The Formation Mechanism of the Double Gas Layer in Gas-Assisted Extrusion and Its Influence on Plastic Micro-Tube Formation


Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
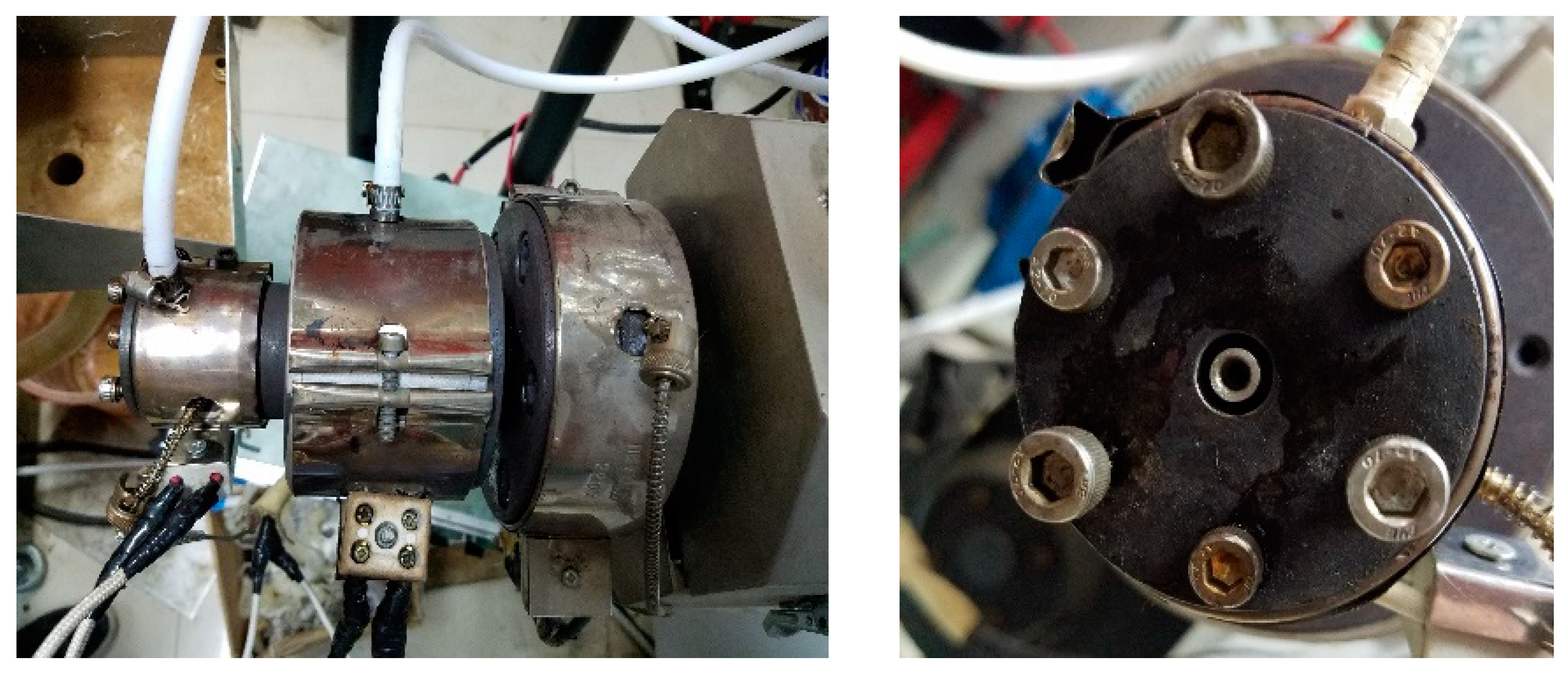
2.2. Extrusion Experiments
2.3. Numerical Simulation Theories and Methods
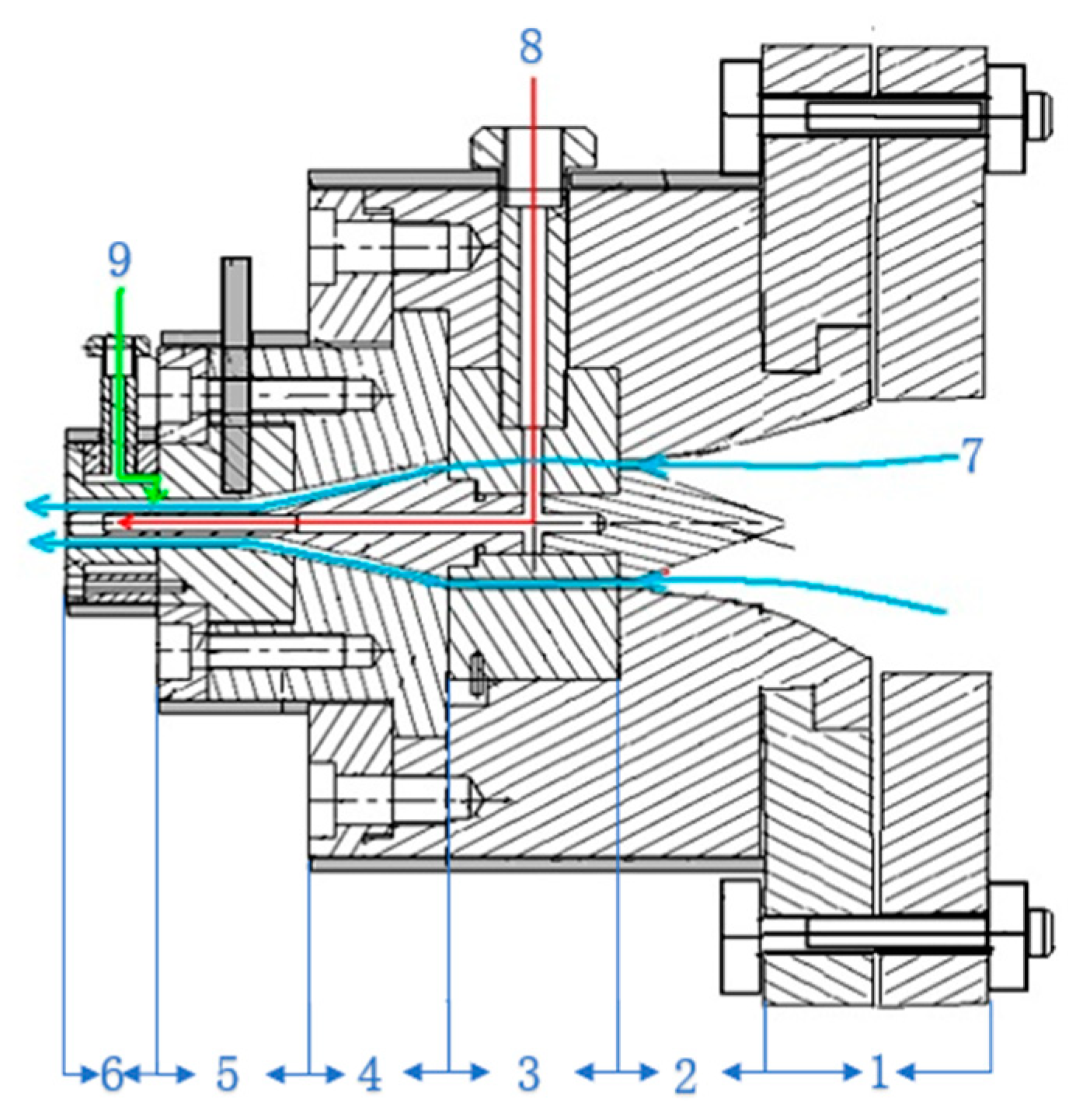
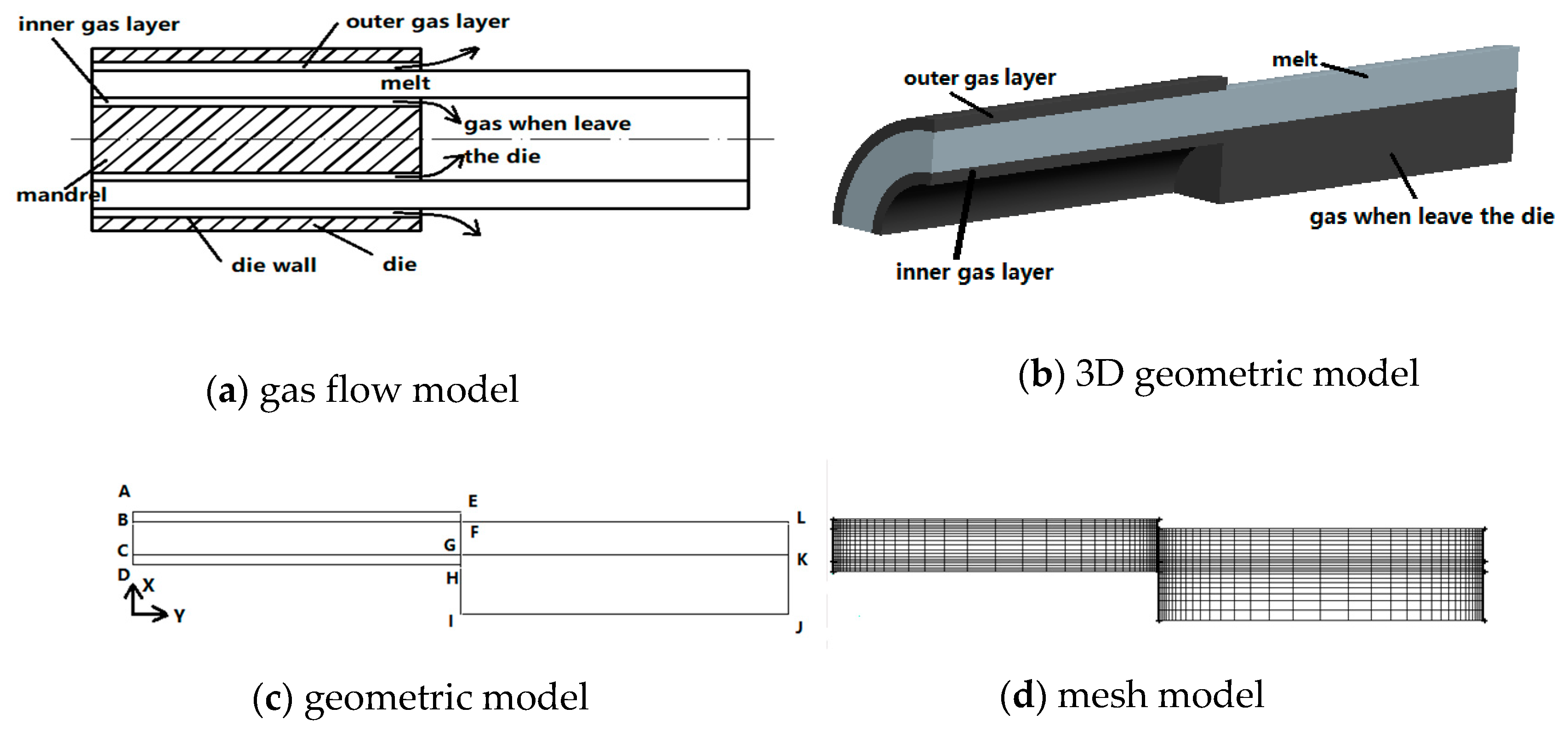
2.3.1. Geometric Models and Finite Element Models
2.3.2. Control Equations and Constitutive Equations
- (1)
- Under micro-scale conditions, the polymer melt is regarded as a compressible non-Newtonian viscoelastic fluid.
- (2)
- Under micro-scale conditions, the gas is regarded as a compressible Newtonian fluid.
- (3)
- The melt and the gas are considered to be a steady laminar flow.
- (4)
- The effect of the inertial force and gravity on the flow of the two fluids are ignored.
- (5)
- The relative slip of the gas with the die wall and the melt are ignored.
- (6)
- The osmosis of gas molecules into the melt is ignored.
2.3.3. Boundary Conditions
- (1)
- (2)
- Wall boundary: AE is the wall surface of the die, DH and HI are the wall surfaces of the core rod. The die wall temperature is set to 190 °C, which is the same as the melt temperature.
- (3)
- Symmetry boundary: The Y-axis (IJ in the figure) is the symmetry boundary of the model.
- (4)
- Interface: BF and CK are the boundaries between the gas and the melt. Due to the continuity of the interface temperature, the temperature conditions are the same as the boundary of the interface.
- (5)
- Free surface boundary: EL is the free surface boundary of the melt after the extrusion die. Since the free surface boundary is in direct contact with the outside in order to generate a heat convection exchange, the temperature boundary is set to a heat flux condition, and the influence of the melt heat radiation is ignored.
- (6)
- End boundary: LK is the melt end boundary; KJ and EF are the exit boundaries of the inner and outer gas layers, respectively. Since the melt and gas outlet temperatures are unknown, both fluid temperatures are set to the temperature outflow condition.
2.3.4. Setting of the Numerical Simulation Parameters
2.3.5. Software and Numerical Methods
3. Results and Discussion
3.1. Simulation Results and Analysis
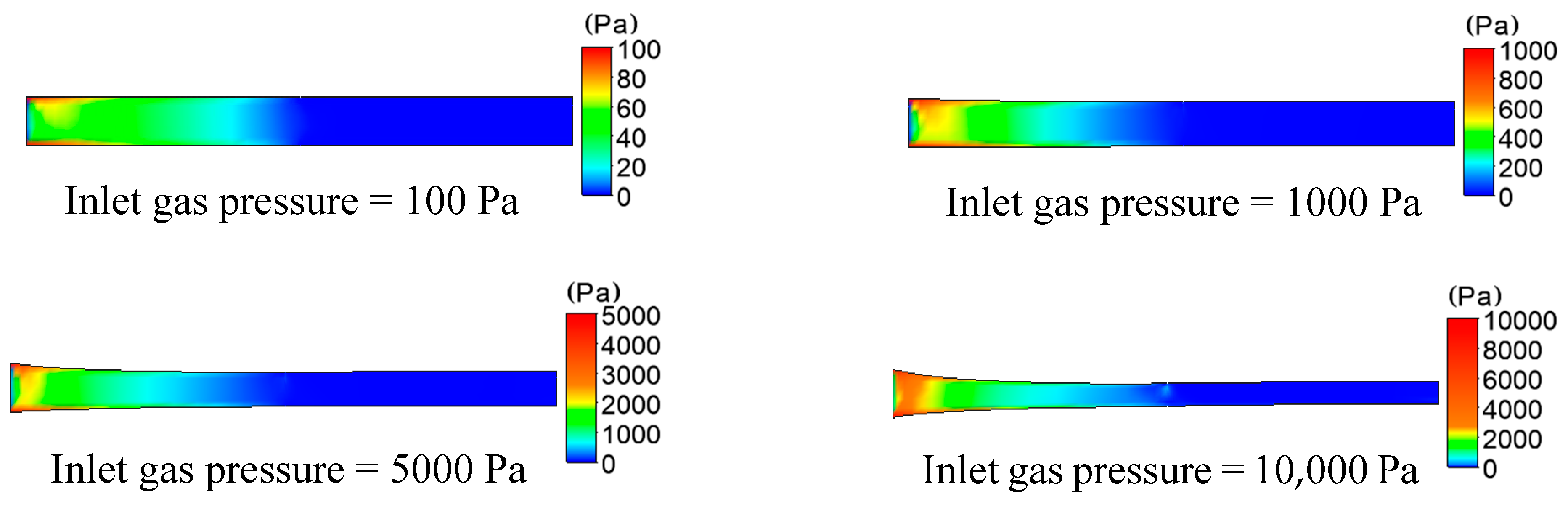
3.1.1. The Results and Analysis of Pressure
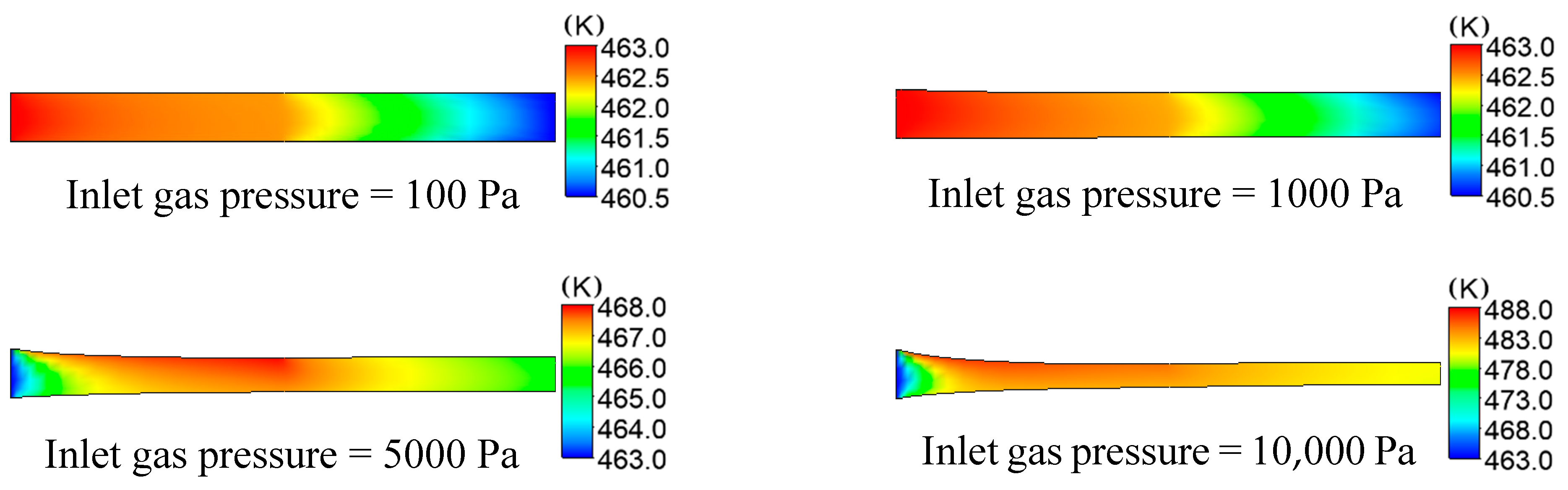
3.1.2. The Results and Analysis of Temperature
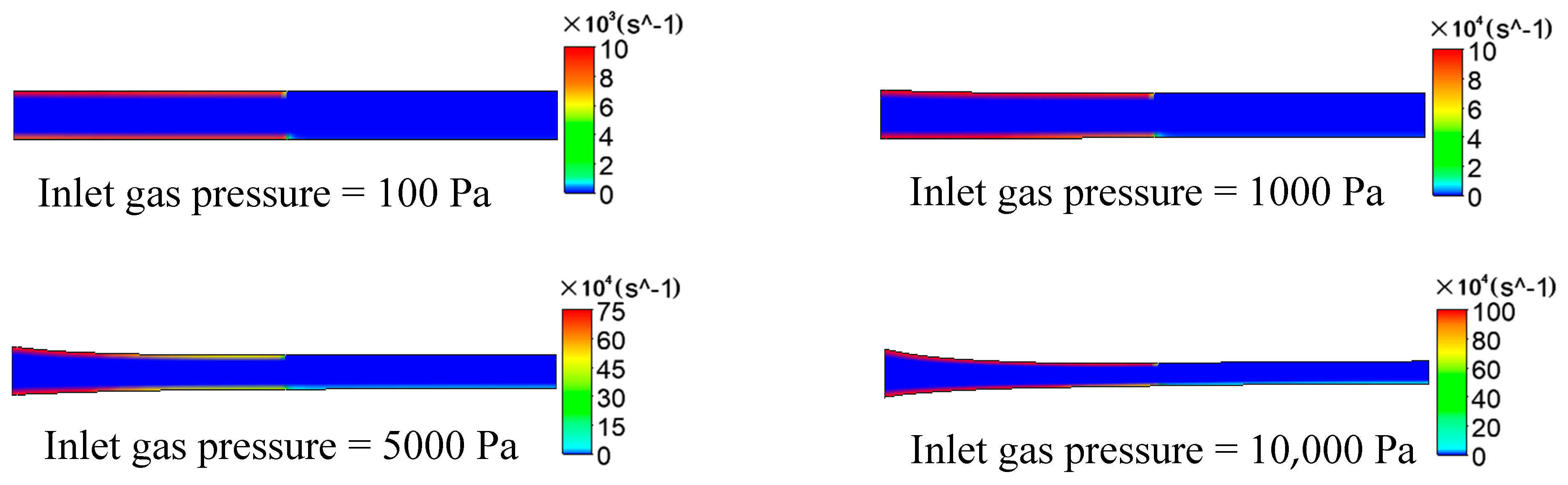
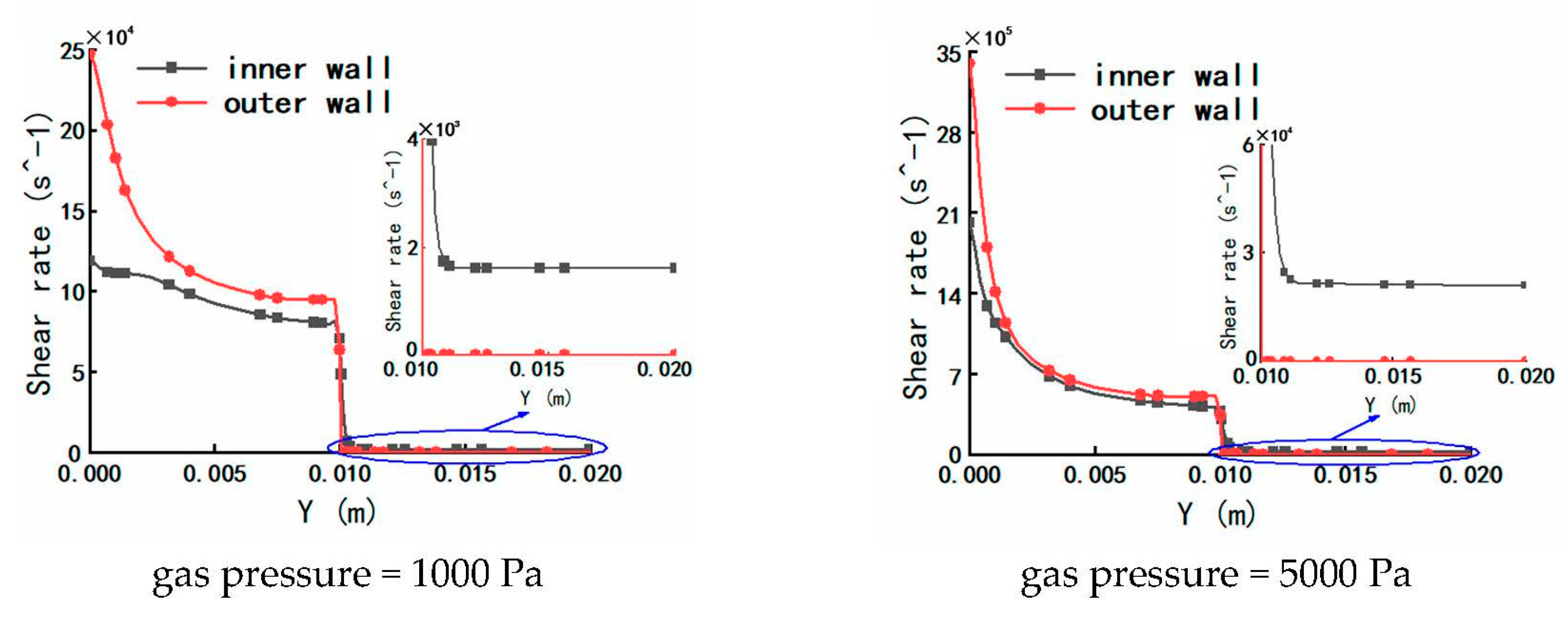
3.1.3. The Results and Analysis of Shear Rate
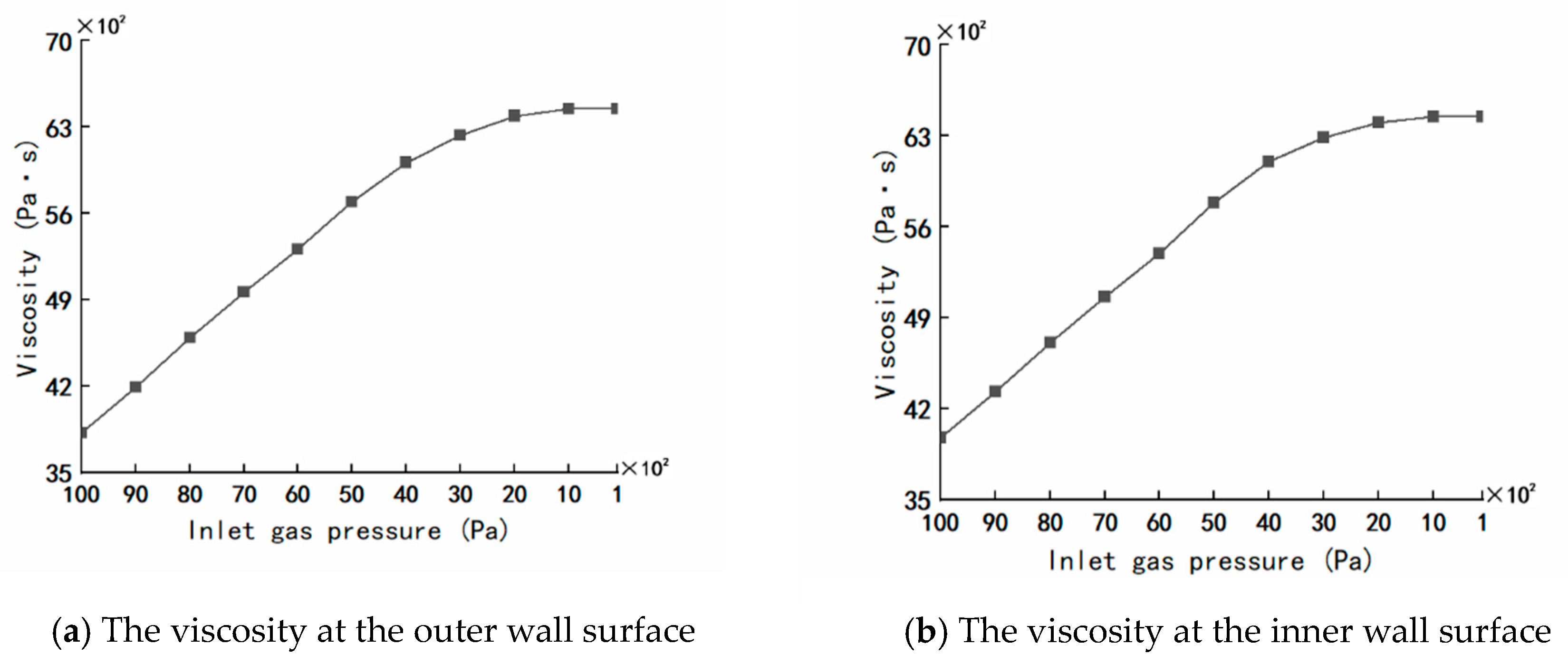
3.1.4. The Results and Analysis of Viscosity
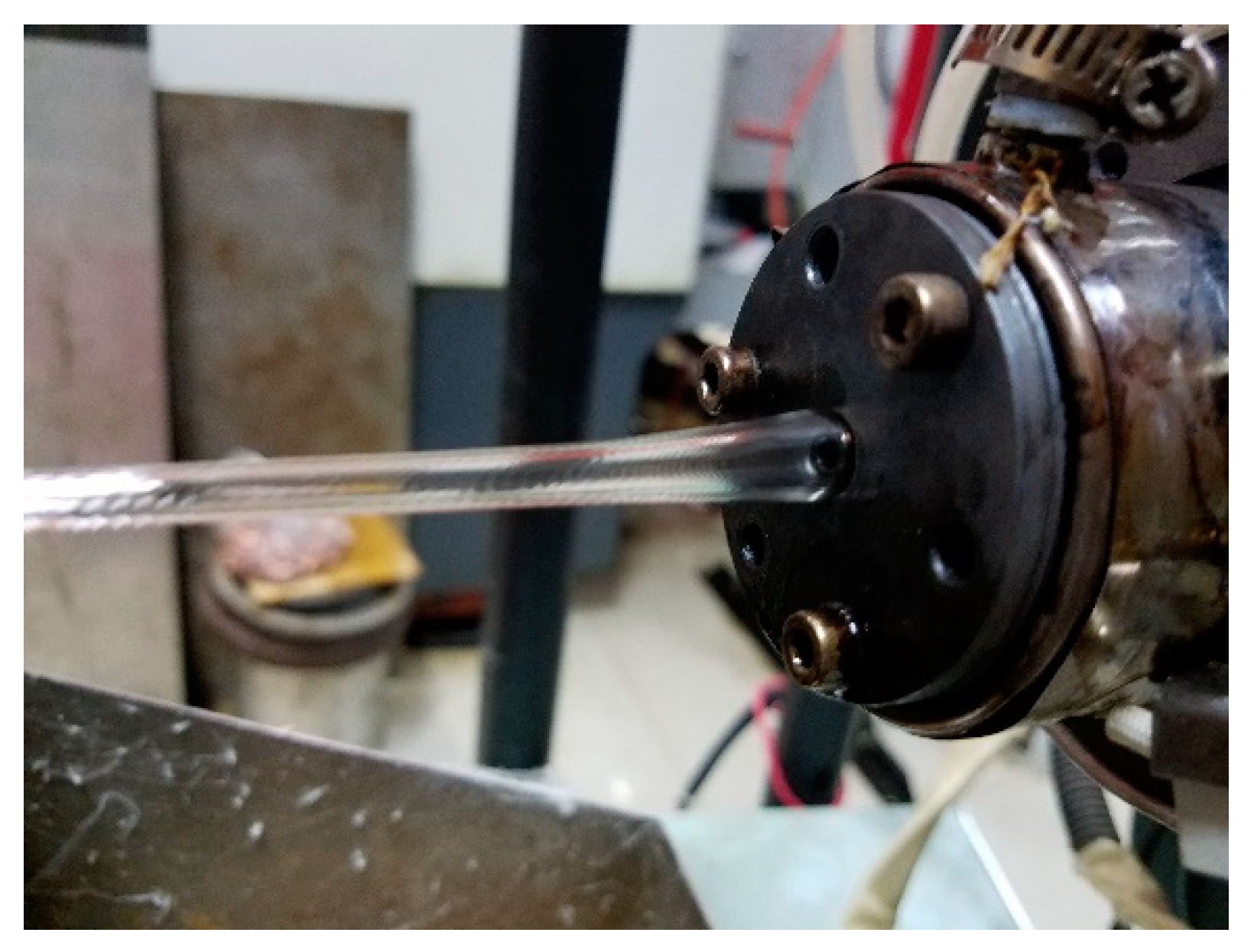
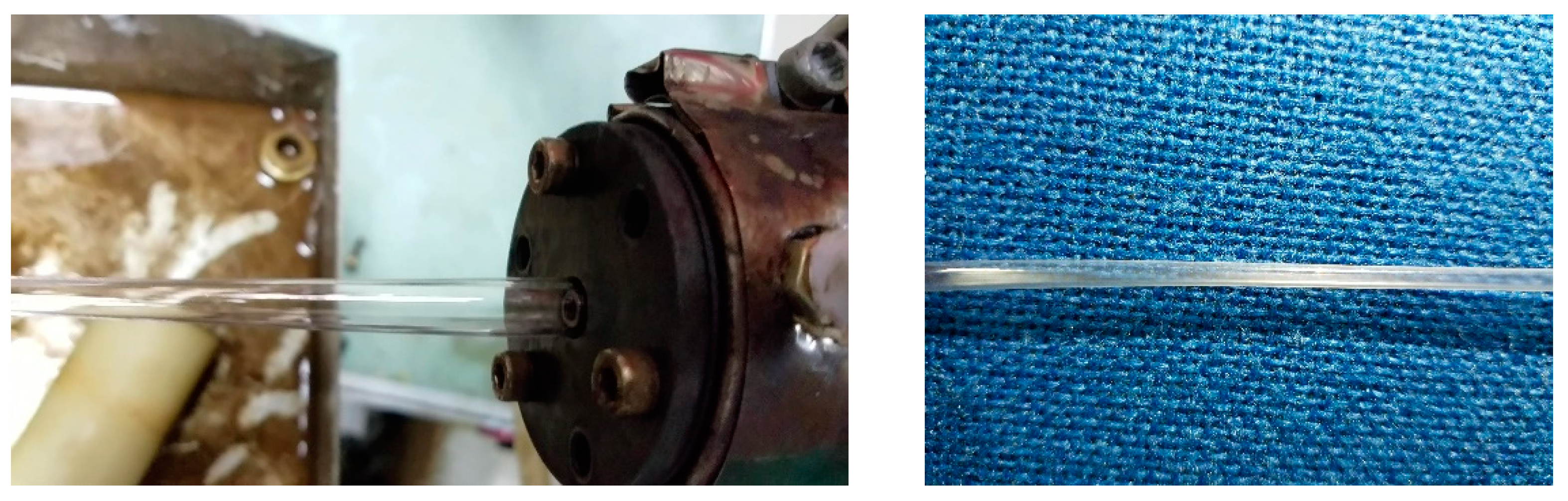
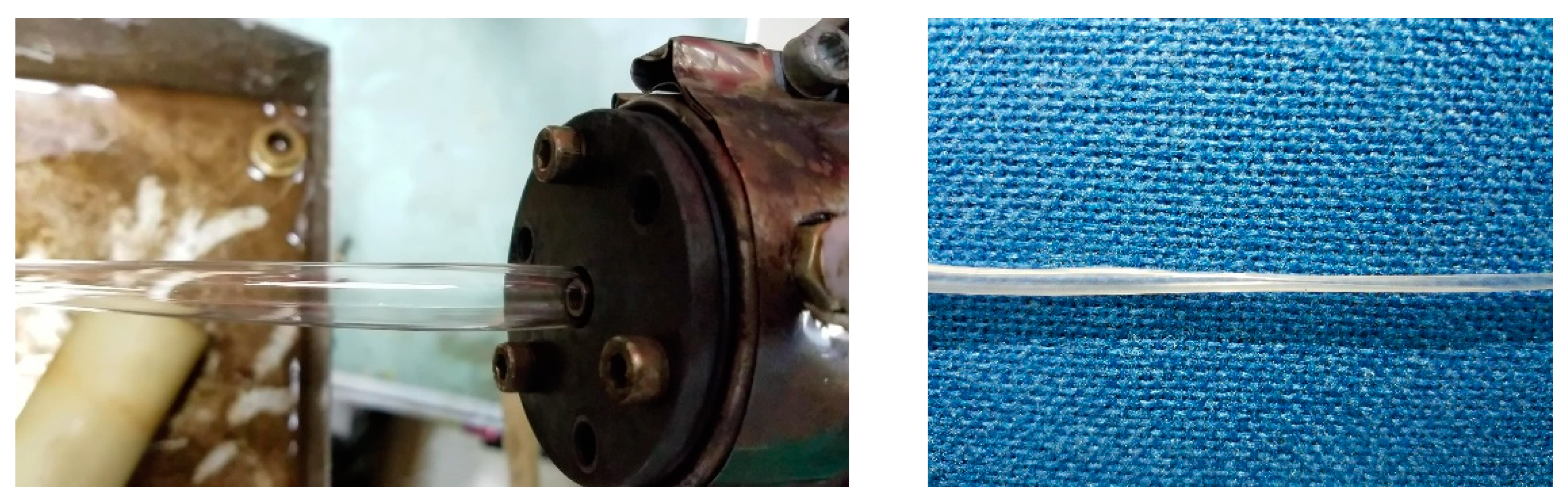
3.2. Experimental Results and Analysis
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Tseng, H.H. Software Design & Experimental Verification of Polymer Flow Through A Pipe Extrusion Die. Ph.D. Thesis, University of Massachusetts Lowell, Lowell, MA, USA, 1991. [Google Scholar]
- Zou, W.D. Study on Extrusion Processing of Profile Pipe with Small Cross-Section. Master’s Thesis, Beijing University of Chemical Technology, Beijing, China, 2006. [Google Scholar]
- Huang, W.; Guo, Y.C.; Wu, D.M. Experimental Study on The Extrusion Processing of PA12 Double-Lumen Catheter. Eng. Plast. Appl. 2008, 36, 30–34. [Google Scholar]
- Li, K. Numerical Analysis and Experimental Study of Polymer Micro Extrusion Flow. Master’s Thesis, Dalian University of Technology, Dalian, China, 2008. [Google Scholar]
- Gong, X. Flow Simulation of Micro Tubing Extrusion Die and Study of Micro Tubing Processing. Master’s Thesis, South China University of Technology, Guangzhou, China, 2009. [Google Scholar]
- Zhao, D.Y.; Wang, M.J.; Li, K.; Song, M.C.; Jin, Y.F. Flow Uniformity of Polymer Micro Extrusion Processing. Polym. Mater. Sci. Eng. 2010, 26, 159–162. [Google Scholar]
- Zou, J.; Ling, Z.H.; Wang, Z.Y.; Jin, Y.F.; Zhao, D.Y. Numerical Simulation and Analysis of the Effects of Compression Angle on Flow Uniformity of Double-chamber Micro-Tube. Die Mould Manuf. 2010, 4, 1–5. [Google Scholar]
- Chen, Y.W. Research on the Processing of PA11 Micro-tube Precision Extrusion. Master’s Thesis, South China University of Technology, Guangzhou, China, 2011. [Google Scholar]
- Le, G.B.; Wang, M.J.; Zhao, D.Y.; Tian, H.Q. Experimental Investigation of Extrusion Process of Double-lumen Micro Tube. J. Mech. Eng. 2012, 48, 19–27. [Google Scholar]
- Zheng, J.L. Computer Simulation of Micro-Tube Extrusion Process. Master’s Thesis, South China University of Technology, Guangzhou, China, 2012. [Google Scholar]
- Zheng, J.L.; Ge, D.W.; Chen, Y.W.; Wu, H.W. Variation of Tube Diameter and Wall Thickness in Medical Micro-diameter Tube Extrusion. Plastics 2012, 41, 24–27. [Google Scholar]
- Xiao, X.H. Analysis and Experimental Study of Polymer Micro Tubing Extrusion Flow. Master’s Thesis, Central South University, Hunan, China, 2013. [Google Scholar]
- Chen, Y.H. Analysis of Draw Flow Field and Deformation Control during Extrusion of Polymer Catheter. Master’s Thesis, Central South University, Hunan, China, 2013. [Google Scholar]
- Fu, Z.H.; Yin, Y.G.; Wang, Z.W.; Yao, C. Influences of Gas Injection Pressure on Plastic Microtube Extrusion Molding. Chin. Plast. Ind. 2015, 43, 53–60. [Google Scholar]
- Tang, D.; Fang, W.L.; Fan, X.H.; Li, D.Y.; Peng, Y.H. Effect of Die Design in Microchannel Tube Extrusion. Procedia Eng. 2014, 81, 628–633. [Google Scholar] [CrossRef]
- Jin, G.B.; Wang, M.J.; Zhao, D.Y.; Tian, H.Q.; Jin, Y.F. Design and Experiments of Extrusion Die for Polypropylene Five-Lumen Micro Tube. J. Mater. Process. Technol. 2014, 214, 50–59. [Google Scholar] [CrossRef]
- Wang, B.X.; Wang, W.; Guo, L.H. Design of An Extrusion Head Used to Produce Tenuous Interventional Catheter Mod. Plast. Process. Appl. 2005, 4, 44–46. [Google Scholar]
- Zhu, C.W.; Wu, D.M. Inverse Extrudate Swell for Multi-Lumen Precise Medical Catheter. Plastics 2009, 38, 1–4. [Google Scholar]
- Xu, B. Research on Microscale Effects of Filling Flow and Key Technology of Micro Mold in Micro Injection Molding. Ph.D. Thesis, Dalian University of Technology, Dalian, China, 2010. [Google Scholar]
- Le, G.B.; Wang, M.J.; Zhao, D.Y.; Tian, H.Q. A Design Method of Non-Symmetry Flowing Balance for Right Angle Extrusion Die of Polymeric Double-Lumen Micro-Tube. J. Chem. Ind. Eng. 2012, 63, 3478–3485. [Google Scholar]
- Xie, Y.J. Design of Extrusion Mould for Polymer Five-lumen Micro Tube Based on Flowing Balance. Master’s Thesis, Dalian University of Technology, Dalian, China, 2013. [Google Scholar]
- Le, G.B. Research on Design and Manufacturing Technology and Extrusion Process of Polymer Micro-extrusion Dies for Interventional Medical Catheters. Ph.D. Thesis, Dalian University of Technology, Dalian, China, 2014. [Google Scholar]
- Jin, G.B.; Zhao, D.Y.; Wang, M.J. Study on design and experiments of extrusion die for polypropylene single-lumen micro tubes. Microsyst. Technol. 2015, 21, 2495–2503. [Google Scholar] [CrossRef]
- Housiadas, K.; Georgiou, G.; Tsamopoulos, J. The Steady Annular Extrusion of a Newtonian Liquid Under Gravity and Surface Tension. Int. J. Numer. Methods Fluids 2000, 33, 1099–1119. [Google Scholar] [CrossRef]
- Mitsoulis, E. Annular Extrudate Swell of Newtonian Fluids: Effects of Compressibility and Slip at The Wall. J. Fluids Eng. 2007, 129, 1384–1393. [Google Scholar] [CrossRef]
- Mitsoulis, E. Annular Extrudate Swell of Newtonian Fluids Revisited: Extended Range of Compressible Simulations. J. Fluids Eng. 2009, 131, 1–10. [Google Scholar] [CrossRef]
- Karapetsas, G.; Tsamopoulos, J. Steady Extrusion of Viscoelastic Materials from An Annular Die. J. Non-Newtonian Fluid Mech. 2008, 154, 136–152. [Google Scholar] [CrossRef]
- Intawong, N.; Wiratket, A.; Meechue, P. Flow Visualization & Extrudate Swell Behavior of Natural Rubber Compound in Annular Die Capillary Rheometer. Polímeros 2014, 24, 434–440. [Google Scholar]
- Ganvir, V.; Lele, A.; Thaokar, R. Prediction of Extrudate Swell in Polymer Melt Extrusion Using an Arbitrary Lagrangian Eulerian (ALE) Based Finite Element Method. J. Non-Newtonian Fluid Mech. 2009, 156, 21–28. [Google Scholar] [CrossRef]
- Ganvir, V.; Gautham, B.P.; Pol, H. Extrudate Swell of Linear and Branched Polyethylenes: ALE Simulations and Comparison with Experiments. J. Non-Newtonian Fluid Mech. 2011, 166, 12–24. [Google Scholar] [CrossRef]
- Konaganti, V.K.; Ansari, M.; Mitsoulis, E. Extrudate Swell of a High-Density Polyethylene Melt: II. Modeling Using Integral and Differential Constitutive Equations. J. Non-Newtonian Fluid Mech. 2015, 225, 94–105. [Google Scholar] [CrossRef]
- Delgadillo-Velázquez, O.; Georgiou, G.; Sentmanat, M. Sharkskin and Oscillating Melt Fracture: Why in Slit and Capillary Dies and Not in Annular Dies? Polym. Eng. Sci. 2008, 48, 405–414. [Google Scholar] [CrossRef]
- Mitsoulis, E.; Georgiou, G.C.; Kountouriotis, Z. A Study of Various Factors Affecting Newtonian Extrudate Swell. Comput. Fluids 2012, 57, 195–207. [Google Scholar] [CrossRef]
- Burghelea, T.I.; Griess, H.J.; Münstedt, H. Comparative Investigations of Surface Instabilities (“Sharkskin”) Of A Linear and A Long-Chain Branched Polyethylene. J. Non-Newtonian Fluid Mech. 2010, 165, 1093–1104. [Google Scholar] [CrossRef]
- Ganß, M.; Satapathy, B.K.; Thunga, M. Structural Interpretations of Deformation and Fracture Behavior of Polypropylene/Multi-Walled Carbon Nanotube Composites. Acta Mater. 2008, 56, 2247–2261. [Google Scholar] [CrossRef]
- Brzoskowski, R.; White, J.L.; Szydlowski, W. Air-Lubricated Die for Extrusion of Rubber Compounds. Rubber Chem. Technol. 1987, 60, 945–956. [Google Scholar] [CrossRef]
- Poslinski, A.J.; Oehler, P.R.; Stokes, V.K. Isothermal Gas-Assisted Displacement of Viscoplastic Liquids In Tubes. Polym. Eng. Sci. 1995, 35, 877–892. [Google Scholar] [CrossRef]
- Liang, R.F.; Mackley, M.R. The Gas-Assisted Extrusion of Molten Polyethylene. J. Rheol. 2001, 45, 211–226. [Google Scholar] [CrossRef]
- Xu, Y.Q.; Huang, X.Y.; Liu, H.S. Numerical Simulation of Die Swell in Gas-assisted Pipe Extrusion. Eng. Plast. Appl. 2015, 43, 60–64. [Google Scholar]
- Hatzikiriakos, S.G.; Dealy, J.M. Wall Slip of Molten High Density Polyethylenes. II. Capillary Rheometer Studies. J. Rheol. 1992, 36, 703–741. [Google Scholar] [CrossRef]
- Stewart, C.W. Wall Slip in The Extrusion of Linear Polyolefins. J. Rheol. 1993, 37, 499–513. [Google Scholar] [CrossRef]
- Adjari, A.; Brochard-Wyart, F.; de Gennes, P.G. Slippage of An Entangled Polymer Melt on A Grafted Surface. Physica A 1994, 204, 17–39. [Google Scholar] [CrossRef]
- Wang, S.Q.; Drda, P.A. Superfluid-Like Stick− Slip Transition in Capillary Flow of Linear Polyethylene Melts. 1. General Features. Macromolecules 1996, 29, 2627–2632. [Google Scholar] [CrossRef]
- Durand, V.; Vergnes, B.; Agassant, J.F. Experimental Study and Modeling of Oscillating Flow of High Density Polyethylenes. J. Rheol. 1996, 40, 383–394. [Google Scholar] [CrossRef]
- Robert, L.; Demay, Y.; Vergnes, B. Stick-Slip Flow of High Density Polyethylene In A Transparent Slit Die Investigated By Laser Doppler Velocimetry. Rheol. Acta 2004, 43, 89–98. [Google Scholar] [CrossRef]
- Park, H.E.; Lim, S.T.; Smillo, F. Wall Slip and Spurt Flow of Polybutadiene. J. Rheol. 2008, 52, 1201–1239. [Google Scholar] [CrossRef]
- Hatzikiriakos, S.G. Wall Slip of Molten Polymers. Prog. Polym. Sci. 2012, 37, 624–643. [Google Scholar] [CrossRef]
- Damianou, Y.; Philippou, M.; Kaoullas, G. Cessation of Viscoplastic Poiseuille Flow with Wall Slip. J. Non-Newtonian Fluid Mech. 2014, 203, 24–37. [Google Scholar] [CrossRef]
- Ren, Z.; Huang, X.Y.; Liu, H.S.; Deng, X.Z. Numerical Simulation of Polymer Gas-Assisted Extrusion Based on Gas/Liquid Two-Phase Flow. Polym. Mater. Sci. Eng. 2016, 32, 102. [Google Scholar]
- Ren, Z.; Huang, X.Y.; Liu, H.S.; Deng, X.Z. Experiment and Simulation on the Effect of Gas Pressure on Polymer Gas Assisted Extrusion Forming. J. Sichuan Univ. 2016, 48, 1–8. [Google Scholar]
- Ren, Z.; Huang, X.Y.; Liu, H.S. Three Dimensional Viscoelastic Numerical Simulation Of Gas-Assisted Extrusions For Hollow Profile Polymer Melt. J. Cent. South Unive. Nat. Sci. 2016, 47, 1128–1135. [Google Scholar]
- Ren, Z. Theoretical and Experimental Study on Gas-assisted Extrusion Forming of Plastic Micro-tubes. Ph.D. Thesis, Nanchang University, Nanchang, China, 2017. [Google Scholar]
- Ren, Z.; Huang, X.Y.; Liu, H.S. Wall Slip Velocity Measurement of Molten Polypropylene in Capillary Flow Based on Length-Corrected Mooney Technique. J. Appl. Polym. Sci. 2017, 134, 44589. [Google Scholar] [CrossRef]
- Ren, Z.; Huang, X.Y.; Liu, H.S. A Novel Unified Wall Slip Model for P Oiseuille Flow of Polymer Melt in The Circular Tube. Polym. Eng. Sci. 2016, 56, 328–341. [Google Scholar] [CrossRef]
- Gu, J.H.; Li, Y.L.; Song, L.; Xie, C.P. Principle and Device for Polymer PVT Property Testing. Plastics 2014, 43, 107–110. [Google Scholar]
- Li, F.; Sun, J.; Li, Y.Q. Analysis of Rheological Properties and PVT Relationships of Polypropylene in Injection molding. China Plast. 2012, 26, 62–66. [Google Scholar]
- Huang, X.Y.; Liu, H.S.; Zhou, G.F. Experiment and Simulation for Extrusion Swell in Gas-assisted Extrusion. Plastics 2005, 6, 13. [Google Scholar]
- Huang, X.Y. Theoretical and Experimental Study of Polymer Gas-assisted Extrusion from Dies. Ph.D. Thesis, Nanchang University, Nanchang, China, 2006. [Google Scholar]
- Huang, Y.B. Theoretical and Experimental Study on Polymer Gas-assisted Co-extrusion. Ph.D. Thesis, Nanchang University, Nanchang, China, 2011. [Google Scholar]
- Deng, X.Z. Experimental and Theoretical Study on Gas-assisted Co-extrusion of Plastic Profile with an Irregular Cross-section. Ph.D. Thesis, Nanchang University, Nanchang, China, 2014. [Google Scholar]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Physical Parameters | Melt Point (°C) | Melt Index (g/10 min) | Density (kg/m3) | Rockwell Hardness (R) | Tensile Strength (Mpa) |
|---|---|---|---|---|---|
| PP, K9015 | 163 | 1.6 | 723 | 40 | 14 |
| Die Temperature (°C) | Melt Temperature (°C) | Gas Temperature (°C) | Extruder Speed (r/min) | Pulling System Speed (r/min) |
|---|---|---|---|---|
| 190 | 190 | 190 | 5.5 | 3 |
| Param-Eters | (Pa) | (Pa·s) | (K) | (K/Pa) | (K) | Thermal Conductivity (W/m·K) | Specific Heat (J/kg·K) | ||
|---|---|---|---|---|---|---|---|---|---|
| Melt | 51948.3 | 6360 | 263.15 | 0 | 31 | 51.6 | 0.2632 | 0.22 | 1883 |
| Gas | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0.037 | 1026 |
| b1 | b2 | b3 | b4 | b5 | b6 |
|---|---|---|---|---|---|
| 1.316 × 10−3 | 9.947 × 10−7 | 9.51265 × 107 | 4.804 × 10−3 | 436 | 7.3 × 10−8 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, T.; Huang, X.; Luo, C.; Wang, D. The Formation Mechanism of the Double Gas Layer in Gas-Assisted Extrusion and Its Influence on Plastic Micro-Tube Formation. Polymers 2020, 12, 355. https://doi.org/10.3390/polym12020355
Liu T, Huang X, Luo C, Wang D. The Formation Mechanism of the Double Gas Layer in Gas-Assisted Extrusion and Its Influence on Plastic Micro-Tube Formation. Polymers. 2020; 12(2):355. https://doi.org/10.3390/polym12020355
Chicago/Turabian StyleLiu, Tongke, Xingyuan Huang, Cheng Luo, and Duyang Wang. 2020. "The Formation Mechanism of the Double Gas Layer in Gas-Assisted Extrusion and Its Influence on Plastic Micro-Tube Formation" Polymers 12, no. 2: 355. https://doi.org/10.3390/polym12020355
APA StyleLiu, T., Huang, X., Luo, C., & Wang, D. (2020). The Formation Mechanism of the Double Gas Layer in Gas-Assisted Extrusion and Its Influence on Plastic Micro-Tube Formation. Polymers, 12(2), 355. https://doi.org/10.3390/polym12020355