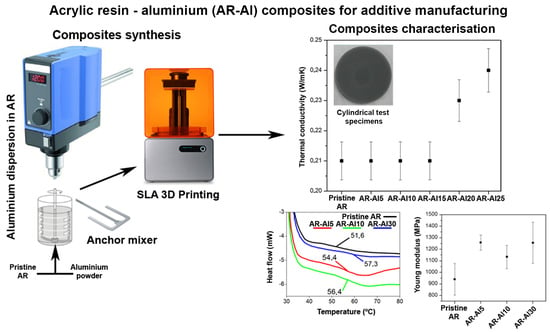
Synthesis and Characterisation of Acrylic Resin-Al Powder Composites Suitable for Additive Manufacturing

 , , , and
, , , and 
Abstract
1. Introduction
- -
- Costs’ reduction when compared with traditional manufacturing techniques because less raw material is required.
- -
- Eco-friendly character as less raw materials and energy are required in comparison with conventional manufacturing.
- -
- Completely computer-driven processes. Operators are only required at certain stages of the process with increasing automation.
- -
- Freedom of design allowing to overcome the design restriction and the geometry limitations in conventional manufacturing.
2. Materials and Methods
3. Results and Discussion
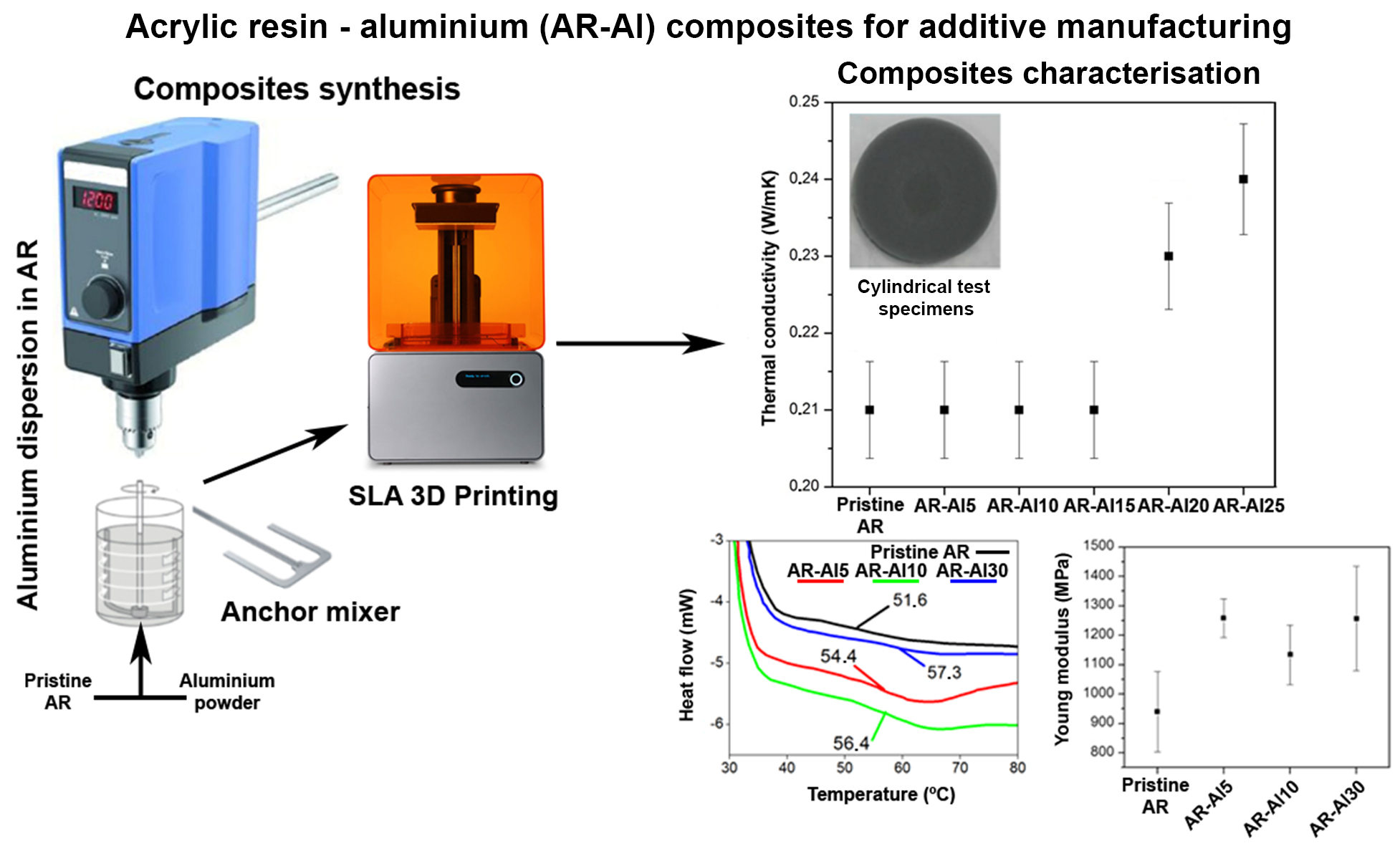
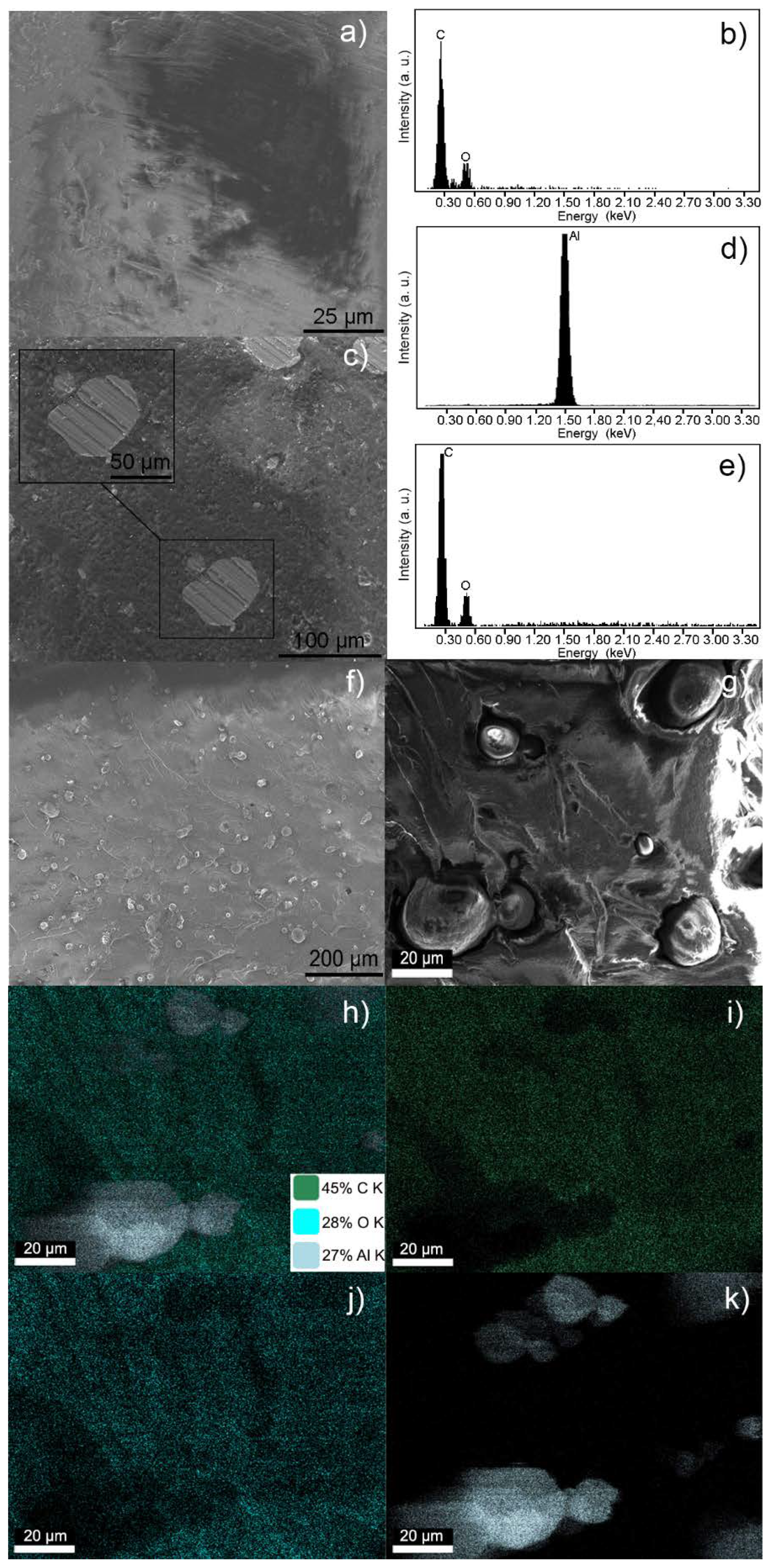
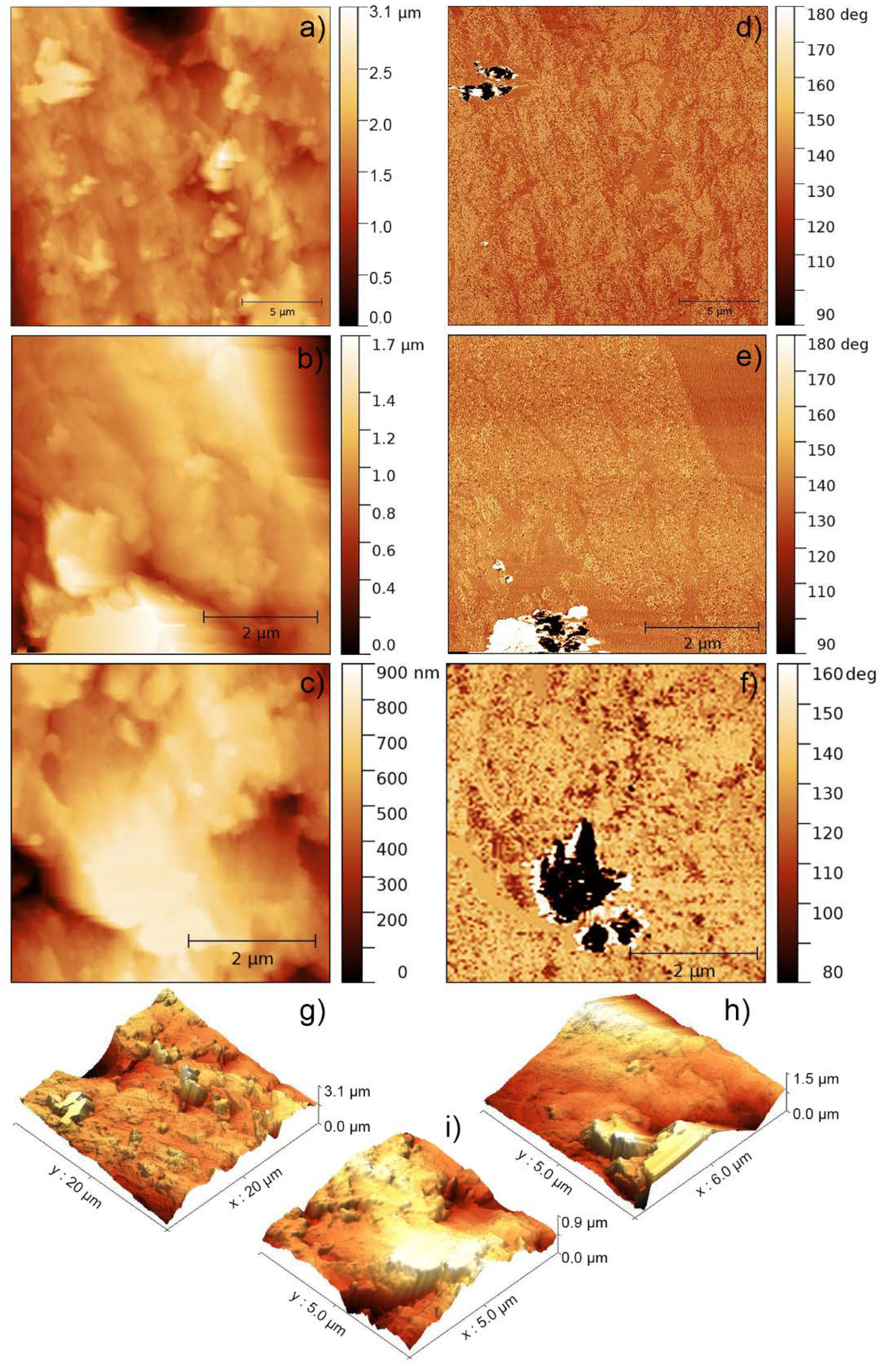
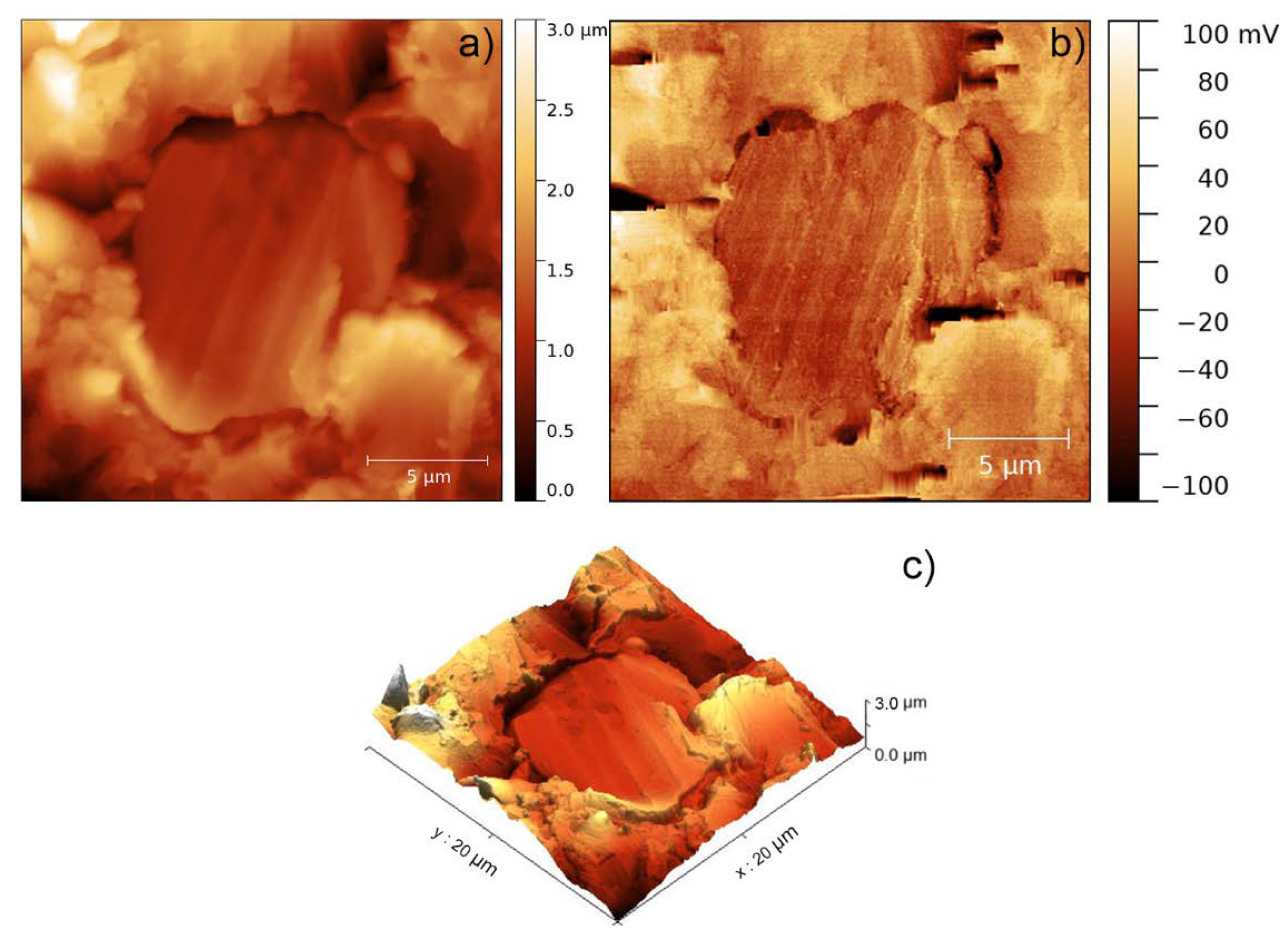
3.1. Structural and Compositional Characterisation
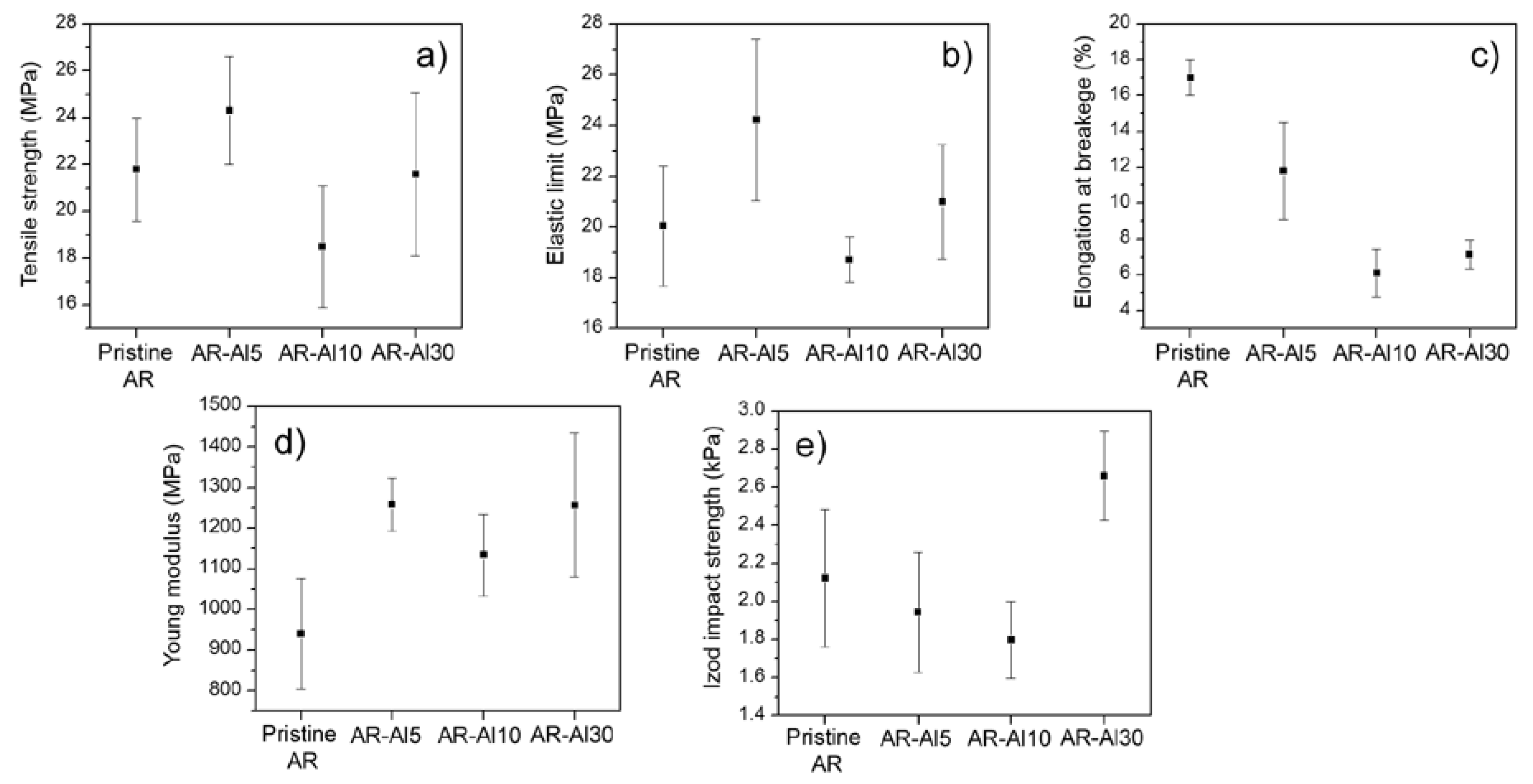
3.2. Mechanical Characterisation
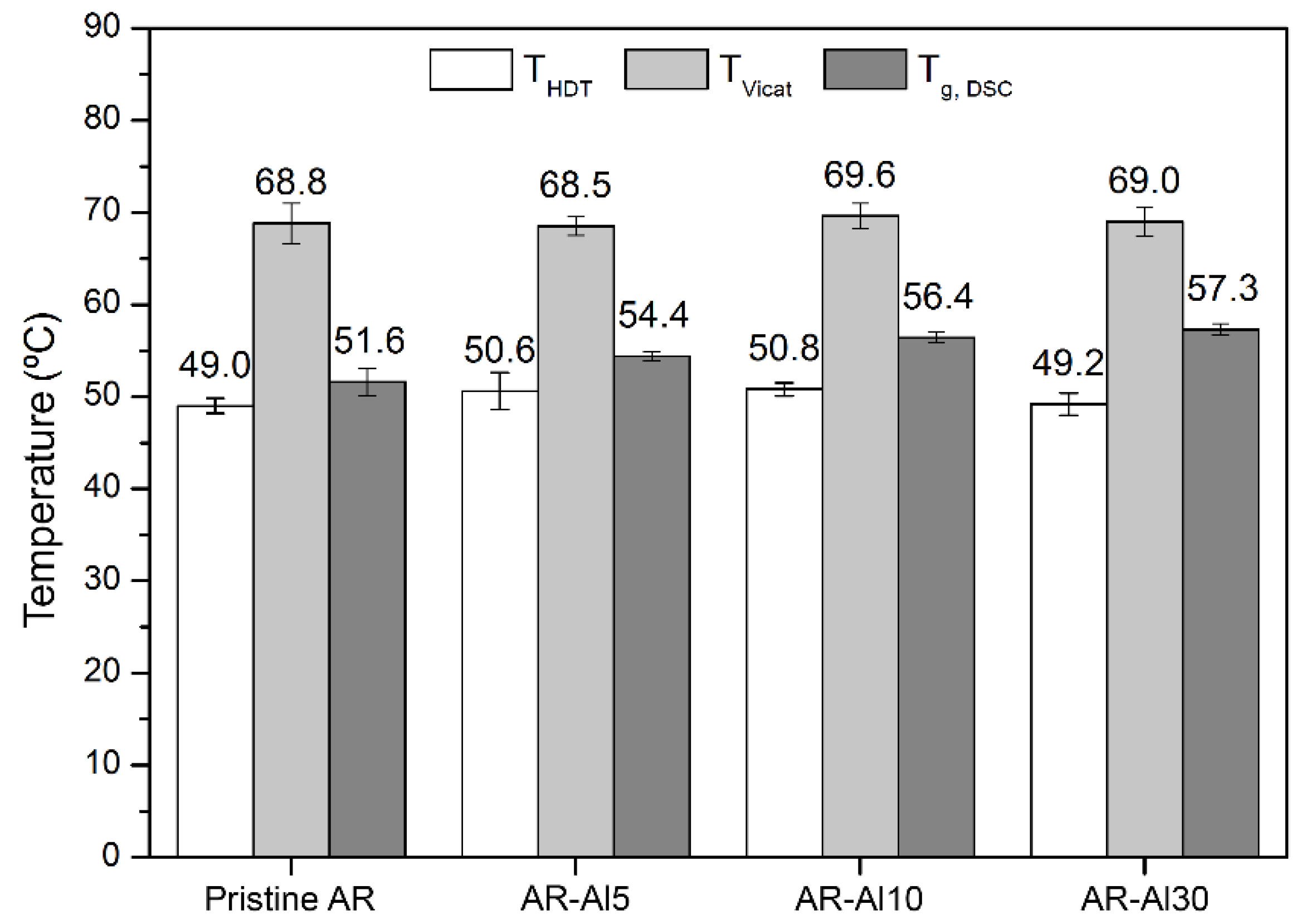
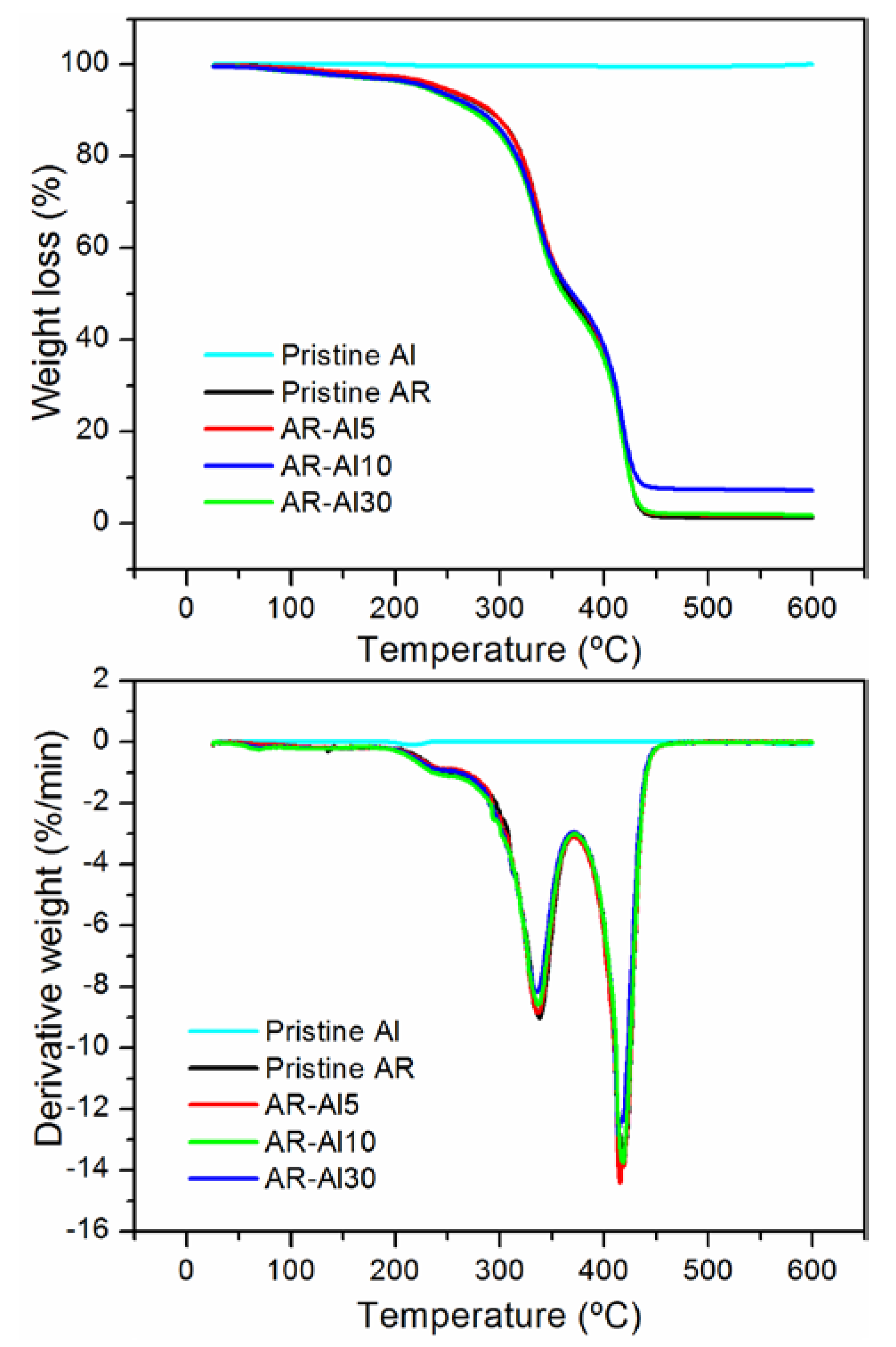
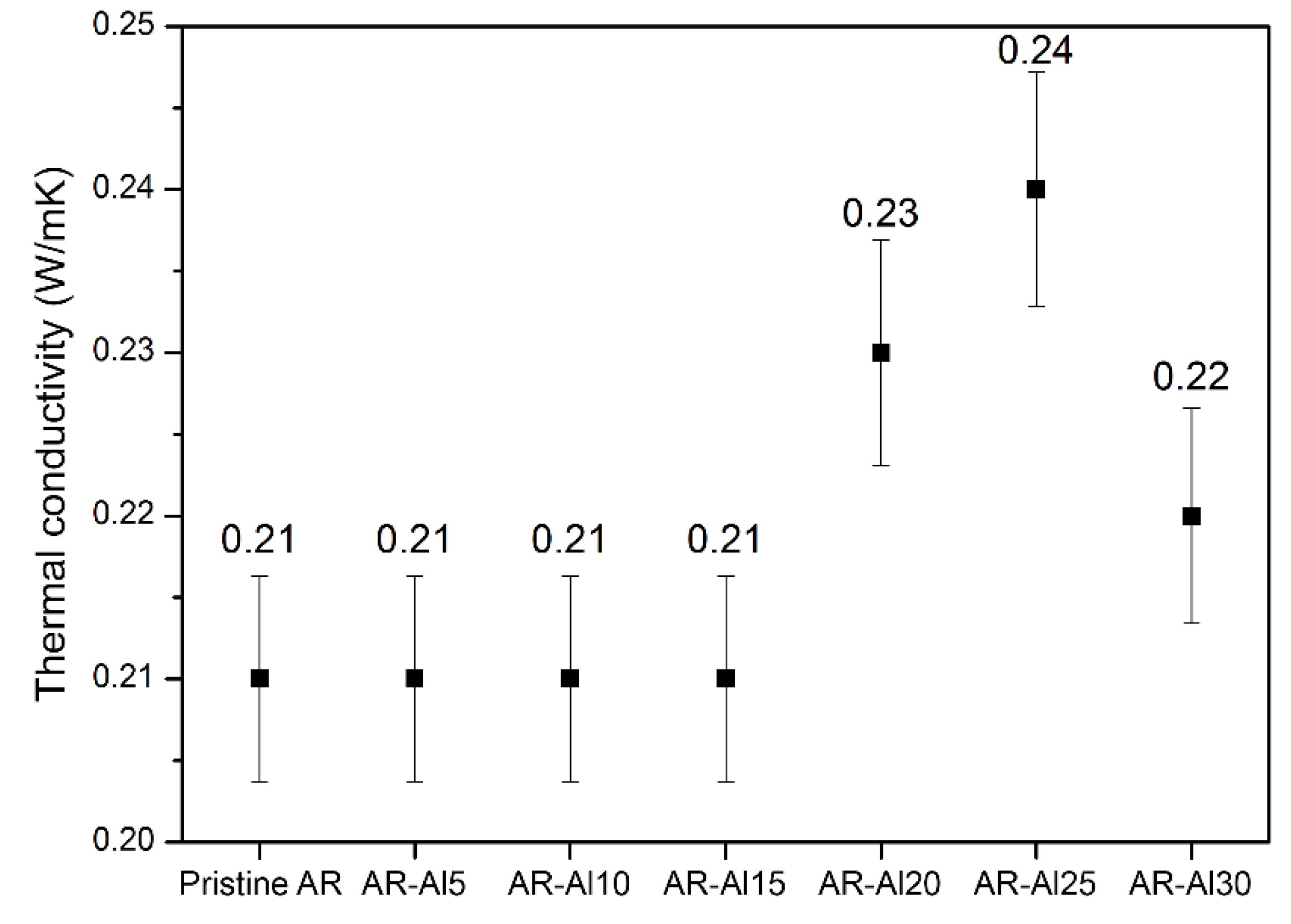
3.3. Thermal Characterisation
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Conflicts of Interest
References
- Savolainen, J.; Collan, M. How Additive Manufacturing Technology Changes Business Models?—Review of Literature. Addit. Manuf. 2020, 32, 101070. [Google Scholar] [CrossRef]
- Haleem, A.; Javaid, M. Additive Manufacturing Applications in Industry 4.0: A Review. J. Ind. Integr. Manag. 2019, 4, 1930001. [Google Scholar] [CrossRef]
- Culot, G.; Orzes, G.; Sartor, M.; Nassimbeni, G. The future of manufacturing: A Delphi-based scenario analysis on Industry 4.0. Technol. Forecast. Soc. Chang. 2020, 157, 120092. [Google Scholar] [CrossRef]
- Maresch, D.; Gartner, J. Make disruptive technological change happen—The case of additive manufacturing. Technol. Forecast. Soc. Chang. 2020, 155, 119216. [Google Scholar] [CrossRef]
- Kadir, A.Z.A.; Yusof, Y.; Wahab, M.S. Additive manufacturing cost estimation models—A classification review. Int. J. Adv. Manuf. Technol. 2020, 107, 4033–4053. [Google Scholar] [CrossRef]
- Craveiro, F.; Duarte, J.P.; Bartolo, H.; Bartolo, P.J. Additive manufacturing as an enabling technology for digital construction: A perspective on Construction 4.0. Autom. Constr. 2019, 103, 251–267. [Google Scholar] [CrossRef]
- Tofail, S.A.M.; Koumoulos, E.P.; Bandyopadhyay, A.; Bose, S.; O’Donoghue, L.; Charitidis, C. Additive manufacturing: Scientific and technological challenges, market uptake and opportunities. Mater. Today 2018, 21, 22–37. [Google Scholar] [CrossRef]
- Wang, Y.C.; Chen, T.; Yeh, Y.L. Advanced 3D printing technologies for the aircraft industry: A fuzzy systematic approach for assessing the critical factors. Int. J. Adv. Manuf. Technol. 2019, 105, 4059–4069. [Google Scholar] [CrossRef]
- Yusuf, S.M.; Cutler, S.; Gao, N. Review: The Impact of Metal Additive Manufacturing on the Aerospace Industry. Metals 2019, 9, 1286. [Google Scholar] [CrossRef]
- Williams, H.; Butler-Jones, E. Additive manufacturing standards for space resource utilization. Addit. Manuf. 2019, 28, 676–681. [Google Scholar] [CrossRef]
- Phillips, B.T.; Allder, J.; Bolan, G.; Nagle, R.S.; Redington, A.; Hellebrekers, T.; Borden, J.; Pawlenko, N.; Licht, S. Additive manufacturing aboard a moving vessel at sea using passively stabilized stereolithography (SLA) 3D printing. Addit. Manuf. 2020, 31, 100969. [Google Scholar] [CrossRef]
- Fan, D.; Li, Y.; Wang, X.; Zhu, T.; Wang, Q.; Cai, H.; Li, W.; Tian, Y.; Liu, Z. Progressive 3D Printing Technology and Its Application in Medical Materials. Front. Pharmacol. 2020, 11, 122. [Google Scholar] [CrossRef] [PubMed]
- Velu, R.; Calais, T.; Jayakumar, A.; Raspall, F. A comprehensive review on bio-nanomaterials for medical implants and feasibility studies on fabrication of such implants by additive manufacturing technique. Materials 2020, 13, 92. [Google Scholar] [CrossRef] [PubMed]
- Delic, M.; Eyers, D.R.; Mikulic, J. Additive manufacturing: Empirical evidence for supply chain integration and performance from the automotive industry. Supply Chain Manag. 2019, 24, 604–621. [Google Scholar] [CrossRef]
- Sathies, T.; Senthil, P.; Anoop, M.S. A review on advancements in applications of fused deposition modelling process. Rapid Prototyp. J. 2020, 26, 669–687. [Google Scholar]
- Paolini, A.; Kollmannsberger, S.; Rank, E. Additive manufacturing in construction: A review on processes, applications, and digital planning methods. Addit. Manuf. 2019, 30, 100894. [Google Scholar] [CrossRef]
- Salonitis, K. 10.03 Stereolithography. In Comprehensive Materials Processing; Elsevier: Amsterdam, The Netherlands, 2014; Volume 10, pp. 19–67. ISBN 9780080965338. [Google Scholar]
- Quan, H.; Zhang, T.; Xu, H.; Luo, S.; Nie, J.; Zhu, X. Photo-curing 3D printing technique and its challenges. Bioact. Mater. 2020, 5, 110–115. [Google Scholar] [CrossRef]
- Ng, W.L.; Chua, C.K.; Shen, Y.F. Print Me an Organ! Why We Are Not There Yet. Prog. Polym. Sci. 2019, 97, 101145. [Google Scholar] [CrossRef]
- Ng, W.L.; Lee, J.M.; Zhou, M.; Chen, Y.-W.; Lee, K.-X.A.; Yeong, W.Y.; Shen, Y.F. Vat polymerization-based bioprinting—Process, materials, applications and regulatory challenges. Biofabrication 2020, 12, 22001. [Google Scholar] [CrossRef]
- Wu, H.; Fahy, W.P.; Kim, S.; Kim, H.; Zhao, N.; Pilato, L.; Kafi, A.; Bateman, S.; Koo, J.H. Recent developments in polymers/polymer nanocomposites for additive manufacturing. Prog. Mater. Sci. 2020, 111, 100638. [Google Scholar] [CrossRef]
- Weng, Z.; Zhou, Y.; Lin, W.; Senthil, T.; Wu, L. Structure-property relationship of nano enhanced stereolithography resin for desktop SLA 3D printer. Compos. Part A Appl. Sci. Manuf. 2016, 88, 234–242. [Google Scholar] [CrossRef]
- Dizon, J.R.C.; Espera, A.H.; Chen, Q.; Advincula, R.C. Mechanical characterization of 3D-printed polymers. Addit. Manuf. 2018, 20, 44–67. [Google Scholar] [CrossRef]
- Liu, Y.; Lin, Y.; Jiao, T.; Lu, G.; Liu, J. Photocurable modification of inorganic fillers and their application in photopolymers for 3D printing. Polym. Chem. 2019, 10, 6350–6359. [Google Scholar] [CrossRef]
- Medellin, A.; Du, W.; Miao, G.; Zou, J.; Pei, Z.; Ma, C. Vat Photopolymerization 3D Printing of Nanocomposites: A Literature Review. J. Micro Nano-Manuf. 2019, 7, 031006. [Google Scholar] [CrossRef]
- Westbeek, S.; Remmers, J.J.C.; Van Dommelen, J.A.W.; Geers, M.G.D. Multi-scale process simulation for additive manufacturing through particle fi lled vat photopolymerization. Comput. Mater. Sci. 2020, 180, 109647. [Google Scholar] [CrossRef]
- Prashanth Reddy, K.; Panitapu, B. High thermal conductivity mould insert materials for cooling time reduction in thermoplastic injection moulds. Mater. Today Proc. 2017, 4, 519–526. [Google Scholar] [CrossRef]
- Al-Turaif, H.A. Effect of TiO2 surface treatment on the mechanical properties of cured epoxy resin. J. Coat. Technol. Res. 2011, 8, 727–733. [Google Scholar] [CrossRef]
- McGrail, P.T.; Jenkins, S.D.; Carter, J.T.; Ciriscioli, P.R.; Lucas, S.D.; Maskell, R.K. At Least Trifunctional Epoxy Resin Reacted with Solid Rubber Mixed with Epoxy Resin and Curing Agent 2000. U.S. Patent 006013730A, 11 January 2000. [Google Scholar]
- Corley, L.S.; Kincaid, D.S.; Young, G.C. Amine-Terminated Polyamide in Oil-in-Water Emulsion 1999. U.S. Patent 005962629A, 5 October 1999. [Google Scholar]
- Corley, L.S.; Kincaid, D.S.; Young, G.C. Coating or Impregnant of Epoxy Resin and Aqueous Polyamide-Amine Dispersion 2000. U.S. Patent 006013757A, 11 January 2000. [Google Scholar]
- Nečas, D.; Klapetek, P. Gwyddion: An open-source software for SPM data analysis. Cent. Eur. J. Phys. 2012, 10, 181–188. [Google Scholar] [CrossRef]
- Gaillard, C.; Stadelmann, P.A.; Plummer, C.J.G.; Fuchs, G. Practical method for high-resolution imaging of polymers by low-voltage scanning electron microscopy. Scanning 2004, 26, 122–130. [Google Scholar] [CrossRef]
- Yasmin, A.; Luo, J.-J.; Daniel, I.M. Processing of expanded graphite reinforced polymer nanocomposites. Compos. Sci. Technol. 2006, 66, 1182–1189. [Google Scholar] [CrossRef]
- Murariu, M.; Dechief, A.L.; Bonnaud, L.; Paint, Y.; Gallos, A.; Fontaine, G.; Bourbigot, S.; Dubois, P. The production and properties of polylactide composites filled with expanded graphite. Polym. Degrad. Stab. 2010, 95, 889–900. [Google Scholar] [CrossRef]
- Peponi, L.; Puglia, D.; Torre, L.; Valentini, L.; Kenny, J.M. Processing of nanostructured polymers and advanced polymeric based nanocomposites. Mater. Sci. Eng. R Rep. 2014, 85, 1–46. [Google Scholar] [CrossRef]
- Gurr, M.; Hofmann, D.; Ehm, M.; Thomann, Y.; Kubier, R.; Mülhaupt, R. Acrylic nanocomposite resins for use in stereolithography and structural light modulation based rapid prototyping and rapid manufacturing technologies. Adv. Funct. Mater. 2008, 18, 2390–2397. [Google Scholar] [CrossRef]
- Gurr, M.; Thomann, Y.; Nedelcu, M.; Kübler, R.; Könczöl, L.; Mülhaupt, R. Novel acrylic nanocomposites containing in-situ formed calcium phosphate/layered silicate hybrid nanoparticles for photochemical rapid prototyping, rapid tooling and rapid manufacturing processes. Polymer 2010, 51, 5058–5070. [Google Scholar] [CrossRef]
- Taormina, G.; Sciancalepore, C.; Bondioli, F.; Messori, M. Special resins for stereolithography: In situ generation of silver nanoparticles. Polymers 2018, 10, 212. [Google Scholar] [CrossRef]
- Sciancalepore, C.; Moroni, F.; Messori, M.; Bondioli, F. Acrylate-based silver nanocomposite by simultaneous polymerization–reduction approach via 3D stereolithography. Compos. Commun. 2017, 6, 11–16. [Google Scholar] [CrossRef]
- Menczel, J.D.; Prime, R.B. Thermal Analysis of Polymers. Fundamentals and Applications; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2009; ISBN 9780471769170. [Google Scholar]
- Huang, X.; Sun, J.; Lv, K.; Liu, J.; Shen, H.; Zhang, F. Application of core-shell structural acrylic resin/nano-SiO2 composite in water based drilling fluid to plug shale pores. J. Nat. Gas Sci. Eng. 2018, 55, 418–425. [Google Scholar] [CrossRef]
- Bandeira, C.F.; Pereira, A.C.; Botelho, E.C.; Costa, M.L. Benzoxazine resin and their nanostructured composites cure kinetic by DSC. J. Mater. Res. 2013, 28, 3094–3099. [Google Scholar] [CrossRef]
- Mendes-Felipe, C.; Patrocinio, D.; Laza, J.M.; Ruiz-Rubio, L.; Vilas-Vilela, J.L. Evaluation of postcuring process on the thermal and mechanical properties of the Clear02TM resin used in stereolithography. Polym. Test. 2018, 72, 115–121. [Google Scholar] [CrossRef]
- Gao, Y.; Picot, O.T.; Bilotti, E.; Peijs, T. Influence of filler size on the properties of poly(lactic acid) (PLA)/graphene nanoplatelet (GNP) nanocomposites. Eur. Polym. J. 2017, 86, 117–131. [Google Scholar] [CrossRef]
- Salom, C.; Prolongo, M.G.; Toribio, A.; Martínez-Martínez, A.J.; de Cárcer, I.A.; Prolongo, S.G. Mechanical properties and adhesive behavior of epoxy-graphene nanocomposites. Int. J. Adhes. Adhes. 2017, 84, 119–125. [Google Scholar] [CrossRef]
- Choong, Y.Y.C.; Maleksaeedi, S.; Eng, H.; Yu, S.; Wei, J.; Su, P.C. High speed 4D printing of shape memory polymers with nanosilica. Appl. Mater. Today 2020, 18, 100515. [Google Scholar] [CrossRef]
- Mansour, S.; Gilbert, M.; Hague, R. A study of the impact of short-term ageing on the mechanical properties of a stereolithography resin. Mater. Sci. Eng. A 2007, 447, 277–284. [Google Scholar] [CrossRef]
- Qipeng, G. Thermosets. Structure, Properties and Applications; Woodhead Publishing Limited: Cambridge, UK, 2012; ISBN 9780857090867. [Google Scholar]
- Takemori, M.T. Towards an understanding of the heat distortion temperature of thermoplastics. Polym. Eng. Sci. 1979, 19, 1104–1109. [Google Scholar] [CrossRef]
- Zhang, Z.; Zhang, J.; Liu, H. High-impact toughness Poly(vinyl chloride)/(α-Methylstyrene)-Acrylonitrile-Butadiene-Styrene copolymer/Acrylic resin blends: Thermal properties and toughening mechanism. J. Vinyl Addit. Technol. 2014, 21, 205–214. [Google Scholar] [CrossRef]
- Feng, X.; Yang, Z.; Chmely, S.; Wang, Q.; Wang, S.; Xie, Y. Lignin-coated cellulose nanocrystal filled methacrylate composites prepared via 3D stereolithography printing: Mechanical reinforcement and thermal stabilization. Carbohydr. Polym. 2017, 169, 272–281. [Google Scholar] [CrossRef]
- Batool, A.; Kanwal, F.; Imran, M.; Jamil, T.; Siddiqi, S.A. Synthesis of polypyrrole/zinc oxide composites and study of their structural, thermal and electrical properties. Synth. Met. 2012, 161, 2753–2758. [Google Scholar] [CrossRef]
- Daimatsu, K.; Sugimoto, H.; Kato, Y.; Nakanishi, E.; Inomata, K.; Amekawa, Y.; Takemura, K. Preparation and physical properties of flame retardant acrylic resin containing nano-sized aluminum hydroxide. Polym. Degrad. Stab. 2007, 92, 1433–1438. [Google Scholar] [CrossRef]
- Cheng, W.T.; Chih, Y.W.; Yeh, W.T. In situ fabrication of photocurable conductive adhesives with silver nano-particles in the absence of capping agent. Int. J. Adhes. Adhes. 2007, 27, 236–243. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composite | Filler | Concentration (wt. %) |
|---|---|---|
| Pristine AR | - | - |
| AR-Al5 | Al | 5 |
| AR-Al10 | Al | 10 |
| AR-Al15 | Al | 15 |
| AR-Al20 | Al | 20 |
| AR-Al25 | Al | 25 |
| AR-Al30 | Al | 30 |
| Composite | Tmax1 (°C) | Tmax2 (°C) |
|---|---|---|
| Pristine Al | - | - |
| Pristine AR | 338.8 ± 0.6 | 418.6 ± 2.3 |
| AR-Al5 | 336.6 ± 1.2 | 416.1 ± 1.9 |
| AR-Al10 | 337.3 ± 1.0 | 418.1 ± 0.8 |
| AR-Al30 | 335.7 ± 0.5 | 416.5 ± 2.1 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Relinque, J.J.; Romero-Ocaña, I.; Navas-Martos, F.J.; Delgado, F.J.; Domínguez, M.; Molina, S.I. Synthesis and Characterisation of Acrylic Resin-Al Powder Composites Suitable for Additive Manufacturing. Polymers 2020, 12, 1642. https://doi.org/10.3390/polym12081642
Relinque JJ, Romero-Ocaña I, Navas-Martos FJ, Delgado FJ, Domínguez M, Molina SI. Synthesis and Characterisation of Acrylic Resin-Al Powder Composites Suitable for Additive Manufacturing. Polymers. 2020; 12(8):1642. https://doi.org/10.3390/polym12081642
Chicago/Turabian StyleRelinque, J. J., Ismael Romero-Ocaña, Francisco J. Navas-Martos, F. J. Delgado, M. Domínguez, and S. I. Molina. 2020. "Synthesis and Characterisation of Acrylic Resin-Al Powder Composites Suitable for Additive Manufacturing" Polymers 12, no. 8: 1642. https://doi.org/10.3390/polym12081642
APA StyleRelinque, J. J., Romero-Ocaña, I., Navas-Martos, F. J., Delgado, F. J., Domínguez, M., & Molina, S. I. (2020). Synthesis and Characterisation of Acrylic Resin-Al Powder Composites Suitable for Additive Manufacturing. Polymers, 12(8), 1642. https://doi.org/10.3390/polym12081642