1. Introduction
Fused-Deposition Modelling (FDM) is the most extensively used Additive Manufacturing (AM) technology and has recently generated increased interest in various industrial areas, from biomedical to aerospace engineering, by limiting the preliminary cost of driving Computer-Aided Design (CAD) models from the laboratory bench to testable prototypes and by enabling companies to manufacture more complex and functional end-products without the inherent limitations of conventional technologies such as injection molding or embossing [
1,
2,
3,
4].
Nonetheless, the essential attribute of this technology includes the capacity to reduce the manufacturing operations required for the fabrication of industrial products [
5]. FDM workflow begins by converting CAD models to Standard Triangle Language (STL) format which simplifies the 3D model to a surface geometry, which will limit later the ability of building paths defined in slicer programs to define the numerical code that will control FDM machines. Those machines feed raw materials as a filament into the extrusion head, heating them until they reach their transition temperature. Then, melted materials are extruded through a nozzle, which is moved by two perpendicular, numerically controlled actuators, depositing the material in successive layers to build the desired geometry. Deposited filaments are cooled and solidified at the same time, enabling the union between layers [
5].
Since FDM consists of the extrusion of polymeric materials, understanding the mechanical properties of these materials and their interaction with FDM process parameters has become a topic of increasing interest among the scientific community due to industry needs [
6]. Research on this topic was conducted in previously published works for different sort of plastics, with Polycarbonate (PC) or Acrylonitrile Butadiene Styrene (ABS) being the most studied because of their wide application in industrial products and the feasibility for them to be acquired in research groups due to their reduced cost [
6].
Considerable attention has been given in the literature to the directional orientation in the building process of FDM parts and their properties because it directly impacts the polymer chains’ orientation, which is crucial for understanding the mechanical behavior of potential end-products [
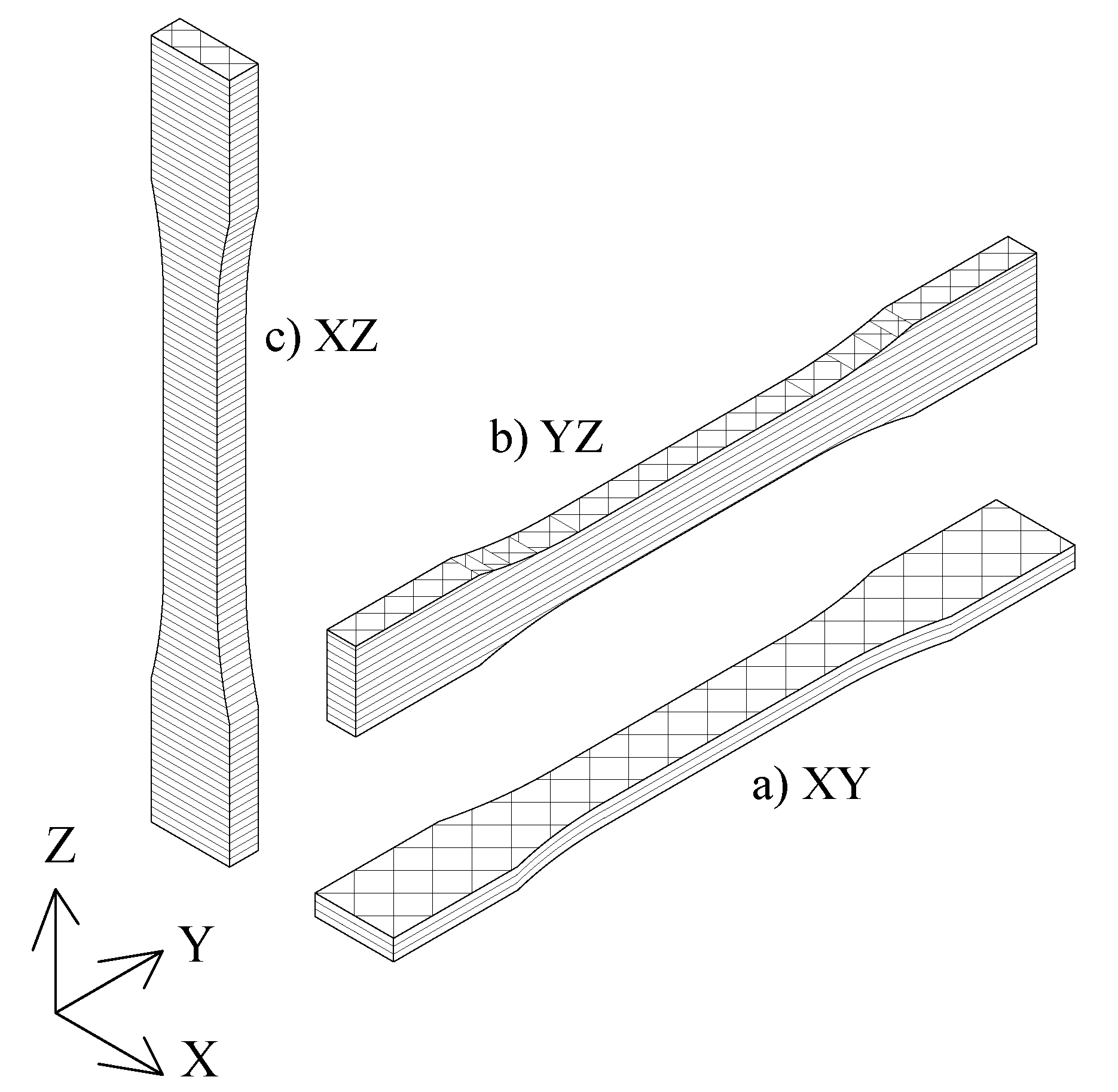
6]. Several building parameters are used to define the FDM manufacturing process, namely the part build orientation, which defines the orientation of the part with respect to the planar domain of the nozzle (see
Figure 1); the raster angle, which characterizes the orientation of inner filaments within the part with respect to the principal manufacturing axis; or the number of contours, which represents the number of adjacent filaments that follow the outer shape of the printed specimen. Domingo-Espin et al. [
7], Croccolo et al. [
8] and Galeja et al. [
9] studied the tensile properties of PC and ABS parts when varying the layer orientation, raster angle, and number of contours. Ziemian et al. [
10,
11], and Li et al. [
12] described how the air gap and raster angle affect the tensile performance of ABS specimens. Sood et al. [
13], Ahn et al. [
14], and Montero et al. [
15] focused on the compression characterization of ABS parts when modifying the air gap, raster angle, raster width, layer thickness, layer orientation, and printing temperature. Dawoud et al. [
16], Mohamed et al. [
17], Vega et al. [
18], and Lee et al. [
19] described how the layer orientation, air gap, and raster angle affect the bending and impact strengths in FDM parts. The torsion behavior of ABS parts when modifying the air gap, raster angle and width, or printing temperature was addressed by Rodríguez et al. [
20]. Puigoriol-Forcada et al. [
21] and Gomez-Gras et al. [
22] studied the cyclic fatigue performance of Polylactic Acid (PLA) and PC specimens when varying the part build orientation.
Meanwhile, time-dependent mechanical properties [
23,
24,
25,
26,
27] or residual stress [
28] have been addressed in fewer studies. The former is indispensable for the validation of end-product parts, since polymer-based materials show a viscous performance that implies a further understanding of time-dependent applications such as clamping pins or mechanical sealing.
Mohamed et al. [
23,
24] established the relationship between flexural creep behavior of FDM parts and several mesostructures, i.e., the raster angle, layer thickness, air gap, number of contours, and raster width. PC-ABS specimens were tested with a unique load condition for 300 min using a definitive screening design. A quadratic model was used to describe creep behavior varying process parameters, although neither stress nor temperature was considered. The results showed a superior creep resistance performance from specimens in which rasters were arranged in the same direction as the load, and they had a null air gap value with a slice thickness of 0.254 mm.
Kozior and Kundera [
25] studied ABS specimens to determine how part build orientation affects relaxation behavior under uniaxial compression. A standard linear solid model was used to fit the experimental data and thus describe the rheological properties. Part build orientation was shown to be a key parameter influencing, in particular, the rheological properties of the FDM parts.
Flexural creep modulus was characterized by Türk et al. [
26] in FDM ABS parts. Three-point bending creep tests were carried out when modifying the part print orientation. Significant anisotropic behavior was found in FDM ABS specimens due to layer orientation during fabrication.
Salazar-Martín et al. [
27] investigated creep behavior when modifying the number of contours, raster to raster air gap, and part build orientation of FDM PC parts. Different levels of stress held for up to 300 and 1000 min were experimentally addressed. Results showed that these process parameters are significant factors when analyzing the creep behavior of FDM parts, particularly that of part build orientation. Two analytical models were implemented. The fractional Voigt–Maxwell in series was shown to provide better accuracy than the Bailey–Norton equation, despite requiring a longer computational time.
Relevant contributions to creep and stress relaxation behavior in FDM parts are summarized in
Table 1. Hence, time-dependent mechanical properties were proven to be a factor to take into account when manufacturing FDM polymer-based parts.
Furthermore, to the knowledge of authors, it is noted that the time-dependent mechanical properties of FDM Polyetherimide (PEI) parts have not yet been addressed in previous works. This material is gaining interest in the aerospace and health industry because of its reasonable mechanical strength and heat resistance and the feasibility of it being manufactured with AM technologies [
2].
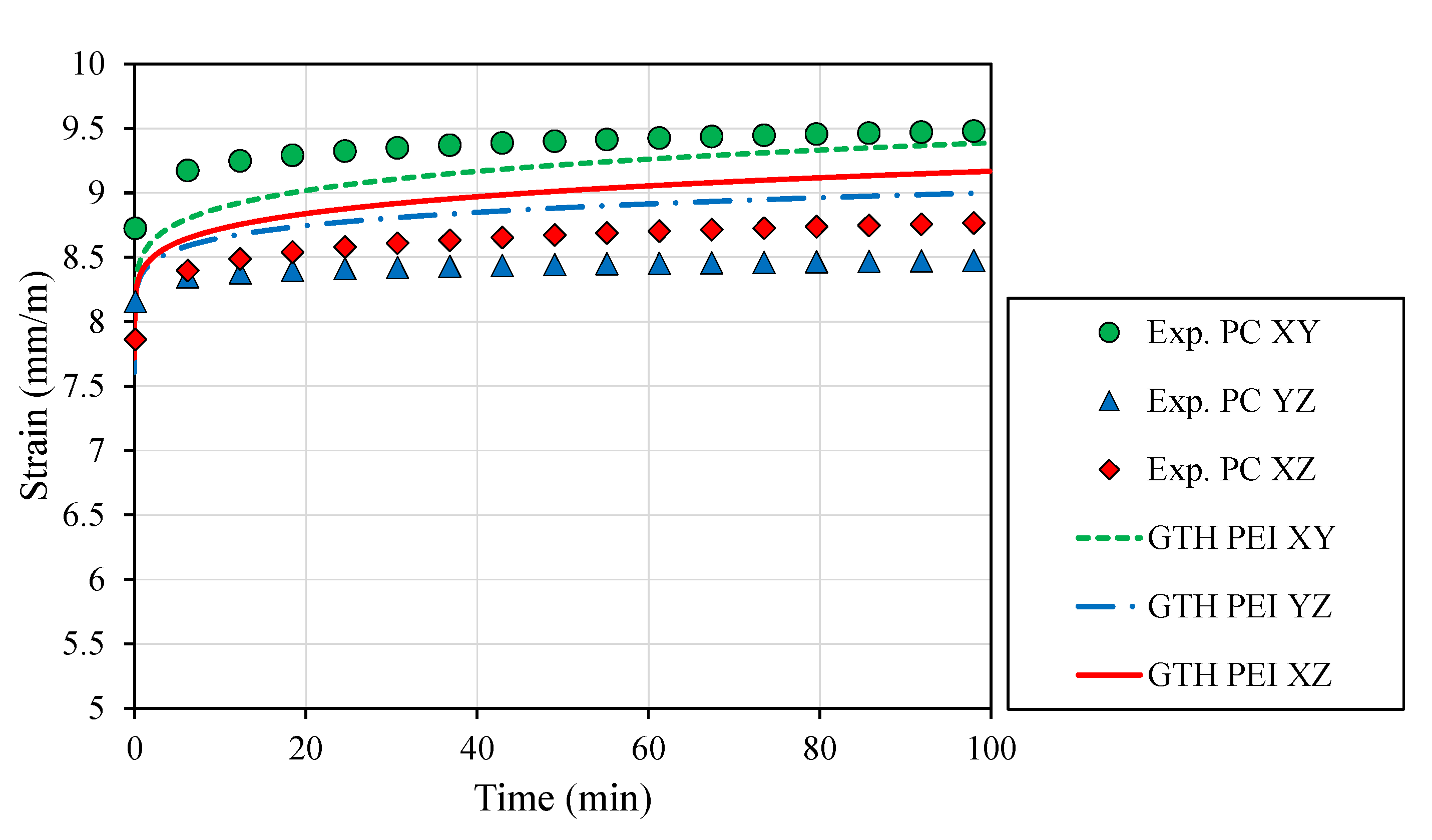
Thus, this study investigates the primary and secondary creep and the stress relaxation characteristics of FDM PEI parts by varying the part build orientation parameter, which has been proven to be a critical parameter, as discussed above. This could elucidate the iso-/aniso-tropic behavior of PEI in FDM applications and allow us to draw conclusions about their behavior when contrasted with previously studied FDM materials, such as ABS or PC.
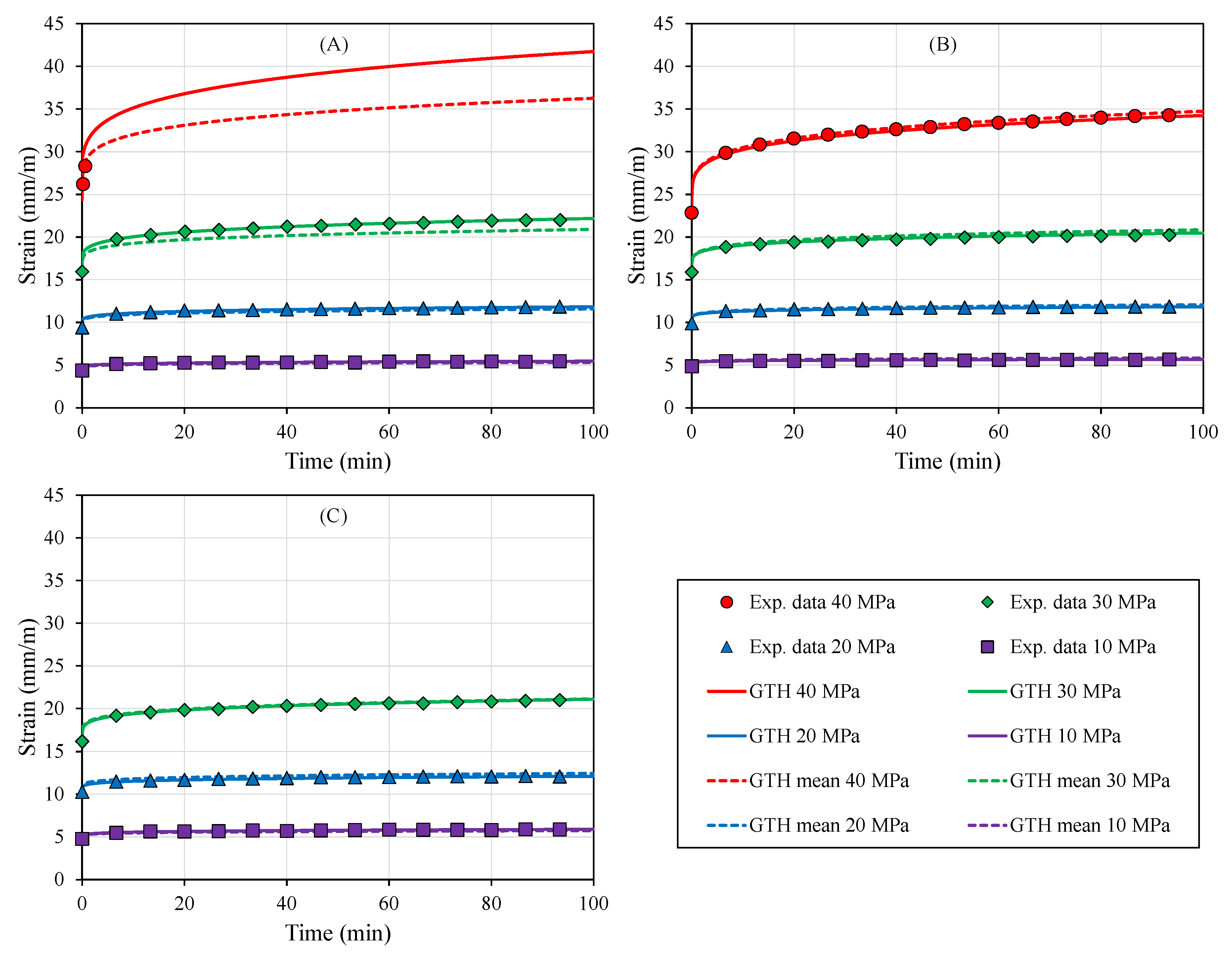
Furthermore, since an accurate model to predict the viscoelastic and viscoplastic performance of FDM parts is needed to validate further Finite Element Method (FEM) simulations of FDM geometrical complex parts, the Generalized Time Hardening (GTH) model is evaluated. The model is used to fit the experimental creep data and then used to predict stress relaxation results to validate it.
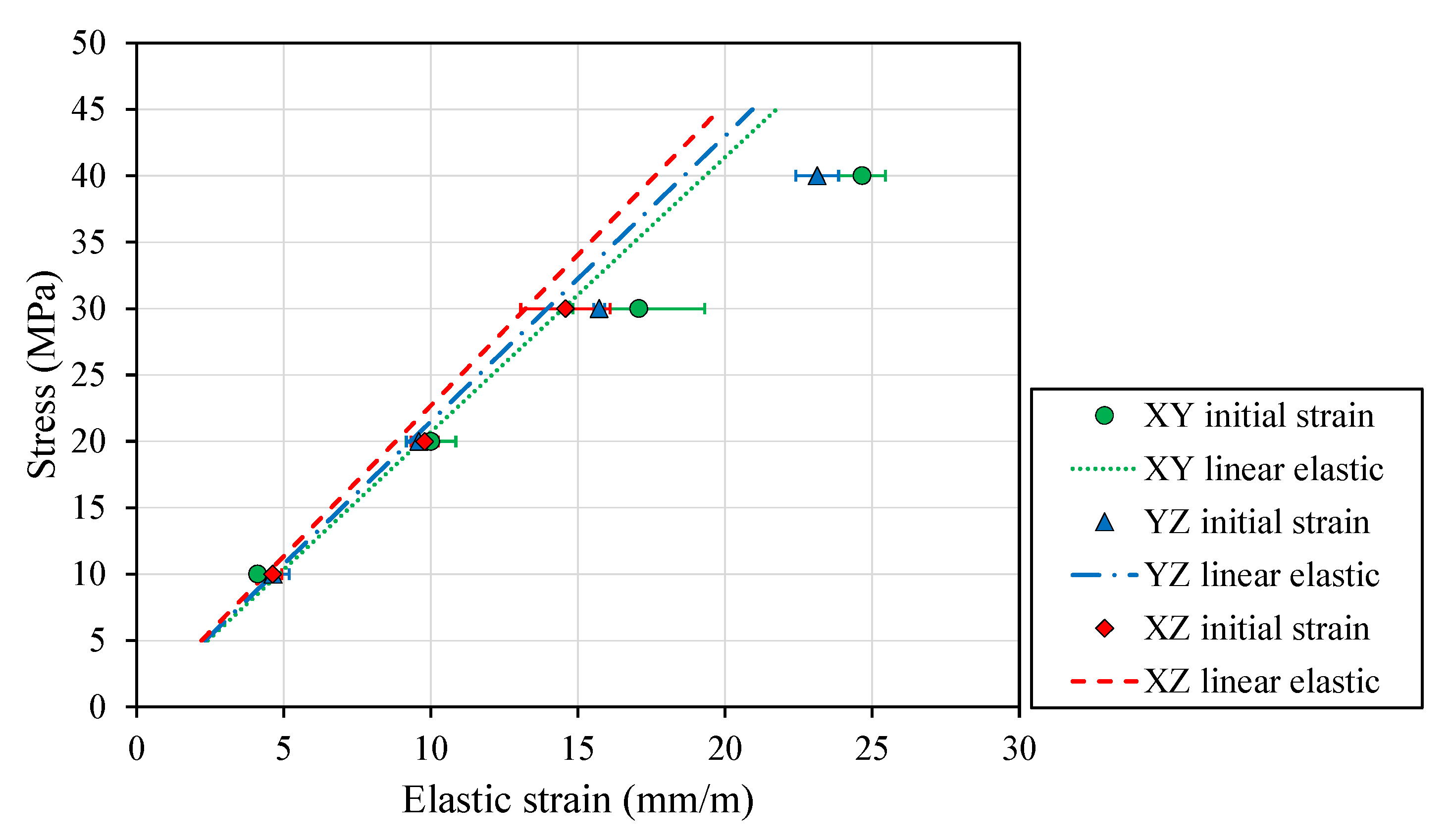
In addition, due to the lack of data for specific part build orientations, uniaxial tensile tests are addressed in this study prior to long-term endurance tests.
The analytical derivation is presented and discussed in
Section 2. Subsequently, the experimental procedure used for the characterization of the creep and stress relaxation test carried out in this work is presented. In
Section 4, the experimental results of the investigation are shown and explained. Finally, conclusions are discussed along with their translation to industry and research application.
2. Analytical Approach
Nowadays, mathematical and computational models of viscoelastic materials are a topic of hard debate and scrutiny. Many viscoelastic and viscoplastic models have been defined to perform stress and strain analysis on both creep and stress relaxation data [
29]. The classical models of Voigt and Maxwell to fractional models or Prony series have been widely used for this purpose [
30]. Regarding FDM analysis, Kozior and Kundera [
25] used the Standard I model to describe the rheological properties of ABS specimens. A good correlation between experimental stress relaxation data and the Standard I model was achieved. Nevertheless, only one strain level was tested. Modeling of PC FDM parts for different stress levels was conducted by Salazar-Martín et al. [
27] using the Bailey–Norton law and the fractional Voigt–Maxwell in series. The former equation presented a good agreement, particularly for low stresses; meanwhile, the latter showed better accuracy, although more parameters were required to accurately predict creep behavior. The nonlinear behavior of FDM parts was reported under moderate stress levels and standard conditions. Other authors used quadratic regression models to predict the creep phenomenon, where process parameters were variables of these models. Neither of these models considered stress, strain, or temperature as function variables [
23,
24,
26].
Because nonlinear viscoelastic/plastic behavior in plastics are expected to be exhibited in prior studies, as in work by Salazar-Martín et al. [
27], and because finding a practical approach for predicting creep and stress relaxation behavior in Finite Element Method (FEM) simulations is the aim of this study, the Generalized Time Hardening (GTH) model was chosen [
31,
32]. This model is capable of explaining the creep behavior of different materials in contrast to time hardening and strain hardening equations more accurately, since GTH is able to model materials’ behavior in which creep compliance is not a constant value in the studied domain, extending its capability from viscoelastic to viscoplastic characterization [
31,
32]. For instance, in the GTH model, the coefficients are polynomial functions of stress, whereas, in the time hardening equation, these coefficients are constants. Furthermore, this model is implemented in FEM software, such as ANSYS, and is capable of simulating primary and secondary creep. Fractional models were discarded due to fitting complexity and FEM implementation [
27].
Furthermore, Garcia-Granada [
33] discussed the possibilities of modeling creep. A material model based on previous strain and strain rates was discussed as a strain hardening model and compared to a simplified model where stress and strain were a function of time, named time hardening. This mathematical approach becomes indispensable for FEM simulations when parameters are obtained according to the true strain and strain rates.
The GTH model used in this approach is expressed as [
31,
32]
where
are material constants independent of stress,
is the equivalent creep strain,
is the equivalent stress,
t is the time, and
T is the temperature. Values of
will be affected by process parameters, since they modify the overall mechanical behavior of the part. Coefficients were obtained employing the Levenberg–Marquardt method, which is used to solve nonlinear least-squares problems. The exponential term was neglected because tests were carried out at the same temperature. Thus,
In order to prove the adequacy of this model, the stress relaxation equation for the GTH model should be deduced. Because strain is constant over the time, it can be expressed as constant strain rate
where
is the initial strain rate. In this case, each summand is
where E is the Young’s modulus. Taking Equations (3)–(5), the stress rate can be expressed as
where
The Matlab ode23 function was used to operate Equation (
6).

 ,
, 









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}