Green Composites Based on Unsaturated Polyester Resin from Recycled Poly(Ethylene Terephthalate) with Wood Flour as Filler—Synthesis, Characterization and Aging Effect




Abstract
:
1. Introduction
2. Materials and Methods
2.1. Chemicals
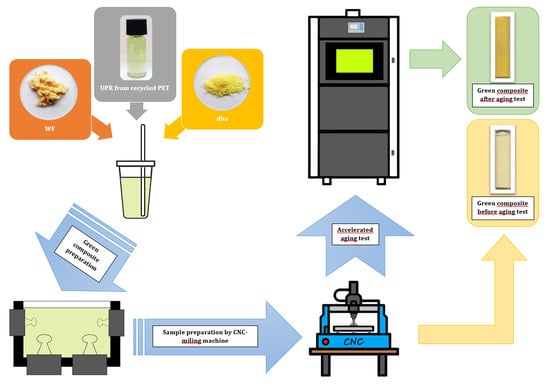
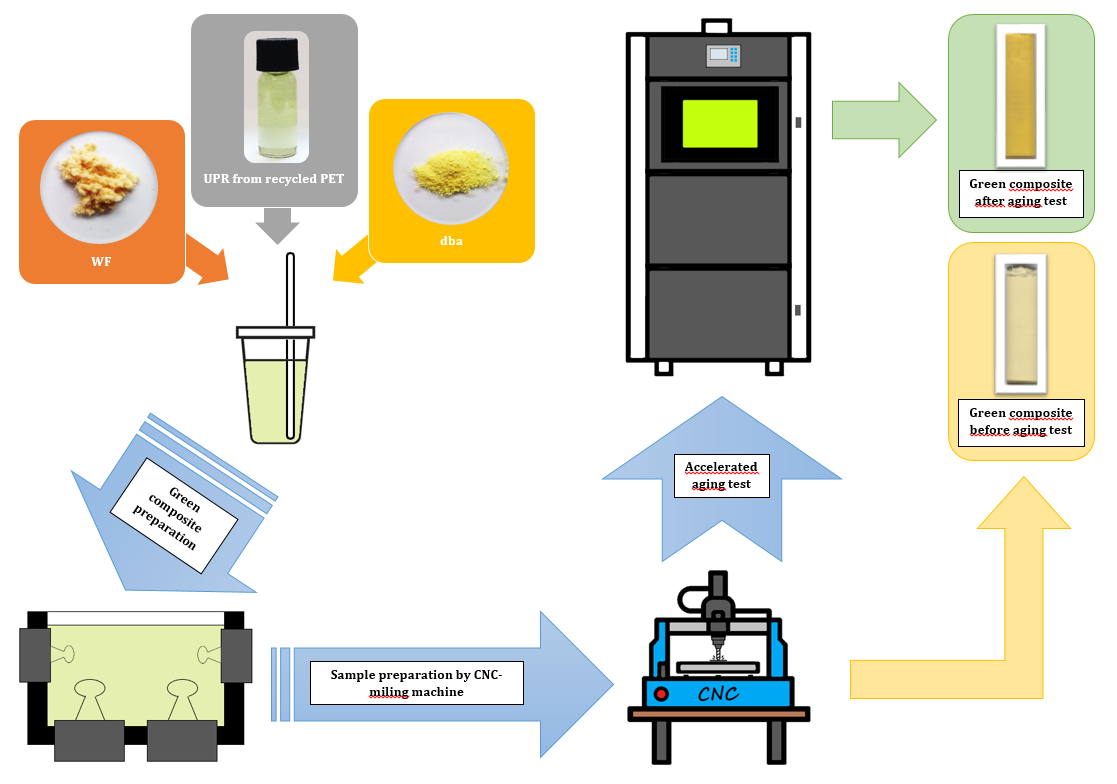
2.2. Preparation of Green Composites
Preparation of Samples
2.3. Research Methods
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Vladkova, T.G.; Dineff, P.D.; Gospodinova, D.N. Wood Flour: A New Filler for the Rubber Processing Industry. III. Cure Characteristics and Mechanical Properties of Nitrile Butadiene Rubber Compounds Filled by Wood Flour in the Presence of Phenol-Formaldehyde Resin. J. Appl. Polym. Sci. 2004, 92, 95–101. [Google Scholar] [CrossRef]
- Marcovich, N.E.; Aranguren, M.I.; Reboredo, M.M. Modified woodflour as thermoset fillers. Part I. Effect of the chemical modification and percentage of filler on the mechanical properties. Polymer 2001, 42, 815–825. [Google Scholar] [CrossRef]
- Bledzki, A.K.; Faruk, O. Wood Fibre Reinforced Polypropylene Composites: Effect of Fibre Geometry and Coupling Agent on Physico-Mechanical Properties. Appl. Compos. Mater. 2003, 10, 365–379. [Google Scholar] [CrossRef]
- Obataya, E.; Osawa, K.; Yamauchi, H. Mechanical Properties of Acetylated Wood Fiber-polystyrene Composites. Mokuzai Gakkaishi 2011, 57, 88–93. [Google Scholar] [CrossRef] [Green Version]
- Fink, J.K. Unsaturated Polyester Resins. In Reactive Polymers Fundamentals and Applications, 2nd ed.; Fink, J.K., Ed.; William Andrew: San Francisco, CA, USA, 2013; pp. 1–48. [Google Scholar]
- Penczek, P.; Czub, P.; Pielichowski, J. Unsaturated polyester resins: Chemistry and technology. Adv. Polym. Sci. 2005, 184, 1–95. [Google Scholar]
- Lu, M.; Kim, S. Unsaturated polyester resins based on recycled PET: Preparation and curing behavior. J. Appl. Polym. Sci. 2001, 80, 1052–1057. [Google Scholar] [CrossRef]
- Chaeichian, S.; Pourmahdian, S.; Taromi, F.A. Synthesis of unsaturated polyester resins from PET wastes: Effect of a novel Co-catalytic system on glycolysis and polyesterification reaction. Des. Monomers Polym. 2008, 11, 187–199. [Google Scholar] [CrossRef]
- Duque-Ingunza, I.; López-Fonseca, R.; De Rivas, B.; Gutiẻrrez-Ortiz, J.I. Synthesis of unsaturated polyester resin from glycolysed postconsumer PET wastes. J. Mat. Cycles Waste Manag. 2013, 15, 256–263. [Google Scholar] [CrossRef]
- Chabros, A.; Gawdzik, B.; Podkościelna, B.; Goliszek, M.; Pączkowski, P. Composites of unsaturated polyester resins with cellulose and its derivatives. Materials 2020, 13, 62. [Google Scholar] [CrossRef] [Green Version]
- Wüstenberg, T. Cellulose. In Cellulose and Cellulose Derivatives in the Food Industry: Fundamentals and Applications; Wüstenberg, T., Ed.; John Wiley & Sons: Weinheim, Germany, 2015; pp. 91–142. [Google Scholar]
- Rowell, R.M.; Pettersen, R.; Han, J.S.; Rowell, J.S.; Tshabalala, M.A. Cell Wall Chemistry. In Handbook of Wood Chemistry and Wood Composites; Rowell, R.M., Ed.; CRC Press: Boca Raton, FL, USA, 2005; pp. 35–76. [Google Scholar]
- Nenkova, S.; Dobrilova, C.V.; Natov, M.; Vasileva, S.T.; Velev, P. Modification of Wood Flour with Maleic Anhydride for Manufacture of Wood-Polymer Composites. Polym. Polym. Compos. 2006, 14, 185–193. [Google Scholar] [CrossRef]
- Rahman, M.R.; Hamdan, S.; Hasan, M.; Baini, R.; Salleh, A.A. Physical, mechanical, and thermal of wood flour reinforced maleic anhydride grafted unsaturated polyester (UP) biocomposites. BioResources 2015, 10, 4557–4568. [Google Scholar] [CrossRef] [Green Version]
- Zhao, Q.; Jia, Z.; Li, X.; Ye, Z. Surface degradation of unsaturated poliester resin in Xe artificial weathering environment. Mater. Des. 2010, 31, 4457–4460. [Google Scholar] [CrossRef]
- Vieira, A.J.D.S.C. Preparation of Dibenzylideneacetone. In Comprehensive Organic Chemistry Experiments for the Laboratory Classroom, 1st ed.; Afonso, C.A.M., Candeias, N.R., Simão, D.P., Trindade, A.F., Coelho, J.A.S., Tan, B., Franzén, R., Eds.; The Royal Society of Chemistry: Lisbon, Portugal, 2017; Chapter 4.2.2.4; pp. 342–344. [Google Scholar]
- Academic. Available online: https://enacademic.com/dic.nsf/enwiki/2103784 (accessed on 10 October 2020).
- Borjanović, V.; Bistričić, L.; Pucić, I.; Mikac, L.; Slunjski, R.; Jakšić, M.; McGuire, G.; Tomas Stanković, A.; Shenderova, O. Proton-radiation resistance of poly(ethylene terephthalate)–nanodiamond–graphene nanoplatelet nanocomposites. J. Mater. Sci. 2016, 51, 1000–1016. [Google Scholar] [CrossRef] [Green Version]
- Awaja, F.; Pavel, D. Recycling of PET. Eur. Polym. J. 2005, 41, 1453–1477. [Google Scholar] [CrossRef]
- Sampers, J.; Hutten, E.; Gijsman, P. Accelerated weathering of unsaturated polyester resins. Aspects of appearance change. Polym. Test. 2015, 44, 208–223. [Google Scholar] [CrossRef]
- Yunying, W.; Jangyan, M. Ageing mechanism of ortho-phthalic anhydride unsaturated polyester resin. In High Performance Structures and Materials; De Wilde, W.P., Brebbia, C.A., Mander, U., Eds.; WIT Press: Southampton, UK, 2010; pp. 355–362. [Google Scholar]
- Huck, L.A.; Leigh, W.J. A Better Sunscreen: Structural Effects on Spectral Properties. J. Chem. Educ. 2010, 87, 1384–1387. [Google Scholar] [CrossRef]
- Mohammed, M.H.; Dauda, B. Unsaturated polyster resin reinforced with chemically modified natural fibre. IOSR J. Polym. Text. 2014, 1, 31–38. [Google Scholar]
- Uche, I.; Kevin, E.I.; Hamis, U.M.; Euphemia, E.C.; Olukemi, A.M.; Ifeayichukwu, U.M. The Physico-Mechanical Properties of Unsaturated Polyester Resin Filled with Huracrepitan Pod for Wall Tiles Application. Am. J. Chem. Biochem. Eng. 2018, 2, 16–21. [Google Scholar] [CrossRef] [Green Version]
- Mahammed, R.A.; Attallah, M.S. Comparative Study of Mechanical Properties and Water Absorption of Hybrid Unsaturated Polyester Composite Reinforced by Cinnamon Sticks and Banana Peel Powder with Jute Fiber. J. Mech. Eng. Res. Dev. 2020, 43, 267–283. [Google Scholar]
- Richaud, E.; Verdu, J. Aging behavior and modeling studies of unsaturated polyester resin and unsaturated polyester resin-based blends. In Unsaturated Polyester Resins: Fundamentals, Design, Fabrication, and Applications; Thomas, S., Hosur, M., Chirayil, C.J., Eds.; Elsevier: London, UK, 2019; pp. 199–231. [Google Scholar]
- Hossain, M.M.; Fazle Elahi, A.H.M.; Afrin, S.; Mahmud, M.I.; Muk, H.; Cho, H.M.; Khan, M.A. Thermal Aging of Unsaturated Polyester Composite Reinforced with E-Glass Nonwoven Mat. AUTEX Res. J. 2017, 17, 313–318. [Google Scholar] [CrossRef] [Green Version]
- Sang, T.; Wallis, C.J.; Hill, G.; Britovsek, G.J.P. Polyethylene terephthalate degradation under natural and accelerated weathering conditions. Eur. Polym. J. 2020, 136, 109873. [Google Scholar] [CrossRef]
- McKeen, L.W. The Effect of UV Light and Weather on Plastics and Elastomers, 4th ed.; Elsevier: London, UK, 2019. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | UPR (wt %) | WF (wt %) | DB (wt %) |
|---|---|---|---|
| UPR | 100.0 | - | - |
| U+W1 | 99.0 | 1.0 | - |
| U+W2 | 98.0 | 2.0 | - |
| U+W5 | 95.0 | 5.0 | - |
| U+d0.2 | 99.8 | - | 0.2 |
| U+d0.5 | 99.5 | - | 0.5 |
| U+d1.0 | 99.0 | - | 1.0 |
| U+W5+d1.0 | 94.0 | 5.0 | 1.0 |
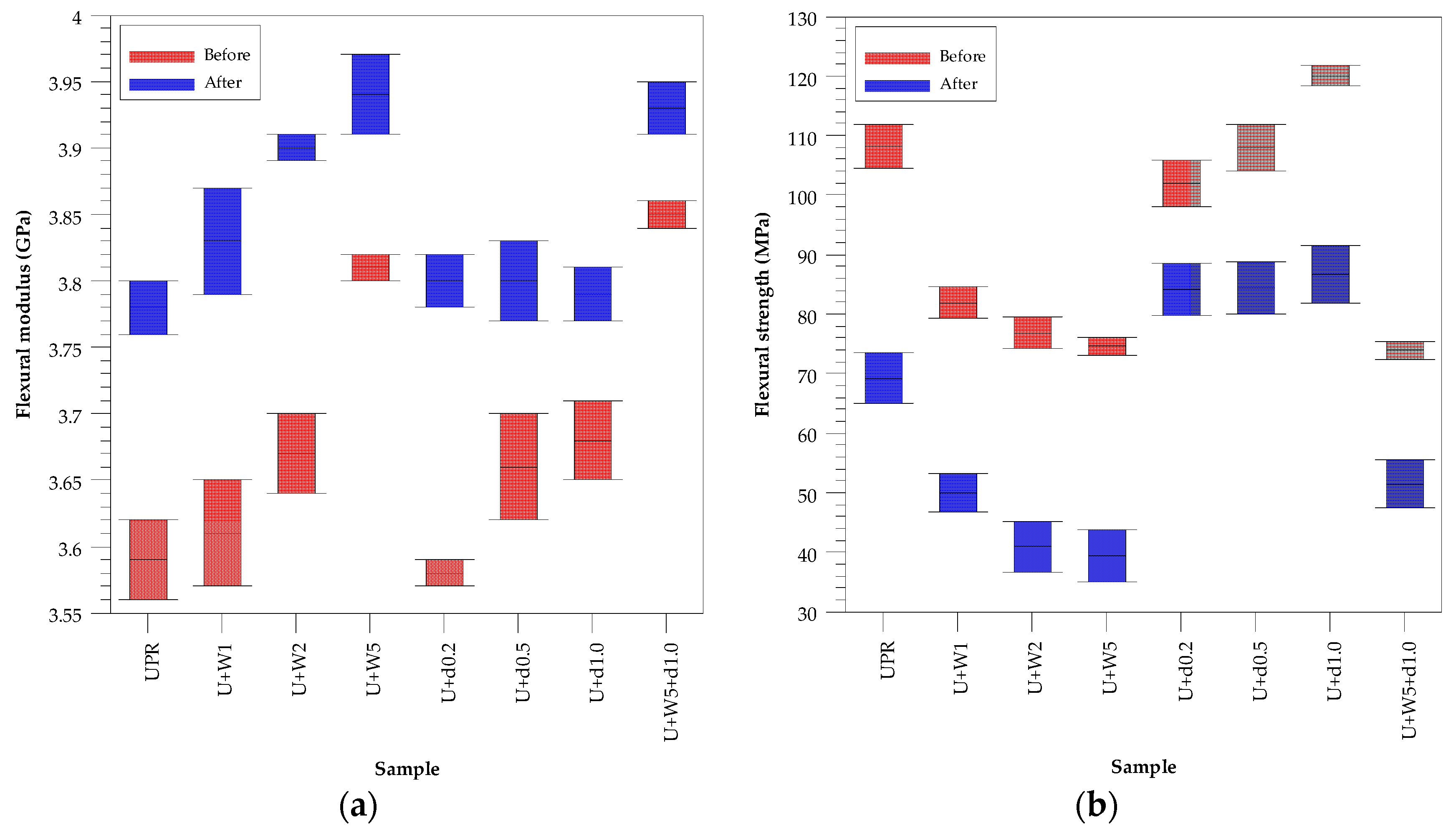
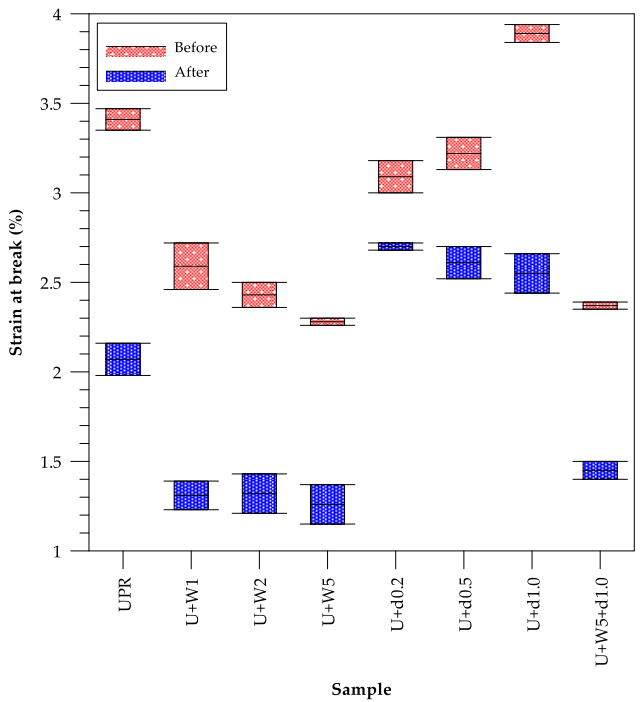
| Sample | Flexural Modulus | Flexural Strength | Strain at Break | Barcol Hardness | Mechanical Loss Factor | Full Width at Half Maximum |
|---|---|---|---|---|---|---|
| Ef (GPa) | σf (MPa) | ε (%) | HBa (°B) | tan δmax | FWHM (°C) | |
| UPR | 3.59 ± 0.03 | 108.19 ± 3.77 | 3.41 ± 0.06 | 36.0 | 0.4579 | 46.1 |
| U+W1 | 3.61 ± 0.04 | 81.96 ± 2.71 | 2.59 ± 0.13 | 39.5 | 0.4419 | 45.9 |
| U+W2 | 3.67 ± 0.03 | 76.83 ± 2.65 | 2.43 ± 0.07 | 40.3 | 0.4368 | 43.4 |
| U+W5 | 3.81 ± 0.01 | 74.61 ± 1.48 | 2.28 ± 0.02 | 45.2 | 0.4227 | 42.4 |
| U+d0.2 | 3.58 ± 0.01 | 101.96 ± 3.87 | 3.09 ± 0.09 | 48.4 | 0.4617 | 42.4 |
| U+d0.5 | 3.66 ± 0.04 | 108.03 ± 3.92 | 3.22 ± 0.09 | 49.3 | 0.4621 | 42.0 |
| U+d1.0 | 3.68 ± 0.03 | 120.07 ± 1.73 | 3.89 ± 0.05 | 52.0 | 0.4654 | 40.5 |
| U+W5+d1.0 | 3.85 ± 0.01 | 73.93 ± 1.42 | 2.37 ± 0.02 | 52.1 | 0.4293 | 40.8 |
| Sample | Flexural Modulus | Flexural Strength | Strain at Break | Barcol Hardness | Mechanical Loss Factor | Full Width at Half Maximum |
|---|---|---|---|---|---|---|
| Ef (GPa) | σf (MPa) | ε (%) | HBa (°B) | tan δmax | FWHM (°C) | |
| UPR | 3.78 ± 0.02 | 69.26 ± 4.35 | 2.07 ± 0.09 | 56.4 | 0.4839 | 39.7 |
| U+W1 | 3.83 ± 0.04 | 50.03 ± 3.33 | 1.31 ± 0.08 | 55.7 | 0.4510 | 39.6 |
| U+W2 | 3.90 ± 0.01 | 40.95 ± 4.27 | 1.32 ± 0.11 | 54.1 | 0.4397 | 40.0 |
| U+W5 | 3.94 ± 0.03 | 39.43 ± 4.39 | 1.26 ± 0.11 | 51.3 | 0.4131 | 38.5 |
| U+d0.2 | 3.80 ± 0.02 | 84.18 ± 4.36 | 2.70 ± 0.02 | 53.3 | 0.4630 | 40.7 |
| U+d0.5 | 3.80 ± 0.03 | 84.41 ± 4.40 | 2.61 ± 0.09 | 52.5 | 0.4548 | 40.8 |
| U+d1.0 | 3.79 ± 0.02 | 86.82 ± 4.86 | 2.55 ± 0.11 | 52.0 | 0.4584 | 41.1 |
| U+W5+d1.0 | 3.93 ± 0.02 | 51.48 ± 4.09 | 1.45 ± 0.05 | 55.1 | 0.4214 | 39.5 |
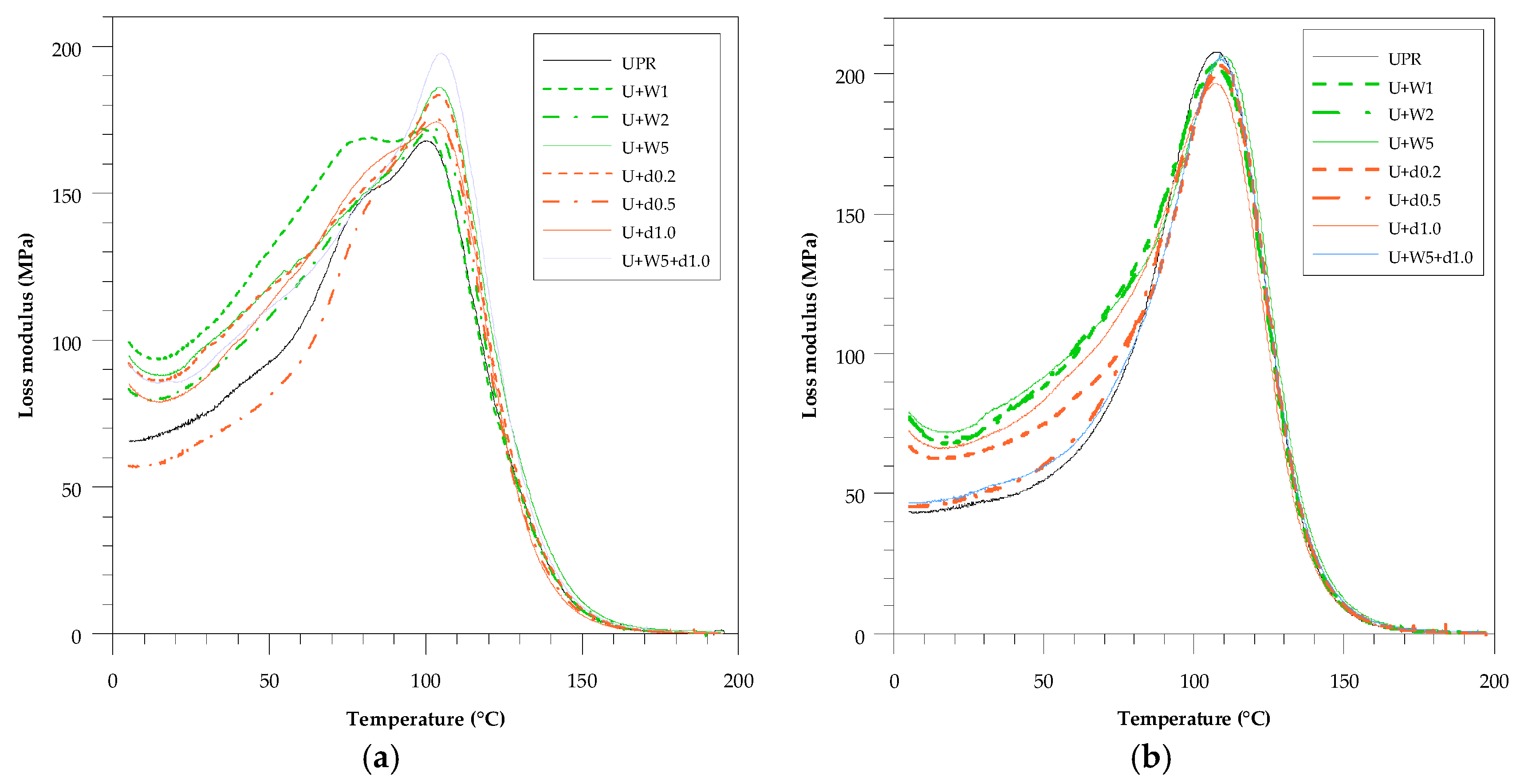
| Sample | Glass-Transition Temperature, Tg (°C) | Storage Modulus, E’ | ||||||
|---|---|---|---|---|---|---|---|---|
| from tan δ | from Loss Modulus Curve | Glassy, E’ (20 °C) (GPa) | Rubbery, E’ (180 °C) (MPa) | |||||
| Before | After | Before | After | Before | After | Before | After | |
| UPR | 127 | 132 | 100 | 107 | 2.91 | 2.81 | 24.06 | 25.24 |
| U+W1 | 126 | 131 | 101 | 108 | 3.17 | 2.78 | 31.45 | 23.78 |
| U+W2 | 126 | 131 | 103 | 108 | 2.94 | 2.81 | 34.68 | 28.50 |
| U+W5 | 126 | 130 | 105 | 110 | 2.86 | 2.90 | 49.08 | 40.04 |
| U+d0.2 | 127 | 132 | 105 | 109 | 2.91 | 2.90 | 27.92 | 23.37 |
| U+d0.5 | 127 | 131 | 105 | 109 | 2.90 | 2.88 | 26.51 | 23.84 |
| U+d1.0 | 128 | 131 | 105 | 108 | 2.92 | 2.87 | 23.51 | 22.69 |
| U+W5+d1.0 | 126 | 130 | 106 | 109 | 2.96 | 2.90 | 41.68 | 33.58 |
| Sample | Gloss (GU) | |||||
|---|---|---|---|---|---|---|
| 20° | 60° | 85° | 20° | 60° | 85° | |
| Before Aging | After Aging | |||||
| UPR | 101.3 | 112.4 | 100.4 | 30.6 | 50.2 | 81.1 |
| U+W1 | 96.8 | 110.4 | 98.5 | 63.3 | 92.2 | 96.0 |
| U+W2 | 96.4 | 101.8 | 99.2 | 57.5 | 84.0 | 90.3 |
| U+W5 | 76.8 | 95.3 | 96.1 | 55.3 | 81.0 | 87.6 |
| U+d1.0 | 133.3 | 128.7 | 105.5 | 89.3 | 98.8 | 98.3 |
| U+W5+d1.0 | 94.1 | 100.6 | 100.8 | 77.6 | 91.6 | 96.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pączkowski, P.; Puszka, A.; Gawdzik, B. Green Composites Based on Unsaturated Polyester Resin from Recycled Poly(Ethylene Terephthalate) with Wood Flour as Filler—Synthesis, Characterization and Aging Effect. Polymers 2020, 12, 2966. https://doi.org/10.3390/polym12122966
Pączkowski P, Puszka A, Gawdzik B. Green Composites Based on Unsaturated Polyester Resin from Recycled Poly(Ethylene Terephthalate) with Wood Flour as Filler—Synthesis, Characterization and Aging Effect. Polymers. 2020; 12(12):2966. https://doi.org/10.3390/polym12122966
Chicago/Turabian StylePączkowski, Przemysław, Andrzej Puszka, and Barbara Gawdzik. 2020. "Green Composites Based on Unsaturated Polyester Resin from Recycled Poly(Ethylene Terephthalate) with Wood Flour as Filler—Synthesis, Characterization and Aging Effect" Polymers 12, no. 12: 2966. https://doi.org/10.3390/polym12122966
APA StylePączkowski, P., Puszka, A., & Gawdzik, B. (2020). Green Composites Based on Unsaturated Polyester Resin from Recycled Poly(Ethylene Terephthalate) with Wood Flour as Filler—Synthesis, Characterization and Aging Effect. Polymers, 12(12), 2966. https://doi.org/10.3390/polym12122966