Low-Temperature Carbonized Elastomer-Based Composites Filled with Silicon Carbide

 , , ,
, , ,  ,
,
Abstract
1. Introduction
2. Materials and Methods
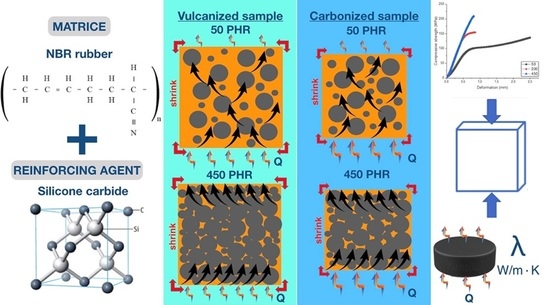
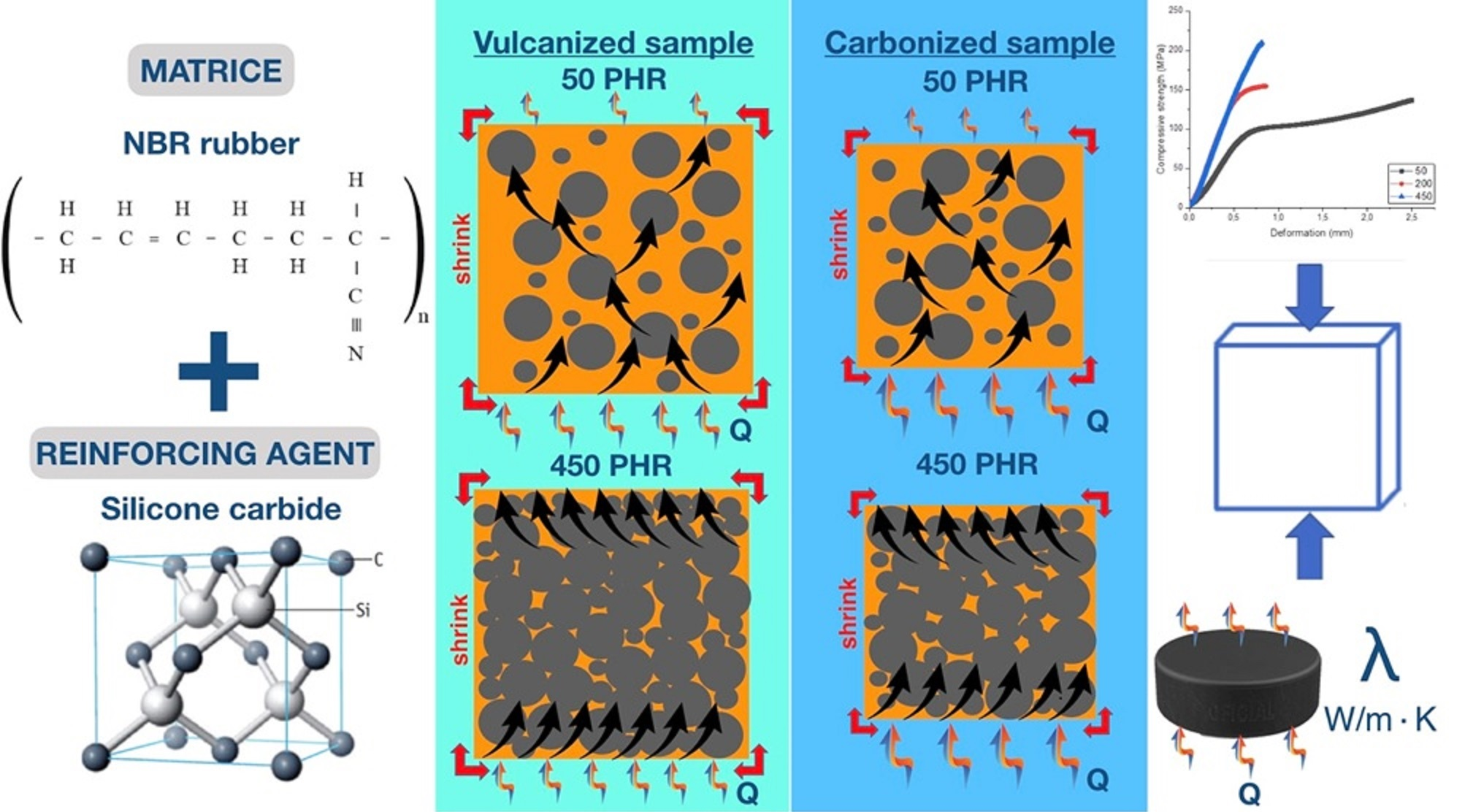
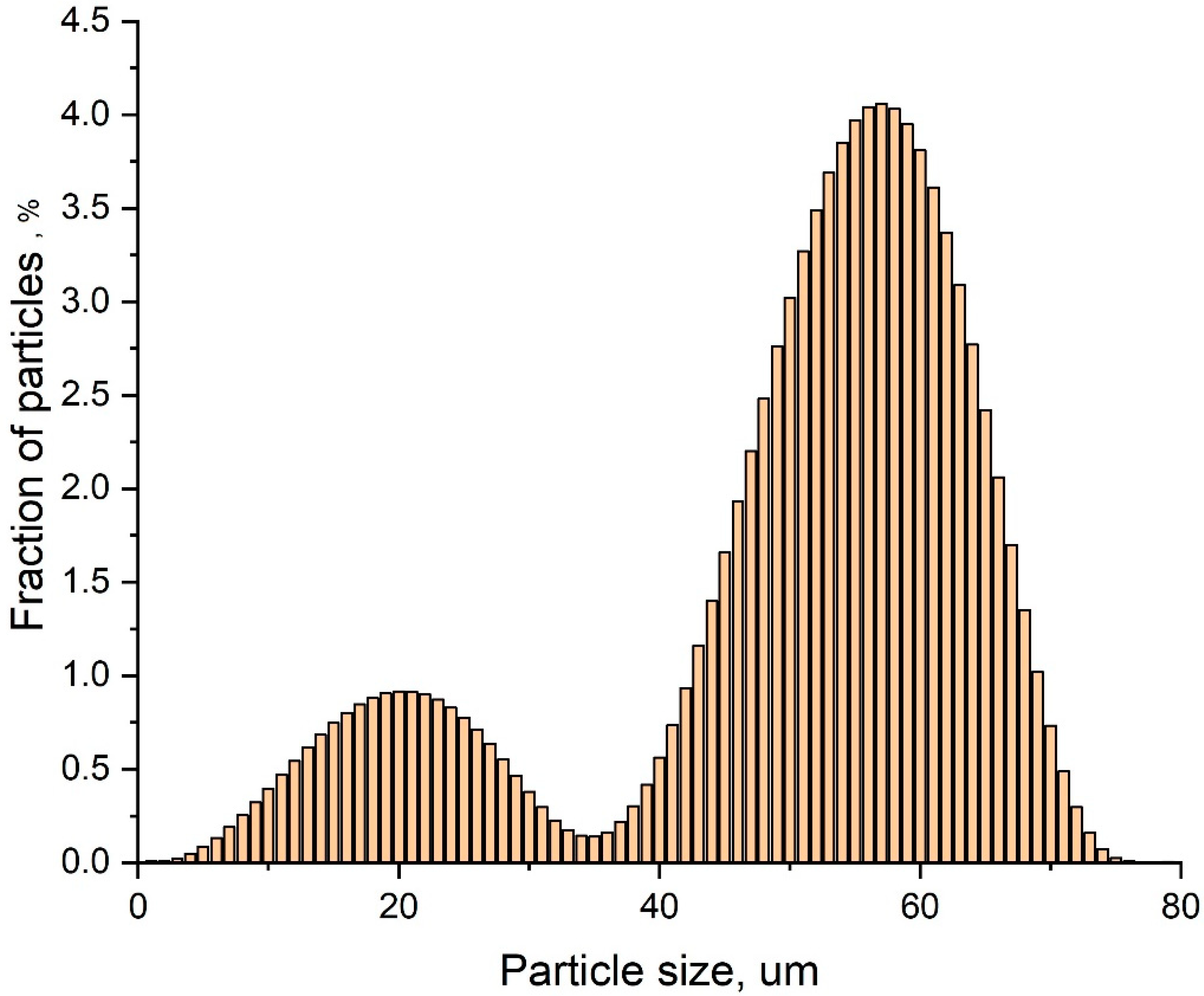
2.1. Materials
2.2. Composites Formation
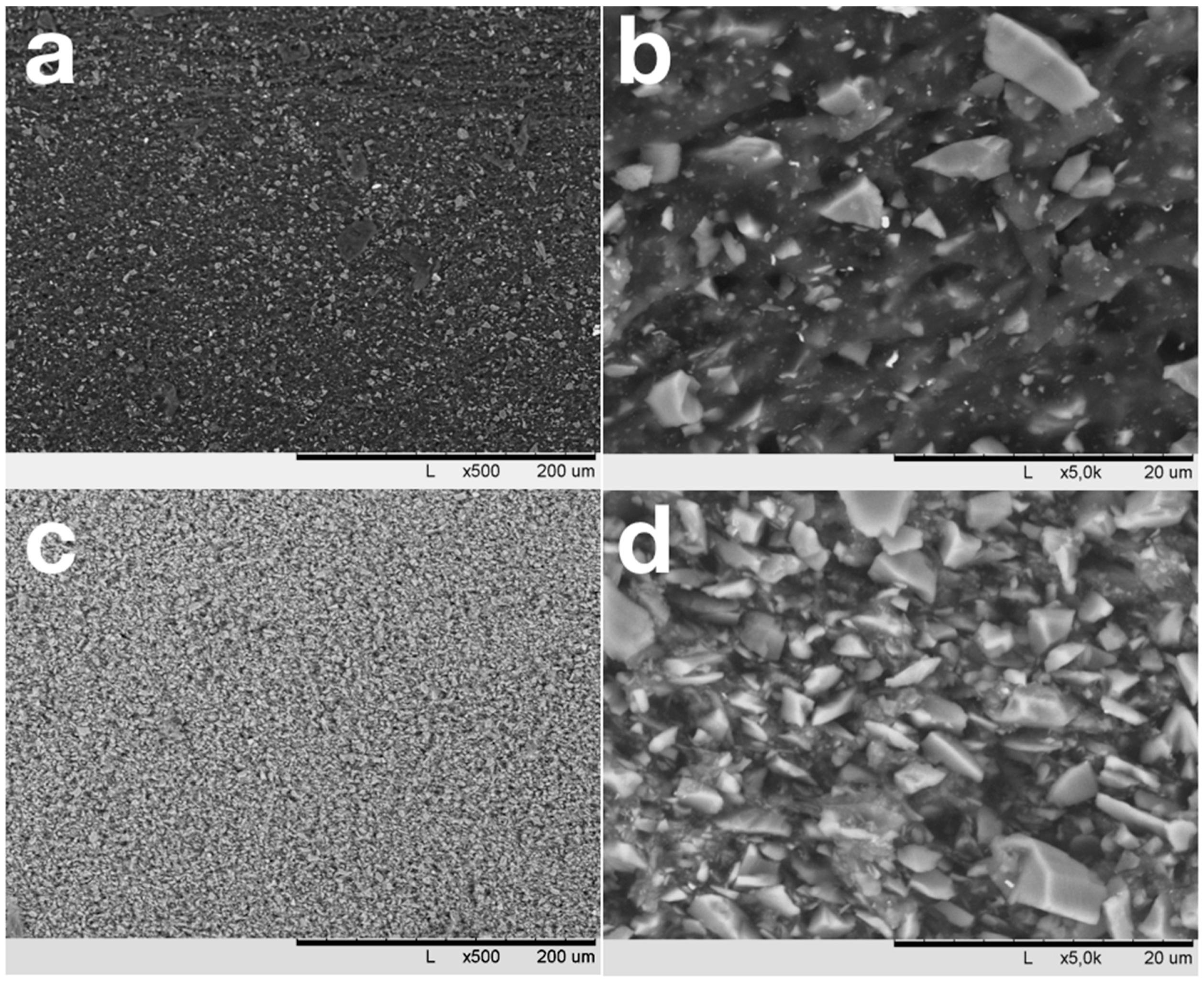
2.3. Characterization of the Samples’ Structures
2.4. Density Measurements
2.5. Hardness Measurements
2.6. Mechanical Tests
2.7. Thermal Conductivity Investigation
2.8. Thermogravimetric Analysis
3. Results and Discussion
4. Summary and Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Fink, J.K. High Performance Polymers; William Andrew Inc.: Norwich, NY, USA, 2014. [Google Scholar]
- Wang, R.M.; Zheng, S.R.; Zheng, Y.P. Polymer Matrix Composites and Technology; Woodhead Publishing Limited and Science Press Limited: Cambridge, UK, 2011. [Google Scholar]
- Mehra, N.; Mu, L.; Ji, T.; Yang, X.; Kong, J.; Gu, J.; Zhu, J. Thermal transport in polymeric materials and across composite interfaces. Appl. Mater. Today 2018, 12, 92–130. [Google Scholar] [CrossRef]
- Shayganpour, A.; Naderizadeh, S.; Grasselli, S.; Malchiodi, A.; Bayer, I.S. Stacked-cup carbon nanotube flexible paper based on soy lecithin and natural rubber. Nanomaterials 2019, 9, 824. [Google Scholar] [CrossRef] [PubMed]
- Lian, G.; Tuan, C.C.; Li, L.; Jiao, S.; Wang, Q.; Moon, K.S.; Cui, D.; Wong, C.P. Vertically aligned and interconnected graphene networks for high thermal conductivity of epoxy composites with ultralow loading. Chem. Mater. 2016, 28, 6096–6104. [Google Scholar] [CrossRef]
- Gu, J.W.; Li, N.; Tian, L.D.; Lv, Z.Y.; Zhang, Q.Y. High thermal conductivity graphite nanoplatelet/UHMWPE nanocomposites. RSC Adv. 2015, 5, 36334–36339. [Google Scholar] [CrossRef]
- Muratov, D.S.; Kuznetsov, D.V.; Il’inykh, I.A.; Mazov, I.N.; Stepashkin, A.A.; Tcherdyntsev, V.V. Thermal conductivity of polypropylene filled with inorganic particles. J. Alloys Compd. 2014, 586, S451–S454. [Google Scholar] [CrossRef]
- Luo, H.L.; Liu, J.K.; Yang, Z.W.; Zhang, Q.C.; Ao, H.Y.; Wan, Y.Z. Manipulating thermal conductivity of polyimide composites by hybridizing micro- and nano-sized aluminum nitride for potential aerospace usage. J. Thermoplast. Compos. Mater. 2020, 33, 1017–1029. [Google Scholar] [CrossRef]
- Wu, B.Y.; Chen, R.Y.; Fu, R.L.; Agathopoulos, S.; Su, X.Q.; Liu, H.B. Low thermal expansion coefficient and high thermal conductivity epoxy/Al2O3/T-ZnOw composites with dual-scale interpenetrating network structure. Compos. Part A 2020, 137, 105993. [Google Scholar] [CrossRef]
- Lule, Z.C.; Kim, J. Thermally conductive polybutylene succinate composite filled with Si-O-N-C functionalized silicon carbide fabricated via low-speed melt extrusion. Eur. Polym. J. 2020, 134, 109849. [Google Scholar] [CrossRef]
- Shtein, M.; Nadiv, R.; Buzaglo, M.; Regev, O. Graphene-based hybrid composites for efficient thermal management of electronic devices. ACS Appl. Mater. Interfaces 2015, 7, 23725–23730. [Google Scholar] [CrossRef]
- Zhang, X.; Zhang, J.; Zhang, X.; Li, C.; Wang, J.; Li, H.; Xia, L.; Wu, H.; Guo, S. Toward high efficiency thermally conductive and electrically insulating pathways through uniformly dispersed and highly oriented graphites close-packed with SiC. Compos. Sci. Technol. 2017, 150, 217–226. [Google Scholar] [CrossRef]
- Sokolowski, K.; Gubernat, M.; Blazewicz, S.; Fraczek-Szczypta, A. Comparative study of interphase evolution in polysiloxane resin-derived matrix containing carbon micro and nanofibers during thermal treatment. J. Eur. Ceram. Soc. 2020, 40, 5205–5216. [Google Scholar] [CrossRef]
- Chlup, Z.; Černý, M.; Kácha, P.; Hadraba, H.; Strachota, A. Fracture resistance of partially pyrolysed polysiloxane preceramic polymer matrix composites reinforced by unidirectional basalt fibres. J. Eur. Ceram. Soc. 2020, 40, 4879–4885. [Google Scholar] [CrossRef]
- Vijay, V.; Shyin, P.P.; Biju, V.M.; Devasia, R. Fabrication and property evaluation of titanium silicide active filler incorporated ceramic matrix composite. Ceram. Intern. 2020, 46, 21489–21495. [Google Scholar] [CrossRef]
- Ali, N.; Zaman, H.; Zaman, W.; Bilal, M. Rheological properties, structural and thermal elucidation of coal-tar pitches used in the fabrication of multi-directional carbon-carbon composites. Mater. Chem. Phys. 2020, 242, 122564. [Google Scholar] [CrossRef]
- Dang, A.; Li, H.; Li, T.; Zhao, T.; Xiong, C.; Zhuang, Q.; Shang, Y.; Chen, X.; Ji, X. Preparation and pyrolysis behavior of modified coal tar pitch as C/C composites matrix precursor. J. Analyt. Appl. Pyrol. 2016, 119, 18–23. [Google Scholar] [CrossRef]
- Esmaeeli, M.; Khosravi, H.; Mirhabibi, A. Fabrication method and microstructural characteristics of coal-tar-pitchbased 2D carbon/carbon composites. Int. J. Miner. Metall. Mater. 2015, 22, 210–216. [Google Scholar] [CrossRef]
- Lee, S.; Kim, K.H.; Lee, Y.S. Preparation of carbon discs using petroleum-based binder pitch reformed with carbon black. Carbon Lett. 2017, 23, 84–87. [Google Scholar]
- Escamilla-Perez, A.M.; Roland, A.; Giraud, S.; Guiraud, C.; Virieux, H.; Demoulin, K.; Oudart, Y.; Louvainac, N.; Monconduit, L. Pitch-based carbon/nano-silicon composite, an efficient anode for Li-ion batteries. RSC Adv. 2019, 9, 10546–10553. [Google Scholar] [CrossRef]
- Cheng, Y.; Yang, L.; Fang, C.; Guo, X. Co-carbonization behavior of petroleum pitch/graphene oxide: Influence on structure and mechanical property of resultant coke. J. Analyt. Appl. Pyrol. 2016, 122, 387–394. [Google Scholar] [CrossRef]
- Chanda, M.; Roy, S.K. Industrial Polymers, Specialty Polymers, and Their Applications; Taylor & Francis Group: Abingdon, UK, 2008. [Google Scholar]
- van Krevelen, D.W.; te Nijenhuis, K. Properties of Polymers: Their Correlation with Chemical Structure; Their Numerical Estimation and Prediction from Additive Group Contributions; Elsevier Science: Amsterdam, The Netherlands, 2009. [Google Scholar]
- Pielichowski, K.; Njuguna, J. Thermal Degradation of Polymeric Materials; Rapra Technology Limited: West Midlands, UK, 2005. [Google Scholar]
- Chukov, D.I.; Stepashkin, A.A.; Salimon, A.I.; Kaloshkin, S.D. Highly filled elastomeric matrix composites: Structure and property evolution at low temperature carbonization. Mater. Design. 2018, 156, 22–31. [Google Scholar] [CrossRef]
- Stepashkin, A.A.; Chukov, D.I.; Kaloshkin, S.D.; Pyatov, I.S.; Deniev, M.Y. Carbonised composite materials based on elastomers filled with carbon nanofillers. Micro Nano Lett. 2018, 13, 588–590. [Google Scholar] [CrossRef]
- Guan, C.L.; Qin, Y.; Wang, B.; Li, L.H.; Wang, M.J.; Lin, C.T.; He, X.D.; Nishimura, K.; Yu, J.H.; Yi, J.; et al. Highly thermally conductive polymer composites with barnacle-like nano-crystalline Diamond@Silicon carbide hybrid architecture. Compos. Part B 2020, 198, 108167. [Google Scholar] [CrossRef]
- Wang, R.; Xie, C.Z.; Gou, B.; Xu, H.S.; Luo, S.K.; Zhou, J.G.; Zeng, L.L. Epoxy nanocomposites with high thermal conductivity and low loss factor: Realize 3D thermal conductivity network at low content through core-shell structure and micro-nano technology. Polym. Test. 2020, 89, 106574. [Google Scholar] [CrossRef]
- da Silva, V.D.; de Barros, I.R.; da Conceiçao, D.K.S.; de Almeida, K.N.; Schrekker, H.S.; Amico, S.C.; Jacobi, M.M. Aramid pulp reinforced hydrogenated nitrile butadiene rubber composites with ionic liquid compatibilizers. J. Appl. Polym. Sci. 2020, 137, 48702. [Google Scholar] [CrossRef]
- Qu, M.; Qin, Y.; Sun, Y.; Xu, H.; Schubert, D.W.; Zheng, K.; Xu, W.; Nilsson, F. Biocompatible, flexible strain sensor fabricated with polydopamine-coated nanocomposites of nitrile rubber and carbon black. ACS Appl. Mater. Interfaces 2020, 12, 42140–42152. [Google Scholar] [CrossRef]
- Vozniakovskii, A.A.; Vozniakovskii, A.P.; Kidalov, S.V.; Otvalko, J.; Neverovskaia, A.Y. Characteristics and mechanical properties of composites based on nitrile butadiene rubber using graphene nanoplatelets. J. Compos. Mater. 2020, 54, 3351–3364. [Google Scholar] [CrossRef]
- Wei, Q.; Yang, D.; Yu, L.; Ni, Y.; Zhang, L. Fabrication of carboxyl nitrile butadiene rubber composites with high dielectric constant and thermal conductivity using Al2O3@PCPA@GO hybrids. Compos. Sci. Technol. 2020, 199, 108344. [Google Scholar] [CrossRef]
- Singh, S.K.; Shukla, A.; Patra, M.K.; Saini, L.; Jani, R.K.; Vadera, S.R.; Kumar, N. Microwave absorbing properties of a thermally reduced graphene oxide/nitrile butadiene rubber composite. Carbon 2012, 50, 2202–2208. [Google Scholar] [CrossRef]
- Eyssa, H.M.; Abulyazied, D.E.; Abdulrahman, M.; Youssef, H.A. Mechanical and physical properties of nanosilica/nitrile butadiene rubber composites cured by gamma irradiation. Egypt. J. Petroleum. 2018, 27, 383–392. [Google Scholar] [CrossRef]
- Zhang, J.; Wang, C.; Chen, F.; Zao, W.; Feng, H.; Zhao, Y. Thermal-oxidative aging behaviors of shape memory nitrile butadiene rubber composite with dual crosslinking networks. Polym. Degrad. Stabl. 2020, 179, 109280. [Google Scholar] [CrossRef]
- Kim, D.Y.; Kim, G.H.; Nam, G.M.; Kang, D.G.; Seo, K.H. Oil resistance and low-temperature characteristics of plasticized nitrile butadiene rubber compounds. J. Appl. Polym. Sci. 2019, 136, 47851. [Google Scholar] [CrossRef]
- Zaghdoudi, M.; Kömmling, A.; Jaunich, M.; Wolff, D. Scission, cross-linking, and physical relaxation during thermal degradation of elastomers. Polymers 2019, 11, 1280. [Google Scholar] [CrossRef] [PubMed]
- Krishnamurthy, S.; Balakrishnan, P. Dynamic Mechanical behavior, solvent resistance and thermal degradation of nitrile rubber composites with carbon black-halloysite nanotube hybrid fillers. Polym. Compos. 2019, 40, E1612–E1621. [Google Scholar] [CrossRef]
- Guan, Y.; Zhang, L.X.; Zhang, L.Q.; Lu, Y.L. Study on ablative properties and mechanisms of hydrogenated nitrile butadiene rubber (HNBR) composites containing different fillers. Polym. Degrad. Stab. 2011, 96, 808–817. [Google Scholar] [CrossRef]
- Laušević, Z.; Marinković, S. Mechanical properties and chemistry of carbonization of Phenol formaldehyde resin. Carbon 1986, 24, 575–580. [Google Scholar] [CrossRef]
- Kerschbaumer, R.C.; Stieger, S.; Gschwandl, M.; Hutterer, T.; Fasching, M.; Lechner, B.; Meinhart, L.; Hildenbrandt, J.; Schrittesser, B.; Fuchs, P.F.; et al. Comparison of steady-state and transient thermal conductivity testing methods using different industrial rubber compounds. Polym. Test. 2019, 80, 106121. [Google Scholar] [CrossRef]
- Shindeґ, S.L.; Goela, J.S. High Thermal Conductivity Materials; Springer: New York, NY, USA, 2006. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| PHR | Density, g/cm3 | Porosity, % | Compression Test | Flexural Test | Thermal Diffiusivity, mm2/s | Thermal Conductivity, W/m·K | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Vulc | Carb | Vulc | Carb | σ, MPa | Е, GPa | σ, MPa | Е, GPa | 25 °C | 300 °C | 25 °C | 300 °C | |
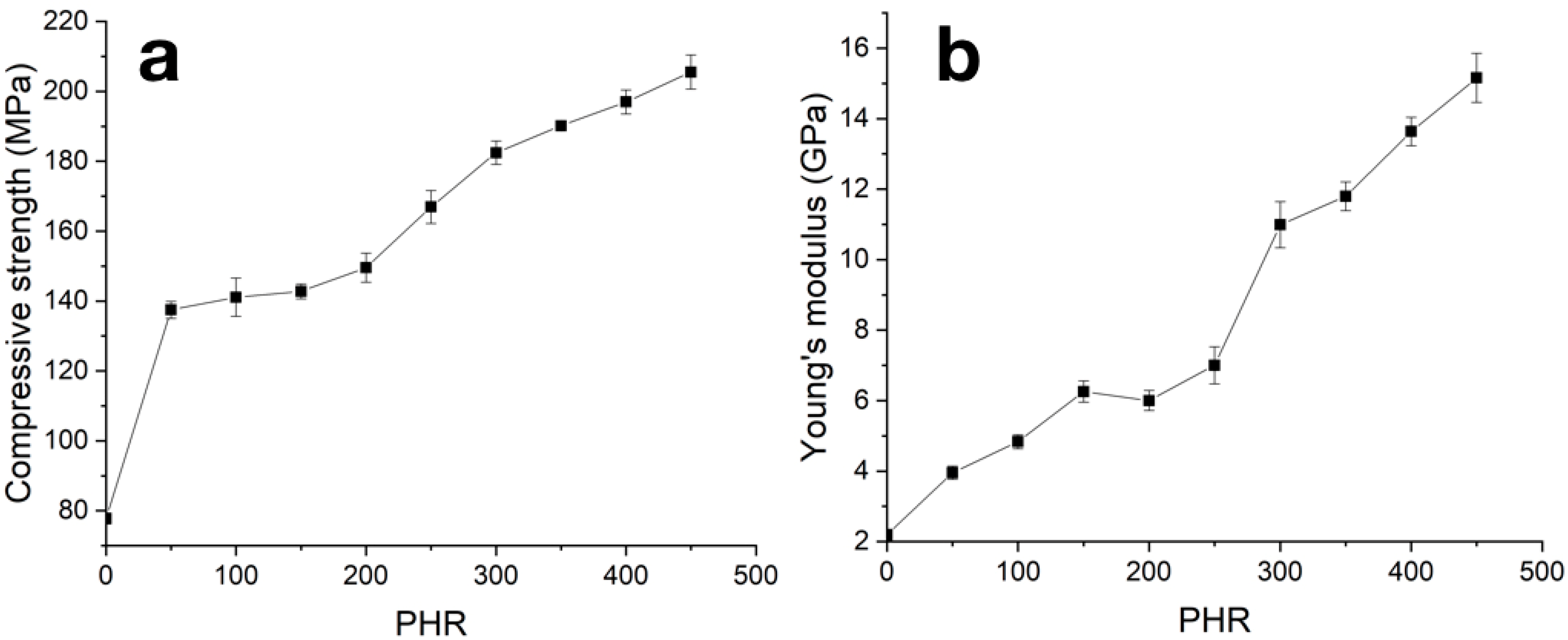
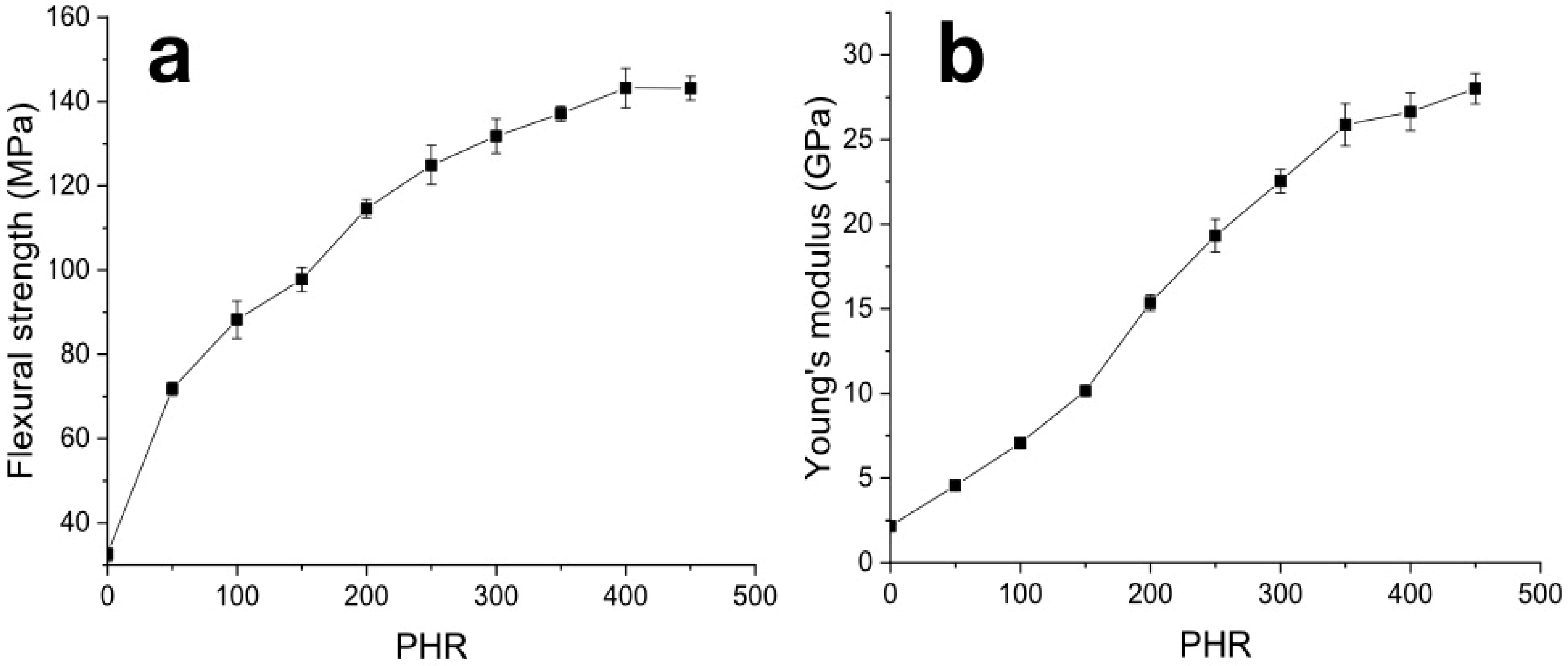
| 0 | 0.94 | 1.07 | - | - | 77.8 ± 4.4 | 2.2 ± 0.14 | 32.6 ± 1.0 | 2.16 ± 0.14 | 0.129 ± 0.02 | 0.08 ± 0.02 | 0.22 ± 0.01 | 0.31 ± 0.01 |
| 50 | 1.23 | 1.35 | 27.50 | 24.3 | 137.4 ± 2.4 | 3.95 ± 0.20 | 71.8 ± 1.6 | 4.56 ± 0.12 | 0.166 ± 0.02 | 0.098 ± 0.02 | 0.28 ± 0.01 | 0.37 ± 0.01 |
| 100 | 1.45 | 1.57 | 30.12 | 26.64 | 141.1 ± 9.5 | 4.83 ± 0.20 | 88.2 ± 4.4 | 7.07 ± 0.22 | 0.294 ± 0.03 | 0.166 ± 0.02 | 0.52 ± 0.02 | 0.62 ± 0.01 |
| 150 | 1.62 | 1.74 | 29.63 | 26.08 | 144.3 ± 0.7 | 6.26 ± 0.30 | 97.7 ± 2.9 | 10.15 ± 0.25 | 0.35 ± 0.03 | 0.199 ± 0.02 | 0.63 ± 0.02 | 0.73 ± 0.02 |
| 200 | 1.77 | 1.89 | 27.85 | 24.3 | 153.0 ± 1.8 | 6.00 ± 0.28 | 114.5 ± 2.2 | 15.36 ± 0.48 | 0.372 ± 0.04 | 0.204 ± 0.03 | 0.68 ± 0.01 | 0.74 ± 0.01 |
| 250 | 1.88 | 2.00 | 26.6 | 23.03 | 166.9 ± 4.7 | 7.00 ± 0.53 | 124.9 ± 4.6 | 19.31 ± 0.98 | 0.512 ± 0.02 | 0.28 ± 0.01 | 0.95 ± 0.01 | 1.01 ± 0.02 |
| 300 | 1.98 | 2.09 | 25.07 | 21.87 | 184.1 ± 1.2 | 11.00 ± 0.41 | 131.8 ± 4.1 | 22.54 ± 0.69 | 0.676 ± 0.03 | 0.353 ± 0.02 | 1.27 ± 0.02 | 1.27 ± 0.01 |
| 350 | 2.07 | 2.17 | 23.49 | 20.64 | 190.2 ± 0.4 | 11.8 ± 0.43 | 137.1 ± 1.9 | 25.87 ± 1.25 | 0.756 ± 0.03 | 0.402 ± 0.04 | 1.44 ± 0.01 | 1.45 ± 0.01 |
| 400 | 2.15 | 2.23 | 21.99 | 19.84 | 197.0 ± 3.4 | 13.64 ± 0.40 | 143.2 ± 4.8 | 26.64 ± 1.12 | 0.776 ± 0.02 | 0.429 ± 0.02 | 1.47 ± 0.01 | 1.51 ± 0.01 |
| 450 | 2.20 | 2.27 | 21.35 | 19.53 | 205.5 ± 6.9 | 15.16 ± 0.71 | 143.1 ± 2.8 | 28.01 ± 0.89 | 0.783 ± 0.03 | 0.452 ± 0.03 | 1.48 ± 0.02 | 1.57 ± 0.01 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Stepashkin, A.A.; Ignatyev, S.D.; Chukov, D.I.; Tcherdyntsev, V.V.; Kaloshkin, S.D.; Medvedeva, E.V. Low-Temperature Carbonized Elastomer-Based Composites Filled with Silicon Carbide. Polymers 2020, 12, 2669. https://doi.org/10.3390/polym12112669
Stepashkin AA, Ignatyev SD, Chukov DI, Tcherdyntsev VV, Kaloshkin SD, Medvedeva EV. Low-Temperature Carbonized Elastomer-Based Composites Filled with Silicon Carbide. Polymers. 2020; 12(11):2669. https://doi.org/10.3390/polym12112669
Chicago/Turabian StyleStepashkin, Andrey A., Semen D. Ignatyev, Dilyus I. Chukov, Victor V. Tcherdyntsev, Sergey D. Kaloshkin, and Elena V. Medvedeva. 2020. "Low-Temperature Carbonized Elastomer-Based Composites Filled with Silicon Carbide" Polymers 12, no. 11: 2669. https://doi.org/10.3390/polym12112669
APA StyleStepashkin, A. A., Ignatyev, S. D., Chukov, D. I., Tcherdyntsev, V. V., Kaloshkin, S. D., & Medvedeva, E. V. (2020). Low-Temperature Carbonized Elastomer-Based Composites Filled with Silicon Carbide. Polymers, 12(11), 2669. https://doi.org/10.3390/polym12112669