Influence of the Processing Conditions on the Mechanical Performance of Sustainable Bio-Based PLA Compounds

 ,
,  ,
, 
 ,
, 
Abstract
1. Introduction
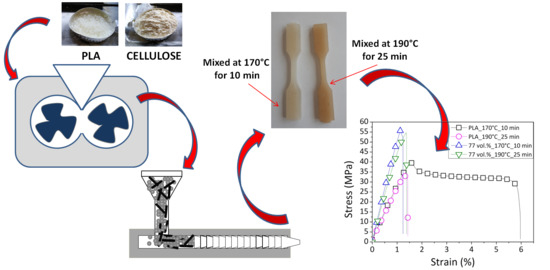
2. Materials and Methods
3. Results and Discussion
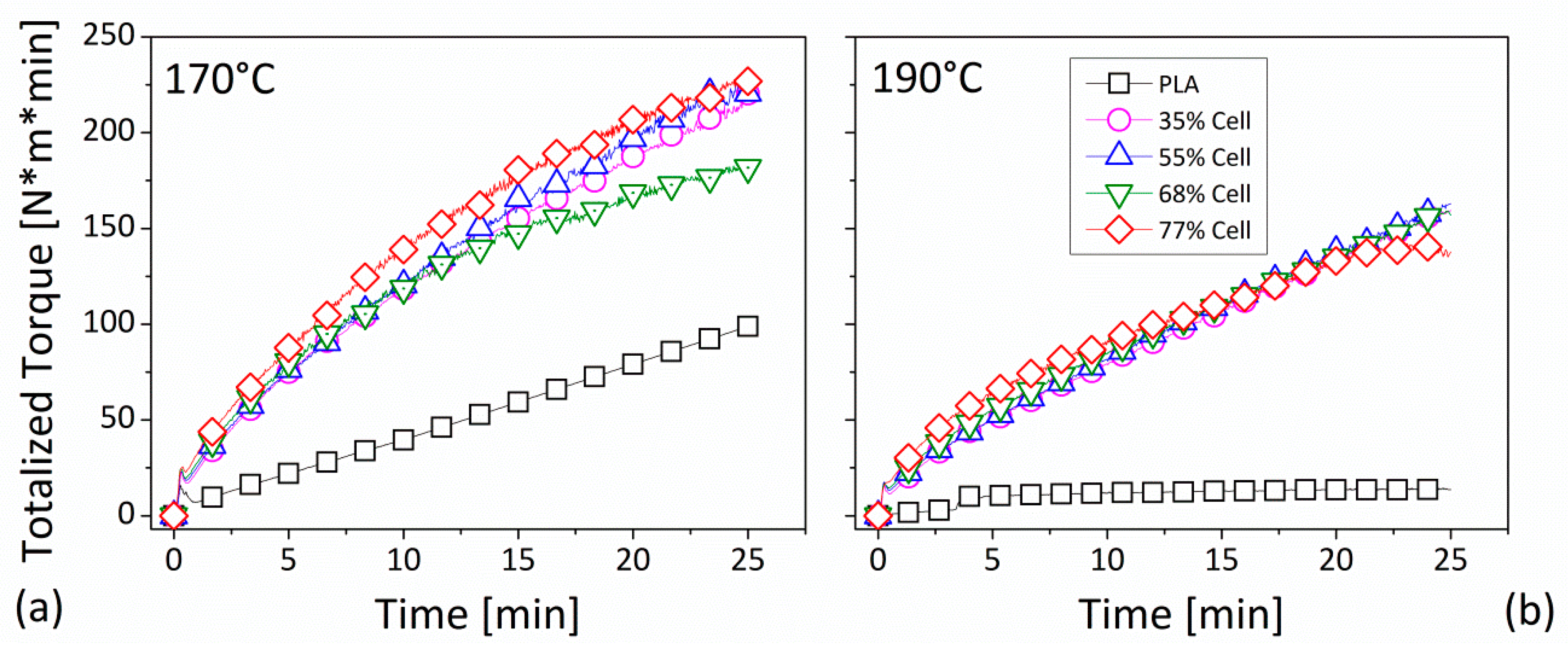
3.1. Torque Measurements Carried Out During the Mixing Phase
3.2. Infared Spectroscopy
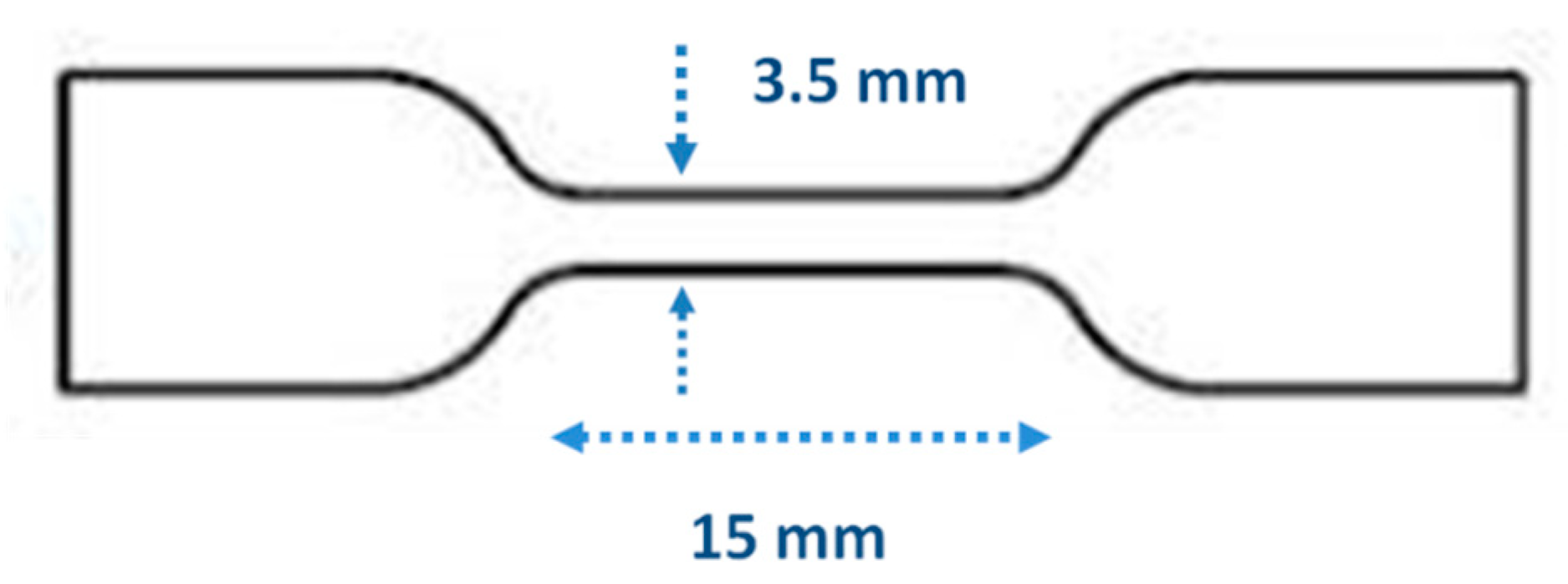
3.3. Tensile Test
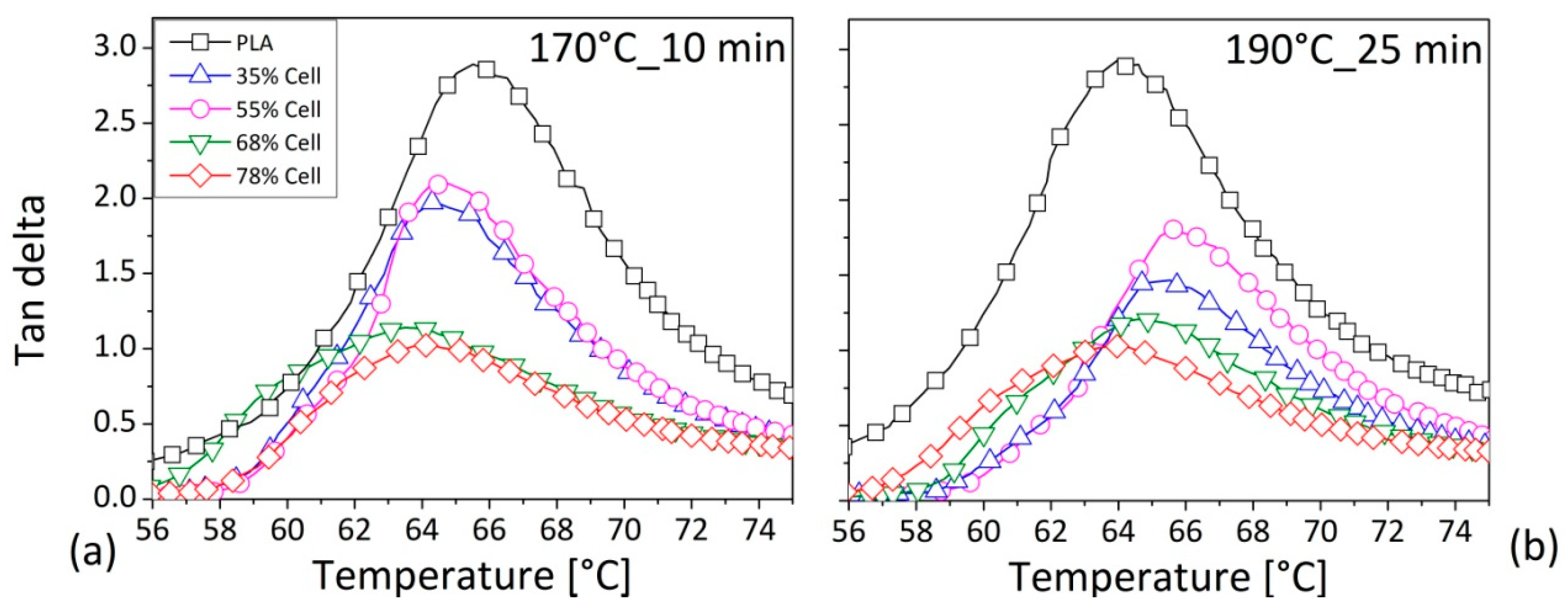
3.4. Dynamic-Mechanical Analysis (DMA)
4. Discussion and Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Jain, P.; Kuthe, A.M. Feasibility study of manufacturing using rapid prototyping: FDM approach. In Procedia Engineering, Proceedings of the Manufacturing Engineering Society International Conference, Zaragoza, Spain, 26–28 September 2013; Elsevier Ltd.: Amsterdam, The Netherlands, 2013; Volume 63, pp. 4–11. [Google Scholar]
- Mohamed, O.A.; Masood, S.H.; Bhowmik, J.L. Optimization of fused deposition modeling process parameters: A review of current research and future prospects. Adv. Manuf. 2015, 3, 42–53. [Google Scholar] [CrossRef]
- Mazzanti, V.; Malagutti, L.; Mollica, F. FDM 3D Printing of Polymers Containing Natural Fillers: A Review of their Mechanical Properties. Polymers 2019, 11, 1094. [Google Scholar] [CrossRef] [PubMed]
- Van den Eynde, M.; Van Puyvelde, P. 3D Printing of Poly(lactic acid). In Advances in Polymer Science; Springer: New York, NY, USA, 2018; Volume 282, pp. 139–158. [Google Scholar]
- Le Duigou, A.; Castro, M.; Bevan, R.; Martin, N. 3D printing of wood fibre biocomposites: From mechanical to actuation functionality. Mater. Des. 2016, 96, 106–114. [Google Scholar] [CrossRef]
- Coppola, B.; Garofalo, E.; Di Maio, L.; Scarfato, P.; Incarnato, L. Investigation on the use of PLA/hemp composites for the fused deposition modelling (FDM) 3D printing. AIP Conf. Proc. 2018, 1981, 020086. [Google Scholar]
- Le Duigou, A.; Barbé, A.; Guillou, E.; Castro, M. 3D printing of continuous flax fibre reinforced biocomposites for structural applications. Mater. Des. 2019, 180, 107884. [Google Scholar] [CrossRef]
- Arao, Y.; Fujiura, T.; Itani, S.; Tanaka, T. Strength improvement in injection-molded jute-fiber-reinforced polylactide green-composites. Compos. Part B Eng. 2015, 68, 200–206. [Google Scholar] [CrossRef]
- Pappu, A.; Pickering, K.L.; Thakur, V.K. Manufacturing and characterization of sustainable hybrid composites using sisal and hemp fibres as reinforcement of poly (lactic acid) via injection moulding. Ind. Crops Prod. 2019, 137, 260–269. [Google Scholar] [CrossRef]
- Manral, A.; Ahmad, F.; Chaudhary, V. Static and dynamic mechanical properties of PLA bio-composite with hybrid reinforcement of flax and jute. Mater. Today Proc. 2020, 25, 577–580. [Google Scholar] [CrossRef]
- Cicala, G.; Saccullo, G.; Blanco, I.; Samal, S.; Battiato, S.; Dattilo, S.; Saake, B. Polylactide/lignin blends: Effects of processing conditions on structure and thermo-mechanical properties. J. Therm. Anal. Calorim. 2017, 130, 515–524. [Google Scholar] [CrossRef]
- Nassiopoulos, E.; Njuguna, J. Thermo-mechanical performance of poly(lactic acid)/flax fibre-reinforced biocomposites. Mater. Des. 2015, 66, 473–485. [Google Scholar] [CrossRef]
- Del Curto, B.; Barelli, N.; Profaizer, M.; Farè, S.; Tanzi, M.C.; Cigada, A.; Ognibene, G.; Recca, G.; Cicala, G. Poly-paper: A sustainable material for packaging, based on recycled paper and recyclable with paper. J. Appl. Biomater. Funct. Mater. 2016, 14, e490–e495. [Google Scholar] [CrossRef] [PubMed]
- Huda, M.S.; Mohanty, A.K.; Drzal, L.T.; Schut, E.; Misra, M. “green” composites from recycled cellulose and poly(lactic acid): Physico-mechanical and morphological properties evaluation. J. Mater. Sci. 2005, 40, 4221–4229. [Google Scholar] [CrossRef]
- Tekinalp, H.; Ker, D.; Benson, B.J.; Buziak, M.A.; Kunc, V.; Peter, W.; Ozcan, S. Effect of Surface Treatment of Microfiberlated Cellulose Fibers on Biocomposite Properties and Additive Manufacturing Process. In Proceedings of the CAMX 2019—The Composites and Advanced Materials Expo, Anaheim, CA, USA, 23–26 September 2019. [Google Scholar]
- Wong, K.V.; Hernandez, A. A Review of Additive Manufacturing. Int. Sch. Res. Notices 2012, 2012, 208760. [Google Scholar] [CrossRef]
- Zhao, P.; Rao, C.; Gu, F.; Sharmin, N.; Fu, J. Close-looped recycling of polylactic acid used in 3D printing: An experimental investigation and life cycle assessment. J. Clean. Prod. 2018, 197, 1046–1055. [Google Scholar] [CrossRef]
- Pillin, I.; Montrelay, N.; Bourmaud, A.; Grohens, Y. Effect of thermo-mechanical cycles on the physico-chemical properties of poly(lactic acid). Polym. Degrad. Stab. 2008, 93, 321–328. [Google Scholar] [CrossRef]
- Alias, N.F.; Ismail, H.; Ishak, K.M.K. Comparison of Type of Rubber in PLA/Rubber/Kenaf Biocomposite: Rheological, Mechanical and Morphological Properties. Macromol. Symp. 2020, 391, 1900128. [Google Scholar] [CrossRef]
- Le Baillif, M.; Oksman, K. The Effect of Processing on Fiber Dispersion, Fiber Length, and Thermal Degradation of Bleached Sulfite Cellulose Fiber Polypropylene Composites. J. Thermoplast. Compos. Mater. 2009, 22, 115–133. [Google Scholar] [CrossRef]
- Berzin, F.; Beaugrand, J.; Dobosz, S.; Budtova, T.; Vergnes, B. Lignocellulosic fiber breakage in a molten polymer. Part 3. Modeling of the dimensional change of the fibers during compounding by twin screw extrusion. Compos. Part A Appl. Sci. Manuf. 2017, 101, 422–431. [Google Scholar] [CrossRef]
- Móczó, J.; Pukánszky, B. Polymer micro and nanocomposites: Structure, interactions, properties. J. Ind. Eng. Chem. 2008, 14, 535–563. [Google Scholar] [CrossRef]
- Saddem, M.; Koubaa, A.; Bouafif, H.; Migneault, S.; Riedl, B. Effect of fiber and polymer variability on the rheological properties of wood polymer composites during processing. Polym. Compos. 2019, 40, E609–E616. [Google Scholar] [CrossRef]
- Chen, C.-H.; Mao, C.-F.; Lo, Y.-W. Study of fusion percolation thresholds of rigid PVC compounds. J. Appl. Polym. Sci. 2001, 81, 3022–3029. [Google Scholar] [CrossRef]
- Suryanegara, L.; Nakagaito, A.N.; Yano, H. The effect of crystallization of PLA on the thermal and mechanical properties of microfibrillated cellulose-reinforced PLA composites. Compos. Sci. Technol. 2009, 69, 1187–1192. [Google Scholar] [CrossRef]
- Tomaszewska, J.; Sterzyski, T.; Piszczek, K. Rigid poly(vinyl chloride) (PVC) gelation in the brabender measuring mixer. I. Equilibrium state between sliding, breaking, and gelation of PVC. J. Appl. Polym. Sci. 2004, 93, 966–971. [Google Scholar] [CrossRef]
- Hidalgo, J.; Jiménez-Morales, A.; Torralba, J.M. Torque rheology of zircon feedstocks for powder injection moulding. J. Eur. Ceram. Soc. 2012, 32, 4063–4072. [Google Scholar] [CrossRef]
- Tomaszewska, J.; Sterzyński, T.; Zajchowski, S. Thermal and structural effects of poly(vinyl chloride)/(wood flour) compound gelation in the Brabender mixer. J. Vinyl Addit. Technol. 2011, 17, 239–244. [Google Scholar] [CrossRef]
- Rueda, M.M.; Auscher, M.C.; Fulchiron, R.; Périé, T.; Martin, G.; Sonntag, P.; Cassagnau, P. Rheology and applications of highly filled polymers: A review of current understanding. Prog. Polym. Sci. 2017, 66, 22–53. [Google Scholar] [CrossRef]
- Agüero, A.; Morcillo, M.D.C.; Quiles-Carrillo, L.; Balart, R.; Boronat, T.; Lascano, D.; Torres-Giner, S.; Fenollar, O. Study of the Influence of the Reprocessing Cycles on the Final Properties of Polylactide Pieces Obtained by Injection Molding. Polymers 2019, 11, 1908. [Google Scholar] [CrossRef]
- Awal, A.; Rana, M.; Sain, M. Thermorheological and mechanical properties of cellulose reinforced PLA bio-composites. Mech. Mater. 2015, 80, 87–95. [Google Scholar] [CrossRef]
- Cuadri, A.A.; Martín-Alfonso, J.E. Thermal, thermo-oxidative and thermomechanical degradation of PLA: A comparative study based on rheological, chemical and thermal properties. Polym. Degrad. Stab. 2018, 150, 37–45. [Google Scholar] [CrossRef]
- Rasselet, D.; Ruellan, A.; Guinault, A.; Miquelard-Garnier, G.; Sollogoub, C.; Fayolle, B. Oxidative degradation of polylactide (PLA) and its effects on physical and mechanical properties. Eur. Polym. J. 2014, 50, 109–116. [Google Scholar] [CrossRef]
- Samperi, F.; Puglisi, C.; Ferreri, T.; Messina, R.; Cicala, G.; Recca, A.; Restuccia, C.L.; Scamporrino, A. Thermal decomposition products of copoly(arylene ether sulfone)s characterized by direct pyrolysis mass spectrometry. Polym. Degrad. Stab. 2007, 92, 1304–1315. [Google Scholar] [CrossRef]
- Zou, H.; Changhai, A.E.; Ae, Y.; Wang, L.; Hongtao, A.E.; Ae, L.; Xu, W. Thermal degradation of poly(lactic acid) measured by thermogravimetry coupled to Fourier transform infrared spectroscopy. J. Therm. Anal. Calorim. Calorim. 2009, 97, 929–935. [Google Scholar] [CrossRef]
- Weng, Y.X.; Jin, Y.J.; Meng, Q.Y.; Wang, L.; Zhang, M.; Wang, Y.Z. Biodegradation behavior of poly(butylene adipate-co-terephthalate) (PBAT), poly(lactic acid) (PLA), and their blend under soil conditions. Polym. Test. 2013, 32, 918–926. [Google Scholar] [CrossRef]
- Cicala, G.; Mamo, A.; Recca, G.; Restuccia, C.L. Study on epoxy/thermoplastic blends based on the addition of a novel aromatic block copolymer. Polym. Eng. Sci. 2007, 47, 2027–2033. [Google Scholar] [CrossRef]
- Cicala, G.; Recca, G.; Carciotto, S.; Restuccia, C.L. Development of epoxy/hyperbranched blends for resin transfer molding and vacuum assisted resin transfer molding applications: Effect of a reactive diluent. Polym. Eng. Sci. 2009, 49, 577–584. [Google Scholar] [CrossRef]
- Gupta, M.K.; Singh, R. Flexural and Dynamic Mechanical Analysis (DMA) of Polylactic Acid (PLA) Coated Sisal Fibre Reinforced Polyester Composite. Mater. Today-Proc. 2018, 5, 6109–6114. [Google Scholar] [CrossRef]
- Arrieta, M.P.; Fortunati, E.; Dominici, F.; López, J.; Kenny, J.M. Bionanocomposite films based on plasticized PLA-PHB/cellulose nanocrystal blends. Carbohydr. Polym. 2015, 121, 265–275. [Google Scholar] [CrossRef]
- Lu, N.; Oza, S. Thermal stability and thermo-mechanical properties of hemp-high density polyethylene composites: Effect of two different chemical modifications. Compos. Part B Eng. 2013, 44, 484–490. [Google Scholar] [CrossRef]
- Murphy, C.A.; Collins, M.N. Microcrystalline cellulose reinforced polylactic acid biocomposite filaments for 3D printing. Polym. Compos. 2018, 39, 1311–1320. [Google Scholar] [CrossRef]
- Kamal, M.R.; Khoshkava, V. Effect of cellulose nanocrystals (CNC) on rheological and mechanical properties and crystallization behavior of PLA/CNC nanocomposites. Carbohydr. Polym. 2015, 123, 105–114. [Google Scholar] [CrossRef]
- Bikiaris, D. Can nanoparticles really enhance thermal stability of polymers? Part II: An overview on thermal decomposition of polycondensation polymers. Thermochim. Acta 2011, 523, 25–45. [Google Scholar] [CrossRef]
- Shesan, O.J.; Stephen, A.C.; Chioma, A.G.; Neerish, R.; Rotimi, S.E. Fiber-Matrix Relationship for Composites Preparation. In Renewable and Sustainable Composites; Pereira, A., Fernandes, F., Eds.; IntechOpen: London, UK, 2019; Available online: https://www.intechopen.com/books/renewable-and-sustainable-composites/fiber-matrix-relationship-for-composites-preparation (accessed on 20 August 2020).












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Composition | Processing Conditions | |
|---|---|---|---|
| PLA Content * | Cellulose Fibers Content * | ||
| PLA | 100% | / |
|
| 35 vol.% | 65 % | 35% (=10 wt.%) | |
| 55 vol.% | 45 % | 55 % (=20 wt.%) | |
| 68 vol.% | 32% | 68 % (=30 wt.%) | |
| 77 vol.% | 23% | 77% (=40 wt.%) | |
| M [N∗m] | ΔM [N∗m] | T [°C] | TTQ [N∗m∗min] | TME [KJ] | |
|---|---|---|---|---|---|
| Programmed Mixing Temperature = 170 °C | |||||
| PLA | 3.96 | 0.01 | 169.9 | 98 | 17.1 |
| 35% Cell | 9.39 | 0.41 | 175.4 | 220 | 60.3 |
| 55% Cell | 9.84 | 0.40 | 176.2 | 220 | 62.5 |
| 68% Cell | 8.41 | 0.62 | 175.2 | 181 | 61.9 |
| 77% Cell | 10.34 | 0.68 | 177.7 | 226 | 71.5 |
| Programmed Mixing Temperature = 190 °C | |||||
| PLA | 0.69 | 0.07 | 187.0 | 13 | 5.8 |
| 35% Cell | 6.70 | 0.18 | 194.1 | 159 | 42.5 |
| 55% Cell | 6.88 | 0.21 | 194.1 | 162 | 44.3 |
| 68% Cell | 6.79 | 0.23 | 194.1 | 156 | 46.1 |
| 77% Cell | 6.55 | 0.40 | 195 | 137 | 49.9 |
| Sample | Normalized Absorbance | ||
|---|---|---|---|
| 1750 cm−1 | 1183 cm−1 | 1085 cm−1 | |
| PLA pellets | 3.59 ± 0.24 | 2.34 ± 0.17 | 2.46 ± 0.18 |
| PLA_170°C_10min | 3.26 ± 1.04 | 2.24 ± 0.70 | 2.39 ± 0.79 |
| PLA_190°C_25min | 3.89 ± 0.41 | 2.68 ± 0.23 | 2.86 ± 0.19 |
| 35% Cell_170°C_10min | 3.35 ± 0.02 | 2.43 ± 0.01 | 2.69 ± 0.08 |
| 35% Cell_190°C_25min | 3.49 ± 0.17 | 2.60 ± 0.10 | 2.92 ± 0.22 |
| 77% Cell_170°C_10min | 3.46 ± 0.07 | 2.40 ± 0.12 | 2.74 ± 0.18 |
| 77% Cell_190°C_25min | 3.51 ± 0.02 | 2.37 ± 0.04 | 2.76 ± 0.05 |
| E [GPa] | σsn [MPa] | εsn [%] | σr [MPa] | εr [%] | Energy [J] | |
|---|---|---|---|---|---|---|
| Mixing Conditions: 170 °C—10 min | ||||||
| PLA | 3.11 ± 0.05 | 44.37 ± 0.38 | 1.59 ± 0.02 | 35 ± 0.81 | 7.84 ± 1.86 | 0.57 ± 0.16 |
| 35 vol.% Cell | 3.61 ± 0.33 | 46.9 ± 2.97 | 1.57 ± 0.03 | 40.83 ± 2.84 | 2.13 ± 0.34 | 0.31 ± 0.07 |
| 55 vol.% Cell | 3.83 ± 0.60 | / | / | 45.01 ± 2.02 | 1.86 ± 0.39 | 0.20 ± 0.07 |
| 68 vol.% Cell | 3.76 ± 0.73 | / | / | 48.23 ± 2.63 | 1.74 ± 0.38 | 0.15 ± 0.09 |
| 77 vol.% Cell | 5.59 ± 0.08 | / | / | 55.13 ± 1.92 | 1.17 ± 0.06 | 0.14 ± 0.03 |
| Mixing Conditions: 170 °C—25 min | ||||||
| PLA | 3.07 ± 0.02 | 41.77 ± 0.67 | 1.52 ± 0.03 | 34 ± 0.75 | 8.11 ± 1.77 | 0.54 ± 0.02 |
| 35 vol.% Cell | 3.79 ± 0.04 | 57.45 ± 2.21 | 1.57 ± 0.08 | 50.34 ± 1.19 | 2.38 ± 0.29 | 0.36 ± 0.06 |
| 55 vol.% Cell | 4.54 ± 0.07 | / | / | 53.85 ± 2.01 | 1.74 ± 0.19 | 0.25 ± 0.05 |
| 68 vol.% Cell | 5.21 ± 0.02 | / | / | 57.46 ± 0.38 | 1.45 ± 0.03 | 0.19 ± 0.01 |
| 77 vol.% Cell | 4.55 ± 1.13 | / | / | 51.00 ± 2.42 | 1.44 ± 0.37 | 0.14 ± 0.05 |
| Mixing Conditions: 190 °C—10 min | ||||||
| PLA | 3.06 ± 0.04 | 41.47 ± 0.59 | 1.53 ± 0.02 | 34.5 ± 0.32 | 5.4 ± 0.82 | 0.43 ± 0.02 |
| 35 vol.% Cell | 3.72 ± 0.39 | / | / | 51.12 ± 5.26 | 2.01 ± 0.36 | 0.23 ± 0.09 |
| 55 vol.% Cell | 4.48 ± 0.21 | / | / | 54.68 ± 3.45 | 1.55 ± 0.19 | 0.15 ± 0.07 |
| 68 vol.% Cell | 5.02 ± 0.25 | / | / | 56.03 ± 3.17 | 1.36 ± 0.11 | 0.16 ± 0.04 |
| 77 vol.% Cell | 6.11 ± 0.04 | / | / | 59.40 ± 0.97 | 1.20 ± 0.03 | 0.16 ± 0.01 |
| Mixing Conditions: 190 °C—25 min | ||||||
| PLA | 3.05 ± 0.05 | / | / | 35.68 ± 1.05 | 1.26 ± 0.17 | 0.072 ± 0.06 |
| 35 vol.% Cell | 3.79 ± 0.18 | / | / | 53.21 ± 0.78 | 2.12 ± 0.49 | 0.27 ± 0.03 |
| 55 vol.% Cell | 4.58 ± 0.03 | / | / | 58.35 ± 1.58 | 1.87 ± 0.54 | 0.26 ± 0.01 |
| 68 vol.% Cell | 5.28 ± 0.06 | / | / | 59.64 ± 1.10 | 1.50 ± 0.46 | 0.16 ± 0.06 |
| 77 vol.% Cell | 6.04 ± 0.31 | / | / | 55.38 ± 3.90 | 1.20 ± 0.28 | 0.15 ± 0.02 |
| Sample | Peak Height | Tg [°C] |
|---|---|---|
| Mixing Conditions: 170 °C—10 min | ||
| PLA | 2.9 | 65.5 |
| 35 vol.% Cell | 1.8 | 64.3 |
| 55 vol.% Cell | 1.4 | 64.8 |
| 68 vol.% Cell | 1.2 | 63.5 |
| 77 vol.% Cell | 1.0 | 64.0 |
| Mixing Conditions: 190 °C—25 min | ||
| PLA | 2.9 | 64.0 |
| 35 vol.% Cell | 1.9 | 65.6 |
| 55 vol.% Cell | 2.0 | 65.5 |
| 68 vol.% Cell | 1.1 | 64.6 |
| 77 vol.% Cell | 1.0 | 64.0 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Patti, A.; Acierno, D.; Latteri, A.; Tosto, C.; Pergolizzi, E.; Recca, G.; Cristaudo, M.; Cicala, G. Influence of the Processing Conditions on the Mechanical Performance of Sustainable Bio-Based PLA Compounds. Polymers 2020, 12, 2197. https://doi.org/10.3390/polym12102197
Patti A, Acierno D, Latteri A, Tosto C, Pergolizzi E, Recca G, Cristaudo M, Cicala G. Influence of the Processing Conditions on the Mechanical Performance of Sustainable Bio-Based PLA Compounds. Polymers. 2020; 12(10):2197. https://doi.org/10.3390/polym12102197
Chicago/Turabian StylePatti, Antonella, Domenico Acierno, Alberta Latteri, Claudio Tosto, Eugenio Pergolizzi, Giuseppe Recca, Mirko Cristaudo, and Gianluca Cicala. 2020. "Influence of the Processing Conditions on the Mechanical Performance of Sustainable Bio-Based PLA Compounds" Polymers 12, no. 10: 2197. https://doi.org/10.3390/polym12102197
APA StylePatti, A., Acierno, D., Latteri, A., Tosto, C., Pergolizzi, E., Recca, G., Cristaudo, M., & Cicala, G. (2020). Influence of the Processing Conditions on the Mechanical Performance of Sustainable Bio-Based PLA Compounds. Polymers, 12(10), 2197. https://doi.org/10.3390/polym12102197