A Solvent System Involved Fabricating Electrospun Polyurethane Nanofibers for Biomedical Applications


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. DMF/THF and TCF/TFE Solution Systems
2.3. TPU Nanofibers Preparation
2.4. Characterization
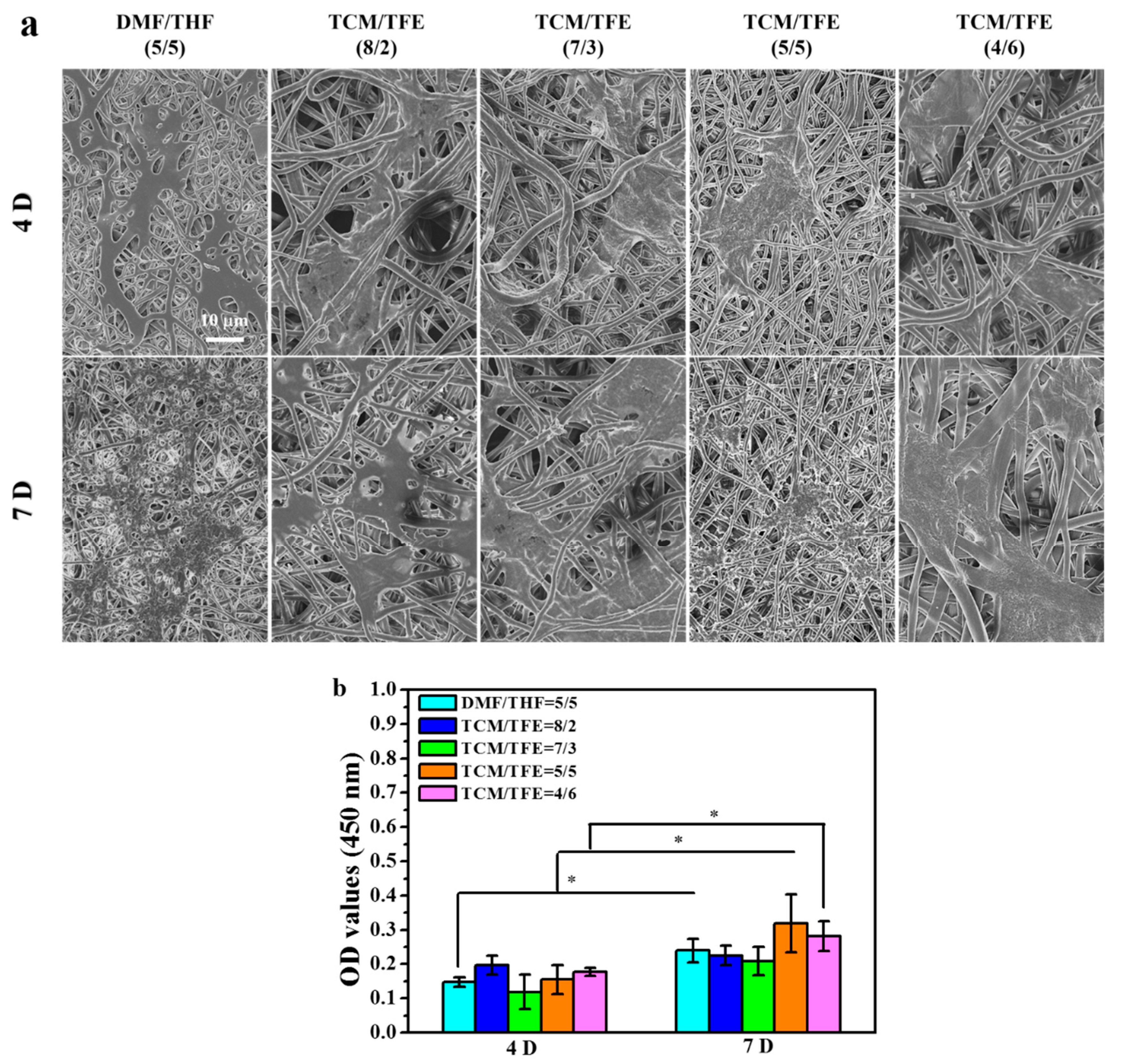
2.5. Cytotoxicity Assay
2.6. Statistical Analysis
3. Results and Discussion
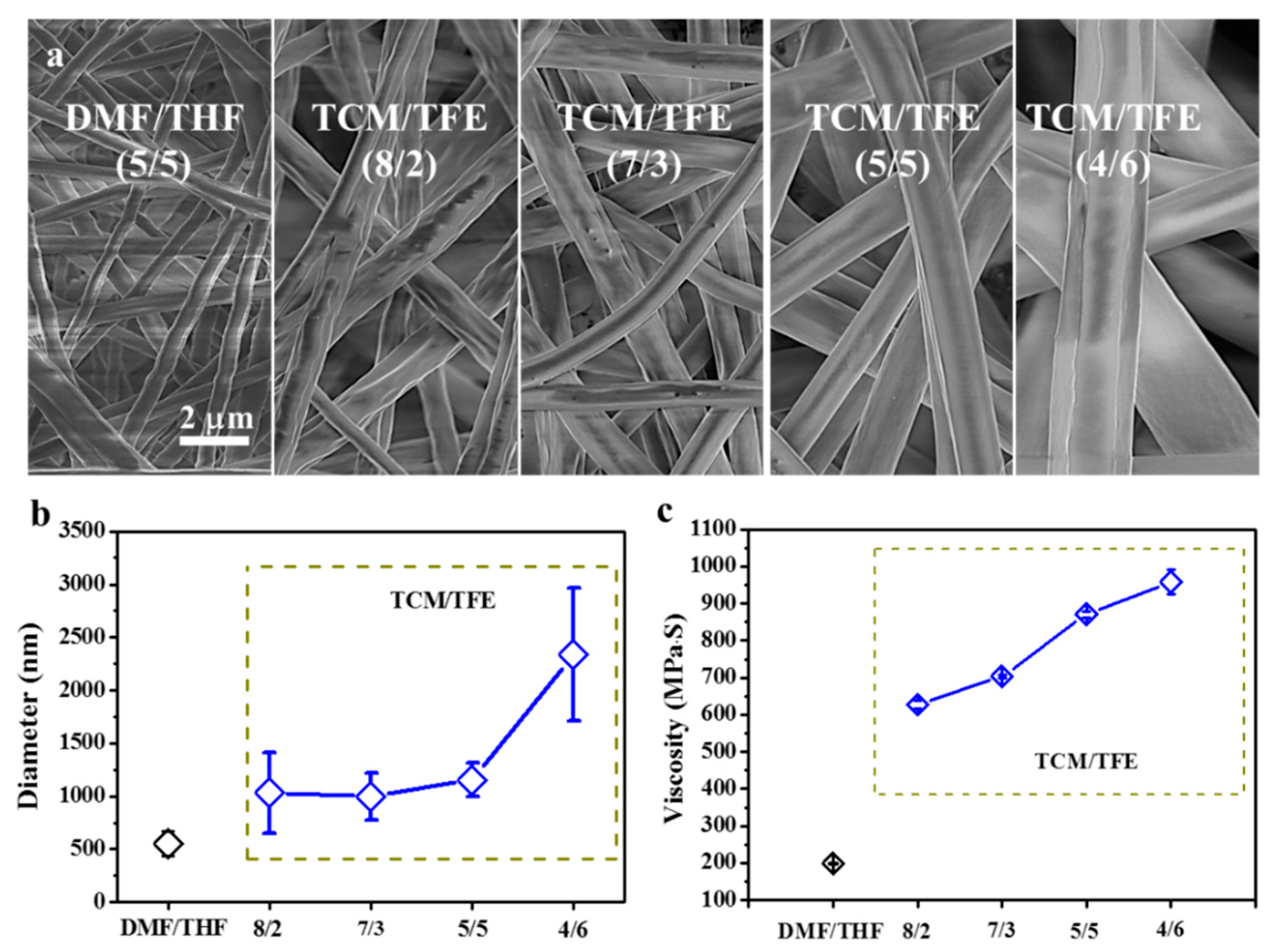
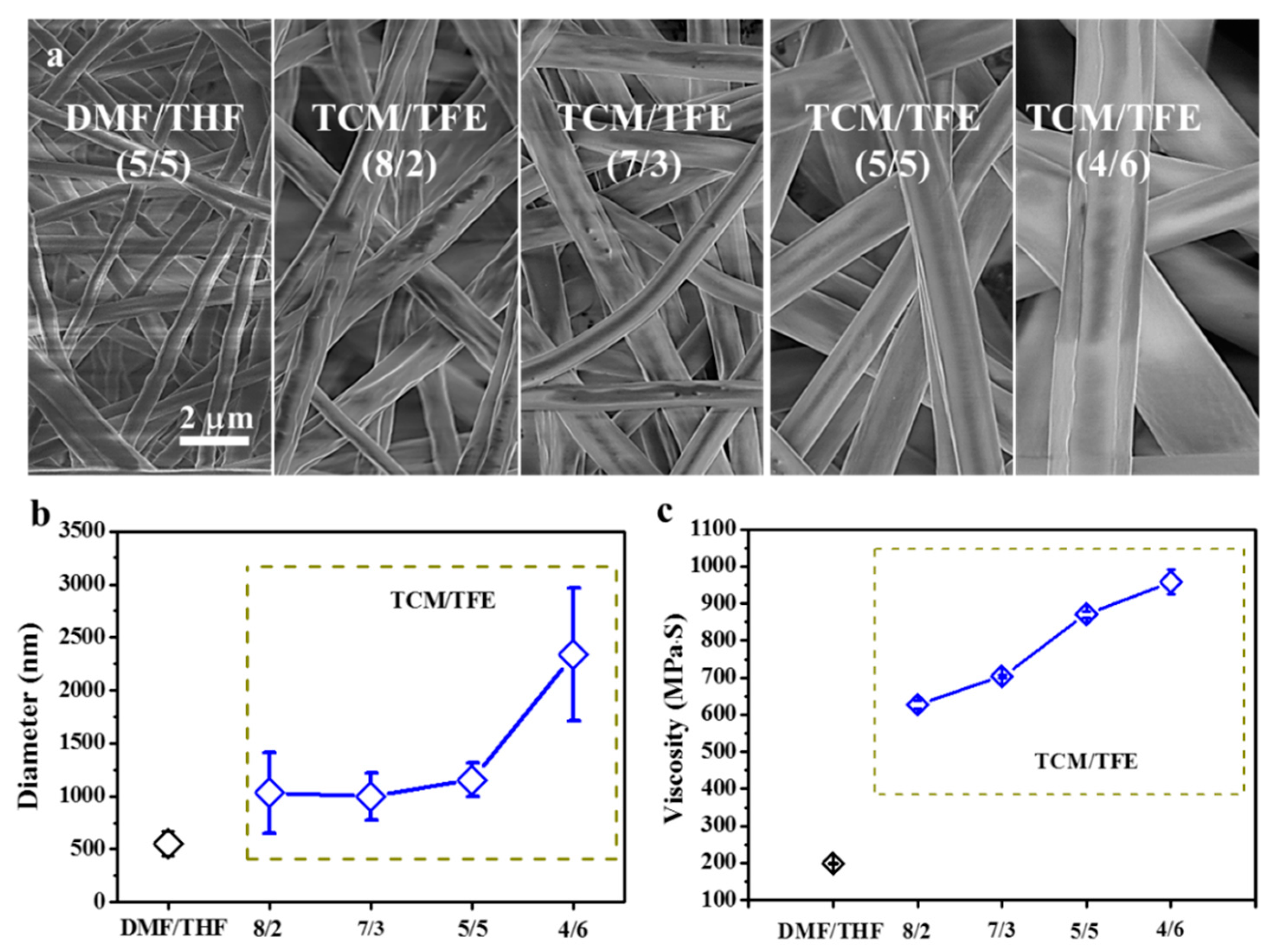
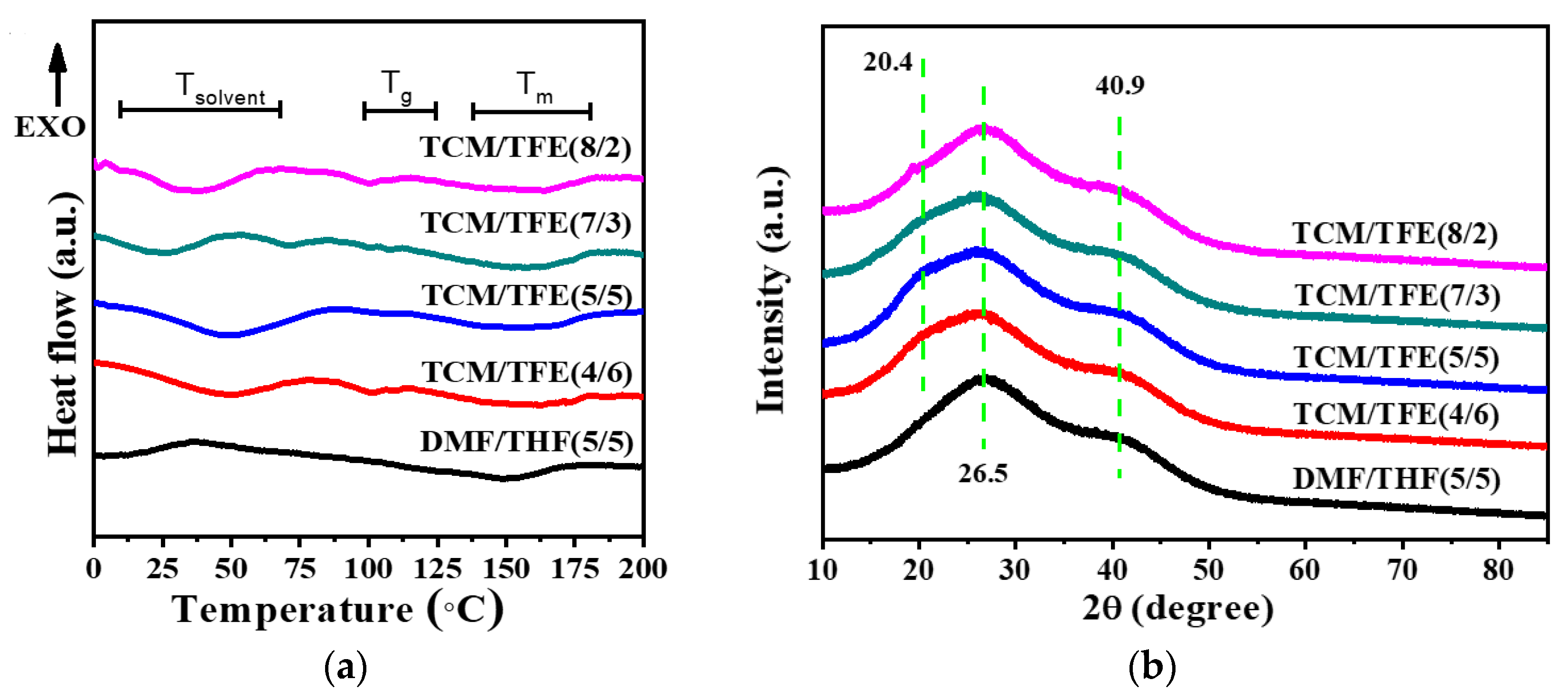
3.1. Solution Properties of TPU in TCM/TFE Solvent Systems
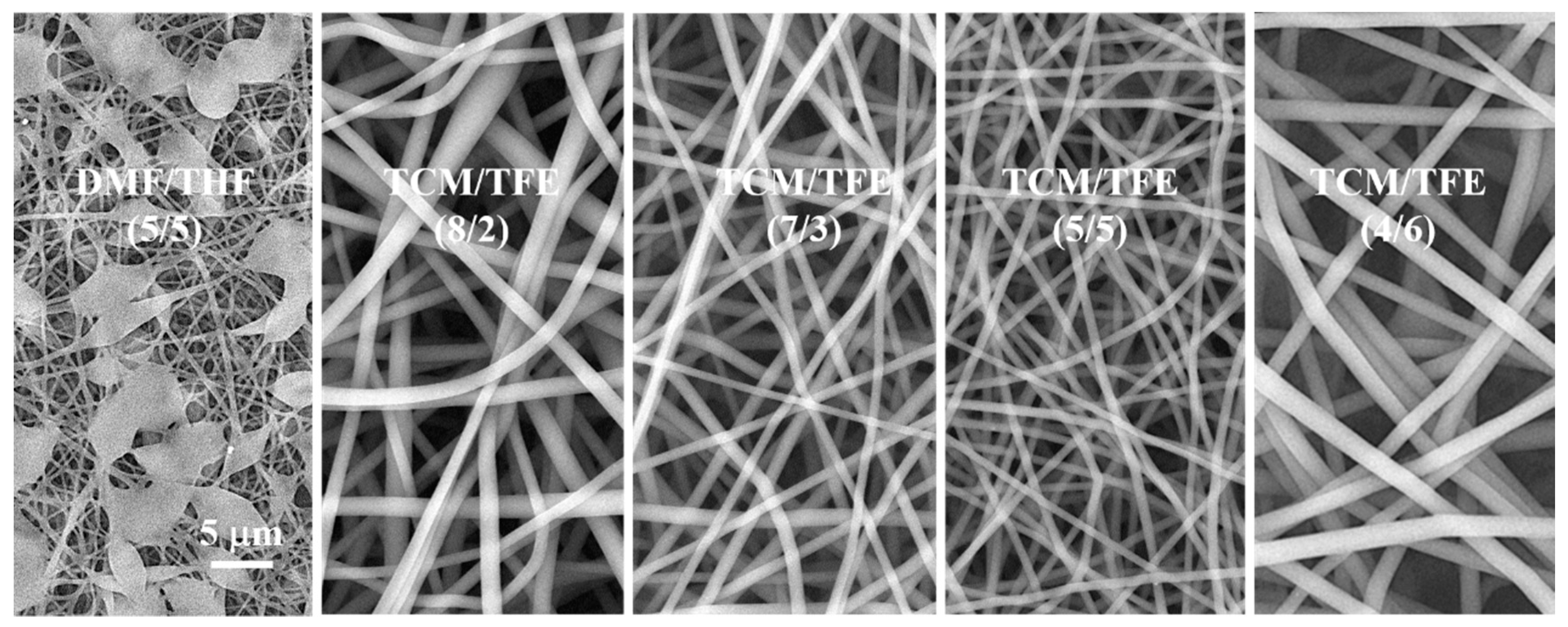
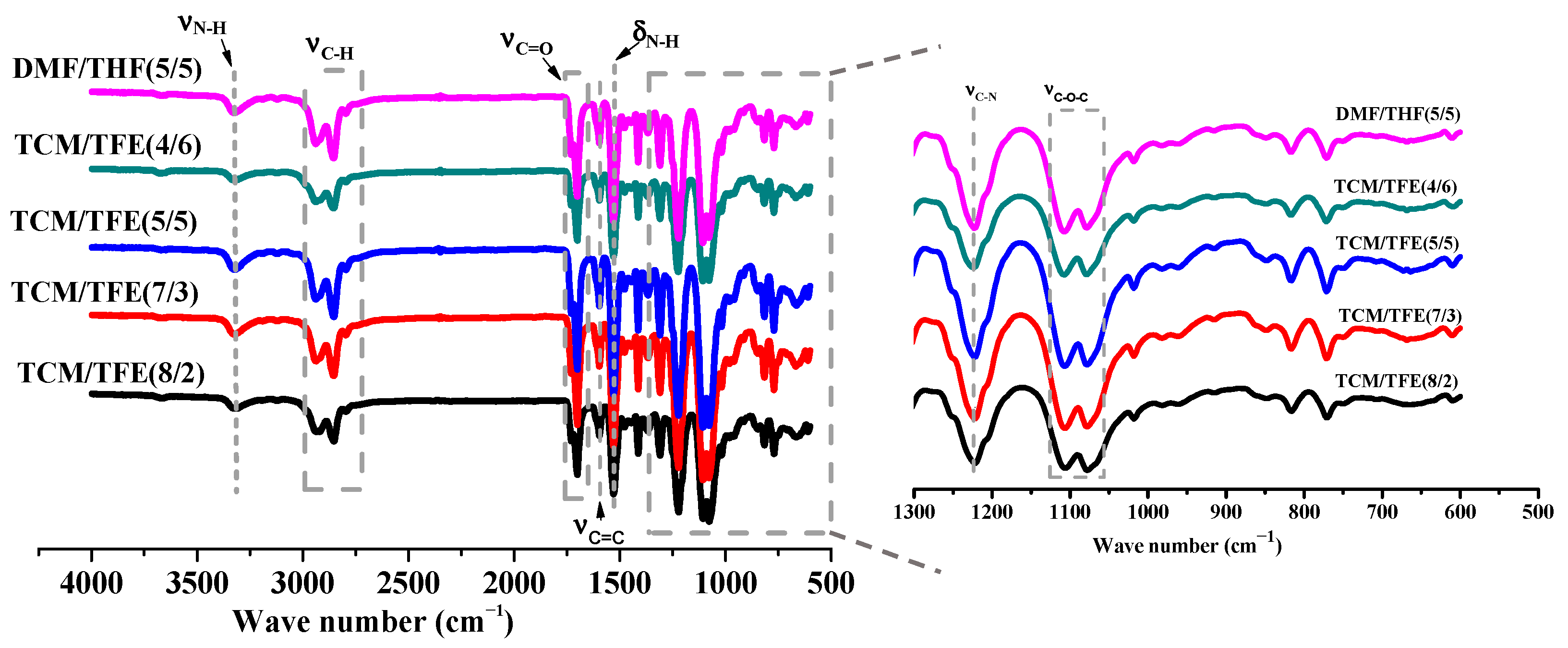
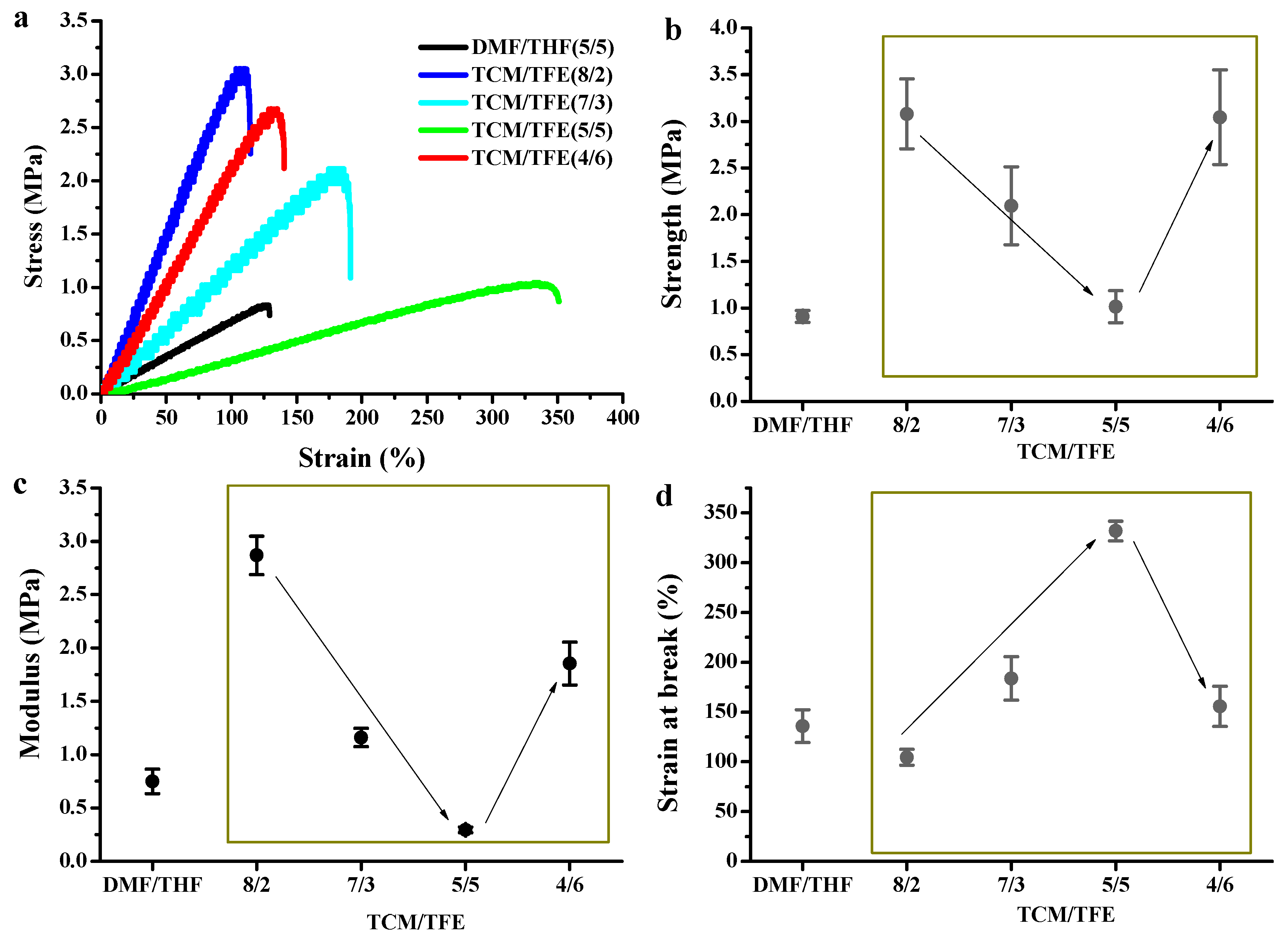
3.2. Electrospun TPU Nanofibers
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Liu, M.; Duan, X.-P.; Li, Y.-M.; Yang, D.-P.; Long, Y.-Z. Electrospun nanofibers for wound healing. Mater. Sci. Eng. C Mater. Biol. Appl. 2017, 76, 1413–1423. [Google Scholar] [CrossRef] [PubMed]
- Nemati, S.; Kim, S.-J.; Shin, Y.M.; Shin, H. Current progress in application of polymeric nanofibers to tissue engineering. Nano Converg. 2019, 6, 1–16. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Pham, Q.P.; Sharma, U.; Mikos, A.G. Electrospinning of polymeric nanofibers for tissue engineering applications: A review. Tissue Eng. 2006, 12, 1197–1211. [Google Scholar] [CrossRef] [Green Version]
- Choi, J.; Moon, D.S.; Jang, J.U.; Bin Yin, W.; Lee, B.-J.; Lee, K.J. Synthesis of highly functionalized thermoplastic polyurethanes and their potential applications. Polymer 2017, 116, 287–294. [Google Scholar] [CrossRef]
- Hattig, J.; Drube, W. Wide area of applications: Upward trend for thermoplastic polyurethanes. Kunstst. Plast Eur. 2003, 93, BA28. [Google Scholar]
- Kharbas, H.A.; Ellingham, T.; Manitiu, M.; Scholz, G.; Turng, L.-S. Effect of a cross-linking agent on the foamability of microcellular injection molded thermoplastic polyurethane. J. Cell. Plast. 2017, 53, 407–423. [Google Scholar] [CrossRef]
- Chen, R.; Morsi, Y.; Patel, S.; Ke, Q.-F.; Mo, X. A novel approach via combination of electrospinning and FDM for tri-leaflet heart valve scaffold fabrication. Front. Mater. Sci. 2009, 3, 359–366. [Google Scholar] [CrossRef]
- Fallahiarezoudar, E.; Ahmadipourroudposht, M.; Yusof, N.M.; Idris, A.; Idris, A. 3D biofabrication of thermoplastic polyurethane (TPU)/poly-l-lactic acid (PLLA) electrospun nanofibers containing maghemite (-Fe2O3) for tissue engineering aortic heart valve. Polymers 2017, 9, 584. [Google Scholar] [CrossRef] [Green Version]
- Mi, H.-Y.; Jing, X.; Jacques, B.R.; Turng, L.-S.; Peng, X.-F. Characterization and properties of electrospun thermoplastic polyurethane blend fibers: Effect of solution rheological properties on fiber formation. J. Mater. Res. 2013, 28, 2339–2350. [Google Scholar] [CrossRef]
- Dasdemir, M.; Topalbekiroglu, M.; Demir, A. Electrospinning of thermoplastic polyurethane microfibers and nanofibers from polymer solution and melt. J. Appl. Polym. Sci. 2013, 127, 1901–1908. [Google Scholar] [CrossRef]
- Wannatong, L.; Sirivat, A.; Supaphol, P. Effects of solvents on electrospun polymeric fibers: Preliminary study on polystyrene. Polym. Int. 2004, 53, 1851–1859. [Google Scholar] [CrossRef]
- Chen, R.; Huang, C.; Ke, Q.; He, C.; Wang, H.; Mo, X. Preparation and characterization of coaxial electrospun thermoplastic polyurethane/collagen compound nanofibers for tissue engineering applications. Colloids Surf. B Biointerfaces 2010, 79, 315–325. [Google Scholar] [CrossRef] [PubMed]
- Mondal, S. Influence of solvents properties on morphology of electrospun polyurethane nanofiber mats. Polym. Adv. Technol. 2014, 25, 179–183. [Google Scholar] [CrossRef]
- Almeida, J.H.S.; Bertuol, D.A.; Meneguzzi, A.; Ferreira, C.; Amado, F.D.R. Castor oil and commercial thermoplastic polyurethane membranes modified with polyaniline: A comparative study. Mater. Res. 2013, 16, 860–866. [Google Scholar] [CrossRef] [Green Version]
- Immanuel, S.; Elakkiya, V.; Alagappan, M.; Selvakumar, R. Development of colorimetric cholesterol detection kit using TPU nanofibre/cellulose acetate membrane. IET Nanobiotechnol. 2018, 12, 557–561. [Google Scholar] [CrossRef] [PubMed]
- Pedicini, A.; Farris, R.J. Mechanical behavior of electrospun polyurethane. Polymer 2003, 44, 6857–6862. [Google Scholar] [CrossRef]
- Cay, A.; Akcakoca Kumbasar, E.P.; Akduman, C. Effects of solvent mixtures on the morphology of electrospun thermoplastic polyurethane nanofibers. Tekst. Konfeksiyon 2015, 25, 38–46. [Google Scholar]
- Banuskeviciute, A.; Adomaviciute, E.; Milasius, R. Investigation of water permeability of thermoplastic polyurethane (TPU) electrospun porous mat. Mater. Sci. 2013, 19, 178–183. [Google Scholar]
- Kim, S.; Park, S.-G.; Kang, S.-W.; Lee, K.J. Nanofiber-based hydrocolloid from colloid electrospinning toward next generation wound dressing. Macromol. Mater. Eng. 2016, 301, 818–826. [Google Scholar] [CrossRef]
- Jiang, L.; Jiang, Y.; Stiadle, J.; Wang, X.; Wang, L.; Li, Q.; Shen, C.; Thibeault, S.L.; Turng, L.-S. Electrospun nanofibrous thermoplastic polyurethane/poly(glycerol sebacate) hybrid scaffolds for vocal fold tissue engineering applications. Mater. Sci. Eng. C 2019, 94, 740–749. [Google Scholar] [CrossRef]
- Lin, J.; Wang, W.; Cheng, J.; Cui, Z.; Si, J.; Wang, Q.; Chen, W. Modification of thermoplastic polyurethane nanofiber membranes by in situ polydopamine coating for tissue engineering. J. Appl. Polym. Sci. 2020, 137, 1–12. [Google Scholar] [CrossRef]
- Cha, D.I.; Kim, K.W.; Chu, G.H.; Kim, H.Y.; Lee, K.H.; Bhattarai, N. Mechanical behaviors and characterization of electrospun polysulfone/polyurethane blend nonwovens. Macromol. Res. 2006, 14, 331–337. [Google Scholar] [CrossRef]
- Wang, Y.; Li, W.; Zhou, Y.; Jiang, L.; Ma, J.; Chen, S.; Jerrams, S.; Zhou, F. Fabrication of high-performance wearable strain sensors by using CNTs-coated electrospun polyurethane nanofibers. J. Mater. Sci. 2020, 55, 12592–12606. [Google Scholar] [CrossRef]
- Maryan, A.S.; Gorji, M. Microstructure interpretation of macromechanical behaviour of poly urethane eletrospun nanofiber webs. Bulg. Chem. Commun. 2016, 48, 142–150. [Google Scholar]
- Lopes, G.H.; Junges, J.; Fiorio, R.; Zeni, M.; Zattera, A.J. Thermoplastic polyurethane synthesis using POSS as a chain modifier. Mater. Res. 2012, 15, 698–704. [Google Scholar] [CrossRef] [Green Version]
- Zhou, H.; Xiong, Y.-Z.; Wang, T.-F.; Zeng, J.-X.; Liu, H.; Jian, J.; Yuan, Z.-Q.; Zhou, Z.-H.; Zeng, L.-W.; Liu, G.-Q. Synthesis of Polyurethane hydrogel and polyurethane thermoplastic elastomer composite based separation membranes. J. Nanosci. Nanotechnol. 2020, 20, 900–908. [Google Scholar] [CrossRef]
- Da Silva, W.M.; Calado, H.D.; Musumeci, A.W.; Martens, W.N.; Waclawik, E.R.; Frost, R.L.; George, G.A. Polymer nanocomposites based on P3OT, TPU and SWNT: Preparation and characterization. In Proceedings of the 2006 International Conference on Nanoscience and Nanotechnology, Brisbane, Australia, 3–7 July 2006; p. 665. [Google Scholar]
- Yuan, S.; Bai, J.; Chua, C.K.; Zhou, K.; Wei, J. Characterization of creeping and shape memory effect in laser sintered thermoplastic polyurethane. J. Comput. Inf. Sci. Eng. 2016, 16, 041007. [Google Scholar] [CrossRef]
- Liu, H.; Dong, M.; Huang, W.; Gao, J.; Dai, K.; Guo, J.; Zheng, G.; Liu, C.; Shen, C.; Guo, Z. Lightweight conductive graphene/thermoplastic polyurethane foams with ultrahigh compressibility for piezoresistive sensing. J. Mater. Chem. C 2017, 5, 73–83. [Google Scholar] [CrossRef] [Green Version]
- Kabir, S.; Kim, H.; Lee, S. Physical property of 3D-printed sinusoidal pattern using shape memory TPU filament. Text. Res. J. 2020, 90, 2399–2410. [Google Scholar] [CrossRef]
- Katsogiannis, K.A.G.; Vladisavljevic, G.T.; Georgiadou, S. Porous electrospun polycaprolactone (PCL) fibres by phase separation. Eur. Polym. J. 2015, 69, 284–295. [Google Scholar] [CrossRef] [Green Version]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
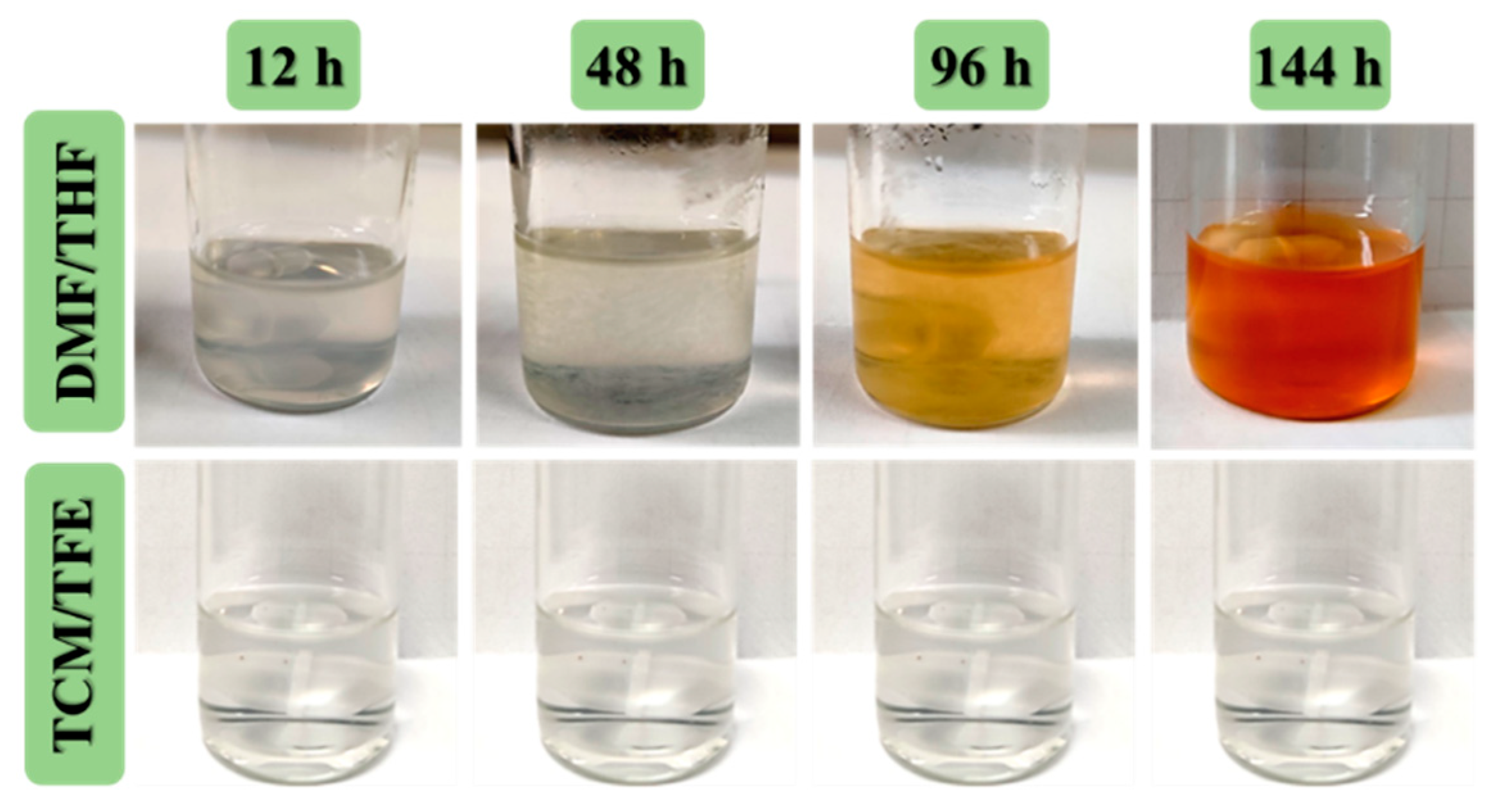
| VTCM: VTFE | 10:0 | 9:1 | 8:2 | 7:3 | 6:4 | 5:5 | 4:6 | 3:7 | 0:10 |
|---|---|---|---|---|---|---|---|---|---|
| Swelling | ✓ | ✓ | ✓ | ✓ | ✓ | ✓ | ✓ | ✓ | ✓ |
| Dissolved | ✕ | ✕ | ✓ | ✓ | ✓ | ✓ | ✓ | ✕ | ✕ |
| 8/2 | 7/3 | 5/5 | 4/6 | DMF/THF | |
|---|---|---|---|---|---|
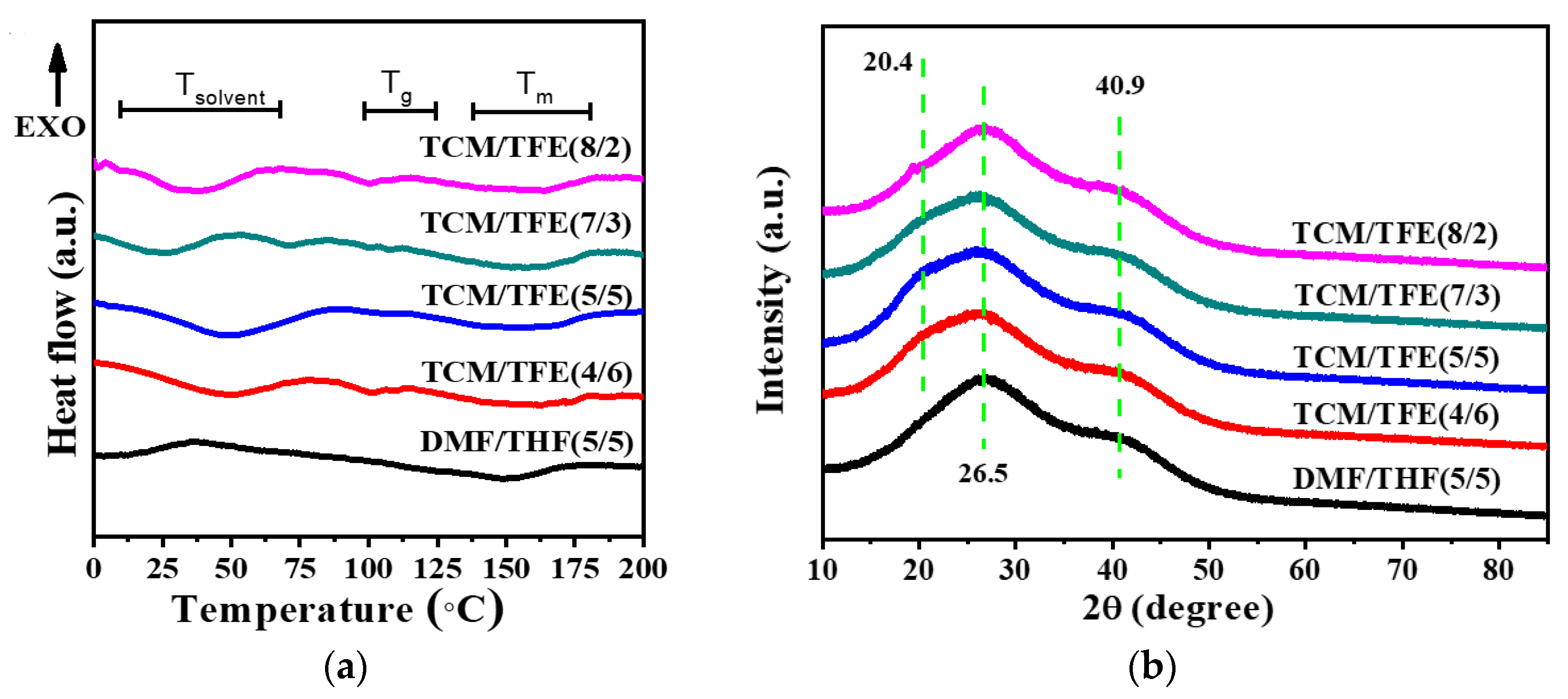
| Tsolvent | 37.2 °C | 23.8 °C | 52.1 °C | 49.6 °C | 15.2 °C |
| Tg | 101.6 | 102.2 | 102.7 | 103.2 | 103.7 |
| Tm | 162.6 °C | 161.1 °C | 160.2 °C | 163.1 °C | 150.7 °C |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, B.; Liu, Y.; Wei, S.; Huang, Y.; Yang, S.; Xue, Y.; Xuan, H.; Yuan, H. A Solvent System Involved Fabricating Electrospun Polyurethane Nanofibers for Biomedical Applications. Polymers 2020, 12, 3038. https://doi.org/10.3390/polym12123038
Li B, Liu Y, Wei S, Huang Y, Yang S, Xue Y, Xuan H, Yuan H. A Solvent System Involved Fabricating Electrospun Polyurethane Nanofibers for Biomedical Applications. Polymers. 2020; 12(12):3038. https://doi.org/10.3390/polym12123038
Chicago/Turabian StyleLi, Biyun, Yinhu Liu, Shuo Wei, Yuting Huang, Shuwen Yang, Ye Xue, Hongyun Xuan, and Huihua Yuan. 2020. "A Solvent System Involved Fabricating Electrospun Polyurethane Nanofibers for Biomedical Applications" Polymers 12, no. 12: 3038. https://doi.org/10.3390/polym12123038
APA StyleLi, B., Liu, Y., Wei, S., Huang, Y., Yang, S., Xue, Y., Xuan, H., & Yuan, H. (2020). A Solvent System Involved Fabricating Electrospun Polyurethane Nanofibers for Biomedical Applications. Polymers, 12(12), 3038. https://doi.org/10.3390/polym12123038