat, N.; Nithitanakul, M.; Srikulkit, K. Spinning of fibers from polypropylene/silica composite resins. J. Compos. Mater. 2011, 46, 99–110. [Google Scholar] [CrossRef]
- Preto, M.; Tavares, M.I.B.; Da Silva, E.P. Low-field NMR study of Nylon 6/silica composites. Polym. Test. 2007, 26, 501–504. [Google Scholar] [CrossRef]
- Siraj, S.; Al Marzouqi, A.; lqbal, M.Z. Mechanical and wettability performance of sand/hdpe composite sheets. Mater. Sci. Forum. 2020, 1015, 9–14. [Google Scholar] [CrossRef]
- Kotoky, T.; Dolui, S.K. Synthesis and Characterisation of Polyvinyl Alcohol (PVA)/Silica Hybrid Composites Derived Through the Sol-Gel Method in Aqueous Medium: Effect of Acid Content, Silica Content and Viscosity of PVA on the Dispersion Characteristics of Silica and the Physical Properties of the Composites. J. Sol. Gel Sci. Technol. 2004, 29, 107–114. [Google Scholar]
- Niaounakis, M. Recycling of Biopolymers––The Patent Perspective. Eur. Polym. J. 2019, 114, 464–475. [Google Scholar] [CrossRef]
- Hedayati, F.; Moshiri-Gomchi, N.; Assaran-Ghomi, M.; Sabahi, S.; Bahri-Laleh, N.; Mehdipour-Ataei, S.; Mokhtari-Aliabad, J.; Mirmohammadi, S.A. Preparation and properties of enhanced nanocomposites based on PLA/PC blends reinforced with silica nanoparticles. Polym. Adv. Technol. 2019, 31, 566–573. [Google Scholar] [CrossRef]
- Tian, X.; Liu, T.; Wang, Q.; Dilmurat, A.; Li, D.; Ziegmann, G. Recycling and remanufacturing of 3D printed continuous carbon fiber reinforced PLA composites. J. Clean. Prod. 2017, 142, 1609–1618. [Google Scholar] [CrossRef]
- Brostow, W.; Datashvili, T.; Jiang, P.; Miller, H. Recycled HDPE Reinforced with Sol–Gel Silica Modified Wood Sawdust. Eur. Polym. J. 2016, 76, 28–39. [Google Scholar] [CrossRef]
- Ahmed, W.; Khenata, R.; Siraj, S.; Al-Douri, Y. Ionic Liquid Potential to Recycle Polymeric Waste: An Experimental Investigation. Mater. Res. 2020, 23. [Google Scholar] [CrossRef]
- Zulkifli, N.I.; Samat, N.; Anuar, H.; Zainuddin, N. Mechanical properties and failure modes of recycled polypropylene/microcrystalline cellulose composites. Mater. Des. 2015, 69, 114–123. [Google Scholar] [CrossRef]
- La Rosa, A.D.; Blanco, I.; Banatao, D.R.; Pastine, S.J.; Björklund, A.; Cicala, G. Innovative Chemical Process for Recycling Thermosets Cured with Recyclamines by Converting Bio-Epoxy Composites in Reusable Thermoplastic—An LCA Study. Materials 2018, 11, 353. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Utekar, S.; Suriya, V.K.; More, N.; Rao, A. Comprehensive Study of Recycling of Thermosetting Polymer Composites—Driving Force, Challenges and Methods. Compos. Part B Eng. 2021, 207, 108596. [Google Scholar] [CrossRef]
- Monti, M.; Scrivani, M.T.; Gianotti, V. Effect of SEBS and OBC on the Impact Strength of Recycled Polypropylene/Talc Composites. Recycling 2020, 5, 9. [Google Scholar] [CrossRef]
- Zhong, S.; Rakhe, P.; Pearce, J.M. Energy Payback Time of a Solar Photovoltaic Powered Waste Plastic Recyclebot System. Recycling 2017, 2, 10. [Google Scholar] [CrossRef]
- La Mantia, F.P.; Mistretta, M.C.; Palermo, S.; Koci, E.; Ceraulo, M. Thermomechanical degradation of PLA-based nanobiocomposite. Polym. Adv. Technol. 2015, 27, 308–313. [Google Scholar] [CrossRef]
- Wu, D.; Hakkarainen, M. Recycling PLA to multifunctional oligomeric compatibilizers for PLA/starch composites. Eur. Polym. J. 2015, 64, 126–137. [Google Scholar] [CrossRef]
- Srisawat, N.; Nithitanakul, M.; Srikulkit, K. Characterizations of Fibers Produced from Polypropylene/Silica Composite. J. Met. Mater. Miner. 2009, 19, 53–58. [Google Scholar]
- Roy, S.B.; Ramaraj, B.; Shit, S.; Nayak, S.K. Polypropylene and potato starch biocomposites: Physicomechanical and thermal properties. J. Appl. Polym. Sci. 2011, 120, 3078–3086. [Google Scholar] [CrossRef]
- Jafari, S.H.; Asadinezhad, A.; Vahid, A.K.; Khonakdar, H.A.; Wagenknecht, U.; Heinrich, G. Polypropylene/Poly(Trimethylene Terephthalate) Blend Nanocomposite: A Thermal Properties Study. Polym. Plast. Technol. Eng. 2012, 51, 682–688. [Google Scholar] [CrossRef]
- Gao, M.; Yang, J.; Zhao, H.; He, H.; Hu, M.; Xie, S. Preparation Methods of Polypropylene/Nano-Silica/Styrene-Ethylene-Butylene-Styrene Composite and Its Effect on Electrical Properties. Polymers 2019, 11, 797. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Guirguis, O.W.; Moselhey, M.T.H. Thermal and Structural Studies of Poly (Vinyl Alcohol) and Hydroxypropyl Cellulose Blends. Nat. Science. 2012, 4, 57–67. [Google Scholar] [CrossRef] [Green Version]
- Peng, Z.; Kong, L.X.; Li, S.-D.; Spiridonov, P. Poly(vinyl alcohol)/Silica Nanocomposites: Morphology and Thermal Degradation Kinetics. J. Nanosci. Nanotechnol. 2006, 6, 3934–3938. [Google Scholar] [CrossRef]
- Nakane, K.; Yamashita, T.; Iwakura, K.; Suzuki, F. Properties and Structure of Poly(Vinyl Alcohol)/Silica Composites. J. Appl. Polym. Sci. 1999, 74, 133–138. [Google Scholar] [CrossRef]
- Mathew, L.; Narayanankutty, S.K. Cure Characteristics and Mechanical Properties of HRH Bonded Nylon-6 Short Fiber-Nanosilica-Acrylonitrile Butadiene Rubber Hybrid Composite. Polym. Technol. Eng. 2008, 48, 75–81. [Google Scholar] [CrossRef]
- Wangworn, P.; Wanakamol, P. Mechanical Properties of Compression-Molded Electrospun Silica Fiber/Nylon-6 Composites. Polym. Compos. 2019, 40, 1123–1131. [Google Scholar] [CrossRef]
- Gianelli, W.; Ferrara, G.; Camino, G.; Pellegatti, G.; Rosenthal, J.; Trombini, R.C. Effect of Matrix Features on Polypropylene Layered Silicate Nanocomposites. Polymer 2005, 46, 7037–7046. [Google Scholar] [CrossRef]
- Raquez, J.-M.; Habibi, Y.; Murariu, M.; Dubois, P. Polylactide (PLA)-based nanocomposites. Prog. Polym. Sci. 2013, 38, 1504–1542. [Google Scholar] [CrossRef]
- Cicala, G.; Giordano, D.; Tosto, C.; Filippone, G.; Recca, A.; Blanco, I. Polylactide (PLA) Filaments a Biobased Solution for Additive Manufacturing: Correlating Rheology and Thermomechanical Properties with Printing Quality. Materials 2018, 11, 1191. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Prasong, W.; Muanchan, P.; Ishigami, A.; Thumsorn, S.; Kurose, T.; Ito, H. Properties of 3D Printable Poly(lactic acid)/Poly(butylene adipate-co-terephthalate) Blends and Nano Talc Composites. J. Nanomater. 2020, 2020, 1–16. [Google Scholar] [CrossRef]
- Corrêa, A.C.; de Santi, C.R.; Manrich, S. Synthetic Paper from Plastic Waste: The Effect of CaCO3 on Physical, Surface Properties and Printability. Macromol. Symp. 2006, 245–246, 611–620. [Google Scholar] [CrossRef]
- Attaran, S.A.; Hassan, A.; Wahit, M.U. Materials for food packaging applications based on bio-based polymer nanocomposites. J. Thermoplast. Compos. Mater. 2017, 30, 143–173. [Google Scholar] [CrossRef]
- Krupa, I.; Cecen, V.; Boudenne, A.; Prokeš, J.; Novák, I. The Mechanical and Adhesive Properties of Electrically and Thermally Conductive Polymeric Composites Based on High Density Polyethylene Filled with Nickel Powder. Mater. Des. 2013, 51, 620–628. [Google Scholar] [CrossRef]
- Blanco, I. The Use of Composite Materials in 3D Printing. J. Compos. Sci. 2020, 4, 42. [Google Scholar] [CrossRef] [Green Version]
- Lee, D.W.; Yoo, B.R. Advanced silica/polymer composites: Materials and applications. J. Ind. Eng. Chem. 2016, 38, 1–12. [Google Scholar] [CrossRef]
- Ahmed, W.; Al-Douri, Y. Chapter 17 -Three-Dimensional Printing of Ceramic Powder Technology. In Metal Oxide Powder Technologies: Fundamentals, Processing Methods and Applications; Al-Douri, Y., Ed.; Metal Oxide Powder Technologies; Elsevier: Amsterdam, The Netherlands, 2020; pp. 351–383. [Google Scholar]
- Hakim, R.H.; Cailloux, J.; Santana, O.O.; Bou, J.; Sánchez-Soto, M.; Odent, J.; Raquez, J.M.; Dubois, P.; Carrasco, F.; Maspoch, M.L. PLA/SiO2 Composites: Influence of the Filler Modifications on the Morphology, Crystallization Behavior, and Mechanical Properties. J. Appl. Polym. Sci. 2017, 134, 45367. [Google Scholar] [CrossRef]
- Chhetri, S.; Adak, N.C.; Samanta, P.; Murmu, N.C.; Kuila, T. Functionalized Reduced Graphene Oxide/Epoxy Composites with Enhanced Mechanical Properties and Thermal Stability. Polym. Test. 2017, 63, 1–11. [Google Scholar] [CrossRef]
- Mallakpour, S.; Naghdi, M. Polymer/SiO2 nanocomposites: Production and applications. Prog. Mater. Sci. 2018, 97, 409–447. [Google Scholar] [CrossRef]
- Lee, J.; Jin Lee, K.; Jang, J. Effect of Silica Nanofillers on Isothermal Crystallization of Poly(Vinyl Alcohol): In-Situ ATR-FTIR Study. Polym. Test. 2008, 27, 360–367. [Google Scholar] [CrossRef]
- Tsai, P.-A.; Chiu, W.-M.; Lin, C.-E.; Wu, J.-H. Fabrication and Characterization of PLA/SiO2/Al2O3Composites Prepared by Sol-Gel Process. Polym. Technol. Eng. 2013, 52, 1488–1495. [Google Scholar] [CrossRef]
- Santos, F.A.d.; Tavares, M.I.B. Development and Characterization of Hybrid Materials Based on Biodegradable PLA Matrix, Microcrystalline Cellulose and Organophilic Silica. Polímeros 2014, 24, 561–566. [Google Scholar] [CrossRef] [Green Version]
- Sörme, L.; Voxberg, E.; Rosenlund, J.; Jensen, S.; Augustsson, A. Coloured Plastic Bags for Kerbside Collection of Waste from Households—To Improve Waste Recycling. Recycling. 2019, 4, 20. [Google Scholar] [CrossRef] [Green Version]
- Yang, C.; Tian, X.; Liu, T.; Cao, Y.; Li, D. 3D printing for continuous fiber reinforced thermoplastic composites: Mechanism and performance. Rapid Prototyp. J. 2017, 23, 209–215. [Google Scholar] [CrossRef]
- Zuniga, J.M.; Peck, J.; Srivastava, R.; Katsavelis, D.; Carson, A. An Open Source 3D-Printed Transitional Hand Prosthesis for Children. JPO J. Prosthet. Orthot. 2016, 28, 103–108. [Google Scholar] [CrossRef]
- Sodeifian, G.; Ghaseminejad, S.; Yousefi, A.A. Preparation of polypropylene/short glass fiber composite as Fused Deposition Modeling (FDM) filament. Results Phys. 2019, 12, 205–222. [Google Scholar] [CrossRef]
- Fielding, G.A.; Bandyopadhyay, A.; Bose, S. Effects of Silica and Zinc Oxide Doping on Mechanical and Biological Properties of 3D Printed Tricalcium Phosphate Tissue Engineering Scaffolds. Dent. Mater. 2012, 28, 113–122. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Abolghasemzade, S.; Pourmadadi, M.; Rashedi, H.; Yazdian, F.; Kianbakht, S.; Navaei-Nigjeh, M. PVA based nanofiber containing CQDs modified with silica NPs and silk fibroin accelerates wound healing in a rat model. J. Mater. Chem. B 2020, 9, 658–676. [Google Scholar] [CrossRef] [PubMed]
- Kumar, A.; Patham, B.; Mohanty, S.; Nayak, S.K. Polypropylene–nano-silica nanocomposite foams: Mechanisms underlying foamability, and foam microstructure, crystallinity and mechanical properties. Polym. Int. 2019, 69, 373–386. [Google Scholar] [CrossRef]
- Awad, S.A.; Khalaf, E.M. Investigation of improvement of properties of polypropylene modified by nano silica composites. Compos. Commun. 2019, 12, 59–63. [Google Scholar] [CrossRef]
- Chi, X.; Cheng, L.; Liu, W.; Zhang, X.; Li, S. Characterization of Polypropylene Modified by Blending Elastomer and Nano-Silica. Materials 2018, 11, 1321. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zu, L.; Li, R.; Jin, L.; Lian, H.; Liu, Y.; Cui, X. Preparation and characterization of polypropylene/silica composite particle with interpenetrating network via hot emulsion sol–gel approach. Prog. Nat. Sci. 2014, 24, 42–49. [Google Scholar] [CrossRef] [Green Version]
- Chung, H.; Das, S. Functionally Graded Nylon-11/Silica Nanocomposites Produced by Selective Laser Sintering. Mater. Sci. Eng. A. 2008, 487, 251–257. [Google Scholar] [CrossRef]
- Chunze, Y.; Yusheng, S.; Jinsong, Y.; Jinhui, L. A Nanosilica/Nylon-12 Composite Powder for Selective Laser Sintering. J. Reinf. Plast. Compos. 2008, 28, 2889–2902. [Google Scholar] [CrossRef]
- Ahmed, W.; Siraj, S.; Al-Marzouqi, A. Embracing Additive Manufacturing Technology through Fused Filament Fabrication for Antimicrobial with Enhanced Formulated Materials. Polymer 2021, 13, 1523. [Google Scholar] [CrossRef] [PubMed]
- Alhamad, I.M.; Ahmed, W.K.; Ali, H.Z.; AlJassmi, H. 3D Printing Applications in Mechanical Engineering Education. 2019. Available online: https://brill.com/view/book/edcoll/9789004415133/BP000013.xml (accessed on 14 January 2021).
- Ahmed, W.; Siraj, S.; Alnajjar, F.; Al Marzouqi, A.H.; Sharma, N.R. Applications of 3D Printing in Biomedical Engineering. In 3D Printed Implants for Joint Replacement; Springer: Singapore, 2021; pp. 97–119. [Google Scholar] [CrossRef]
- Ahmed, W.; Ahmed, S.; Alnajjar, F.; Zaneldin, E. Mechanical Performance of Three-Dimensional Printed Sandwich Composite with a High-Flexible Core. Available online: https://journals.sagepub.com/doi/abs/10.1177/14644207211011729 (accessed on 14 January 2021).
- Sgreccia, E.; Narducci, R.; Knauth, P.; Di Vona, M.L. Silica Containing Composite Anion Exchange Membranes by Sol–Gel Synthesis: A Short Review. Polymers 2021, 13, 1874. [Google Scholar] [CrossRef]
- Bhat, K.A.; Prabhu, N.V.; Sangeetha, D. Polymer/silica composites fabricated by sol-gel technique for medical applications. Trends Biomater. Artif. Organs. 2012, 26. [Google Scholar]
- Meer, S.; Kausar, A.; Iqbal, T. Attributes of Polymer and Silica Nanoparticle Composites: A Review. Polym. Plast. Techno. Eng. 2016, 55, 826–861. [Google Scholar] [CrossRef]
- Ahmed, W.; Alabdouli, H.; Alqaydi, H.; Mansour, A.; Khawaja, H.A. Open Source 3D Printer: A Case Study. In Proceedings of the International Conference on Industrial Engineering and Operations Management, Dubai, United Arab Emirates, 10–12 March 2020; p. 10. [Google Scholar]
- Hoffman, J.M. New Life for Shredded Plastic Waste. Mach. Design 2008, 80, 55–58. [Google Scholar]
- Ahmed, W.; Siraj, S.; Al-Marzouqi, A. 3D Printing PLA Waste to Produce Ceramic Based Particulate Reinforced Composite Using Abundant Silica-Sand: Mechanical Properties Characterization. Polymers 2020, 12, 2579. [Google Scholar] [CrossRef] [PubMed]
- Akyürek, F.; Yaman, K.; Tekiner, Z. An Experimental Work on Tool Wear Affected by Die Clearance and Punch Hardness. Arab. J. Sci. Eng. 2017, 42, 4683–4692. [Google Scholar] [CrossRef]
- Suzuki, Y.; Yang, M.; Murakawa, M. Optimum Clearance in the Microblanking of Thin Foil of Austenitic Stainless Steel JIS SUS304 Studied from Shear Cut Surface and Punch Load. Materials 2020, 13, 678. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Mucha, J. An experimental analysis of effects of various material tool’s wear on burr during generator sheets blanking. Int. J. Adv. Manuf. Technol. 2010, 50, 495–507. [Google Scholar] [CrossRef]
- D20. Committee, Guide for Determination of Thickness of Plastic Film Test Specimens; ASTM International: West Conshohocken, PA, USA, 2013. [Google Scholar]
- Zdiri, K.; Elamri, A.; Hamdaoui, M.; Harzallah, O.; Khenoussi, N.; Brendlé, J. Reinforcement of recycled PP polymers by nanoparticles incorporation. Green Chem. Lett. Rev. 2018, 11, 296–311. [Google Scholar] [CrossRef] [Green Version]
- Srebrenkoska, V.; Gaceva, G.B.; Avella, M.; Ericco, M.E.; Gentile, G. Utilization of Recycled Polypropylene for Production of Eco-Composites. Polym. Technol. Eng. 2009, 48, 1113–1120. [Google Scholar] [CrossRef] [Green Version]
- Salman, S.A.; Bakr, N.A.; Homad, H.T. A Study of FTIR and some Mechanical Properties of Sodium Iodide (NaI) Salt Filled Polymer Polyvinyl Alcohol (PVA) Films. Int. Lett. Chem. Phys. Astron. 2018, 78, 30–38. [Google Scholar] [CrossRef]
- Meng, Q.; Hetzer, M.; De Kee, D. PLA/clay/wood nanocomposites: Nanoclay effects on mechanical and thermal properties. J. Compos. Mater. 2010, 45, 1145–1158. [Google Scholar] [CrossRef]
- Watanabe, R.; Sugahara, A.; Hagihara, H.; Sato, H.; Mizukado, J.; Shinzawa, H. Study of matrix-filler interaction of polypropylene/silica composite by combined infrared (IR) spectroscopic imaging and disrelation mapping. Compos. Part A Appl. Sci. Manuf. 2020, 128, 105658. [Google Scholar] [CrossRef]
- Li, Z.; Muiruri, J.K.; Thitsartarn, W.; Zhang, X.; Tan, B.H.; He, C. Biodegradable Silica Rubber Core-Shell Nanoparticles and Their Stereocomplex for Efficient PLA Toughening. Compos. Sci. Technol. 2018, 159, 11–17. [Google Scholar] [CrossRef]
- Xia, S.; Liu, X.; Wang, J.; Kan, Z.; Chen, H.; Fu, W.; Li, Z. Role of Poly(Ethylene Glycol) Grafted Silica Nanoparticle Shape in Toughened PLA-Matrix Nanocomposites. Compos. Part B Eng. 2019, 168, 398–405. [Google Scholar] [CrossRef]
- Wen, X.; Lin, Y.; Han, C.; Zhang, K.; Ran, X.; Li, Y.; Dong, L. Thermomechanical and optical properties of biodegradable poly(L-lactide)/silica nanocomposites by melt compounding. J. Appl. Polym. Sci. 2009, 114, 3379–3388. [Google Scholar] [CrossRef]
- Liu, L.; Ma, H.; Zhu, X.; Fan, Y.; Jin, Z. Preparation and Properties of Polylactide/Nano-silica in Situ Composites. Pigment Resin Technol. 2010, 39, 27–31. [Google Scholar] [CrossRef]
- Hao, X.; Kaschta, J.; Schubert, D.W. Viscous and Elastic Properties of Polylactide Melts Filled with Silica Particles: Effect of Particle Size and Concentration. Compos. Part B Eng. 2016, 89, 44–53. [Google Scholar] [CrossRef]
- Siengchin, S. Impact, thermal and mechanical properties of high density polyethylene/flax/SiO2 composites: Effect of flax reinforcing structures. J. Reinf. Plast. Compos. 2012, 31, 959–966. [Google Scholar] [CrossRef]
- Ultimaker PLA Material Data Sheet: Highly Versatile, Easy to Print. Available online: https://ultimaker.com/materials/pla (accessed on 7 August 2020).
- Restrepo, I.; Medina, C.; Meruane, V.; Akbari-Fakhrabadi, A.; Flores, P.; Rodríguez-Llamazares, S. The effect of molecular weight and hydrolysis degree of poly(vinyl alcohol)(PVA) on the thermal and mechanical properties of poly(lactic acid)/PVA blends. Polímeros 2018, 28, 169–177. [Google Scholar] [CrossRef] [Green Version]
- Krzysztof Pielichowski Tomasz Majka, Polymer Composites with Functionalized Nanoparticles; Elsevier: Amsterdam, The Netherlands, 2019.
- Rybnikář, F.; Geil, P.H. Interactions at the PA-6/PA-66 Interface. J. Appl. Polym. Sci. 1992, 46, 797–803. [Google Scholar] [CrossRef] [Green Version]
- Wei, Q.; Wang, Y.; Rao, Y.; Jiang, A.; Zhang, K.; Lu, T.; Chen, X. Evaluating the Effects of Nanosilica on Mechanical and Tribological Properties of Polyvinyl Alcohol/Polyacrylamide Polymer Composites for Artificial Cartilage from an Atomic Level. Polymer 2019, 11, 76. [Google Scholar] [CrossRef] [Green Version]
- Jeevananda, T.; Kim, N.H.; Lee, J.H.; Basavarajaiah, S.; Urs, M.D.; Ranganathaiah, C. Investigation of Multi-Walled Carbon Nanotube-Reinforced High-Density Polyethylene/Carbon Black Nanocomposites Using Electrical, DSC and Positron Lifetime Spectroscopy Techniques. Polym. Int. 2009, 58, 775–780. [Google Scholar] [CrossRef]
- Lei, Y.; Wu, Q.; Clemons, C.M.; Yao, F.; Xu, Y. Influence of nanoclay on properties of HDPE/wood composites. J. Appl. Polym. Sci. 2007, 106, 3958–3966. [Google Scholar] [CrossRef]
- Jankong, S.; Srikulkit, K. Preparation of Polypropylene/Hydrophobic Silica Nanocomposite. Asia Pac. J. Sci. Technol. 2008, 13, 621–626. [Google Scholar]
- D18 Committee. Test Methods for Laboratory Determination of Density (Unit Weight) of Soil Specimens; ASTM International: West Conshohocken, PA, USA, 2021. [Google Scholar]
- Lee, I.K.; White, W.; Ingles, O.G. Soil Formation, Classification and Exploration. Princ. Geotech. Eng. 1983, 1–56. [Google Scholar]
- D20 Committee. Test Methods for Density and Specific Gravity (Relative Density) of Plastics by Displacement; ASTM International: West Conshohocken, PA, USA, 2020. [Google Scholar]
- Rothon, R. Particulate-Filled Polymer Composites; iSmithers Rapra Publishing: Shrewsbury, UK, 2003. [Google Scholar]
- D20 Committee. Practice for Cutting Film and Sheeting Test Specimens; ASTM International: West Conshohocken, PA, USA, 2017; ASTM D6287-17. [Google Scholar]
- Farah, S.; Anderson, D.G.; Langer, R. Physical and mechanical properties of PLA, and their functions in widespread applications—A comprehensive review. Adv. Drug Deliv. Rev. 2016, 107, 367–392. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wypych, G. Handbook of Fillers-Book Reviews. IEEE Electr. Insul. Mag. 2004, 20, 64–65. [Google Scholar] [CrossRef]
- Modjarrad, K.; Ebnesajjad, S.; McKeen, W.L. CH3–Plastics Used in Medical Devices. In Plastics Design Library, Handbook of Polymer Applications in Medicine and Medical Devices; Modjarrad, K., Ebnesajjad, S., Eds.; William Andrew Publishing: Norwich, NY, USA, 2014; pp. 21–53. [Google Scholar]
- Ahmed, W.; Alnajjar, F.; Zaneldin, E.; Al-Marzouqi, A.H.; Gochoo, M.; Khalid, S. Implementing FDM 3D Printing Strategies Using Natural Fibers to Produce Biomass Composite. Materials 2020, 13, 4065. [Google Scholar] [CrossRef] [PubMed]
- Novabeans-3D Priniter, 3D Scanner, 3D Pen, Filaments, 3D Services Provider. Available online: https://www.novabeans.com/ultimakerfilaments/index.html (accessed on 17 January 2021).
- Mikula, K.; Skrzypczak, D.; Izydorczyk, G.; Warchoł, J.; Moustakas, K.; Chojnacka, K.; Witek-Krowiak, A. 3D printing filament as a second life of waste plastics—A review. Environ. Sci. Pollut. Res. 2021, 28, 12321–12333. [Google Scholar] [CrossRef] [PubMed]
- Anderson, I. Mechanical properties of specimens 3D printed with virgin and recycled polylactic acid. 3D Print. Addit. Manuf. 2017, 4, 110–115. [Google Scholar] [CrossRef]
- Zenkiewicz, M.; Richert, J.; Rytlewski, P.; Moraczewski, K.; Stepczyńska, M.; Karasiewicz, T. Characterisation of multi-extruded poly(lactic acid). Polym. Test. 2009, 28, 12–418. [Google Scholar] [CrossRef]
- Lu, B.; Li, D.; Tian, X. Development Trends in Additive Manufacturing and 3D Printing. Engineering 2015, 1, 085–089. [Google Scholar] [CrossRef] [Green Version]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Polymer Type | Dimensions (l × w × t) (mm) | |||
|---|---|---|---|---|
| 0 wt% | 5 wt% | 10 wt% | 15 wt% | |
| PLA | 10 × 4 × 0.06 | 10 × 4 × 0.06 | 10 × 4 × 0.06 | 10 × 4 × 0.08 |
| PP | 10 × 4 × 0.1 | 10 × 4 × 0.1 | 10 × 4 × 0.12 | 10 × 4 × 0.12 |
| PVA | 10 × 4 × 0.06 | 10 × 4 × 0.08 | 10 × 4 × 0.12 | 10 × 4 × 0.12 |
| Nylon | 10 × 4 × 0.04 | 10 × 4 × 0.06 | 10 × 4 × 0.1 | 10 × 4 × 0.1 |
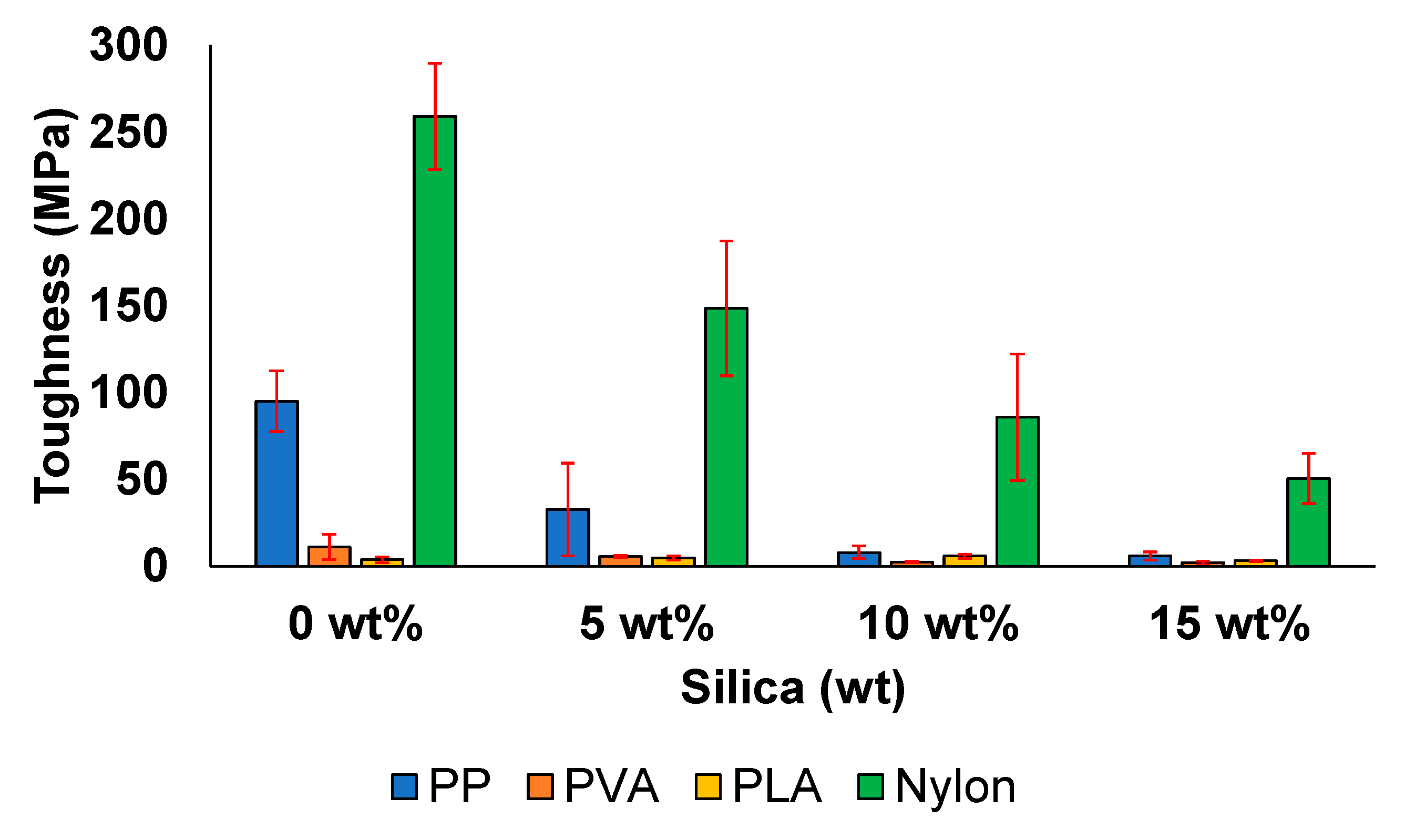
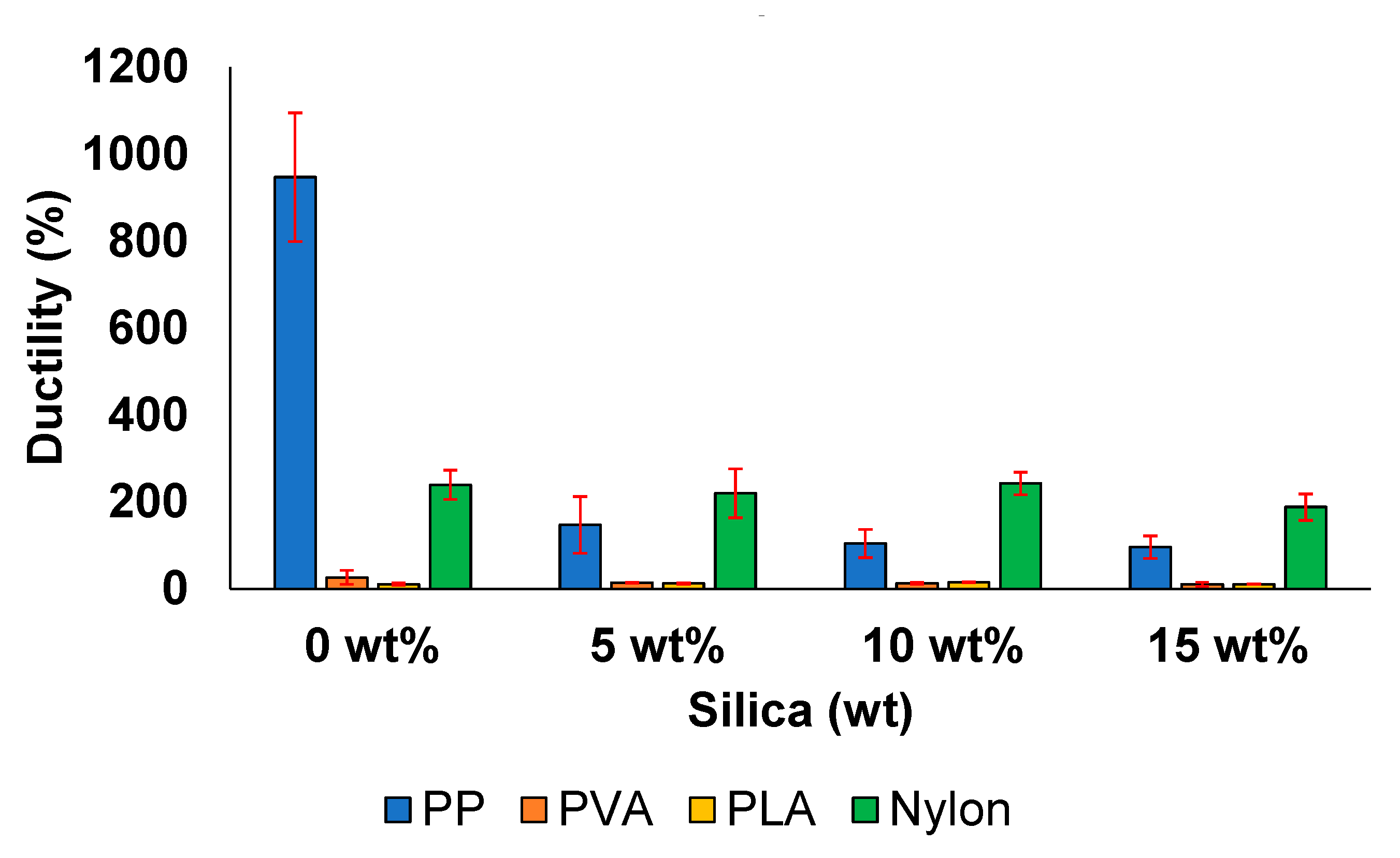
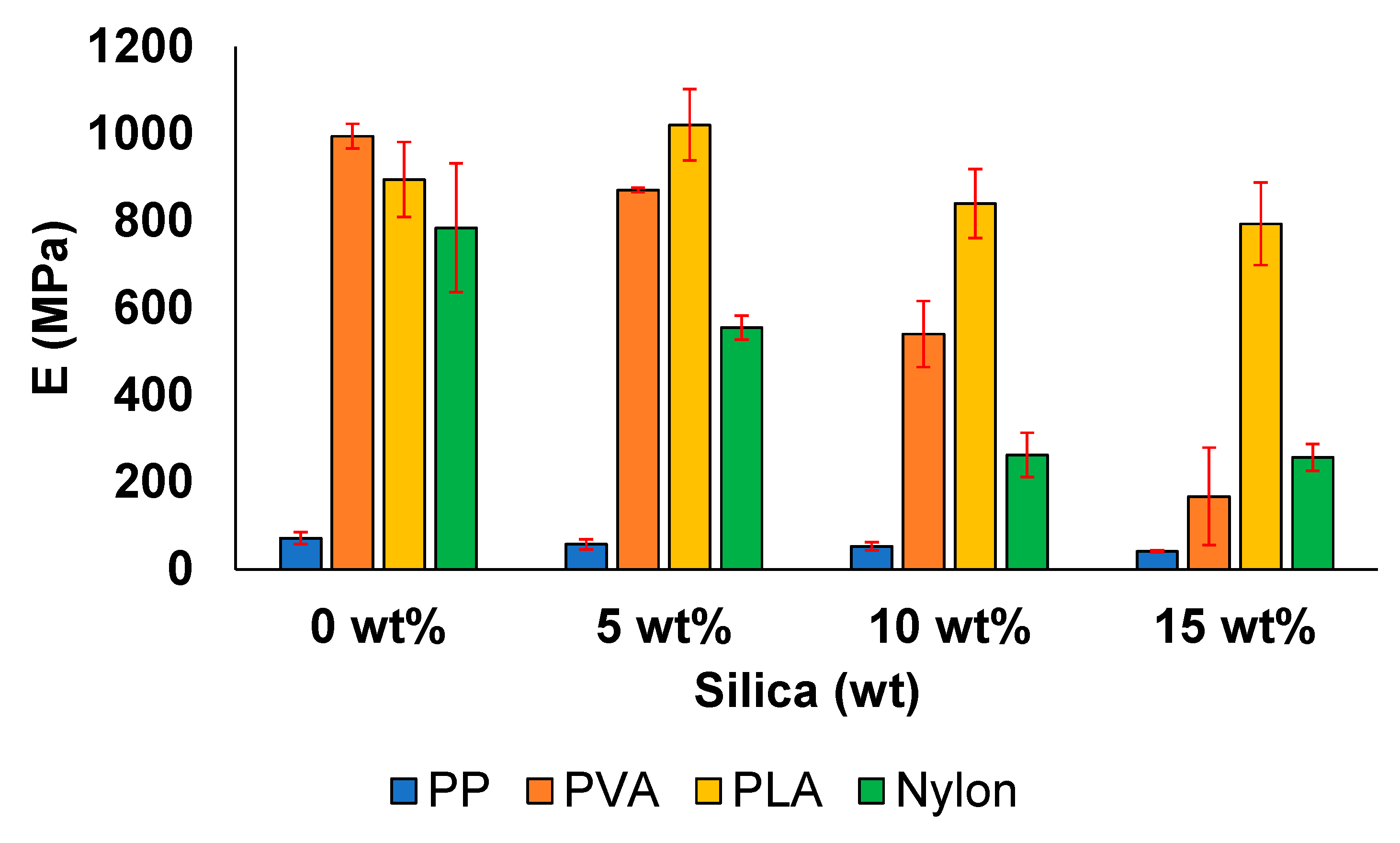
| PP/silica | Tensile Strength (MPa) | SD | Toughness (MPa) | SD | Ductility (%) | SD | Elastic Modulus (MPa) | SD | Yield Stress (MPa) | SD |
|---|---|---|---|---|---|---|---|---|---|---|
| 100:0 | 11 | ±1 | 95 | ±18 | 947 | ±148 | 72 | ±13 | 6 | ±0.5 |
| 95:5 | 7 | ±1 | 33 | ±27 | 147 | ±65 | 58 | ±11 | 5 | ±0.5 |
| 90:10 | 7 | ±1 | 8 | ±4 | 104 | ±32 | 53 | ±10 | 6 | ±0.9 |
| 85:15 | 6 | ±0.8 | 6 | ±2 | 96 | ±26 | 41 | ±3 | 5 | ±0.6 |
| PVA/silica | ||||||||||
| 100:0 | 54 | ±15 | 11 | ±8 | 26 | ±16 | 995 | ±28 | 16 | ±4 |
| 95:5 | 76 | ±7 | 5 | ±0.7 | 14 | ±0.6 | 871 | ±5 | 11 | ±2 |
| 90:10 | 30 | ±13 | 2 | ±0.5 | 13 | ±3 | 540 | ±76 | 9 | ±0.3 |
| 85:15 | 31 | ±12 | 2 | ±1 | 11 | ±5 | 167 | ±112 | 10 | ±2 |
| PLA/silica | ||||||||||
| 100:0 | 63 | ±7 | 4 | ±1 | 11 | ±3 | 896 | ±86 | 53 | ±20 |
| 95:5 | 67 | ±4 | 5 | ±1 | 13 | ±2 | 1020 | ±82 | 63 | ±1 |
| 90:10 | 121 | ±13 | 6 | ±1 | 15 | ±1 | 840 | ±79 | 64 | ±12 |
| 85:15 | 54 | ±8 | 3 | ±0.4 | 11 | ±0.1 | 793 | ±95 | 53 | ±9 |
| Nylon/silica | ||||||||||
| 100:0 | 120 | ±26 | 259 | ±30.60 | 239 | ±33 | 784.43 | ±148 | 71 | ±12 |
| 95:5 | 46 | ±12 | 148.22 | ±39 | 220 | ±56 | 554.95 | ±27 | 35 | ±14 |
| 90:10 | 26 | ±9 | 85.58 | ±36 | 243 | ±26 | 262.64 | ±51 | 23 | ±7 |
| 85:15 | 23 | ±6 | 50.38 | ±14 | 188 | ±30.45 | 257 | ±30 | 22 | ±1 |
| PP/silica | Tg (°C) | Tc (°C) | Tm (°C) | ΔHc (J/g) | ΔHm (J/g) | Xc (%) |
|---|---|---|---|---|---|---|
| 100:0 | 54.1 | 89.1 | 134.8 | 39.2 | 27.7 | 16.3 |
| 95:5 | 55.0 | 89.2 | 135.4 | 50.0 | 44.0 | 25.9 |
| 90:10 | 57.0 | 89.0 | 135.4 | 5.7 | 24.2 | 14.2 |
| 85:15 | 41.1 | 88.9 | 138.0 | 29.6 | 24.1 | 14.1 |
| PVA/silica | ||||||
| 100:0 | 43.6 | 136.3 | 170.6 | 15.7 | 23.2 | 34.6 |
| 95:5 | 52.0 | 135.5 | 170.1 | 10.2 | 14.0 | 20.9 |
| 90:10 | 58.0 | 133.0 | 175.3 | 13.4 | 12.8 | 19.1 |
| 85:15 | 66.8 | 135.1 | 170.0 | 12.8 | 19.2 | 28.6 |
| PLA/silica | ||||||
| 100:0 | 52.1 | 107.9 | 144.9 | 33.0 | 25.6 | 27.3 |
| 95:5 | 57.6 | 116.4 | 148.6 | 35.4 | 30.0 | 31.9 |
| 90:10 | 57.0 | 128.1 | 150.4 | 15.1 | 13.7 | 14.5 |
| 85:15 | 57.7 | 115.1 | 147.9 | 49.9 | 31.3 | 33.3 |
| Nylon/silica | ||||||
| 100:0 | 31.1 | 149.4 | 188.6 | 56.1 | 11.1 | 15.8 |
| 95:5 | 36.9 | 150.1 | 187.7 | 20.1 | 19.4 | 27.7 |
| 90:10 | 41.6 | 151.0 | 186.1 | 27.4 | 17.5 | 24.9 |
| 85:15 | 36.4 | 151.6 | 187.1 | 27.6 | 18.6 | 26.6 |
| PP/silica | Theoretical Density (kg/m3) | Experimental Density (kg/m3) |
|---|---|---|
| 100:0 | 1050 [101] | 787.50 |
| 95:5 | 1049.88 | 800.05 |
| 90:10 | 1049.75 | 810.42 |
| 85:15 | 1499.24 | 825.50 |
| PVA/silica | ||
| 100:0 | 1290 [98] | 1141.90 |
| 95:5 | 1275.24 | 1116.32 |
| 90:10 | 1260.82 | 1086.74 |
| 85:15 | 1755.77 | 1057.16 |
| PLA/silica | ||
| 100:0 | 1250 [83] | 1126.89 |
| 95:5 | 1238.04 | 1062.38 |
| 90:10 | 1226.30 | 974.98 |
| 85:15 | 1714.70 | 896.00 |
| Nylon/silica | ||
| 100:0 | 1350 [98] | 1020.50 |
| 95:5 | 1330.79 | 992.94 |
| 90:10 | 1312.11 | 965.37 |
| 85:15 | 1816.20 | 937.81 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ahmed, W.; Siraj, S.; Al-Marzouqi, A.H. Comprehensive Characterization of Polymeric Composites Reinforced with Silica Microparticles Using Leftover Materials of Fused Filament Fabrication 3D Printing. Polymers 2021, 13, 2423. https://doi.org/10.3390/polym13152423
Ahmed W, Siraj S, Al-Marzouqi AH. Comprehensive Characterization of Polymeric Composites Reinforced with Silica Microparticles Using Leftover Materials of Fused Filament Fabrication 3D Printing. Polymers. 2021; 13(15):2423. https://doi.org/10.3390/polym13152423
Chicago/Turabian StyleAhmed, Waleed, Sidra Siraj, and Ali H. Al-Marzouqi. 2021. "Comprehensive Characterization of Polymeric Composites Reinforced with Silica Microparticles Using Leftover Materials of Fused Filament Fabrication 3D Printing" Polymers 13, no. 15: 2423. https://doi.org/10.3390/polym13152423
APA StyleAhmed, W., Siraj, S., & Al-Marzouqi, A. H. (2021). Comprehensive Characterization of Polymeric Composites Reinforced with Silica Microparticles Using Leftover Materials of Fused Filament Fabrication 3D Printing. Polymers, 13(15), 2423. https://doi.org/10.3390/polym13152423