Improvement of Mechanical, Hydrophobicity and Thermal Properties of Chinese Fir Wood by Impregnation of Nano Silica Sol


Abstract
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of SiO2-Wood Composites
2.3. Characterization of SiO2-Wood Composites
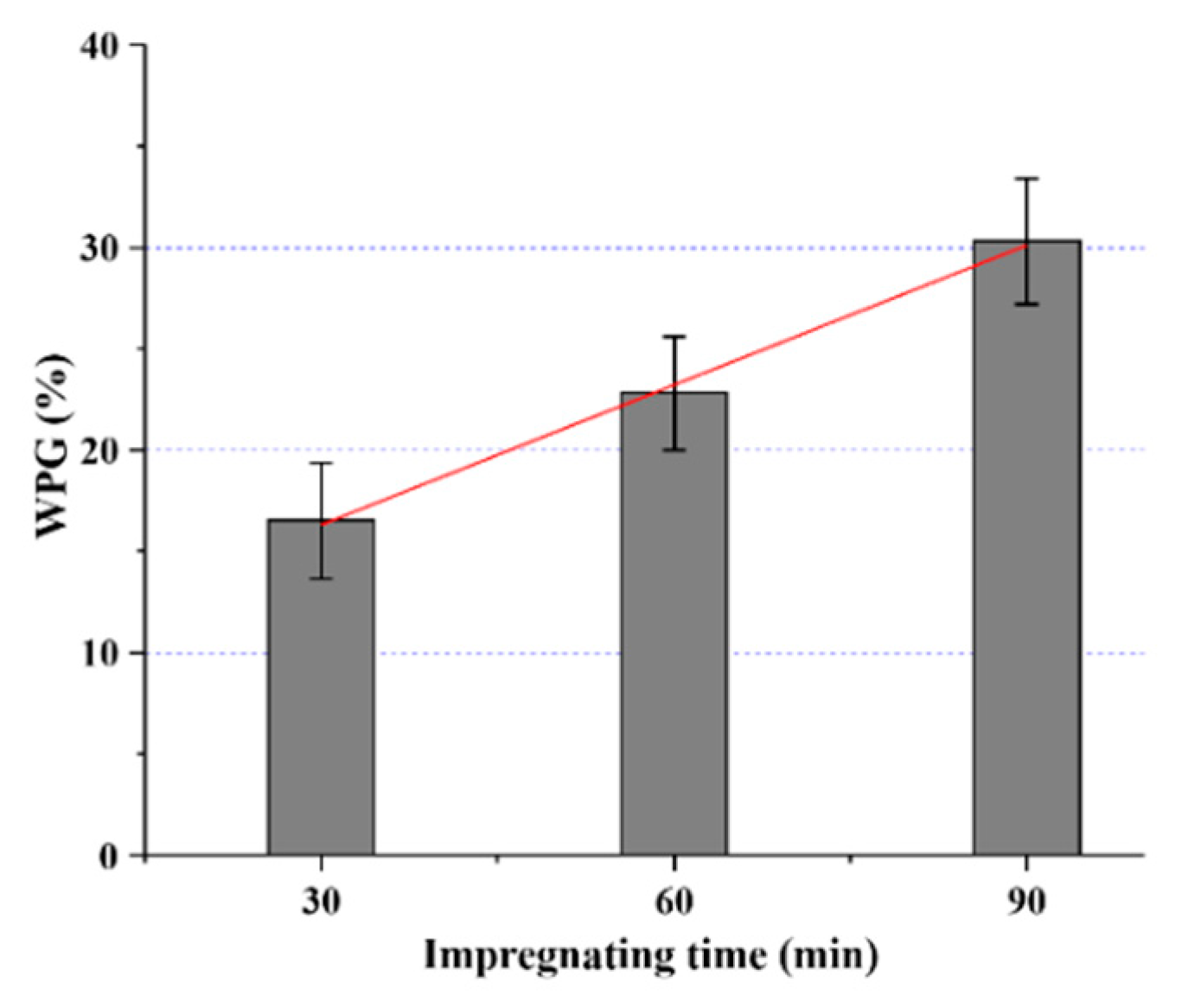
2.3.1. Weight Percent Gain (WPG)
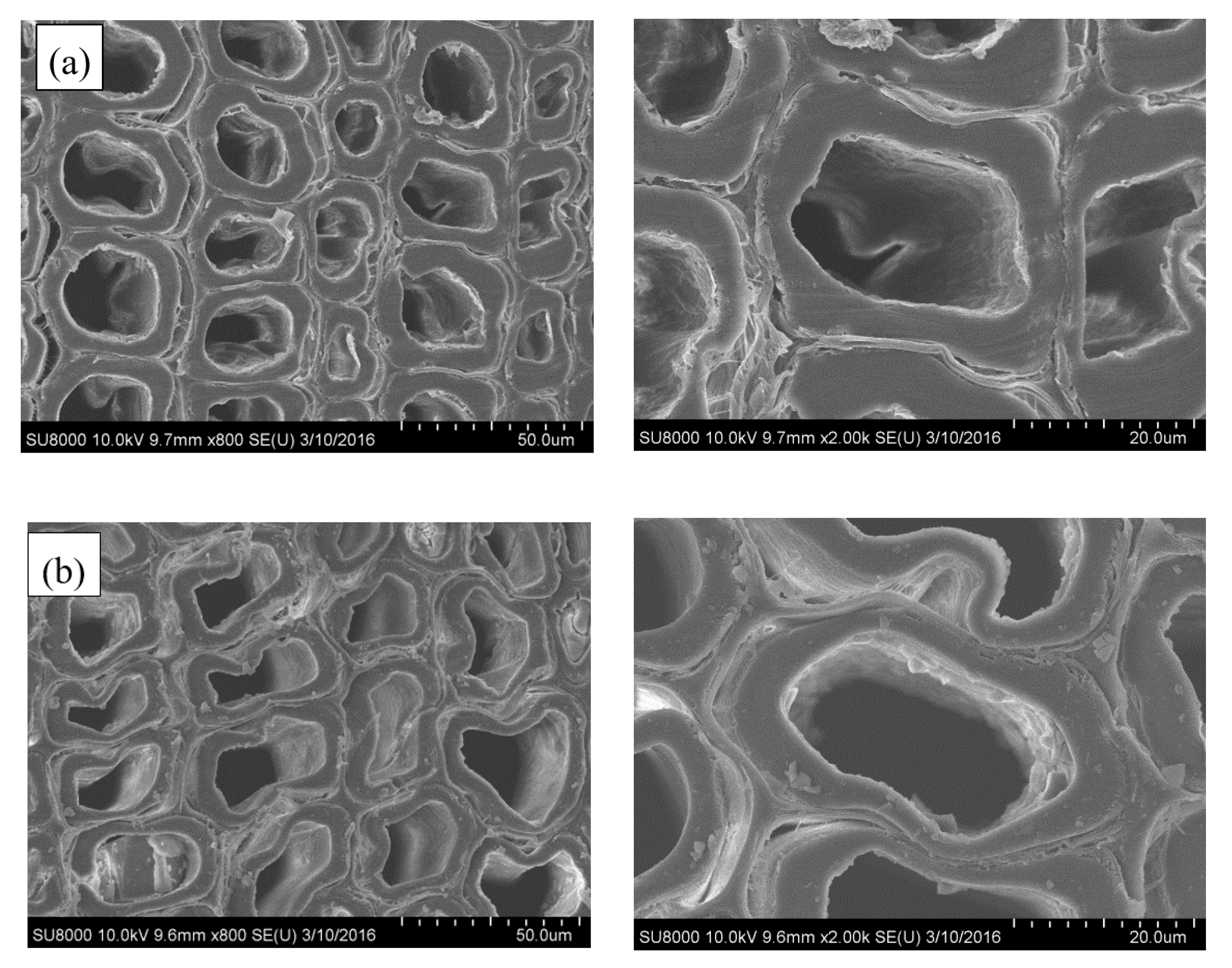
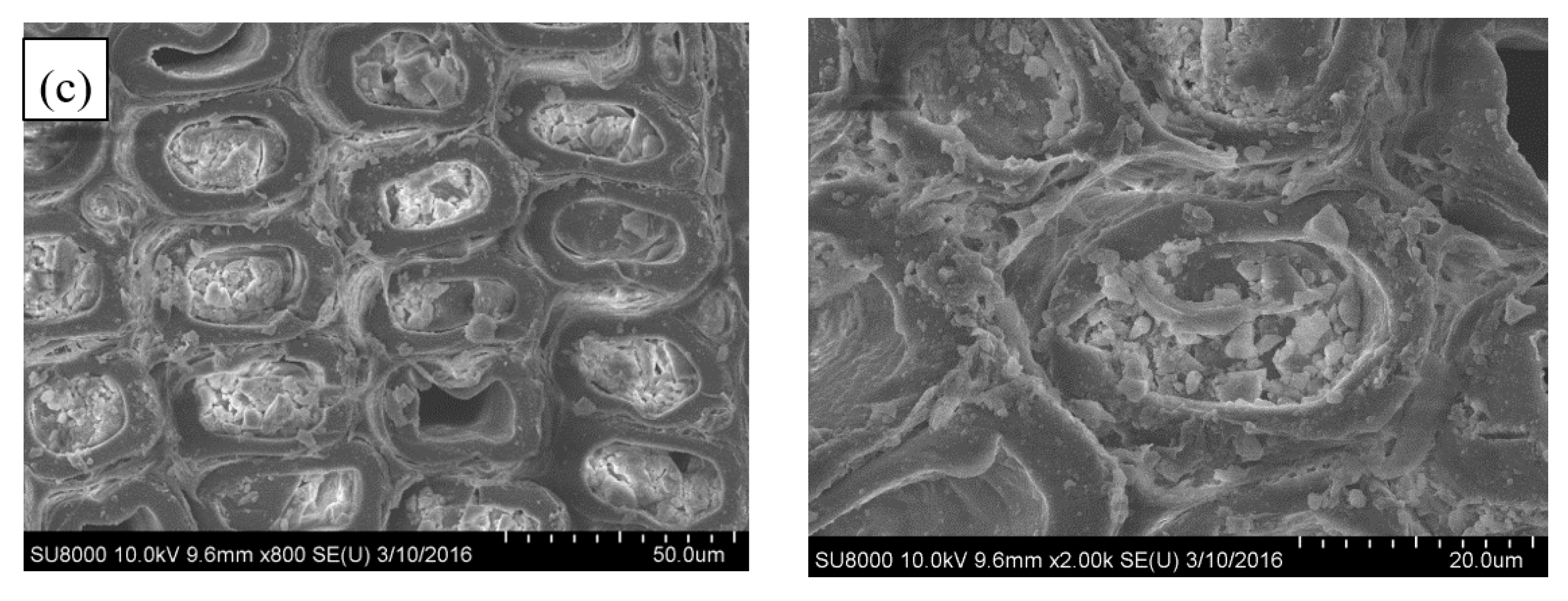
2.3.2. Scanning Electron Microscopy (SEM) Analysis
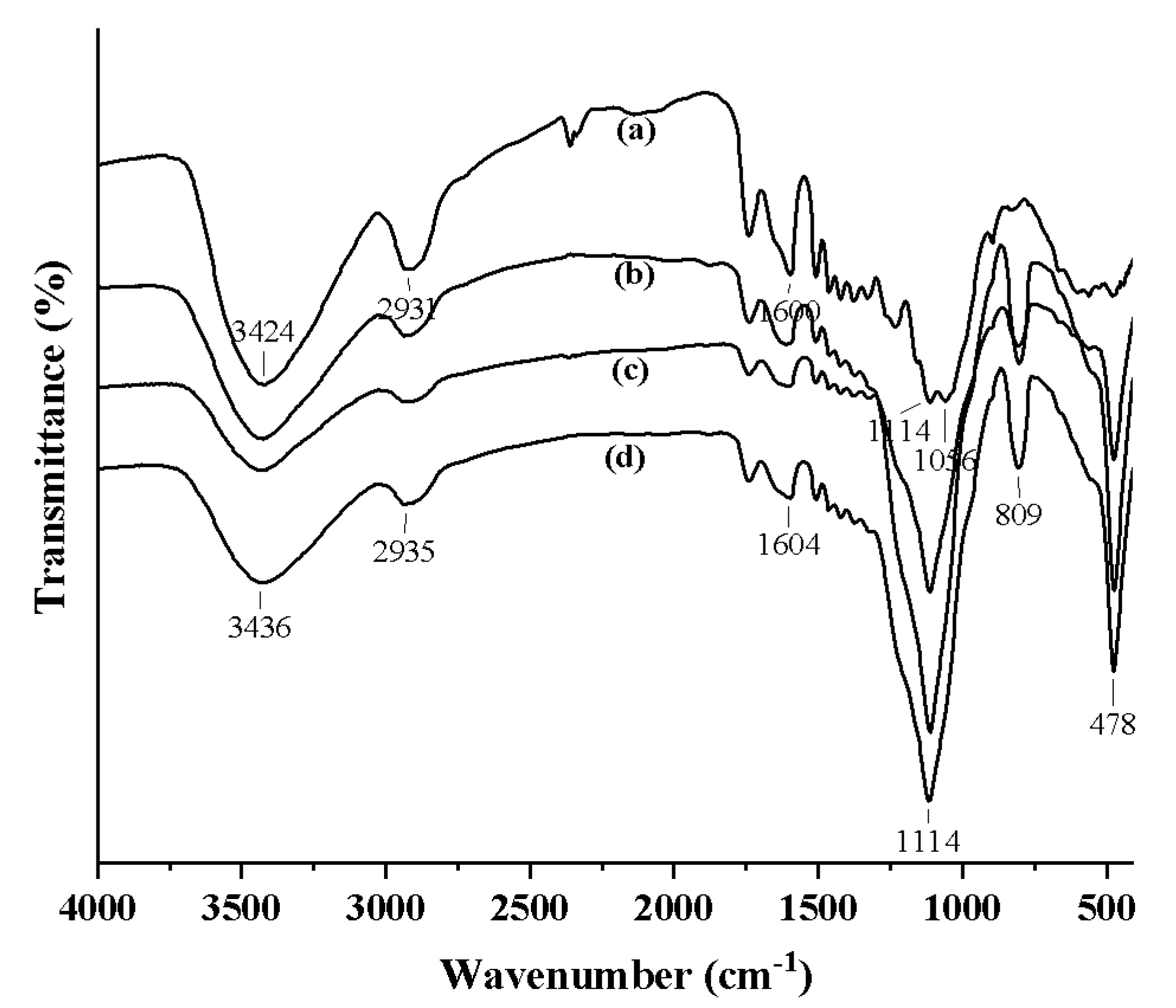
2.3.3. Fourier Transform Infrared Spectroscopy (FTIR) Analysis
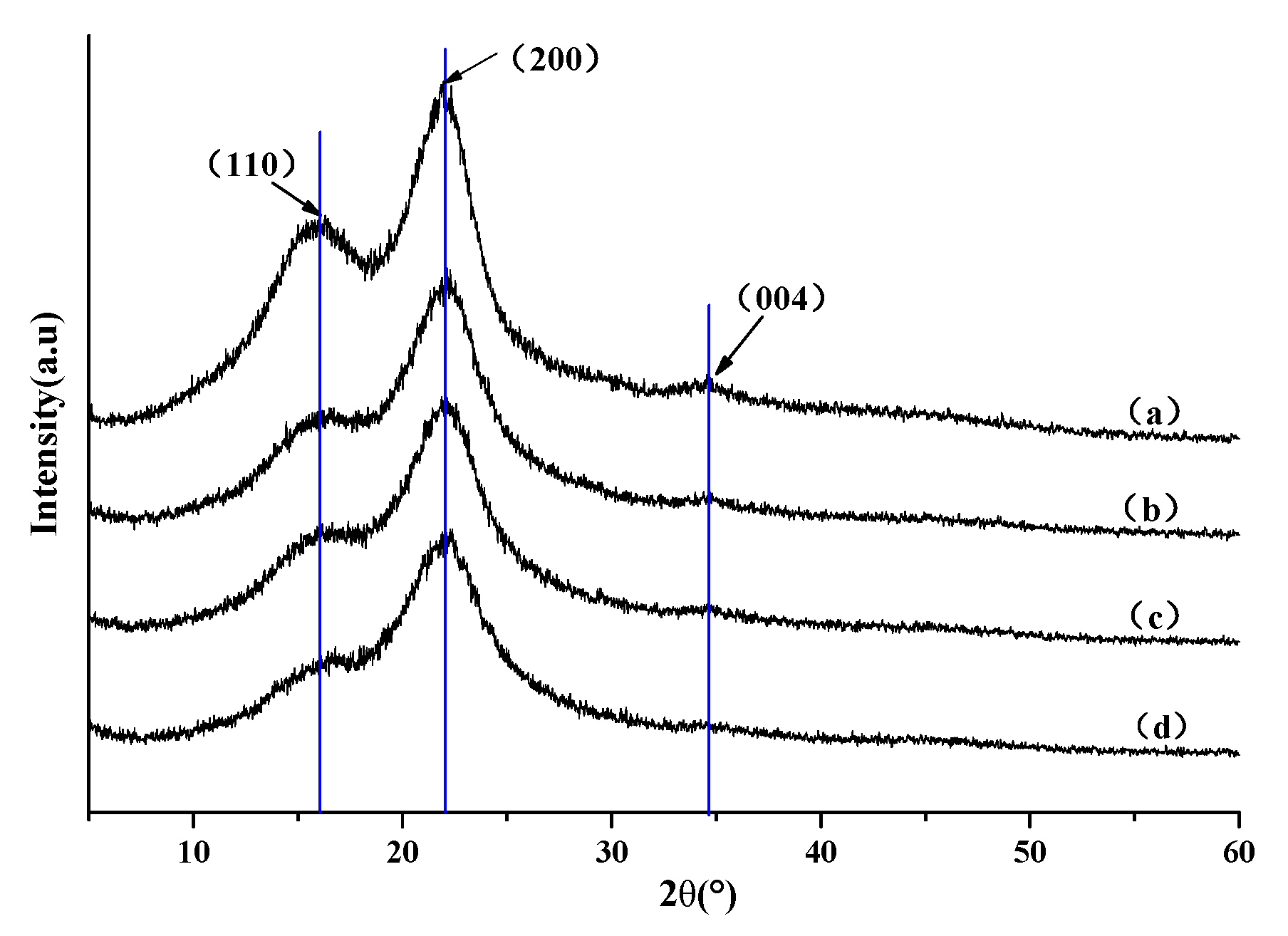
2.3.4. X-ray Diffraction (XRD) Analysis
2.3.5. Thermogravimetric (TG) Analysis
2.3.6. Water Contact Angle Analysis
2.3.7. Mechanical Test
3. Results
3.1. Mass and Microstructure of the Developed Composites
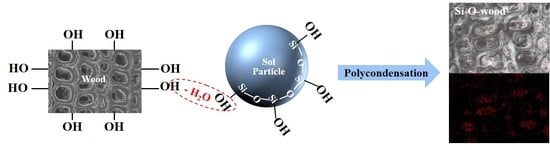
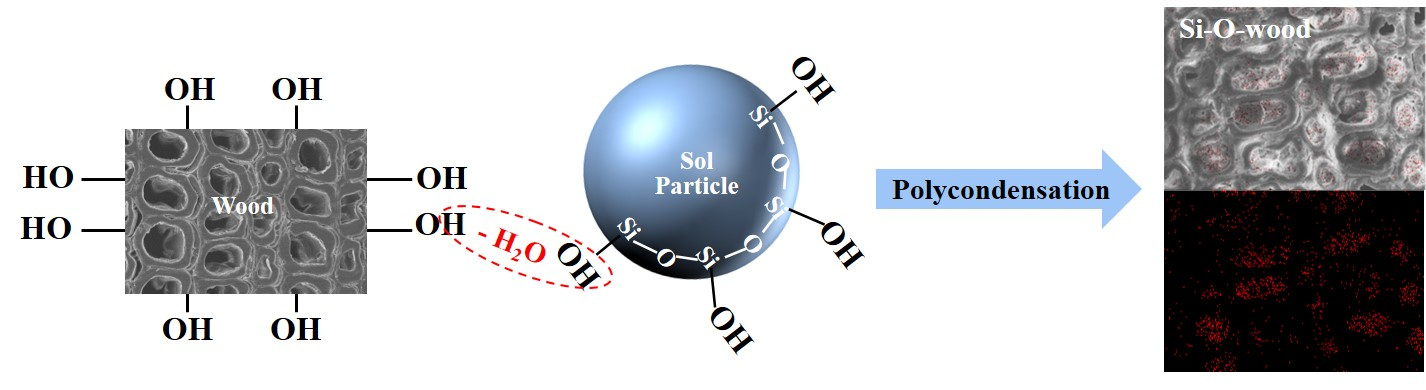
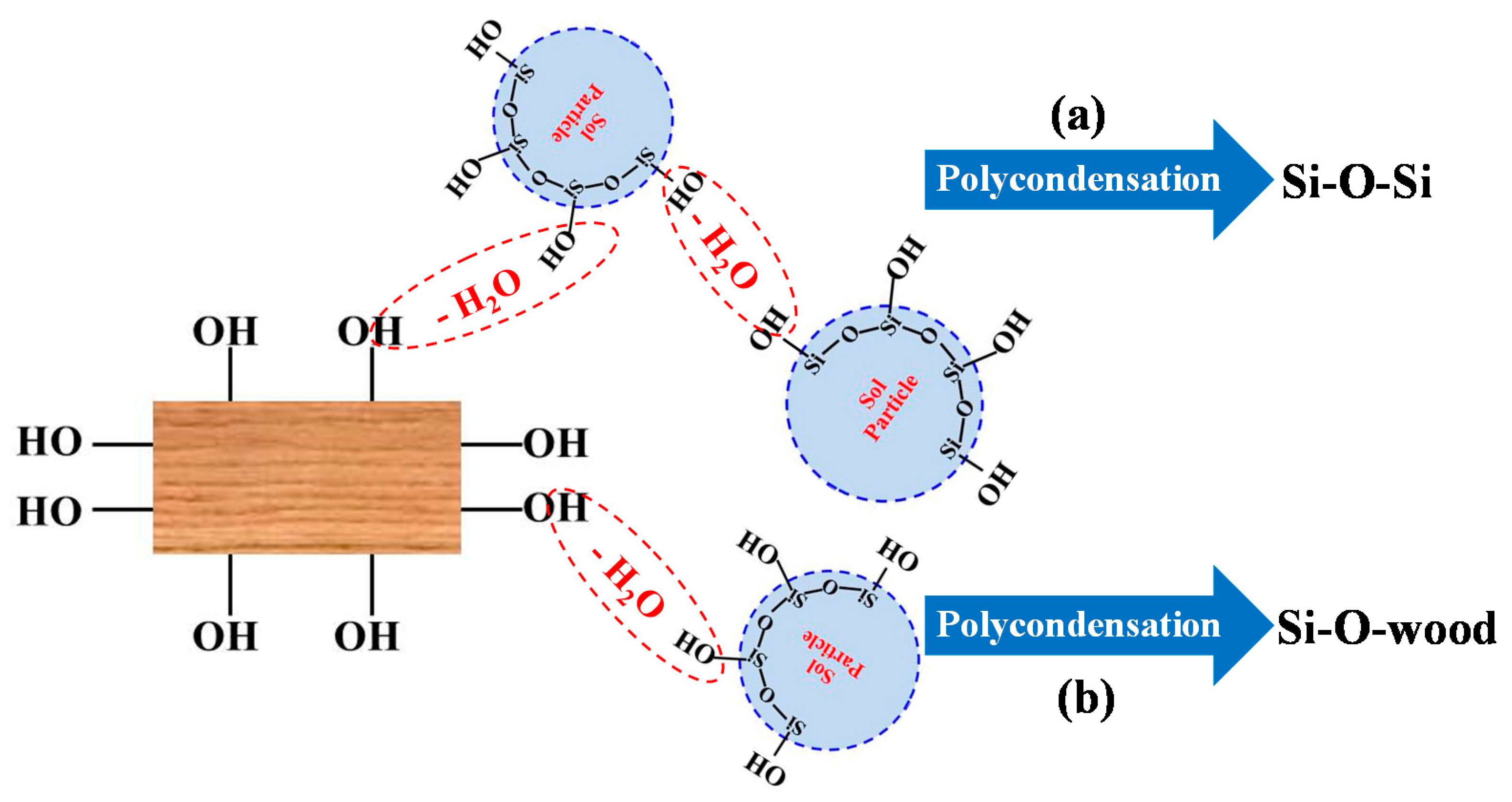
3.2. Characteristics and Schematic of Chemical Bonding
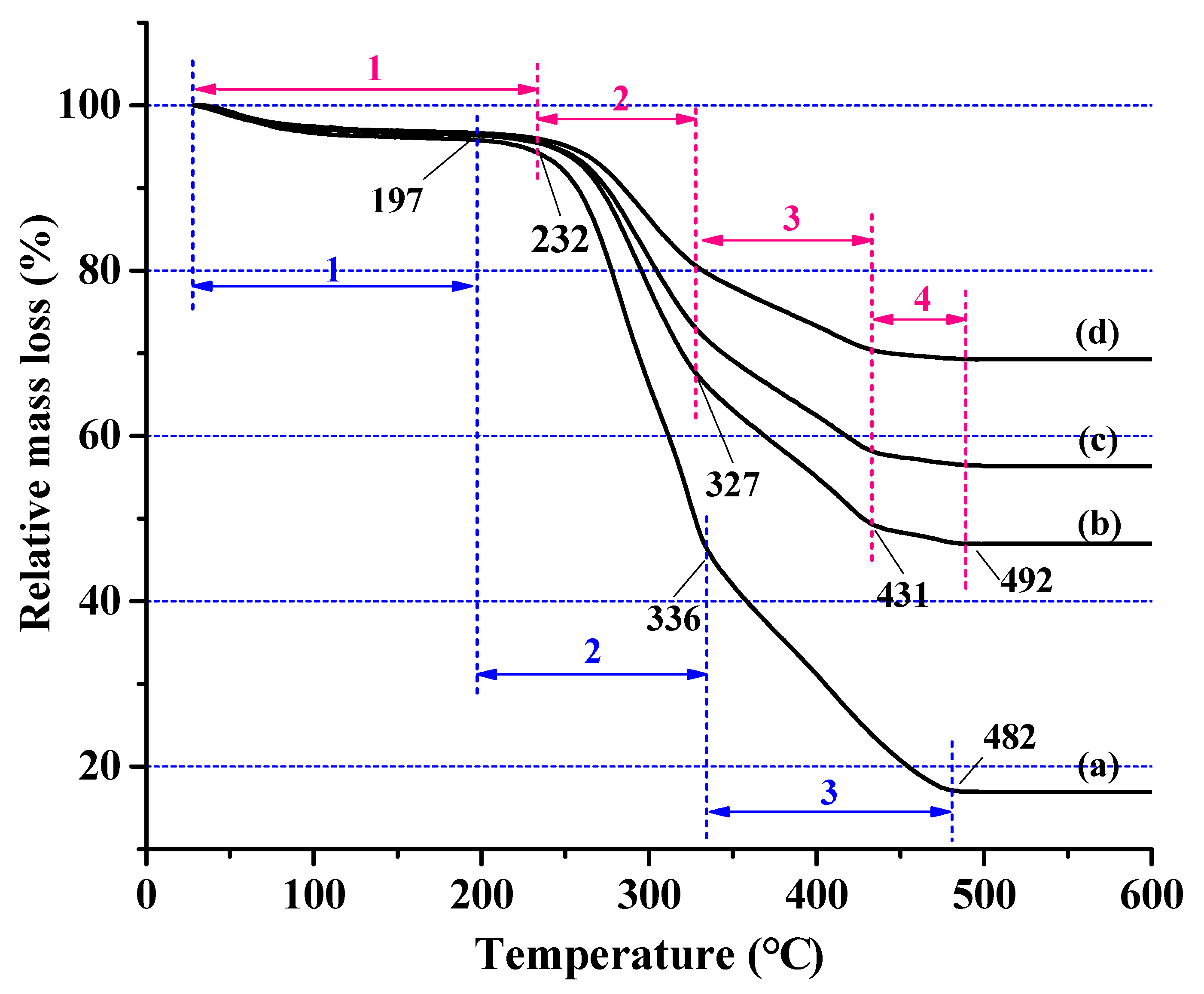
3.3. Thermal Properties of SiO2-Wood Composites
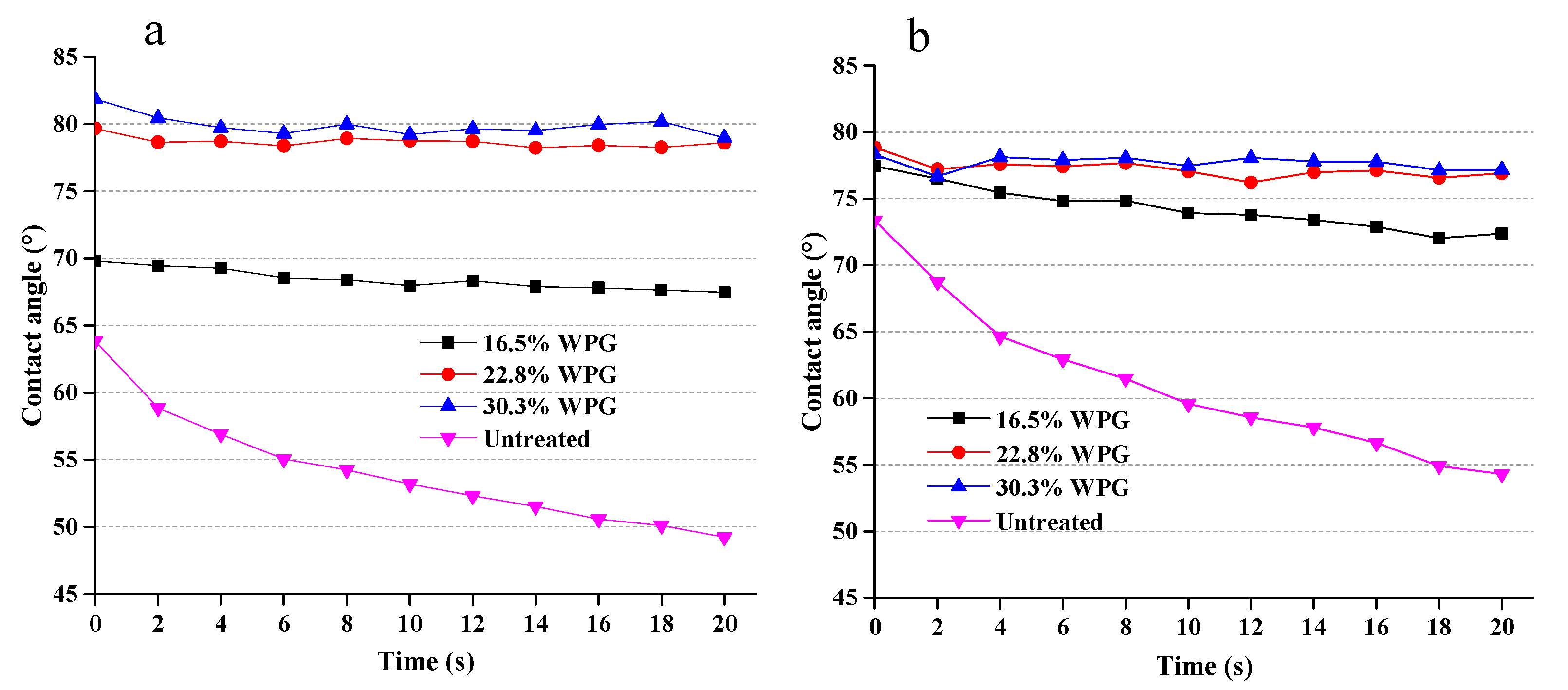
3.4. Hydrophobicity of Composites
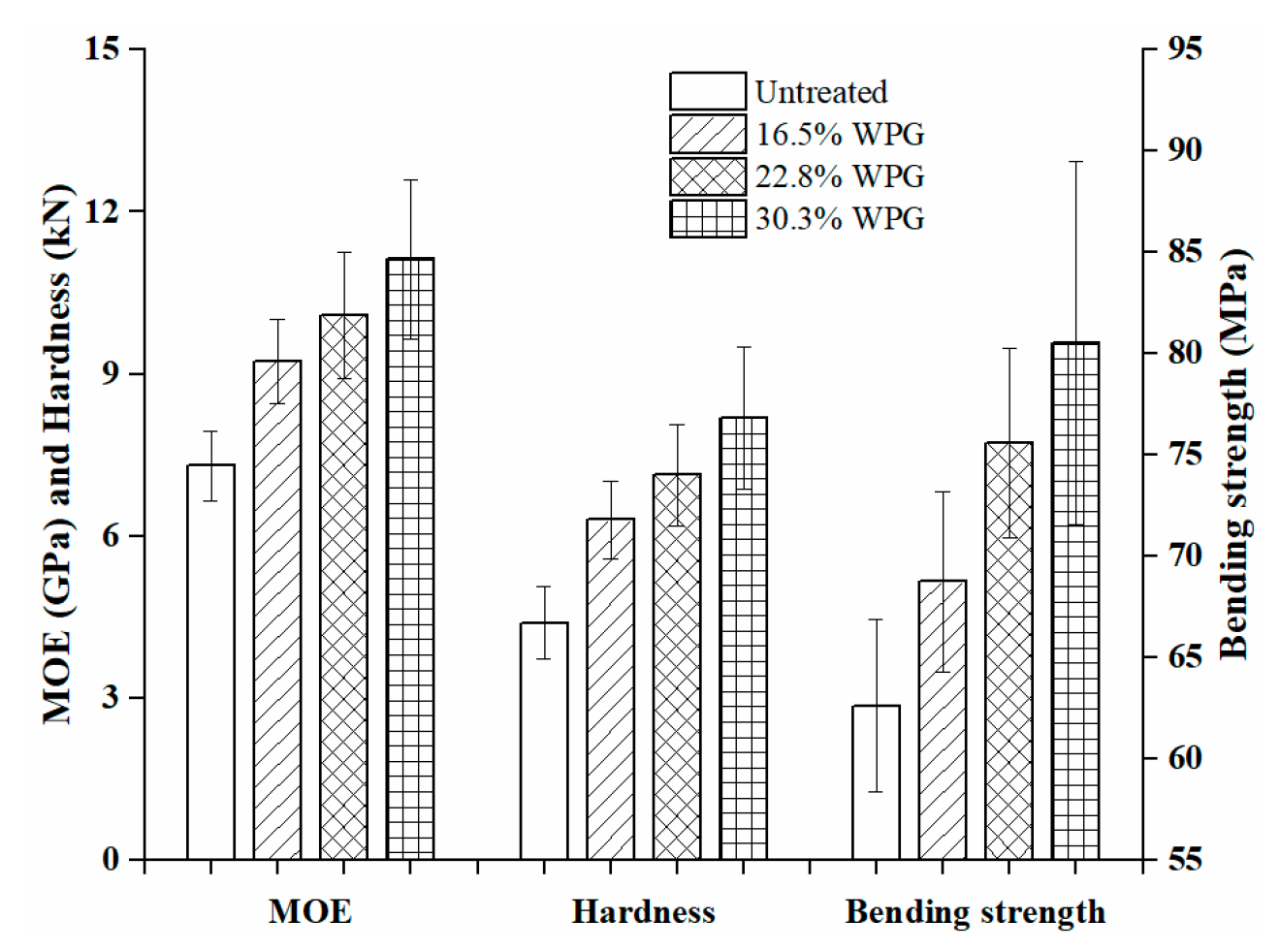
3.5. Mechanical Properties of the Composites
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Qin, L.Z.; Lin, L.Y.; Fu, F. Microstructural and micromechanical characterization of modified urea-formaldehyde resin penetration into wood. Bioresources 2016, 11, 182–194. [Google Scholar] [CrossRef]
- Lin, L.Y.; Fu, F. The composite wood impregnated with silicon sol solution. Adv. Mater. Res. 2012, 466–467, 121–126. [Google Scholar] [CrossRef]
- Sandberg, D.; Kutnar, A.; Mantanis, G. Wood modification technologies—A review. iForest Biogeosci. For. 2017, 10, 895–908. [Google Scholar] [CrossRef]
- Xie, Y.; Fu, Q.; Wang, Q.; Xiao, Z.; Militz, H. Effects of chemical modification on the mechanical properties of wood. Eur. J. Wood Wood Prod. 2013, 71, 401–416. [Google Scholar] [CrossRef]
- Wang, B.; Zhang, Y.; Tan, H.; Gu, J. Melamine-urea-formaldehyde resins with low formaldehyde emission and resistance to boiling water. Pigment Resin Technol. 2019, 48, 229–236. [Google Scholar] [CrossRef]
- Mai, C.; Militz, H. Modification of wood with silicon compounds. Inorganic silicon compounds and sol-gel systems: A review. Wood Sci. Technol. 2004, 37, 339–348. [Google Scholar] [CrossRef]
- Mai, C.; Militz, H. Modification of wood with silicon compounds. Treatment systems based on organic silicon compounds: A review. Wood Sci. Technol. 2004, 37, 453–461. [Google Scholar] [CrossRef]
- Kuczumow, A.; Nowak, J.; Kuziola, R.; Jarzebski, M. Analysis of the composition and minerals diagrams determination of petrified wood. Microchem. J. 2019, 148, 120–129. [Google Scholar] [CrossRef]
- Furuno, T.; Uehara, T.; Jodai, S. Combination of wood and silicate (I). Impregnation by water glass and application of aluminum sulfate and calcium chloride as reactants. Mokuzai Gakkaishi 1991, 37, 462–472. [Google Scholar]
- Furuno, T.; Shimada, K.; Uehara, T.; Jodai, S. Combinations of wood and silicate (II). Wood-mineral composites using water glass and reactance of barium chloride, boric acid, and borax and their properties. Mokuzai Gakkaishi 1992, 38, 448–457. [Google Scholar]
- Furuno, T.; Uehara, T.; Jodai, S. Combination of wood and silicate (III). Some properties of wood-mineral composites using the water glass-boron compound system. Mokuzai Gakkaishi 1993, 39, 561–570. [Google Scholar]
- Yamaguchi, H. Preparation and physical properties of wood fixed with silicic acid compounds. Mokuzai Gakkaishi 1994, 40, 38–845. [Google Scholar]
- Saka, S.; Sasaki, M.; Tanahashi, M. Wood-inorganic composites prepared by the sol-gel process (I). Wood-inorganic composites with porous structure. Mokuzai Gakkaishi 1992, 38, 1043–1049. [Google Scholar]
- Saka, S.; Yakake, Y. Wood-inorganic composites prepared by sol-gel process (III). Chemically-modified wood-inorganic composites. Mokuzai Gakkaishi 1993, 39, 308–314. [Google Scholar]
- Ogiso, K.; Saka, S. Wood-inorganic composites prepared by sol-gels process (II). Effect of ultrasonic treatments on preparation of wood-inorganic composites. Mokuzai Gakkaishi 1993, 39, 301–307. [Google Scholar]
- Ogiso, K.; Saka, S. Wood-inorganic composites prepared by sol-gel process (IV). Effects of chemical bonds between wood and inorganic substances on property enhancement. Mokuzai Gakkaishi 1994, 40, 1100–1106. [Google Scholar]
- Miyafuji, H.; Saka, S.; Yamamoto, A. SiO2-P2O5-B2O3 wood-inorganic composites prepared by metal alkoxide oligomers and their fire-resisting properties. Holzforschung 1998, 52, 410–416. [Google Scholar] [CrossRef]
- Pries, M.; Mai, C. Fire resistance of wood treated with a cationic silica sol. Eur. J. Wood Wood Prod. 2013, 71, 237–244. [Google Scholar] [CrossRef]
- Bak, M.; Molnár, F.; Németh, R. Improvement of dimensional stability of wood by silica nanoparticles. Wood Mater. Sci. Eng. 2019, 14, 48–58. [Google Scholar] [CrossRef]
- Broda, M.; Majka, J.; Olek, W.; Mazela, B. Dimensional stability and hygroscopic properties of waterlogged archaeological wood treated with alkoxysilanes. Int. Biodeterior. Biodegrad. 2018, 133, 34–41. [Google Scholar] [CrossRef]
- Mazela, B.; Kowalczuk, J.; Ratajczak, I.; Szentner, K. Moisture content (MC) and multinuclear magnetic resonance imaging (MRI) study of water absorption effect on wood treated with aminofunctional silane. Eur. J. Wood Prod. 2014, 72, 243–248. [Google Scholar] [CrossRef]
- Papadopoulos, A.N.; Bikiaris, D.N.; Mitropoulos, A.C.; Kyzas, G.Z. Nanomaterials and Chemical Modifications for Enhanced Key Wood Properties: A Review. Nanomaterials 2019, 9, 607. [Google Scholar] [CrossRef] [PubMed]
- Qin, C.; Zhang, W.B. Antibacterial property of titanium alkoxide/poplar wood composite prepared by sol-gel process. Mater. Lett. 2012, 89, 101–103. [Google Scholar] [CrossRef]
- Mahr, M.S.; Hübert, T.; Sabel, M.; Schartel, B.; Bahr, H.; Militz, H. Fire retardancy of sol–gel derived titania wood-inorganic composites. J. Mater. Sci. 2012, 47, 6849–6861. [Google Scholar] [CrossRef]
- Mahr, M.S.; Hübert, T.; Schartel, B.; Bahr, H.; Sabel, M.; Militz, H. Fire retardancy effects in single and double layered sol-gel derived TiO2 and SiO2-wood composites. J. Sol Gel Sci. Technol. 2012, 64, 452–464. [Google Scholar] [CrossRef]
- Mahr, M.S.; Hübert, T.; Stephan, I.; Militz, H.; Shabir Mahr, M.; Hübert, T.; Stephan, I.; Militz, H. Decay protection of wood against brown-rot fungi by titanium alkoxide impregnations. Int. Biodeterior. Biodegrad. 2013, 77, 56–62. [Google Scholar] [CrossRef]
- Unger, B.; Bücker, M.; Reinsch, S.; Hübert, T. Chemical aspects of wood modification by sol-gel-derived silica. Wood Sci. Technol. 2013, 47, 83–104. [Google Scholar] [CrossRef]
- Lu, Y.; Feng, M.; Zhan, H. Preparation of SiO2-wood composites by an ultrasonic-assisted sol-gel technique. Cellulose 2014, 21, 4393–4403. [Google Scholar] [CrossRef]
- Mahltig, B.; Swaboda, C.; Roessler, A.; Böttcher, H. Functionalising wood by nanosol application. J. Mater. Chem. 2008, 18, 3180–3192. [Google Scholar] [CrossRef]
- Greenwood, P.; Gevert, B. Aqueous silane modified silica sols: Theory and preparation. Pigment Resin Technol. 2011, 40, 275–284. [Google Scholar] [CrossRef]
- Papadopoulos, A.N.; Taghiyari, H.R. Innovative Wood Surface Treatments Based on Nanotechnology. Coatings 2019, 9, 866. [Google Scholar] [CrossRef]
- Tu, K.; Kong, L.; Wang, X.; Liu, J. Semitransparent, durable superhydrophobic polydimethylsiloxane/SiO2 nanocomposite coatings on varnished wood. Holzforschung 2016, 70, 1039–1045. [Google Scholar] [CrossRef]
- Tsvetkova, I.N.; Krasil’nikova, L.N.; Khoroshavina, Y.V.; Galushko, A.S.; Shilova, O.A. Sol-gel preparation of protective and decorative coatings on wood. J. Sol-Gel Sci. Technol. 2019, 92, 474–483. [Google Scholar] [CrossRef]
- French, A.D. Idealized powder diffraction patterns for cellulose polymorphs. Cellulose 2014, 21, 885–896. [Google Scholar] [CrossRef]









© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, E.; Zhang, Y.; Lin, L. Improvement of Mechanical, Hydrophobicity and Thermal Properties of Chinese Fir Wood by Impregnation of Nano Silica Sol. Polymers 2020, 12, 1632. https://doi.org/10.3390/polym12081632
Xu E, Zhang Y, Lin L. Improvement of Mechanical, Hydrophobicity and Thermal Properties of Chinese Fir Wood by Impregnation of Nano Silica Sol. Polymers. 2020; 12(8):1632. https://doi.org/10.3390/polym12081632
Chicago/Turabian StyleXu, Enguang, Yanjuan Zhang, and Lanying Lin. 2020. "Improvement of Mechanical, Hydrophobicity and Thermal Properties of Chinese Fir Wood by Impregnation of Nano Silica Sol" Polymers 12, no. 8: 1632. https://doi.org/10.3390/polym12081632
APA StyleXu, E., Zhang, Y., & Lin, L. (2020). Improvement of Mechanical, Hydrophobicity and Thermal Properties of Chinese Fir Wood by Impregnation of Nano Silica Sol. Polymers, 12(8), 1632. https://doi.org/10.3390/polym12081632