Backpressure Optimization in Foam Injection Molding: Method and Assessment of Sustainability



Abstract
1. Introduction
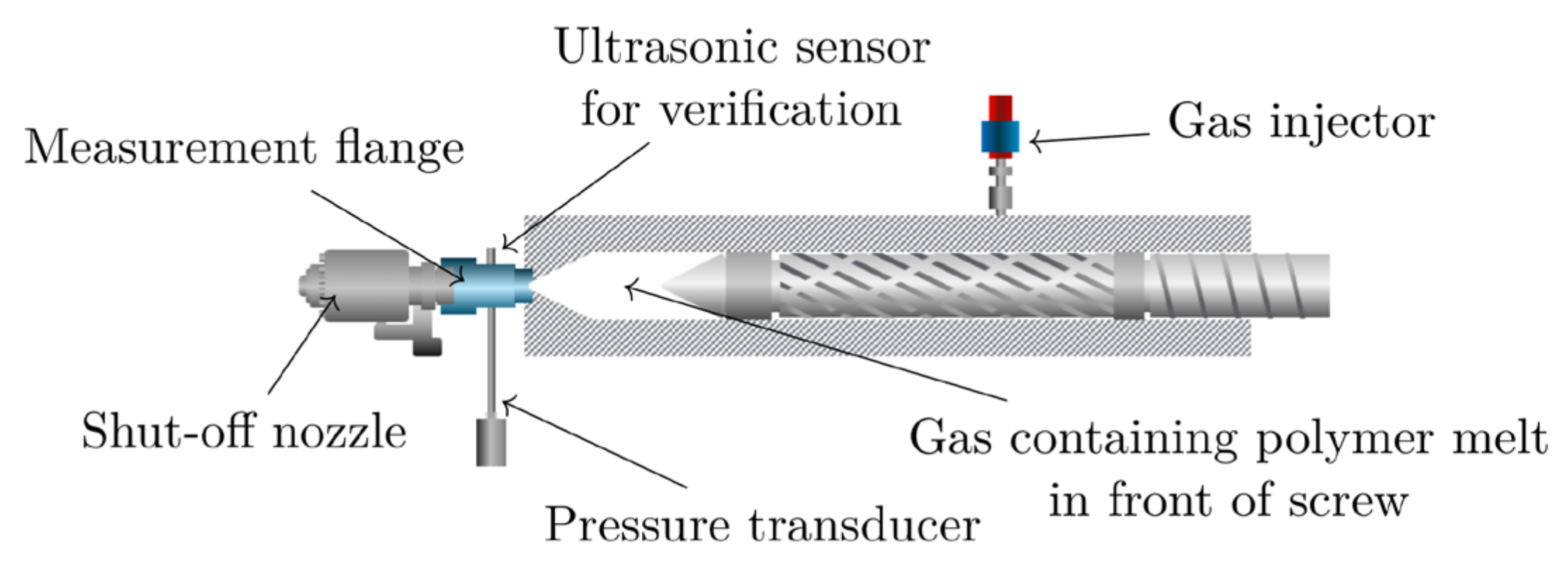
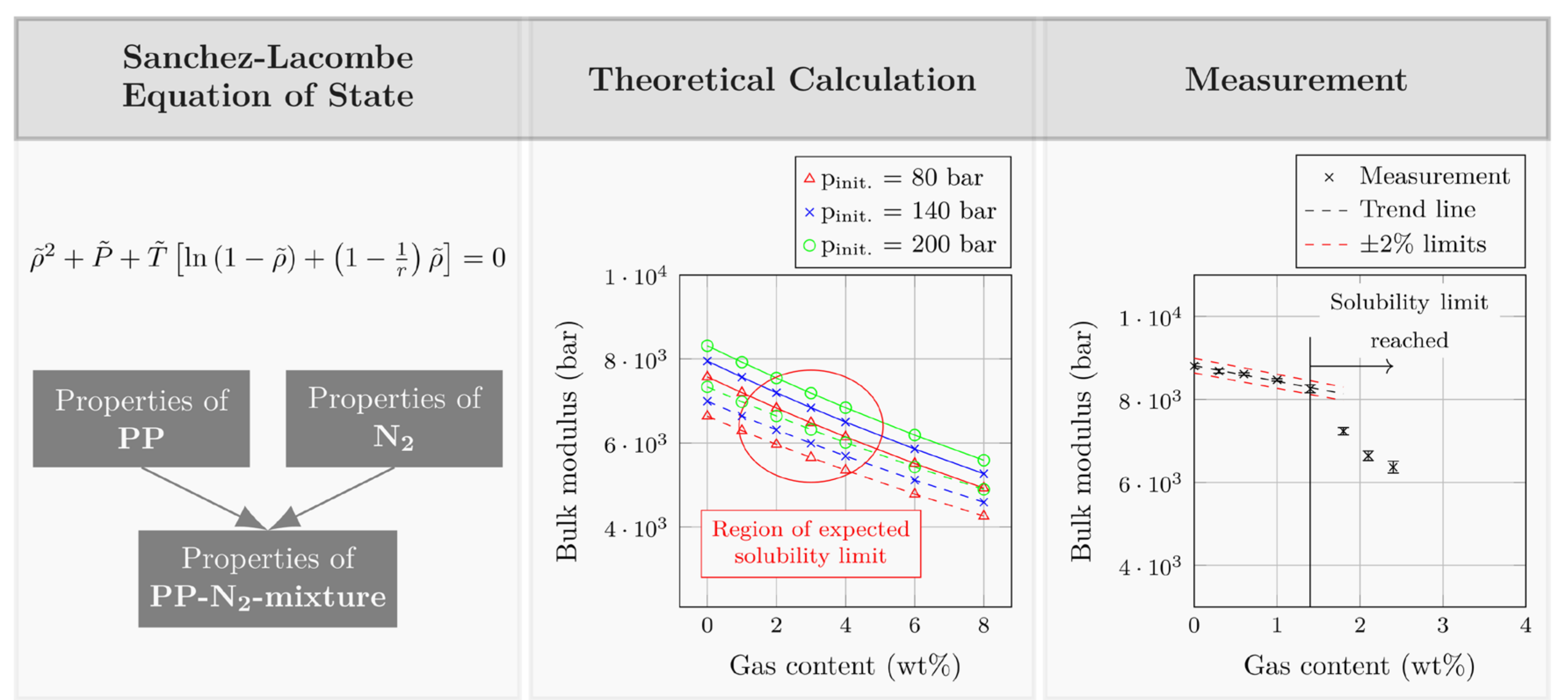
2. Theoretical Background
3. Materials and Methods
3.1. Optimization Procedure
3.2. Materials and Equipment
4. Results and Discussion
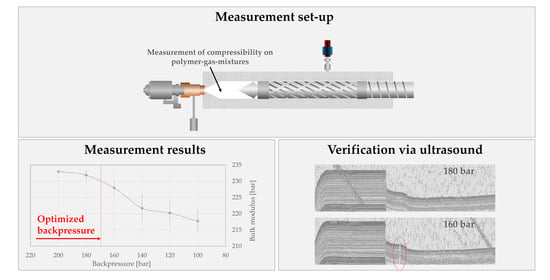
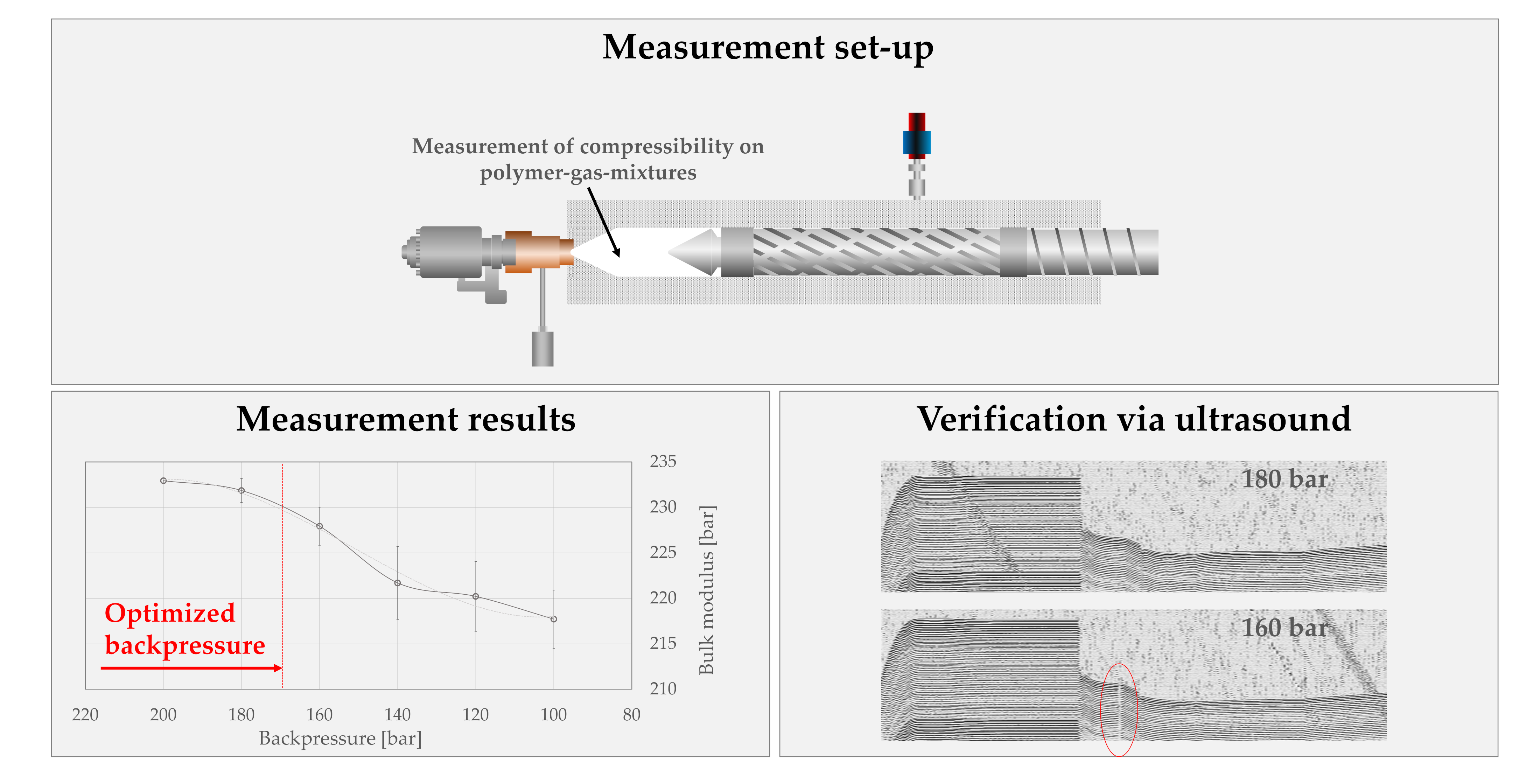
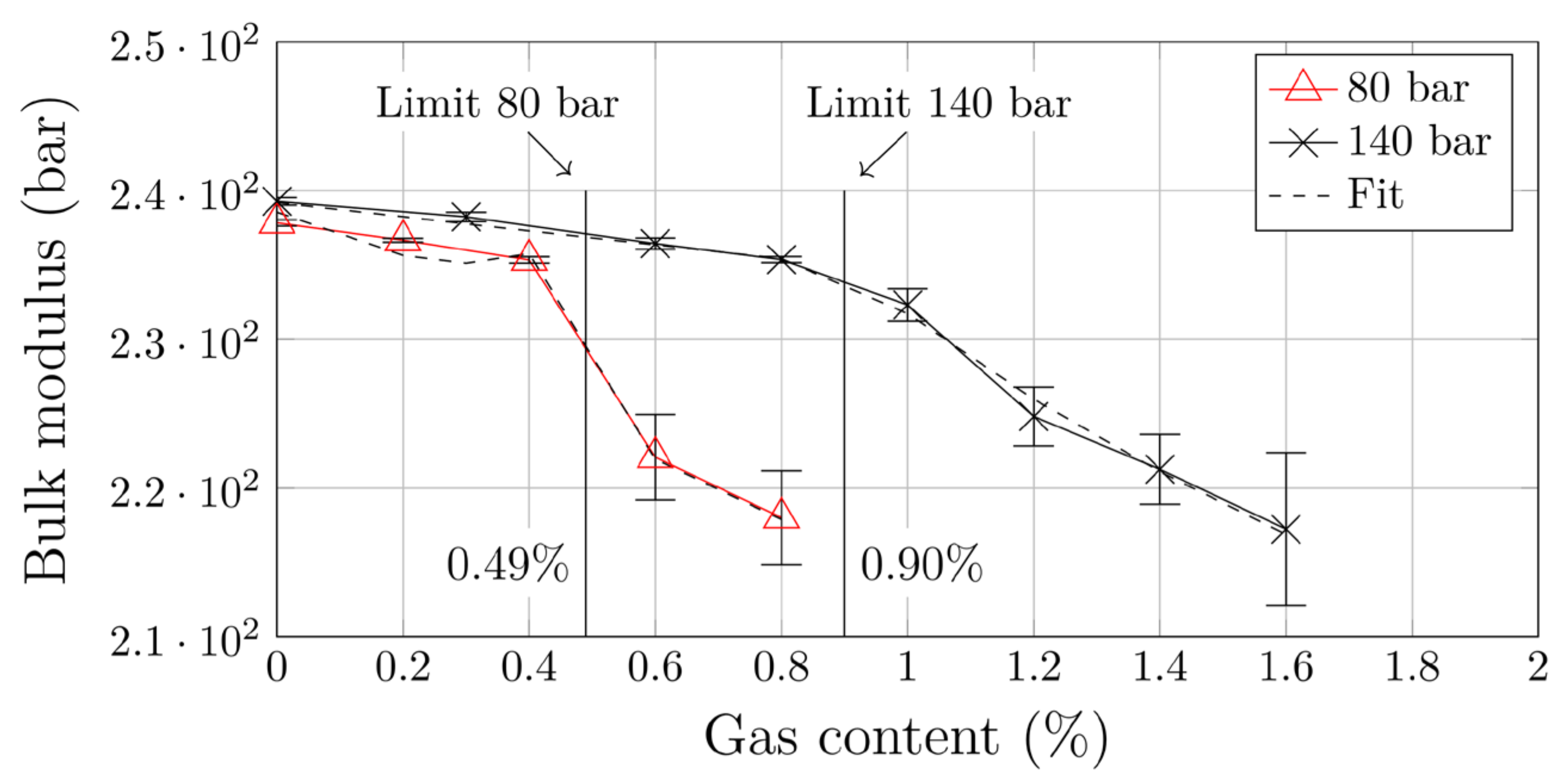
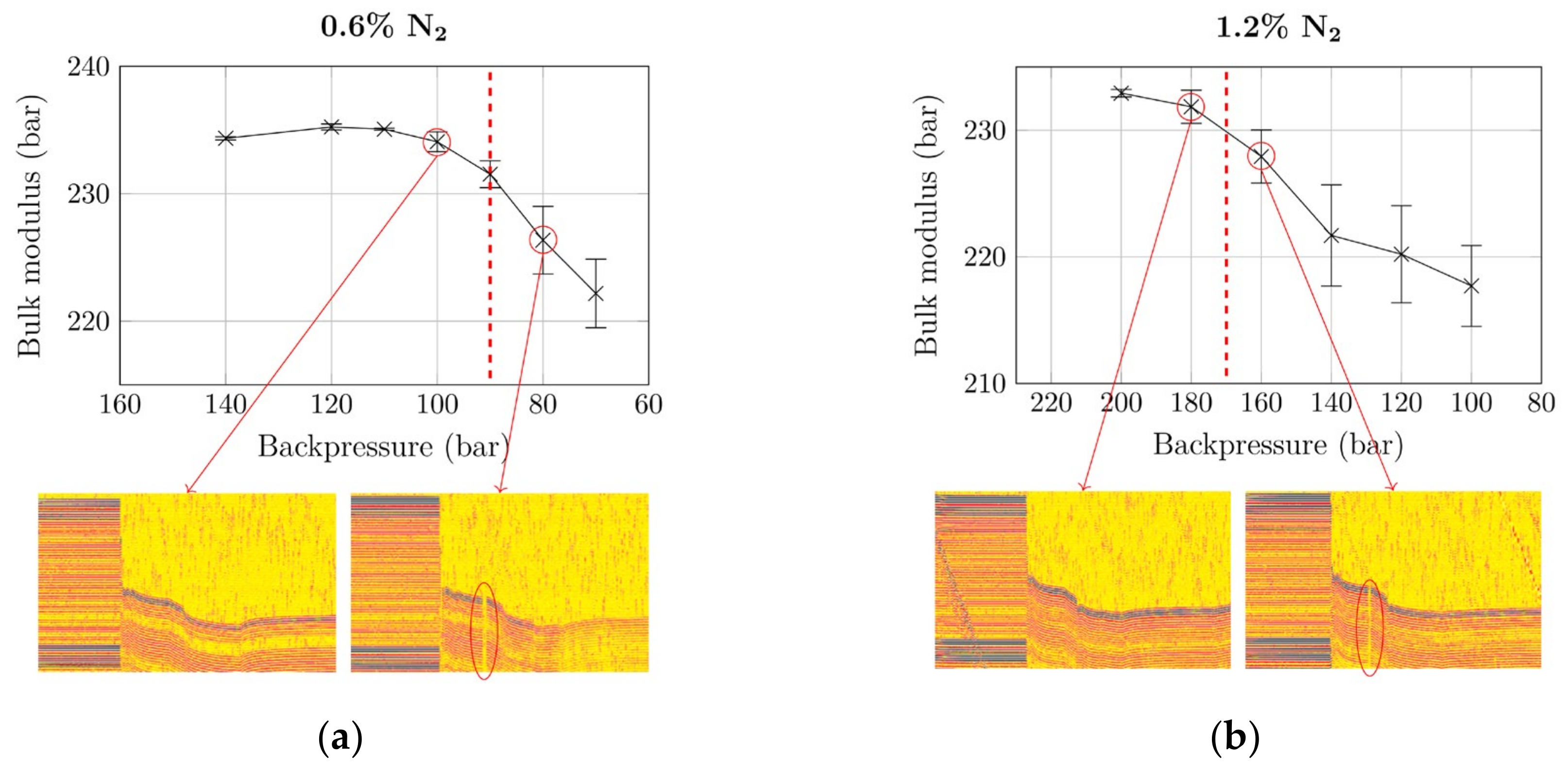
4.1. Backpressure Optimization Using N2
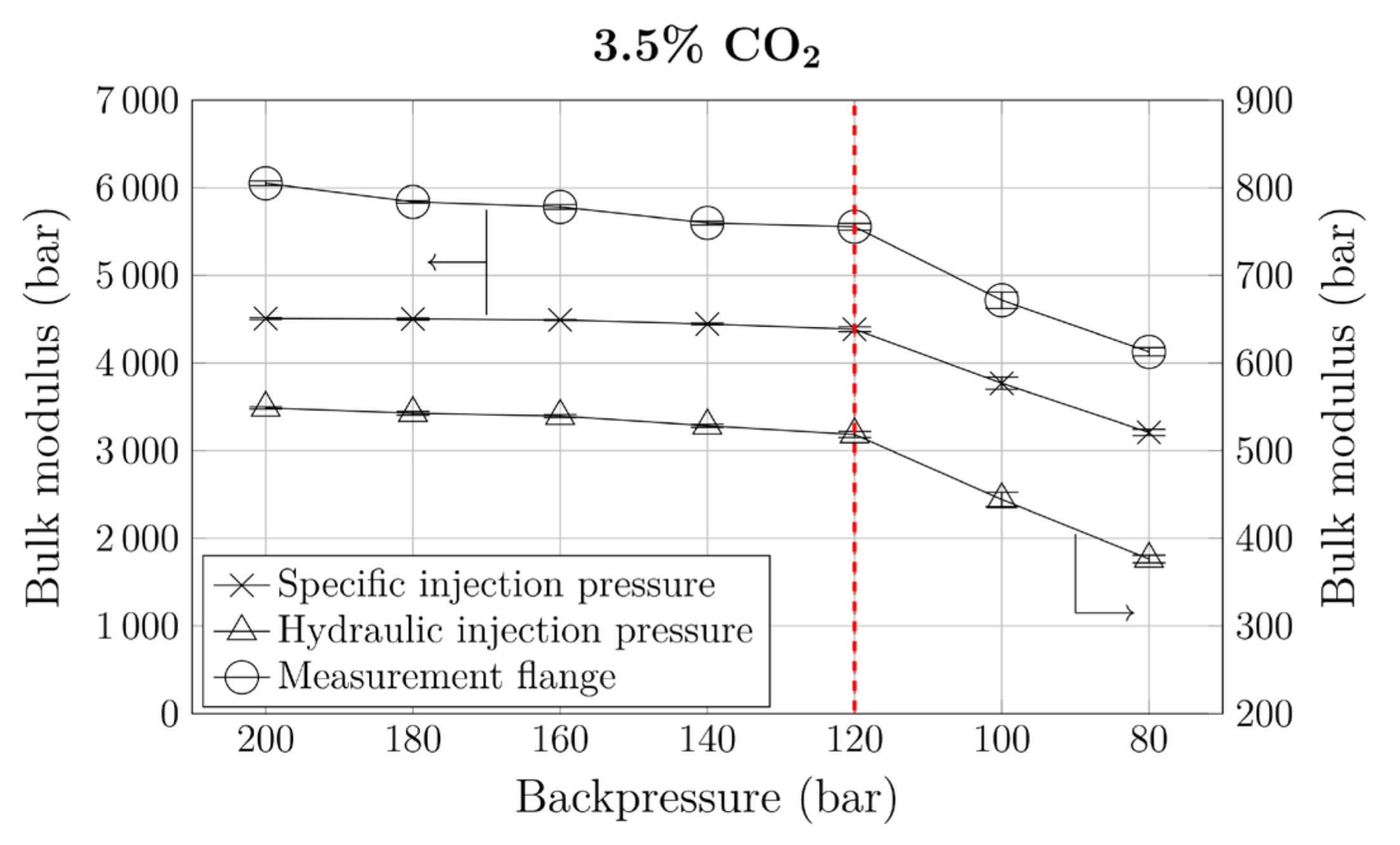
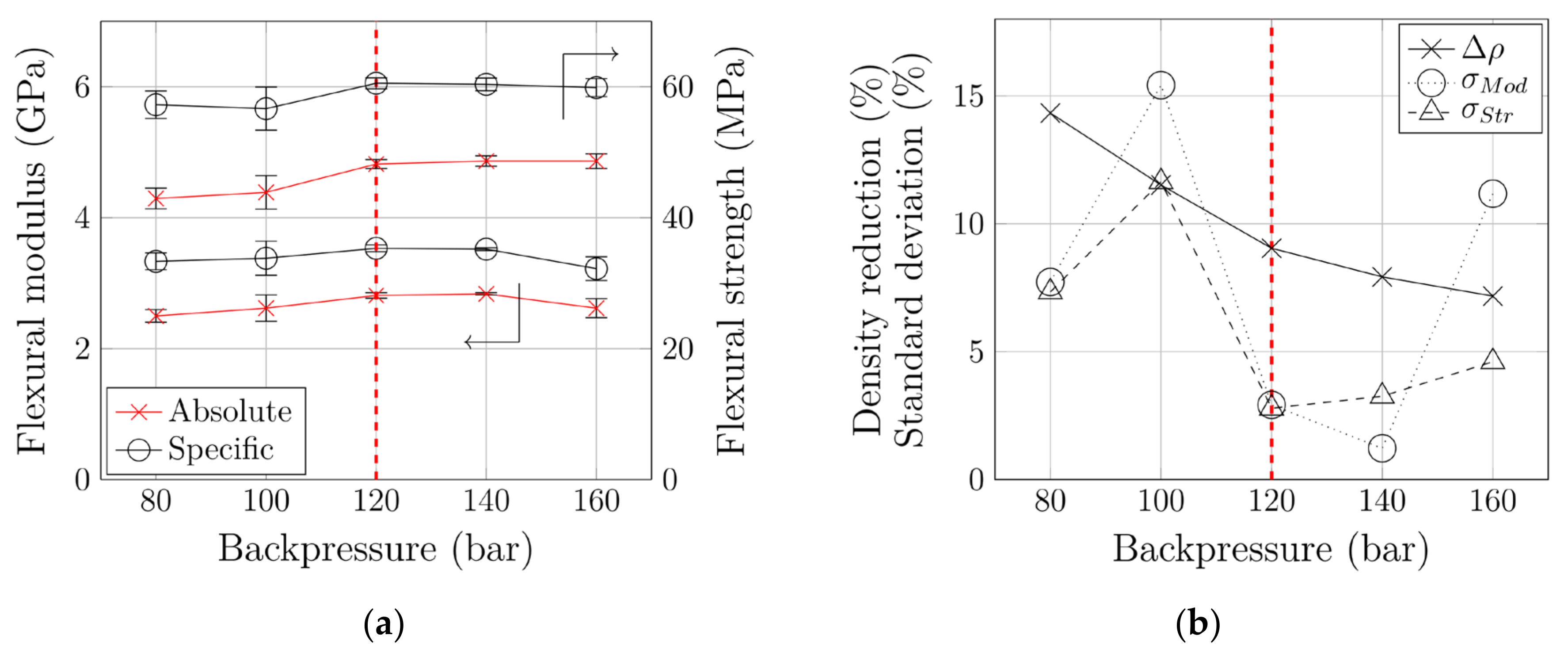
4.2. Backpressure Reduction Using CO2: Mechanical Characterization
4.3. Backpressure Reduction Using CO2: Assessment of Sustainability
5. Conclusions
6. Patents
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Lewis, H.; Verghese, K.; Fitzpatrick, L. Evaluating the sustainability impacts of packaging: The plastic carry bag dilemma. Packag. Technol. Sci. 2010, 23, 145–160. [Google Scholar] [CrossRef]
- Gallego-Schmid, A.; Mendoza, J.M.F.; Azapagic, A. Improving the environmental sustainability of reusable food containers in Europe. Sci. Total Environ. 2018, 628–629, 979–989. [Google Scholar] [CrossRef] [PubMed]
- Eagan, J.M.; Xu, J.; Di Girolamo, R.; Thurber, C.M.; Macosko, C.W.; LaPointe, A.M.; Bates, F.S.; Coates, G.W. Combining polyethylene and polypropylene: Enhanced performance with PE/iPP multiblock polymers. Science 2017, 355, 814–816. [Google Scholar] [CrossRef] [PubMed]
- Tekkaya, A.E.; Khalifa, N.B.; Grzancic, G.; Hölker, R. Forming of Lightweight Metal Components: Need for New Technologies. Proc. Eng. 2014, 81, 28–37. [Google Scholar] [CrossRef]
- Davies, G. Chapter 8: Environmental and safety considerations. In Materials for Automobile Bodies, 2nd ed.; Davies, G., Ed.; Butterworth-Heinemann: Oxford, UK, 2012; pp. 309–356. [Google Scholar]
- Koltzenburg, S.; Maskos, M.; Nuyken, O. Grundlagen der Kunststoffverarbeitung. In Polymere: Synthese, Eigenschaften und Anwendungen; Koltzenburg, S., Maskos, M., Nuyken, O., Eds.; Springer: Berlin/Heidelberg, Germany, 2014; pp. 461–496. [Google Scholar]
- Heim, H.-P. Preface. In Specialized Injection Molding Techniques, 1st ed.; Heim, H.-P., Ed.; Elsevier: Oxford, UK, 2016; pp. xi–xiv. [Google Scholar]
- Spörrer, A.N.J.; Altstädt, V. Controlling Morphology of Injection Molded Structural Foams by Mold Design and Processing Parameters. J. Cell. Plast. 2007, 43, 313–330. [Google Scholar] [CrossRef]
- Zhao, J.; Zhao, Q.; Wang, G.; Wang, C.; Park, C.B. Injection Molded Strong Polypropylene Composite Foam Reinforced with Rubber and Talc. Macromol. Mater. Eng. 2020, 305, 1900630. [Google Scholar] [CrossRef]
- Kuboki, T. Mechanical properties and foaming behavior of injection molded cellulose fiber reinforced polypropylene composite foams. J. Cell. Plast. 2014, 50, 129–143. [Google Scholar] [CrossRef]
- Moon, Y.; Cha, S.W.; Seo, J. Bubble Nucleation and Growth in Microcellular Injection Molding Processes. Polym. Plast. Technol. Eng. 2008, 47, 420–426. [Google Scholar] [CrossRef]
- Xu, X.; Park, C.B. Injection foam molding. In Injection Molding, Technology and Fundamentals; Kamal, M.R., Isayev, A., Liu, S.J., Eds.; Hanser: Munich, Germany, 2009; pp. 273–307. [Google Scholar]
- Lee, M.; Tzoganakis, C.; Park, C.B. Effects of supercritical CO2 on the viscosity and morphology of polymer blends. Adv. Polym. Technol. 2000, 19, 300–311. [Google Scholar] [CrossRef]
- Royer, J.R.; Gay, Y.J.; Desimone, J.M.; Khan, S.A. High-pressure rheology of polystyrene melts plasticized with CO2: Experimental measurement and predictive scaling relationships. J. Polym. Sci. B Polym. Phys. 2000, 38, 3168–3180. [Google Scholar] [CrossRef]
- Kramschuster, A.; Cavitt, R.; Ermer, D.; Chen, Z.; Turng, L.-S. Quantitative study of shrinkage and warpage behavior for microcellular and conventional injection molding. Polym. Eng. Sci. 2005, 45, 1408–1418. [Google Scholar] [CrossRef]
- Wang, G.; Zhao, J.; Mark, L.H.; Wang, G.; Yu, K.; Wang, C.; Park, C.B.; Zhao, G. Ultra-tough and super thermal-insulation nanocellular PMMA/TPU. Chem. Eng. J. 2017, 325, 632–646. [Google Scholar] [CrossRef]
- Zhao, J.; Zhao, Q.; Wang, L.; Wang, C.; Guo, B.; Park, C.B.; Wang, G. Development of high thermal insulation and compressive strength BPP foams using mold-opening foam injection molding with in-situ fibrillated PTFE fibers. Eur. Polym. J. 2018, 98, 1–10. [Google Scholar] [CrossRef]
- Neyciyani, B.; Kazemi Najafi, S.; Ghasemi, I. Influence of foaming and carbon nanotubes on sound transmission loss of wood fiber-low density polyethylene composites. J. Appl. Polym. Sci. 2017, 134, 45096. [Google Scholar] [CrossRef]
- Scherzer, D. Werkstofftechnologien mit Kunststoffen. In Leichtbau in der Fahrzeugtechnik, 1st ed.; Friedrich, H.E., Ed.; Springer: Wiesbaden, Germany, 2013; pp. 538–621. [Google Scholar]
- Altan, M. Thermoplastic Foams: Processing, Manufacturing, and Characterization. In Polymerization; Çankaya, N., Ed.; IntechOpen: London, UK, 2018; pp. 117–137. [Google Scholar]
- Rohleder, M.; Jakob, F. Foam Injection Molding. In Specialized Injection Molding Techniques Techniques, 1st ed.; Heim, H.-P., Ed.; Elsevier: Oxford, UK, 2016; pp. 53–106. [Google Scholar]
- Kharbas, H.; Nelson, P.; Yuan, M.; Gong, S.; Turng, L.-S.; Spindler, R. Effects of nano-fillers and process conditions on the microstructure and mechanical properties of microcellular injection molded polyamide nanocomposites. Polym. Compos. 2003, 24, 655–671. [Google Scholar] [CrossRef]
- Volpe, V.; Pantani, R. Foam injection molding of poly(lactic) acid: Effect of back pressure on morphology and mechanical properties. J. Appl. Polym. Sci. 2015, 132, 42612. [Google Scholar] [CrossRef]
- Xu, X.; Park, C.B.; Lee, J.W.S.; Zhu, X. Advanced structural foam molding using a continuous polymer/gas melt flow stream. J. Appl. Polym. Sci. 2008, 109, 2855–2861. [Google Scholar] [CrossRef]
- Guo, M.-C.; Heuzey, M.-C.; Carreau, P.J. Cell structure and dynamic properties of injection molded polypropylene foams. Polym. Eng. Sci. 2007, 47, 1070–1081. [Google Scholar] [CrossRef]
- Chien, R.D.; Chen, S.-C.; Lee, P.-H.; Huang, J.-S. Study on the Molding Characteristics and Mechanical Properties of Injection-molded Foaming Polypropylene Parts. J. Reinf. Plast. Compos. 2004, 23, 429–444. [Google Scholar] [CrossRef]
- Rizivi, S.J.A.; Bhatnagar, N. Optimization of Microcellular Injection Molding Parameters. Int. Polym. Process. 2009, 24, 399–405. [Google Scholar] [CrossRef]
- Kastner, C.; Steinbichler, G. Theoretical Background and Automation Approach for a Novel Measurement Method for Determining Dynamic Solubility Limits of Supercritical Fluids in Injection Foam Molding. Polym. Eng. Sci. 2020, 60, 330–340. [Google Scholar] [CrossRef]
- Sanchez, I.; Lacombe, R.H. An elementary molecular theory of classical fluids. Pure fluids. J. Phys. Chem. 1976, 80, 2352–2362. [Google Scholar] [CrossRef]
- Sanchez, I.; Lacombe, R.H. Statistical Thermodynamics of Polymer Solutions. Macromolecules 1978, 11, 1145–1156. [Google Scholar] [CrossRef]
- Kamiya, Y.; Mizoguchi, K.; Naito, Y. Sorption and partial molar volumes of inert gases in rubbery polymers. J. Membr. Sci. 1994, 93, 45–52. [Google Scholar] [CrossRef]
- Lei, Z.; Ohyabu, H.; Sato, Y.; Inomata, H.; Smith, R.L., Jr. Solubility, swelling degree and crystallinity of carbon dioxide-polypropylene system. J. Supercrit. Fluids 2007, 40, 452–461. [Google Scholar] [CrossRef]
- Barzegari, M.R.; Rodrigue, D. The effect of density profile on the flexural properties of structural foams. Polym. Eng. Sci. 2007, 47, 1459–1468. [Google Scholar] [CrossRef]
- Mount, E.M., III. Extrusion Processes. In Applied Plastics Engineering Handbook: Processing, Materials, and Applications, 2nd ed.; Kutz, M., Ed.; Elsevier: Oxford, UK, 2017; pp. 217–264. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| . | PP-H | PP-C | Blowing Agent | Application |
|---|---|---|---|---|
| PGC 1 | - | 85% | N2 | Method development, verification |
| PGC 2 | 85% | - | CO2 | Mechanical characterization, sustainability potential |
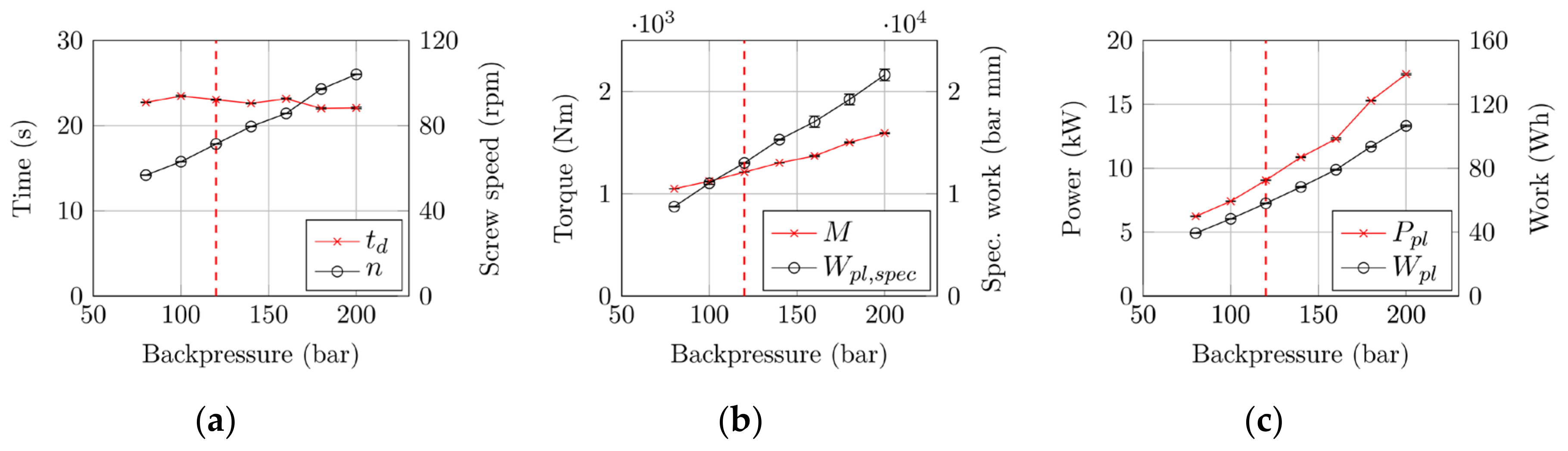
| Backpressure | (bar) | 80 | 100 | 120 | 140 | 160 | 180 | 200 |
|---|---|---|---|---|---|---|---|---|
| (s) | 22.73 | 23.46 | 23.05 | 22.62 | 23.15 | 22.03 | 22.08 | |
| (rpm) | 56.76 | 63.06 | 71.37 | 79.58 | 85.74 | 97.15 | 104.06 | |
| (Nm) | 1049 | 1123 | 1212 | 1303 | 1370 | 1502 | 1593 | |
| (bar·mm) | 8738 | 11,036 | 13,020 | 15,301 | 17,051 | 19,223 | 21,627 | |
| (Wh) | 39.37 | 48.34 | 58.00 | 68.25 | 79.08 | 93.50 | 106.48 | |
| (W) | 6.24 | 7.42 | 9.06 | 10.86 | 12.30 | 15.28 | 17.36 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kastner, C.; Mitterlehner, T.; Altmann, D.; Steinbichler, G. Backpressure Optimization in Foam Injection Molding: Method and Assessment of Sustainability. Polymers 2020, 12, 2696. https://doi.org/10.3390/polym12112696
Kastner C, Mitterlehner T, Altmann D, Steinbichler G. Backpressure Optimization in Foam Injection Molding: Method and Assessment of Sustainability. Polymers. 2020; 12(11):2696. https://doi.org/10.3390/polym12112696
Chicago/Turabian StyleKastner, Clemens, Thomas Mitterlehner, Dominik Altmann, and Georg Steinbichler. 2020. "Backpressure Optimization in Foam Injection Molding: Method and Assessment of Sustainability" Polymers 12, no. 11: 2696. https://doi.org/10.3390/polym12112696
APA StyleKastner, C., Mitterlehner, T., Altmann, D., & Steinbichler, G. (2020). Backpressure Optimization in Foam Injection Molding: Method and Assessment of Sustainability. Polymers, 12(11), 2696. https://doi.org/10.3390/polym12112696