Characterization Study of Empty Fruit Bunch (EFB) Fibers Reinforcement in Poly(Butylene) Succinate (PBS)/Starch/Glycerol Composite Sheet

 ,
, 

Abstract
1. Introduction
2. Experimental
2.1. Materials
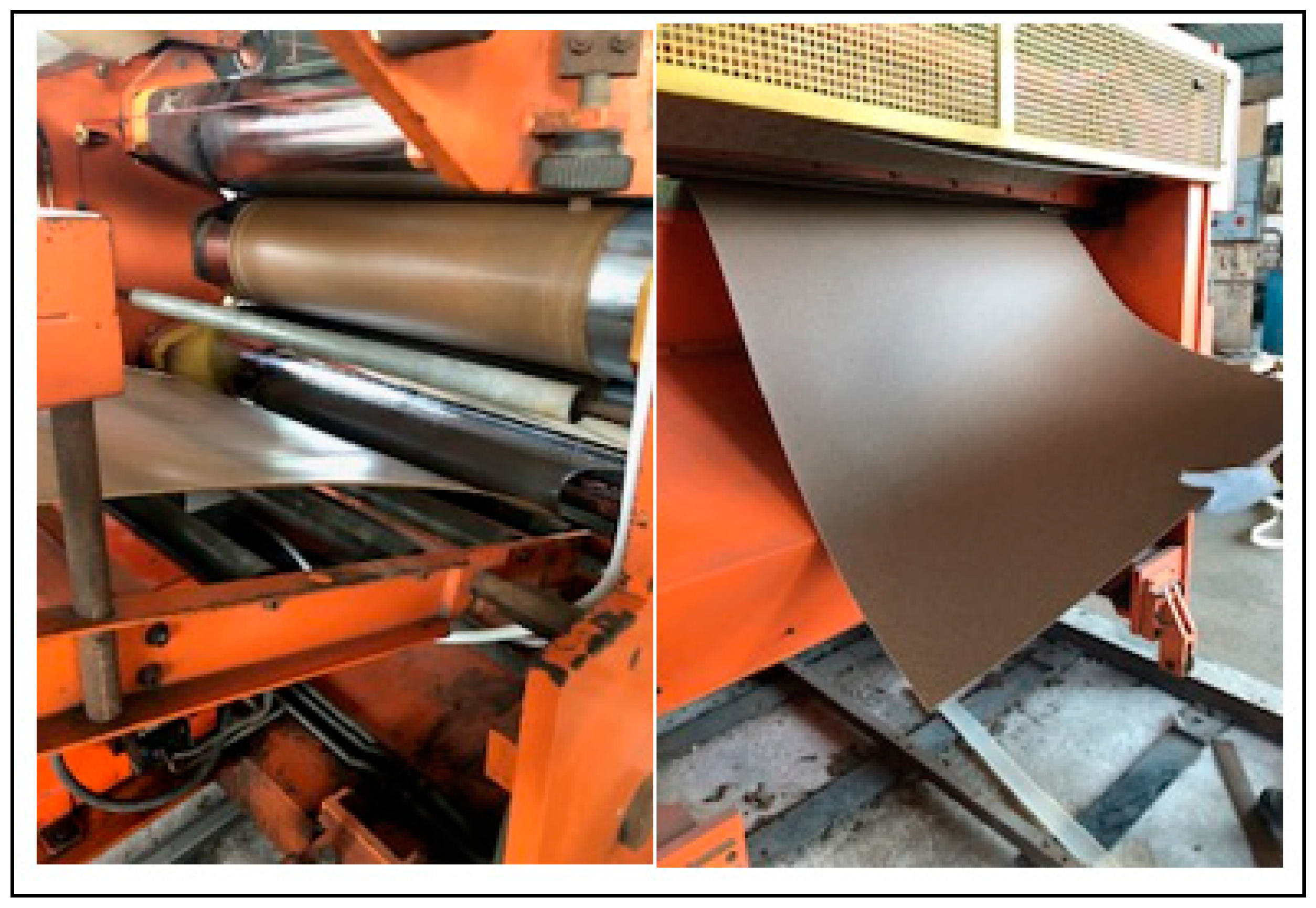
2.2. PBS Composite Preparation
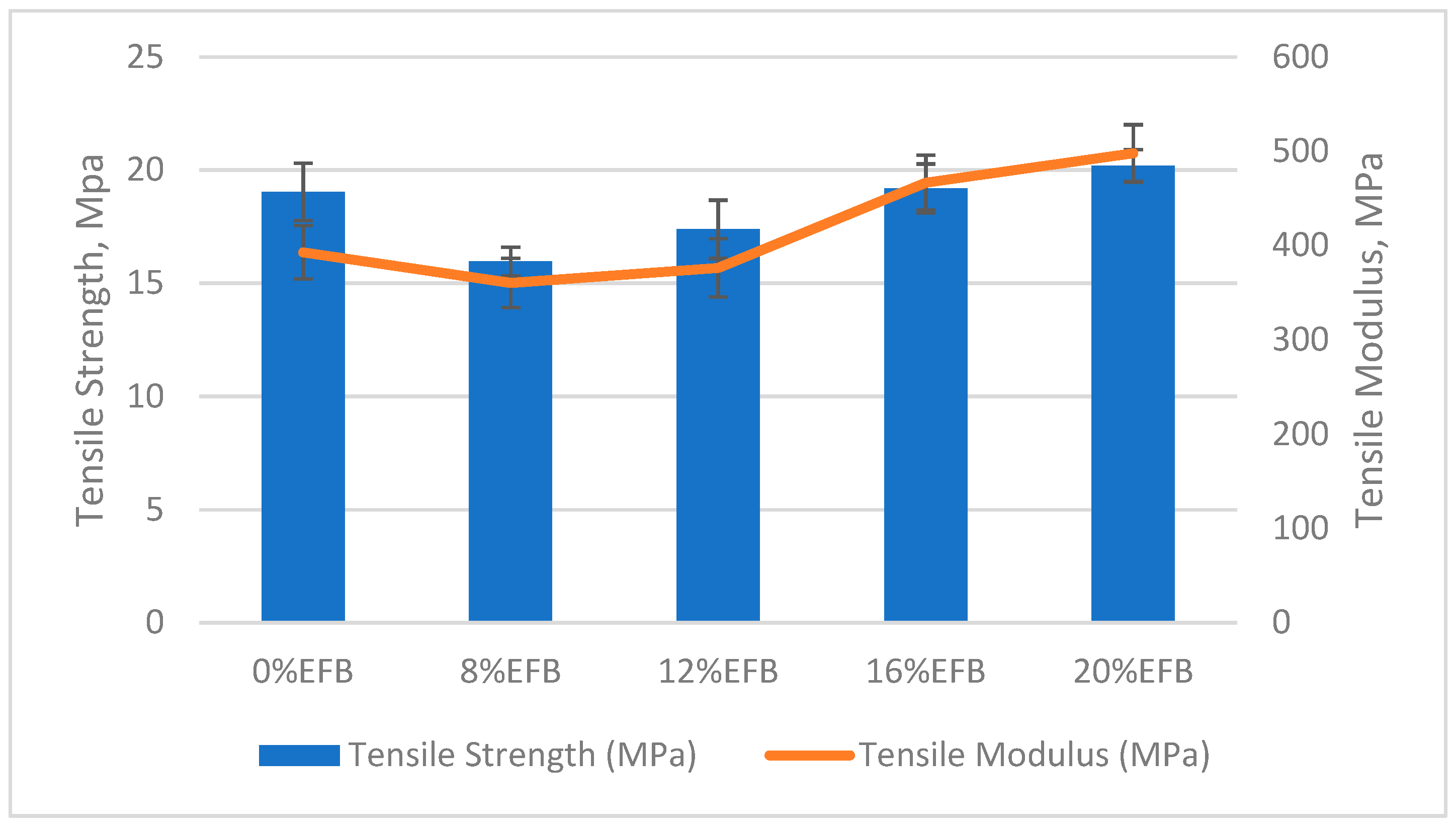
2.3.1. Mechanical Properties (Tensile Properties)
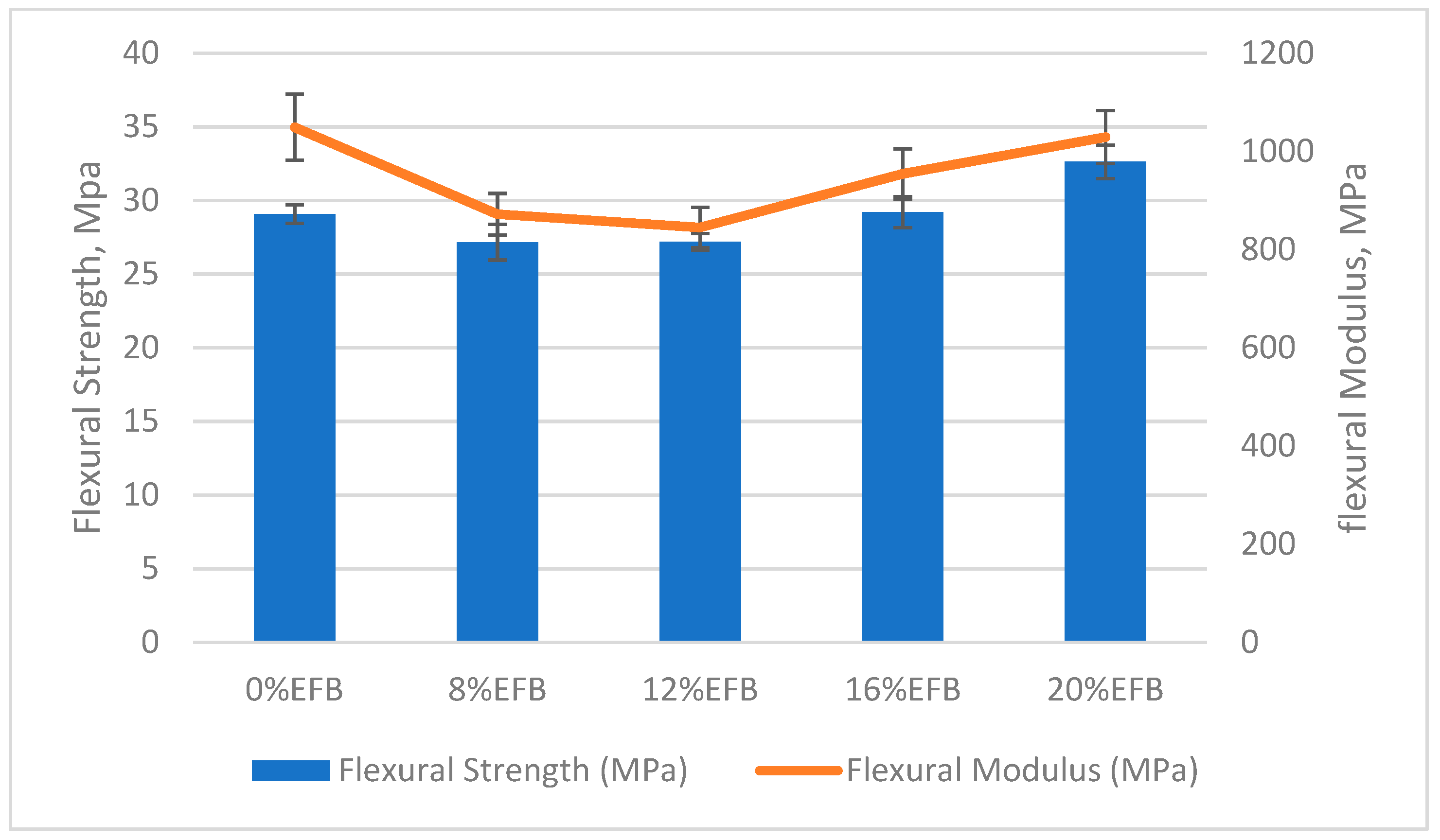
2.3.2. Mechanical Properties (Flexural Properties)
2.3.3. Morphological Analysis
2.3.4. Thermal Analysis
2.3.5. Moisture Absorption and Moisture Loss Analysis
3. Result and Discussion
3.1. Mechanical Testing
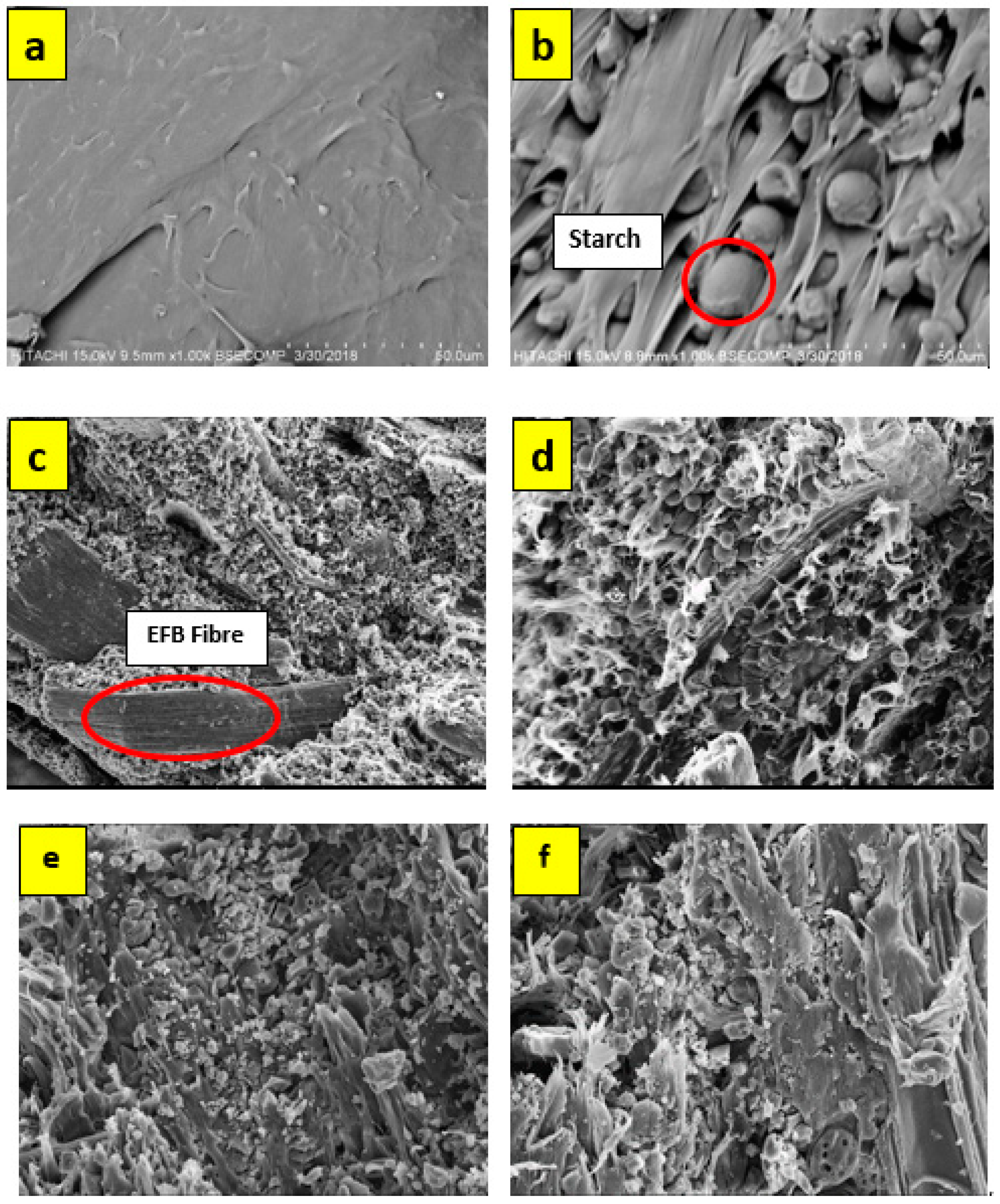
3.2. Morphological Analysis
3.3. Thermal Analysis
3.4. Moisture Uptake and Average Loss of Moisture Contents
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Sinha, R.S.; Okamoto, K.; Okamoto, M. Structure—Property relationship in biodegradable poly (butylene succinate)/layered silicate nanocomposites. Macromolecules 2003, 36, 2355–2367. [Google Scholar] [CrossRef]
- Jiang, S.; Wei, Y.; Hu, Z.; Ge, S.; Yang, H.; Peng, W. Potential application of bamboo powder in PBS bamboo plastic composites. J. King Saud Univ. Sci. 2020, 32, 1130–1134. [Google Scholar] [CrossRef]
- Li, M.; Wang, X.; Ruan, H.; Zhang, Q.; Wu, Z.; Liu, Y.; Lu, Z.; Hai, J. A facile cation-exchange approach to 2D PbS/amorphous MoSx heterojunction composites with enhanced photocatalytic activity. J. Alloys Compd. 2018, 768, 399–406. [Google Scholar] [CrossRef]
- Nanni, A.; Messori, M. Thermo-mechanical properties and creep modelling of wine lees filled Polyamide 11 (PA11) and Polybutylene succinate (PBS) bio-composites. Compos. Sci. Technol. 2020, 188, 107974. [Google Scholar] [CrossRef]
- Xu, J.; Guo, B.H. Poly (butylene succinate) and its copolymers: Research, development and industrialization. Biotechnol. J. 2010, 5, 1149–1163. [Google Scholar] [CrossRef]
- Ayu, R.; Khalina, A.; Harmaen, A.; Zaman, K.; Jawaid, M.; Lee, C. Effect of modified tapioca starch on mechanical, thermal, and morphological properties of PBS blends for food packaging. Polymers 2018, 10, 1187. [Google Scholar] [CrossRef]
- Tserki, V.; Matzinos, P.; Pavlidou, E.; Vachliotis, D.; Panayiotou, C. Biodegradable aliphatic polyesters. Part I. Properties and biodegradation of poly (butylene succinate-co-butylene adipate). Polym. Degrad. Stab. 2006, 91, 367–376. [Google Scholar] [CrossRef]
- Thirmizir, M.A.; Ishak, Z.M.; Taib, R.; Rahim, S.; Jani, S.M. Kenaf-bast-fiber-filled biodegradable poly (butylene succinate) composites: Effects of fiber loading, fiber length, and maleated poly (butylene succinate) on the flexural and impact properties. J. Appl. Polym. Sci. 2011, 122, 3055–3063. [Google Scholar] [CrossRef]
- Zeng, J.-B.; Jiao, L.; Li, Y.-D.; Srinivasan, M.; Li, T.; Wang, Y.-Z. Bio-based blends of starch and poly(butylene succinate) with improved miscibility, mechanical properties, and reduced water absorption. Carbohydr. Polym. 2011, 83, 762–768. [Google Scholar] [CrossRef]
- Manson, J.A. Polymer Blends and Composites; Springer Science & Business Media: Berlin, Germany, 2012. [Google Scholar]
- Ojijo, V.; Sinha Ray, S.; Sadiku, R. Role of specific interfacial area in controlling properties of immiscible blends of biodegradable polylactide and poly [(butylene succinate)-co-adipate]. ACS Appl. Mater. Interfaces 2012, 4, 6690–6701. [Google Scholar] [CrossRef]
- Lavorgna, M.; Piscitelli, F.; Mangiacapra, P.; Buonocore, G.G. Study of the combined effect of both clay and glycerol plasticizer on the properties of chitosan films. Carbohydr. Polym. 2010, 82, 291–298. [Google Scholar] [CrossRef]
- Vieira, M.G.A.; da Silva, M.A.; dos Santos, L.O.; Beppu, M.M. Natural-based plasticizers and biopolymer films: A review. Eur. Polym. J. 2011, 47, 254–263. [Google Scholar] [CrossRef]
- Pagliaro, M.; Rossi, M. Glycerol: Properties and production. Future Glycerol. 2010, 1, 20–21. [Google Scholar]
- Suchao-in, K.; Koombhongse, P.; Chirachanchai, S. Starch grafted poly(butylene succinate) via conjugating reaction and its role on enhancing the compatibility. Carbohydr. Polym. 2014, 102, 95–102. [Google Scholar] [CrossRef]
- Fabunmi, O.O.; Tabil, L.G.; Chang, P.R.; Panigrahi, S. Developing biodegradable plastics from starch. In Proceedings of the ASABE/CSBE North Central Intersectional Meeting, Las Vegas, NV, USA, 27–30 July 2003; p. 1. [Google Scholar]
- Mansourighasri, A.; Muhamad, N.; Sulong, A.B. Processing titanium foams using tapioca starch as a space holder. J. Mater. Process. Technol. 2012, 212, 83–89. [Google Scholar] [CrossRef]
- Naz, M.; Sulaiman, S.; Ariwahjoedi, B.; Shaari, K.Z.K. Characterization of modified tapioca starch solutions and their sprays for high temperature coating applications. Sci. World J. 2014, 2014, 1–10. [Google Scholar] [CrossRef]
- Xiaofei, M.; Jiugao, Y.; Jin, F. Urea and formamide as a mixed plasticizer for thermoplastic starch. Polym. Int. 2004, 53, 1780–1785. [Google Scholar] [CrossRef]
- Ai, Y.; Jane, J.l. Gelatinization and rheological properties of starch. Starch Stärke 2015, 67, 213–224. [Google Scholar] [CrossRef]
- Sanyang, M.L.; Ilyas, R.; Sapuan, S.; Jumaidin, R. Sugar palm starch-based composites for packaging applications. In Bionanocomposites for Packaging Applications; Springer: Berlin, Germany, 2018; pp. 125–147. [Google Scholar]
- Avella, M.; De Vlieger, J.J.; Errico, M.E.; Fischer, S.; Vacca, P.; Volpe, M.G. Biodegradable starch/clay nanocomposite films for food packaging applications. Food Chem. 2005, 93, 467–474. [Google Scholar] [CrossRef]
- Ariyanti, S.; Man, Z.; Bustam, M.A. Improvement of hydrophobicity of urea modified tapioca starch film with lignin for slow release fertilizer. Adv. Mater. Res. 2012, 626, 350–354. [Google Scholar] [CrossRef]
- Li, J.; Luo, X.; Lin, X.; Zhou, Y. Comparative study on the blends of PBS/thermoplastic starch prepared from waxy and normal corn starches. Starch Starke 2013, 65, 831–839. [Google Scholar] [CrossRef]
- Lee, C.H.; Sapuan, S.M.; Lee, J.H.; Hassan, M.R. Melt volume flow rate and melt flow rate of kenaf fibre reinforced Floreon/magnesium hydroxide biocomposites. SpringerPlus 2016, 5, 1680. [Google Scholar] [CrossRef]
- Dashtizadeh, Z.; Khalina, A.; Cardona, F.; Lee, C.H. Mechanical characteristics of green composites of short kenaf bast fiber reinforced in cardanol. Adv. Mater. Sci. Eng. 2019, 2019, 6. [Google Scholar] [CrossRef]
- Samadi, M.; Zainal Abidin, Z.; Yoshida, H.; Yunus, R.; Awang Biak, D.R.; Lee, C.H.; Lok, E.H. Subcritical water extraction of essential oil from Aquilaria malaccensis leaves. Sep. Sci. Technol. 2019, 1–20. [Google Scholar] [CrossRef]
- Sumesh, K.R.; Kanthavel, K.; Kavimani, V. Peanut oil cake-derived cellulose fiber: Extraction, application of mechanical and thermal properties in pineapple/flax natural fiber composites. Int. J. Biol. Macromol. 2020, 150, 775–785. [Google Scholar] [CrossRef]
- Jeyapragash, R.; Srinivasan, V.; Sathiyamurthy, S. Mechanical properties of natural fiber/particulate reinforced epoxy composites—A review of the literature. Mater. Today Proc. 2020, 22, 1223–1227. [Google Scholar] [CrossRef]
- Anuar, N.I.S.; Zakaria, S.; Gan, S.; Chia, C.H.; Wang, C.; Harun, J. Comparison of the morphological and mechanical properties of oil Palm EFB fibres and kenaf fibres in nonwoven reinforced composites. Ind. Crop. Prod. 2019, 127, 55–65. [Google Scholar] [CrossRef]
- Khalili, P.; Tshai, K.Y.; Kong, I. Comparative thermal and physical investigation of chemically treated and untreated oil palm EFB fiber. Mater. Today Proc. 2018, 5, 3185–3192. [Google Scholar] [CrossRef]
- Lee, C.H.; Sapuan, S.M.; Hassan, M.R. Thermal analysis of kenaf fiber reinforced floreon biocomposites with magnesium hydroxide flame retardant filler. Polym. Compos. 2018, 39, 869–875. [Google Scholar] [CrossRef]
- Peças, P.; Carvalho, H.; Salman, H.; Leite, M. Natural fiber reinforced composites in the context of biodegradability: A review. In Encyclopedia of Renewable and Sustainable Materials; Hashmi, S., Choudhury, I.A., Eds.; Elsevier: Oxford, UK, 2020; pp. 160–178. [Google Scholar]
- Ayu, R.S.; Khalina, A.; Harmaen, A.S.; Zaman, K.; Mohd Nurrazi, N.; Isma, T.; Lee, C.H. Effect of empty fruit brunch reinforcement in polybutylene-succinate/modified tapioca starch blend for agricultural mulch films. Sci. Rep. 2020, 10, 1166. [Google Scholar] [CrossRef]
- Huang, Z.; Qian, L.; Yin, Q.; Yu, N.; Liu, T.; Tian, D. Biodegradability studies of poly(butylene succinate) composites filled with sugarcane rind fiber. Polym. Test. 2018, 66, 319–326. [Google Scholar] [CrossRef]
- Khalid, M.; Ratnam, C.T.; Chuah, T.; Ali, S.; Choong, T.S. Comparative study of polypropylene composites reinforced with oil palm empty fruit bunch fiber and oil palm derived cellulose. Mater. Des. 2008, 29, 173–178. [Google Scholar] [CrossRef]
- Pochiraju, K.; Tandon, G.; Pagano, N. Analyses of single fiber pushout considering interfacial friction and adhesion. J. Mech. Phys. Solids 2001, 49, 2307–2338. [Google Scholar] [CrossRef]
- Siyamak, S.; Ibrahim, N.A.; Abdolmohammadi, S.; Yunus, W.M.Z.B.W.; Rahman, M.Z.A. Enhancement of mechanical and thermal properties of oil palm empty fruit bunch fiber poly (butylene adipate-co-terephtalate) biocomposites by matrix esterification using succinic anhydride. Molecules 2012, 17, 1969–1991. [Google Scholar] [CrossRef]
- Wu, C.-S.; Liao, H.-T.; Jhang, J.-J. Palm fibre-reinforced hybrid composites of poly (butylene succinate): Characterisation and assessment of mechanical and thermal properties. Polym. Bull. 2013, 70, 3443–3462. [Google Scholar] [CrossRef]
- Then, Y.Y.; Ibrahim, N.A.; Zainuddin, N.; Ariffin, H.; Wan Yunus, W.M.Z. Oil palm mesocarp fiber as new lignocellulosic material for fabrication of polymer/fiber biocomposites. Int. J. Polym. Sci. 2013, 2013, 1–7. [Google Scholar] [CrossRef]
- Ma, X.; Yu, J.; Kennedy, J.F. Studies on the properties of natural fibers-reinforced thermoplastic starch composites. Carbohydr. Polym. 2005, 62, 19–24. [Google Scholar] [CrossRef]
- Wang, W.; Zhang, G.; Zhang, W.; Guo, W.; Wang, J. Processing and thermal behaviors of poly (butylene succinate) blends with highly-filled starch and glycerol. J. Polym. Environ. 2013, 21, 46–53. [Google Scholar] [CrossRef]
- Yun, I.S.; Hwang, S.W.; Shim, J.K.; Seo, K.H. A study on the thermal and mechanical properties of poly (butylene succinate)/thermoplastic starch binary blends. Int. J. Precis. Eng. Manuf. Green Technol. 2016, 3, 289–296. [Google Scholar] [CrossRef]
- Ok Han, S.; Muk Lee, S.; Ho Park, W.; Cho, D. Mechanical and thermal properties of waste silk fiber-reinforced poly (butylene succinate) biocomposites. J. Appl. Polym. Sci. 2006, 100, 4972–4980. [Google Scholar] [CrossRef]
- Lee, C.H.; Sapuan, S.M.; Hassan, M.R. Mechanical and thermal properties of kenaf fiber reinforced polypropylene/magnesium hydroxide composites. J. Eng. Fibers Fabr. 2017, 12. [Google Scholar] [CrossRef]
- Lee, C.H.; Salit, M.S.; Hassan, M.R. A review of the flammability factors of kenaf and allied fibre reinforced polymer composites. Adv. Mater. Sci. Eng. 2014, 2014, 8. [Google Scholar] [CrossRef]
- Liminana, P.; Garcia-Sanoguera, D.; Quiles-Carrillo, L.; Balart, R.; Montanes, N. Development and characterization of environmentally friendly composites from poly (butylene succinate)(PBS) and almond shell flour with different compatibilizers. Compos. Part B Eng. 2018, 144, 153–162. [Google Scholar] [CrossRef]
- Frollini, E.; Bartolucci, N.; Sisti, L.; Celli, A. Poly (butylene succinate) reinforced with different lignocellulosic fibers. Ind. Crop. Prod. 2013, 45, 160–169. [Google Scholar] [CrossRef]
- Huang, M.; Luo, J.; Fang, Z. Solvent-thermal degradation of waste lignin over Ni-based catalysts in the presence of homogeneous acids. Chem. Ind. For. Prod. 2015, 35, 126–132. [Google Scholar]
- Lee, S.M.; Cho, D.; Park, W.H.; Lee, S.G.; Han, S.O.; Drzal, L.T. Novel silk/poly (butylene succinate) biocomposites: The effect of short fibre content on their mechanical and thermal properties. Compos. Sci. Technol. 2005, 65, 647–657. [Google Scholar] [CrossRef]
- Jawaid, M.; Khalil, H.A.; Khanam, P.N.; Bakar, A.A. Hybrid composites made from oil palm empty fruit bunches/jute fibres: Water absorption, thickness swelling and density behaviours. J. Polym. Environ. 2011, 19, 106–109. [Google Scholar] [CrossRef]
- Phiriyawirut, M.; Mekaroonluck, J.; Hauyam, T.; Kittilaksanon, A. Biomass-based foam from crosslinked tapioca starch/polybutylene succinate blend. J. Renew. Mater. 2016, 4, 185–189. [Google Scholar] [CrossRef]
- Dash, B. Water absorption, Xrd and ftir analysis of pbs-starch blended halloysite composites. J. Drug Deliv. Ther. 2017, 7. [Google Scholar] [CrossRef]
- Yusoff, M.Z.M.; Salit, M.S.; Ismail, N. Tensile properties of single oil palm empty fruit bunch (OPEFB) fibre. Sains Malays. 2009, 38, 525–529. [Google Scholar]
- Khalil, H.A.; Jawaid, M.; Bakar, A.A. Woven hybrid composites: Water absorption and thickness swelling behaviours. BioResources 2011, 6, 1043–1052. [Google Scholar]
- Ahmed, K.S.; Vijayarangan, S. Experimental characterization of woven jute-fabric-reinforced isothalic polyester composites. J. Appl. Polym. Sci. 2007, 104, 2650–2662. [Google Scholar] [CrossRef]
- Abdul Khalil, H.P.S.; Ismail, H.; Ahmad, M.N.; Ariffin, A.; Hassan, K. The effect of various anhydride modifications on mechanical properties and water absorption of oil palm empty fruit bunches reinforced polyester composites. Polym. Int. 2001, 50, 395–402. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | PBS | Starch | Properties | EFB Fiber |
|---|---|---|---|---|
| Density (g/cm3) | 1.26 g/cm3 | 0.63 | Density | 0.98 g/cm3 |
| MFR | 5 g/10 min | None | Cellulose (%) | 45 |
| Color | White | White | Lignin (%) | 23 |
| Odor | No Odor | No Odor | Hemicellulose (%) | 21 |
| Melting Point | 115 °C | None | Size Mesh (µ) | 300–600 |
| Molecular Weight | 65,000 g/mol | 692.7 g/mol | Moisture (%) | 9.41 |
| Formulation a | Specimen | Tensile Strength (MPa) | Tensile Modulus (MPa) | Flexural Strength (MPa) | Flexural Modulus (MPa) |
|---|---|---|---|---|---|
| PBS 70% Starch/Glycerol 30% | 0% EFB | 19.04 ± 1.27 | 392.76 ± 28.16 | 29.08 ± 0.64 | 1049.13 ± 67.15 |
| PBS 70%, EFB 8%, Starch/Glycerol 22% | 8% EFB | 15.96 ± 0.63 | 360.40 ± 26.17 | 27.17 ± 1.21 | 872.10 ± 42.36 |
| PBS 70%, EFB 12%, Starch/Glycerol 18% | 12% EFB | 17.38 ± 1.29 | 376.33 ± 31.06 | 27.19 ± 0.56 | 845.17 ± 41.17 |
| PBS 70%, EFB 16%, Starch/Glycerol 14% | 16% EFB | 19.19 ± 1.08 | 466.84 ± 29.14 | 29.20 ± 1.05 | 954.35 ± 51.25 |
| PBS 70%, EFB 20%, Starch/Glycerol 10% | 20% EFB | 20.18 ± 0.72 | 497.95 ± 30.17 | 32.63 ± 1.14 | 1029.15 ± 54.15 |
| Specimens | Peak 1, °C | Mass loss, % | Peak 2, °C | Mass loss, % | Peak 3, °C | Mass loss, % | Peak 4, °C | Mass loss, % | Mass Residue, % |
|---|---|---|---|---|---|---|---|---|---|
| 0% EFB | 78.13 | 7.161 | 214.45 | 3.404 | 261.43 | 12.19 | 362.05 | 71.22 | 5.995 |
| 8% EFB | 95.13 | 8.086 | 209.19 | 6.774 | 262.82 | 16.63 | 358.92 | 59.95 | 8.492 |
| 12% EFB | 87.89 | 9.534 | 209.61 | 6.129 | 262.12 | 16.42 | 358.85 | 59.63 | 8.176 |
| 16% EFB | 88.50 | 9.885 | - | - | 254.79 | 25.07 | 357.29 | 55.38 | 9.568 |
| 20% EFB | 84.87 | 5.940 | 201.68 | 6.634 | 260.63 | 21.82 | 357.93 | 55.32 | 10.16 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ayu, R.S.; Khalina, A.; Harmaen, A.S.; Zaman, K.; Isma, T.; Liu, Q.; Ilyas, R.A.; Lee, C.H. Characterization Study of Empty Fruit Bunch (EFB) Fibers Reinforcement in Poly(Butylene) Succinate (PBS)/Starch/Glycerol Composite Sheet. Polymers 2020, 12, 1571. https://doi.org/10.3390/polym12071571
Ayu RS, Khalina A, Harmaen AS, Zaman K, Isma T, Liu Q, Ilyas RA, Lee CH. Characterization Study of Empty Fruit Bunch (EFB) Fibers Reinforcement in Poly(Butylene) Succinate (PBS)/Starch/Glycerol Composite Sheet. Polymers. 2020; 12(7):1571. https://doi.org/10.3390/polym12071571
Chicago/Turabian StyleAyu, Rafiqah S., Abdan Khalina, Ahmad Saffian Harmaen, Khairul Zaman, Tawakkal Isma, Qiuyun Liu, R. A. Ilyas, and Ching Hao Lee. 2020. "Characterization Study of Empty Fruit Bunch (EFB) Fibers Reinforcement in Poly(Butylene) Succinate (PBS)/Starch/Glycerol Composite Sheet" Polymers 12, no. 7: 1571. https://doi.org/10.3390/polym12071571
APA StyleAyu, R. S., Khalina, A., Harmaen, A. S., Zaman, K., Isma, T., Liu, Q., Ilyas, R. A., & Lee, C. H. (2020). Characterization Study of Empty Fruit Bunch (EFB) Fibers Reinforcement in Poly(Butylene) Succinate (PBS)/Starch/Glycerol Composite Sheet. Polymers, 12(7), 1571. https://doi.org/10.3390/polym12071571