
Heat-Affected Zone and Mechanical Analysis of GFRP Composites with Different Thicknesses in Drilling Processes

 ,
,
Abstract
:1. Introduction
2. Experimental Works
2.1. Specimen Preparation
2.2. Mechanical Characterization
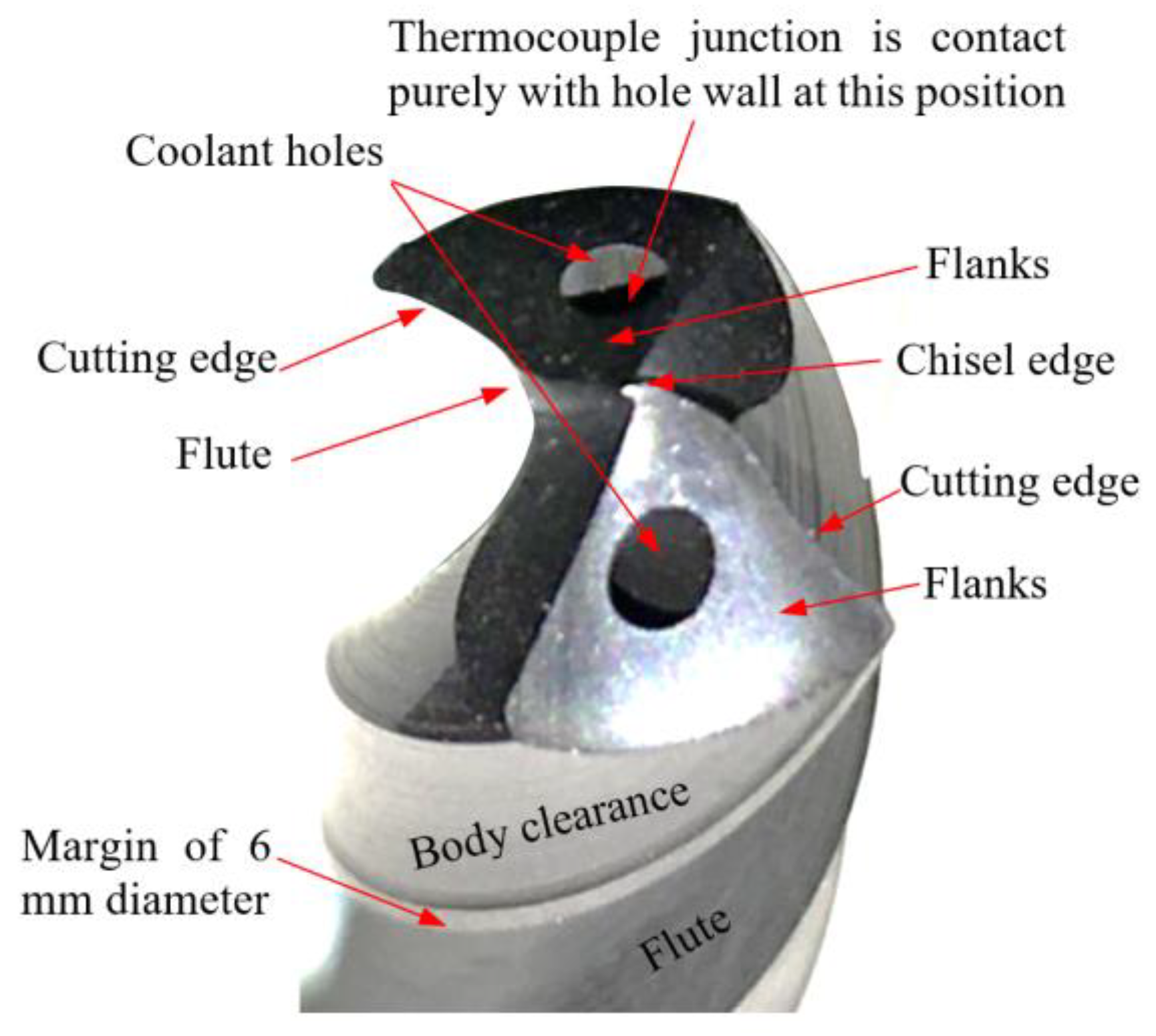
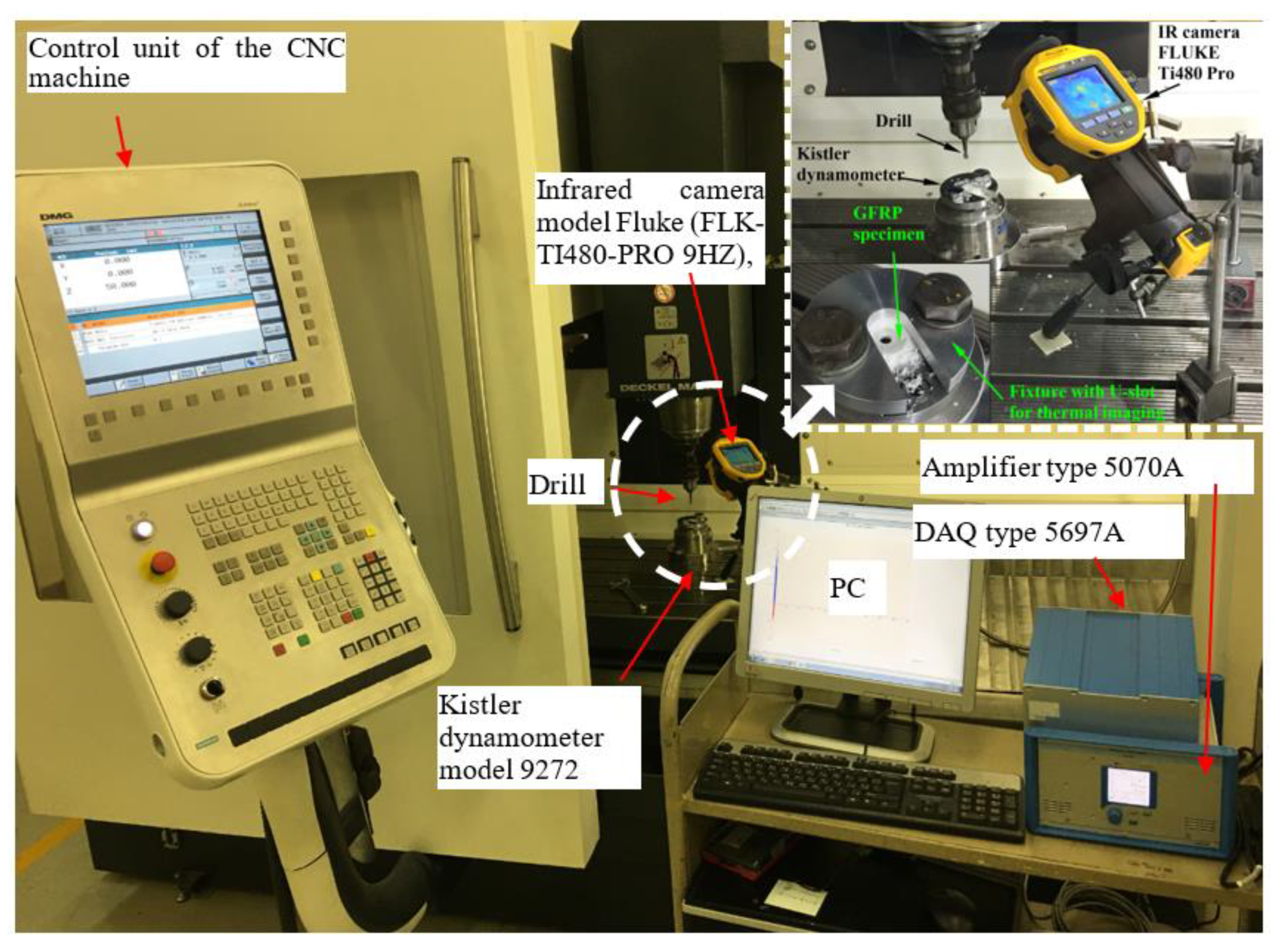
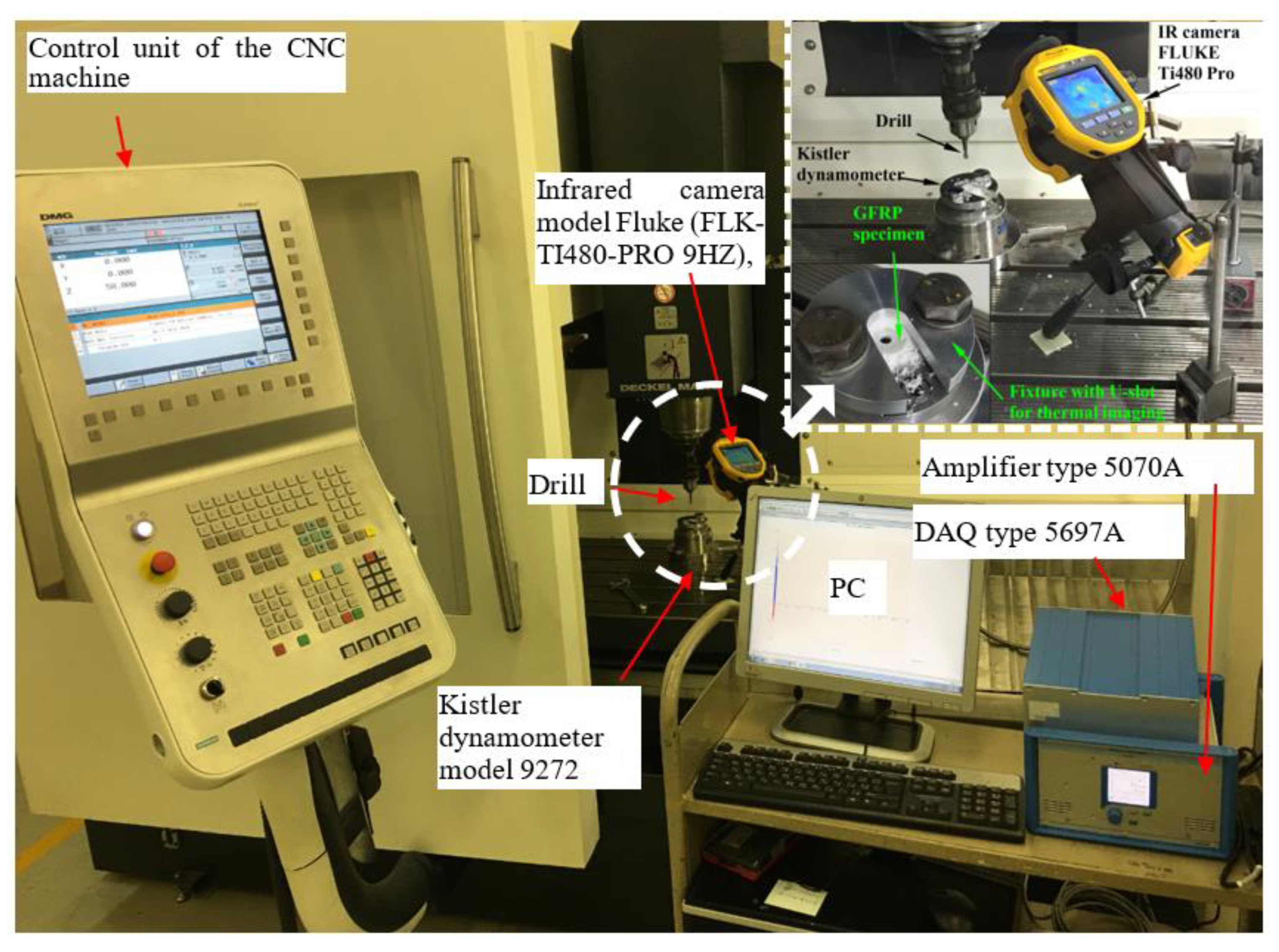
2.3. Drilling Experimental Setup
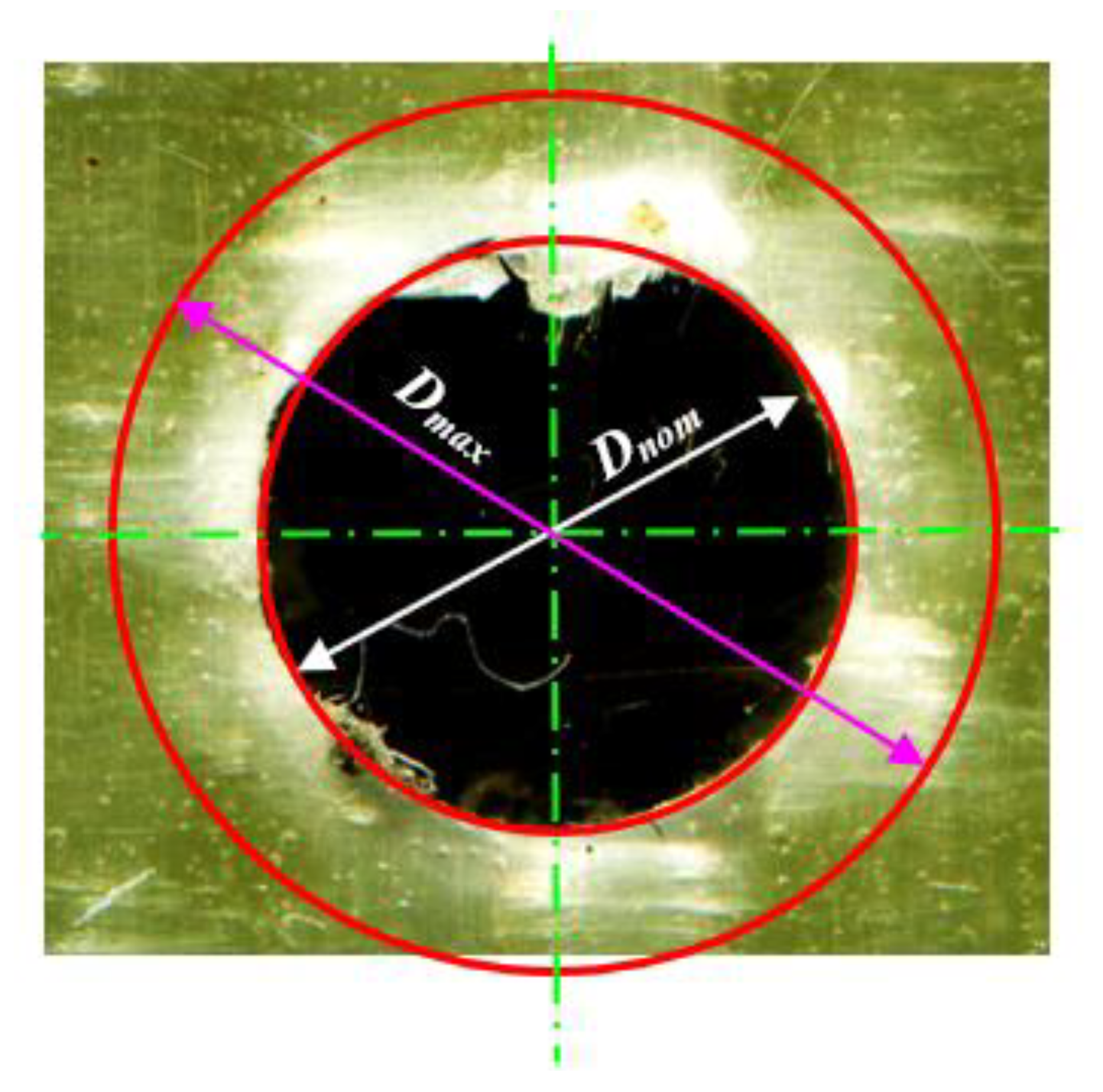
2.4. Delamination Characterization
3. Results and Discussion
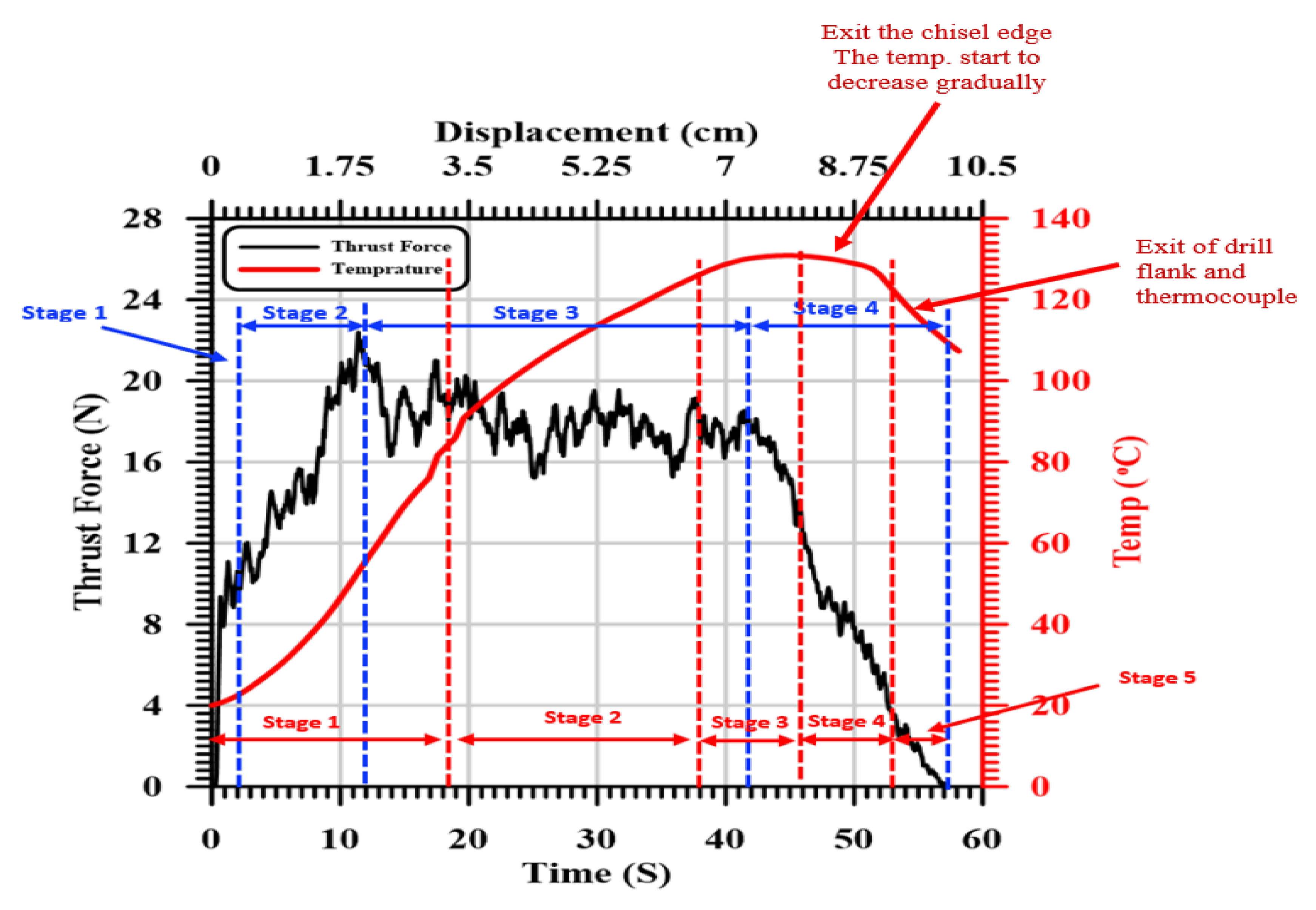
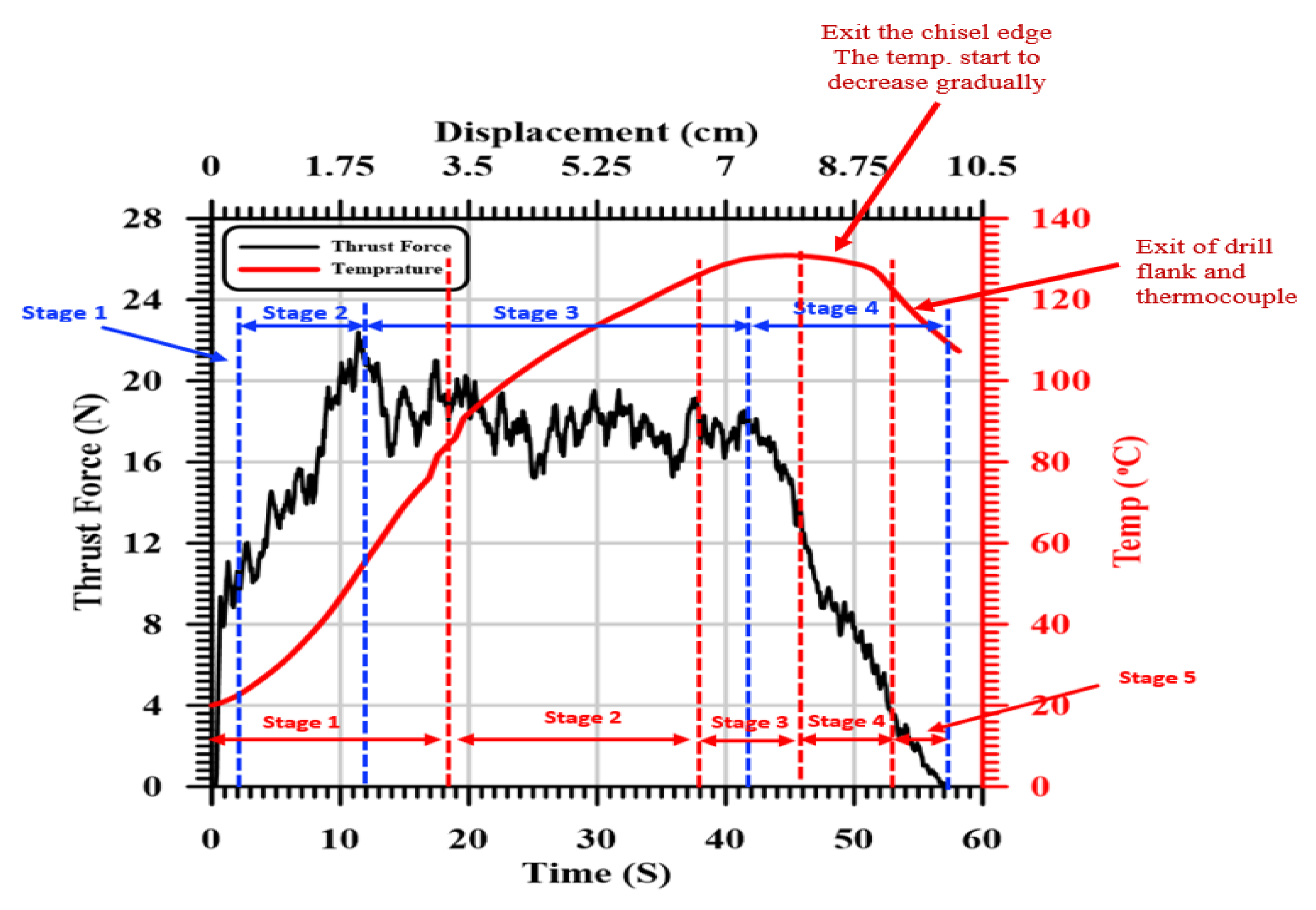
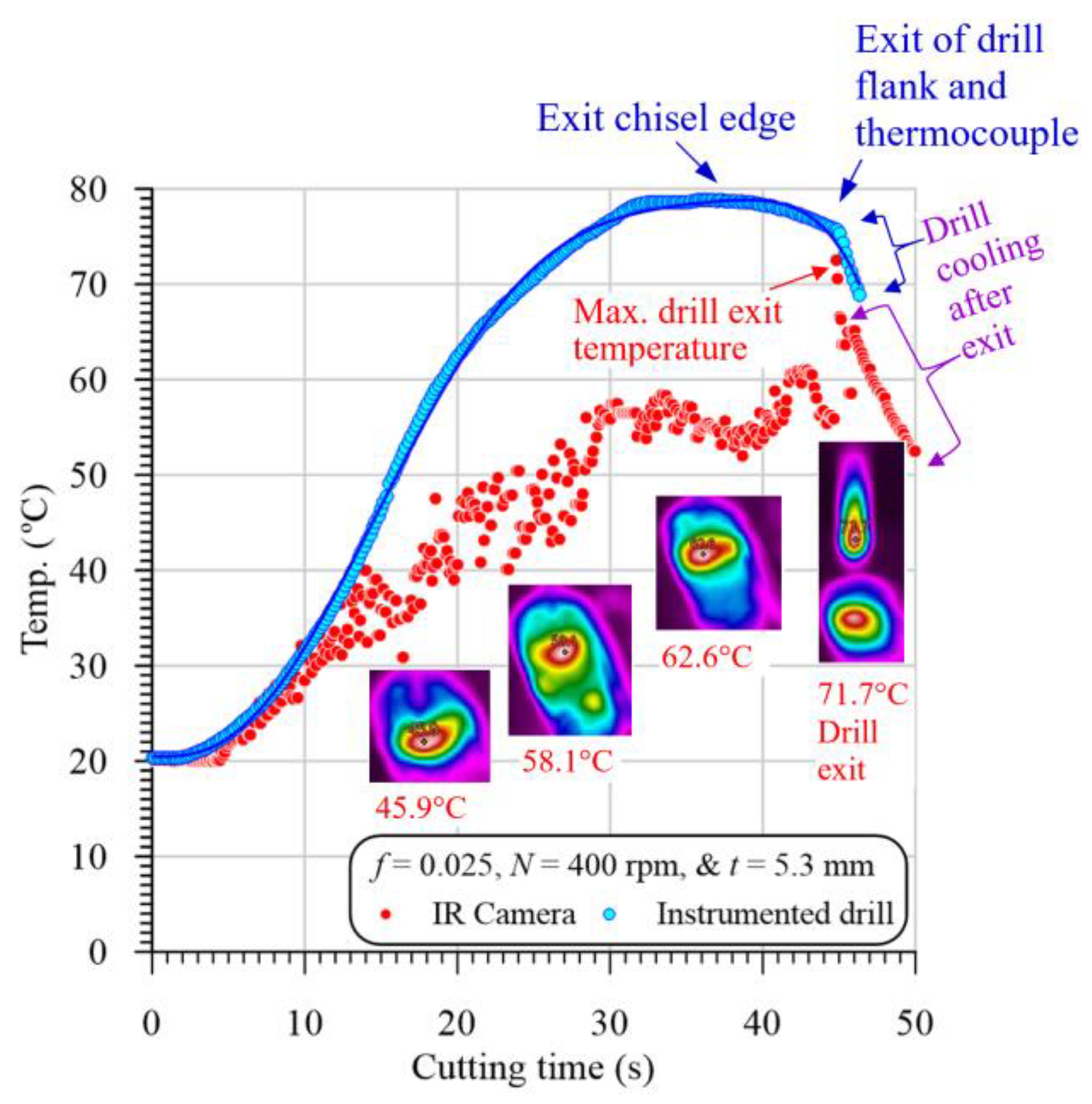
3.1. Evolution of Thrust Force and Temperature
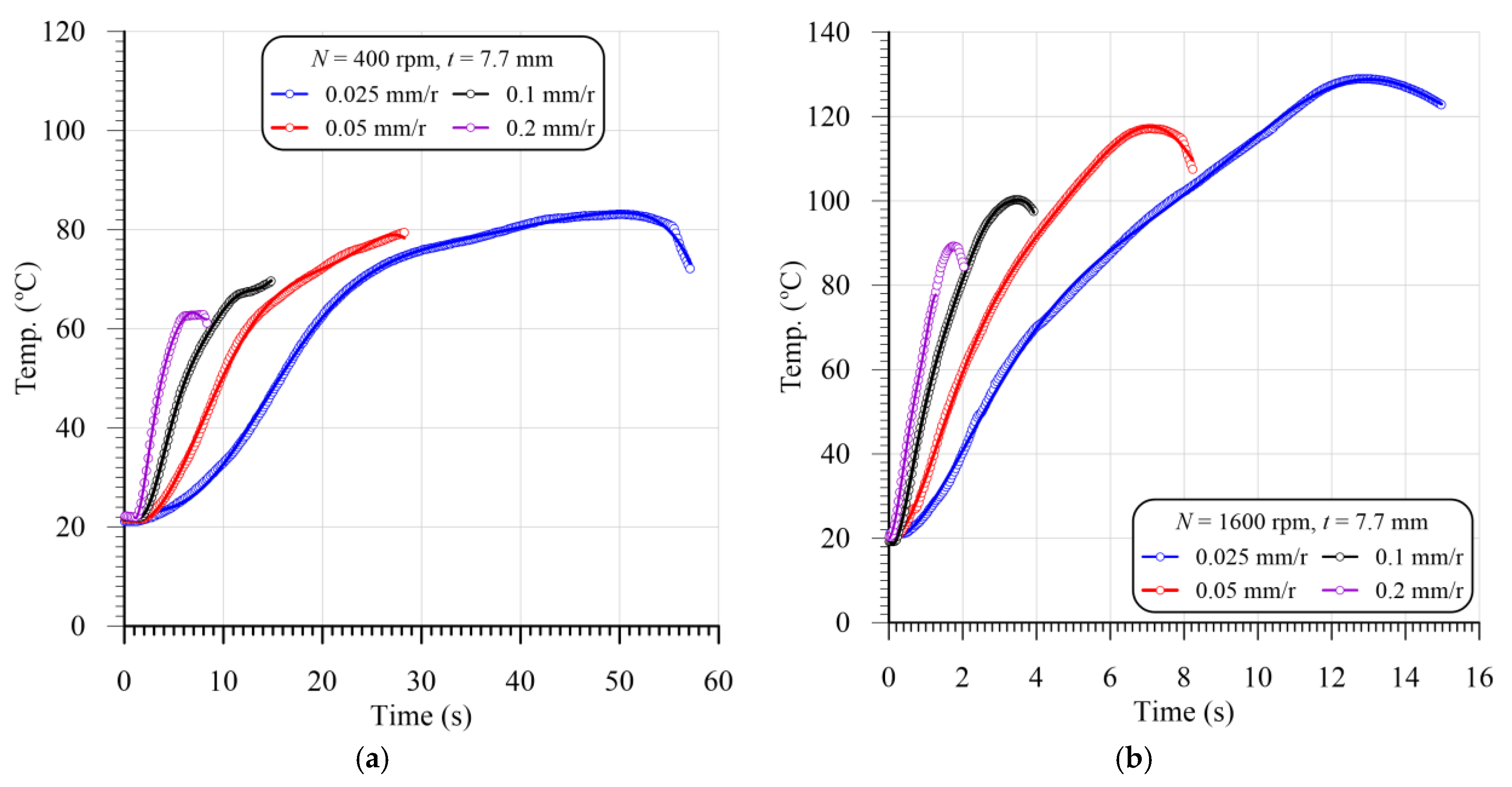
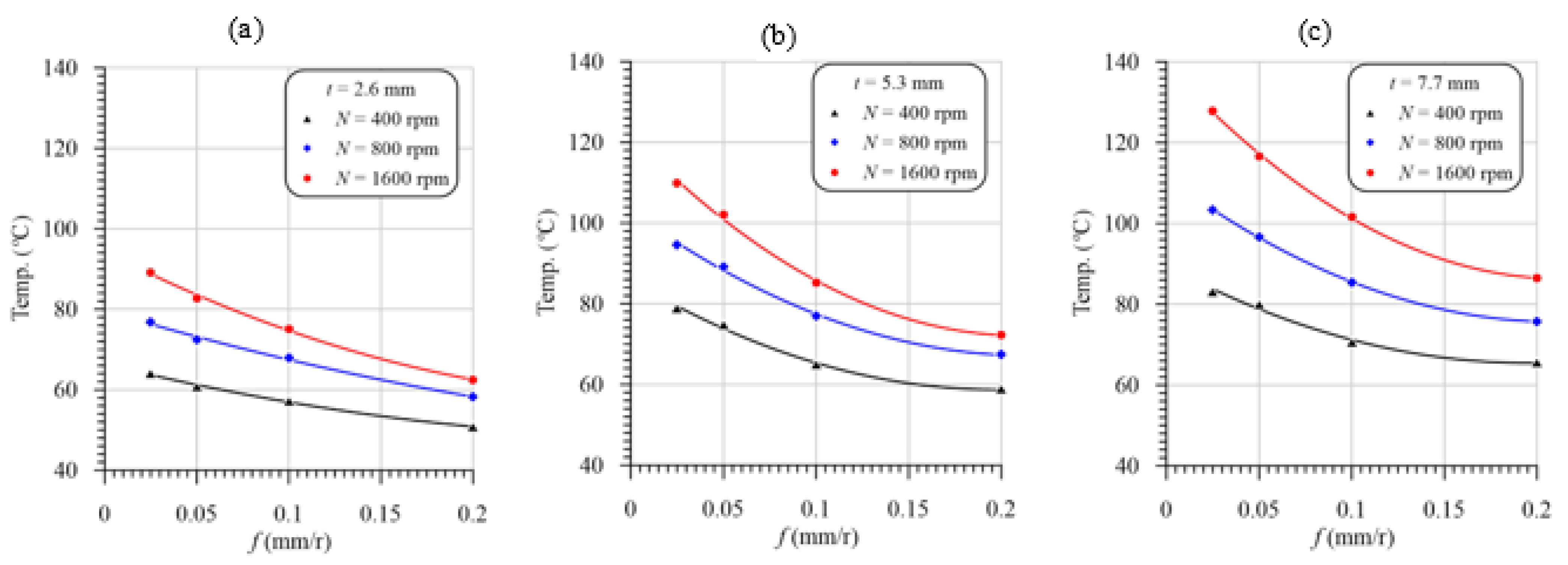
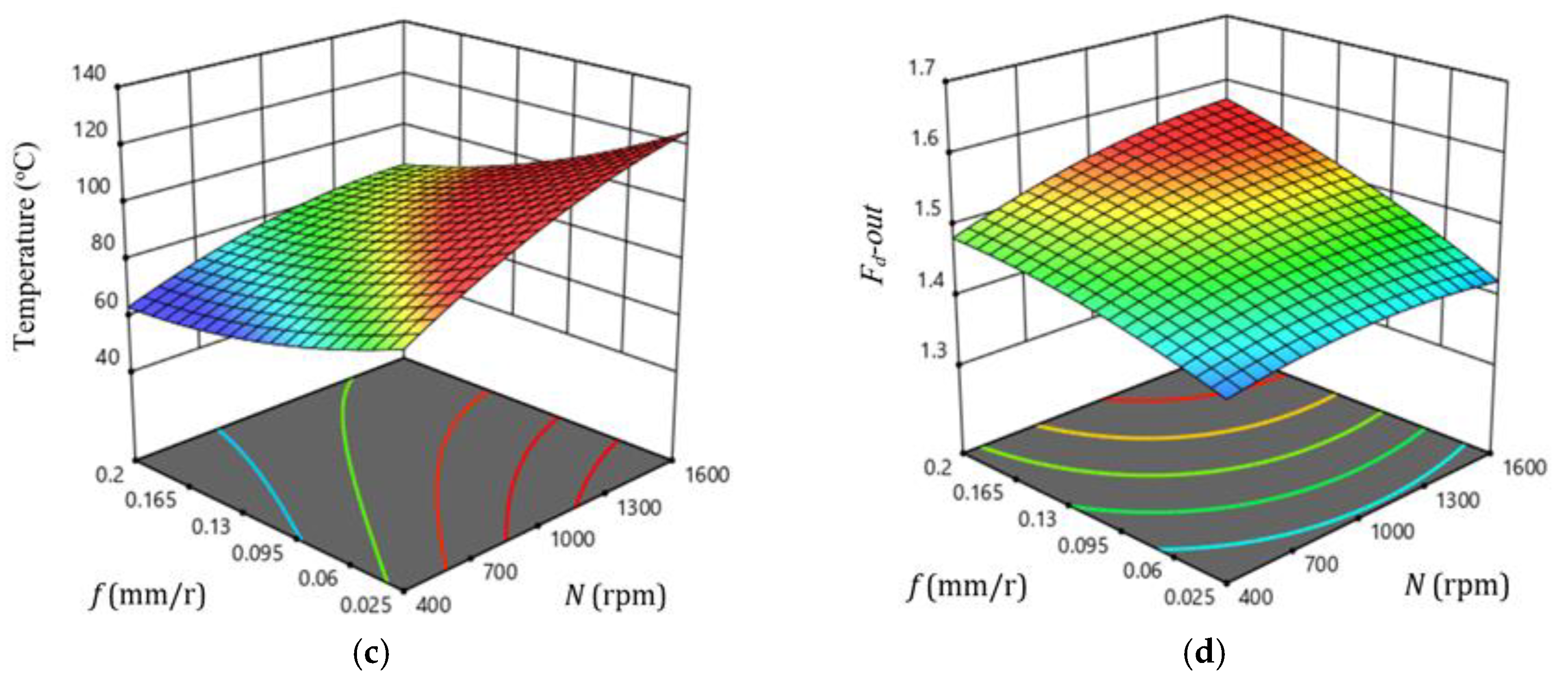
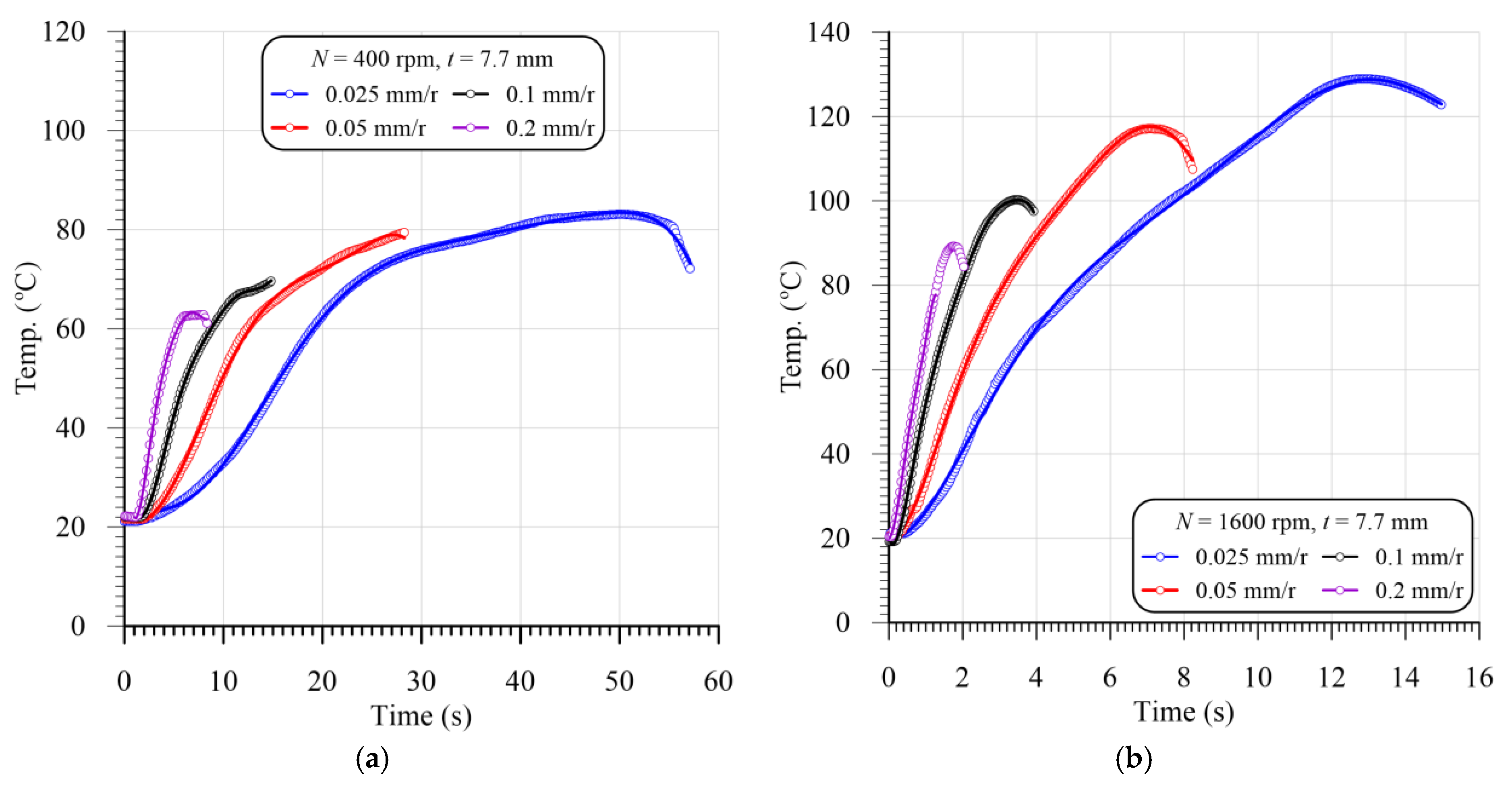
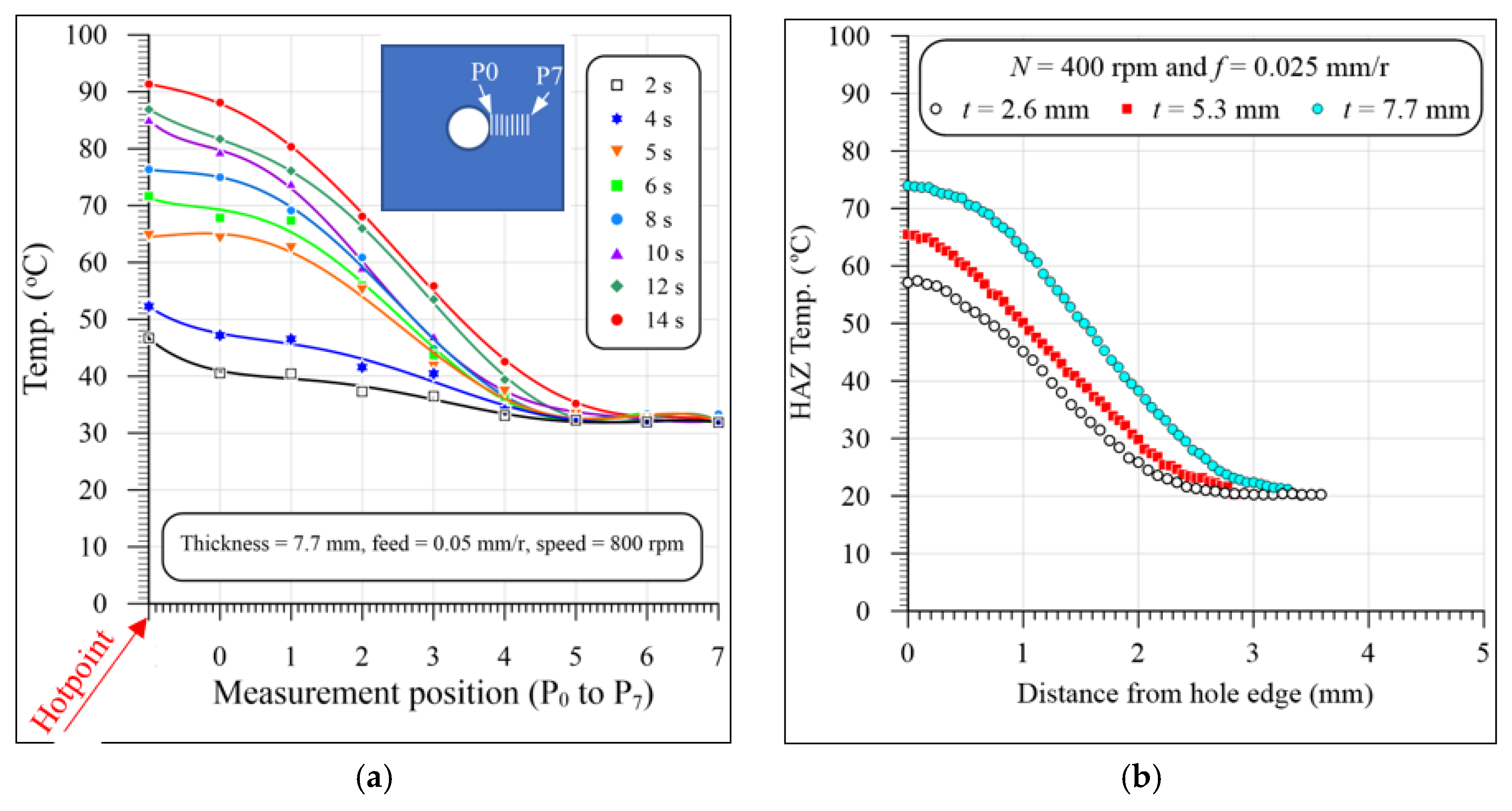
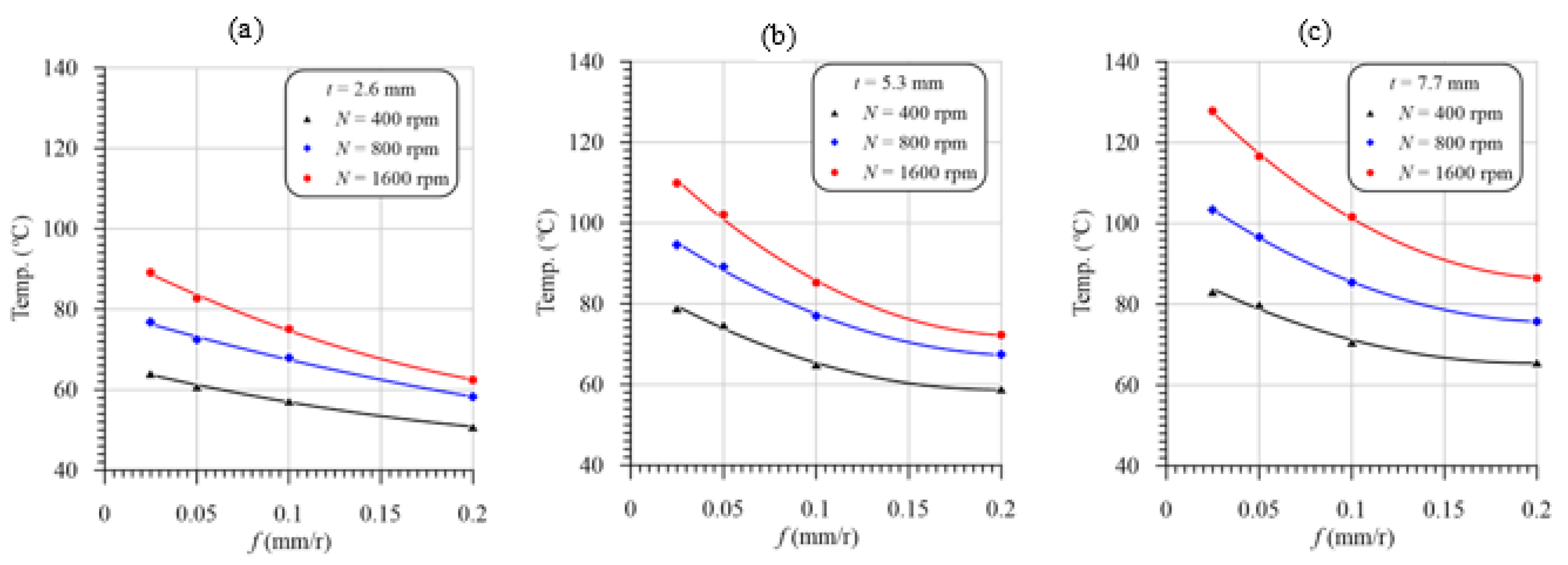
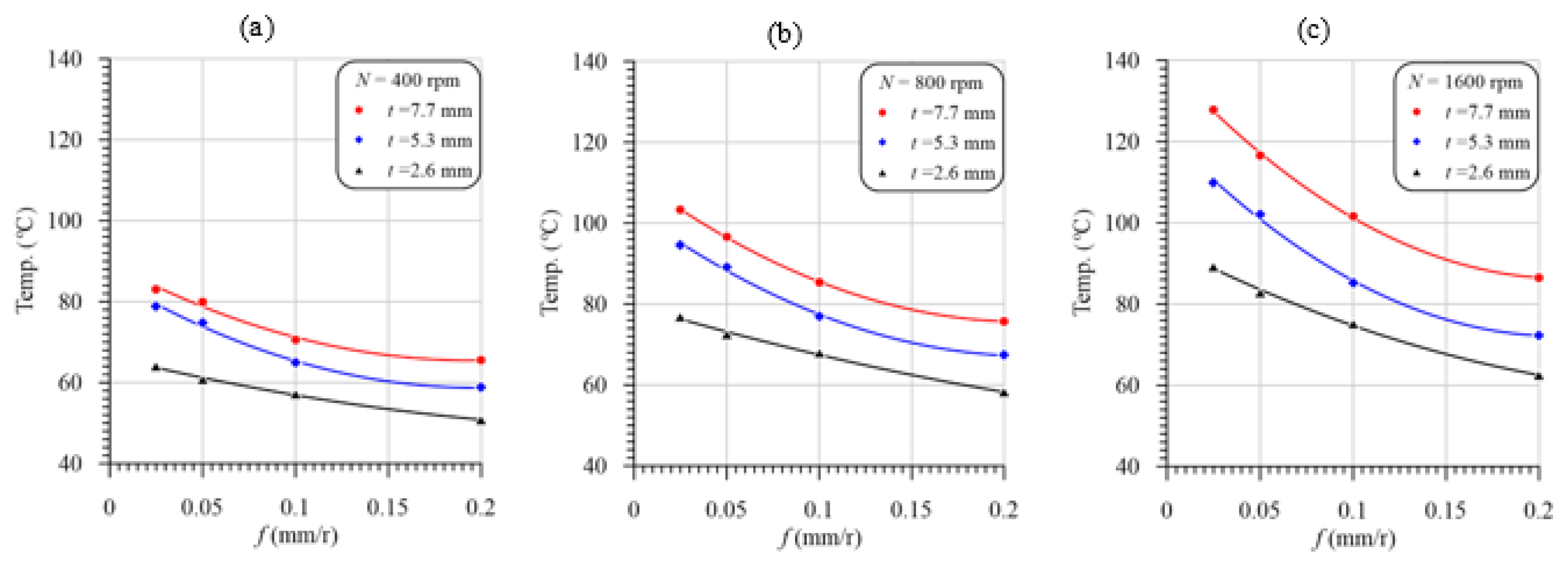
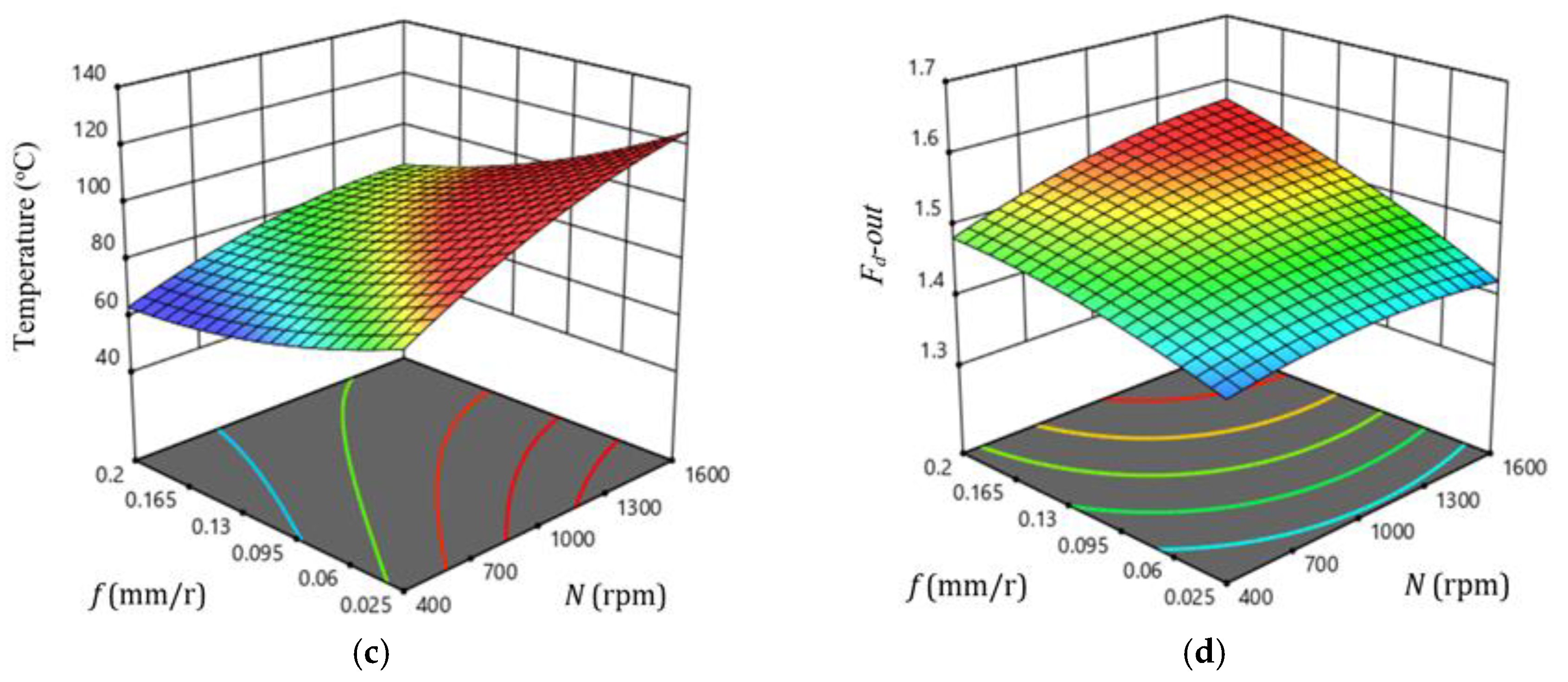
3.2. Effect of Machining Variables on Temperature
- The difference is increased with the specimen thickness, where the drill takes a longer time during the exit out of the specimen and thus loses more heat than the thinner one.
- For the same specimen thickness, the difference between the measured temperatures by the two methods is decreased with the increasing feed values because of the decreasing cutting time and, thus, decreasing measuring time between the two methods.
- In some cases, the hot chips were dropped out of the drill flutes and dispersed on the specimen surface, and thus the measured temperature cannot be calibrated.
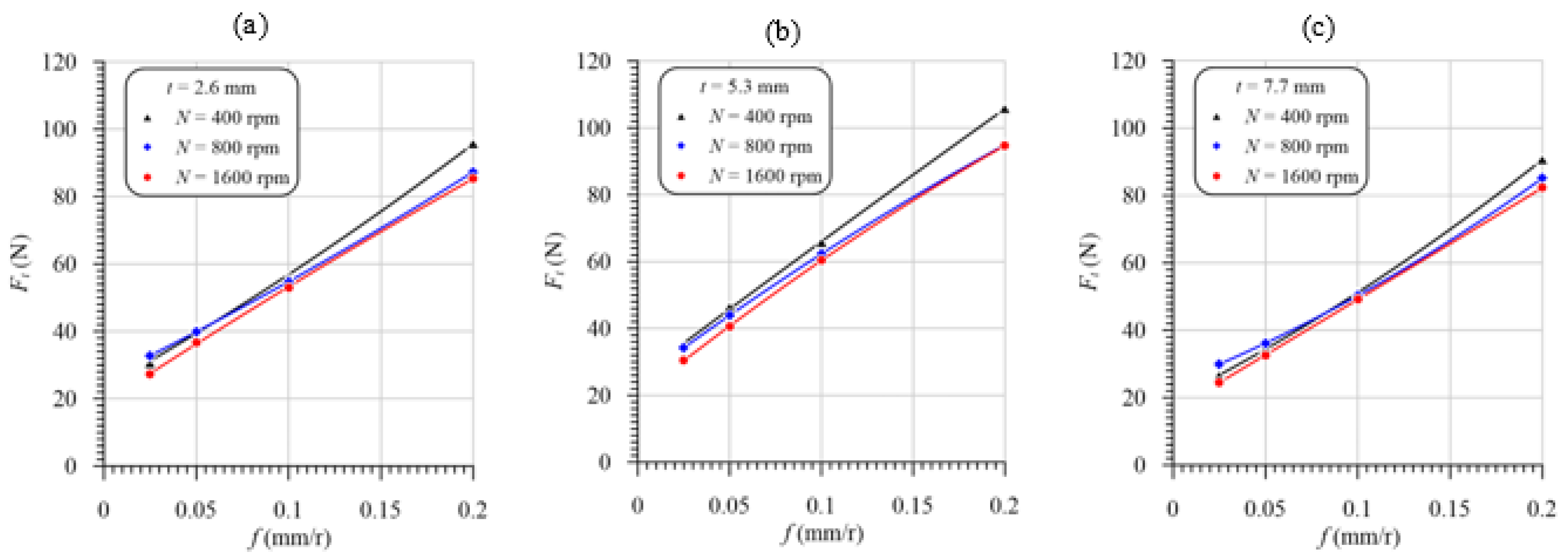
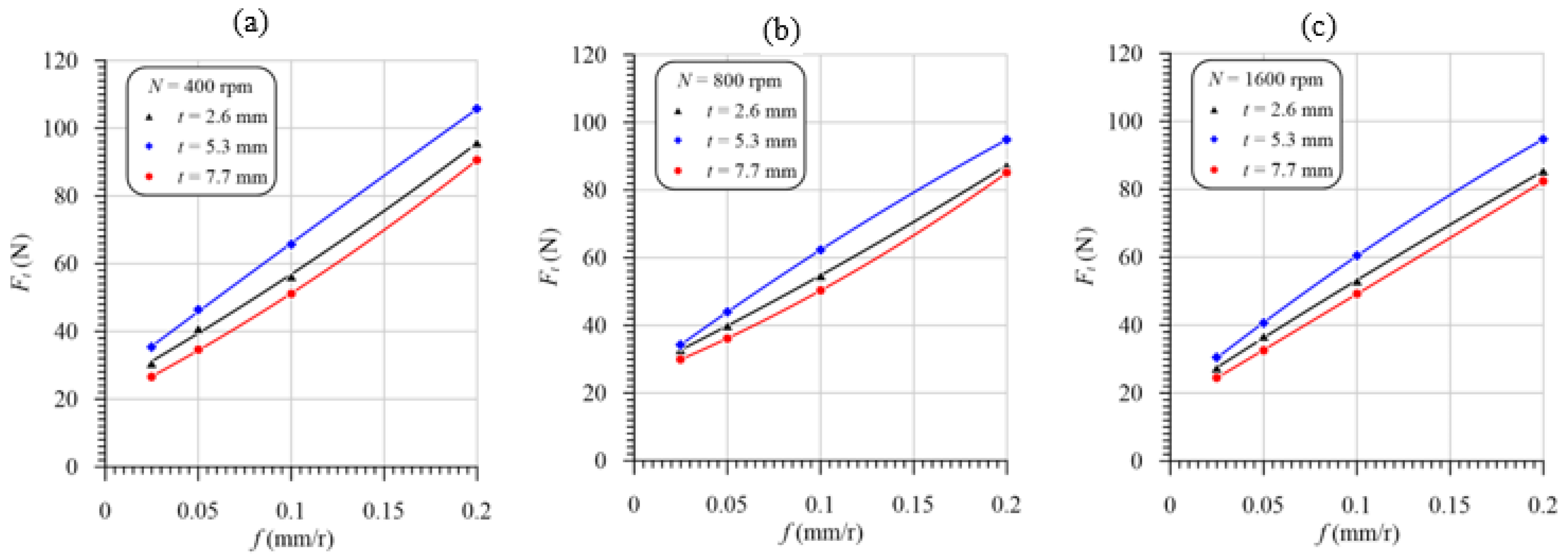
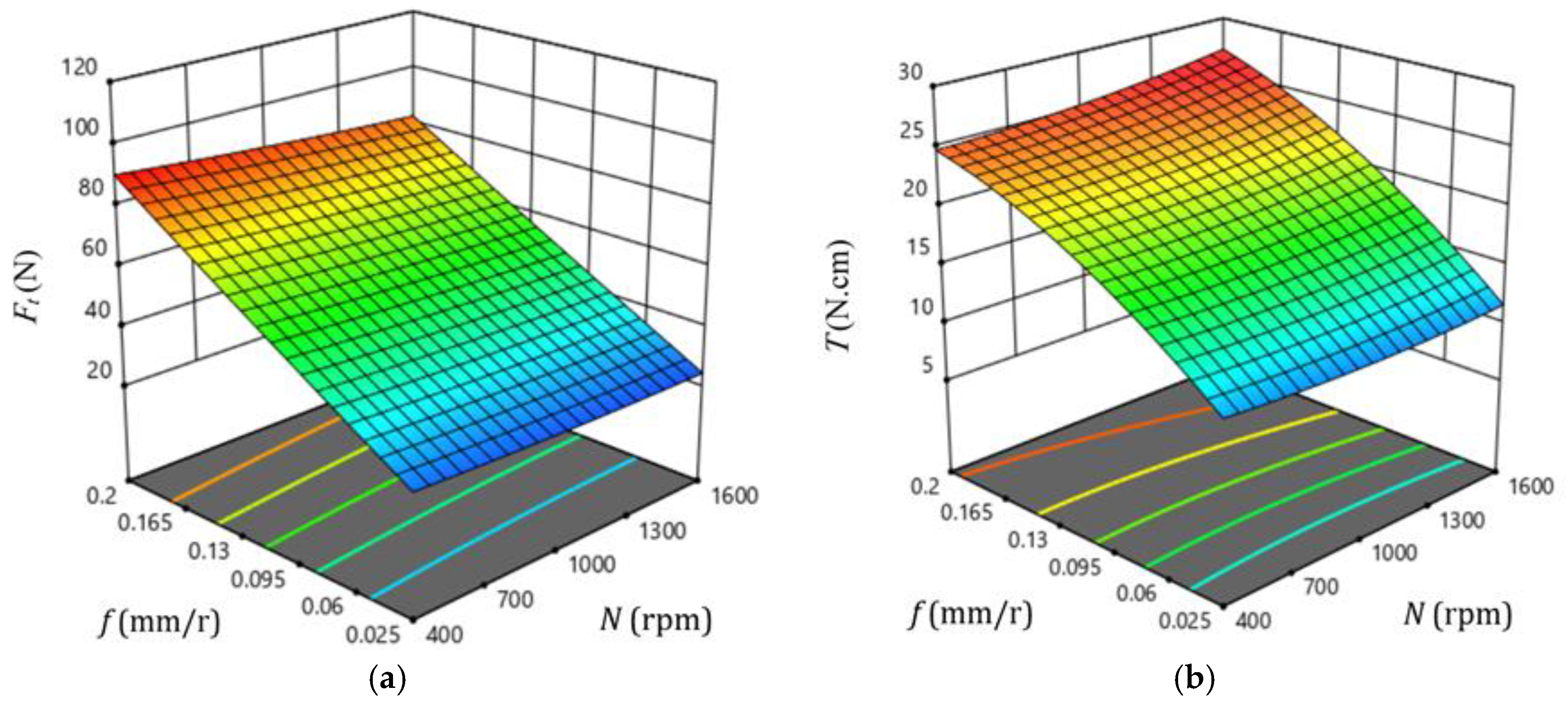
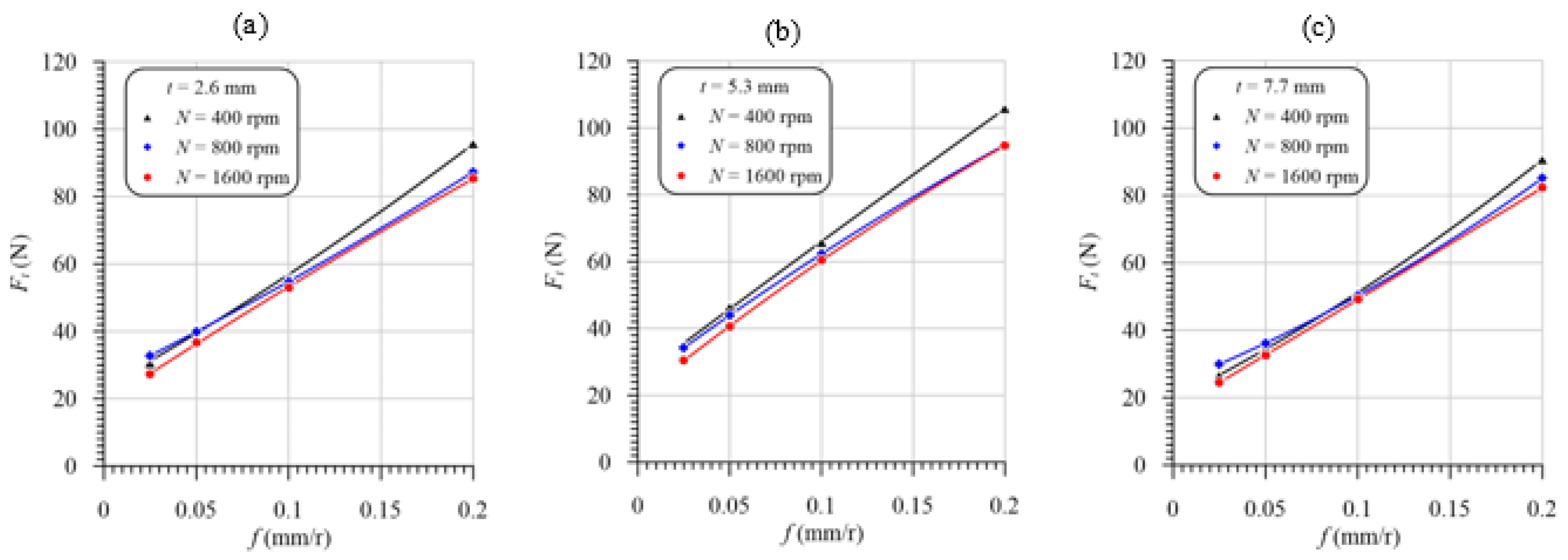
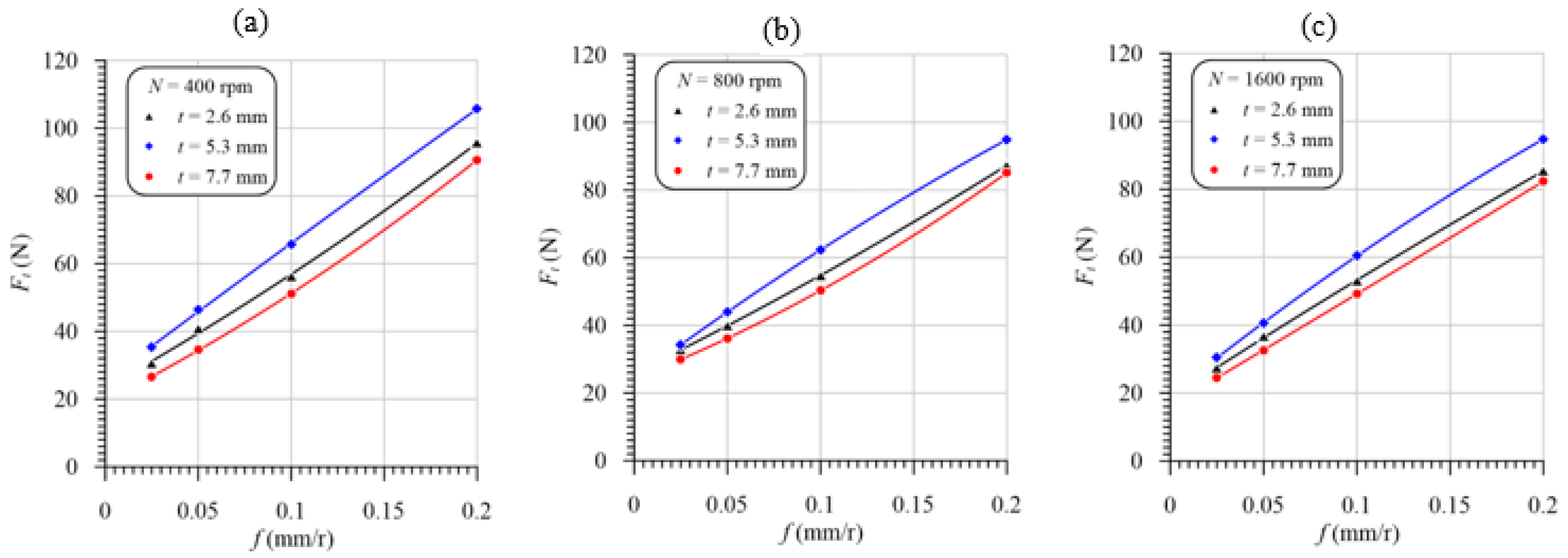
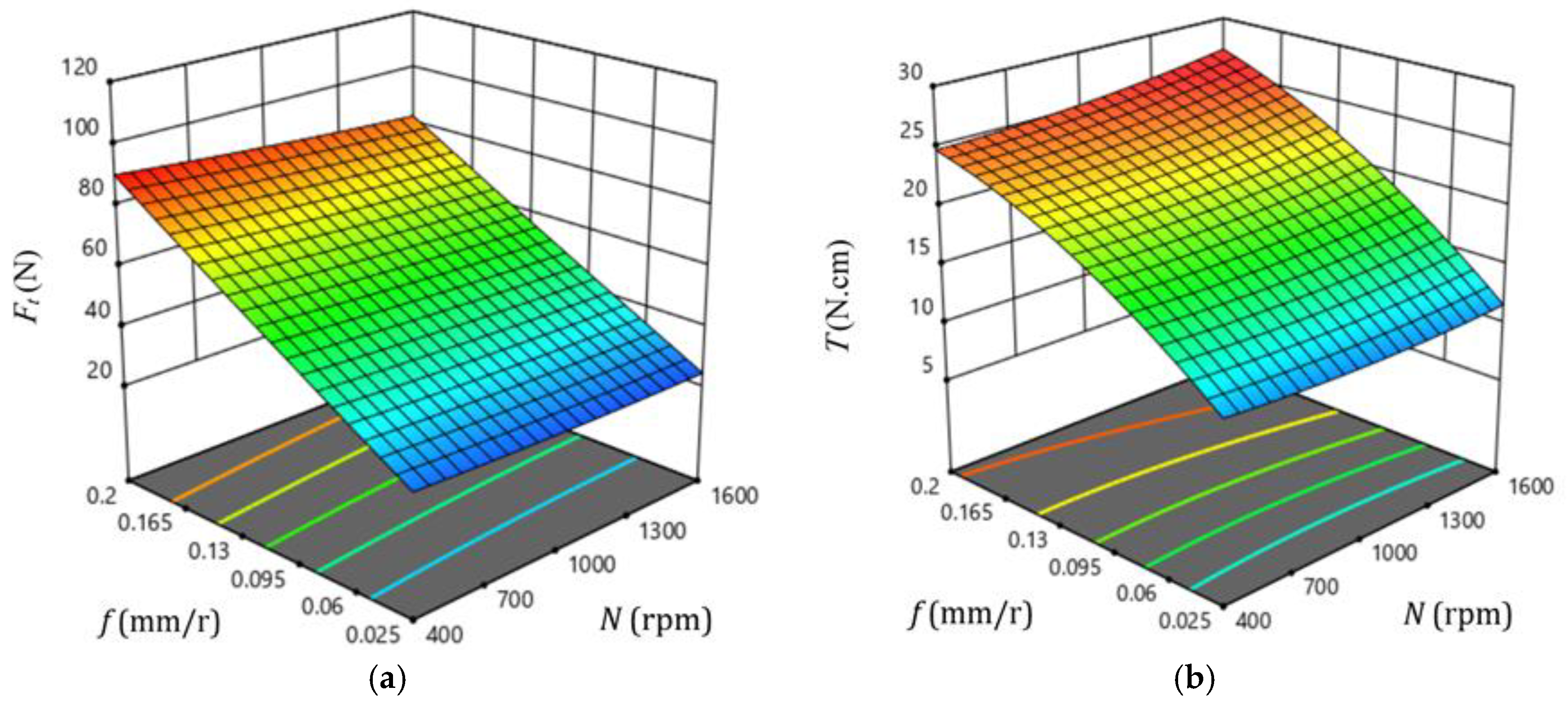
3.3. Effect of Machining Variables on Thrust Force
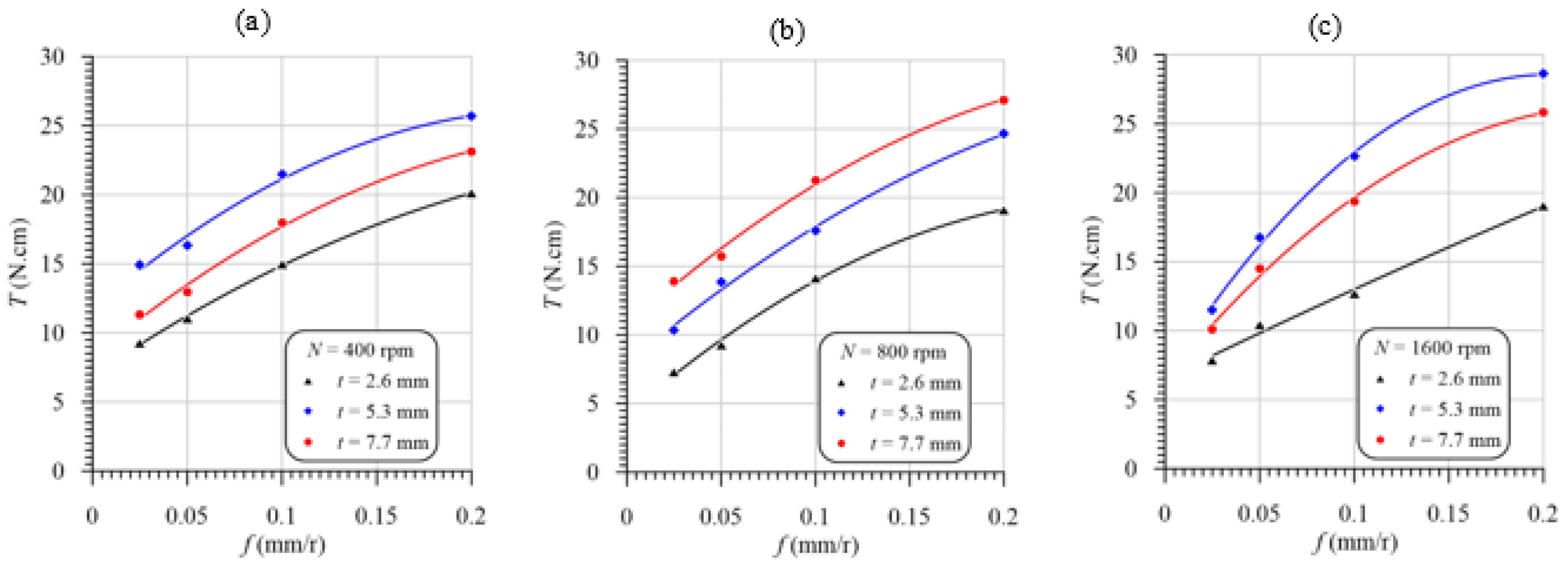
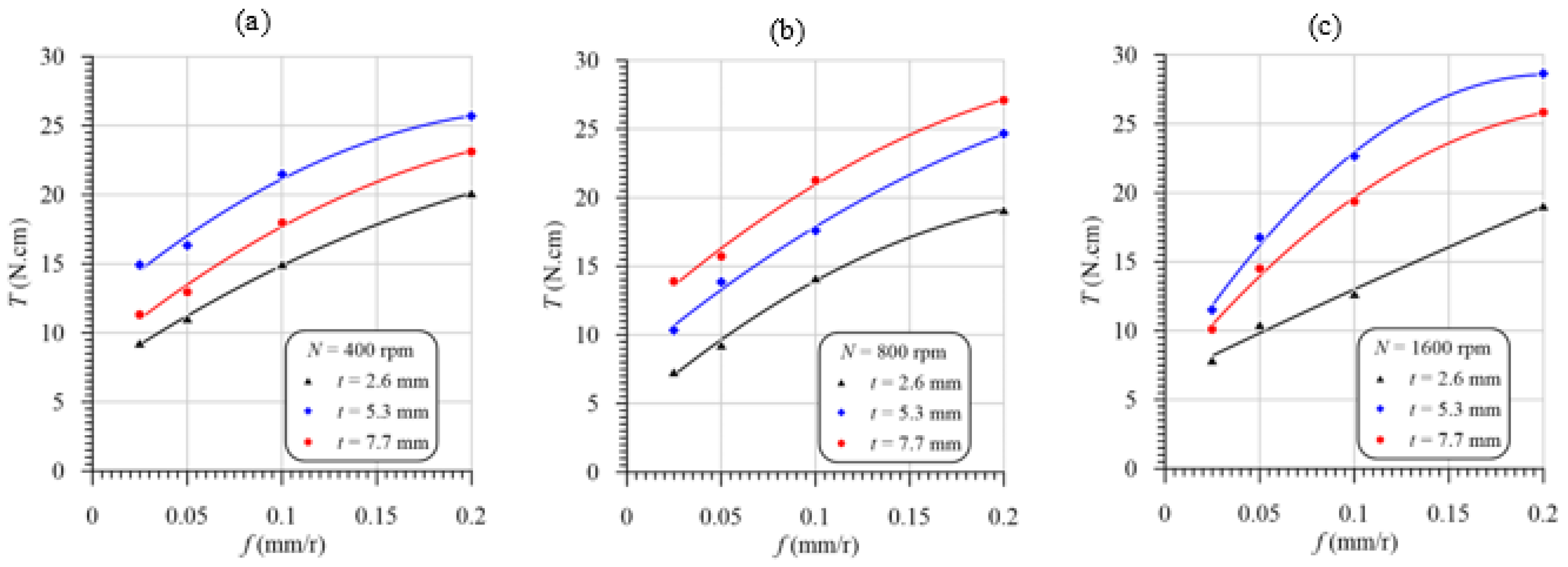
3.4. Effect of Machining Variables on the Torque
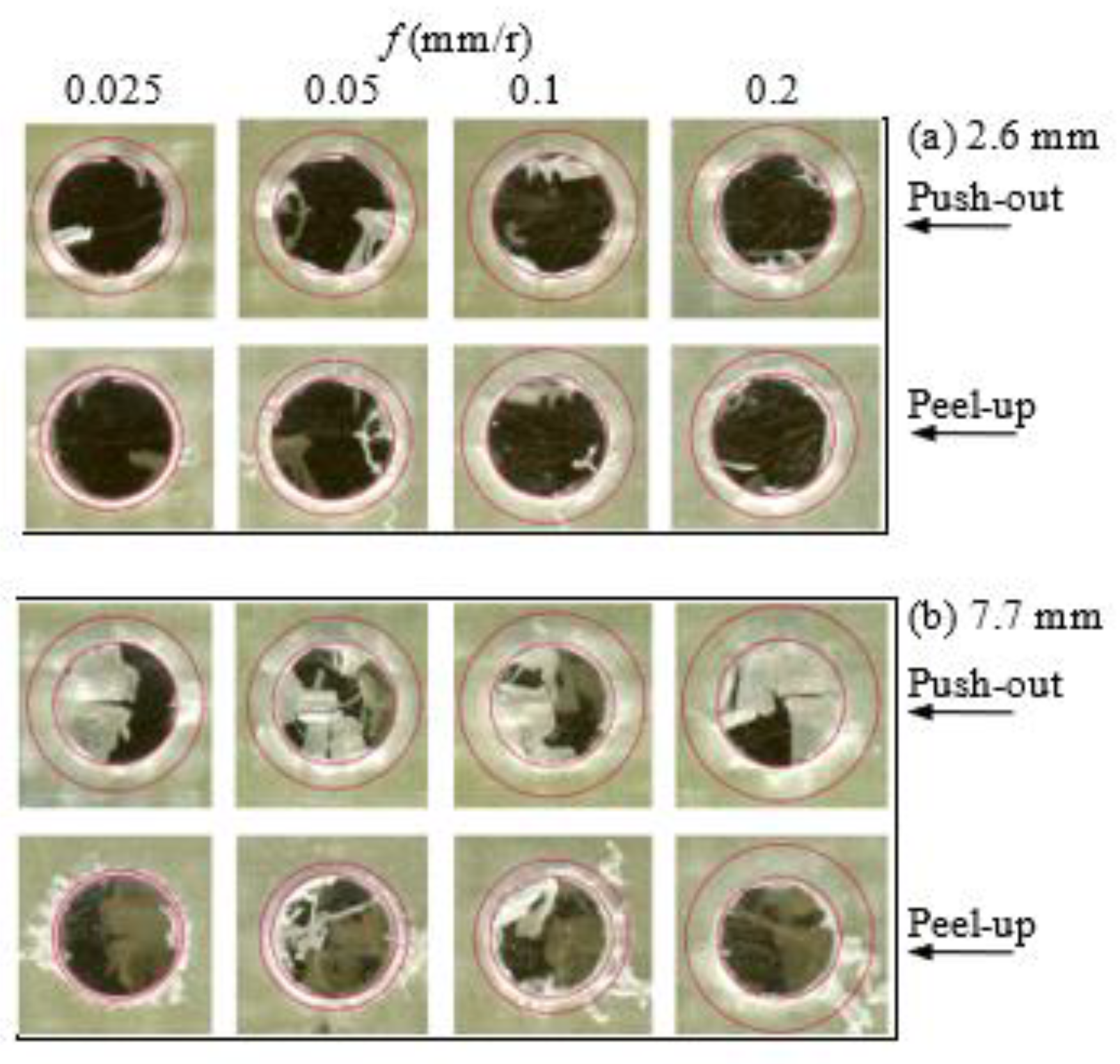
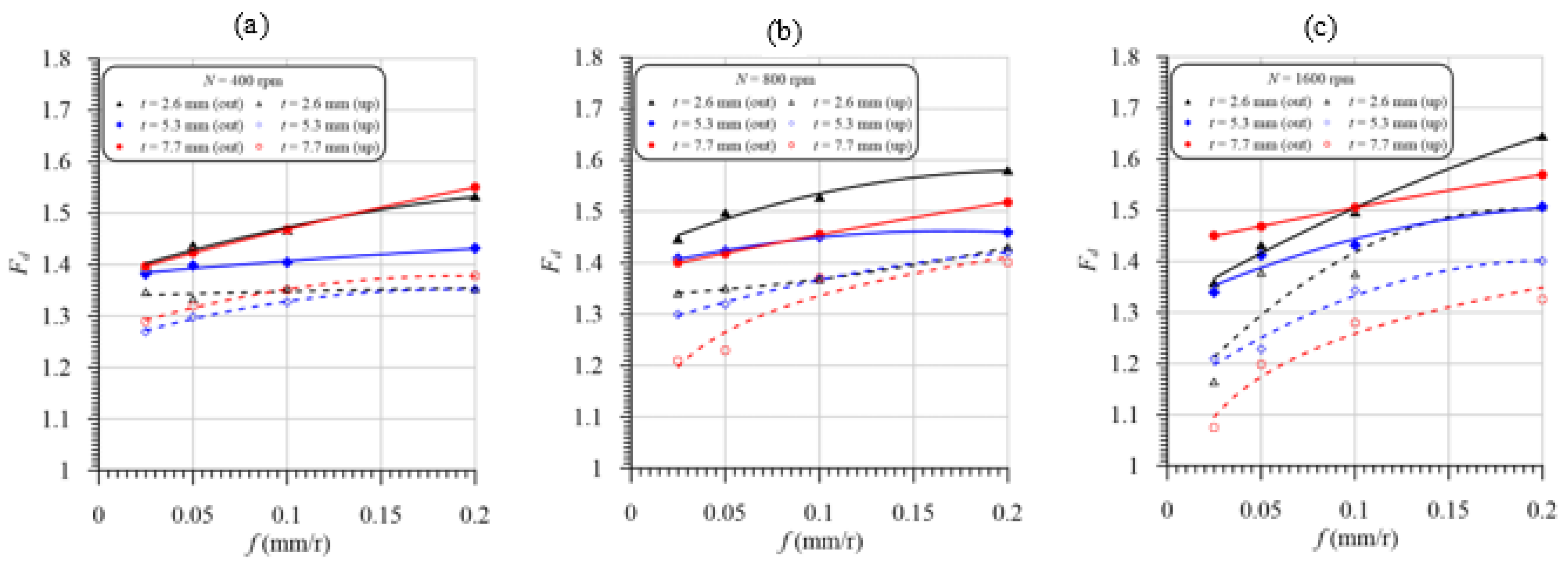
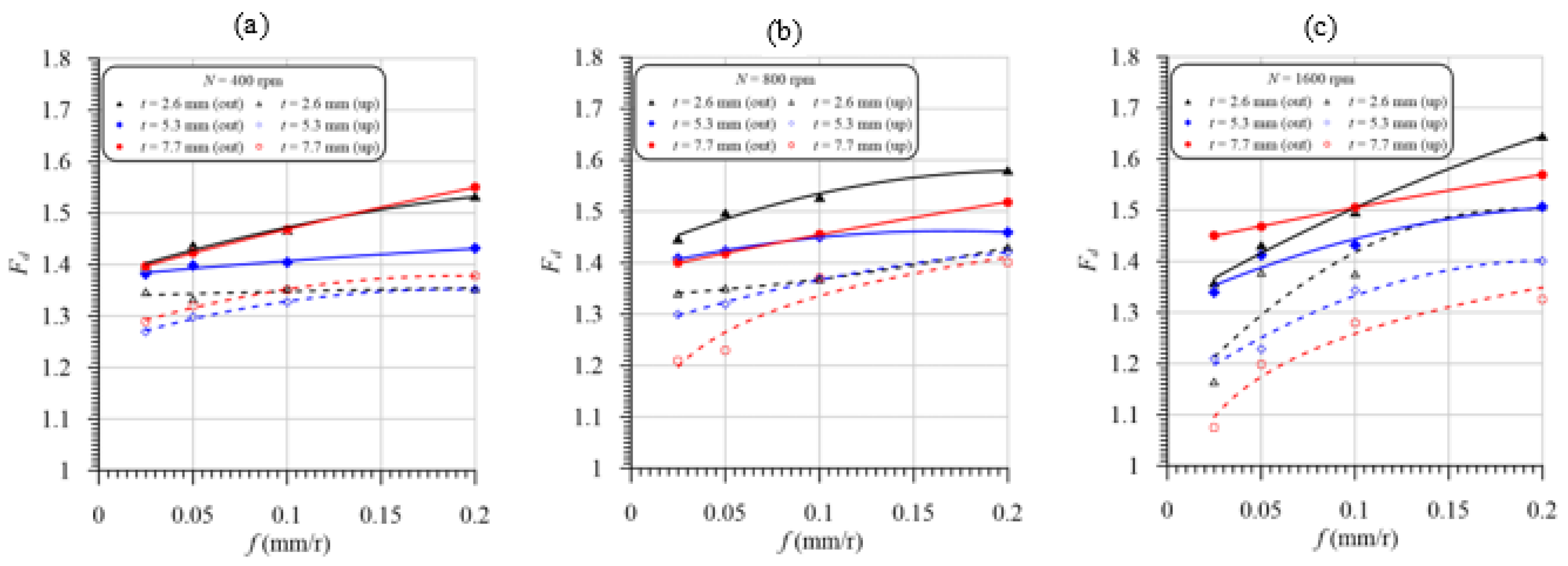
3.5. Effect of Machining Variables on the Delamination Factor
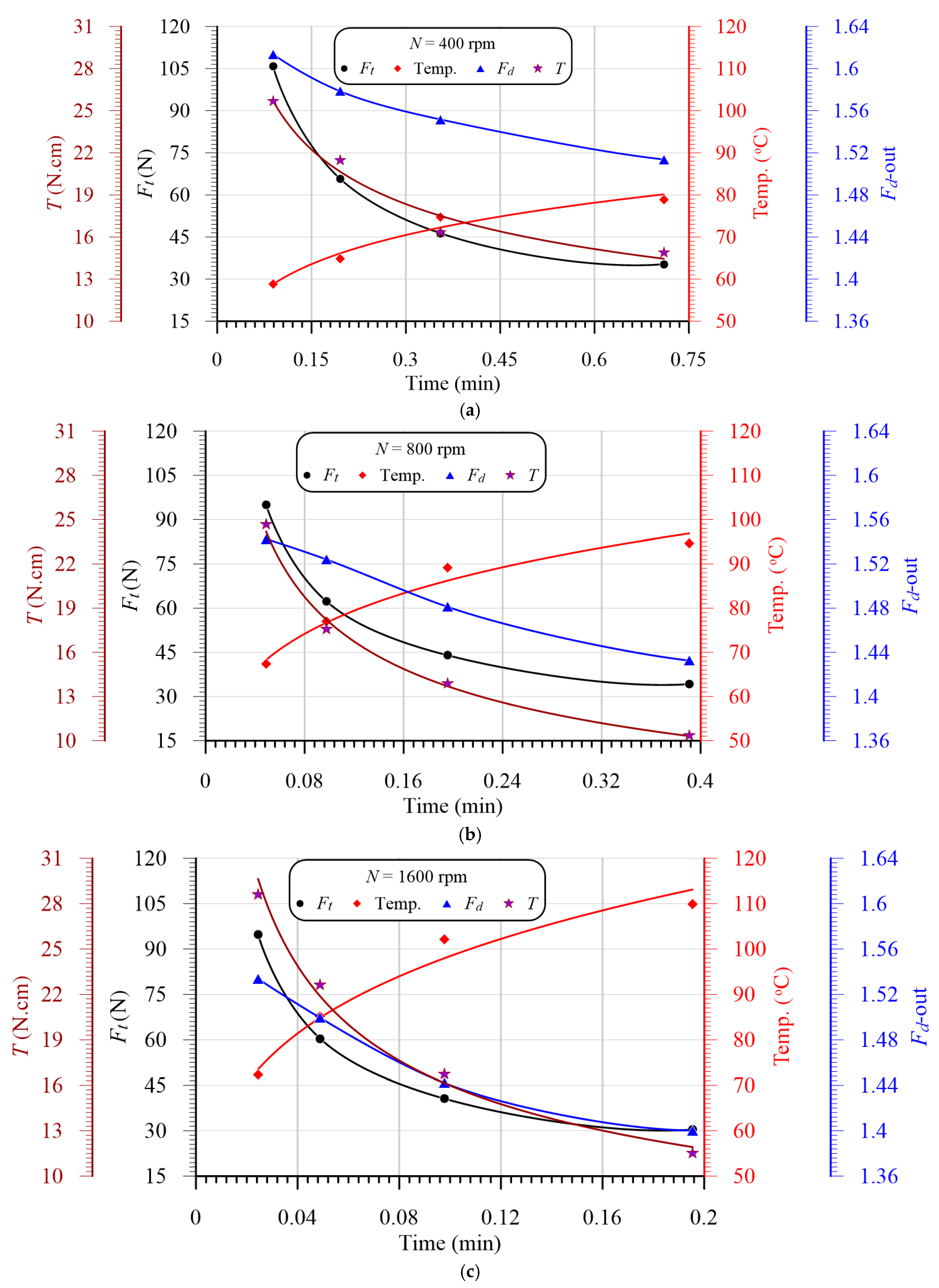
3.6. Effects of Cutting Time on Temperature, Thrust Force, Torque, and Delamination
4. Statistical Analysis
4.1. Statistical Results
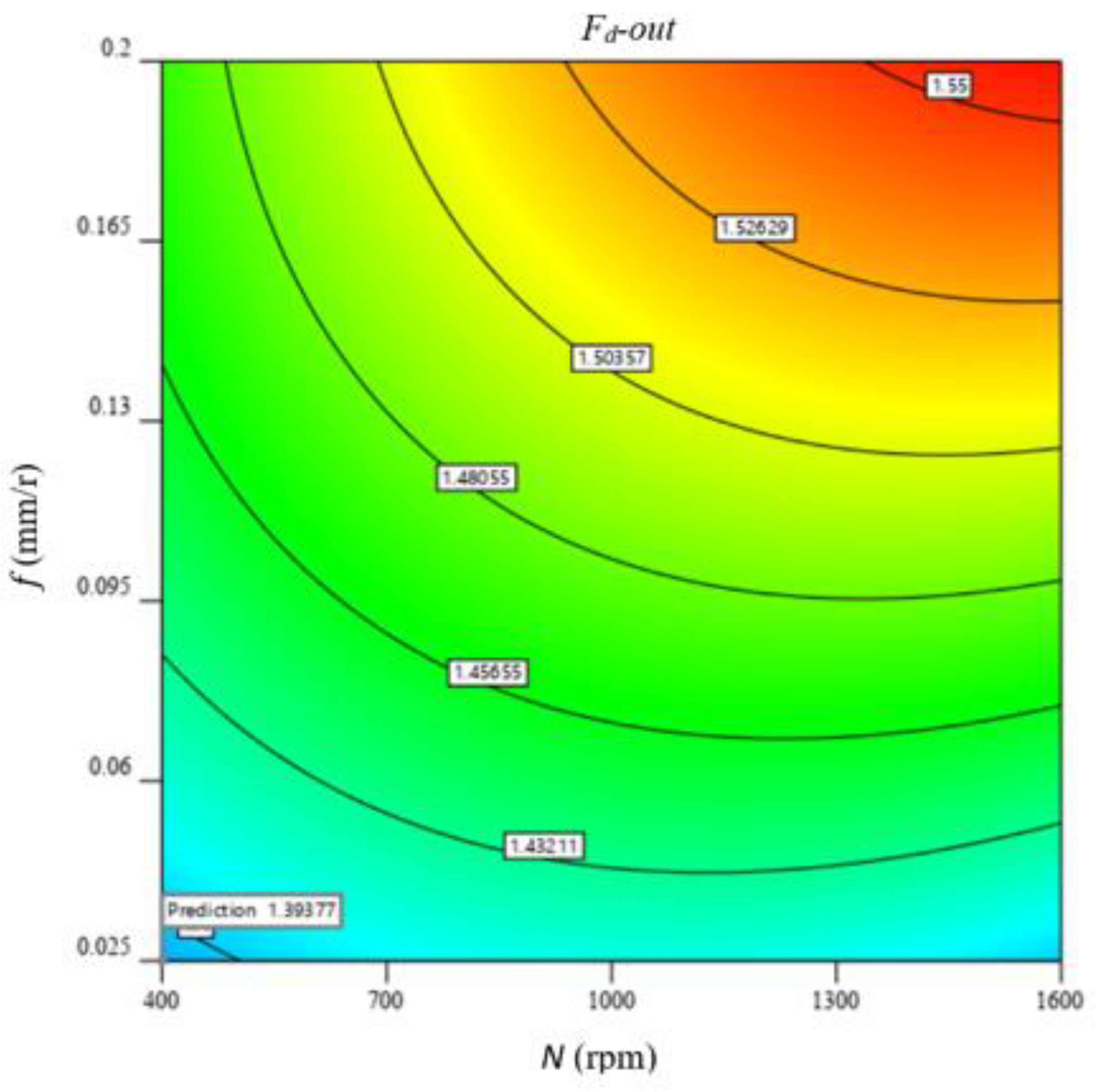
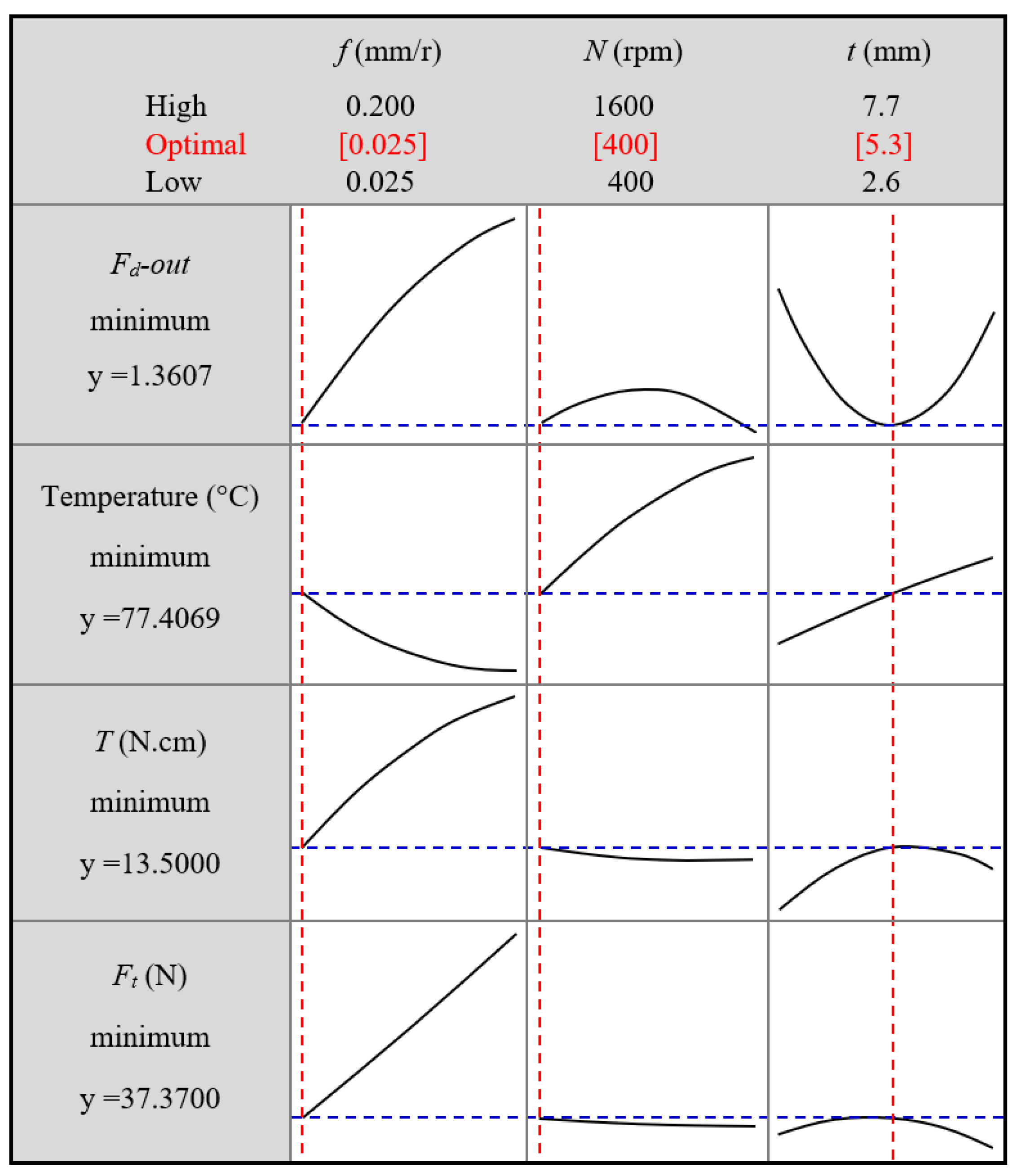
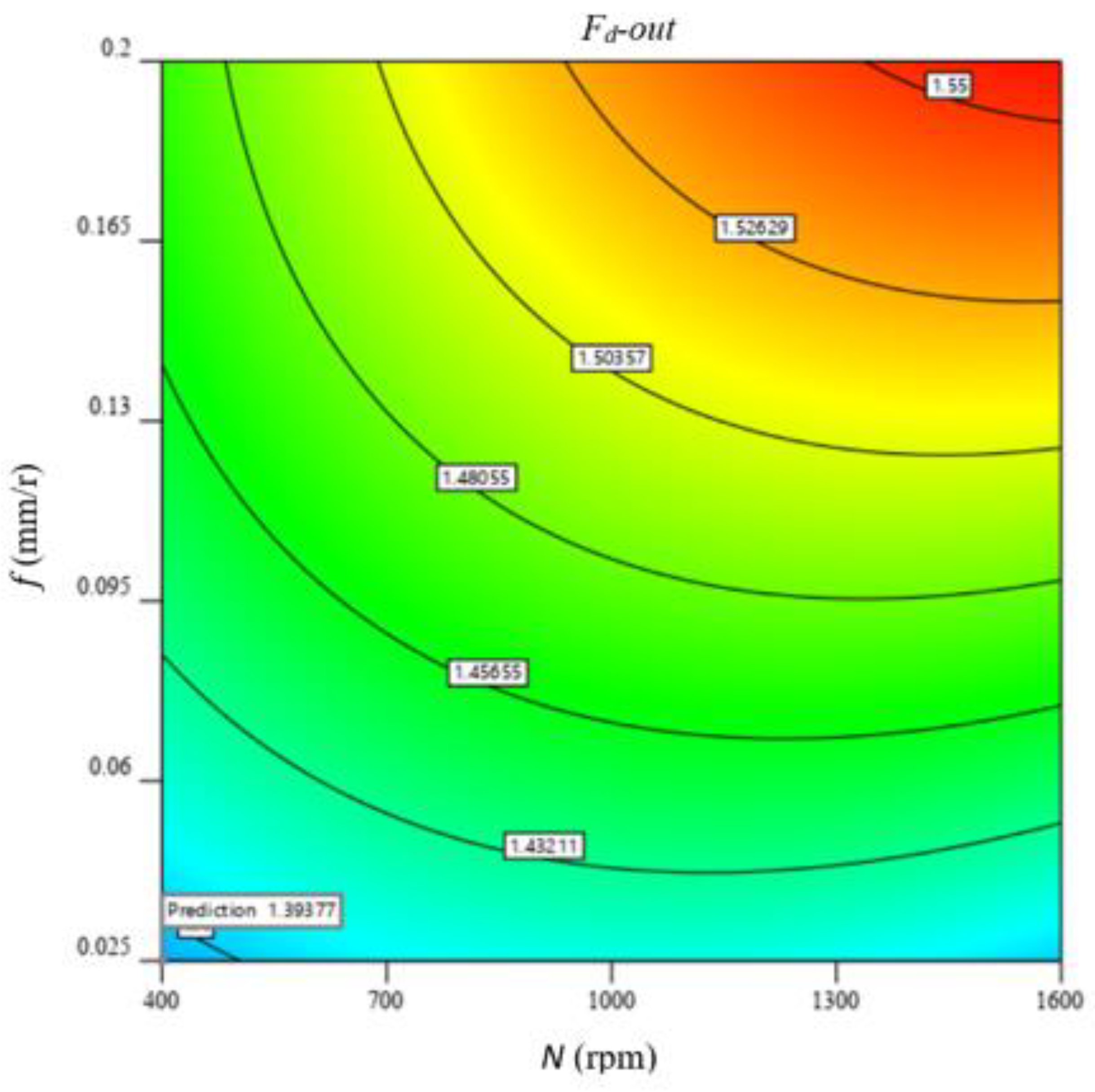
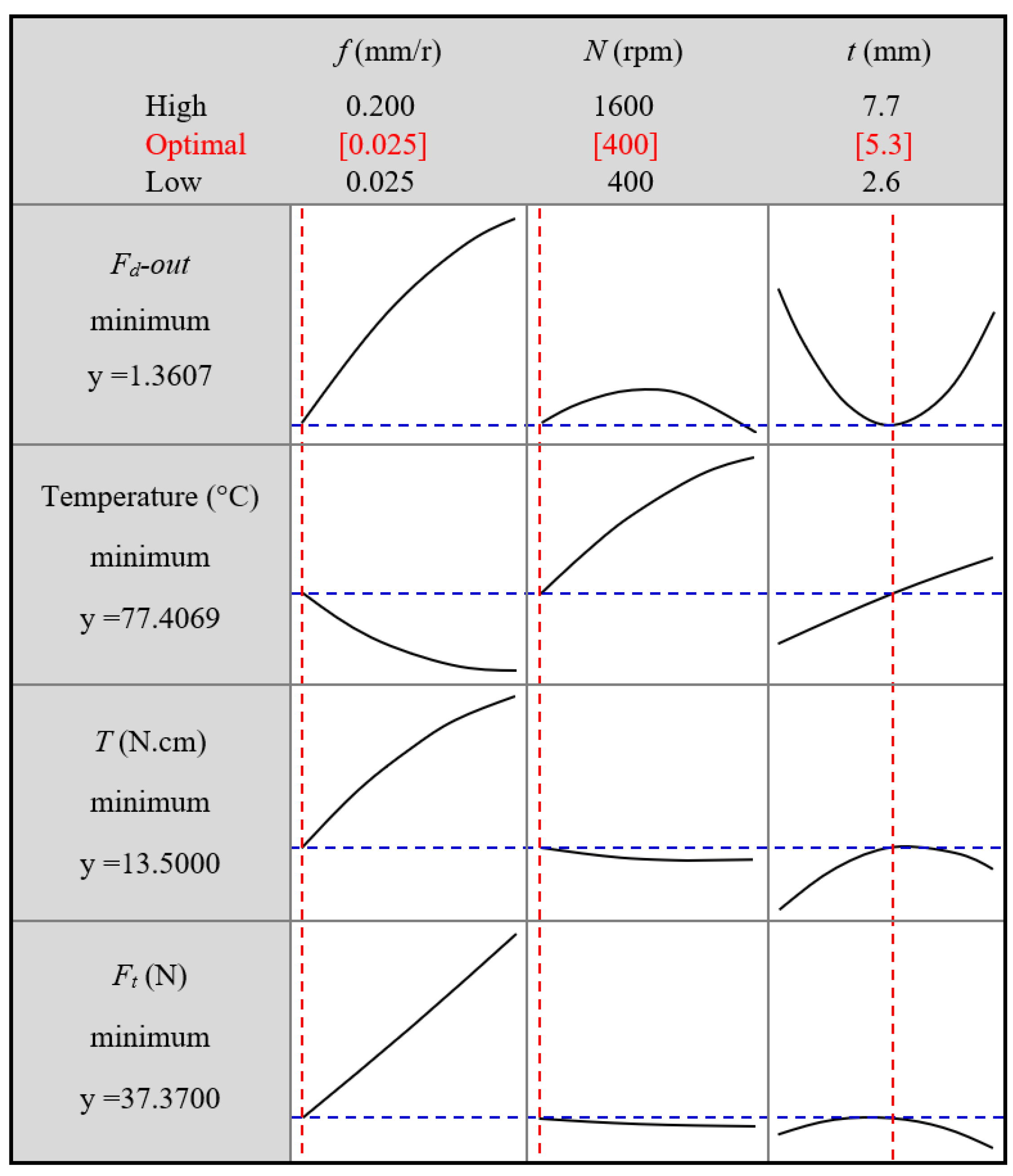
4.2. Optimizing Delamination Factor
5. Conclusions
- ➢
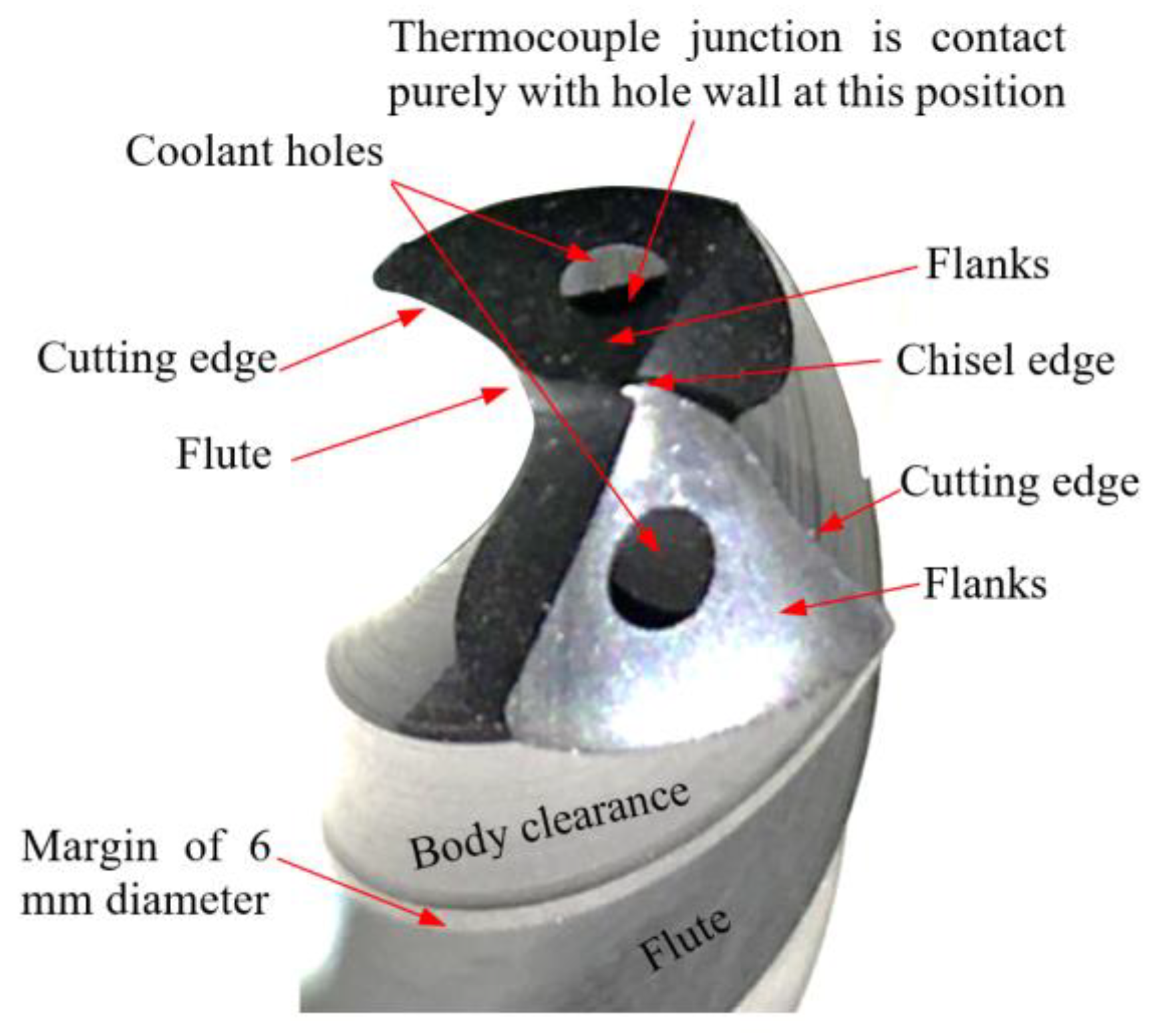
- The IR camera is useful for characterizing the surface temperature of the HAZ, whereas the instrumented drill is more accurate for measuring the drill point temperature.
- ➢
- The temperature of the HAZ was sharply decreased as it moved away from the hole edge due to the lower thermal conductivity of the GFRP composite laminates.
- ➢
- The increase in the temperature occurs because increasing the drill speed leads to decreasing the thrust force.
- ➢
- The thrust force and delamination have the same behaviors, rather than the temperature, as the variation in the drilling time, ensuring that the delamination is proportionally dependent on the thrust force and inversely dependent on the temperature.
- ➢
- The thrust force and temperature have a coupling effect on the delamination ratio. By increasing the cutting time, the temperature increased, and the thrust force decreased, in exponential forms.
- ➢
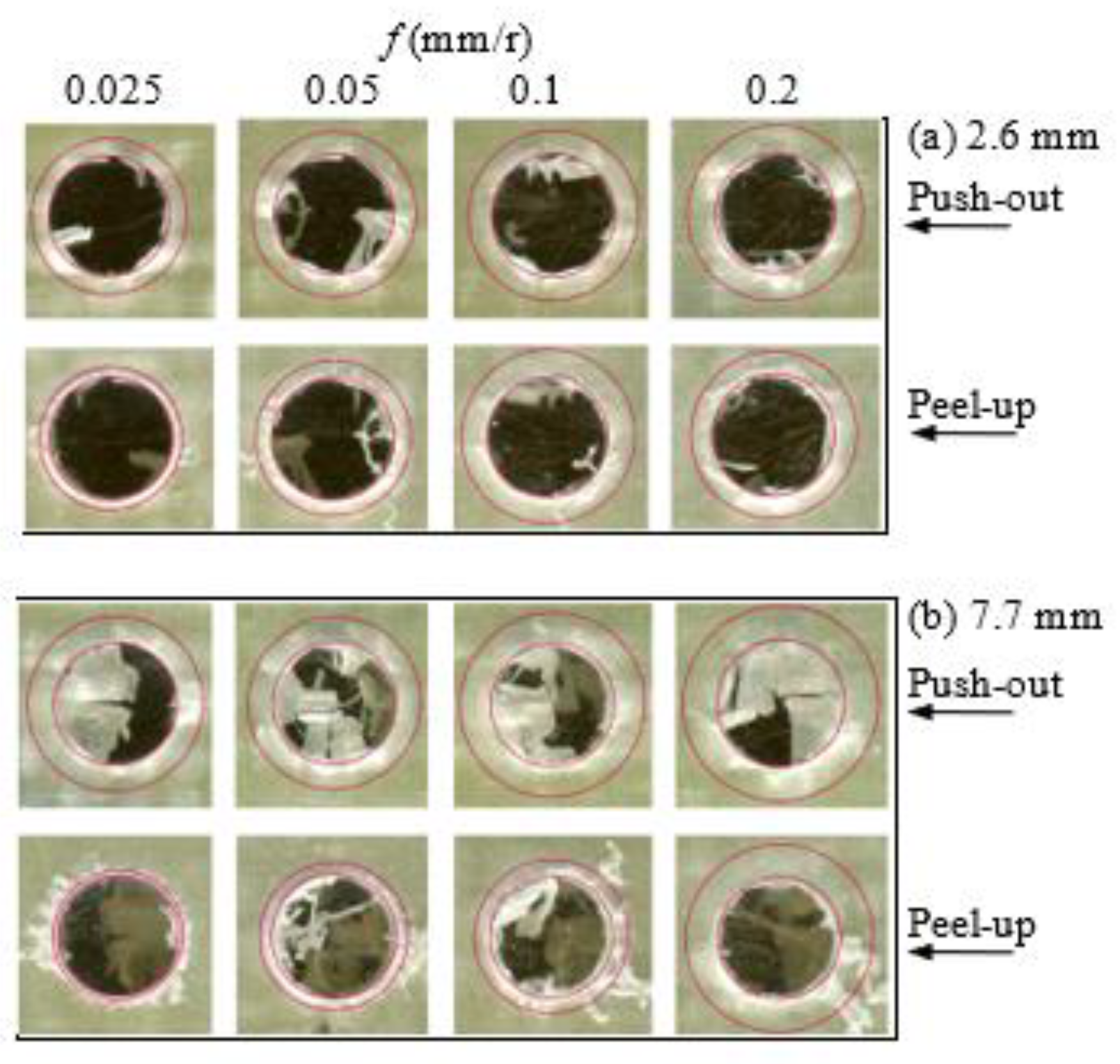
- At the same cutting condition, the push-out delaminations of the GFRP laminate with a 7.7 mm thickness were evidently higher than those of specimens with a 2.6 mm thickness and accompanied by edge chipping, spalling, and uncut fibers. This behavior was attributed to the highest temperature induced in the drilling of the thicker laminate, which leads to softening the matrix and hence bending the last layer instead of cutting by the drill edges.
- ➢
- From the ANOVA results, all drilling conditions significantly influenced the generated temperature, while the feed and material thickness were found to make the largest contributions to the delamination effect. The optimal cutting conditions are a feed of 0.025 mm/r and a speed of 400 rpm when the drilling process is carried out on a GFRP laminate with a 5.3 mm thickness.
- ➢
- The presented model can be used to predict the thrust force, delamination, and the generated temperature during the drilling procedure of GFRP, thus determining the optimum drilling conditions to generate a high-quality hole.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Khashaba, U.A.; Othman, R. Low-velocity impact of woven CFRE composites under different temperature levels. Int. J. Impact Eng. 2017, 108, 191–204. [Google Scholar] [CrossRef]
- Reisgen, U.; Schiebahn, A.; Lotte, J.; Hopmann, C.; Schneider, D.; Neuhaus, J. Innovative joining technology for the production of hybrid components from FRP and metals. J. Mater. Process. Technol. 2020, 282, 116674. [Google Scholar] [CrossRef]
- Hrechuk, A.; Bushlya, V.; M’Saoubi, R.; Ståhl, J.E. Experimental investigations into tool wear of drilling CFRP. Procedia Manuf. 2018, 25, 294–301. [Google Scholar] [CrossRef]
- Eltaher, M.A.; Mohamed, S.A. Buckling and stability analysis of sandwich beams subjected to varying axial loads. Steel Compos. Struct. 2020, 34, 241–260. [Google Scholar] [CrossRef]
- Liang, J.; Lin, S.; Li, W.; Liu, D. Axial compressive behavior of recycled aggregate concrete-filled square steel tube stub columns strengthened by CFRP. Structures 2021, 29, 1874–1881. [Google Scholar] [CrossRef]
- Tang, Y.; Fang, S.; Chen, J.; Ma, L.; Li, L.; Wu, X. Axial compression behavior of recycled-aggregate-concrete-filled GFRP–steel composite tube columns. Eng. Struct. 2020, 216, 110676. [Google Scholar] [CrossRef]
- Xiong, Z.; Wei, W.; Liu, F.; Cui, C.; Li, L.; Zou, R.; Zeng, Y. Bond behavior of recycled aggregate concrete with basalt fiber-reinforced polymer bars. Compos. Struct. 2021, 256, 113078. [Google Scholar] [CrossRef]
- Karimi, N.Z.; Heidary, H.; Minak, G. Critical thrust and feed prediction models in drilling of composite laminates. Compos. Struct. 2016, 148, 19–26. [Google Scholar] [CrossRef]
- Shahri, M.N.; Najafabadi, M.A.; Akhlaghi, M. On the improvement of analytical delamination model for drilling of laminated composites using Galerkin method. Compos. Part B Eng. 2020, 194, 108021. [Google Scholar] [CrossRef]
- Ho-Cheng, H.; Dharan, C.K.H. Delamination during drilling in composite laminates. J. Eng. Ind. 1990, 112, 236–239. [Google Scholar] [CrossRef]
- Tagliaferri, V.; Caprino, G.; Diterlizzi, A. Effect of drilling parameters on the finish and mechanical properties of GFRP composites. Int. J. Mach. Tools Manuf. 1990, 30, 77–84. [Google Scholar] [CrossRef]
- Khashaba, U.A.; Seif, M.A.; Elhamid, M.A. Drilling analysis of chopped composites. Compos. Part A Appl. Sci. Manuf. 2007, 38, 61–70. [Google Scholar] [CrossRef]
- Shyha, I.S.; Aspinwall, D.K.; Soo, S.L.; Bradley, S. Drill geometry and operating effects when cutting small diameter holes in CFRP. Int. J. Mach. Tools Manuf. 2009, 49, 1008–1014. [Google Scholar] [CrossRef]
- Khashaba, U.A.; El-Sonbaty, I.A.; Selmy, A.I.; Megahed, A.A. Machinability analysis in drilling woven GFR/epoxy composites: Part I–Effect of machining parameters. Compos. Part A Appl. Sci. Manuf. 2010, 41, 391–400. [Google Scholar] [CrossRef]
- Khashaba, U.A.; El-Sonbaty, I.A.; Selmy, A.I.; Megahed, A.A. Machinability analysis in drilling woven GFR/epoxy composites: Part II–Effect of drill wear. Compos. Part A Appl. Sci. Manuf. 2010, 41, 1130–1137. [Google Scholar] [CrossRef]
- Palanikumar, K. Experimental investigation and optimization in drilling of GFRP composites. Measurement 2011, 44, 2138–2148. [Google Scholar] [CrossRef]
- Rajmohan, T.; Palanikumar, K. Application of the central composite design in optimization of machining parameters in drilling hybrid metal matrix composites. Measurement 2013, 46, 1470–1481. [Google Scholar] [CrossRef]
- Palanikumar, K.; Muniaraj, A. Experimental investigation and analysis of thrust force in drilling cast hybrid metal matrix (Al–15% SiC–4% graphite) composites. Measurement 2014, 53, 240–250. [Google Scholar] [CrossRef]
- Nasir, A.A.; Azmi, A.I.; Khalil, A.N.M. Measurement and optimization of residual tensile strength and delamination damage of drilled flax fiber-reinforced composites. Measurement 2015, 75, 298–307. [Google Scholar] [CrossRef]
- Khashaba, U.A.; El-Keran, A.A. Drilling analysis of thin woven glass-fiber-reinforced epoxy composites. J. Mater. Process. Technol. 2017, 249, 415–425. [Google Scholar] [CrossRef]
- Ekici, E.; Motorcu, A.R.; Uzun, G. An investigation of the effects of cutting parameters and graphite reinforcement on quality characteristics during the drilling of Al/10B4C composites. Measurement 2017, 95, 395–404. [Google Scholar] [CrossRef]
- Geier, N.; Davim, J.P.; Szalay, T. Advanced cutting tools and technologies for drilling carbon fiber reinforced polymer (CFRP) composites: A review. Compos. Part A Appl. Sci. Manuf. 2019, 125, 105552. [Google Scholar] [CrossRef]
- Cadorin, N.; Zitoune, R.; Seitier, P.; Collombet, F. Analysis of damage mechanism and tool wear while drilling of 3D woven composite materials using internal and external cutting fluid. J. Compos. Mater. 2015, 49, 2687–2703. [Google Scholar] [CrossRef]
- Gemi, L.; Köklü, U.; Yazman, Ş.; Morkavuk, S. The effects of stacking sequence on drilling machinability of filament wound hybrid composite pipes: Part-1 mechanical characterization and drilling tests. Compos. Part B Eng. 2020, 186, 107787. [Google Scholar] [CrossRef]
- Gemi, L.; Morkavuk, S.; Köklü, U.; Yazman, Ş. The effects of stacking sequence on drilling machinability of filament wound hybrid composite pipes: Part-2 damage analysis and surface quality. Compos. Struct. 2020, 235, 111737. [Google Scholar] [CrossRef]
- Khashaba, U.A.; Abd-Elwahed, M.S.; Ahmed, K.I.; Najjar, I.; Melaibari, A.; Eltaher, M.A. Analysis of the machinability of GFRE composites in drilling processes. Steel Compos. Struct. 2020, 36, 417–426. [Google Scholar] [CrossRef]
- Mudhukrishnan, M.; Hariharan, P.; Palanikumar, K. Measurement and analysis of thrust force and delamination in drilling glass fiber reinforced polypropylene composites using different drills. Measurement 2020, 149, 106973. [Google Scholar] [CrossRef]
- Bayraktar, Ş.; Turgut, Y. Determination of delamination in drilling of carbon fiber reinforced carbon matrix composites/Al 6013-T651 stacks. Measurement 2020, 154, 107493. [Google Scholar] [CrossRef]
- Ahmadi, S.; Zeinedini, A. Experimental, theoretical and numerical investigation of the drilling effects on mode I delamination of laminated composites. Aerosp. Sci. Technol. 2020, 104, 105992. [Google Scholar] [CrossRef]
- Khanna, N.; Pusavec, F.; Agrawal, C.; Krolczyk, G.M. Measurement and evaluation of hole attributes for drilling CFRP composites using an indigenously developed cryogenic machining facility. Measurement 2020, 154, 107504. [Google Scholar] [CrossRef]
- Zitoune, R.; Cadorin, N.; Collombet, F.; Sima, M. Temperature and wear analysis in function of the cutting tool coating when drilling of composite structure: In situ measurement by optical fiber. Wear 2017, 377, 1849–1858. [Google Scholar] [CrossRef]
- Fu, R.; Jia, Z.; Wang, F.; Jin, Y.; Sun, D.; Yang, L.; Cheng, D. Drill-exit temperature characteristics in drilling of UD and MD CFRP composites based on infrared thermography. Int. J. Mach. Tools Manuf. 2018, 135, 24–37. [Google Scholar] [CrossRef]
- Erturk, A.T.; Vatansever, F.; Yarar, E.; Guven, E.A.; Sinmazcelik, T. Effects of cutting temperature and process optimization in drilling of GFRP composites. J. Compos. Mater. 2020, 55. [Google Scholar] [CrossRef]
- Xu, J.; Li, C.; Chen, M.; El Mansori, M.; Davim, J.P. On the analysis of temperatures, surface morphologies and tool wear in drilling CFRP/Ti6Al4V stacks under different cutting sequence strategies. Compos. Struct. 2020, 234, 111708. [Google Scholar] [CrossRef]
- Zhang, B.; Wang, F.; Wang, Q.; Zhao, X. Novel fiber fracture criteria for revealing forming mechanisms of burrs and cracking at hole-exit in drilling Carbon Fiber Reinforced Plastic. J. Mater. Process. Technol. 2021, 289, 116934. [Google Scholar] [CrossRef]
- Zhang, B.; Wang, F.; Wang, X.; Li, Y.; Wang, Q. Optimized selection of process parameters based on reasonable control of axial force and hole-exit temperature in drilling of CFRP. Int. J. Adv. Manuf. Technol. 2020, 110, 797–812. [Google Scholar] [CrossRef]
- Tang, W.; Chen, Y.; Yang, H.; Wang, H.; Yao, Q. Numerical investigation of delamination in drilling of carbon fiber reinforced polymer composites. Appl. Compos. Mater. 2018, 25, 1419–1439. [Google Scholar] [CrossRef]
- Murthy, B.R.N.; GS, V.; Narayan, S.; Naik, N.; Sooriyaperakasam, N.; Karthik, A.; Borkhade, R. Mechanical modeling and simulation of thrust force in drilling process in GFRP composite laminates: A novel system dynamics approach. Cogent Eng. 2019, 6, 1706981. [Google Scholar] [CrossRef]
- Feito, N.; Muñoz-Sánchez, A.; Díaz-Álvarez, A.; Miguelez, M.H. Multi-objective optimization analysis of cutting parameters when drilling composite materials with special geometry drills. Compos. Struct. 2019, 225, 111187. [Google Scholar] [CrossRef]
- Liu, S.; Yang, T.; Liu, C.; Jin, Y.; Sun, D.; Shen, Y. An analytical delamination model of drilling aramid fiber–reinforced plastics by brad drill. Int. J. Adv. Manuf. Technol. 2020, 108, 3279–3290. [Google Scholar] [CrossRef]
- Liu, S.; Yang, T.; Liu, C.; Jin, Y.; Sun, D.; Shen, Y. Modelling and experimental validation on drilling delamination of aramid fiber-reinforced plastic composites. Compos. Struct. 2020, 236, 111907. [Google Scholar] [CrossRef]
- Wang, Q.; Jia, X. Multi-objective optimization of CFRP drilling parameters with a hybrid method integrating the ANN, NSGA-II and fuzzy C-means. Compos. Struct. 2020, 235, 111803. [Google Scholar] [CrossRef]
- Jia, Z.; Chen, C.; Wang, F.; Zhang, C. Analytical study of delamination damage and delamination-free drilling method of CFRP composite. J. Mater. Process. Technol. 2020, 282, 116665. [Google Scholar] [CrossRef]
- Bai, Y.; Jia, Z.Y.; Fu, R.; Hao, J.X.; Wang, F.J. Mechanical model for predicting thrust force with tool wear effects in drilling of unidirectional CFRP. Compos. Struct. 2021, 262, 113601. [Google Scholar] [CrossRef]
- Wang, F.J.; Zhao, M.; Fu, R.; Yan, J.B.; Qiu, S.; Hao, J.X. Novel chip-breaking structure of step drill for drilling damage reduction on CFRP/Al stack. J. Mater. Process. Technol. 2021, 291, 117033. [Google Scholar] [CrossRef]
- Khashaba, U.A.; Abd-Elwahed, M.S.; Eltaher, M.A.; Najjar, I.; Melaibari, A.; Ahmed, K.I. Thermo-Mechanical and Delamination Properties in Drilling GFRP Composites by Various Drill Angles. Polymers 2021, 13, 1884. [Google Scholar] [CrossRef]
- Stone, R.; Krishnamurthy, K. A neural network thrust force controller to minimize delamination during drilling of graphite-epoxy laminates. Int. J. Mach. Tools Manuf. 1996, 36, 985–1003. [Google Scholar] [CrossRef]
- Chandrasekharan, V.; Kapoor, S.G.; DeVor, R.E. A mechanistic approach to predicting the cutting forces in drilling: With application to fiber-reinforced composite materials. J. Eng. Ind. 1995, 117, 559–570. [Google Scholar] [CrossRef]
- Yaşar, N.; Günay, M. Experimental investigation on novel drilling strategy of CFRP laminates using variable feed rate. J. Braz. Soc. Mech. Sci. Eng. 2019, 41, 1–12. [Google Scholar] [CrossRef]
- Merino-Pérez, J.L.; Royer, R.; Ayvar-Soberanis, S.; Merson, E.; Hodzic, A. On the temperatures developed in CFRP drilling using uncoated WC-Co tools Part I: Workpiece constituents, cutting speed and heat dissipation. Compos. Struct. 2015, 123, 161–168. [Google Scholar] [CrossRef] [Green Version]
- Ghafarizadeh, S.; Lebrun, G.; Chatelain, J.F. Experimental investigation of the cutting temperature and surface quality during milling of unidirectional carbon fiber reinforced plastic. J. Compos. Mater. 2016, 50, 1059–1071. [Google Scholar] [CrossRef]
- Girot, F.; Dau, F.; Gutiérrez-Orrantia, M.E. New analytical model for delamination of CFRP during drilling. J. Mater. Process. Technol. 2017, 240, 332–343. [Google Scholar] [CrossRef] [Green Version]
- Shyha, I.; Soo, S.L.; Aspinwall, D.; Bradley, S. Effect of laminate configuration and feed rate on cutting performance when drilling holes in carbon fiber reinforced plastic composites. J. Mater. Process. Technol. 2010, 210, 1023–1034. [Google Scholar] [CrossRef]
- Mohan, N.S.; Kulkarni, S.M.; Ramachandra, A. Delamination analysis in drilling process of glass fiber reinforced plastic (GFRP) composite materials. J. Mater. Process. Technol. 2007, 186, 265–271. [Google Scholar] [CrossRef]
- Agwa, M.A.; Megahed, A.A. New nonlinear regression modeling and multi-objective optimization of cutting parameters in drilling of GFRE composites to minimize delamination. Polym. Test. 2019, 75, 192–204. [Google Scholar] [CrossRef]
- Jariwala, H.; Jain, P.; Maisuriya, V. Experimental and statistical analysis of strength of glass fiber reinforced polymer composite for different fiber architecture. Polym. Compos. 2020, 42, 1407–1419. [Google Scholar] [CrossRef]
- Abhishek, K.; Datta, S.; Mahapatra, S.S. Multi-objective optimization in drilling of CFRP (polyester) composites: Application of a fuzzy embedded harmony search (HS) algorithm. Measurement 2016, 77, 222–239. [Google Scholar] [CrossRef]
- Kumar, J.; Verma, R.K.; Debnath, K. A new approach to control the delamination and thrust force during drilling of polymer nanocomposites reinforced by graphene oxide/carbon fiber. Compos. Struct. 2020, 253, 112786. [Google Scholar] [CrossRef]
- Di Benedetto, R.M.; Botelho, E.C.; Janotti, A.; Junior, A.A.; Gomes, G.F. Development of an artificial neural network for predicting energy absorption capability of thermoplastic commingled composites. Compos. Struct. 2021, 257, 113131. [Google Scholar] [CrossRef]
- Abdelwahed, M.S.; El-Baz, M.A.; El-Midany, T.T. A Proposed Performance Prediction Approach for Manufacturing Process using ANNs, World Academy of Science. Eng. Technol. 2012, 6, 778–783. [Google Scholar] [CrossRef]
- El-Midany, T.T.; El-Baz, M.A.; Abdelwahed, M.S. Improve characteristics of manufactured products using artificial neural network performance prediction model. Int. J. Recent Adv. Mech. Eng. 2013, 2, 23–34. [Google Scholar]
- El-Midany, T.T.; El-Baz, M.A.; Abd-ElWahed, M.S. A Proposed Performance Prediction Approach for Manufacturing Process Using Artificial Neural Networks (Dept. M). MEJ. Mansoura Eng. J. 2020, 36, 39–49. [Google Scholar] [CrossRef]
- Kharwar, P.K.; Verma, R.K. Grey embedded in artificial neural network (ANN) based on hybrid optimization approach in machining of GFRP epoxy composites. FME Trans. 2019, 47, 641–648. [Google Scholar] [CrossRef] [Green Version]
- Tian, T.; Cole, K.D. Anisotropic thermal conductivity measurement of carbon-fiber/epoxy composite materials. Int. J. Heat Mass Transf. 2012, 55, 6530–6537. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| n (Layers) | Aw (g/m2) | ρf (g/cm3) | t (mm) | Vf (%) |
|---|---|---|---|---|
| 8 | 324 | 2.5 | 2.59 | 40.0 |
| 16 | 324 | 2.5 | 5.25 | 39.5 |
| 24 | 324 | 2.5 | 7.73 | 40.2 |
| Poisson’s Ratio υ12 = υ21 | Standard Deviation | Young’s Modulus (GPa) E11 = E22 | Standard Deviation | Tensile Strength (MPa) | Standard Deviation |
|---|---|---|---|---|---|
| 0.295 | 0.015 | 16.05 | 0.116 | 203.86 | 4.215 |
| D (mm) | Flute Length (mm) | Overall Length (mm) | Helix Angle | Rake Angle | Clearance Angle | Point Angle | Chisel Edge Length (mm) |
|---|---|---|---|---|---|---|---|
| 6 | 28 | 66 | 30° | 30° | 12° | 118° | 0.3 |
| Factors | Unit | Levels | |||
|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | ||
| Spindle speed, N | r/min | 400 (7.5 m/min) | 800 (15 m/min) | 1600 (30 m/min) | |
| Feed, f | mm/r | 0.025 | 0.05 | 0.1 | 0.2 |
| Thickness of sample, t | mm | 2.6 | 5.3 | 7.7 | |
| Source | DF | Ft | p-Value | T (N·cm) | p-Value | Fd-Out | p-Value | Temp | p-Value |
|---|---|---|---|---|---|---|---|---|---|
| f (mm/r) | 3 | 95.38% | 0.000 | 73.81% | 0.000 | 58.50% | 0.000 | 30.94% | 0.000 |
| s (N·cm) | 2 | 0.78% | 0.040 | 0.12% | 0.778 | 3.58% | 0.100 | 34.39% | 0.000 |
| t (mm) | 2 | 3.04% | 0.000 | 19.45% | 0.000 | 17.86% | 0.000 | 28.76% | 0.000 |
| Error | 28 | 0.79% | 6.61% | 20.05% | 5.91% | ||||
| Total | 35 | 100.00% | 100.00% | 100.00% | 100% |
| Response | Regression Equation |
|---|---|
| Thrust Force (N) R2 = 0.993 | |
| Torque (N·cm) R2 = 0.945 | |
| Drill Temperature (°C) R2 = 0.990 | |
| Delamination Exit R2 = 0.852 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Khashaba, U.A.; Abd-Elwahed, M.S.; Najjar, I.; Melaibari, A.; Ahmed, K.I.; Zitoune, R.; Eltaher, M.A. Heat-Affected Zone and Mechanical Analysis of GFRP Composites with Different Thicknesses in Drilling Processes. Polymers 2021, 13, 2246. https://doi.org/10.3390/polym13142246
Khashaba UA, Abd-Elwahed MS, Najjar I, Melaibari A, Ahmed KI, Zitoune R, Eltaher MA. Heat-Affected Zone and Mechanical Analysis of GFRP Composites with Different Thicknesses in Drilling Processes. Polymers. 2021; 13(14):2246. https://doi.org/10.3390/polym13142246
Chicago/Turabian StyleKhashaba, Usama A., Mohamed S. Abd-Elwahed, Ismai Najjar, Ammar Melaibari, Khaled I. Ahmed, Redouane Zitoune, and Mohamed A. Eltaher. 2021. "Heat-Affected Zone and Mechanical Analysis of GFRP Composites with Different Thicknesses in Drilling Processes" Polymers 13, no. 14: 2246. https://doi.org/10.3390/polym13142246
APA StyleKhashaba, U. A., Abd-Elwahed, M. S., Najjar, I., Melaibari, A., Ahmed, K. I., Zitoune, R., & Eltaher, M. A. (2021). Heat-Affected Zone and Mechanical Analysis of GFRP Composites with Different Thicknesses in Drilling Processes. Polymers, 13(14), 2246. https://doi.org/10.3390/polym13142246