
New Solvent and Coagulating Agent for Development of Chitosan Fibers by Wet Spinning


 ,
,  ,
,  and
and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of Spinning Solutions and Coagulation Baths
2.3. Viscosity and pH Measurement
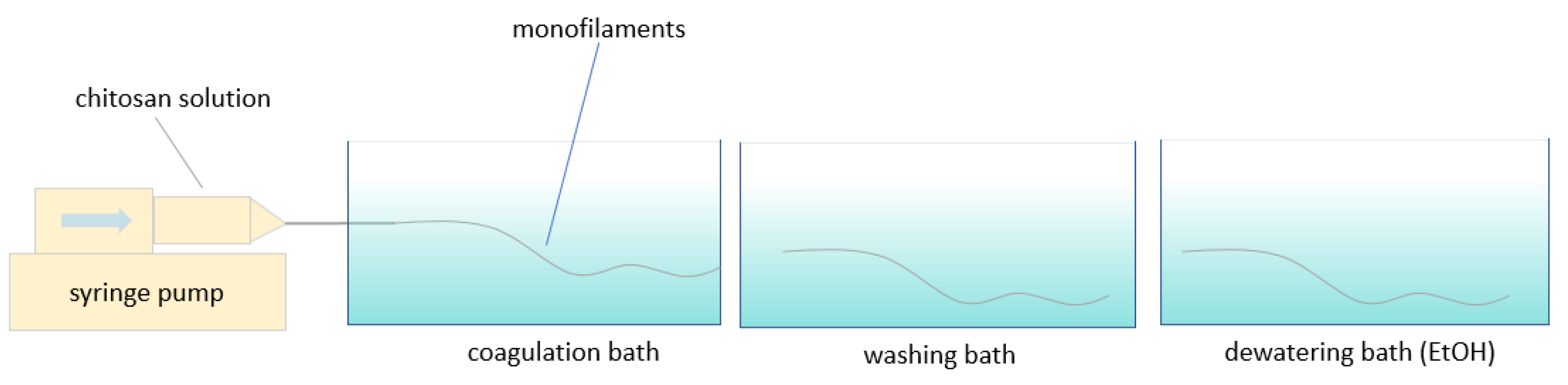
2.4. Wet Spinning Procedure
2.5. Characterization of the Chitosan Monofilaments
2.5.1. Scanning Electron Microscopy (SEM)
2.5.2. Mechanical Properties
2.5.3. Fourier Transform Infrared Spectroscopy (FTIR)
2.5.4. Differential Scanning Calorimetry (DSC)
3. Results and Discussion
3.1. Fiber Formation
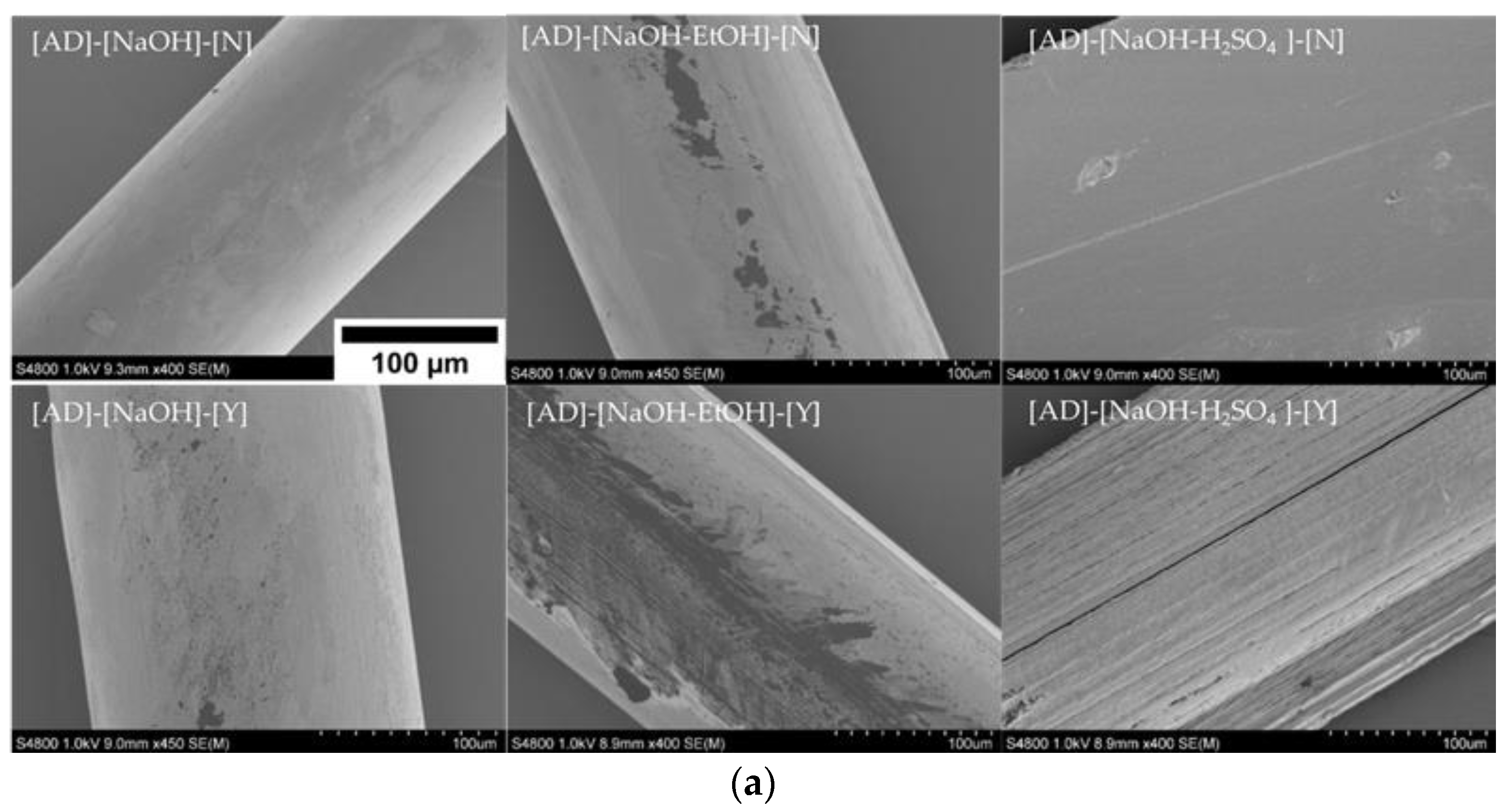
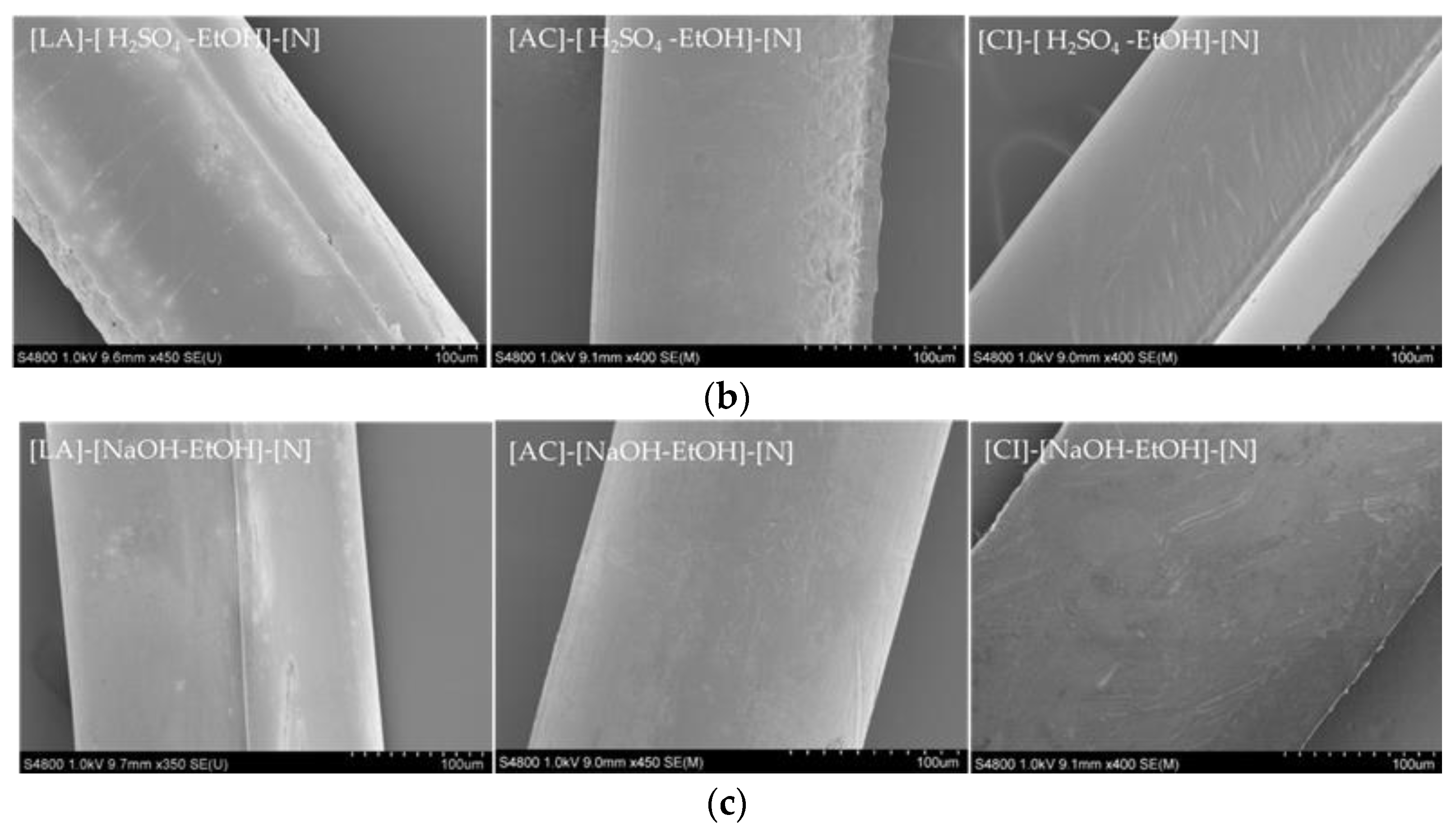
3.2. Morphology of Chitosan Monofilaments
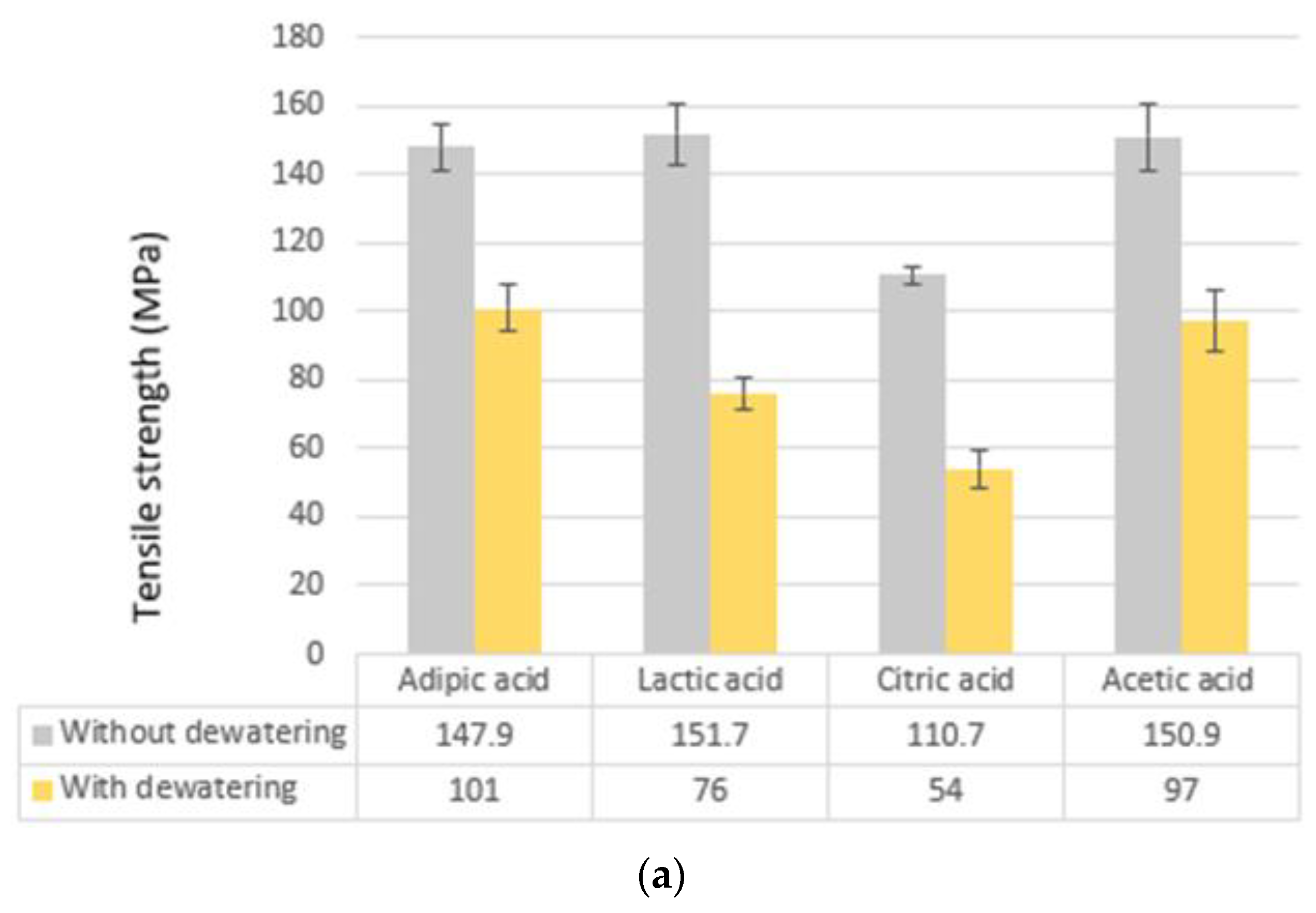
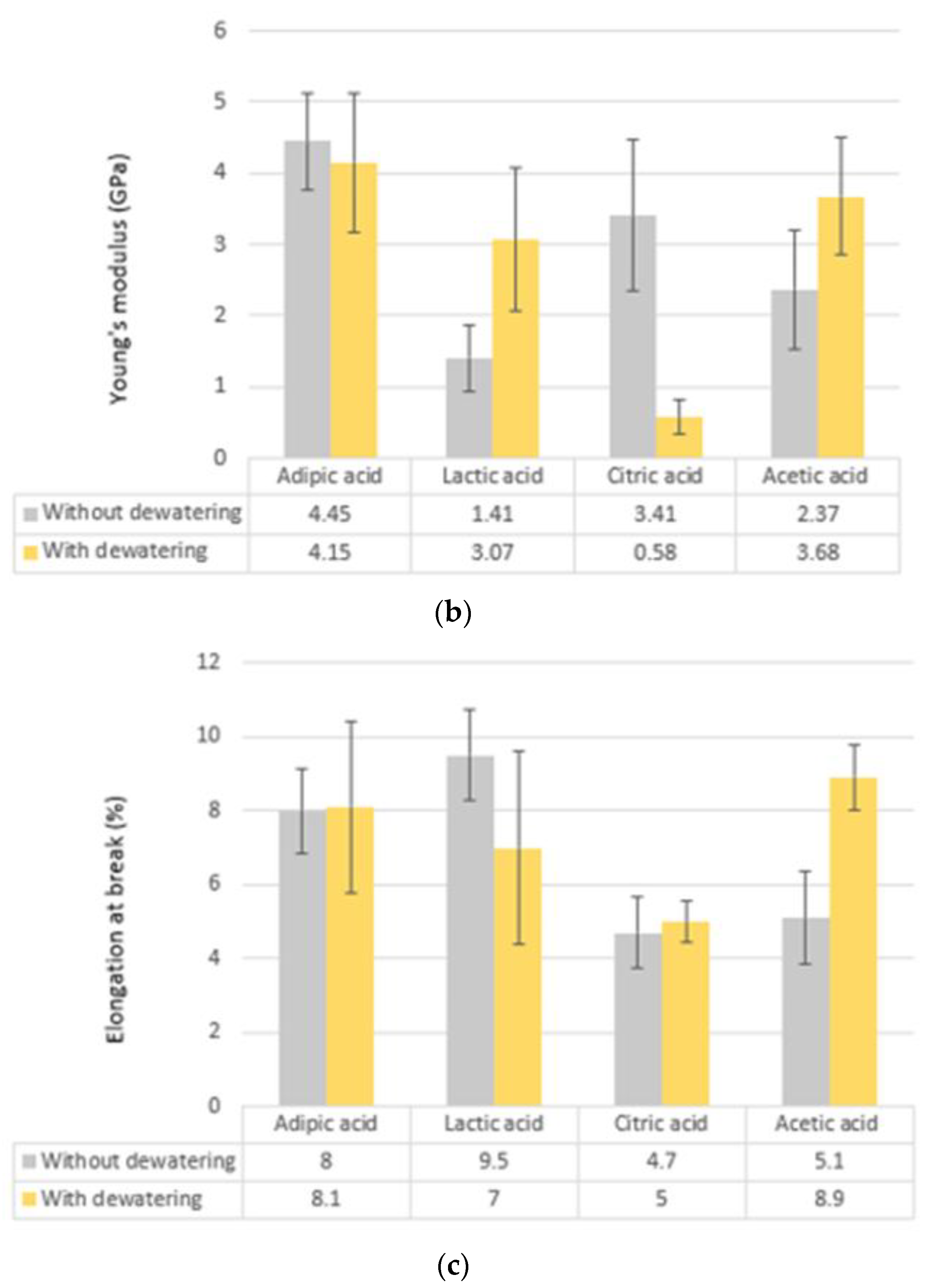
3.3. Mechanical Properties
3.3.1. Monofilaments Made Using Adipic Acid
3.3.2. Monofilaments Made Using Lactic Acid
3.3.3. Monofilaments Made Using Citric Acid
3.3.4. Monofilaments Made Using Acetic Acid
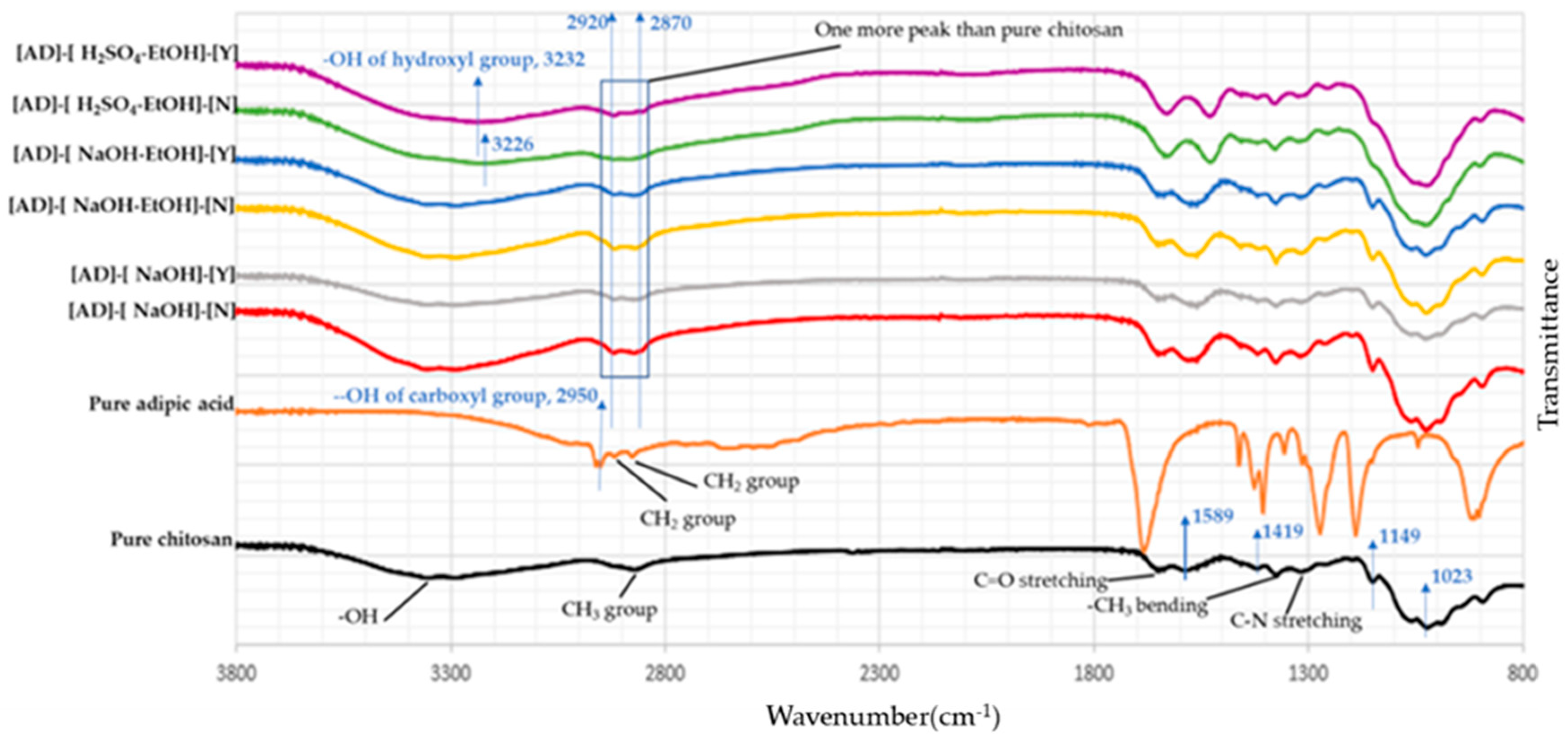
3.4. Chemical Structure of the Fabricated Monofilaments
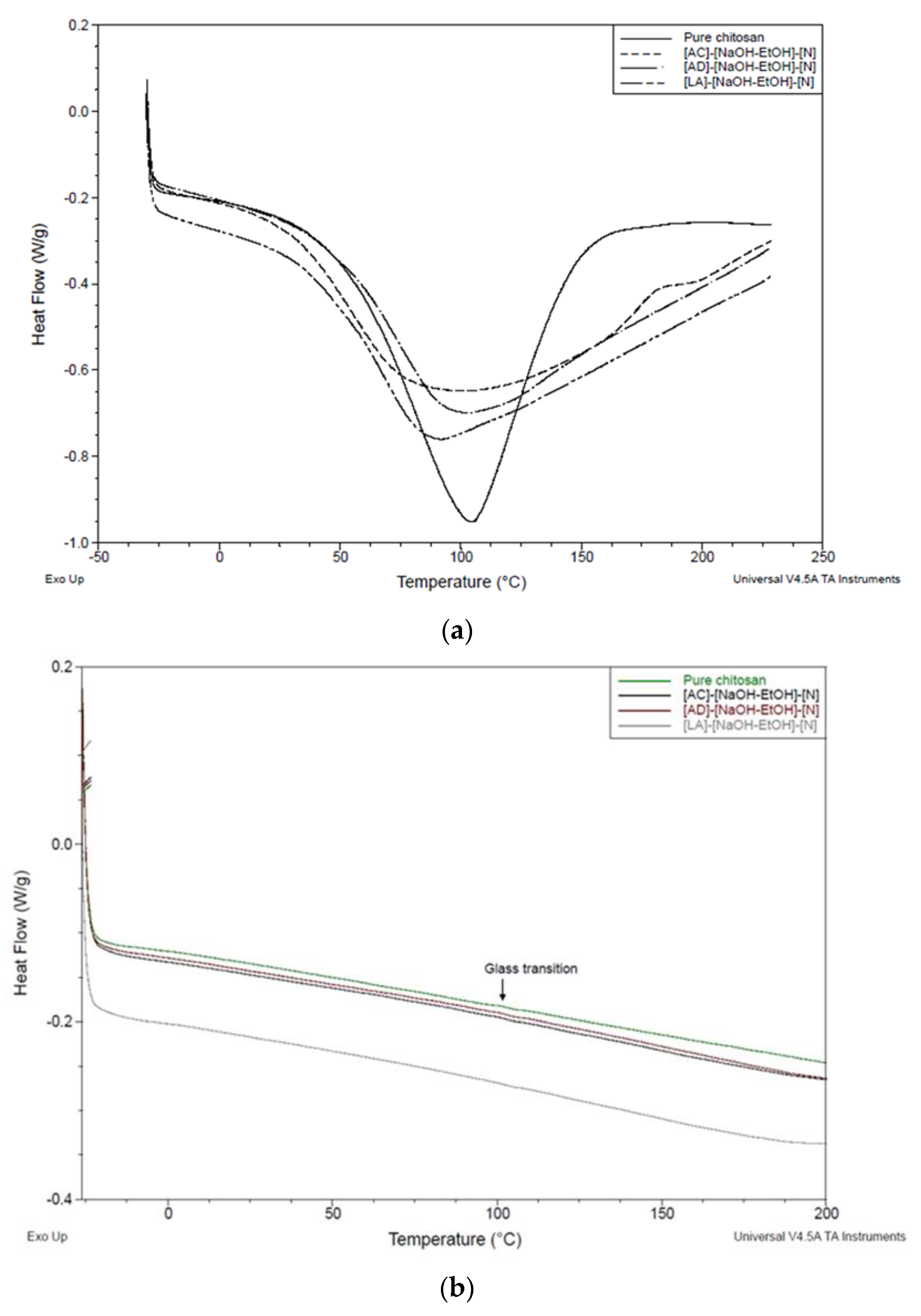
3.5. Thermal Properties of Chitosan Monofilaments
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Islam, S.; Bhuiyan, M.A.R.; Islam, M.N. Chitin and Chitosan: Structure, Properties and Applications in Biomedical Engineering. J. Polym. Environ. 2017, 25, 854–866. [Google Scholar] [CrossRef]
- Knaul, J.Z.; Hudson, S.M.; Creber, K.A.M. Improved mechanical properties of chitosan fibers. J. Appl. Polym. Sci. 1999, 72, 1721–1732. [Google Scholar] [CrossRef]
- Reddy, N.; Yang, Y. Chitosan Fibers. In Innovative Biofibers from Renewable Resources; Springer: Berlin/Heidelberg, Germany, 2015; pp. 99–109. [Google Scholar]
- Sahoo, D.; Sahoo, S.; Mohanty, P.; Sasmal, S.; Nayak, P.L. Chitosan: A New Versatile Bio-polymer for Various Applications. Des. Monomers Polym. 2009, 12, 377–404. [Google Scholar] [CrossRef]
- Georgios, T.; Ronny, B.; Heike, H.; Rolf-Dieter, H.; Martin, H.; Dilibaier, A.; Chokri, C. Pure chitosan microfibres for biomedical applications. Autex Res. J. 2013, 13, 134–140. [Google Scholar] [CrossRef]
- Mirabedini, A.; Aziz, S.; Spinks, G.M.; Foroughi, J. Wet-Spun Biofiber for Torsional Artificial Muscles. Soft Robot. 2017, 4, 421–430. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- da Silva, M.C.; da Silva, H.N.; Alves Leal Cruz, R.d.C.; Sagoe Amoah, S.K.; de Lima Silva, S.M.; Lia Fook, M.V. N-Acetyl-D-Glucosamine-Loaded Chitosan Filaments Biodegradable and Biocompatible for Use as Absorbable Surgical Suture Materials. Materials 2019, 12, 1807. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Synowiecki, J.; Al-Khateeb, N.A. Production, properties, and some new applications of chitin and its derivatives. Crit. Rev. Food Sci. Nutr. 2003, 43, 145–171. [Google Scholar] [CrossRef] [PubMed]
- Schmitz, C.; Auza, L.G.; Koberidze, D.; Rasche, S.; Fischer, R.; Bortesi, L. Conversion of Chitin to Defined Chitosan Oligomers: Current Status and Future Prospects. Mar. Drugs 2019, 17, 452. [Google Scholar] [CrossRef] [Green Version]
- El-Tahlawy, K.; Hudson, S.M. Chitosan: Aspects of fiber spinnability. J. Appl. Polym. Sci. 2006, 100, 1162–1168. [Google Scholar] [CrossRef]
- Pillai, C.K.S.; Paul, W.; Sharma, C.P. Chitin and chitosan polymers: Chemistry, solubility and fiber formation. Prog. Polym. Sci. 2009, 34, 641–678. [Google Scholar] [CrossRef]
- Nechyporchuk, O.; Yang Nilsson, T.; Ulmefors, H.; Köhnke, T. Wet Spinning of Chitosan Fibers: Effect of Sodium Dodecyl Sulfate Adsorption and Enhanced Dope Temperature. ACS Appl. Polym. Mater. 2020, 2, 3867–3875. [Google Scholar] [CrossRef]
- East, G.C.; Qin, Y. Wet spinning of chitosan and the acetylation of chitosan fibers. J. Appl. Polym. Sci. 1993, 50, 1773–1779. [Google Scholar] [CrossRef]
- Yudin, V.E.; Dobrovolskaya, I.P.; Neelov, I.M.; Dresvyanina, E.N.; Popryadukhin, P.V.; Ivan’kova, E.M.; Elokhovskii, V.Y.; Kasatkin, I.A.; Okrugin, B.M.; Morganti, P. Wet spinning of fibers made of chitosan and chitin nanofibrils. Carbohydr. Polym. 2014, 108, 176–182. [Google Scholar] [CrossRef]
- Yan, W.; Shen, L.; Ji, Y.; Yang, Q.; Shen, X. Chitin nanocrystal reinforced wet-spun chitosan fibers. J. Appl. Polym. Sci. 2014, 131. [Google Scholar] [CrossRef]
- Tamura, H.; Tsuruta, Y.; Itoyama, K.; Worakitkanchanakul, W.; Rujiravanit, R.; Tokura, S. Preparation of chitosan filament applying new coagulation system. Carbohydr. Polym. 2004, 56, 205–211. [Google Scholar] [CrossRef]
- Knaul, J.; Hooper, M.; Chanyi, C.; Creber, K.A.M. Improvements in the drying process for wet-spun chitosan fibers. J. Appl. Polym. Sci. 1998, 69, 1435–1444. [Google Scholar] [CrossRef]
- Costa Da Silva, M.; Silva, H.N.D.; Holanda, S.A.; Silva, A.R.O.; Fook, M.V.L. Biodegradable polymeric wires: Monofilament and multifilament. Mater. Res. Innov. 2020, 24, 166–170. [Google Scholar] [CrossRef]
- Han, T.; Nwe, N.; Win, P.P.; Tamura, H. Spinning Process of Chitosan Fiber with Low Concentration of Formic Acid Solution and its Characteristics. J. Mod. Mater. 2016, 1, 24–34. [Google Scholar] [CrossRef] [Green Version]
- Yang, Q.; Dou, F.; Liang, B.; Shen, Q. Studies of cross-linking reaction on chitosan fiber with glyoxal. Carbohydr. Polym. 2005, 59, 205–210. [Google Scholar] [CrossRef]
- Falamarzpour, P.; Behzad, T.; Zamani, A. Preparation of Nanocellulose Reinforced Chitosan Films, Cross-Linked by Adipic Acid. Int. J. Mol. Sci. 2017, 18, 396. [Google Scholar] [CrossRef] [Green Version]
- Polen, T.; Spelberg, M.; Bott, M. Toward biotechnological production of adipic acid and precursors from biorenewables. J. Biotechnol. 2013, 167, 75–84. [Google Scholar] [CrossRef] [PubMed]
- Niu, W.; Willett, H.; Mueller, J.; He, X.; Kramer, L.; Ma, B.; Guo, J. Direct biosynthesis of adipic acid from lignin-derived aromatics using engineered Pseudomonas putida KT2440. Metab. Eng. 2020, 59, 151–161. [Google Scholar] [CrossRef] [PubMed]
- Hamdine, M.; Heuzey, M.-C.; Bégin, A. Effect of organic and inorganic acids on concentrated chitosan solutions and gels. Int. J. Biol. Macromol. 2005, 37, 134–142. [Google Scholar] [CrossRef] [PubMed]
- Zamani, A.; Edebo, L.; Sjöström, B.; Taherzadeh, M.J. Extraction and precipitation of chitosan from cell wall of zygomycetes fungi by dilute sulfuric acid. Biomacromolecules 2007, 8, 3786–3790. [Google Scholar] [CrossRef]
- Akram, Z.; Mohammad, T. Production of low molecular weight chitosan by hot dilute sulfuric acid. BioResources 2010, 5, 1554–1564. [Google Scholar]
- Fan, L.; Zheng, H.; Xu, Y.; Huang, J.; Zhang, C. Preparation and Properties of Chitosan/Konjac Glucomannan Blend Fibers. J. Macromol. Sci. A 2007, 44, 439–443. [Google Scholar] [CrossRef]
- Cui, Z.; Xiang, Y.; Si, J.; Yang, M.; Zhang, Q.; Zhang, T. Ionic interactions between sulfuric acid and chitosan membranes. Carbohydr. Polym. 2008, 73, 111–116. [Google Scholar] [CrossRef]
- Cruz, R.d.C.A.L.; Diniz, L.G.M.; Lisboa, H.M.; Fook, M.V.L. Effect of different carboxylic acids as solvent on chitosan fibers production by wet spinning. Matéria (Rio de Jan.) 2016, 21, 525–531. [Google Scholar] [CrossRef] [Green Version]
- Sehaqui, H.; Michen, B.; Marty, E.; Schaufelberger, L.; Zimmermann, T. Functional Cellulose Nanofiber Filters with Enhanced Flux for the Removal of Humic Acid by Adsorption. ACS Sustain. Chem. Eng. 2016, 4, 4582–4590. [Google Scholar] [CrossRef]
- Henriksson, M.; Berglund, L.A.; Isaksson, P.; Lindström, T.; Nishino, T. Cellulose Nanopaper Structures of High Toughness. Biomacromolecules 2008, 9, 1579–1585. [Google Scholar] [CrossRef]
- Chen, P.-H.; Kuo, T.-Y.; Liu, F.-H.; Hwang, Y.-H.; Ho, M.-H.; Wang, D.-M.; Lai, J.-Y.; Hsieh, H.-J. Use of Dicarboxylic Acids To Improve and Diversify the Material Properties of Porous Chitosan Membranes. J. Agric. Food Chem. 2008, 56, 9015–9021. [Google Scholar] [CrossRef]
- Svensson, S.E.; Ferreira, J.A.; Hakkarainen, M.; Adolfsson, K.H.; Zamani, A. Fungal textiles: Wet spinning of fungal microfibers to produce monofilament yarns. SM T 2021, 28, e00256. [Google Scholar] [CrossRef]
- Ran, M.; Li, Y.; Zhang, L.; Wu, W.; Lin, J.; Liu, Q.; Ou, S. Clinical features, treatment, and prognosis of acute methanol poisoning: Experiences in an outbreak. Int. J. Clin. Exp. Med. 2019, 12, 5938–5950. [Google Scholar]
- Hirano, S.; Zhang, M.; Nakagawa, M.; Miyata, T. Wet spun chitosan-collagen fibers, their chemical N-modifications, and blood compatibility. Biomaterials 2000, 21, 997–1003. [Google Scholar] [CrossRef]
- Dresvyanina, E.N.; Dobrovol’skaya, I.P.; Popryadukhin, P.V.; Yudin, V.E.; Ivan’kova, E.M.; Elokhovskii, V.Y.; Khomenko, A.Y. Influence of spinning conditions on properties of chitosan fibers. Fibre Chem. 2013, 44, 280–283. [Google Scholar] [CrossRef]
- Flores-Hernández, C.G.; Colín-Cruz, A.; Velasco-Santos, C.; Castaño, V.M.; Rivera-Armenta, J.L.; Almendarez-Camarillo, A.; García-Casillas, P.E.; Martínez-Hernández, A.L. All Green Composites from Fully Renewable Biopolymers: Chitosan-Starch Reinforced with Keratin from Feathers. Polymers 2014, 6, 686–705. [Google Scholar] [CrossRef] [Green Version]
- Li, J.; Liu, D.; Hu, C.; Sun, F.; Gustave, W.; Tian, H.; Yang, S. Flexible fibers wet-spun from formic acid modified chitosan. Carbohydr. Polym. 2016, 136, 1137–1143. [Google Scholar] [CrossRef]
- Dong, Y.; Ruan, Y.; Wang, H.; Zhao, Y.; Bi, D. Studies on glass transition temperature of chitosan with four techniques. J. Appl. Polym. Sci. 2004, 93, 1553–1558. [Google Scholar] [CrossRef]
- Neto, C.G.T.; Giacometti, J.A.; Job, A.E.; Ferreira, F.C.; Fonseca, J.L.C.; Pereira, M.R. Thermal Analysis of Chitosan Based Networks. Carbohydr. Polym. 2005, 62, 97–103. [Google Scholar] [CrossRef]
- Ratto, J.; Hatakeyama, T.; Blumstein, R.B. Differential scanning calorimetry investigation of phase transitions in water/ chitosan systems. Polymer 1995, 36, 2915–2919. [Google Scholar] [CrossRef]
- Lazaridou, A.; Biliaderis, C.G. Thermophysical properties of chitosan, chitosan–starch and chitosan–pullulan films near the glass transition. Carbohydr. Polym. 2002, 48, 179–190. [Google Scholar] [CrossRef]
- Sakurai, K.; Maegawa, T.; Takahashi, T. Glass transition temperature of chitosan and miscibility of chitosan/poly(N-vinyl pyrrolidone) blends. Polymer 2000, 41, 7051–7056. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Solvents’ ID | Type of Solvent | pH | Viscosity (Pa.s) |
|---|---|---|---|
| LA | Lactic acid | 4.5 | 3.0 |
| AD | Adipic acid | 4.8 | 3.3 |
| CI | Citric acid | 4.2 | 2.4 |
| AC | Acetic acid | 5.5 | 3.3 |
| Samples’ ID | Solvent | Coagulation Bath | Dewatering (EtOH) |
|---|---|---|---|
| [LA]-[NaOH]-[N] | Lactic acid | NaOH 1 M | No |
| [LA]-[NaOH]-[Y] | Lactic acid | NaOH 1 M | Yes |
| [LA]-[NaOH-EtOH]-[N] | Lactic acid | (1:1) 10% solution of NaOH and EtOH | No |
| [LA]-[NaOH-EtOH]-[Y] | Lactic acid | (1:1) 10% solution of NaOH and EtOH | Yes |
| [LA]-[H2SO4-EtOH]-[N] | Lactic acid | (1:1) 2% solution of H2SO4 and EtOH | No |
| [LA]-[H2SO4-EtOH]-[Y] | Lactic acid | (1:1) 2% solution of H2SO4 and EtOH | Yes |
| [AD]-[NaOH]-[N] | Adipic acid | NaOH 1 M | No |
| [AD]-[NaOH]-[Y] | Adipic acid | NaOH 1 M | Yes |
| [AD]-[NaOH-EtOH]-[N] | Adipic acid | (1:1) 10% solution of NaOH and EtOH | No |
| [AD]-[NaOH-EtOH]-[Y] | Adipic acid | (1:1) 10% solution of NaOH and EtOH | Yes |
| [AD]-[H2SO4-EtOH]-[N] | Adipic acid | (1:1) 2% solution of H2SO4 and EtOH | No |
| [AD]-[H2SO4-EtOH]-[Y] | Adipic acid | (1:1) 2% solution of H2SO4 and EtOH | Yes |
| [CI]-[NaOH]-[N] | Citric acid | NaOH 1 M | No |
| [CI]-[NaOH]-[Y] | Citric acid | NaOH 1 M | Yes |
| [CI]-[NaOH-EtOH]-[N] | Citric acid | (1:1) 10% solution of NaOH and EtOH | No |
| [CI]-[NaOH-EtOH]-[Y] | Citric acid | (1:1) 10% solution of NaOH and EtOH | Yes |
| [CI]-[H2SO4-EtOH]-[N] | Citric acid | (1:1) 2% solution of H2SO4 and EtOH | No |
| [CI]-[H2SO4-EtOH]-[Y] | Citric acid | (1:1) 2% solution of H2SO4 and EtOH | Yes |
| [AC]-[NaOH]-[N] | Acetic acid | NaOH 1 M | No |
| [AC]-[NaOH]-[Y] | Acetic acid | NaOH 1 M | Yes |
| [AC]-[NaOH-EtOH]-[N] | Acetic acid | (1:1) 10% solution of NaOH and EtOH | No |
| [AC]-[NaOH-EtOH]-[Y] | Acetic acid | (1:1) 10% solution of NaOH and EtOH | Yes |
| [AC]-[H2SO4-EtOH]-[N] | Acetic acid | (1:1) 2% solution of H2SO4 and EtOH | No |
| [AC]-[H2SO4-EtOH]-[Y] | Acetic acid | (1:1) 2% solution of H2SO4 and EtOH | Yes |
| Sample | Diameter (mm) | Young’s Modulus (GPa) | Tensile Strength (MPa) | Elongation at Break (%) |
|---|---|---|---|---|
| [AD]-[NaOH]-[N] | 0.165 (±0.02) | 4.11 (±0.7) | 137.5 (±9.1) | 6.5 (±2.1) |
| [AD]-[NaOH]-[Y] | 0.221 (±0.03) | 1.23 (± 0.5) | 116.8 (± 6.3) | 5.2 (± 1.9) |
| [AD]-[NaOH-EtOH]-[N] | 0.183 (±0.01) | 4.45 (±0.7) | 147.9 (±6.9) | 8.0 (±1.1) |
| [AD]-[NaOH-EtOH]-[Y] | 0.231 (±0.01) | 4.15 (±0.9) | 101.4 (±6.7) | 8.1 (±2.3) |
| [AD]-[H2SO4-EtOH]-[N] | 0.197 (±0.03) | 3.17 (±0.3) | 141.7 (±4.9) | 1.9 (±0.8) |
| [AD]-[H2SO4-EtOH]-[Y] | 0.286 (±0.02) | 2.13 (±0.5) | 74.2 (±1.3) | 1.8 (±0.9) |
| Sample | Diameter (mm) | Young’s Modulus (Gpa) | Tensile STRENGTH (Mpa) | Elongation at Break (%) |
|---|---|---|---|---|
| [LA]-[NaOH]-[N] | 0.193 (±0.01) | 3.62 (±0.2) | 89.5 (±2.6) | 3.3 (±1.0) |
| [LA]-[NaOH]-[Y] | 0.235 (±0.02) | 2.49 (±0.2) | 58.8 (±4.9) | 2.9 (±0.3) |
| [LA]-[NaOH-EtOH]-[N] | 0.187 (±0.03) | 1.41 (±0.5) | 151.7 (±8.7) | 9.5 (±1.2) |
| [LA]-[NaOH-EtOH]-[Y] | 0.226 (±0.01) | 3.07 (±1.0) | 76.6 (±4.6) | 7.0 (±2.6) |
| [LA]-[H2SO4-EtOH]-[N] | 0.217 (±0.02) | 3.24 (±0.2) | 84.7 (±2.5) | 3.6 (±0.6) |
| [LA]-[H2SO4-EtOH]-[Y] | 0.269 (±0.01) | 1.22 (±0.5) | 58.7 (±4.1) | 3.3 (±0.7) |
| Sample | Diameter (mm) | Young’s Modulus (GPa) | Tensile STRENGTH (MPa) | Elongation at Break (%) |
|---|---|---|---|---|
| [CI]-[NaOH]-[N] | 0.186 (±0.01) | 2.38 (±0.31) | 86.2 (±4.1) | 2.9 (±0.4) |
| [CI]-[NaOH]-[Y] | 0.218 (±0.02) | 1.75 (±0.91) | 50.4 (±4.2) | 2.7 (±0.9) |
| [CI]-[NaOH-EtOH]-[N] | 0.264 (±0.01) | 3.41 (±1.06) | 110.7 (±2.4) | 4.7 (±1.0) |
| [CI]-[NaOH-EtOH]-[Y] | 0.275 (±0.03) | 0.58 (±0.24) | 54.4 (±5.3) | 5.0 (±0.6) |
| [CI]-[H2SO4-EtOH]-[N] | 0.232 (±0.02) | 1.75 (±0.32) | 106.3 (±7.4) | 4.5 (±1.1) |
| [CI]-[H2SO4-EtOH]-[Y] | 0.293 (±0.01) | 0.83 (±0.22) | 54.3 (±4.2) | 2.1 (±0.8) |
| Sample | Diameter (mm) | Young’s Modulus (GPa) | Tensile STRENGTH (MPa) | Elongation at Break (%) |
|---|---|---|---|---|
| [AC]-[NaOH]-[N] | 0.19 (±0.02) | 3.74 (±0.52) | 92.1 (±4.5) | 7.3 (±0.9) |
| [AC]-[NaOH]-[Y] | 0.241 (±0.01) | 1.09 (±0.43) | 33.2 (±1.1) | 1.3 (±0.4) |
| [AC]-[NaOH-EtOH]-[N] | 0.250 (±0.02) | 2.37 (±0.83) | 150.1 (±9.8) | 5.1 (±1.2) |
| [AC]-[NaOH-EtOH]-[Y] | 0.185 (±0.03) | 3.68 (±0.82) | 97.1 (±8.9) | 8.9 (±0.9) |
| [AC]-[H2SO4-EtOH]-[N] | 0.203 (±0.03) | 1.71 (±0.16) | 79.6 (±5.6) | 4.1 (±0.4) |
| [AC]-[H2SO4-EtOH]-[Y] | 0.279 (±0.02) | 0.88 (±0.19) | 70.8 (±3.0) | 3.2 (±0.6) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mohammadkhani, G.; Kumar Ramamoorthy, S.; Adolfsson, K.H.; Mahboubi, A.; Hakkarainen, M.; Zamani, A. New Solvent and Coagulating Agent for Development of Chitosan Fibers by Wet Spinning. Polymers 2021, 13, 2121. https://doi.org/10.3390/polym13132121
Mohammadkhani G, Kumar Ramamoorthy S, Adolfsson KH, Mahboubi A, Hakkarainen M, Zamani A. New Solvent and Coagulating Agent for Development of Chitosan Fibers by Wet Spinning. Polymers. 2021; 13(13):2121. https://doi.org/10.3390/polym13132121
Chicago/Turabian StyleMohammadkhani, Ghasem, Sunil Kumar Ramamoorthy, Karin H. Adolfsson, Amir Mahboubi, Minna Hakkarainen, and Akram Zamani. 2021. "New Solvent and Coagulating Agent for Development of Chitosan Fibers by Wet Spinning" Polymers 13, no. 13: 2121. https://doi.org/10.3390/polym13132121
APA StyleMohammadkhani, G., Kumar Ramamoorthy, S., Adolfsson, K. H., Mahboubi, A., Hakkarainen, M., & Zamani, A. (2021). New Solvent and Coagulating Agent for Development of Chitosan Fibers by Wet Spinning. Polymers, 13(13), 2121. https://doi.org/10.3390/polym13132121