Preserving Softness and Elastic Recovery in Silicone-Based Stretchable Electrodes Using Carbon Nanotubes


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of MWCNTs Filled VMQ Elastomers
2.3. Mechanical and Electrical Characterization
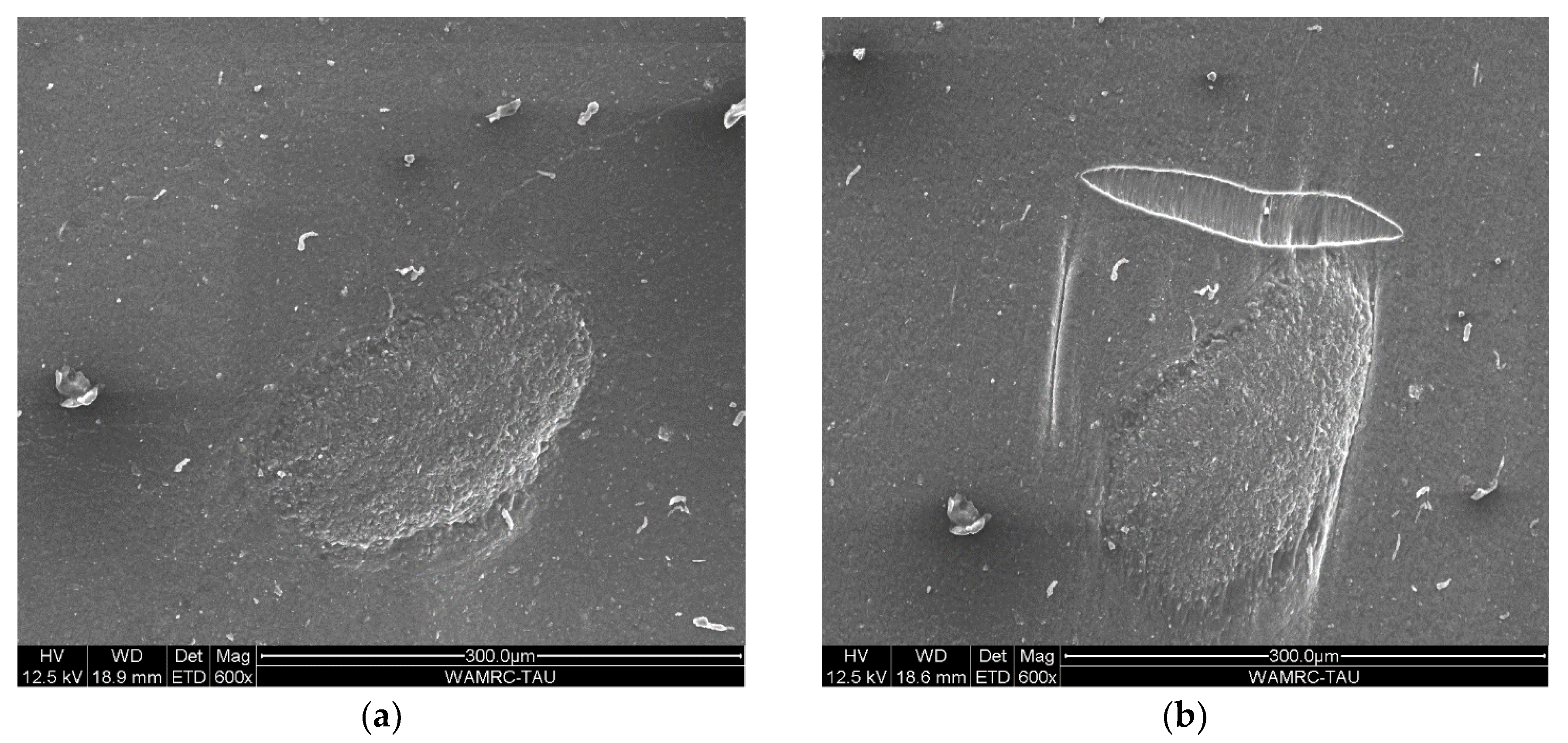
2.4. Morphological Characterization
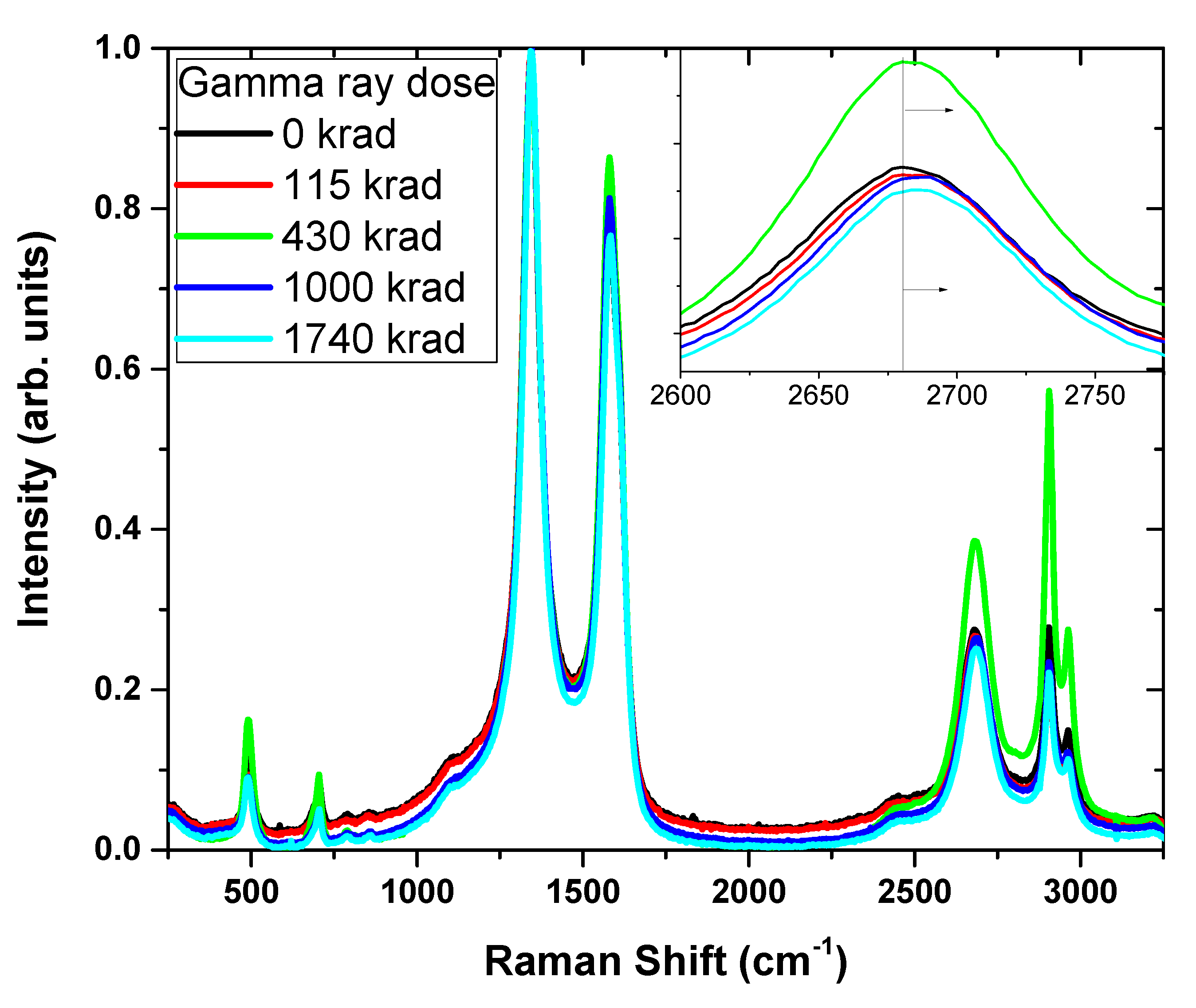
2.5. Raman Characterization
3. Results and Discussion
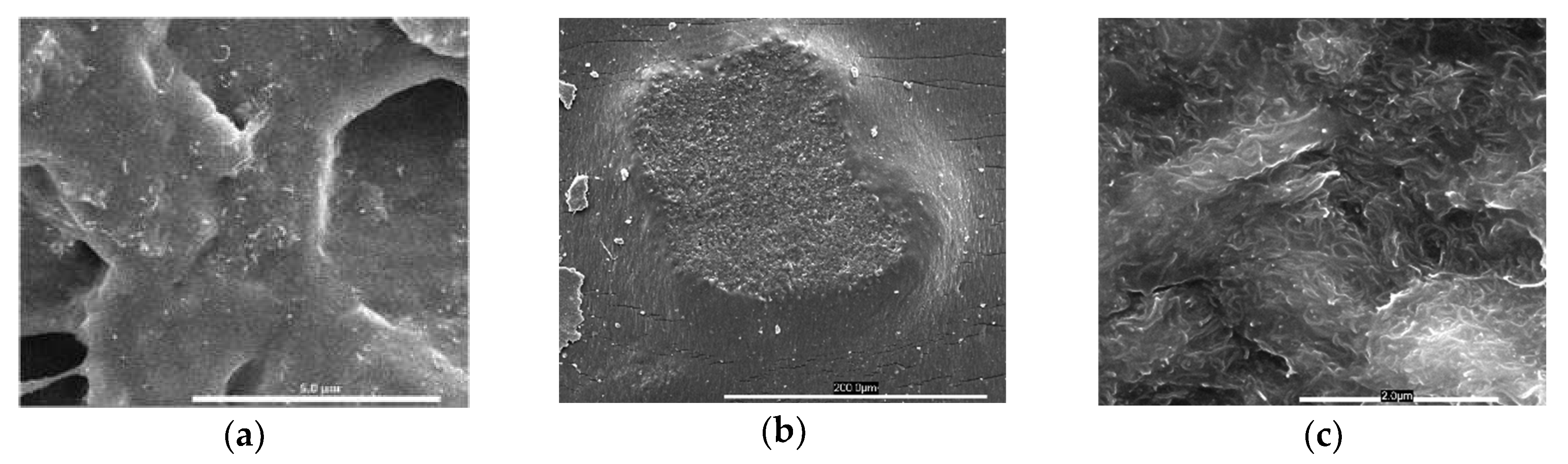
3.1. Morphology and Dispersion
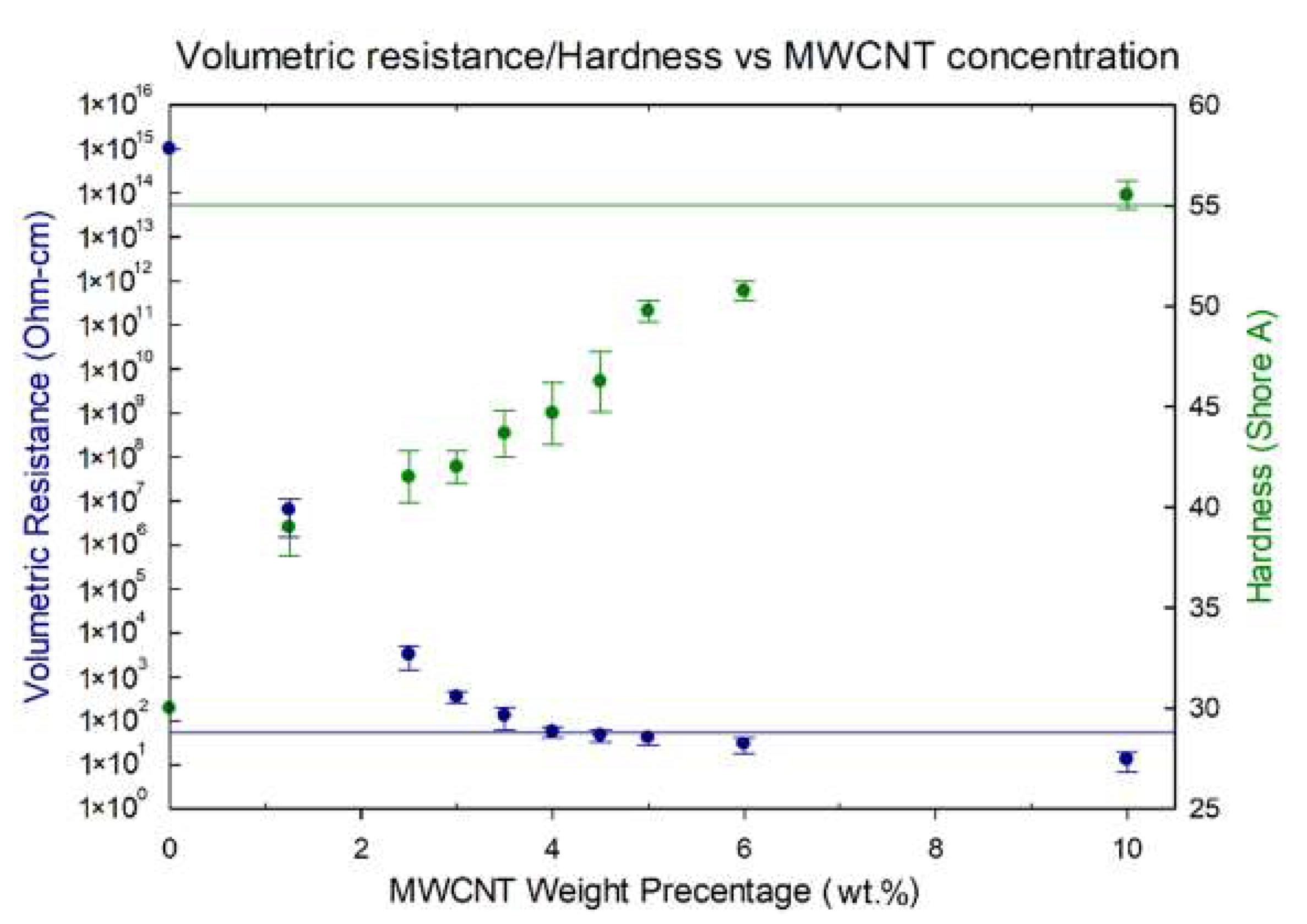
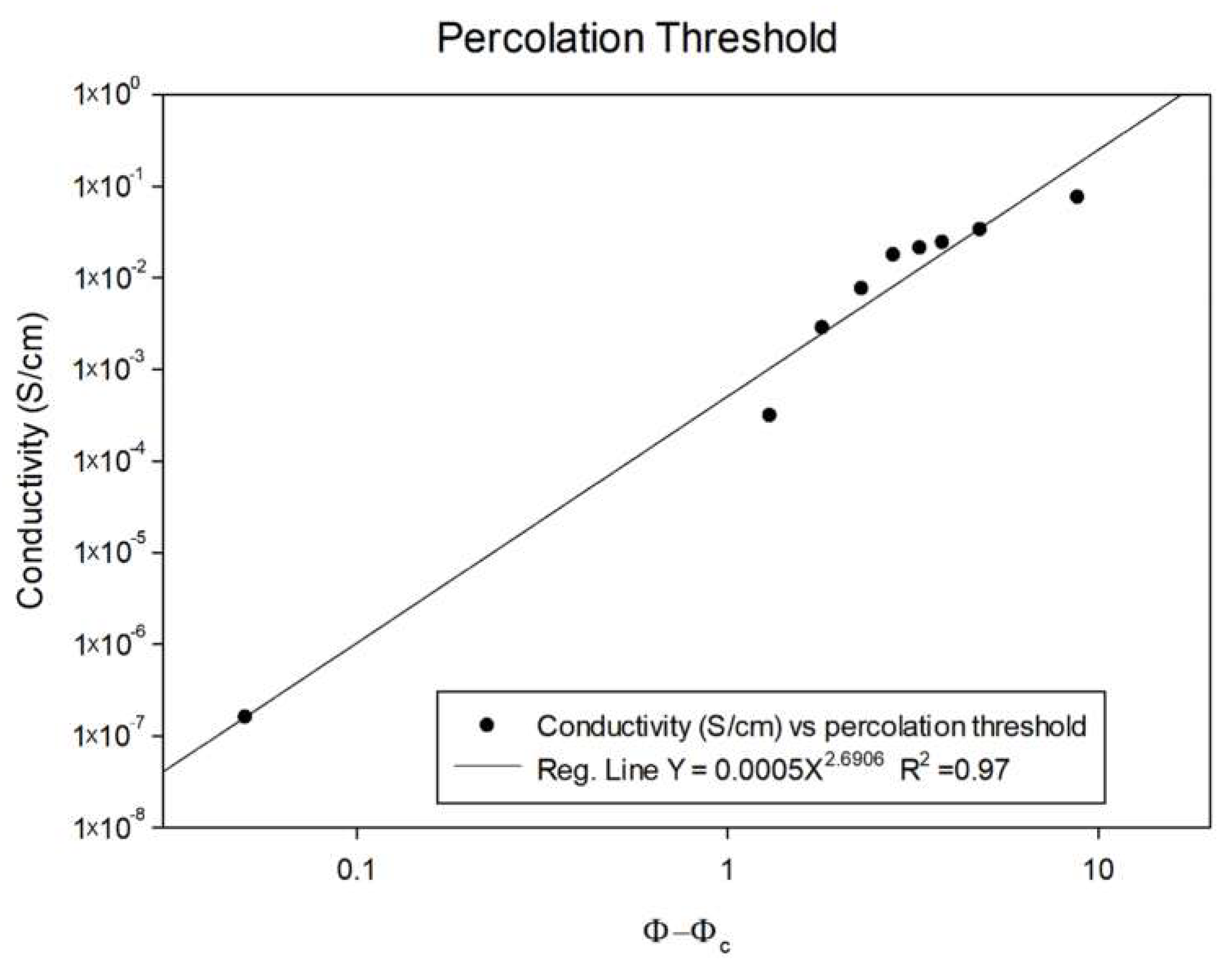
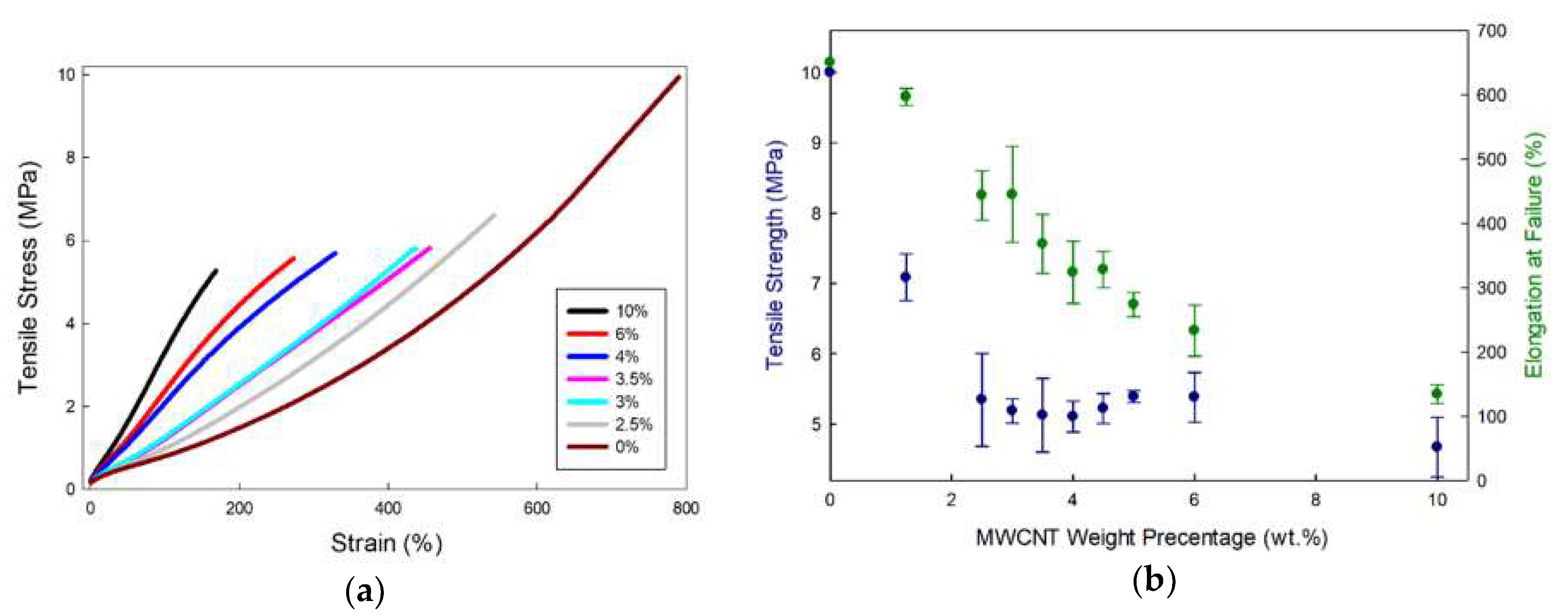
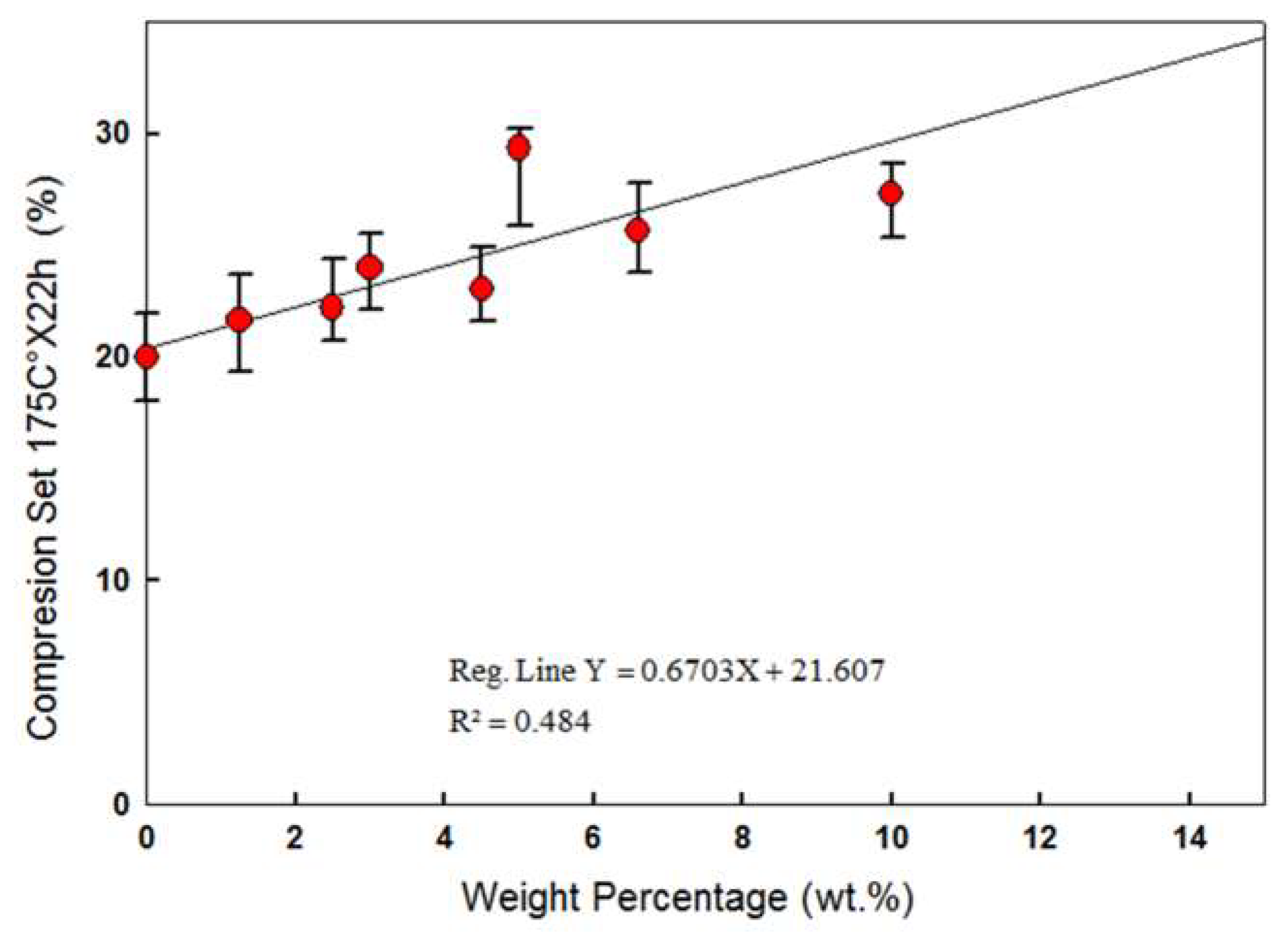
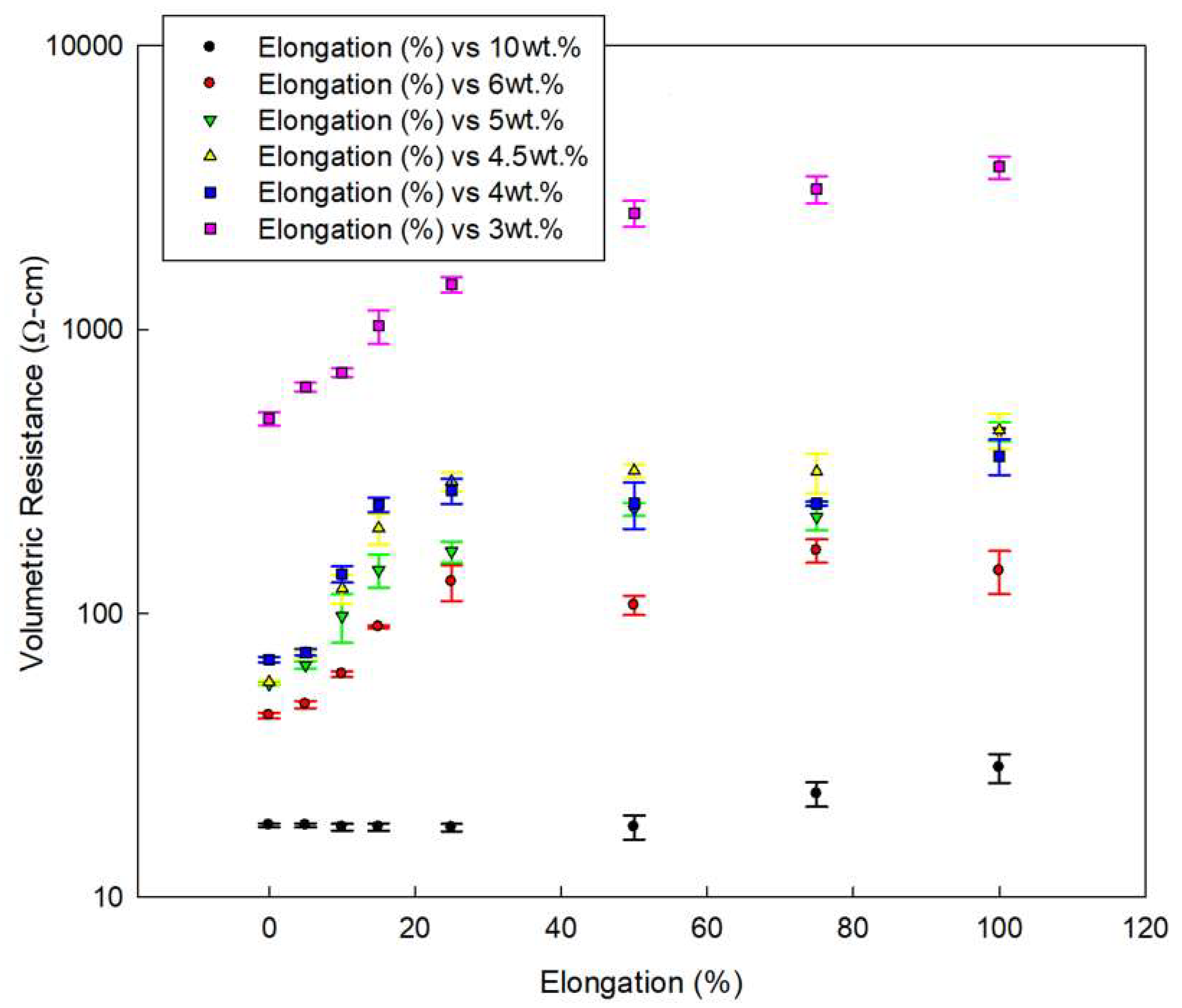
3.2. Electrical and Mechanical Properties
3.3. Self-Sensing
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Mensah, B.; Kim, H.G.; Lee, J.-H.H.; Arepalli, S.; Nah, C. Carbon nanotube-reinforced elastomeric nanocomposites: A review. Int. J. Smart Nano Mater. 2015, 6, 211–238. [Google Scholar] [CrossRef]
- Kurian, A.S.; Giffney, T.; Lee, J.; Travas-Sejdic, J.; Aw, K.C. Printing of CNT/silicone rubber for a wearable flexible stretch sensor. Electroact. Polym. Actuators Devices 2016, 9798, 97980K. [Google Scholar]
- Bokobza, L. Mechanical and Electrical Properties of Elastomer Nanocomposites Based on Different Carbon Nanomaterials. C J. Carbon Res. 2017, 3, 10. [Google Scholar] [CrossRef]
- Witt, N.; Tang, Y.; Ye, L.; Fang, L. Silicone rubber nanocomposites containing a small amount of hybrid fillers with enhanced electrical sensitivity. Mater. Des. 2013, 45, 548–554. [Google Scholar] [CrossRef]
- Tang, Y.H.; Witt, N.; Ye, L. Conductive Rubber Nanocomposites as Tensile and Pressure Sensors. Appl. Mech. Mater. 2012, 217–219, 130–133. [Google Scholar] [CrossRef]
- Natarajan, T.S.; Eshwaran, S.B.; Stöckelhuber, K.W.; Wießner, S.; Pötschke, P.; Heinrich, G.; Das, A. Strong Strain Sensing Performance of Natural Rubber Nanocomposites. ACS Appl. Mater. Interfaces 2017, 9, 4860–4872. [Google Scholar] [CrossRef] [PubMed]
- Zeng, Y.; Liu, H.; Chen, J.; Ge, H. Effect of strain on the electrical resistance of carbon nanotube/silicone rubber composites. J. Wuhan Univ. Technol. Mater. Sci. Ed. 2011, 26, 812–816. [Google Scholar] [CrossRef]
- Kim, T.A.; Kim, H.S.; Lee, S.S.; Park, M. Single-walled carbon nanotube/silicone rubber composites for compliant electrodes. Carbon N. Y. 2012, 50, 444–449. [Google Scholar] [CrossRef]
- Rein, M.D.; Breuer, O.; Wagner, H.D. Sensors and sensitivity: Carbon nanotube buckypaper films as strain sensing devices. Compos. Sci. Technol. 2011, 71, 373–381. [Google Scholar] [CrossRef]
- Atieh, M.; Girun, N.; Guan, C. Multi-wall carbon nanotubes/natural rubber nanocomposite. J. Nanotechnol. 2005, 1, 1–11. [Google Scholar]
- Bokobza, L. Multiwall carbon nanotube elastomeric composites: A review. Polymer (Guildf.) 2007, 48, 4907–4920. [Google Scholar] [CrossRef]
- Frogley, M.D.; Ravich, D.; Wagner, H.D. Mechanical properties of carbon nanoparticle-reinforced elastomers. Compos. Sci. Technol. 2003, 63, 1647–1654. [Google Scholar] [CrossRef]
- Shang, S.; Gan, L.; Yuen, M.C.W.; Jiang, S.X.; Mei Luo, N. Carbon nanotubes based high temperature vulcanized silicone rubber nanocomposite with excellent elasticity and electrical properties. Compos. Part A Appl. Sci. Manuf. 2014, 66, 135–141. [Google Scholar] [CrossRef]
- Hu, H.; Zhao, L.; Liu, J.; Liu, Y.; Cheng, J.; Luo, J.; Liang, Y.; Tao, Y.; Wang, X.; Zhao, J. Enhanced dispersion of carbon nanotube in silicone rubber assisted by graphene. Polymer (Guildf.) 2012, 53, 3378–3385. [Google Scholar] [CrossRef]
- Ata, S.; Mizuno, T.; Nishizawa, A.; Subramaniam, C.; Futaba, D.N.; Hata, K. Influence of matching solubility parameter of polymer matrix and CNT on electrical conductivity of CNT/rubber composite. Sci. Rep. 2014, 4, 7232. [Google Scholar] [CrossRef]
- Wang, L.; Xu, C.; Li, Y. Piezoresistive response to changes in contributive tunneling film network of carbon nanotube/silicone rubber composite under multi-load/unload. Sensors Actuators A Phys. 2013, 189, 45–54. [Google Scholar] [CrossRef]
- Wang, L.; Wang, X.; Li, Y. Relation between repeated uniaxial compressive pressure and electrical resistance of carbon nanotube filled silicone rubber composite. Compos. Part A Appl. Sci. Manuf. 2012, 43, 268–274. [Google Scholar] [CrossRef]
- Wang, L.; Han, Y. Compressive relaxation of the stress and resistance for carbon nanotube filled silicone rubber composite. Compos. Part A Appl. Sci. Manuf. 2013, 47, 63–71. [Google Scholar] [CrossRef]
- Dai, L. Carbon nanotube rubber stays rubbery in extreme temperatures. Angew. Chemie Int. Ed. 2011, 50, 4744–4746. [Google Scholar] [CrossRef]
- Katihabwa, A.; Wang, W.; Jiang, Y.; Zhao, X.; Lu, Y.; Zhang, L. Multi-walled carbon nanotubes/silicone rubber nanocomposites prepared by high shear mechanical mixing. J. Reinf. Plast. Compos. 2011, 30, 1007–1014. [Google Scholar] [CrossRef]
- Chen, J.; Li, H.; Yu, Q.; Hu, Y.; Cui, X.; Zhu, Y.; Jiang, W. Strain sensing behaviors of stretchable conductive polymer composites loaded with different dimensional conductive fillers. Compos. Sci. Technol. 2018, 168, 388–396. [Google Scholar] [CrossRef]
- Ranieri, N. Elastomers in extreme environments applications. In High-Performance Elastomeric Materials Reinforced by Nano-Carbons: Multifunctional Properties and Industrial Applications; Elsevier: Amsterdam, The Netherlands, 2019; pp. 15–41. [Google Scholar] [CrossRef]
- Yang, H.; Yao, X.; Zheng, Z.; Gong, L.; Yuan, L.; Yuan, Y.; Liu, Y. Highly sensitive and stretchable graphene-silicone rubber composites for strain sensing. Compos. Sci. Technol. 2018, 167, 371–378. [Google Scholar] [CrossRef]
- Balberg, I. A comprehensive picture of the electrical phenomena in carbon black-polymer composites. Carbon N. Y. 2002, 40, 139–143. [Google Scholar] [CrossRef]
- MIL-DTL-83528 C Gasketing Material Conductive Shielding. Available online: http://everyspec.com/MIL-SPECS/MIL-SPECS-MIL-DTL/MIL-DTL-83528C_11064/ (accessed on 20 April 2020).
- Thostenson, E.T.; Ren, Z.; Chou, T. Advances in the science and technology of carbon nanotubes and their composites: A review. Compo. Sci. Technol. 2001, 61, 1899–1912. [Google Scholar] [CrossRef]
- Bauhofer, W.; Kovacs, J.Z. A review and analysis of electrical percolation in carbon nanotube polymer composites. Compos. Sci. Technol. 2009, 69, 1486–1498. [Google Scholar] [CrossRef]
- Balberg, I.; Azulay, D.; Toker, D.; Millo, O. Percolation and tunneling in composite materials. Int. J. Mod. Phys. B 2004, 18, 2091–2121. [Google Scholar] [CrossRef]
- Lachman, N.; Daniel Wagner, H. Correlation between interfacial molecular structure and mechanics in CNT/epoxy nano-composites. Compos. Part A Appl. Sci. Manuf. 2010, 41, 1093–1098. [Google Scholar] [CrossRef]
- Ni, W.; Wang, B.; Wang, H.; Zhang, Y. Fabrication and properties of carbon nanotube and poly(vinyl alcohol) composites. J. Macromol. Sci. Part B Phys. 2006, 45, 659–664. [Google Scholar] [CrossRef]
- Cooper, C.A.; Young, R.J.; Halsall, M. Investigation into the deformation of carbon nanotubes and their composites through the use of Raman spectroscopy. Compos. Part A Appl. Sci. Manuf. 2001, 32, 401–411. [Google Scholar] [CrossRef]
- Guo, J.; Li, Y.; Wu, S.; Li, W. The effects of γ-irradiation dose on chemical modification of multi-walled carbon nanotubes. Nanotechnology 2005, 16, 2385–2388. [Google Scholar] [CrossRef]









© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bannych, A.; Katz, S.; Barkay, Z.; Lachman, N. Preserving Softness and Elastic Recovery in Silicone-Based Stretchable Electrodes Using Carbon Nanotubes. Polymers 2020, 12, 1345. https://doi.org/10.3390/polym12061345
Bannych A, Katz S, Barkay Z, Lachman N. Preserving Softness and Elastic Recovery in Silicone-Based Stretchable Electrodes Using Carbon Nanotubes. Polymers. 2020; 12(6):1345. https://doi.org/10.3390/polym12061345
Chicago/Turabian StyleBannych, Andrey, Sari Katz, Zahava Barkay, and Noa Lachman. 2020. "Preserving Softness and Elastic Recovery in Silicone-Based Stretchable Electrodes Using Carbon Nanotubes" Polymers 12, no. 6: 1345. https://doi.org/10.3390/polym12061345
APA StyleBannych, A., Katz, S., Barkay, Z., & Lachman, N. (2020). Preserving Softness and Elastic Recovery in Silicone-Based Stretchable Electrodes Using Carbon Nanotubes. Polymers, 12(6), 1345. https://doi.org/10.3390/polym12061345