Novel 2D Dynamic Elasticity Maps for Inspection of Anisotropic Properties in Fused Deposition Modeling Objects

 ,
,  ,
,  ,
, 
Abstract

1. Introduction
2. Materials and Methods
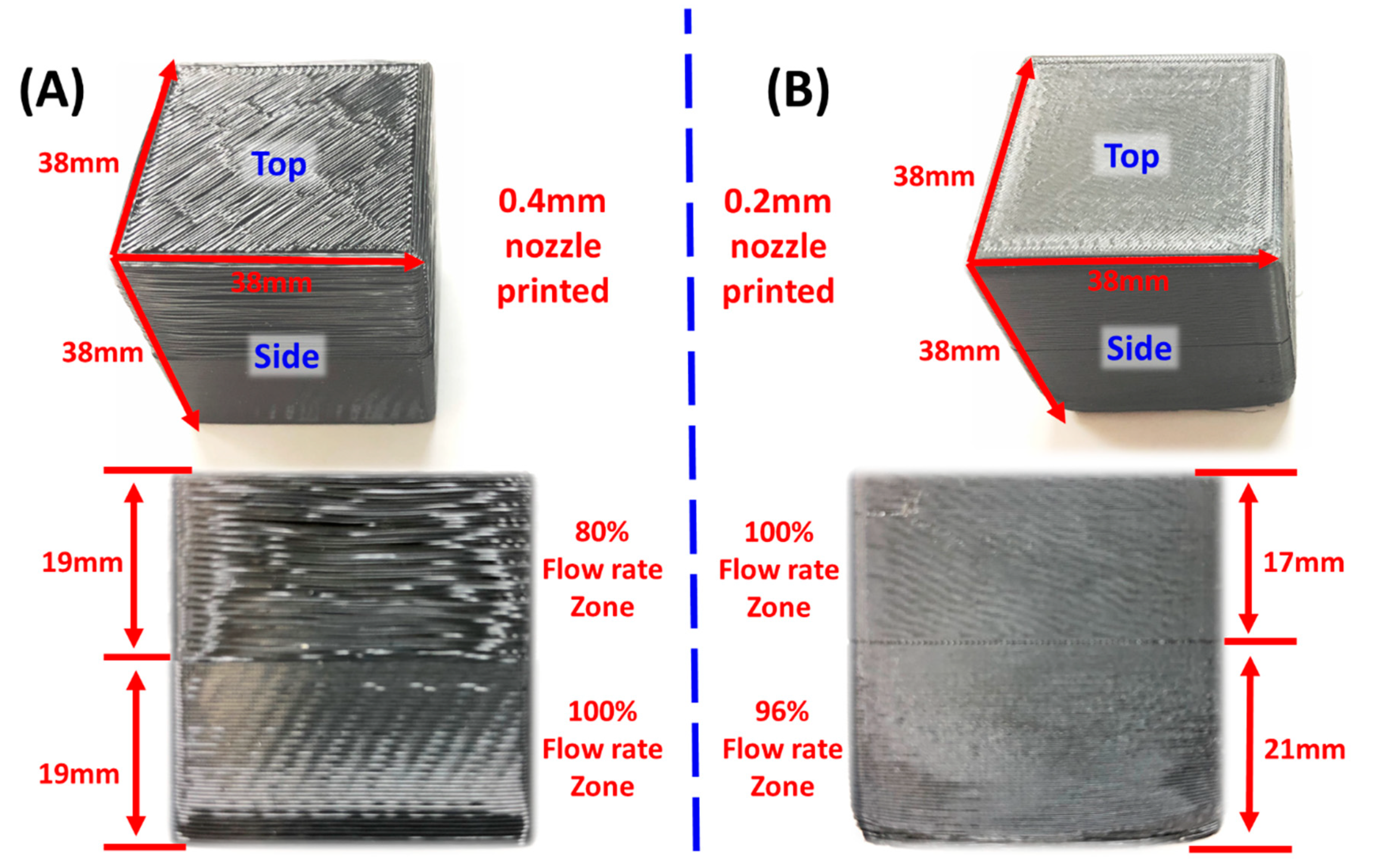
2.1. FDM Printed Samples
2.2. Tensile Test Samples with Various Infill Angles
2.3. Dynamic Bulk Modulus and Effective Density Elastography (EBME)
2.4. Speed of Sound Measurement of Shear Wave
3. Theory
4. Results
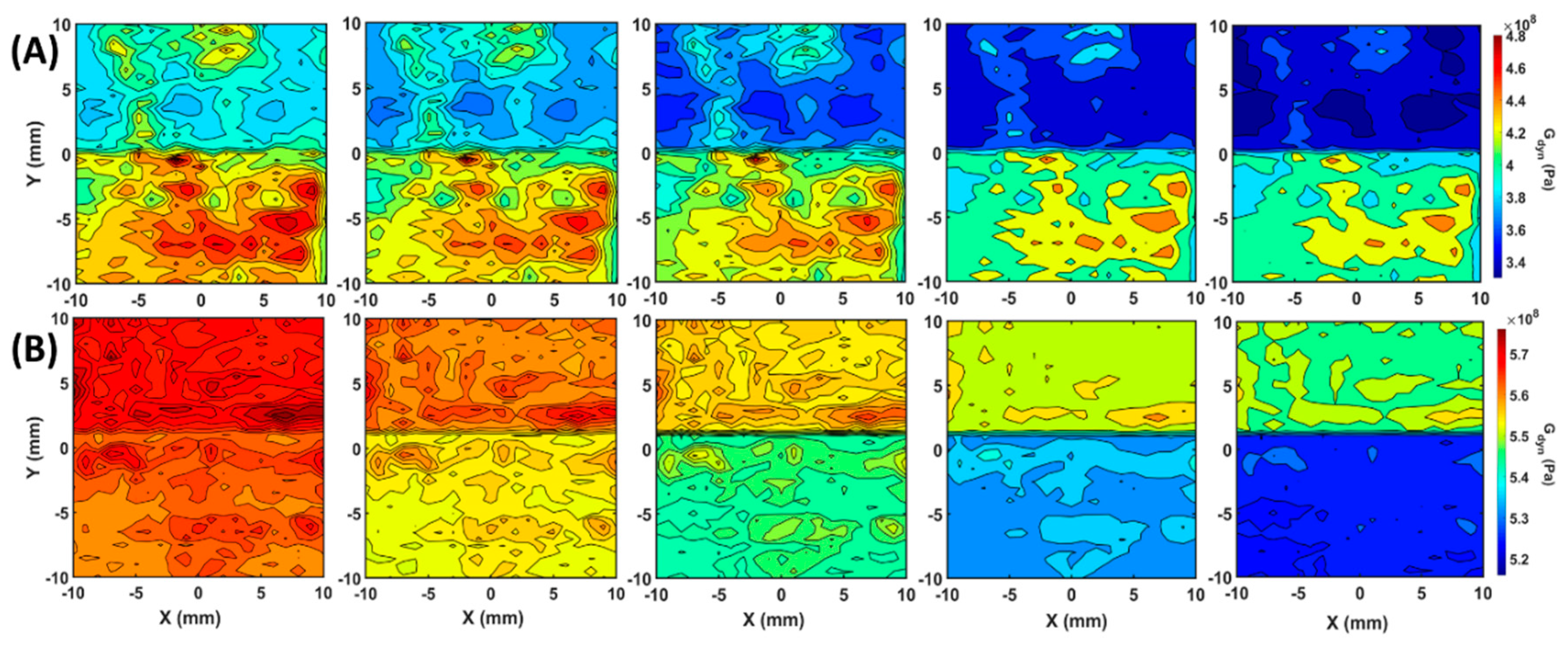
4.1. Dynamic Bulk Modulus Elastographies and Effective Density Maps
4.2. Angle-Dependent Shear Wave Velocity
4.3. Angle-Dependent Dynamic Shear Modulus
4.4. Angle-Dependent Dynamic Young’s Modulus
4.5. Infill Angle-Dependent Static Young’s Modulus from Tensile Test
5. Discussion
6. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Edyn @ 0° | Edyn @ 22.5° | Edyn @ 45° | Edyn @ 67.5° | Edyn @ 90° | |
|---|---|---|---|---|---|
| Sample 1 100% | 1252 | 1225 | 1203 | 1192 | 1174 |
| Sample 1 80% | 1134 | 1082 | 1054 | 1015 | 962 |
| Sample 2 100% | 1655 | 1621 | 1602 | 1592 | 1574 |
| Sample 2 96% | 1632 | 1606 | 1576 | 1555 | 1525 |
References
- Hwang, S.; Reyes, E.I.; Moon, K.-S.; Rumpf, R.C.; Kim, N.P. Thermo-Mechanical Characterization of Metal/Polymer Composite Filaments and Printing Parameter Study for Fused Deposition Modeling in the 3D Printing Process. J. Electron. Mater. 2014, 44, 771–777. [Google Scholar] [CrossRef]
- Rodríguez-Panes, A.; Claver, J.; Camacho, A.M. The Influence of Manufacturing Parameters on the Mechanical Behaviour of PLA and ABS Pieces Manufactured by FDM: A Comparative Analysis. Materials 2018, 11, 1333. [Google Scholar] [CrossRef] [PubMed]
- Jin, Y.; Rao, A.; Brinkman, W.; Choi, T.-Y. 3D Printing-Assisted Energy Loss Testing of Artificial Aortic Heart Valves. Eng. Sci. Technol. Int. J. 2017, 7, 11–14. [Google Scholar]
- Hawatmeh, D.F.; Leblanc, S.; Deffenbaugh, P.I.; Weller, T. Embedded 6-GHz 3-D Printed Half-Wave Dipole Antenna. IEEE Antennas Wirel. Propag. Lett. 2017, 16, 145–148. [Google Scholar] [CrossRef]
- Ren, H.; Zhang, H.; Jin, Y.; Gu, Y.; Arigong, B. A Novel 2-D 3×33×3 Nolen Matrix for 2-D Beamforming Applications. IEEE Trans. Microw. Theory Tech. 2019, 67, 4622–4631. [Google Scholar] [CrossRef]
- Masood, S.H.; Mau, K.; Song, W. Tensile Properties of Processed FDM Polycarbonate Material. Mater. Sci. Forum 2010, 654, 2556–2559. [Google Scholar] [CrossRef]
- Gooch, J.W.; ASTM D638. Encyclopedic Dictionary of Polymers; Springer: New York, NY, USA, 2011; p. 51. Available online: https://doi.org/10.1007/978-1-4419-6247-8_856 (accessed on 26 August 2020).
- Cole, D.P.; Riddick, J.C.; Jaim, H.M.I.; Strawhecker, K.E.; Zander, N.E. Interfacial mechanical behavior of 3D printed ABS. J. Appl. Polym. Sci. 2016, 133, 43671. [Google Scholar] [CrossRef]
- Casavola, C.; Cazzato, A.; Moramarco, V.; Pappalettera, G. Residual stress measurement in Fused Deposition Modelling parts. Polym. Test. 2017, 58, 249–255. [Google Scholar] [CrossRef]
- Mazzanti, V.; Malagutti, L.; Mollica, F. FDM 3D Printing of Polymers Containing Natural Fillers: A Review of their Mechanical Properties. Polymers 2019, 11, 1094. [Google Scholar] [CrossRef]
- Prime, M.B.; Gnaeupel-Herold, T.; Baumann, J.; Lederich, R.; Bowden, D.; Sebring, R. Residual stress measurements in a thick, dissimilar aluminum alloy friction stir weld. Acta Mater. 2006, 54, 4013–4021. [Google Scholar] [CrossRef]
- Krell, A.; Schädlich, S. Nanoindentation hardness of submicrometer alumina ceramics. Mater. Sci. Eng. A 2001, 307, 172–181. [Google Scholar] [CrossRef]
- Ganji, R.S.; Karthik, P.S.; Rao, K.B.S.; Rajulapati, K.V. Strengthening mechanisms in equiatomic ultrafine grained AlCoCrCuFeNi high-entropy alloy studied by micro- and nanoindentation methods. Acta Mater. 2017, 125, 58–68. [Google Scholar] [CrossRef]
- Sun, J.-Y.; Tong, J. Fracture toughness properties of three different biomaterials measured by nanoindentation. J. Bionic Eng. 2007, 4, 11–17. [Google Scholar] [CrossRef]
- Calabri, L.; Pugno, N.M.; Menozzi, C.; Valeri, S. AFM nanoindentation: Tip shape and tip radius of curvature effect on the hardness measurement. J. Phys.: Condens. Matter 2008, 20, 474208. [Google Scholar] [CrossRef]
- Zou, R.; Xia, Y.; Liu, S.; Hu, P.; Hou, W.; Hu, Q.; Shan, C. Isotropic and anisotropic elasticity and yielding of 3D printed material. Compos. Part B Eng. 2016, 99, 506–513. [Google Scholar] [CrossRef]
- Wang, T.; Shukla, S.; Nene, S.S.; Frank, M.; Wheeler, R.W.; Mishra, R.S. Towards Obtaining Sound Butt Joint Between Metallurgically Immiscible Pure Cu and Stainless Steel Through Friction Stir Welding. Met. Mater. Trans. A 2018, 49, 2578–2582. [Google Scholar] [CrossRef]
- Majumdar, P.; Singh, S.; Chakraborty, M. Elastic modulus of biomedical titanium alloys by nano-indentation and ultrasonic techniques—A comparative study. Mater. Sci. Eng. A 2008, 489, 419–425. [Google Scholar] [CrossRef]
- Kupperman, D.S.; Reimann, K.J.; Abrego-Lopez, J. Ultrasonic NDE of cast stainless steel. Ndt Int. 1987, 20, 145–152. [Google Scholar]
- Walker, J.M.; Myers, A.M.; Schluchter, M.D.; Goldberg, V.M.; Caplan, A.I.; Berilla, J.A.; Mansour, J.M.; Welter, J.F. Nondestructive Evaluation of Hydrogel Mechanical Properties Using Ultrasound. Ann. Biomed. Eng. 2011, 39, 2521–2530. [Google Scholar] [CrossRef]
- Jin, Y.; Yang, T.; Ju, S.; Zhang, H.; Choi, T.-Y.; Neogi, A. Thermally Tunable Dynamic and Static Elastic Properties of Hydrogel Due to Volumetric Phase Transition. Polymers 2020, 12, 1462. [Google Scholar] [CrossRef]
- Martínez-Martínez, J.; Benavente, D.; Garcia-Del-Cura, M.A. Comparison of the static and dynamic elastic modulus in carbonate rocks. Bull. Int. Assoc. Eng. Geol. 2011, 71, 263–268. [Google Scholar] [CrossRef]
- Parveen, N.; Murthy, G.V.S. Determination of elastic modulus in a nickel alloy from ultrasonic measurements. Bull. Mater. Sci. 2011, 34, 323–326. [Google Scholar] [CrossRef]
- Augereau, F.; Laux, D.; Allais, L.; Mottot, M.; Caës, C. Ultrasonic measurement of anisotropy and temperature dependence of elastic parameters by a dry coupling method applied to a 6061-T6 alloy. Ultrasonics 2007, 46, 34–41. [Google Scholar] [CrossRef] [PubMed]
- Kumar, A.; Jayakumar, T.; Raj, B.; Ray, K. Characterization of solutionizing behavior in VT14 titanium alloy using ultrasonic velocity and attenuation measurements. Mater. Sci. Eng. A 2003, 360, 58–64. [Google Scholar] [CrossRef]
- Knuth, M.W.; Tobin, H.J.; Marone, C. Evolution of ultrasonic velocity and dynamic elastic moduli with shear strain in granular layers. Granul. Matter 2013, 15, 499–515. [Google Scholar] [CrossRef]
- Kranitz, K.; Deublein, M.; Niemz, P. Determination of dynamic elastic moduli and shear moduli of aged wood by means of ultrasonic devices. Mater. Struct. 2013, 47, 925–936. [Google Scholar] [CrossRef]
- Oral, I.; Guzel, H.; Ahmetli, G. Determining the mechanical properties of epoxy resin (DGEBA) composites by ultrasonic velocity measurement. J. Appl. Polym. Sci. 2012, 127, 1667–1675. [Google Scholar] [CrossRef]
- Islam, T.; Chaudhry, A.; Tang, S.; Tasciotti, E.; Righetti, R. A New Method for Estimating the Effective Poisson’s Ratio in Ultrasound Poroelastography. IEEE Trans. Med. Imaging 2018, 37, 1178–1191. [Google Scholar] [CrossRef]
- Gennisson, J.-L.; Deffieux, T.; Fink, M.; Tanter, M. Ultrasound elastography: Principles and techniques. Diagn. Interv. Imaging 2013, 94, 487–495. [Google Scholar] [CrossRef]
- Nightingale, K. Acoustic Radiation Force Impulse (ARFI) Imaging: A Review. Curr. Med. Imaging Former. Curr. Med. Imaging Rev. 2011, 7, 328–339. [Google Scholar] [CrossRef]
- Jin, Y.; Walker, E.; Krokhin, A.; Heo, H.; Choi, T.-Y.; Neogi, A. Enhanced Instantaneous Elastography in Tissues and Hard Materials Using Bulk Modulus and Density Determined Without Externally Applied Material Deformation. IEEE Trans. Ultrason. Ferroelectr. Freq. Control 2020, 67, 624–634. [Google Scholar] [CrossRef] [PubMed]
- Ahn, S.H.; Baek, C.; Lee, S.; Ahn, I.S. Anisotropic Tensile Failure Model of Rapid Prototyping Parts—Fused Deposition Modeling (FDM). Int. J. Mod. Phys. B 2003, 17, 1510–1516. [Google Scholar] [CrossRef]
- Rayegani, F.; Onwubolu, G.C. Fused deposition modelling (FDM) process parameter prediction and optimization using group method for data handling (GMDH) and differential evolution (DE). Int. J. Adv. Manuf. Technol. 2014, 73, 509–519. [Google Scholar] [CrossRef]
- Jin, Y.; Heo, H.; Walker, E.; Krokhin, A.; Choi, T.-Y.; Neogi, A. The effects of temperature and frequency dispersion on sound speed in bulk poly (vinyl alcohol) poly (N-isopropylacrylamide) hydrogels caused by the phase transition. Ultrasonics 2020, 104, 105931. [Google Scholar] [CrossRef] [PubMed]
- Jin, Y.; Walker, E.; Heo, H.; Krokhin, A.; Choi, T.Y.; Neogi, A. Nondestructive ultrasonic evaluation of fused deposition modeling based additively manufactured 3D-printed structures. Smart Mater. Struct. 2020, 29, 045020. [Google Scholar] [CrossRef]
- Walker, E.L.; Reyes-Contreras, D.; Jin, Y.; Neogi, A. Tunable Hybrid Phononic Crystal Lens Using Thermo-Acoustic Polymers. ACS Omega 2019, 4, 16585–16590. [Google Scholar] [CrossRef]








© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jin, Y.; Yang, T.; Heo, H.; Krokhin, A.; Shi, S.Q.; Dahotre, N.; Choi, T.-Y.; Neogi, A. Novel 2D Dynamic Elasticity Maps for Inspection of Anisotropic Properties in Fused Deposition Modeling Objects. Polymers 2020, 12, 1966. https://doi.org/10.3390/polym12091966
Jin Y, Yang T, Heo H, Krokhin A, Shi SQ, Dahotre N, Choi T-Y, Neogi A. Novel 2D Dynamic Elasticity Maps for Inspection of Anisotropic Properties in Fused Deposition Modeling Objects. Polymers. 2020; 12(9):1966. https://doi.org/10.3390/polym12091966
Chicago/Turabian StyleJin, Yuqi, Teng Yang, Hyeonu Heo, Arkadii Krokhin, Sheldon Q. Shi, Narendra Dahotre, Tae-Youl Choi, and Arup Neogi. 2020. "Novel 2D Dynamic Elasticity Maps for Inspection of Anisotropic Properties in Fused Deposition Modeling Objects" Polymers 12, no. 9: 1966. https://doi.org/10.3390/polym12091966
APA StyleJin, Y., Yang, T., Heo, H., Krokhin, A., Shi, S. Q., Dahotre, N., Choi, T.-Y., & Neogi, A. (2020). Novel 2D Dynamic Elasticity Maps for Inspection of Anisotropic Properties in Fused Deposition Modeling Objects. Polymers, 12(9), 1966. https://doi.org/10.3390/polym12091966