Vulcanizate Structures of SBR Compounds with Silica and Carbon Black Binary Filler Systems at Different Curing Temperatures

Abstract
:
1. Introduction
2. Materials and Experimental Methods
2.1. Materials
2.2. Preparation of Compound
2.3. Measurements
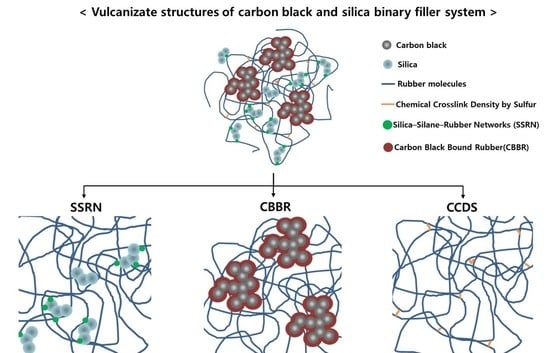
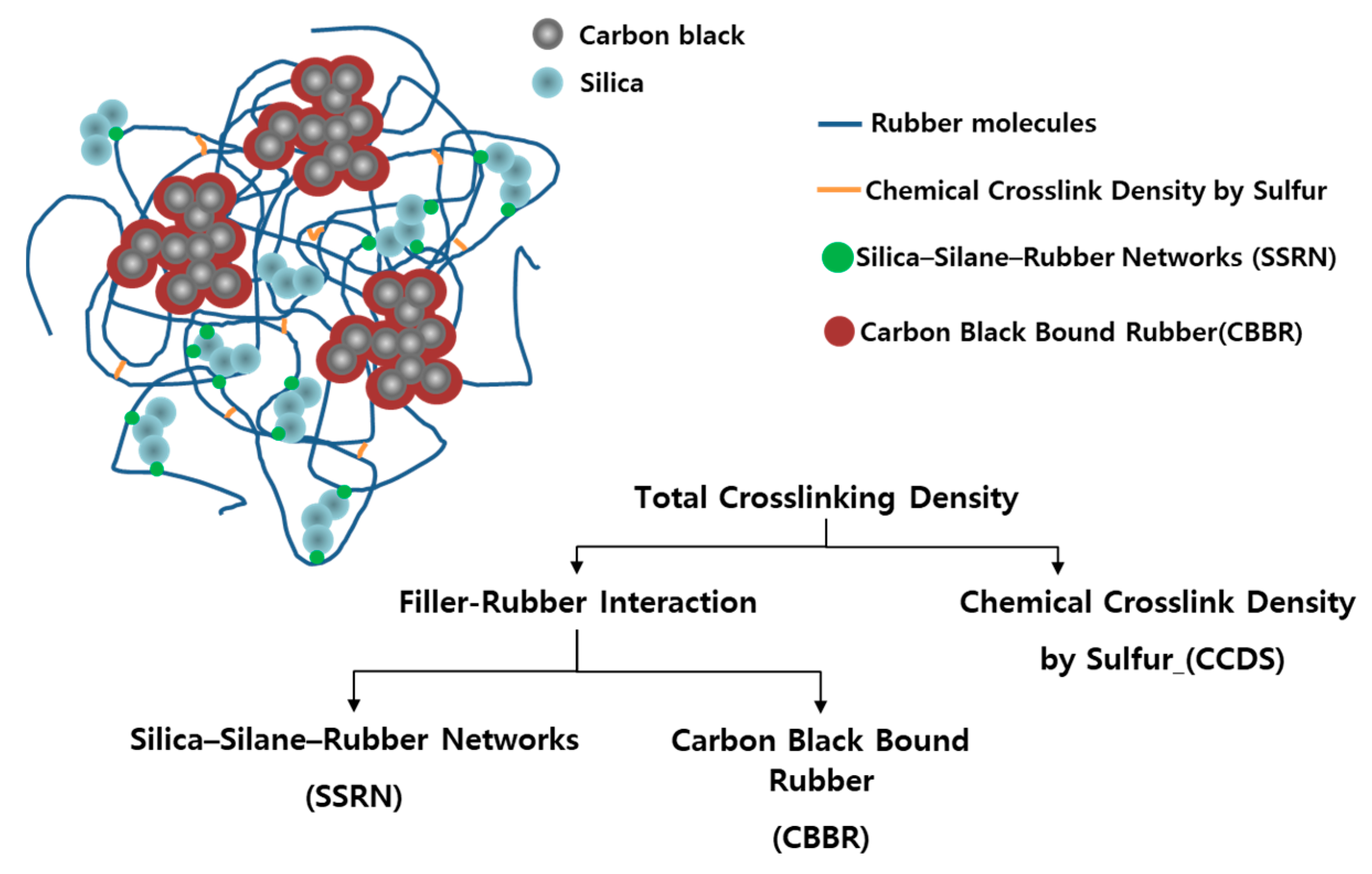
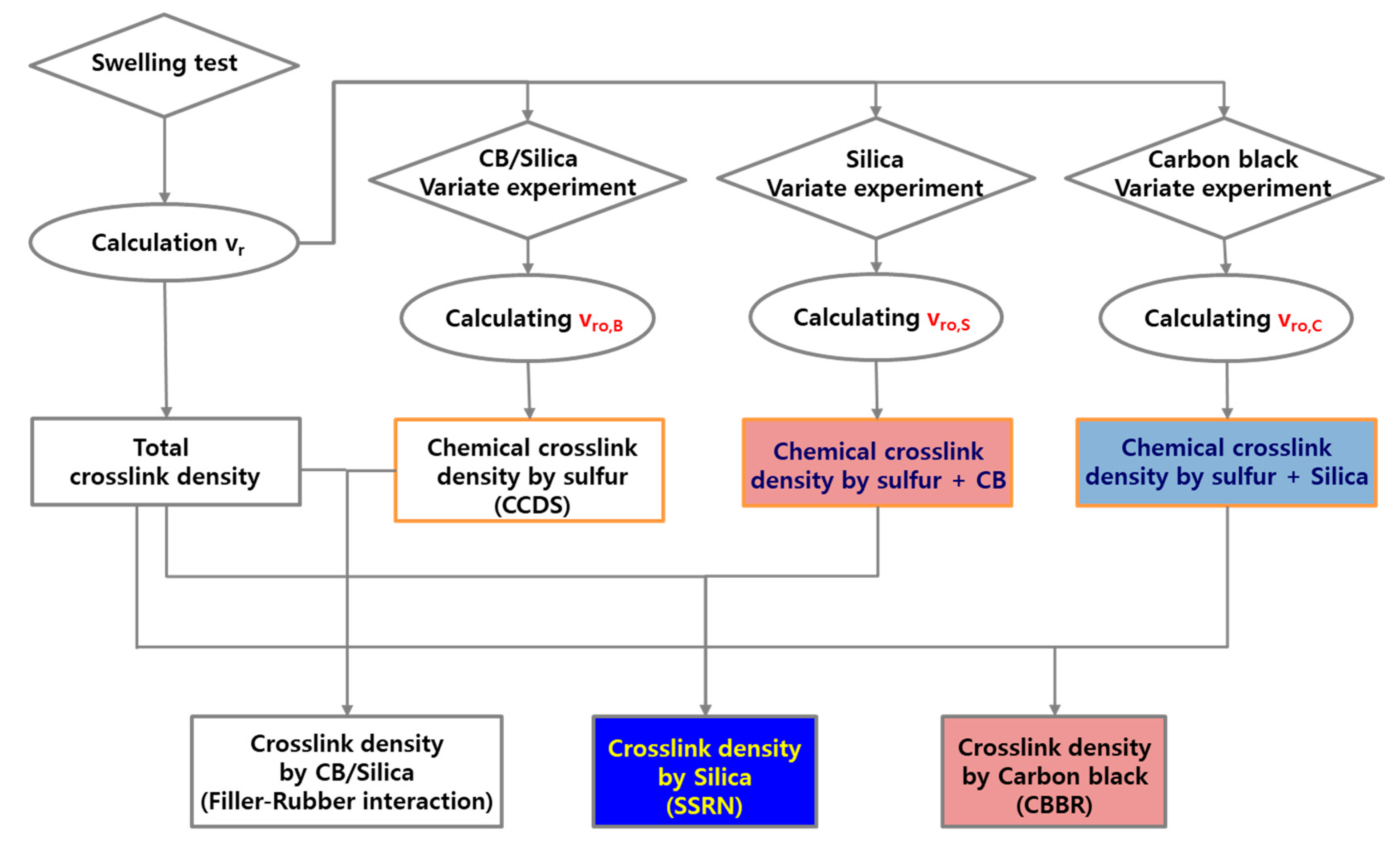
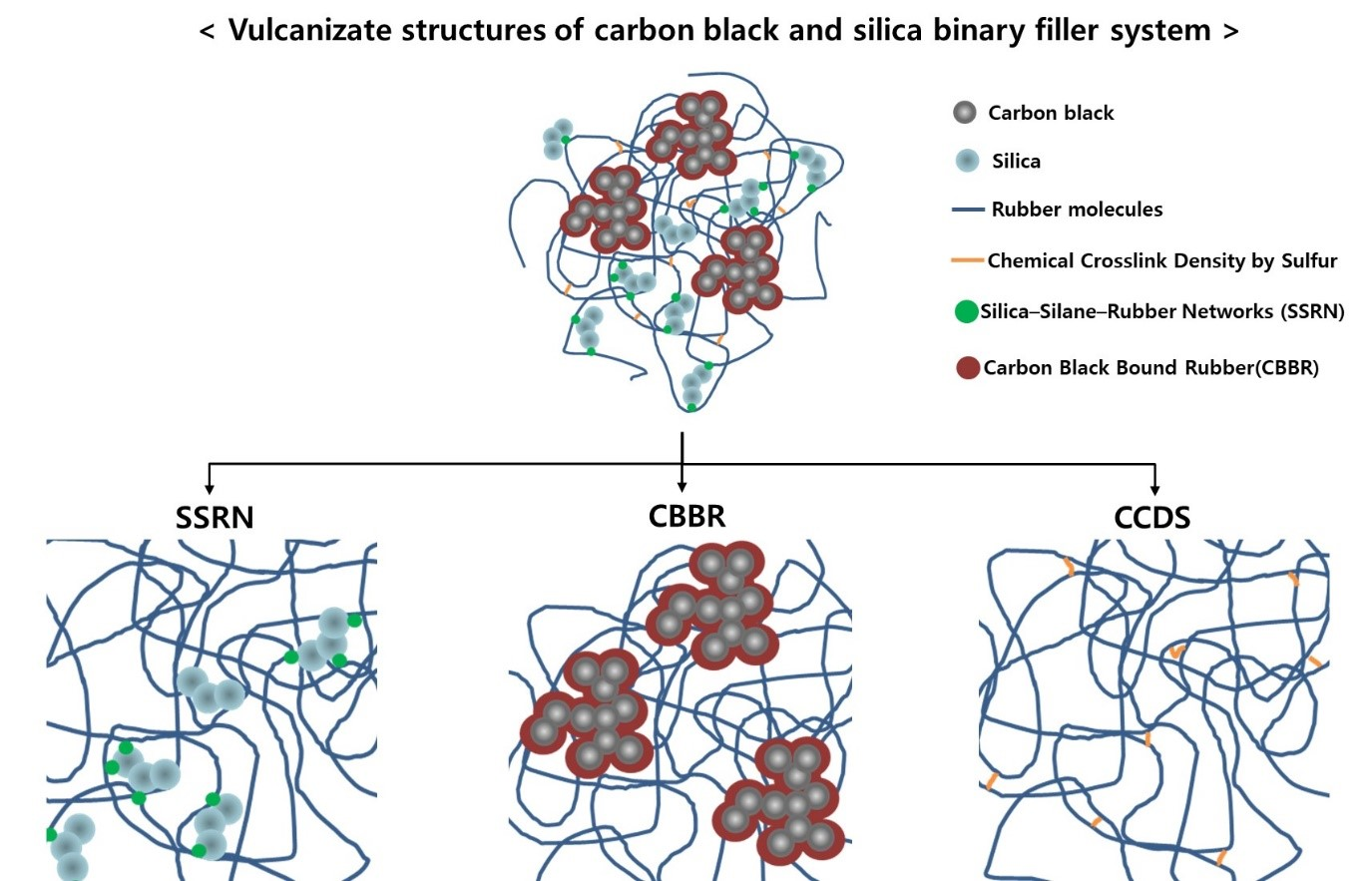
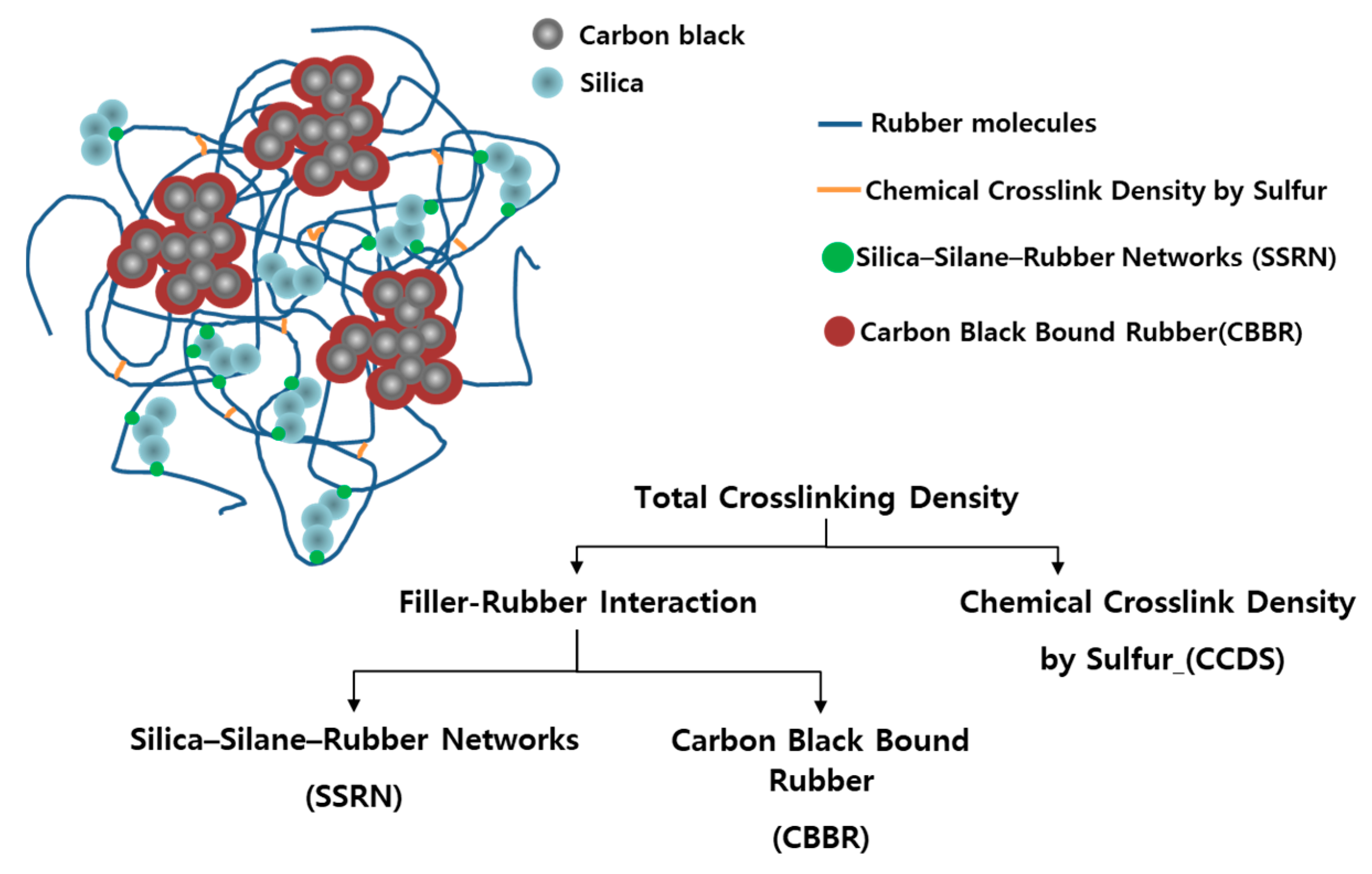
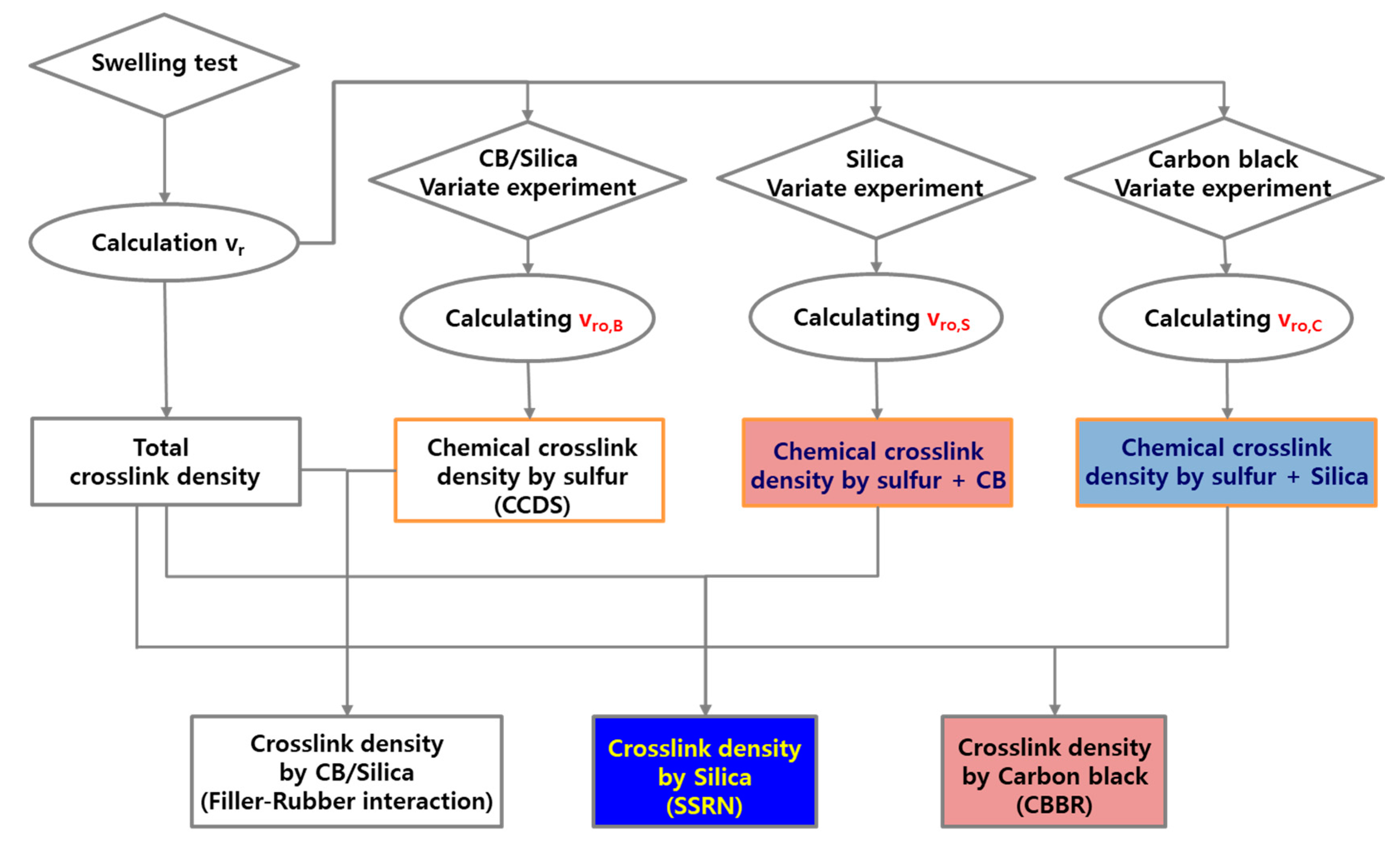
2.4. Analysis of Vulcanizate Structure
3. Results and Discussion
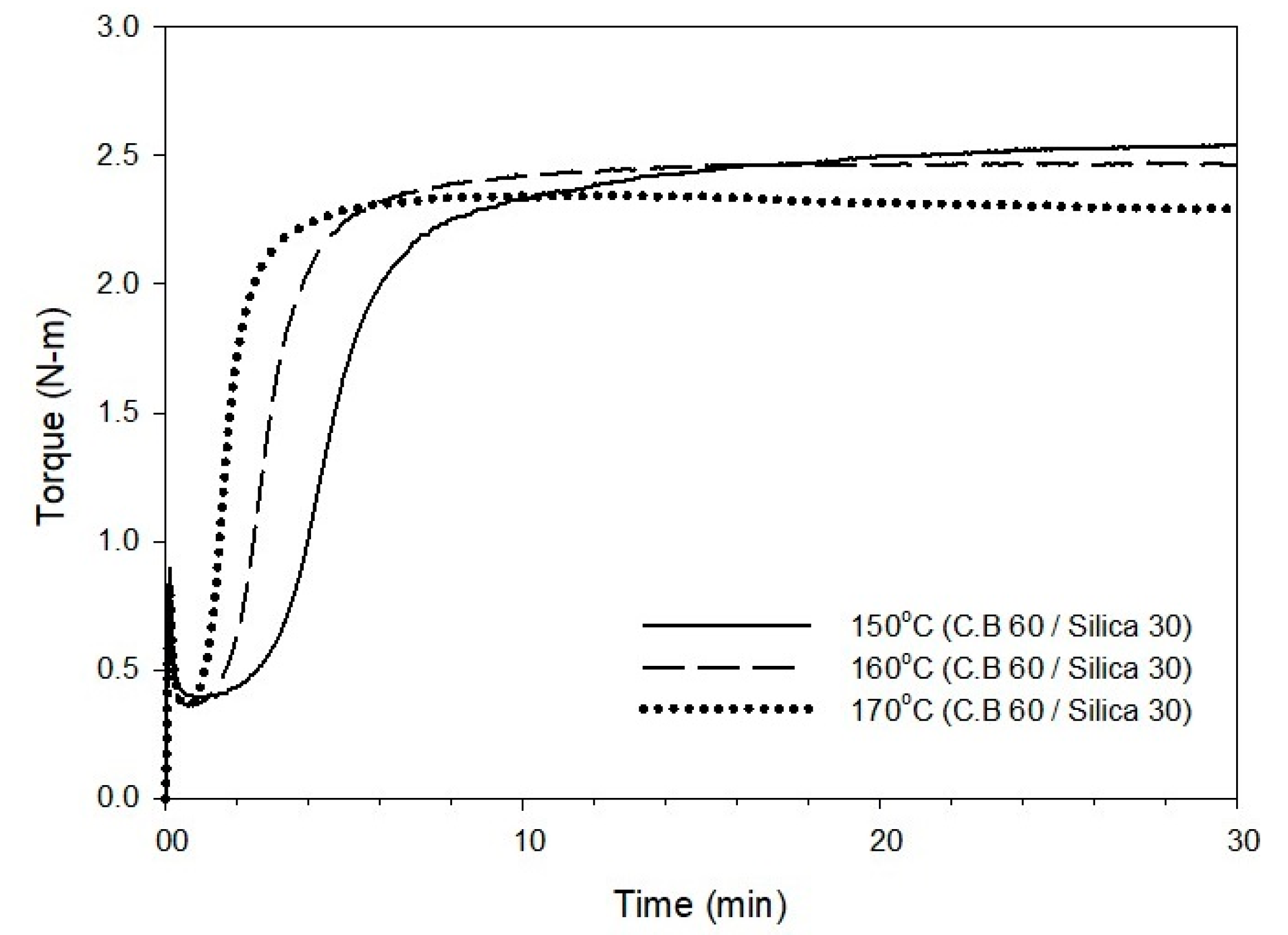
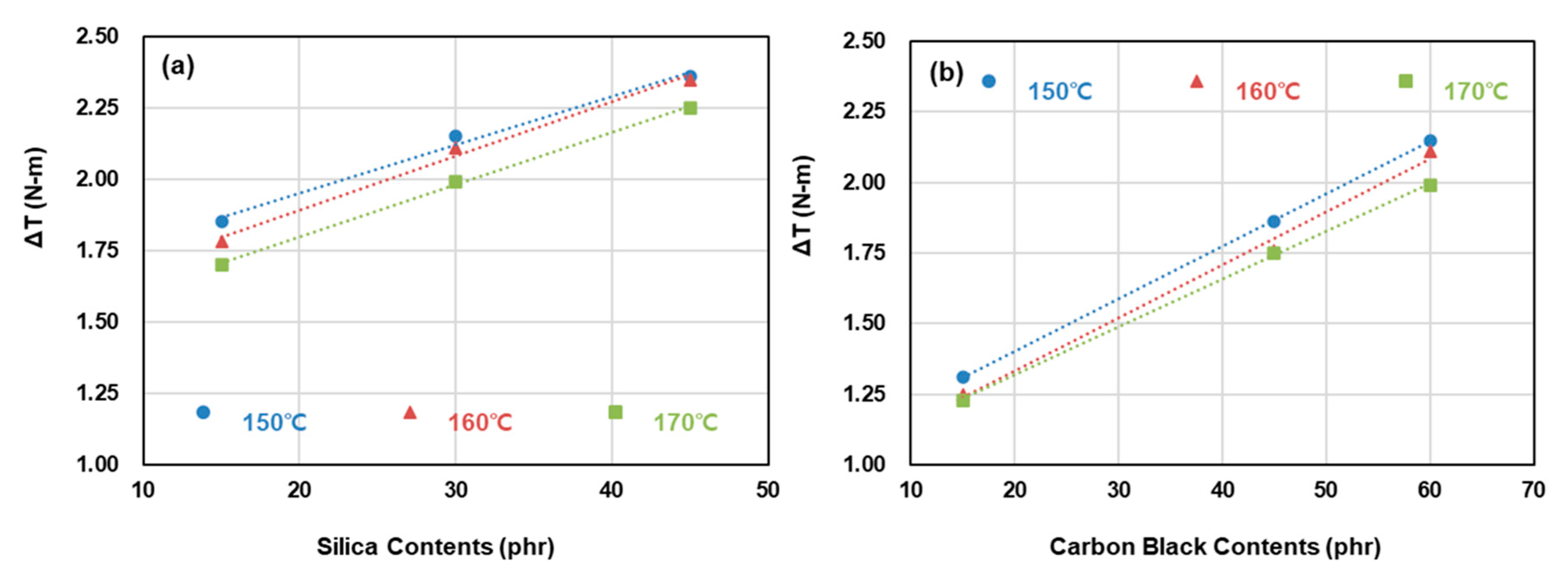
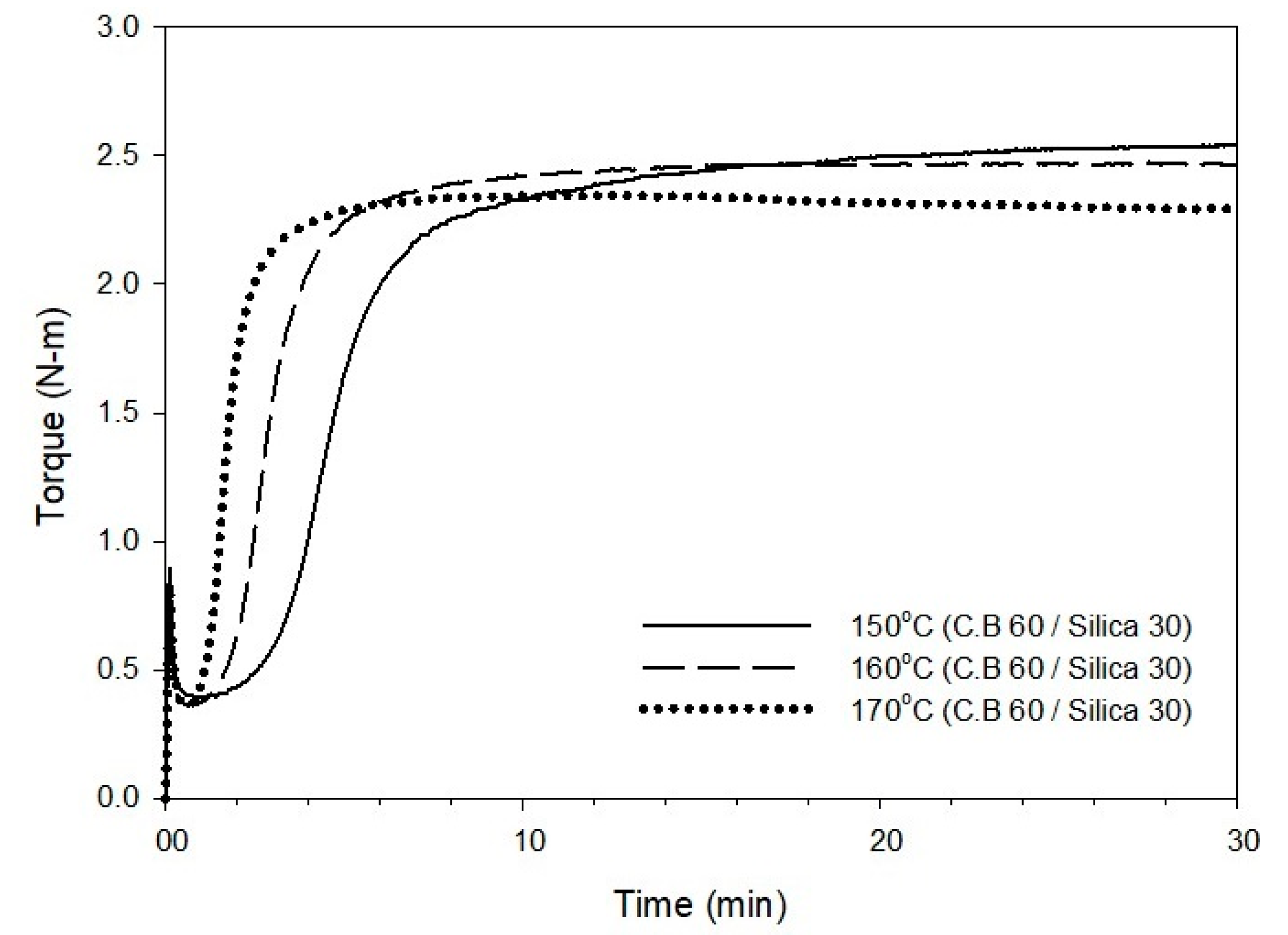
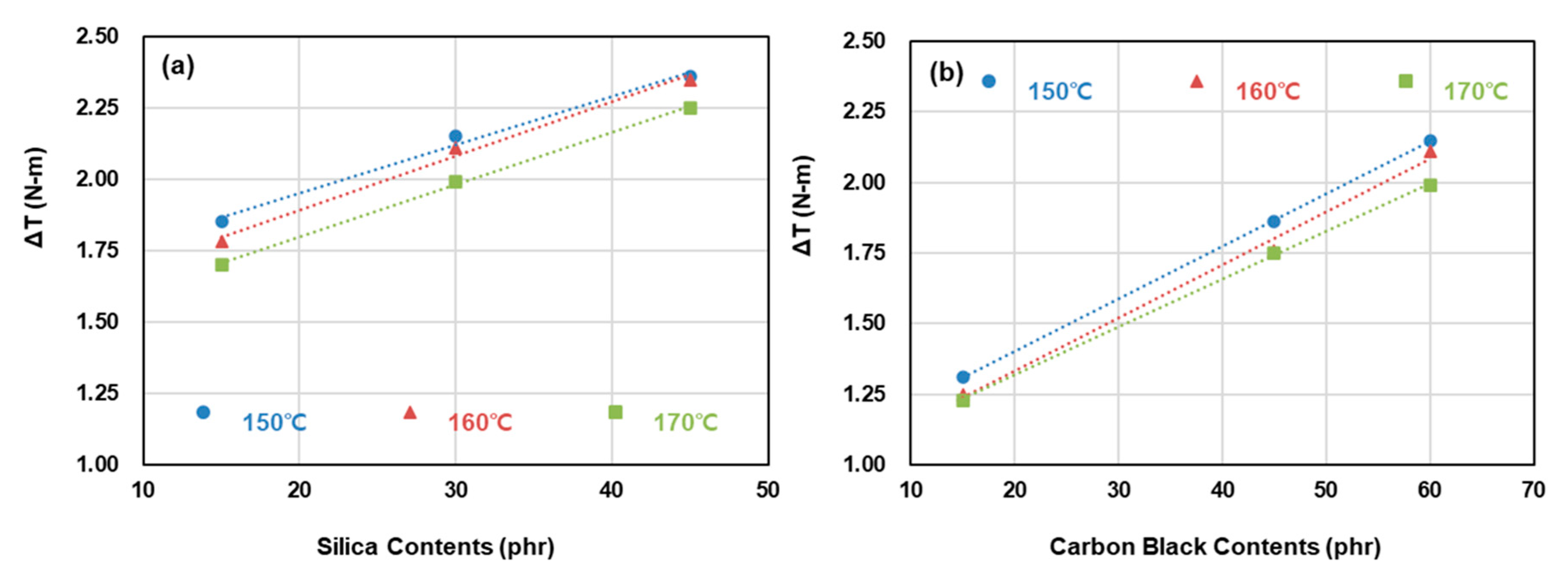
3.1. Cure Characteristics
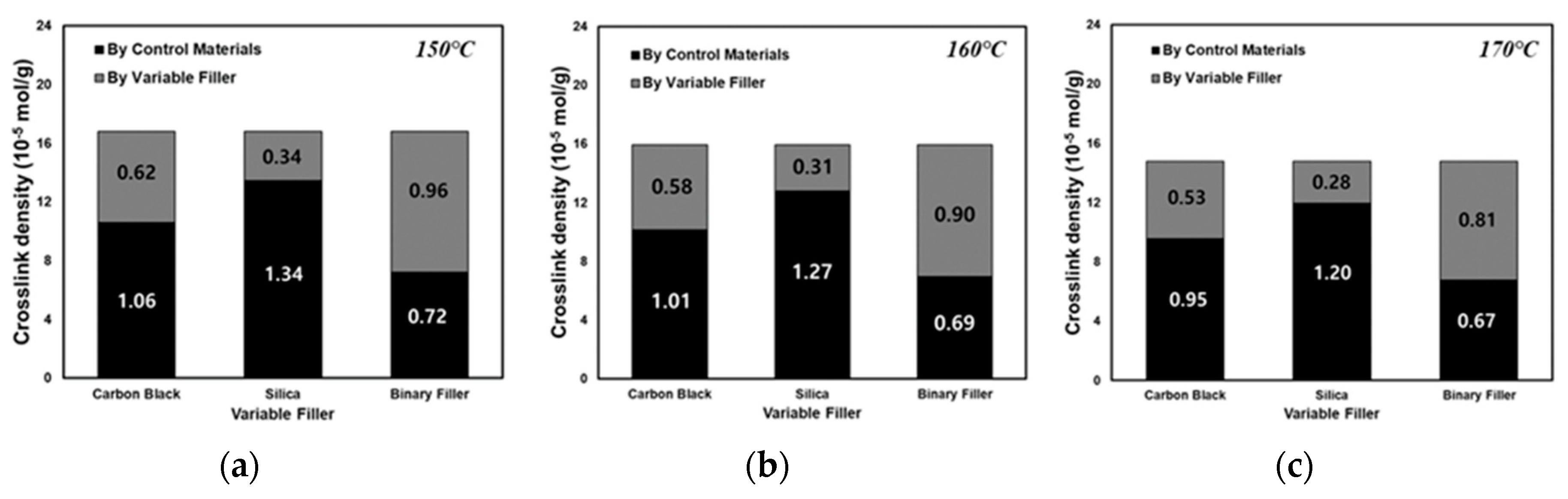
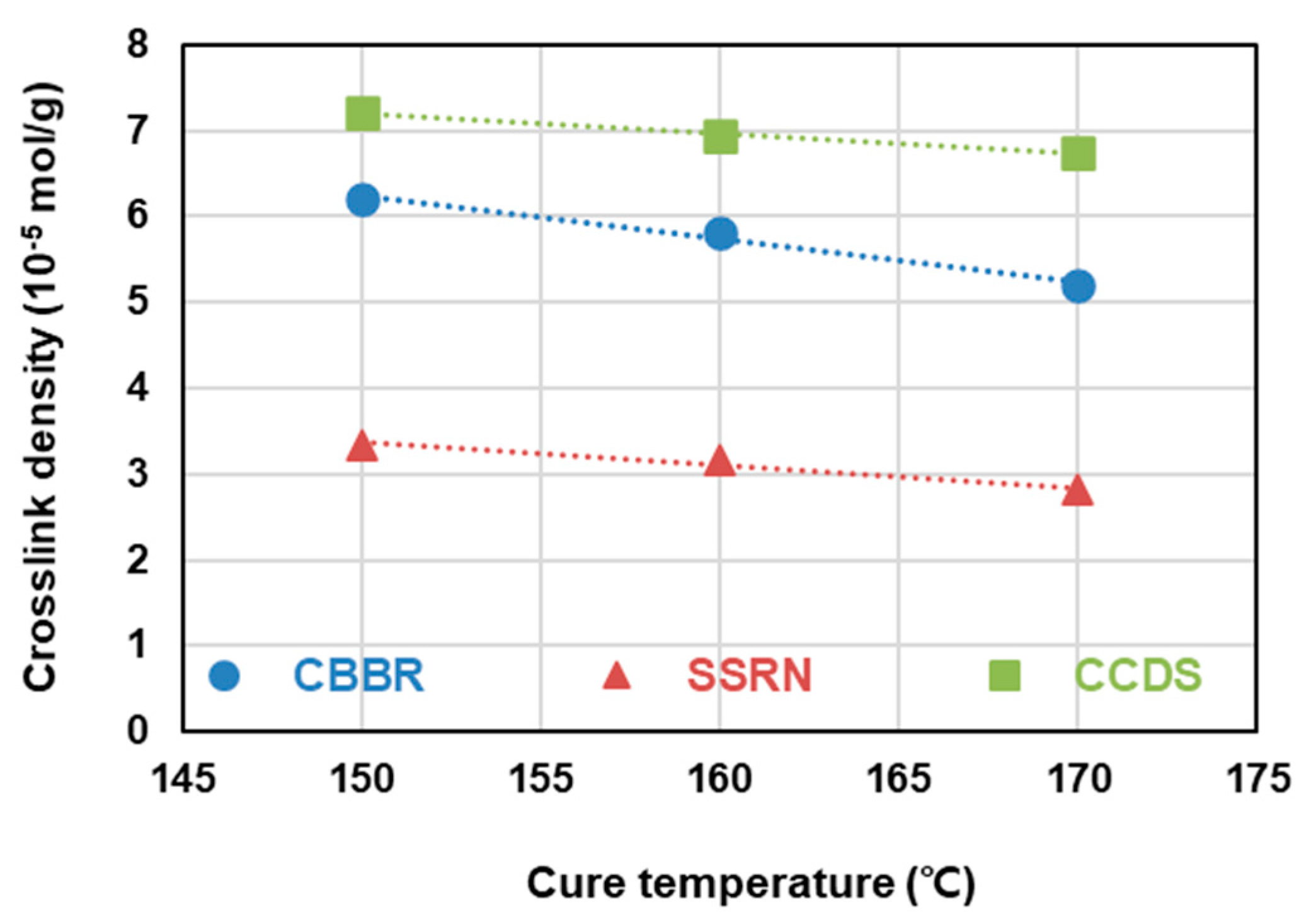
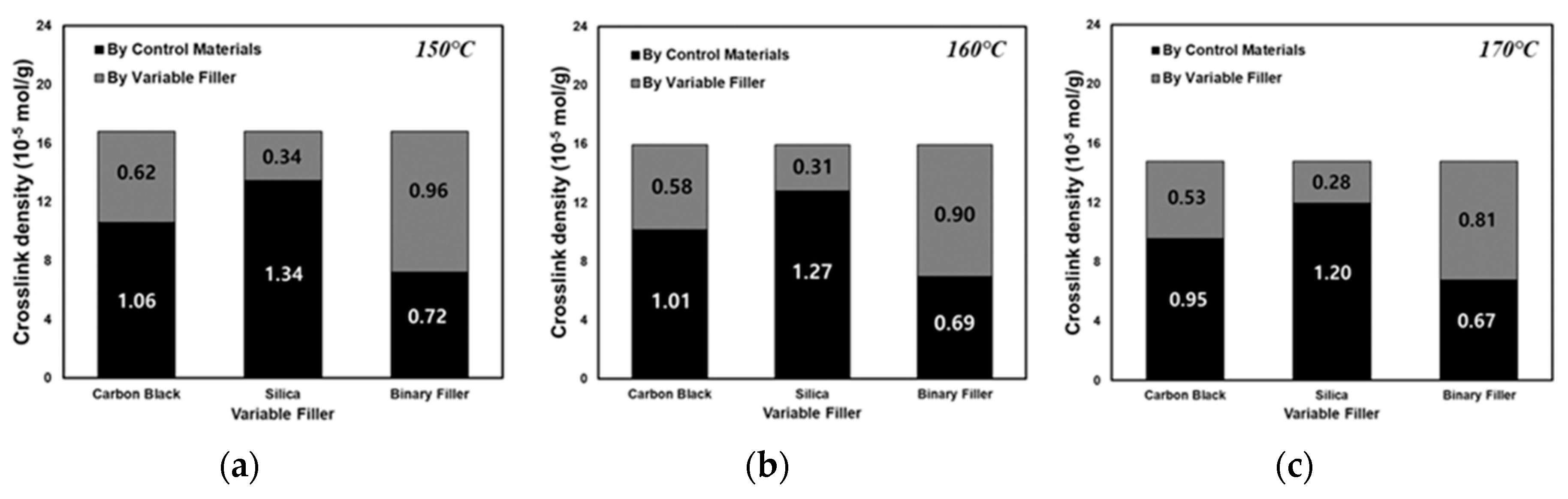
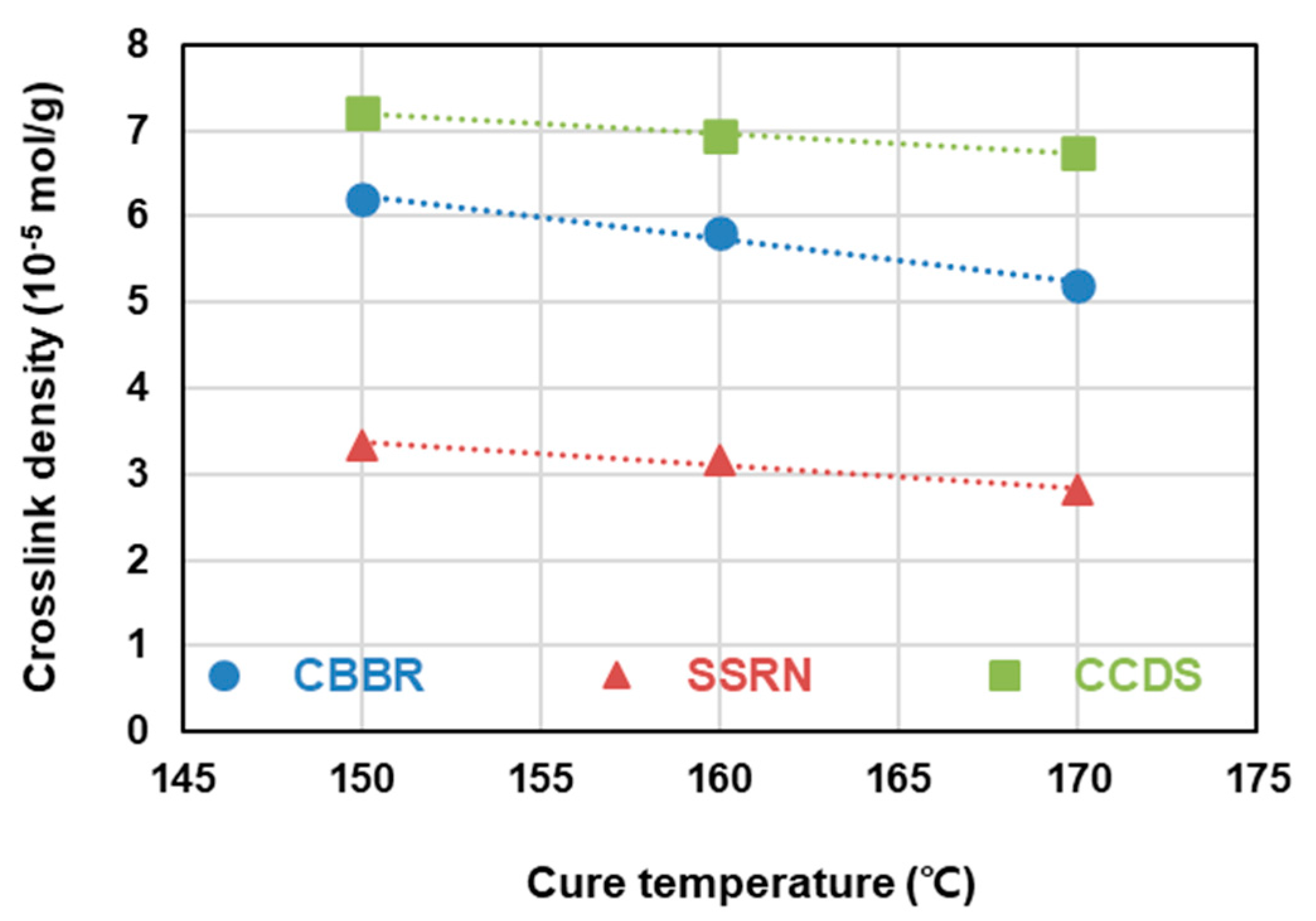
3.2. Analysis of Vulcanizates
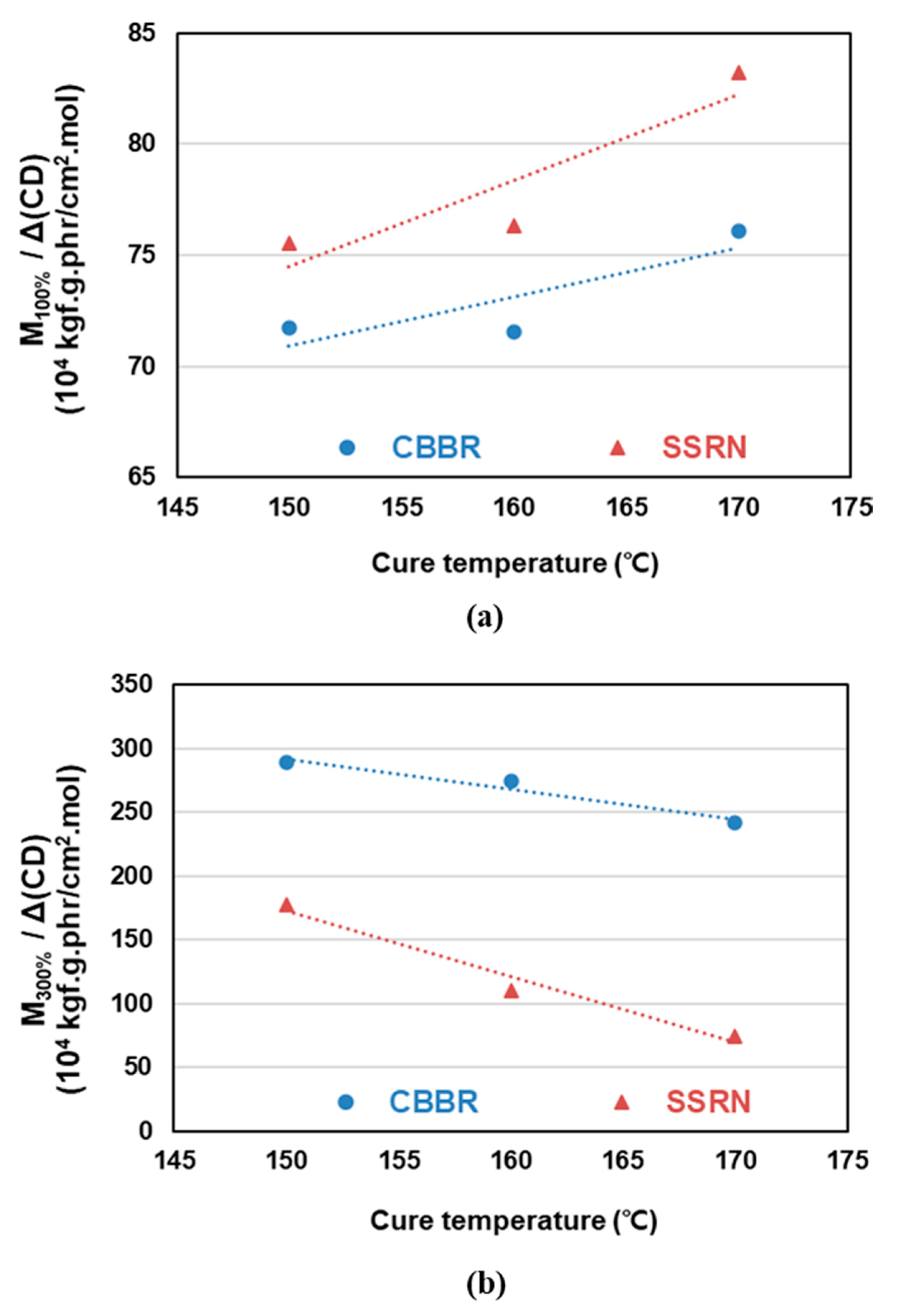
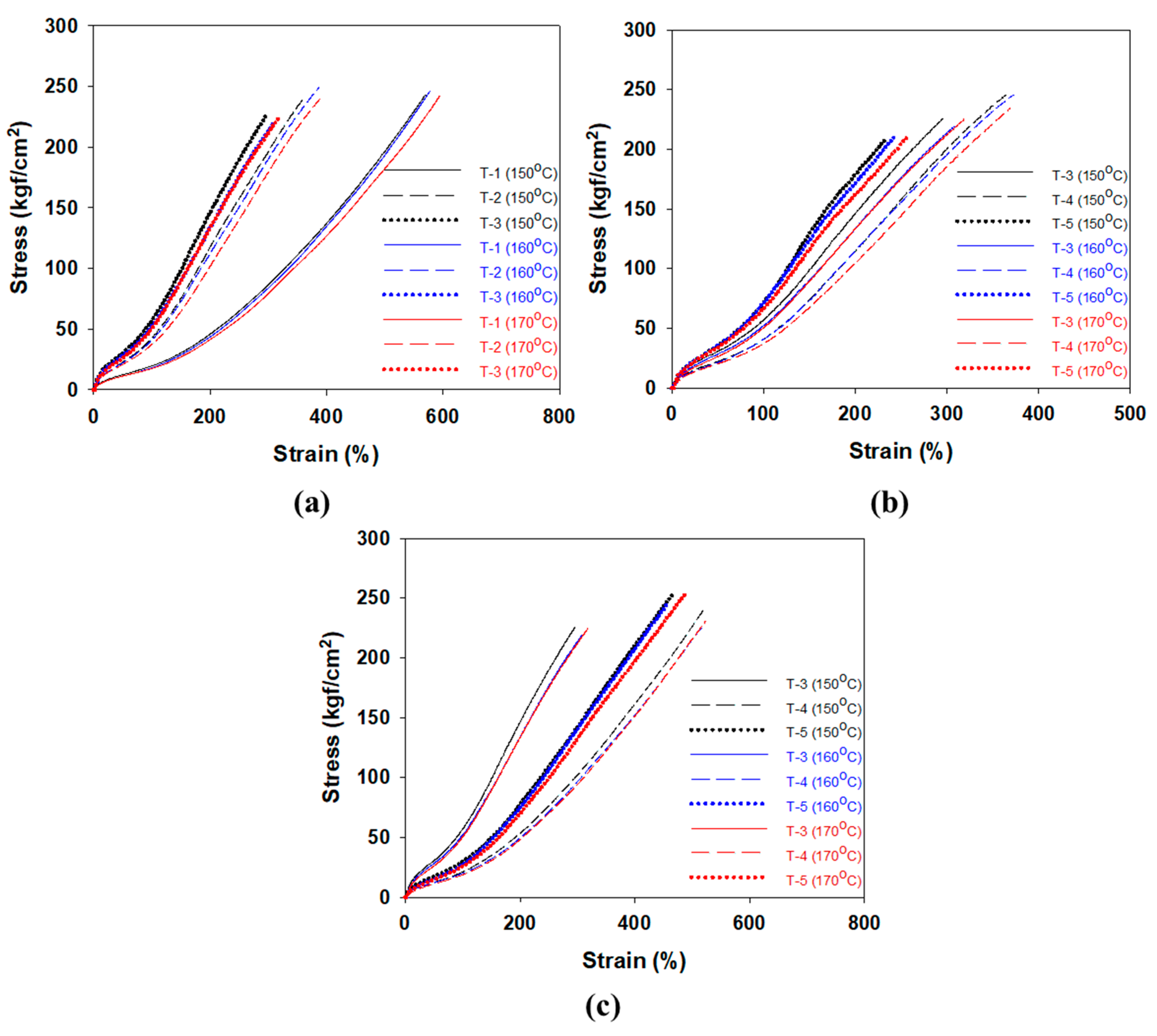
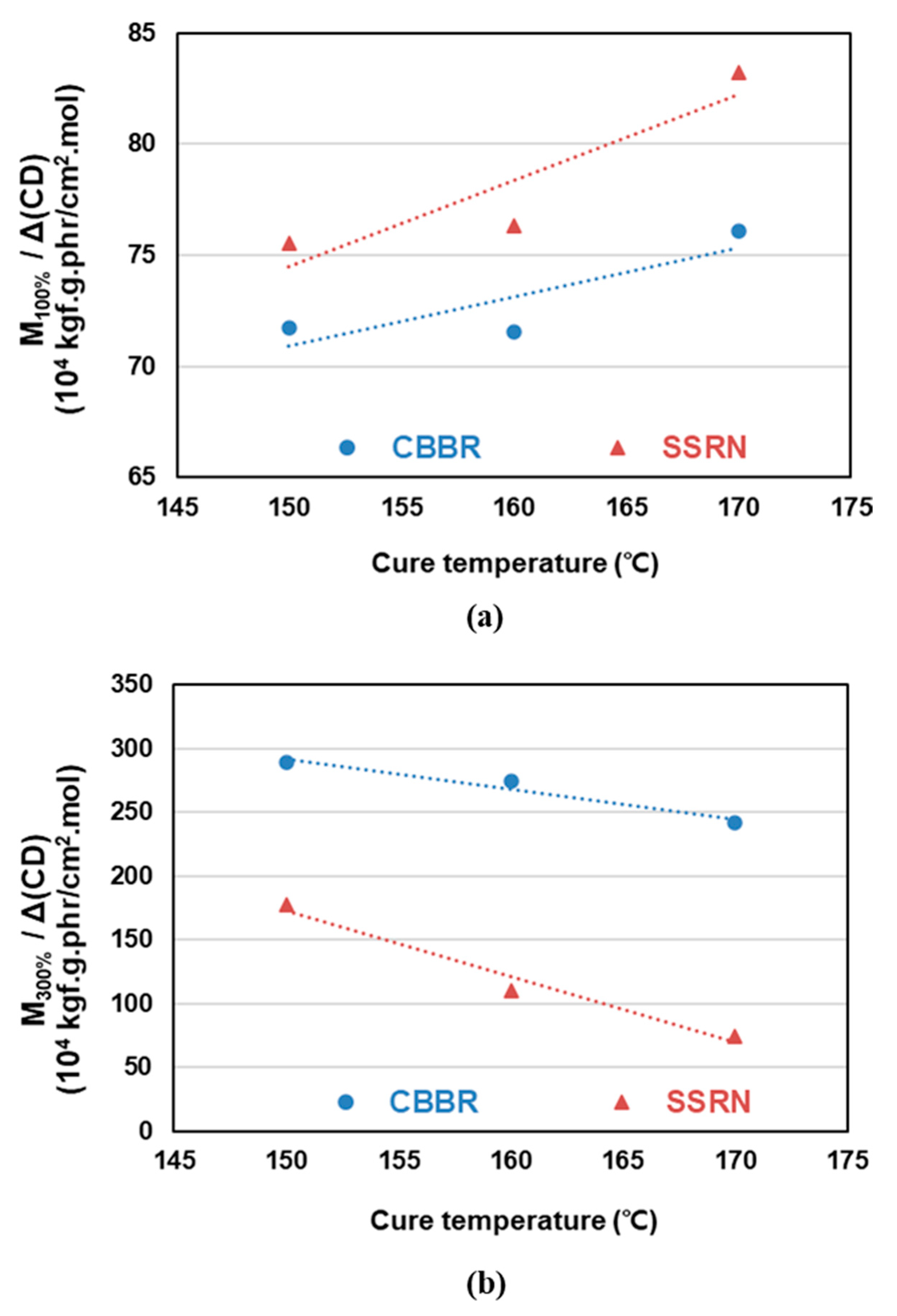
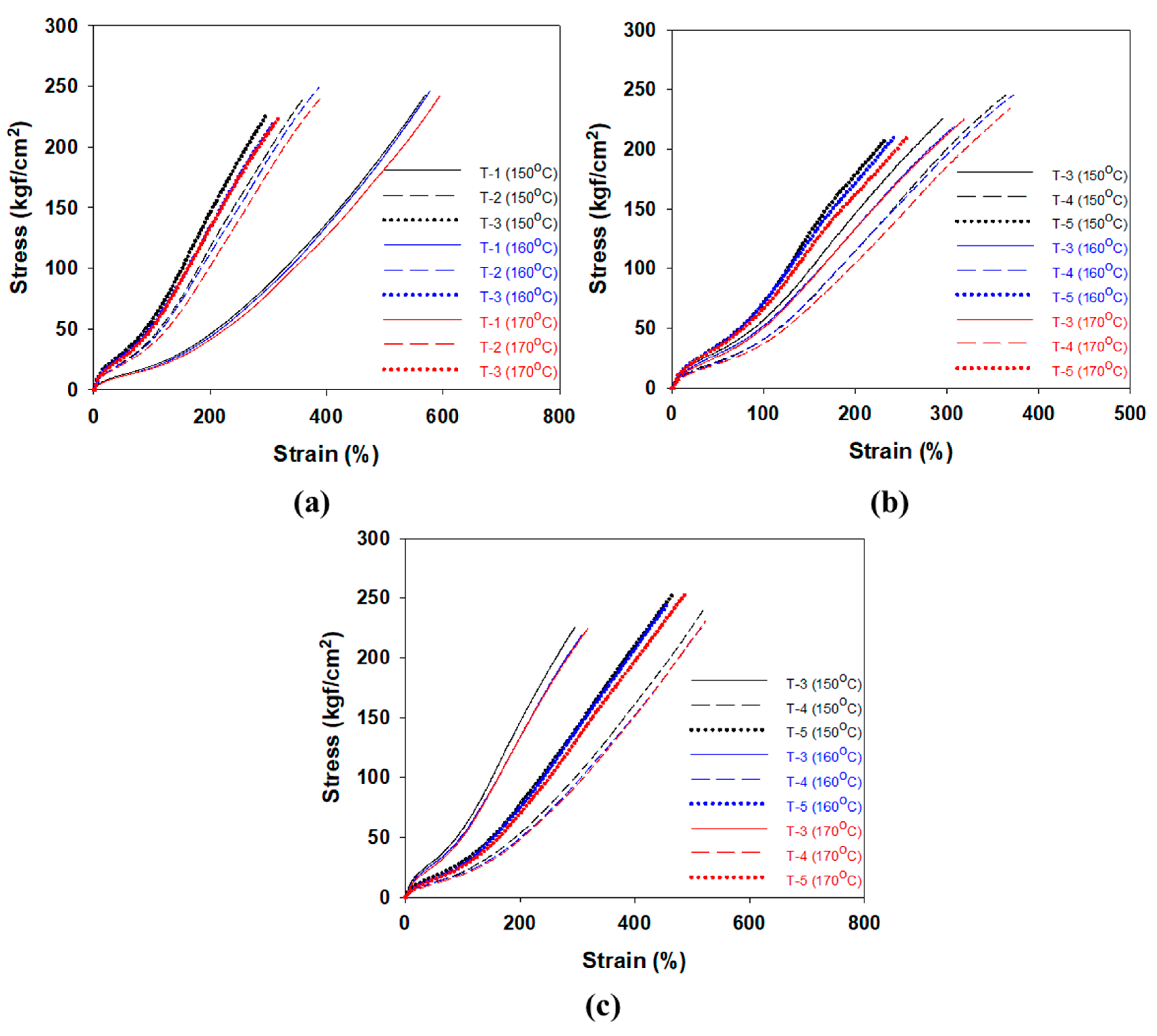
3.3. Mechanical Properties
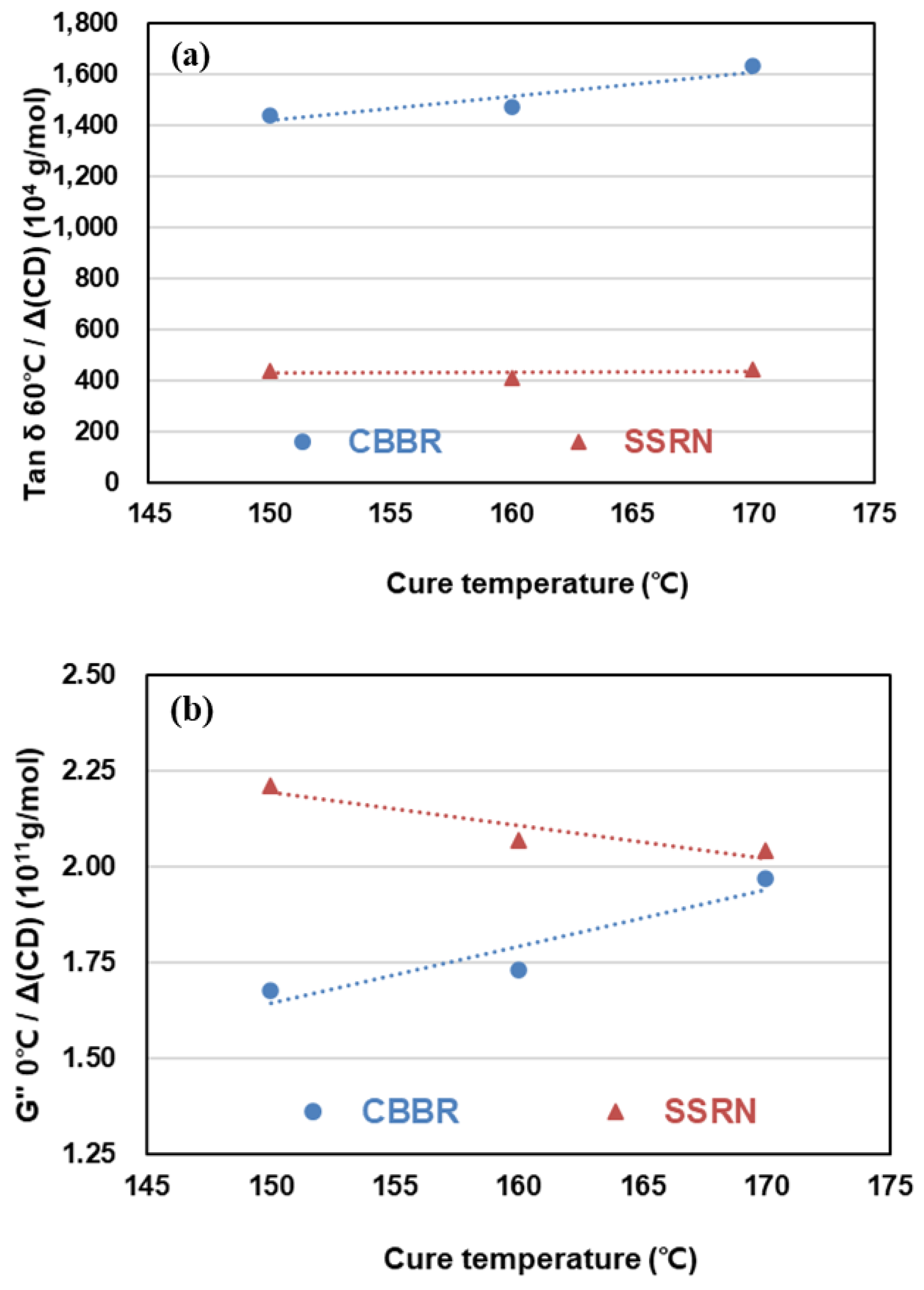
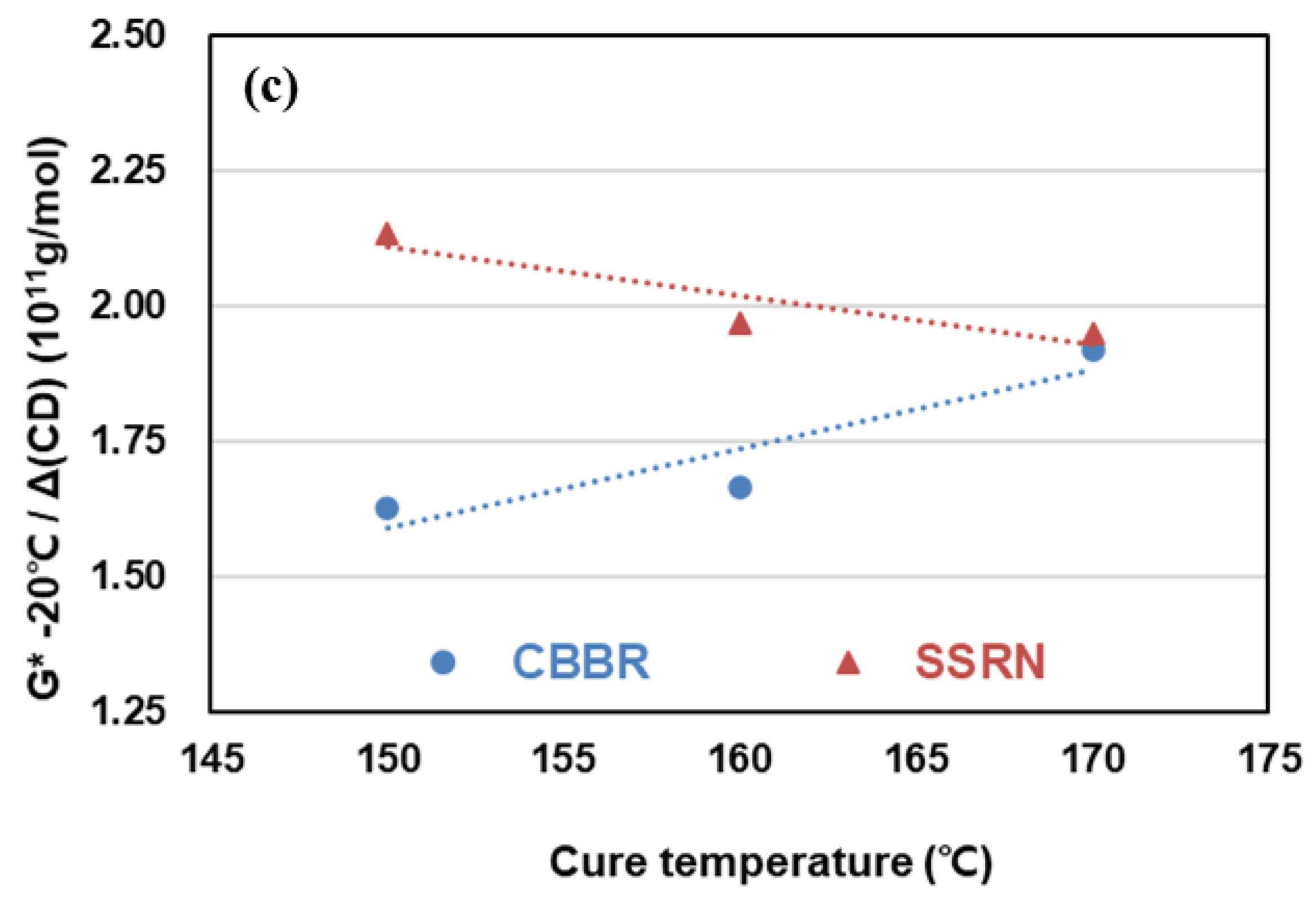
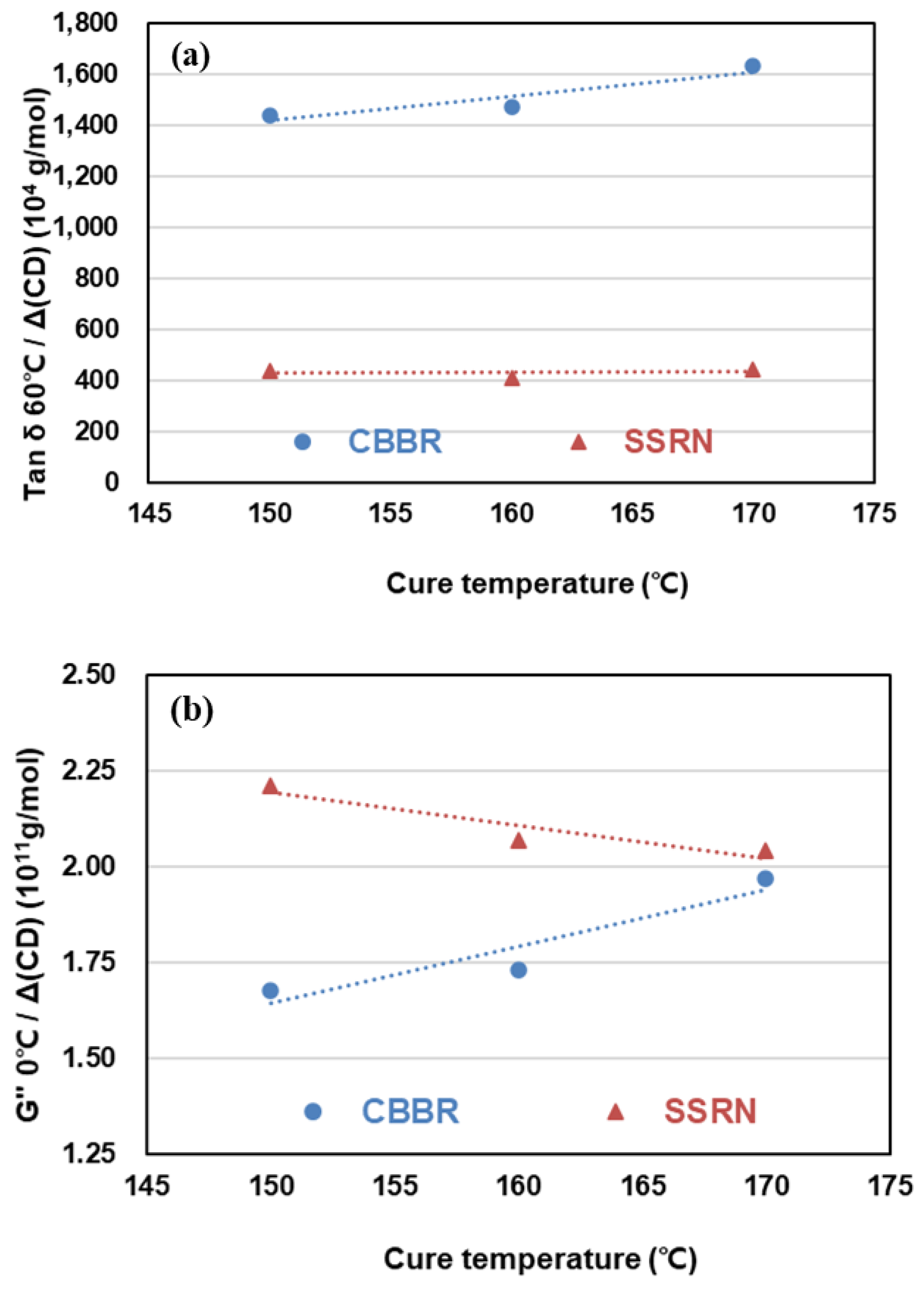
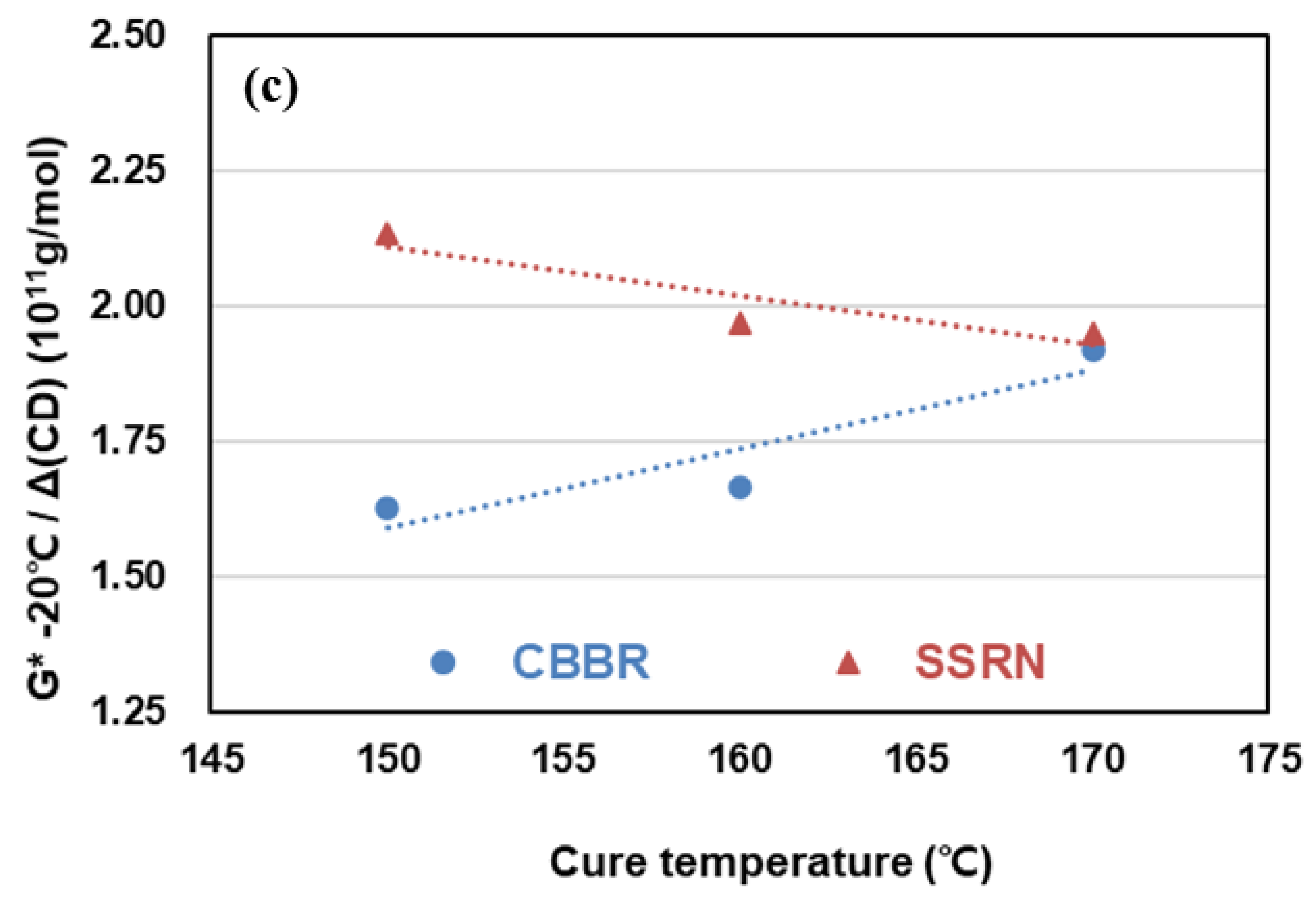
3.4. Dynamic Viscoelasticity
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Eirich, E.F.; Coran, A.Y. Science and Technology of Rubber; Academic Press: New York, NY, USA, 1987. [Google Scholar]
- Walker, F.A.; Helt, W.F. High-Temperature Curing of Radial Passenger Tires. Rubber Chem. Technol. 1986, 59, 285–304. [Google Scholar] [CrossRef]
- Hofmann, W. Vulcanization and Vulcanizing Agents; Maclaren: London, UK, 1967; p. 371. [Google Scholar]
- Fan, R.L.; Zhang, Y.; Li, F.; Zhang, Y.X. Effect of high-temperature curing on the crosslink structures and dynamic mechanical properties of gum and N330-filled natural rubber vulcanizates. Polym. Test. 2001, 20, 925–936. [Google Scholar] [CrossRef]
- Jung, Y.C. Mixed use of carbon black and silica. Elast. Compo. 1985, 20, 229. [Google Scholar]
- Wolff, S. Chemical aspects of rubber reinforcement by fillers. Rubber Chem. Technol. 1996, 69, 325–346. [Google Scholar] [CrossRef]
- Rattanasom, N.; Saowapark, T.A.; Deeprasertkul, C. Reinforcement of natural rubber with silica/carbon black hybrid filler. Polym. Test. 2007, 26, 369–377. [Google Scholar] [CrossRef]
- Wang, M.J.; Kutsovsky, Y.; Zhang, P.; Murphy, L.J.; Laube, S.; Mahmud, K. New generation carbon-silica dual phase filler part I. Characterization and application to passenger tire. Rubber Chem. Technol. 2002, 75, 247–263. [Google Scholar] [CrossRef]
- Ahn, B.; Lee, J.-Y.; Kim, D.; Kim, I.J.; Han, S.; Kim, W. Effects of silane agents and curing temperatures on vulcanizate structures. Rubber Chem. Technol. 2020, 93, 414–428. [Google Scholar] [CrossRef]
- Morrison, N.J.; Porter, M. Temperature effects on the stability of intermediates and crosslinks in sulfur vulcanization. Rubber Chem. Technol. 1984, 57, 63–85. [Google Scholar] [CrossRef]
- Choi, S.-S. Influence of rubber composition on change of crosslink density of rubber vulcanizates with EV cure system by thermal aging. J. Appl. Polym. Sci. 2000, 75, 1378–1384. [Google Scholar] [CrossRef]
- Pal, P.K.; Bhowmick, A.K.; De, S.K. The effects of carbon black-vulcanization system interactions on natural rubber network structures and properties. Rubber Chem. Technol. 1982, 55, 23–40. [Google Scholar] [CrossRef]
- Cichomski, E.; Dierkes, W.K.; Noordermeer, J.W.M.; Schultz, S.M.; Tolpekina, T.V.; Reuvekamp, L.A.E.M.; Blume, A. Effect of the crosslink density and sulfur-length on wet-traction and rolling resistance performance indicators for passenger car tire tread materials. In Proceedings of the 188th Technical Meeting of Rubber Division, ACS, Cleveland, OH, USA, 13–15 October 2015. [Google Scholar]
- Mukhopadhyay, R.; De, S.K.; Chakraborty, S.N. Effect of vulcanization temperature and vulcanization systems on the structure and properties of natural rubber vulcanizates. Polymer 1977, 18, 1243–1249. [Google Scholar] [CrossRef]
- Loo, C.T. High temperature vulcanization of elastomers: 2. Network structures in conventional sulphenamide-sulphur natural rubber vulcanizates. Polymer 1974, 15, 357–365. [Google Scholar] [CrossRef]
- Flory, P.J.; Rehner, J., Jr. Statistical mechanics of cross-linked polymer networks I. Rubberlike elasticity. J. Chem. Phys. 1943, 11, 512–520. [Google Scholar] [CrossRef]
- Flory, P.J. Statistical mechanics of swelling of network structures. J. Chem. Phys. 1950, 18, 108–111. [Google Scholar] [CrossRef]
- Kraus, G. Swelling of filler-reinforced vulcanizates. J. Appl. Polym. 1963, 7, 861–871. [Google Scholar] [CrossRef]
- Boonstra, B.B.; Taylor, G.L. Swelling of filled rubber vulcanizates. Rubber Chem. Technol. 1965, 38, 943–960. [Google Scholar] [CrossRef]
- Lee, J.-Y.; Ahn, B.; Kim, W.; Moon, H.; Paik, H.-J.; Kim, W. The effect of accelerator contents on the vulcanizate structures of SSBR/silica vulcanizates. Compos. Interfaces 2017, 24, 563–577. [Google Scholar] [CrossRef]
- Lee, J.-Y.; Park, N.; Lim, S.; Ahn, B.; Kim, W.; Moon, H.; Paik, H.-J.; Kim, W. Influence of the silanes on the crosslink density and crosslink structure of silica-filled solution styrene butadiene rubber compounds. Compos. Interfaces 2017, 24, 711–727. [Google Scholar] [CrossRef]
- Park, N.; Ahn, B.; Lee, J.-Y.; Kim, W.; Moon, H.; Kim, W. Effect of organosilane agents on the vulcanizate structure and physical properties of silica-filled solution styrene butadiene rubber compounds. Compos. Interfaces 2018, 25, 259–273. [Google Scholar] [CrossRef]
- Ahn, B.; Kim, D.; Kim, K.; Kim, I.J.; Kim, H.J.; Kang, C.H.; Lee, J.-Y.; Kim, W. Effect of the functional group of silanes on the modification of silica surface and the physical properties of solution styrene-butadiene rubber/silica composites. Compos. Interfaces 2019, 26, 585–596. [Google Scholar] [CrossRef]
- Ahn, B.; Park, N.; Kim, D.; Kim, W. Influence of end-functionalized solution styrene–butadiene rubber on silica-filled vulcanizates with various silica–silane systems. Rubber Chem. Technol. 2019, 92, 364–377. [Google Scholar] [CrossRef]
- Kim, I.J.; Ahn, B.; Kim, D.; Lee, H.J.; Kim, H.J.; Kim, W. Vulcanizate structures and mechanical properties of rubber compounds with silica and carbon black binary filler systems. Rubber Chem. Technol. 2020, 93. [Google Scholar] [CrossRef]
- Wolff, S.; Wang, M.J.; Tan, E.H. Filler-Elastomer interactions. X: The effect of filler-elastomer and filler-filler interaction on rubber reinforcement. Kautsch. Gummi Kunstst. 1994, 47, 102–107. [Google Scholar]
- Fukahori, Y. Generalized concept of the reinforcement of elastomers. Part 1: Carbon black reinforcement of rubbers. Rubber Chem. Technol. 2007, 80, 701–725. [Google Scholar] [CrossRef]
- Dörrie, H.; Schröder, C.; Wies, B. Winter tires: Operating conditions, tire characteristics and vehicle driving behavior. Tire Sci. Technol. 2010, 38, 119–136. [Google Scholar] [CrossRef]
- Della Vecchia, G. Performance resins in tread formulations—Optimizing wet, winter, wear. In Proceedings of the Tire Technology EXPO 2019, Hannover, Germany, 5–7 March 2019. [Google Scholar]
- Veith, A.G. Rubber vs countersurface frictional behaviour: How this influences the traction of pneumatic tyres. Prog. Rubber Plast. Technol. 1998, 14, 1–49. [Google Scholar]
- Derham, C.F.; Newell, R.; Swift, P.M. The use of silica for improving tread grip in winter tyres. NR Technol. 1988, 19, 1–49. [Google Scholar]
- Liu, X.; Zhao, S.; Zhang, X.; Li, X.; Bai, Y. Preparation, structure, and properties of solution-polymerized styrene-butadiene rubber with functionalized end-groups and its silica-filled composites. Polymer 2014, 55, 1964–1976. [Google Scholar] [CrossRef]
- Han, J.; Zhang, X.; Guo, W.; Wu, C. Effect of modified carbon black on the filler–elastomer interaction and dynamic mechanical properties of SBR vulcanizates. J. Appl. Polym. 2006, 100, 3707–3712. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Compound Code | T-1 | T-2 | T-3 | T-4 | T-5 | T-6 | T-7 | |
|---|---|---|---|---|---|---|---|---|
| Stage 1 | ESBR | 100 | 100 | 100 | 100 | 100 | 100 | 100 |
| Carbon black (N110) | 15 | 45 | 60 | 60 | 60 | 30 | 40 | |
| Silica (7000GR) | 30 | 30 | 30 | 15 | 45 | 15 | 20 | |
| X50-S * | 4.8 | 4.8 | 4.8 | 2.4 | 7.2 | 2.4 | 3.2 | |
| TDAE oil | 13.3 | 13.3 | 13.3 | 13.3 | 13.3 | 13.3 | 13.3 | |
| Zinc oxide | 3 | 3 | 3 | 3 | 3 | 3 | 3 | |
| Stearic acid | 2 | 2 | 2 | 2 | 2 | 2 | 2 | |
| 6PPD | 2 | 2 | 2 | 2 | 2 | 2 | 2 | |
| TMQ | 2 | 2 | 2 | 2 | 2 | 2 | 2 | |
| Stage 2 | Stage 1 masterbatch | 200 | 200 | 200 | 200 | 200 | 200 | 200 |
| Sulfur | 1.6 | 1.6 | 1.6 | 1.6 | 1.6 | 1.6 | 1.6 | |
| DPG | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 | |
| TBBS | 2.6 | 2.6 | 2.6 | 2.6 | 2.6 | 2.6 | 2.6 | |
| PVI | 0.2 | 0.2 | 0.2 | 0.2 | 0.2 | 0.2 | 0.2 | |
| Stage 1 | |
|---|---|
| 0–20″ | Rubbers (initial temperature: 110 °C) |
| 20″–1′00 | 1/2 filler (carbon black) |
| 1′00″–1′40″ | 1/2 filler (carbon black) |
| 1′40″–2′40″ | Oil |
| 2′40″–3′40″ | 1/2 filler (silica), 1/2 silane |
| 3′40″–4′40″ | 1/2 filler (silica), 1/2 silane |
| 4′40″–5′40″ | ZnO, Stearic acid, 6PPD, TMQ |
| 5′40″–10′40″ | Extra mix and dump (dump temperature: 150–155 °C) |
| Stage 2 | |
| 0–20″ | Compounds of stage 1 (initial temperature: 50 °C) |
| 20″–1′ | Sulfur, cure accelerators (TBBS, DPG, PVI) |
| 1′–2′ | Extra mix and dump (dump temperature: 100 °C)) |
| Cure Temperature | 150 °C | 160 °C | 170 °C |
|---|---|---|---|
| Filler contents (C.B/Silica) | 60/30 | ||
| t10/t90 (min:sec) | 03:05/09:54 | 01:53/05:12 | 01:11/03:05 |
| Tmin/Tmax (N·m) | 0.390/2.553 | 0.363/2.473 | 0.355/2.346 |
| ΔT (Tmax − Tmin, N·m) | 2.15 | 2.11 | 1.99 |
| Crosslink Density (10−5 mol/g) | 150 °C | 160 °C | 170 °C | Decrease Rate (10−5 mol/g∙°C) |
|---|---|---|---|---|
| CBBR | 6.21 [37.0%] | 5.82 (−0.39) [36.5%] | 5.21 (−0.61) [35.2%] | −0.050 |
| SSRN | 3.35 [20.0%] | 3.17 (−0.18) [19.9%] | 2.82 (−0.35) [19.1%] | −0.027 |
| CCDS | 7.22 [43.0%] | 6.95 (−0.27) [43.6%] | 6.75 (−0.20) [45.7%] | −0.024 |
| Total | 16.78 | 15.94 (−0.84) | 14.78 (−1.16) | −0.101 |
| Crosslink Density per phr of Filler(10−6 mol/g∙phr) | 150 °C | 160 °C | 170 °C | Decrease Rate (10−6 mol/g∙°C) |
|---|---|---|---|---|
| CBBR/phr | 1.16 | 1.08 | 0.96 | −0.0098 |
| SSRN/phr | 1.32 | 1.27 | 1.15 | −0.0085 |
| Description | M100% per CBBR or SSRN (104 kgf·g·phr/cm2·mol) | M300% per CBBR or SSRN (104 kgf·g·phr/cm2·mol) | ||||||
|---|---|---|---|---|---|---|---|---|
| Cure Temperature | 150 °C | 160 °C | 170 °C | RoC * | 150 °C | 160 °C | 170 °C | RoC * |
| CBBR | 71.71 | 71.57 | 76.09 | 0.219 | 288.85 | 274.26 | 241.62 | −2.362 |
| SSRN | 75.54 | 76.32 | 83.24 | 0.385 | 178.03 | 110.43 | 74.92 | −5.156 |
| Cure Temperature | 150 °C | 160 °C | 170 °C | RoC | |
|---|---|---|---|---|---|
| Tan ẟ at 60 °C per CBBR or SSRN (104 g∙phr/mol) | Carbon black variate (CBBR) | 1439.7 | 1468 | 1628.9 | 9.46 |
| Silica variate (SSRN) | 439.14 | 411.29 | 442.43 | 0.165 | |
| G″ at 0 °C per CBBR or SSRN (1011 MPa·g∙phr/mol) | Carbon black variate (CBBR) | 1.676 | 1.732 | 1.971 | 0.015 |
| Silica variate (SSRN) | 2.213 | 2.071 | 2.041 | -0.008 | |
| G* at −20 °C per CBBR or SSRN (1011 MPa·g∙phr/mol) | Carbon black variate (CBBR) | 1.626 | 1.667 | 1.917 | 0.145 |
| Silica variate (SSRN) | 2.135 | 1.970 | 1.951 | −0.092 | |
| Item | Cure Temp. | Crosslink Density | M100% | M300% | Fuel Economy | Wet Traction | Snow Traction |
|---|---|---|---|---|---|---|---|
| Increase of CB ratio | Low (150 °C) | G | G | E | B | B | G |
| High (170 °C) | B | B | G | W | M | B | |
| Increase of Silica ratio | Low (150 °C) | E | E | G | E | G | W |
| High (170 °C) | M | G | M | G | M | B |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, I.J.; Kim, D.; Ahn, B.; Lee, H.J.; Kim, H.J.; Kim, W. Vulcanizate Structures of SBR Compounds with Silica and Carbon Black Binary Filler Systems at Different Curing Temperatures. Polymers 2020, 12, 2343. https://doi.org/10.3390/polym12102343
Kim IJ, Kim D, Ahn B, Lee HJ, Kim HJ, Kim W. Vulcanizate Structures of SBR Compounds with Silica and Carbon Black Binary Filler Systems at Different Curing Temperatures. Polymers. 2020; 12(10):2343. https://doi.org/10.3390/polym12102343
Chicago/Turabian StyleKim, Il Jin, Donghyuk Kim, Byungkyu Ahn, Hyung Jae Lee, Hak Joo Kim, and Wonho Kim. 2020. "Vulcanizate Structures of SBR Compounds with Silica and Carbon Black Binary Filler Systems at Different Curing Temperatures" Polymers 12, no. 10: 2343. https://doi.org/10.3390/polym12102343
APA StyleKim, I. J., Kim, D., Ahn, B., Lee, H. J., Kim, H. J., & Kim, W. (2020). Vulcanizate Structures of SBR Compounds with Silica and Carbon Black Binary Filler Systems at Different Curing Temperatures. Polymers, 12(10), 2343. https://doi.org/10.3390/polym12102343