Influence of Repetitive Square Voltage Duty Cycle on the Electrical Tree Characteristics of Epoxy Resin


 ,
,  ,
,  and
and
Abstract
1. Introduction
2. Experimental Setup
2.1. Specimen Preparation and Treeing Test Platform
2.2. Experimental Procedure
3. Results
3.1. Effect of Duty Cycle on the Treeing Initiation Proportion
3.2. Electrical Tree Morphology and Growth Characteristics
3.3. Electrical Tree Damaged Proportion
4. Discussion
5. Conclusions
- The number of electrical tree initiations varies by varying the duty cycles. The probability of tree initiation under small duty cycles is higher than that under high duty cycles with the treeing time increasing.
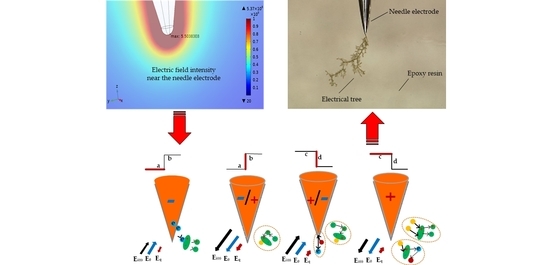
- Repetitive square wave voltage duty cycle has a significant influence on the electrical tree morphology in epoxy resin. More electron emission and accumulation at square wave voltage with smaller duty cycles (longer negative voltage duration) could break molecular chains in epoxy with a higher probability. Moreover, the electrical trees develop from a pine-like into a dense branch-like structure and finally develop into a sparse branch-like structure at square wave voltages with increasing duty cycle.
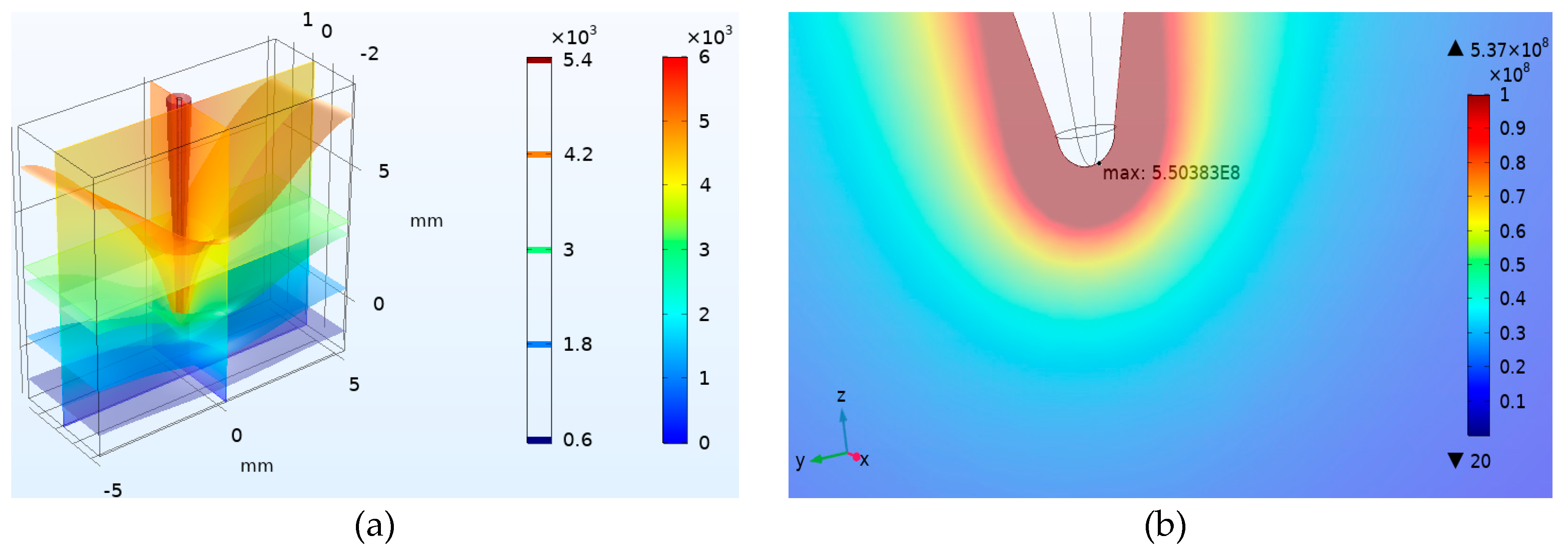
- When the duty cycle of the square wave voltage is higher than 30%, the electrical tree grows linearly and the electrical tree length, width and damage area decrease when increasing the duty cycles. However, the growth of the electrical tree may be suppressed when the duty cycle is less than 10%, due to the shielding effect of pine-like and dense branch-like structures, which generate hemispherical distribution near the needle-tip.
Author Contributions
Funding
Conflicts of Interest
References
- Akram, S.; Wang, P. Impact of impulse voltage frequency on the partial discharge characteristic of electric vehicles motor insulation. Eng. Fail. Anal. 2020, 116, 104767. [Google Scholar] [CrossRef]
- Tousi, M.M.; Ghassemi, M. Electrical Insulation Packaging for a 20 kV High Density Wide Bandgap Power Module. IEEE Energy Convers. Congr. Expo. 2019, 4162–4166. [Google Scholar] [CrossRef]
- Van Erp, R.; Kampitsis, G.; Matioli, E. Efficient microchannel cooling of multiple power devices with compact flow distribution for high power-density converters. IEEE Trans. Power. Electron. 2020, 35, 7235–7245. [Google Scholar] [CrossRef]
- Akram, S.; Gao, G.Q. Degradation mechanism of Al2O3 nano filled polyimide film due to surface discharge under square impulse voltage. IEEE Trans. Dielectr. Electr. Insul. 2015, 22, 3341–3349. [Google Scholar] [CrossRef]
- Shang, C.; Sun, H.; Hao, Y. Investigation of the Propagation of Electrical Trees in a Polymer Matrix in the Corona Condition. Polymers 2018, 10, 984. [Google Scholar] [CrossRef] [PubMed]
- Li, M.; Kai, Z.; Li, Y.; Xie, M.; Huang, Y.L. An Improved De-Noising Method for Partial Discharge Signals Contaminated by White Noise Based on Adaptive Short-Time Singular Value Decomposition. Energies 2019, 12, 3465. [Google Scholar]
- Li, C.Y.; He, J.L. Surface morphology and electrical characteristics of direct fluorinated epoxy-resin/alumina composite. IEEE Trans. Dielectr. Electr. Insul. 2016, 23, 3071–3077. [Google Scholar] [CrossRef]
- Li, C.Y.; Hu, J. Surface charge migration and dc surface flashover of surface-modified epoxy-based insulators. J. Phys. D 2017, 50, 65301. [Google Scholar] [CrossRef]
- Li, C.Y.; Hu, J. Fluorine gas treatment improves surface degradation inhibiting property of alumina-filled epoxy composite. AIP Adv. 2016, 6, 25017. [Google Scholar] [CrossRef]
- Rodríguez-Serna, J.M.; Albarracín-Sánchez, R.; Carrillo, I. An Improved Physical-Stochastic Model for Simulating Electrical Tree Propagation in Solid Polymeric Dielectrics. Polymers 2020, 12, 1768. [Google Scholar] [CrossRef]
- Sheng, B.; Catterson, V.M. Investigation into pulse sequence analysis of PD features due to electrical tree growth in epoxy resin. IEEE Int. Conf. Dielectr. 2016, 2, 744–747. [Google Scholar]
- Nakamura, S.; Kumada, A. Electrical treeing in silicone gel under repetitive voltage impulses. IEEE Trans. Dielectr. Electr. Insul. 2019, 26, 1919–1925. [Google Scholar] [CrossRef]
- Du, B.X.; Su, J.G. Tree growth characteristics of epoxy resin in LN2 under DC superimposed pulse voltage. IEEE Trans. Appl. Supercond. 2018, 28, 1–5. [Google Scholar] [CrossRef]
- Iddrissu, I.; Zheng, H.L.; Rowland, S.M. Electrical tree growth in epoxy resin under DC voltages. IEEE Int. Conf. Dielectr. 2016, 2, 820–823. [Google Scholar]
- Tian, M.; Du, B.X.; Su, J.G. Electrical tree in epoxy resin under combined DC-harmonic voltage. Cond. Monit. Diagn. 2018, 1–4. [Google Scholar] [CrossRef]
- Wang, P.; Xu, H. Effect of repetitive impulsive voltage duty cycle on partial discharge features and insulation endurance of enameled wires for inverter-fed low voltage machines. IEEE Trans. Dielectr. Electr. Insul. 2017, 24, 2123–2131. [Google Scholar] [CrossRef]
- Akram, S.; Wu, G.N. Cavity and interface effect of PI-Film on charge accumulation and PD activity under bipolar pulse voltage. J. Electr. Eng. Technol. 2015, 10, 2089–2098. [Google Scholar] [CrossRef]
- Akram, S.; Wu, G.N.; Gao, G.Q. Effect of surface discharge on nano filled polyimide film under square voltage. Electr. Insul. Conf. 2015, 226–229. [Google Scholar] [CrossRef]
- Tanaka, T. Charge transfer and tree initiation in polyethylene subjected to AC voltage stress. IEEE Trans. Dielectr. Electr. Insul. 1992, 27, 424–431. [Google Scholar] [CrossRef]
- Chen, G.; Tham, C.H. Electrical treeing characteristics in XLPE power cable insulation in frequency range between 20 and 500 Hz. IEEE Trans. Dielectr. Electr. Insul. 2009, 16, 179–188. [Google Scholar] [CrossRef]
- Du, B.X.; Tian, M. Temperature gradient dependence on electrical tree in epoxy resin with harmonic superimposed DC voltage. IEEE Trans. Dielectr. Electr. Insul. 2020, 27, 270–278. [Google Scholar] [CrossRef]
- Han, T.; Zhu, L. Magnetic-field-dependent electrical tree under impulse-superimposed DC voltage at low temperature. IEEE Trans. Appl. Supercond. 2019, 29, 1–5. [Google Scholar] [CrossRef]
- Bhutta, M.S.; Yang, L. Simulation of thickness controlled DC breakdown of XLPE regulated by space charge & molecular chain movement. IEEE Trans. Dielectr. Electr. Insul. 2020, 27, 1143–1151. [Google Scholar]
- Tahir, F.; Butt, T.; Nazir, M.T.; Hussain, H.; Phung, B.T.; Akram, S.; Bhutta, M.S.; Yasin, G. Physical, thermal and partial discharge evaluation of nano alumina filled silicone rubber in inclined plane test. CSEE J. Power Energy Syst. 2020, 1–8. [Google Scholar] [CrossRef]
- Zhang, Y.X.; Zhang, L. DC electrical tree initiation in silicone rubber under temperature gradient. IEEE Trans. Dielectr. Electr. Insul. 2018, 25, 1142–1150. [Google Scholar] [CrossRef]
- Akram, S.; Castellon, J.; Agnel, S.; Khan, Z.M. Space charge analysis of multi-structure polyimide films using TSM. In Proceedings of the 2018 IEEE Conference on Electrical Insulation and Dielectric Phenomena (CEIDP), Cancun, Mexico, 21–24 October 2018; pp. 34–37. [Google Scholar]
- Akram, S.; Ruijin, L.; Nazir, M.T.; Yang, L. Space Charge Characteristics of LDPE/MMT Nano-Composite Insulation Material under different Fields and Temperatures. Int. J. Electr. Comput. Sci. IJECS-IJENS 2012, 12, 50–56. [Google Scholar]
- Akram, S.; Yan, Y. Influence of nano layer interface on space charge behavior and trap levels using polyimide sandwich structure. IEEE Trans. Dielectr. Electr. Insul. 2017, 24, 3505–3514. [Google Scholar] [CrossRef]
- Wang, Y.; Li, G.; Wu, J. Effect of temperature on space charge and periodic grounded DC tree in cross-linked polyethylene. Cond. Monit. Diagn. 2016, 48–51. [Google Scholar] [CrossRef]
- Du, B.X.; Han, T. Electrical tree characteristics in silicone rubber under repetitive pulse voltage. IEEE Trans. Dielectr. Electr. Insul. 2015, 22, 720–727. [Google Scholar] [CrossRef]
- Wang, Y.; Feng, C. The Development of electrical tree discharge in epoxy resin impregnated paper insulation. IEEE Access. 2020, 8, 69522–69531. [Google Scholar] [CrossRef]
- Iddrissu, I.; Zheng, H. DC electrical tree growth in epoxy resin and the influence of the size of inceptive AC trees. IEEE Trans. Dielectr. Electr. Insul. 2017, 24, 1965–1972. [Google Scholar] [CrossRef]
- Zydron, P.; Bonk, M.; Roehrich, J. Observation of electrical treeing processes in silicon insulation samples using of transformed PD phase-resolved patterns. Prog. Appl. Electr. Eng. 2019, 1–4. [Google Scholar] [CrossRef]
- Zeng, J.; Song, J.; Lei, Z. The effects of cavity on the growth of electrical trees in XLPE. IEEE Int. Conf. High Volt. Eng. Appl. 2016, 1–4. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Peak-to-Peak Magnitude | Polarity | Frequency | Duty Cycle | Rise Time |
|---|---|---|---|---|
| 0–15 kV | Unipolar/Bipolar | 0–5 kHz | 0–100% | ns-ms level |
| Duty Cycle | Number (3 min) | Number (8 min) | Total Number |
|---|---|---|---|
| 10% | 8 | 10 | 15 |
| 30% | 9 | 10 | 15 |
| 50% | 2 | 6 | 15 |
| 70% | 3 | 6 | 15 |
| 90% | 5 | 7 | 15 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, P.; Hui, S.; Akram, S.; Zhou, K.; Nazir, M.T.; Chen, Y.; Dong, H.; Javed, M.S.; Ul Haq, I. Influence of Repetitive Square Voltage Duty Cycle on the Electrical Tree Characteristics of Epoxy Resin. Polymers 2020, 12, 2215. https://doi.org/10.3390/polym12102215
Wang P, Hui S, Akram S, Zhou K, Nazir MT, Chen Y, Dong H, Javed MS, Ul Haq I. Influence of Repetitive Square Voltage Duty Cycle on the Electrical Tree Characteristics of Epoxy Resin. Polymers. 2020; 12(10):2215. https://doi.org/10.3390/polym12102215
Chicago/Turabian StyleWang, Peng, Suxin Hui, Shakeel Akram, Kai Zhou, Muhammad Tariq Nazir, Yiwen Chen, Han Dong, Muhammad Sufyan Javed, and Inzamam Ul Haq. 2020. "Influence of Repetitive Square Voltage Duty Cycle on the Electrical Tree Characteristics of Epoxy Resin" Polymers 12, no. 10: 2215. https://doi.org/10.3390/polym12102215
APA StyleWang, P., Hui, S., Akram, S., Zhou, K., Nazir, M. T., Chen, Y., Dong, H., Javed, M. S., & Ul Haq, I. (2020). Influence of Repetitive Square Voltage Duty Cycle on the Electrical Tree Characteristics of Epoxy Resin. Polymers, 12(10), 2215. https://doi.org/10.3390/polym12102215