
Valorization of Date Palm Waste for Plastic Reinforcement: Macro and Micromechanics of Flexural Strength

 ,
,  ,
,  ,
,  and
and 
Abstract
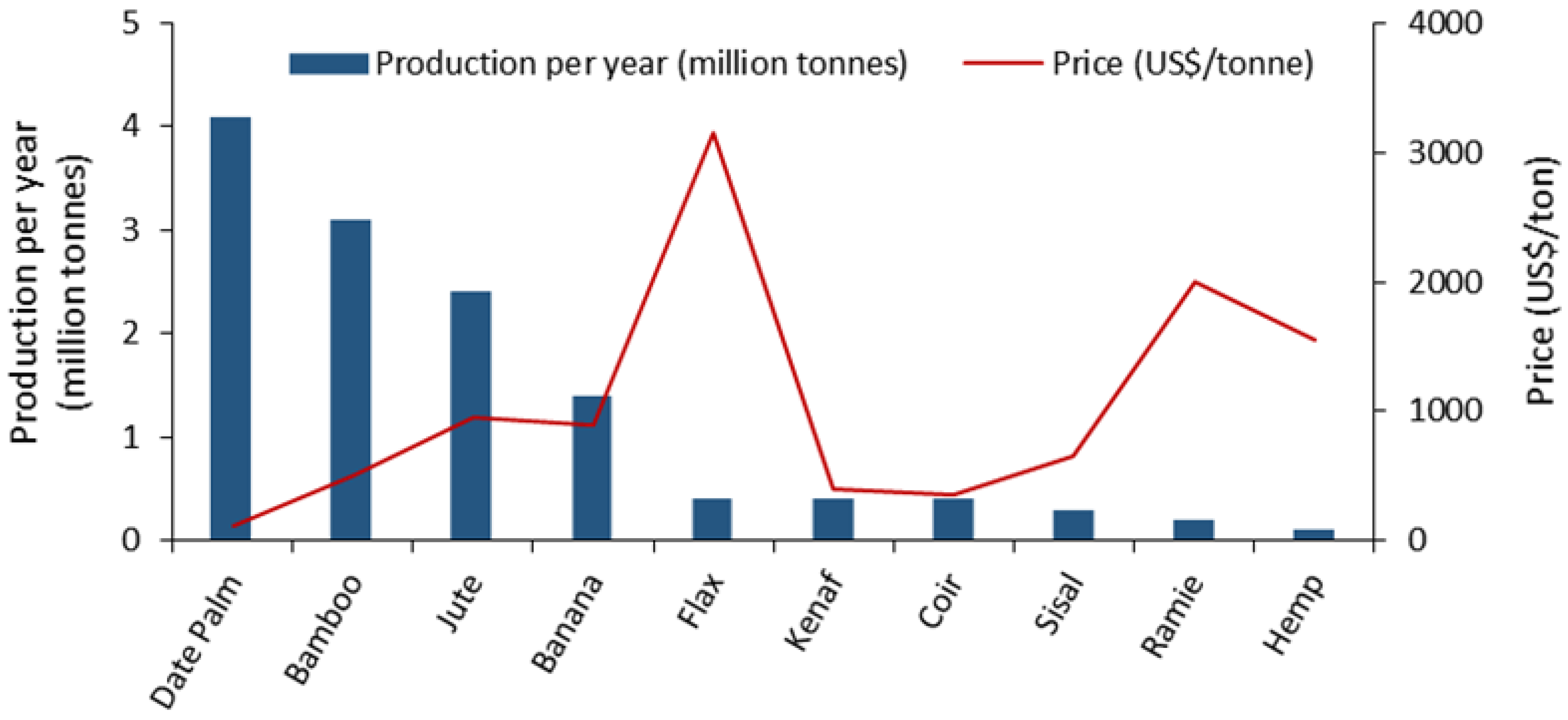
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. DPF Obtention and Characterization
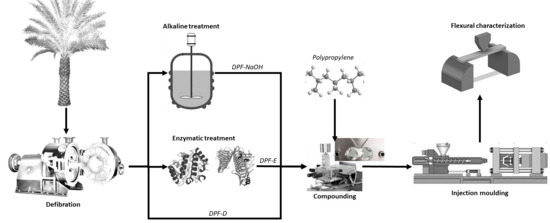
2.2.2. Preparation of Composite Materials and Specimen Obtention
2.2.3. Mechanical Properties
2.2.4. Density Measurement
2.2.5. Micromechanics of the Flexural Strength
3. Results
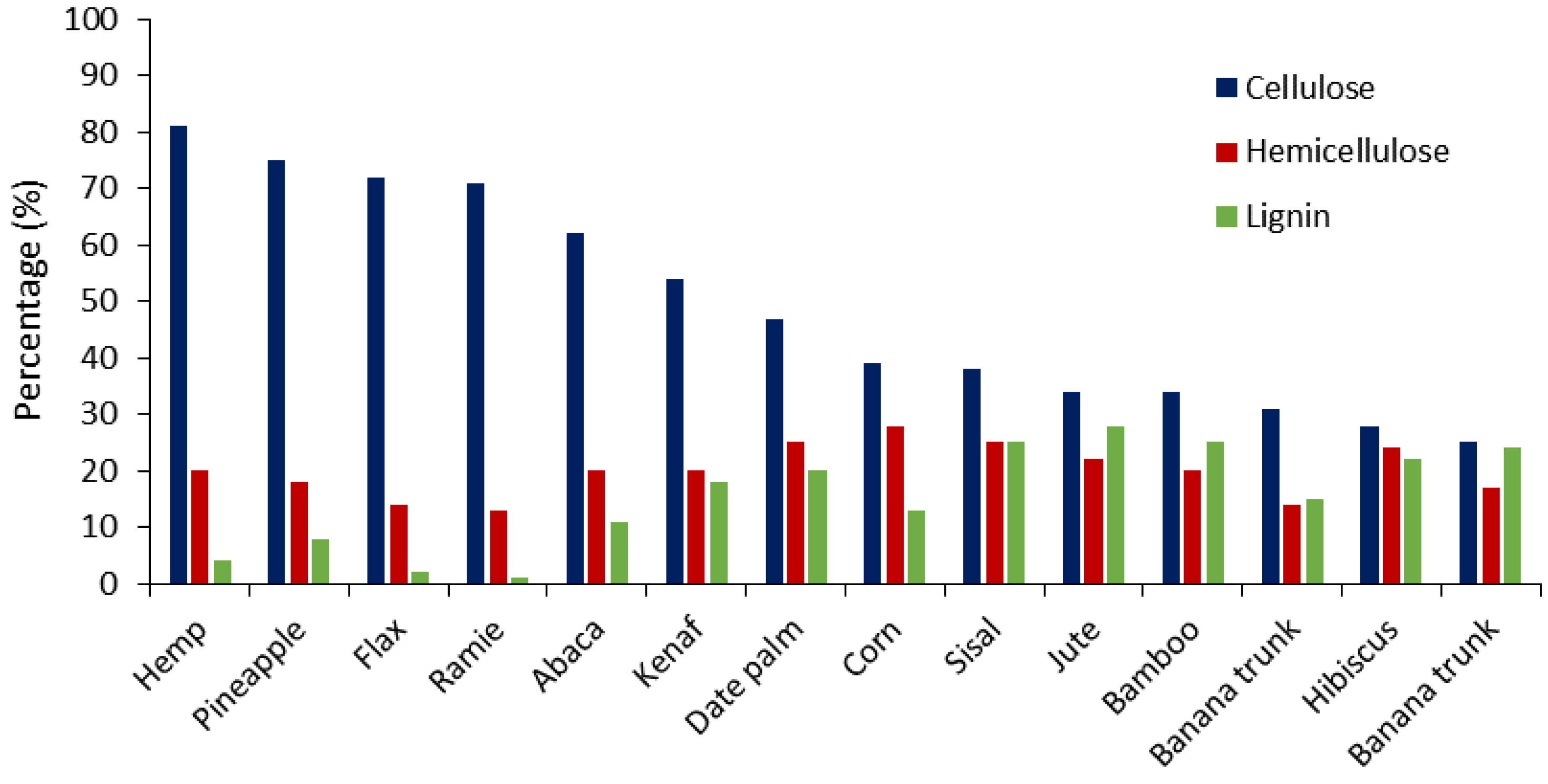
3.1. Chemical Composition of the Fibers
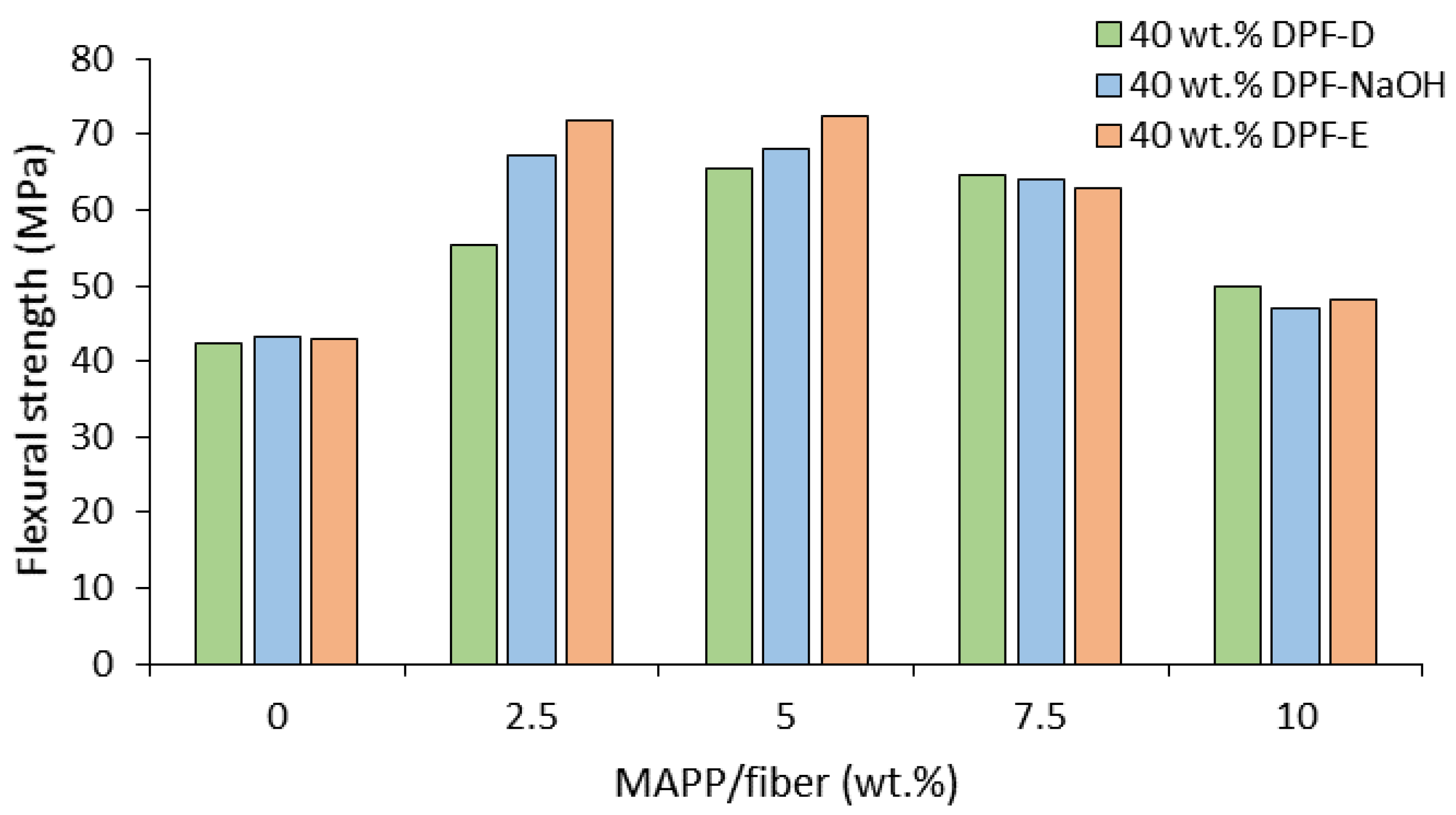
3.2. Coupling Agent Optimization
3.3. Flexural Properties of the Composites
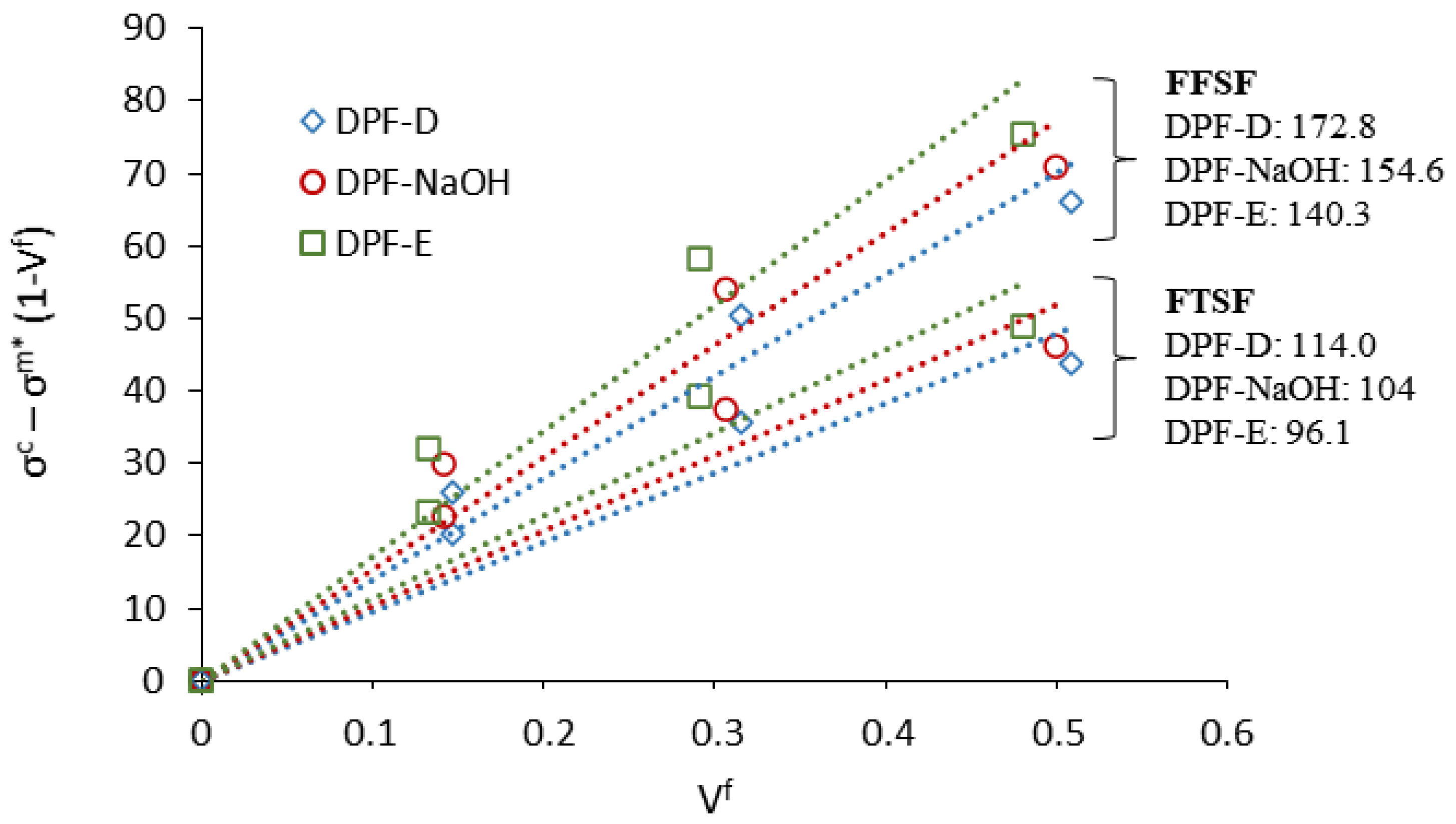
3.4. Intrinsic Flexural Strength of DPF
3.5. Techno-Economic Challenges and Research Perspectives
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- da Luz, F.S.; da Costa Garcia Filho, F.; Oliveira, M.S.; Nascimento, L.F.C.; Monteiro, S.N. Composites with natural fibers and conventional materials applied in a hard armor: A comparison. Polymers 2020, 12, 1920. [Google Scholar]
- Tang, X.; Yan, X. A review on the damping properties of fiber reinforced polymer composites. J. Ind. Text. 2020, 49, 693–721. [Google Scholar] [CrossRef]
- Thyavihalli Girijappa, Y.G.; Mavinkere Rangappa, S.; Parameswaranpillai, J.; Siengchin, S. Natural Fibers as Sustainable and Renewable Resource for Development of Eco-Friendly Composites: A Comprehensive Review. Front. Mater. 2019, 6, 1–14. [Google Scholar] [CrossRef]
- Mehmandost, N.; Soriano, M.L.; Lucena, R.; Goudarzi, N.; Chamjangali, M.A.; Cardenas, S. Recycled polystyrene-cotton composites, giving a second life to plastic residues for environmental remediation. J. Environ. Chem. Eng. 2019, 7, 103424. [Google Scholar] [CrossRef]
- Srinivas, K.; Lakshumu Naidu, A.; Raju Bahubalendruni, M.V.A. A review on chemical and mechanical properties of natural fiber reinforced polymer composites. Int. J. Perform. Eng. 2017, 13, 189–200. [Google Scholar] [CrossRef]
- Domínguez-Robles, J.; Tarrés, Q.; Delgado-Aguilar, M.; Rodríguez, A.; Espinach, F.X.; Mutjé, P. Approaching a new generation of fiberboards taking advantage of self lignin as green adhesive. Int. J. Biol. Macromol. 2018, 108, 927–935. [Google Scholar] [CrossRef] [PubMed]
- Venkateshwaran, N.; Elayaperumal, A.; Sathiya, G.K. Prediction of tensile properties of hybrid-natural fiber composites. Compos. Part B Eng. 2012, 43, 793–796. [Google Scholar] [CrossRef]
- Rajak, D.; Pagar, D.; Menezes, P.; Linul, E. Fiber-Reinforced Polymer Composites: Manufacturing, Properties, and Applications. Polymers 2019, 11, 1667. [Google Scholar] [CrossRef]
- Rattanawongkun, P.; Kerddonfag, N.; Tawichai, N.; Intatha, U.; Soykeabkaew, N. Improving agricultural waste pulps via self-blending concept with potential use in moulded pulp packaging. J. Environ. Chem. Eng. 2020, 8, 104320. [Google Scholar] [CrossRef]
- Alothman, O.Y.; Kian, L.K.; Saba, N.; Jawaid, M.; Khiari, R. Cellulose nanocrystal extracted from date palm fibre: Morphological, structural and thermal properties. Ind. Crop. Prod. 2021, 159, 113075. [Google Scholar] [CrossRef]
- Hanieh, A.A.; Hasan, A.; Assi, M. Date palm trees supply chain and sustainable model. J. Clean. Prod. 2020, 258. [Google Scholar] [CrossRef]
- Abdelmalek, M.B.; Nouiri, I. Study of trends and mapping of drought events in Tunisia and their impacts on agricultural production. Sci. Total Environ. 2020, 734, 139311. [Google Scholar] [CrossRef]
- Ahmad, A.; Naqvi, S.A.; Jaskani, M.J.; Waseem, M.; Ali, E.; Khan, I.A.; Faisal Manzoor, M.; Siddeeg, A.; Aadil, R.M. Efficient utilization of date palm waste for the bioethanol production through Saccharomyces cerevisiae strain. Food Sci. Nutr. 2021, 9, 2066–2074. [Google Scholar] [CrossRef] [PubMed]
- Ahmad, T.; Danish, M.; Rafatullah, M.; Ghazali, A.; Sulaiman, O.; Hashim, R.; Ibrahim, M.N.M. The use of date palm as a potential adsorbent for wastewater treatment: A review. Environ. Sci. Pollut. Res. 2012, 19, 1464–1484. [Google Scholar] [CrossRef] [PubMed]
- Usman, A.R.A.; Abduljabbar, A.; Vithanage, M.; Ok, Y.S.; Ahmad, M.; Ahmad, M.; Elfaki, J.; Abdulazeem, S.S.; Al-Wabel, M.I. Biochar production from date palm waste: Charring temperature induced changes in composition and surface chemistry. J. Anal. Appl. Pyrolysis 2015, 115, 392–400. [Google Scholar] [CrossRef]
- Satyanarayana, K.G.; Arizaga, G.G.C.; Wypych, F. Biodegradable composites based on lignocellulosic fibers-An overview. Prog. Polym. Sci. 2009, 34, 982–1021. [Google Scholar] [CrossRef]
- Gholampour, A.; Ozbakkaloglu, T. A Review of Natural Fiber Composites: Properties, Modification and Processing Techniques, Characterization, Applications; Springer International Publishing: Cham, Switzerland, 2020; Volume 55, ISBN 1085301903990. [Google Scholar]
- Chokshi, S.; Parmar, V.; Gohil, P.; Chaudhary, V. Chemical Composition and Mechanical Properties of Natural Fibers. J. Nat. Fibers 2020, 1–12. [Google Scholar] [CrossRef]
- Wang, W.; Cai, Z.; Yu, J.; Xia, Z. Changes in composition, structure, and properties of jute fibers after chemical treatments. Fibers Polym. 2009, 10, 776–780. [Google Scholar] [CrossRef]
- Radoor, S.; Karayil, J.; Rangappa, S.M.; Siengchin, S.; Parameswaranpillai, J. A review on the extraction of pineapple, sisal and abaca fibers and their use as reinforcement in polymer matrix. Express Polym. Lett. 2020, 14, 309–335. [Google Scholar] [CrossRef]
- Yusoff, R.B.; Takagi, H.; Nakagaito, A.N. Tensile and flexural properties of polylactic acid-based hybrid green composites reinforced by kenaf, bamboo and coir fibers. Ind. Crop. Prod. 2016, 94, 562–573. [Google Scholar] [CrossRef]
- Rong, M.Z.; Zhang, M.Q.; Liu, Y.; Yang, G.C.; Zeng, H.M. The effect of fiber treatment on the mechanical properties of unidirectional sisal-reinforced epoxy composites. Compos. Sci. Technol. 2001, 61, 1437–1447. [Google Scholar] [CrossRef]
- Bledzki, A.K.; Mamun, A.A.; Faruk, O. Abaca fibre reinforced PP composites and comparison with jute and flax fibre PP composites. Express Polym. Lett. 2007, 1, 755–762. [Google Scholar] [CrossRef]
- Reddy, N.; Yang, Y. Biofibers from agricultural byproducts for industrial applications. Trends Biotechnol. 2005, 23, 22–27. [Google Scholar] [CrossRef]
- Holbery, J.; Houston, D. Natural-fiber-reinforced polymer composites in automotive applications. Jom 2006, 58, 80–86. [Google Scholar] [CrossRef]
- Solle, M.A.; Arroyo, J.; Burgess, M.H.; Warnat, S.; Ryan, C.A. Value-added composite bioproducts reinforced with regionally significant agricultural residues. Compos. Part A Appl. Sci. Manuf. 2019, 124, 105441. [Google Scholar] [CrossRef]
- Tarrés, Q.; Espinosa, E.; Domínguez-Robles, J.; Rodríguez, A.; Mutjé, P.; Delgado-Aguilar, M. The suitability of banana leaf residue as raw material for the production of high lignin content micro/nano fibers: From residue to value-added products. Ind. Crop. Prod. 2017, 99. [Google Scholar] [CrossRef]
- Sisti, L.; Kalia, S.; Totaro, G.; Vannini, M.; Negroni, A.; Zanaroli, G.; Celli, A. Enzymatically treated curaua fibers in poly(butylene succinate)-based biocomposites. J. Environ. Chem. Eng. 2018, 6, 4452–4458. [Google Scholar] [CrossRef]
- Maraveas, C. Production of sustainable and biodegradable polymers from agricultural waste. Polymers 2020, 12, 1127. [Google Scholar] [CrossRef]
- Fuqua, M.A.; Chevali, V.S.; Ulven, C.A. Lignocellulosic byproducts as filler in polypropylene: Comprehensive study on the effects of compatibilization and loading. J. Appl. Polym. Sci. 2013, 127, 862–868. [Google Scholar] [CrossRef]
- Zhou, Y.; Fan, M.; Chen, L. Interface and Bonding Mechanisms of Plant Fibre Composites: An Overview; Elsevier Ltd.: Amsterdam, The Netherlands, 2016; Volume 101, ISBN 7790390554. [Google Scholar]
- Vilaseca, F.; Serra-Parareda, F.; Espinosa, E.; Rodríguez, A.; Mutjé, P.; Delgado-Aguilar, M. Valorization of Hemp Core Residues: Impact of NaOH Treatment on the Flexural Strength of PP Composites and Intrinsic Flexural Strength of Hemp Core Fibers. Biomolecules 2020, 10, 823. [Google Scholar] [CrossRef] [PubMed]
- del Rey, R.; Serrat, R.; Alba, J.; Perez, I.; Mutje, P.; Espinach, F.X. Effect of sodium hydroxide treatments on the tensile strength and the interphase quality of hemp core fiber-reinforced polypropylene composites. Polymers 2017, 9, 377. [Google Scholar] [CrossRef]
- Chihaoui, B.; Serra-Parareda, F.; Tarrés, Q.; Espinach, F.X.; Boufi, S.; Delgado-Aguilar, M. Effect of the fiber treatment on the stiffness of date palm fiber reinforced PP composites: Macro and micromechanical evaluation of the young’s modulus. Polymers 2020, 12, 1693. [Google Scholar] [CrossRef] [PubMed]
- Granda, L.A.; Espinach, F.X.; Tarrés, Q.; Méndez, J.A.; Delgado-Aguilar, M.; Mutjé, P. Towards a good interphase between bleached kraft softwood fibers and poly(lactic) acid. Compos. Part B Eng. 2016, 99. [Google Scholar] [CrossRef]
- Ndiaye, D.; Gueye, M.; Malang Badji, A.; Thiandoume, C.; Dasylva, A.; Tidjani, A. Effects of Reinforcing Fillers and Coupling Agents on Performances of Wood–Polymer Composites. In Bio-Based Composites for High-Performance Materials: From Strategy to Industrial Application; CRC Press: Boca Raton, FL, USA, 2014; pp. 113–132. [Google Scholar]
- Lu, J.Z.; Wu, Q.; McNabb, H.S. Chemical coupling in wood fiber and polymer composites: A review of coupling agents and treatments. Wood Fiber Sci. 2000, 32, 88–104. [Google Scholar]
- Xie, Y.; Hill, C.A.S.; Xiao, Z.; Militz, H.; Mai, C. Silane coupling agents used for natural fiber/polymer composites: A review. Compos. Part A Appl. Sci. Manuf. 2010, 41, 806–819. [Google Scholar] [CrossRef]
- Kumar, G.; Dharmaraja, J.; Arvindnarayan, S.; Shoban, S.; Bakonyi, P.; Saratale, G.D.; Nemestóthy, N.; Bélafi-Bakó, K.; Yoon, J.J.; Kim, S.H. A comprehensive review on thermochemical, biological, biochemical and hybrid conversion methods of bio-derived lignocellulosic molecules into renewable fuels. Fuel 2019, 251, 352–367. [Google Scholar] [CrossRef]
- Filgueira, D.; Holmen, S.; Melbø, J.K.; Moldes, D.; Echtermeyer, A.; Chinga-Carrasco, G. Enzymatic-assisted modification of TMP fibres for improving the interfacial adhesion with PLA for 3D printing. ACS Sustain. Chem. Eng. 2017, 5, 9338–9346. [Google Scholar] [CrossRef]
- Saratale, G.D.; Oh, M.-K. Improving alkaline pretreatment method for preparation of whole rice waste biomass feedstock and bioethanol production. RSC Adv. 2015, 5, 97171–97179. [Google Scholar] [CrossRef]
- Nam, T.H.; Ogihara, S.; Tung, N.H.; Kobayashi, S. Effect of alkali treatment on interfacial and mechanical properties of coir fiber reinforced poly(butylene succinate) biodegradable composites. Compos. Part B Eng. 2011, 42, 1648–1656. [Google Scholar] [CrossRef]
- Saratale, G.D.; Jung, M.Y.; Oh, M.K. Reutilization of green liquor chemicals for pretreatment of whole rice waste biomass and its application to 2,3-butanediol production. Bioresour. Technol. 2016, 205, 90–96. [Google Scholar] [CrossRef]
- De Prez, J.; Van Vuure, A.W.; Ivens, J.; Aerts, G.; Van de Voorde, I. Effect of enzymatic treatment of flax on ease of fiber extraction and chemical composition. BioResources 2019, 14, 1–16. [Google Scholar]
- Marek, J.; Antonov, V.; Bjelkova, M.; Smirous, P.; Fischer, H.; Janosik, S. Enzymatic bioprocessing—New tool for extensive natural fibre source utilization, fiber foundations—Transportation, clothing, and shelter in the bioeconomy. In Proceedings of the International Conference on Flax and Other Bast Plants, Saskatoon, SK, Canada, 20–23 July 2008; pp. 159–169. [Google Scholar]
- Jacob, N.; Niladevi, K.N.; Anisha, G.S.; Prema, P. Hydrolysis of pectin: An enzymatic approach and its application in banana fiber processing. Microbiol. Res. 2008, 163, 538–544. [Google Scholar] [CrossRef]
- Tibolla, H.; Pelissari, F.M.; Menegalli, F.C. Cellulose nanofibers produced from banana peel by chemical and enzymatic treatment. LWT Food Sci. Technol. 2014, 59, 1311–1318. [Google Scholar] [CrossRef]
- Mohanty, S.; Nayak, S.K.; Verma, S.K.; Tripathy, S.S. Effect of MAPP as a Coupling Agent on the Performance of Jute-PP Composites. J. Reinf. Plast. Compos. 2004, 23, 625–637. [Google Scholar] [CrossRef]
- Dunne, R.; Desai, D.; Sadiku, R.; Jayaramudu, J. A review of natural fibres, their sustainability and automotive applications. J. Reinf. Plast. Compos. 2016, 35, 1041–1050. [Google Scholar] [CrossRef]
- Lekube, B.M.; Hermann, W.; Burgstaller, C. Partially compacted polypropylene glass fiber non-woven composite: Influence of processing, porosity and fiber length on mechanical properties and modeling. Compos. Part A Appl. Sci. Manuf. 2020, 135. [Google Scholar] [CrossRef]
- Kalaprasad, G.; Joseph, K.; Thomas, S.; Pavithran, C. Theoretical modelling of tensile properties of short sisal fibre-reinforced low-density polyethylene composites. J. Mater. Sci. 1997, 32, 4261–4267. [Google Scholar] [CrossRef]
- Cao, Y.; Wang, W.; Wang, Q.; Wang, H. Application of mechanical models to flax fiber/wood fiber/plastic composites. BioResources 2013, 8, 3276–3288. [Google Scholar] [CrossRef]
- TAPPI. T204cm-07: Solvent Extractives of Wood and Pulp; Tappi Press: Peachtree Corners, GA, USA, 2007. [Google Scholar]
- TAPPI. T222 om-15: Acid-Insoluble Lignin in Wood and Pulp; Tappi Press: Peachtree Corners, GA, USA, 2015. [Google Scholar]
- TAPPI. T211 om-12: Ash in Wood, Pulp, Paper and Paperboard: Combustion at 525 °C; Tappi Press: Peachtree Corners, GA, USA, 2012. [Google Scholar]
- TAPPI. T 236 cm-85: Kappa Number of Pulp; Tappi Press: Peachtree Corners, GA, USA, 2015. [Google Scholar]
- ASTM. ASTM D3039/D3039M-17 Standard Test Method for Tensile Properties of Polymer Matrix Composite Materials; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- ASTM. ASTM D618-13: Standard Practice for Conditioning Plastics for Testing; ASTM International: West Conshohocken, PA, USA, 2013. [Google Scholar]
- ASTM. ASTM D790-17 Standard Test Methods for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- ASTM. ASTM D638: Standard Test Method for Tensil Properties of Plastics; ASTM International: West Conshohocken, PA, USA, 2014. [Google Scholar]
- Kelly, A.; Tyson, W.R. Tensile properties of fibre-reinforced metals: Copper/tungsten and copper/molybdenum. J. Mech. Phys. Solids 1965, 13, 329–350. [Google Scholar] [CrossRef]
- Bowyer, W.H.; Bader, H.G. On the reinforcement of thermoplastics by imperfectly aligned discontinuous fibres. J. Mater. Sci. 1972, 7, 1315–1321. [Google Scholar] [CrossRef]
- Salem, S.; Oliver-ortega, H.; Espinach, F.X.; Hamed, K.B.; Nasri, N.; Alcalà, M.; Mutjé, P. Study on the Tensile Strength and Micromechanical Analysis of Alfa Fibers Reinforced High Density Polyethylene Composites. Fibers Polym. 2019, 20, 602–610. [Google Scholar] [CrossRef]
- Rodriguez, M.; Rodriguez, A.; Bayer, J.R.; Vilaseca, F.; Girones, J.; Mutje, P. Determination of corn stalk fibers’ strength through modeling of the mechanical properties of its composites. BioResources 2010, 5, 2535–2546. [Google Scholar]
- Hashemi, S. Hybridisation effect on flexural properties of single- and double-gated injection moulded acrylonitrile butadiene styrene (ABS) filled with short glass fibres and glass beads particles. J. Mater. Sci. 2008, 43, 4811–4819. [Google Scholar] [CrossRef]
- Espinach, F.X.; Granda, L.A.; Tarrés, Q.; Duran, J.; Fullana-i-Palmer, P.; Mutjé, P. Mechanical and micromechanical tensile strength of eucalyptus bleached fibers reinforced polyoxymethylene composites. Compos. Part B Eng. 2017, 116. [Google Scholar] [CrossRef]
- Petroudy, S.R.D.; Ghasemian, A.; Resalati, H.; Syverud, K.; Chinga-Carrasco, G. The effect of xylan on the fibrillation efficiency of DED bleached soda bagasse pulp and on nanopaper characteristics. Cellulose 2015, 22, 385–395. [Google Scholar] [CrossRef]
- Giummarella, N.; Pu, Y.; Ragauskas, A.J.; Lawoko, M. A critical review on the analysis of lignin carbohydrate bonds. Green Chem. 2019, 21, 1573–1595. [Google Scholar] [CrossRef]
- Kang, X.; Kirui, A.; Widanage, M.C.D.; Mentink-Vigier, F.; Cosgrove, D.J.; Wang, T. Lignin-polysaccharide interactions in plant secondary cell walls revealed by solid-state NMR. Nat. Commun. 2019, 10, 1–9. [Google Scholar] [CrossRef] [PubMed]
- Serra-Parareda, F.; Tarrés, Q.; Espinach, F.X.; Vilaseca, F.; Mutjé, P.; Delgado-Aguilar, M. Influence of lignin content on the intrinsic modulus of natural fibers and on the stiffness of composite materials. Int. J. Biol. Macromol. 2020, 155, 81–90. [Google Scholar] [CrossRef]
- de Sousa, R.R., Jr.; Gouveia, J.R.; Nacas, A.M.; Tavares, L.B.; Ito, N.M.; de Moura, E.N.; Gaia, F.A.; Pereira, R.F.; dos Santos, D.J. Improvement of Polypropylene Adhesion by Kraft Lignin Incorporation. Mater. Res. 2019, 22. [Google Scholar]
- Younesi-Kordkheili, H.; Pizzi, A. Ionic liquid- modified lignin as a bio- coupling agent for natural fiber- recycled polypropylene composites. Compos. Part B Eng. 2020, 181, 107587. [Google Scholar] [CrossRef]
- Sombatsompop, N.; Yotinwattanakumtorn, C.; Thongpin, C. Influence of type and concentration of maleic anhydride grafted polypropylene and impact modifiers on mechanical properties of PP/wood sawdust composites. J. Appl. Polym. Sci. 2005, 97, 475–484. [Google Scholar] [CrossRef]
- Schirp, A.; Mannheim, M.; Plinke, B. Influence of refiner fibre quality and fibre modification treatments on properties of injection-moulded beech wood-plastic composites. Compos. Part A Appl. Sci. Manuf. 2014, 61, 245–257. [Google Scholar] [CrossRef]
- Tarrés, Q.; Oliver-Ortega, H.; Espinach, F.X.; Mutjé, P.; Delgado-Aguilar, M.; Méndez, J.A. Determination of mean intrinsic flexural strength and coupling factor of natural fiber reinforcement in polylactic acid biocomposites. Polymers 2019, 11, 1736. [Google Scholar] [CrossRef]
- Delgado-Aguilar, M.; Oliver-Ortega, H.; Méndez, J.A.; Camps, J.; Espinach, F.X.; Mutjé, P. The role of lignin on the mechanical performance of polylactic acid and jute composites. Int. J. Biol. Macromol. 2018, 116. [Google Scholar] [CrossRef]
- Tarrés, Q.; Ardanuy, M. Evolution of Interfacial Shear Strength and Mean Intrinsic Single Strength in Biobased Composites from Bio—Polyethylene and Thermo—Mechanical Pulp—Corn Stover Fibers. Polymers 2020, 12, 1308. [Google Scholar] [CrossRef]
- Tarrés, Q.; Soler, J.; Rojas-Sola, J.I.; Oliver-Ortega, H.; Julián, F.; Espinach, F.X.; Mutjé, P.; Delgado-Aguilar, M. Flexural properties and mean intrinsic flexural strength of old newspaper reinforced polypropylene composites. Polymers. 2019, 11, 1244. [Google Scholar] [CrossRef] [PubMed]
- Akil, H.M.; Omar, M.F.; Mazuki, A.A.M.; Safiee, S.; Ishak, Z.A.M.; Bakar, A.A. Kenaf fiber reinforced composites: A review. Mater. Des. 2011, 32, 4107–4121. [Google Scholar] [CrossRef]
- Khalil, A.H.P.S.; Bhat, A.H.; Yursa, I.A.F. Green composites from sustainable cellulose nanofibrils: A review. Carbohydr. Polym. 2012, 87, 963–979. [Google Scholar] [CrossRef]
- Yang, H.S.; Kim, H.J.; Park, H.J.; Lee, B.J.; Hwang, T.S. Water absorption behavior and mechanical properties of lignocellulosic filler-polyolefin bio-composites. Compos. Struct. 2006, 72, 429–437. [Google Scholar] [CrossRef]
- Yang, H.S.; Wolcott, M.P.; Kim, H.S.; Kim, S.; Kim, H.J. Effect of different compatibilizing agents on the mechanical properties of lignocellulosic material filled polyethylene bio-composites. Compos. Struct. 2007, 79, 369–375. [Google Scholar] [CrossRef]
- Brodin, M.; Vallejos, M.; Opedal, M.T.; Area, M.C.; Chinga-Carrasco, G. Lignocellulosics as sustainable resources for production of bioplastics—A review. J. Clean. Prod. 2017, 162, 646–664. [Google Scholar] [CrossRef]
- Ferrero, B.; Fombuena, V.; Fenollar, O.; Boronat, T.; Balart, R. Development of Natural Fiber-Reinforced Plastics (NFRP) Based on Biobased Polyethylene and Waste Fibers From Posidonia oceanica Seaweed. Polym. Compos. 2008, 36, 1378–1385. [Google Scholar] [CrossRef]
- Siengchin, S. Editorial corner—A personal view Potential use of “green” composites in automotive applications. Express Polym. Lett. 2017, 11, 600. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Ashes (wt.%) | Extractives (wt.%) | Klason Lignin (wt.%) | Kappa Number | Holocellulose (wt.%) | Process Yield (%) |
|---|---|---|---|---|---|---|
| DPF-D | 7.41 ± 0.16 | 2.59 ± 0.12 | 26.5 ± 0.31 | 87.5 | 63.5 | 99 |
| DPF-NaOH | 5.70 ± 0.24 | 1.98 ± 0.08 | 24.6 ± 0.22 | 66.6 | 67.7 | 86 |
| DPF-E | 1.97 ± 0.14 | 0.72 ± 0.07 | 19.9 ± 0.17 | 43.9 | 77.4 | 83 |
| Fiber | Fiber Content (wt.%) | VF | σfc (MPa) | εfc (%) | σfm * (MPa) |
|---|---|---|---|---|---|
| - | - | 40.6 ± 0.7 | 10.8 ± 0.9 | 40.6 ± 0.6 | |
| DPF-D | 20 | 0.147 | 52.1 ± 1.1 | 4.8 ± 0.7 | 30.7 ± 1.0 |
| 40 | 0.315 | 65.6 ± 0.9 | 3.0 ± 0.8 | 22.0 ± 1.2 | |
| 60 | 0.509 | 73.1 ± 0.7 | 1.9 ± 0.6 | 14.5 ± 0.9 | |
| DPF-NaOH | 20 | 0.142 | 55.1 ± 0.5 | 4.3 ± 0.4 | 29.2 ± 0.6 |
| 40 | 0.307 | 68.0 ± 1.0 | 2.8 ± 0.6 | 20.3 ± 0.8 | |
| 60 | 0.499 | 78.5 ± 1.1 | 2.0 ± 0.5 | 15.2 ± 0.8 | |
| DPF-E | 20 | 0.133 | 57.9 ± 0.6 | 4.3 ± 0.4 | 29.9 ± 0.5 |
| 40 | 0.291 | 72.4 ± 1.2 | 2.7 ± 0.3 | 19.8 ± 0.4 | |
| 60 | 0.480 | 83.9 ± 0.4 | 2.1 ± 0.7 | 16.2 ± 0.9 |
| Fiber | Reinforcement (wt.%) | lwwf (µm) | df (µm) | Aspect Ratio (lwwf/df) |
|---|---|---|---|---|
| Extracted DPF-D | 20 | 721.6 | 29.7 | 24.3 |
| 40 | 682.0 | 29.8 | 22.9 | |
| 60 | 593.0 | 29.8 | 19.9 | |
| Extracted DPF-NaOH | 20 | 662.9 | 27.4 | 24.2 |
| 40 | 650.1 | 27.4 | 23.7 | |
| 60 | 568.5 | 27.6 | 20.6 | |
| Extracted DPF-E | 20 | 462.6 | 18.3 | 25.3 |
| 40 | 434.5 | 18.0 | 24.1 | |
| 60 | 358.2 | 18.2 | 19.7 |
| Fiber | Reinforcement (wt.%) | Vf | σtc (MPa) | σtm* (MPa) |
|---|---|---|---|---|
| - | - | - | 27.6 ± 0.1 | 27.6 ± 0.1 |
| DPF-D | 20 | 0.147 | 37.6 ± 0.3 | 20.3 ± 0.4 |
| 40 | 0.315 | 47.2 ± 0.2 | 17.0 ± 0.2 | |
| 60 | 0.509 | 51.9 ± 0.4 | 16.4 ± 0.5 | |
| DPF-NaOH | 20 | 0.142 | 39.6 ± 0.3 | 19.9 ± 0.2 |
| 40 | 0.307 | 49.5 ± 0.2 | 17.3 ± 0.3 | |
| 60 | 0.499 | 54.8 ± 0.5 | 17.2 ± 0.5 | |
| DPF-E | 20 | 0.133 | 42.0 ± 0.4 | 21.5 ± 0.3 |
| 40 | 0.291 | 52.3 ± 0.2 | 18.6 ± 0.2 | |
| 60 | 0.480 | 58.3 ± 0.4 | 18.2 ± 0.4 |
| Sample | Flexural | Tensile | ||
|---|---|---|---|---|
| σfF (MPa) | fc,f | σtF (MPa) | fc,t | |
| DPF-D | 817 | 0.19 | 541 | 0.20 |
| DPF-NaOH | 904 | 0.20 | 607 | 0.20 |
| DPF-E | 1050 | 0.19 | 719 | 0.18 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Belgacem, C.; Serra-Parareda, F.; Tarrés, Q.; Mutjé, P.; Delgado-Aguilar, M.; Boufi, S. Valorization of Date Palm Waste for Plastic Reinforcement: Macro and Micromechanics of Flexural Strength. Polymers 2021, 13, 1751. https://doi.org/10.3390/polym13111751
Belgacem C, Serra-Parareda F, Tarrés Q, Mutjé P, Delgado-Aguilar M, Boufi S. Valorization of Date Palm Waste for Plastic Reinforcement: Macro and Micromechanics of Flexural Strength. Polymers. 2021; 13(11):1751. https://doi.org/10.3390/polym13111751
Chicago/Turabian StyleBelgacem, Chihaoui, Ferran Serra-Parareda, Quim Tarrés, Pere Mutjé, Marc Delgado-Aguilar, and Sami Boufi. 2021. "Valorization of Date Palm Waste for Plastic Reinforcement: Macro and Micromechanics of Flexural Strength" Polymers 13, no. 11: 1751. https://doi.org/10.3390/polym13111751
APA StyleBelgacem, C., Serra-Parareda, F., Tarrés, Q., Mutjé, P., Delgado-Aguilar, M., & Boufi, S. (2021). Valorization of Date Palm Waste for Plastic Reinforcement: Macro and Micromechanics of Flexural Strength. Polymers, 13(11), 1751. https://doi.org/10.3390/polym13111751