Rheological Characterization of Asphalt Fine Aggregate Matrix Using Dynamic Shear Rheometer

 ,
,  and
and
Abstract
:
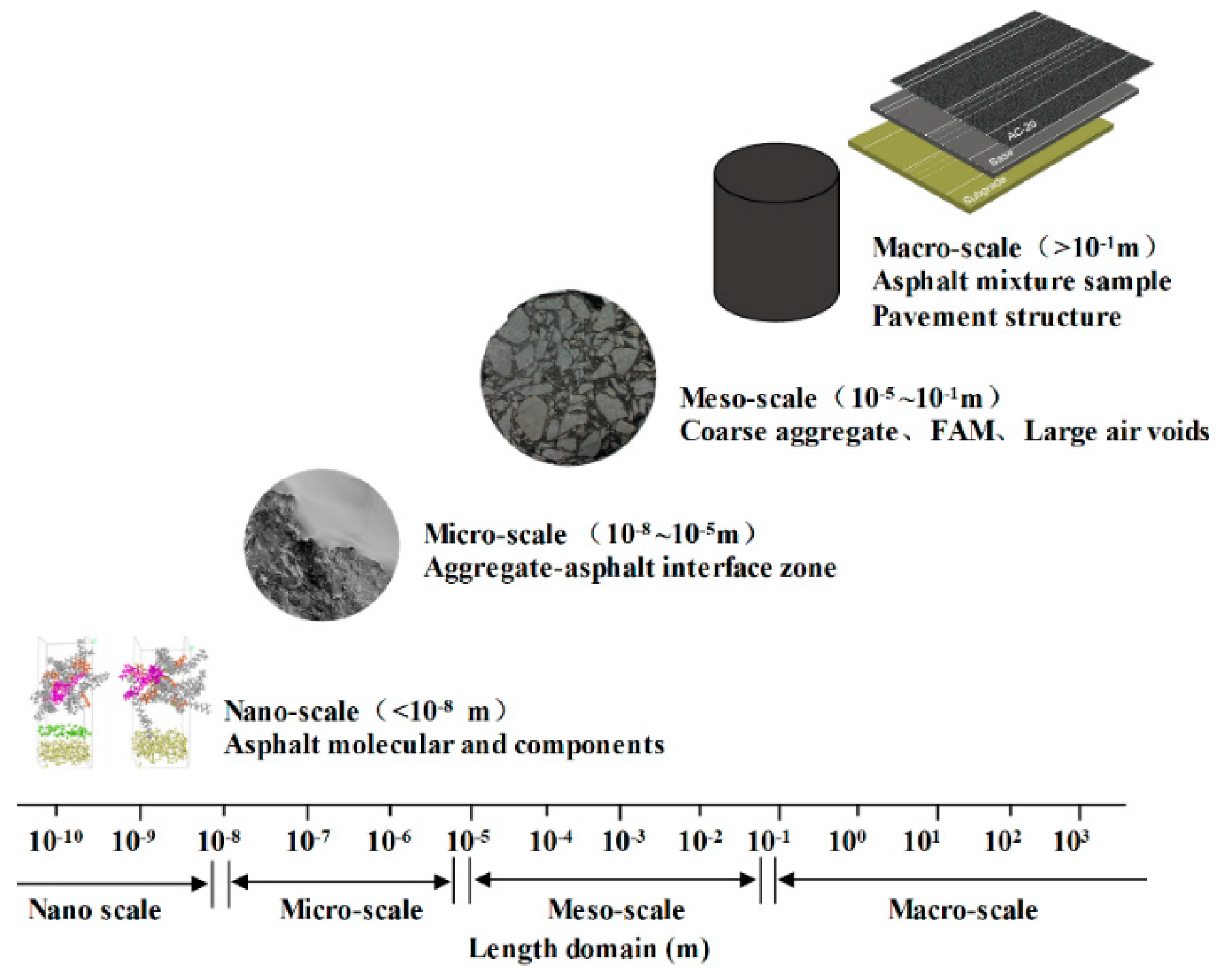
1. Introduction
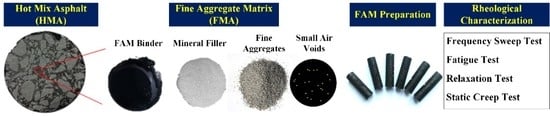
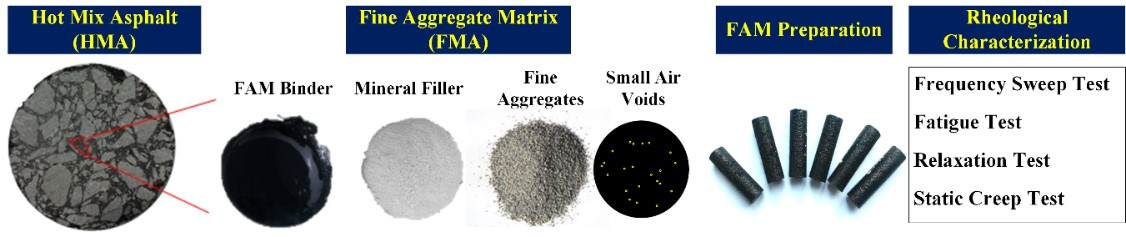
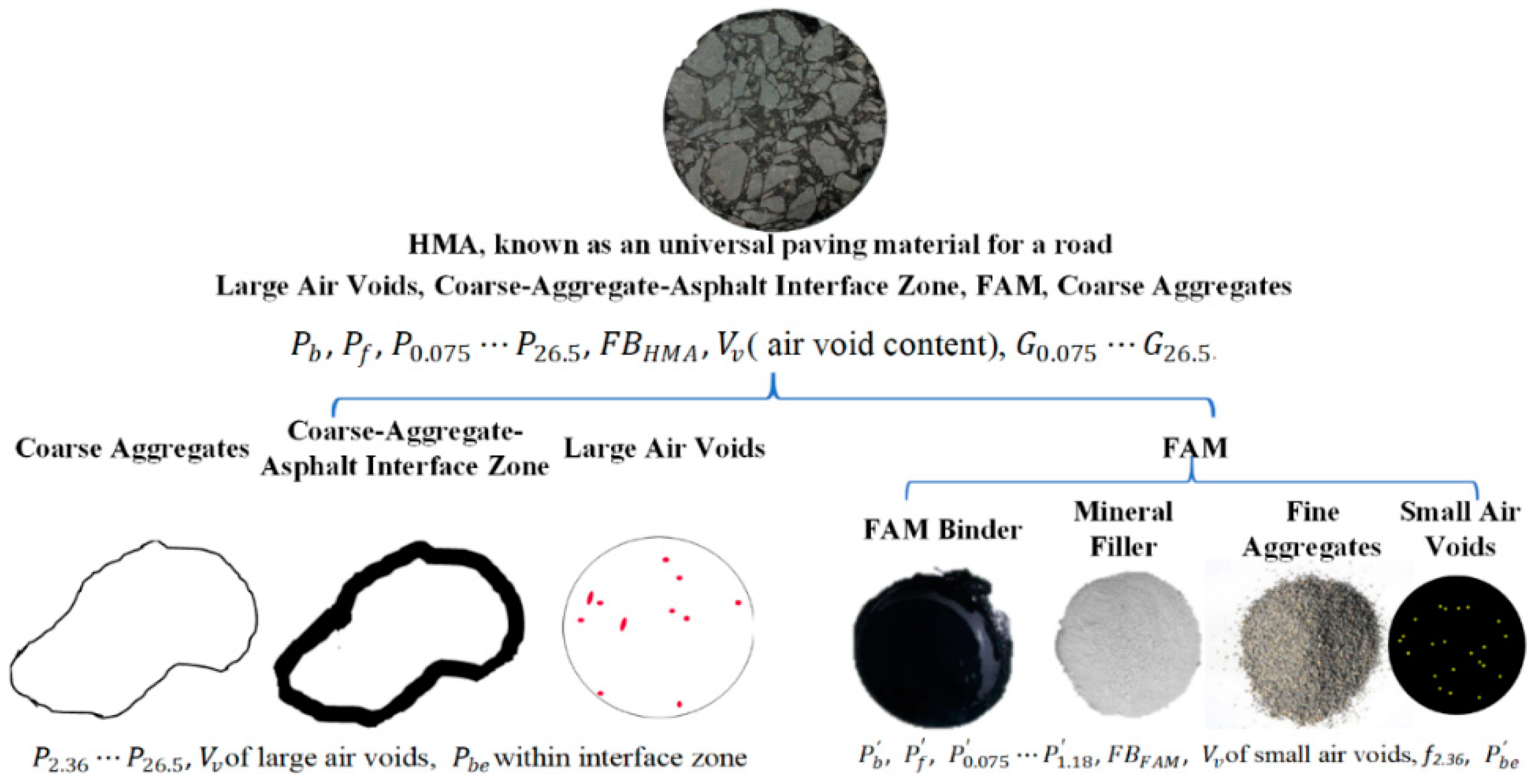
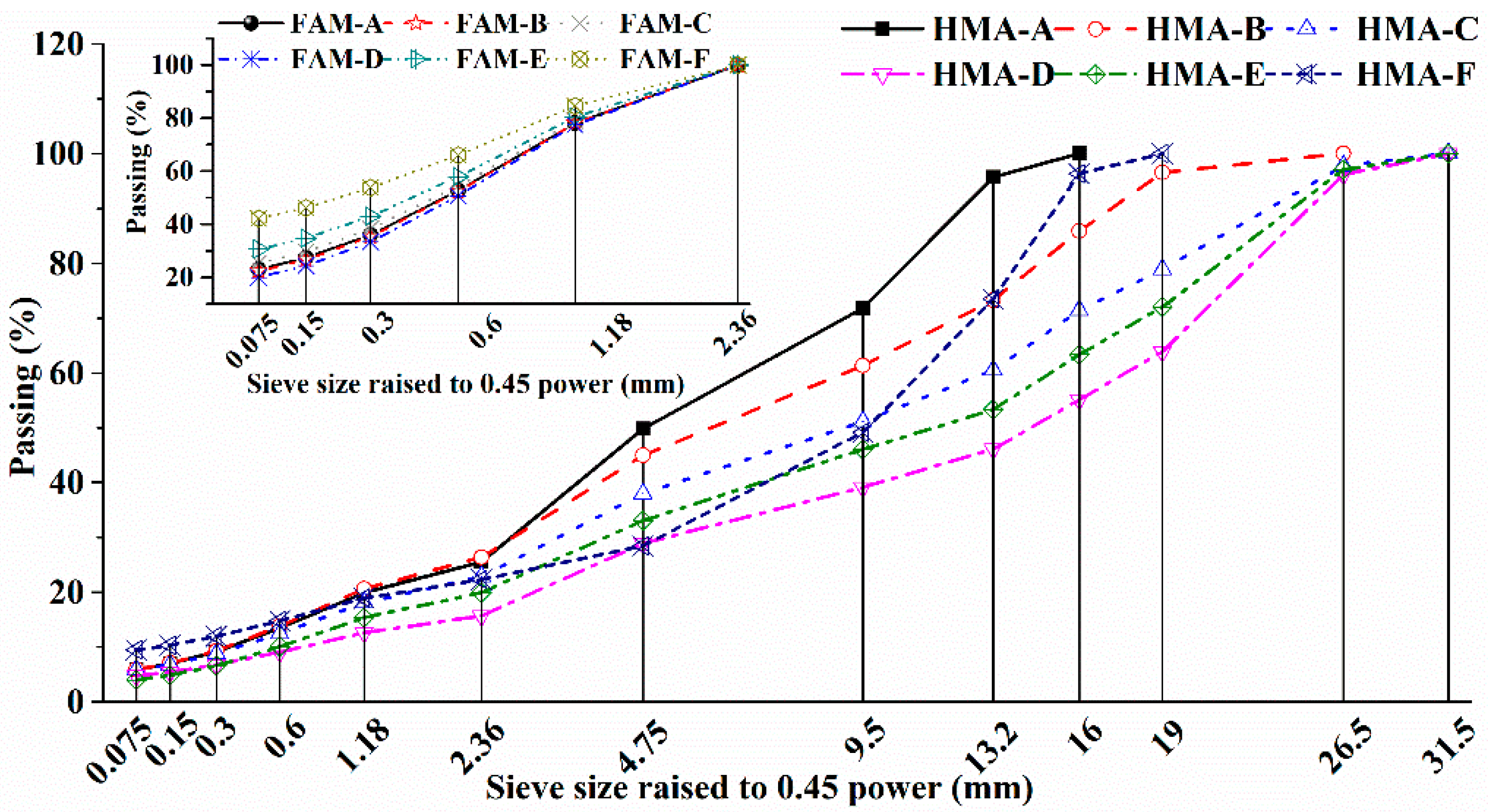
2. FAM Material Design
- Gsb = bulk specific gravity for the total aggregate of HMA;
- Pn = individual percentages by weight of aggregate and filler in HMA; and
- Gn = individual bulk specific gravity of aggregate and filler in HMA.
- Gse = effective specific gravity of aggregate of HMA;
- Gmm = maximum specific gravity of paving mixture of HMA;
- Pmm = percent by weight of total losse mixture of HMA, the value is 100;
- Pb = asphalt content in HMA, percent by total weight of HMA; and
- Gb = specific gravity of asphalt, it is 1.09 for polymer modified asphalt.
- Pba = absorbed asphalt by all aggregate in HMA, percent by weight of aggregate;
- Pbe = effective asphalt content in HMA, percent by total weight of HMA; and
- Ps = aggregate content in HMA, percent by total weight of HMA.
- = asphalt content in FAM, percent by total weight of aggregate;
- = filler content in FAM, percent by weight of aggregate;
- = absorbed asphalt by FAM in HMA, percent by weight of aggregate;
- = effective asphalt content in FAM, percent by total weight of FAM;
- f2.36 = 2.36 mm sieve passing rate in HMA gradations, percent by weight of aggregate;
- FBHMA = ratio of filler to effective asphalt content in HMA; and
- FBFAM = ratio of filler to effective asphalt content in FAM.
3. Experiments
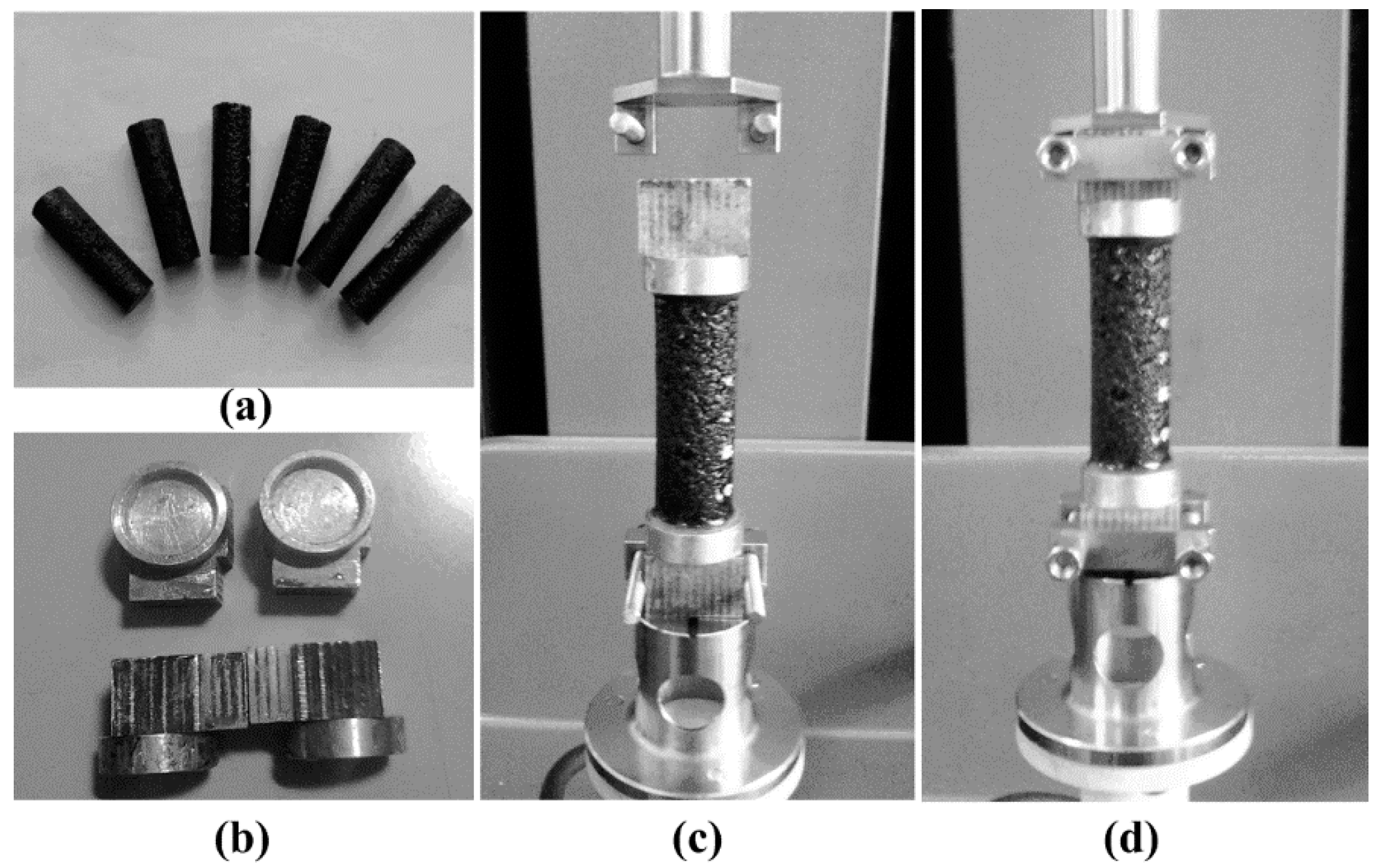
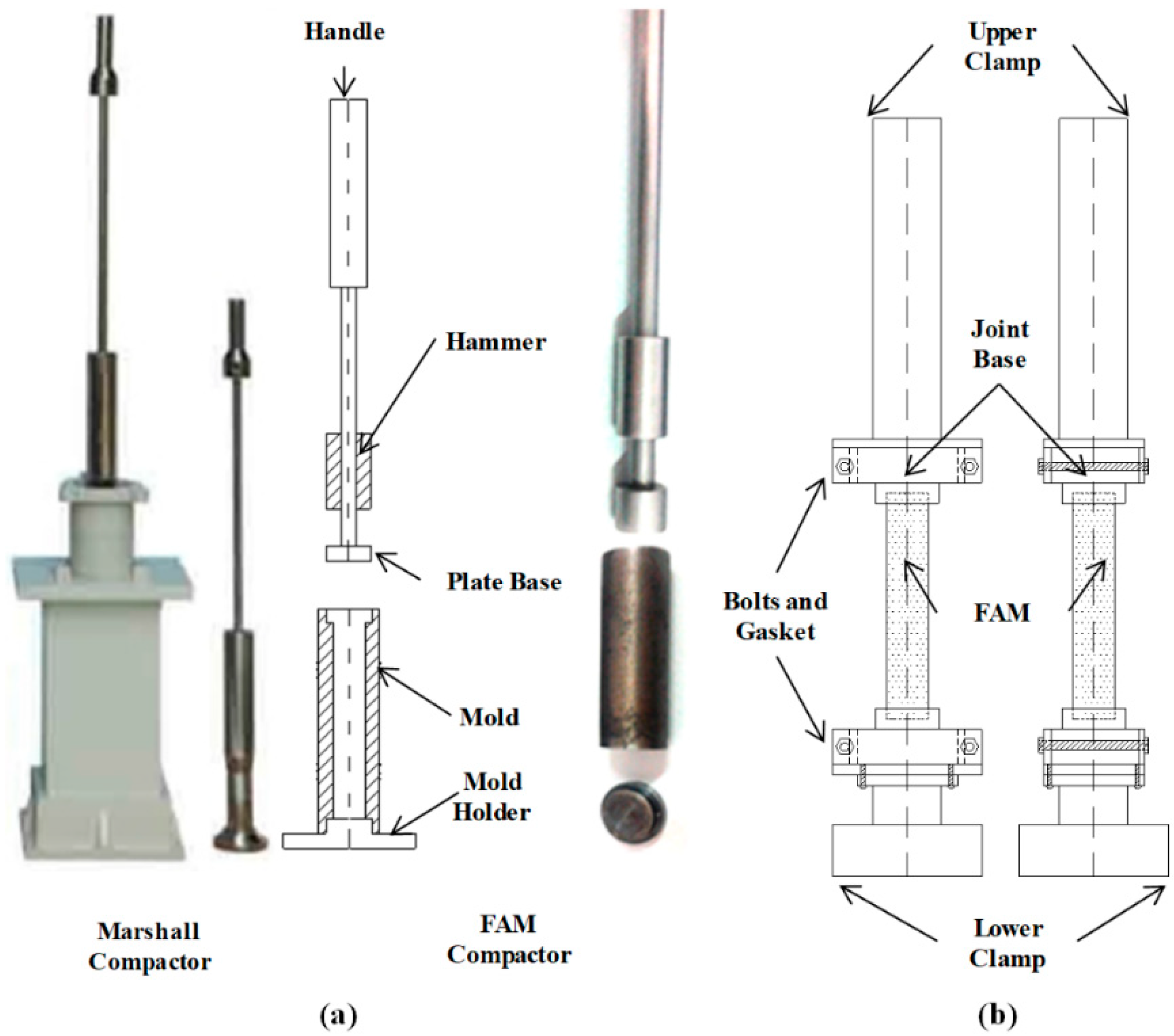
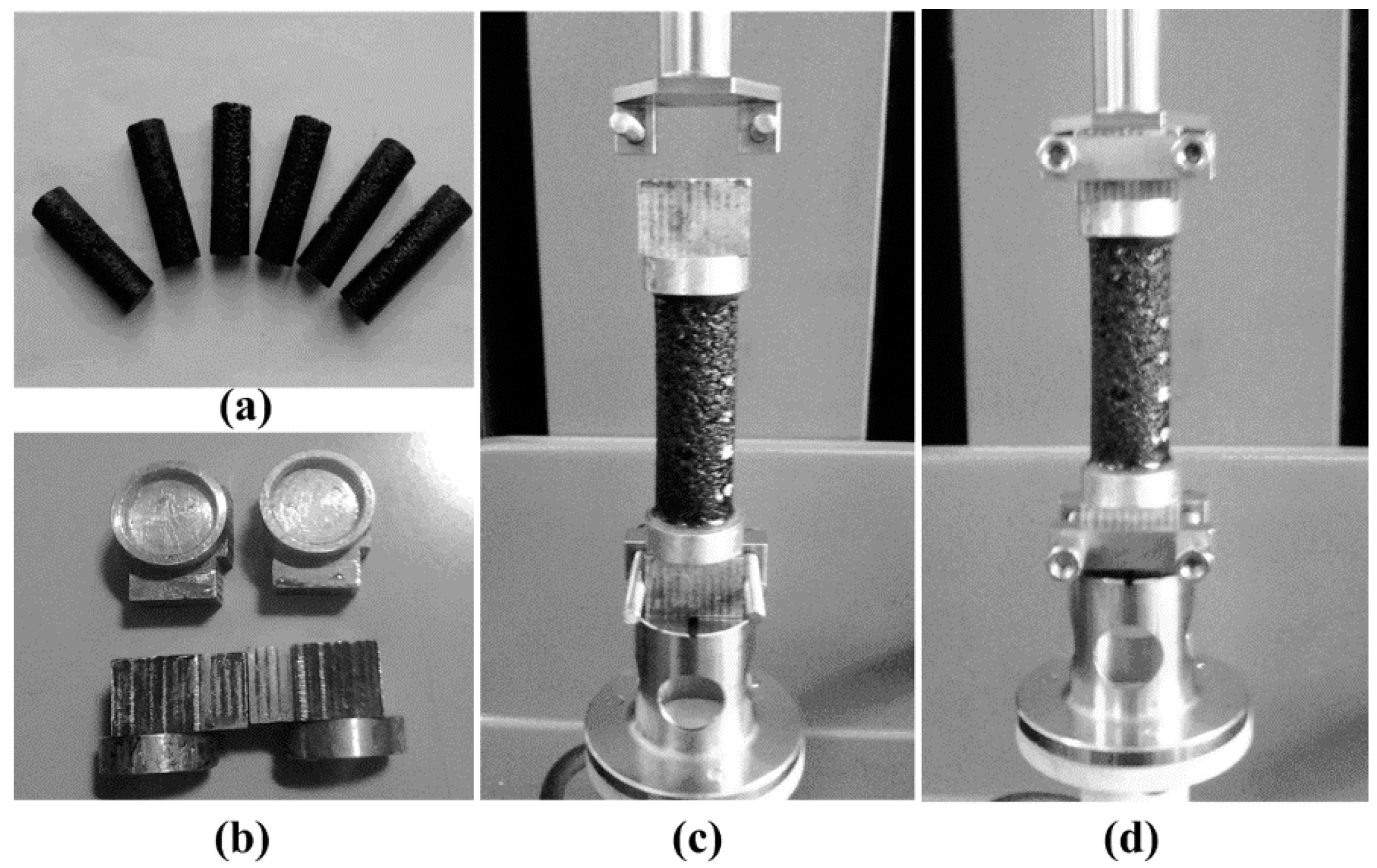
3.1. Speciment Preparation Test
3.2. Propperty Investigation Tests
4. Results and Discussion
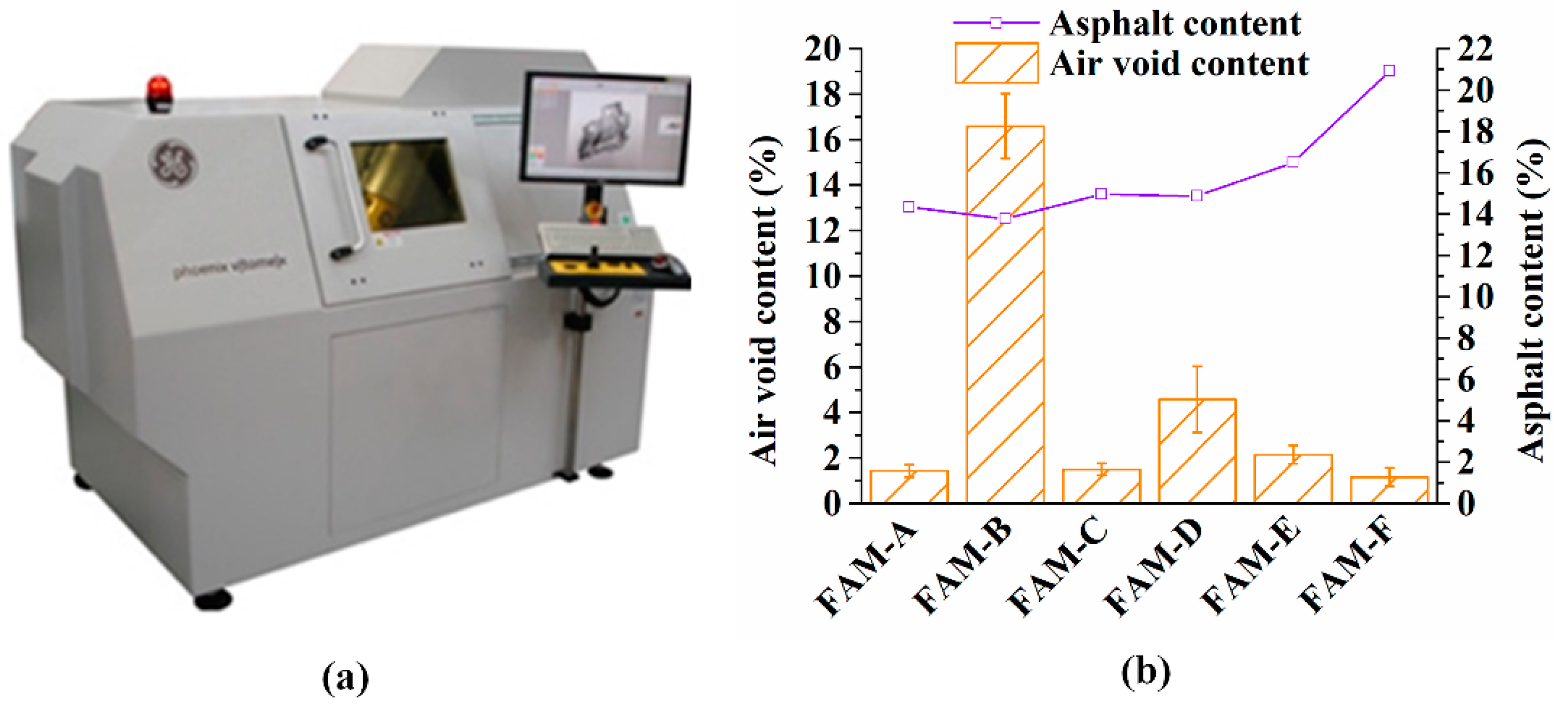
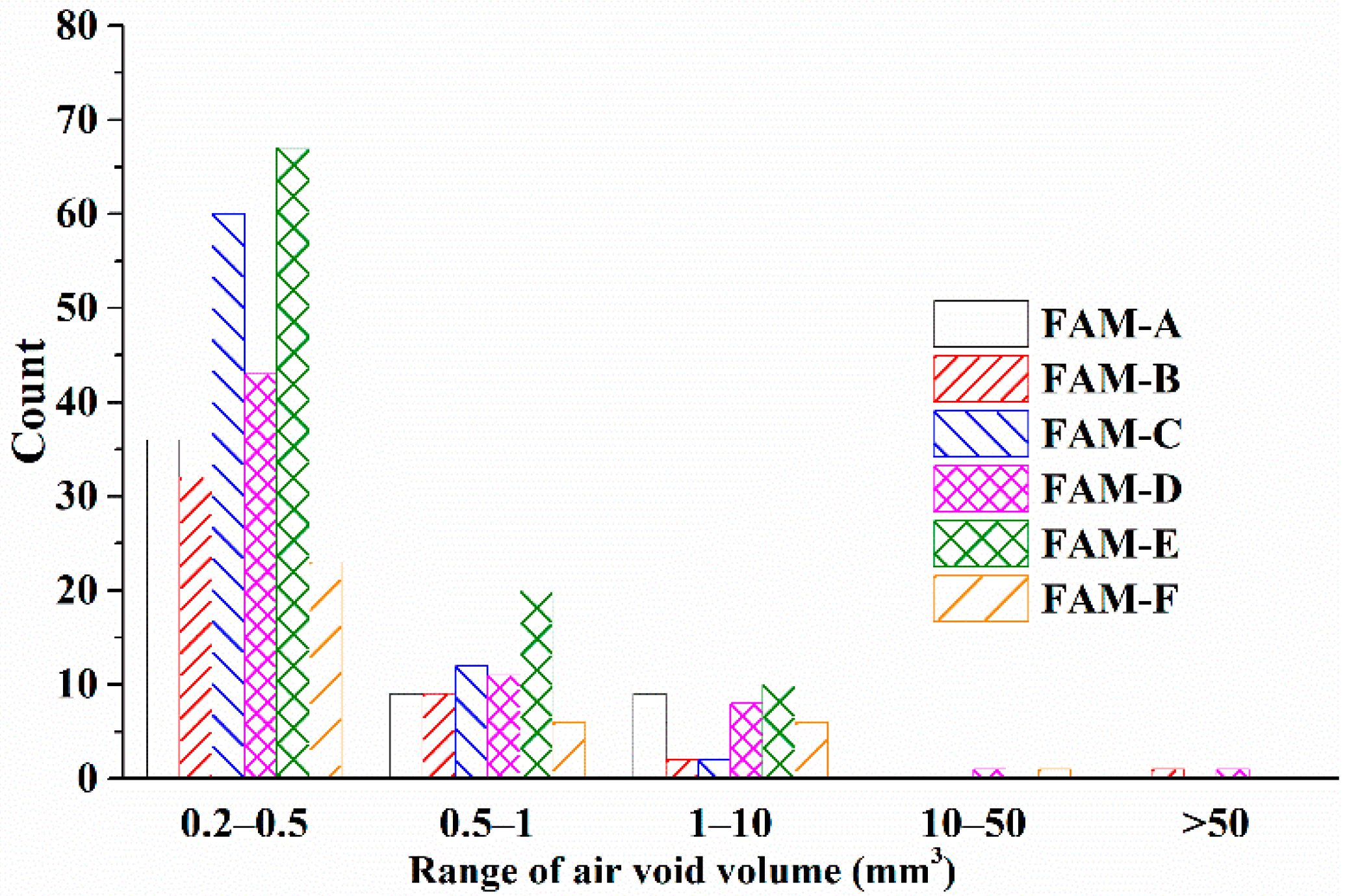
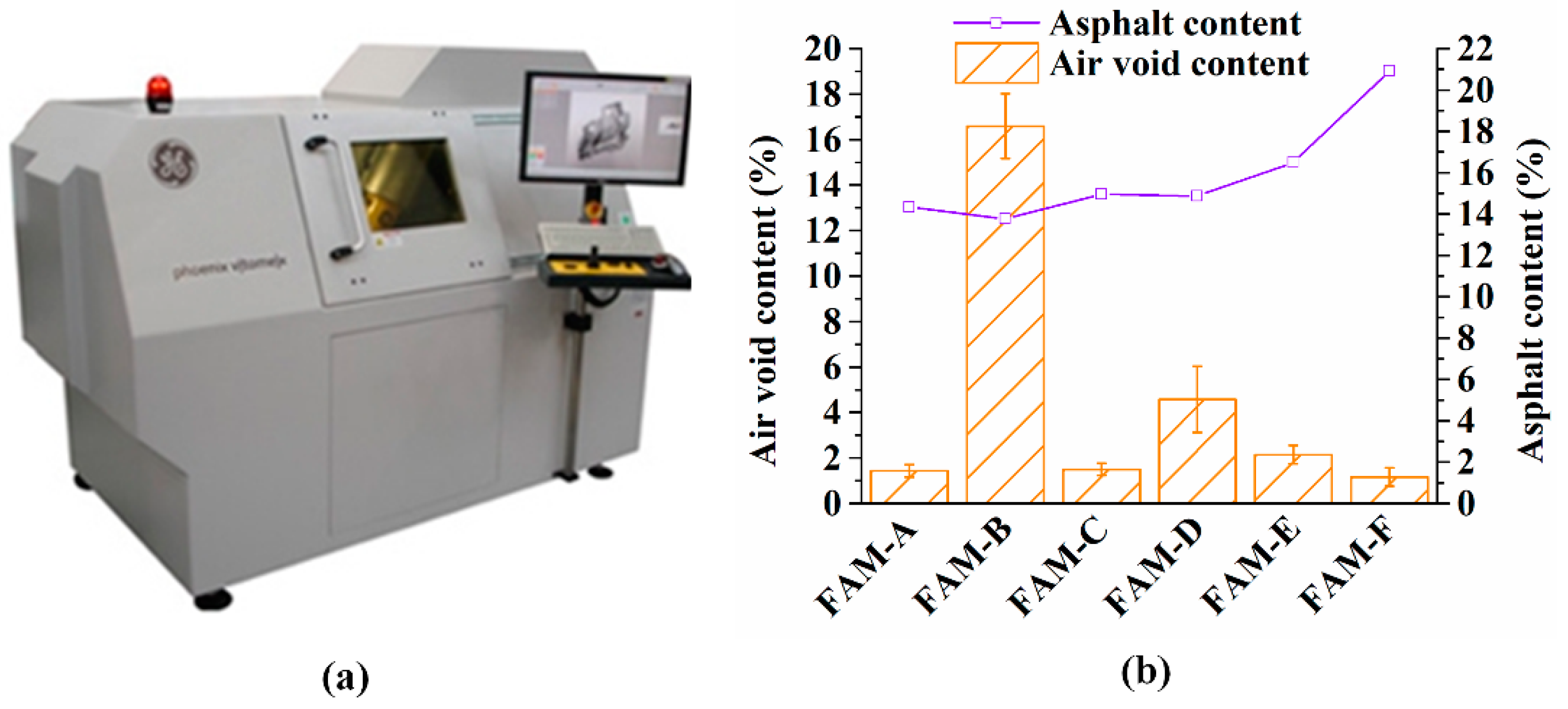
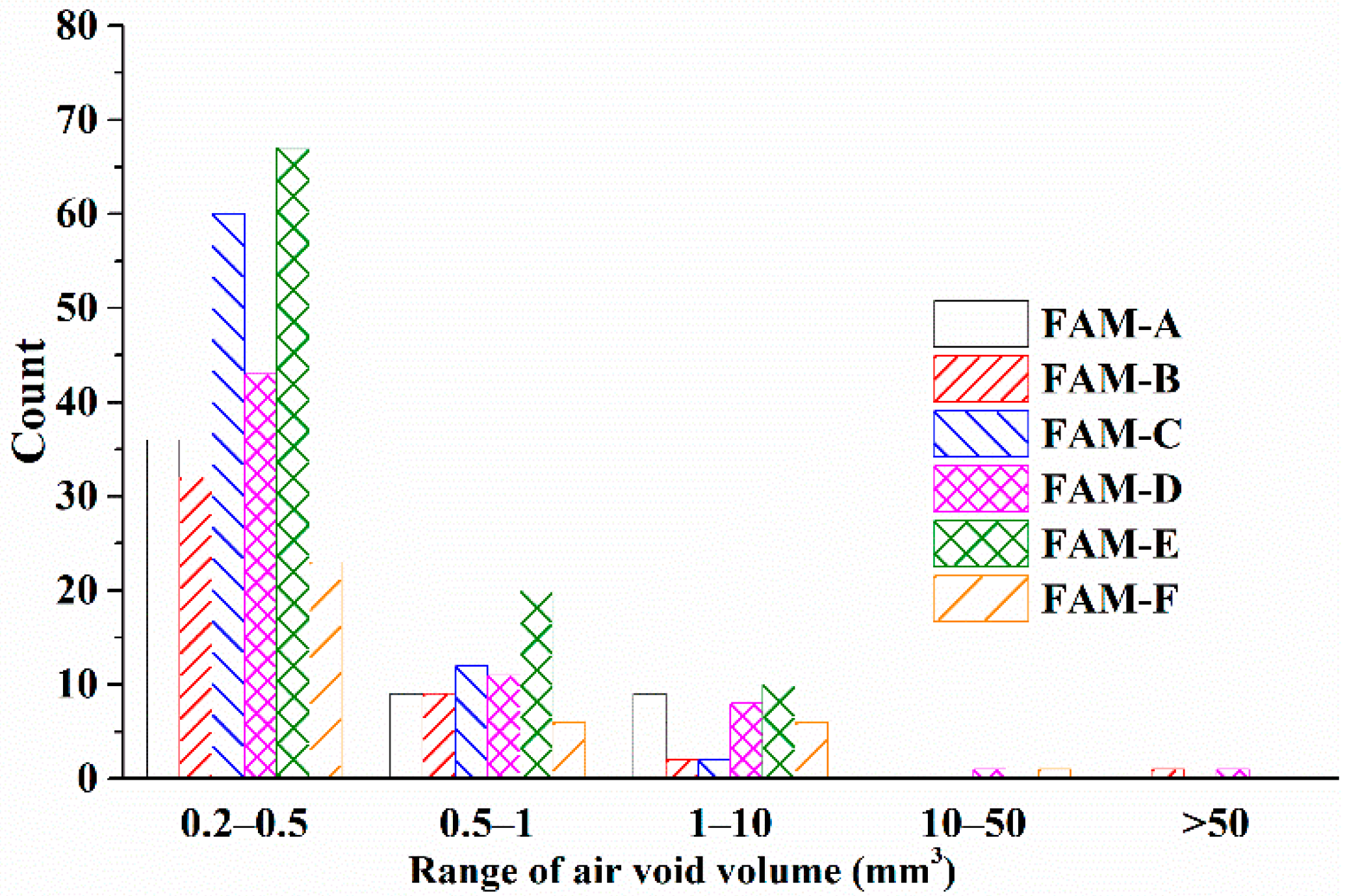
4.1. ICT Scanning Test
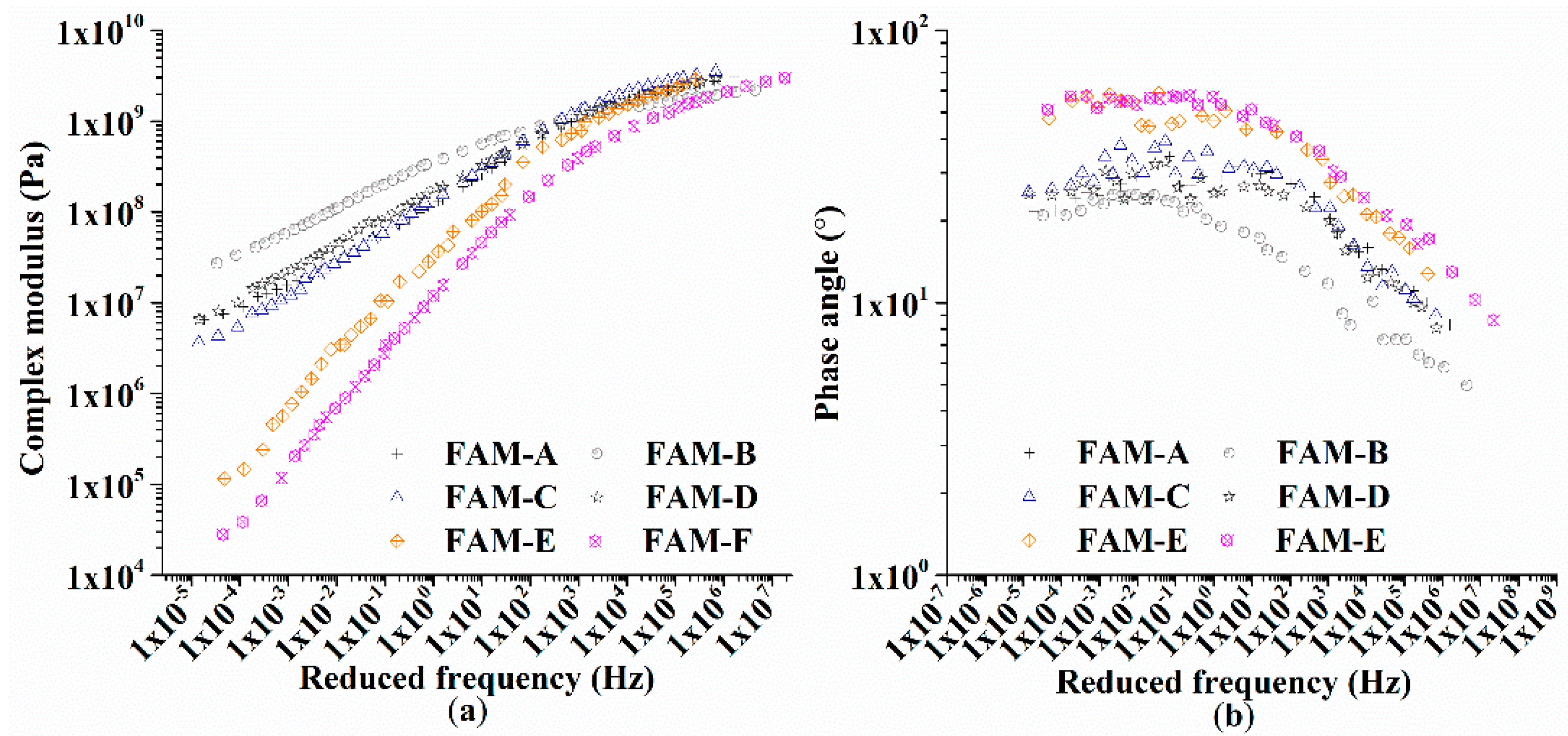
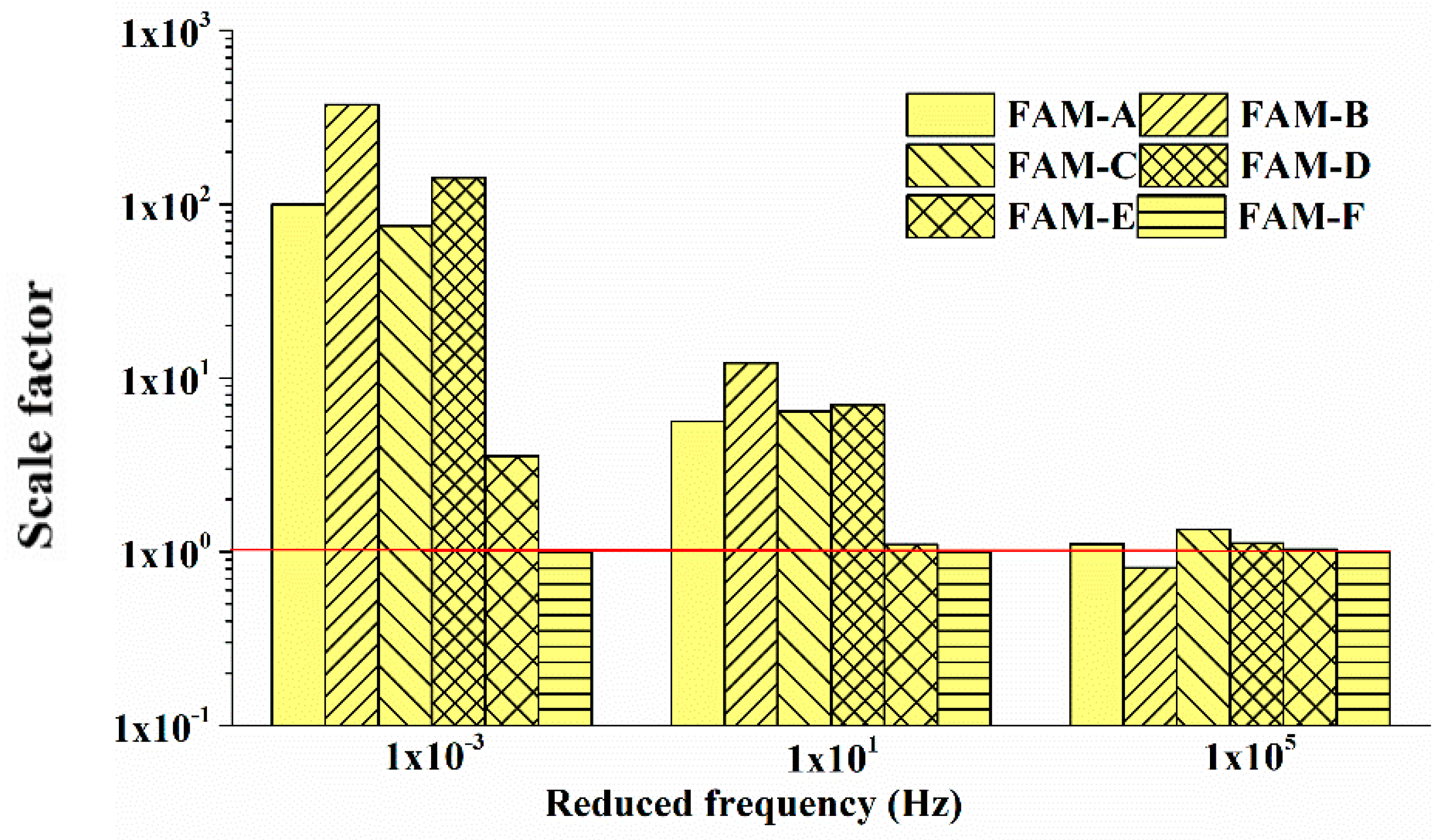
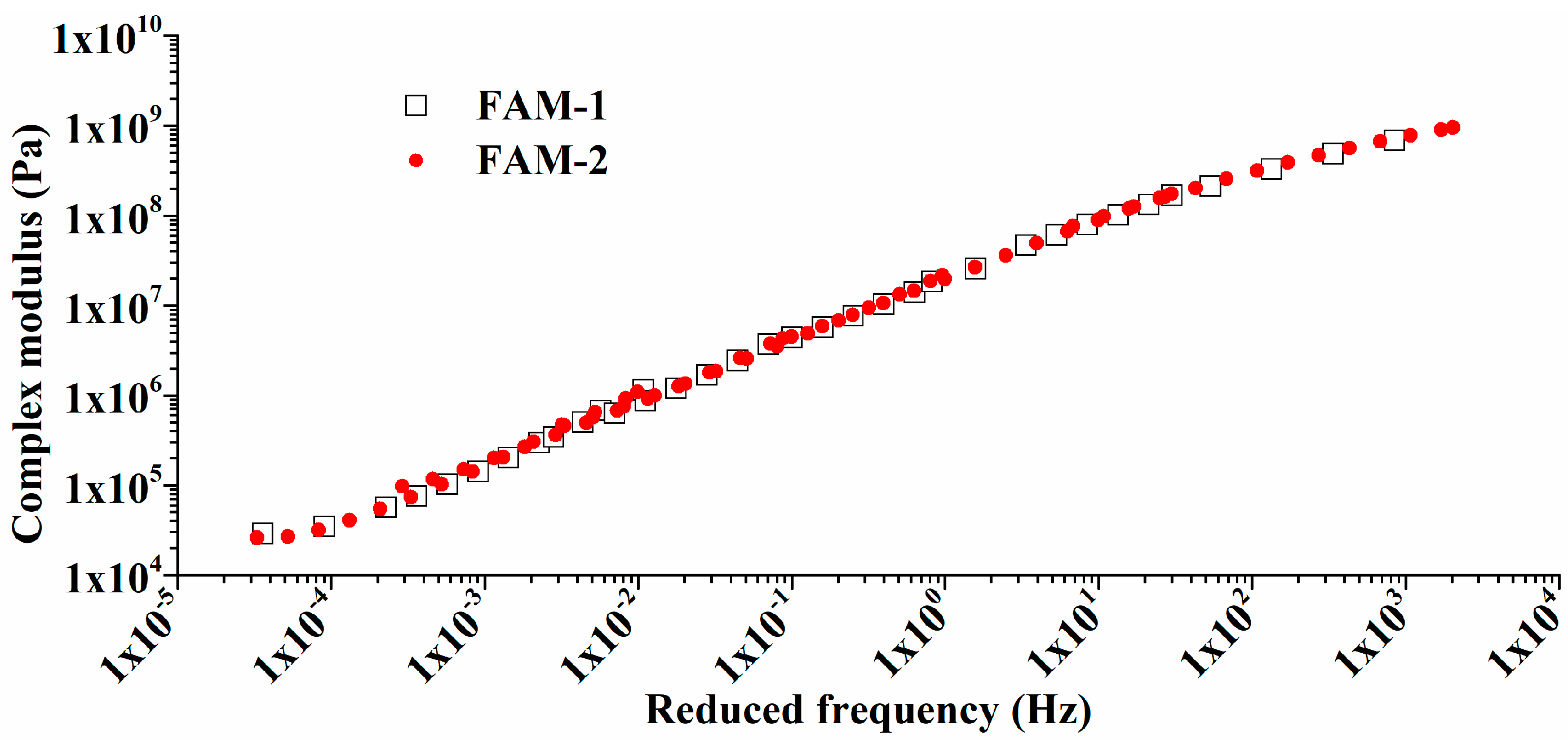
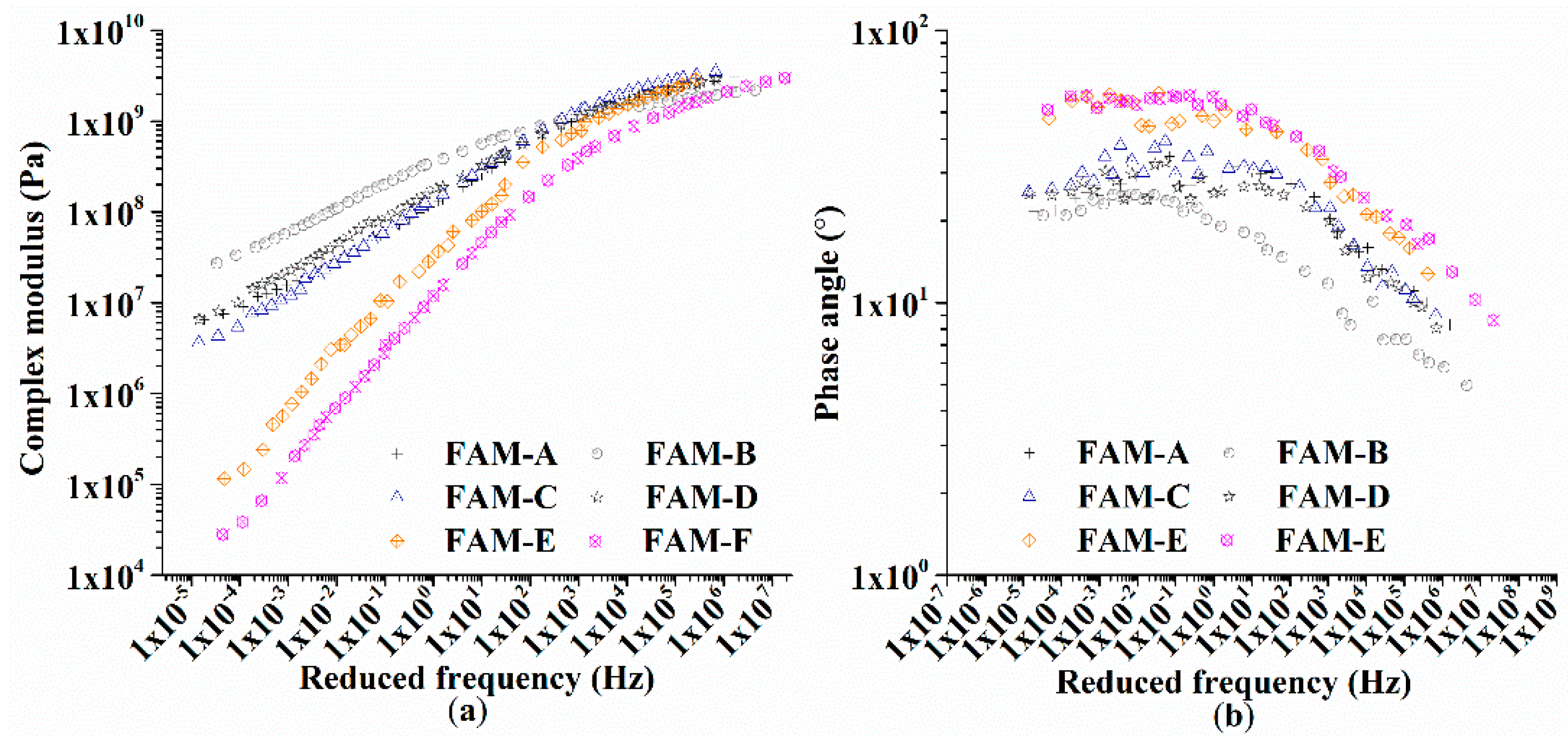
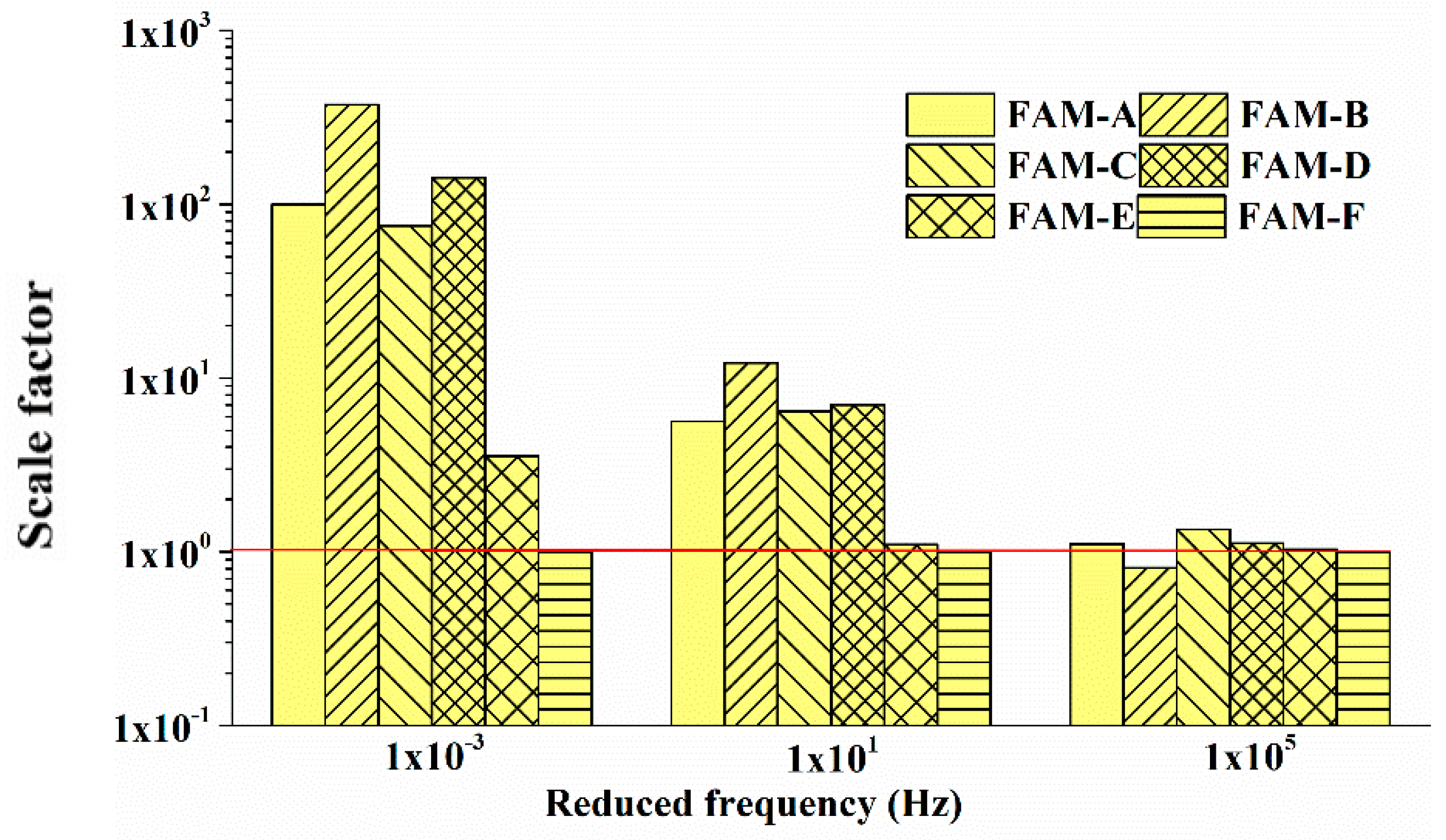
4.2. Frequency Sweep Test
4.3. Fatigue Test
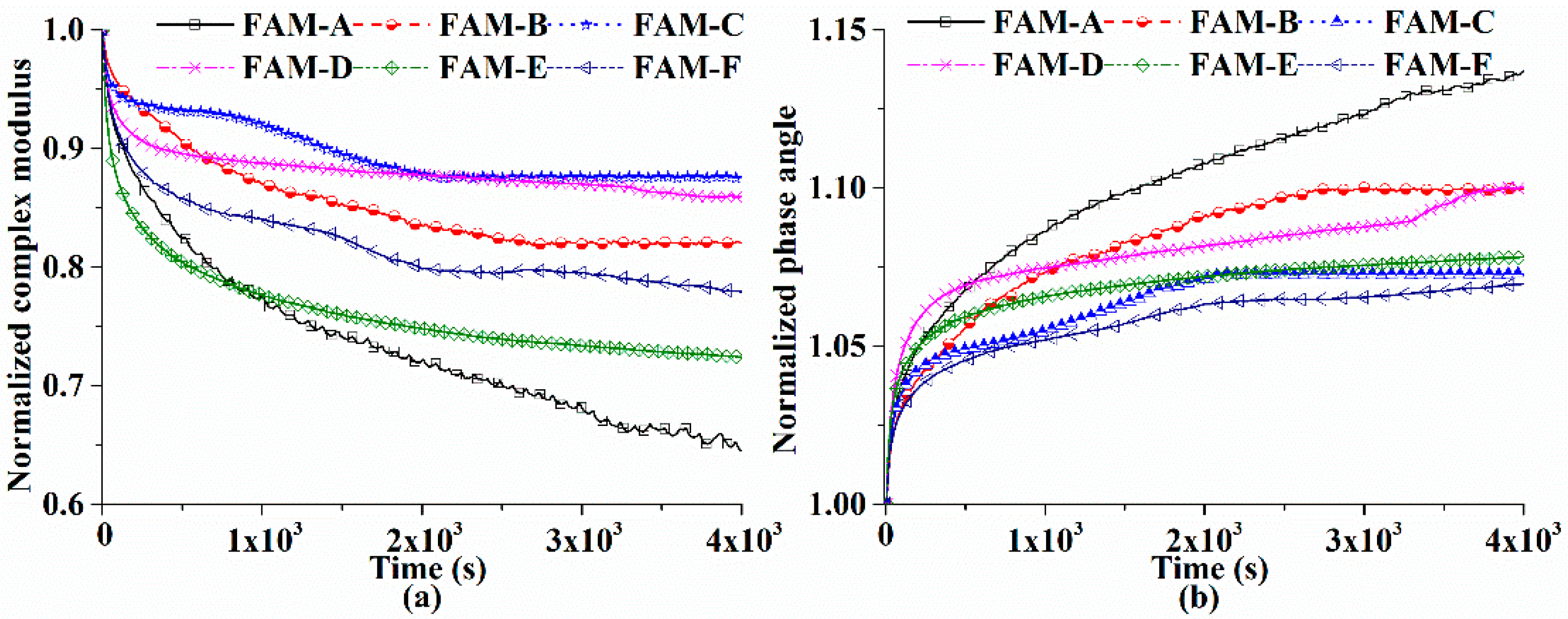
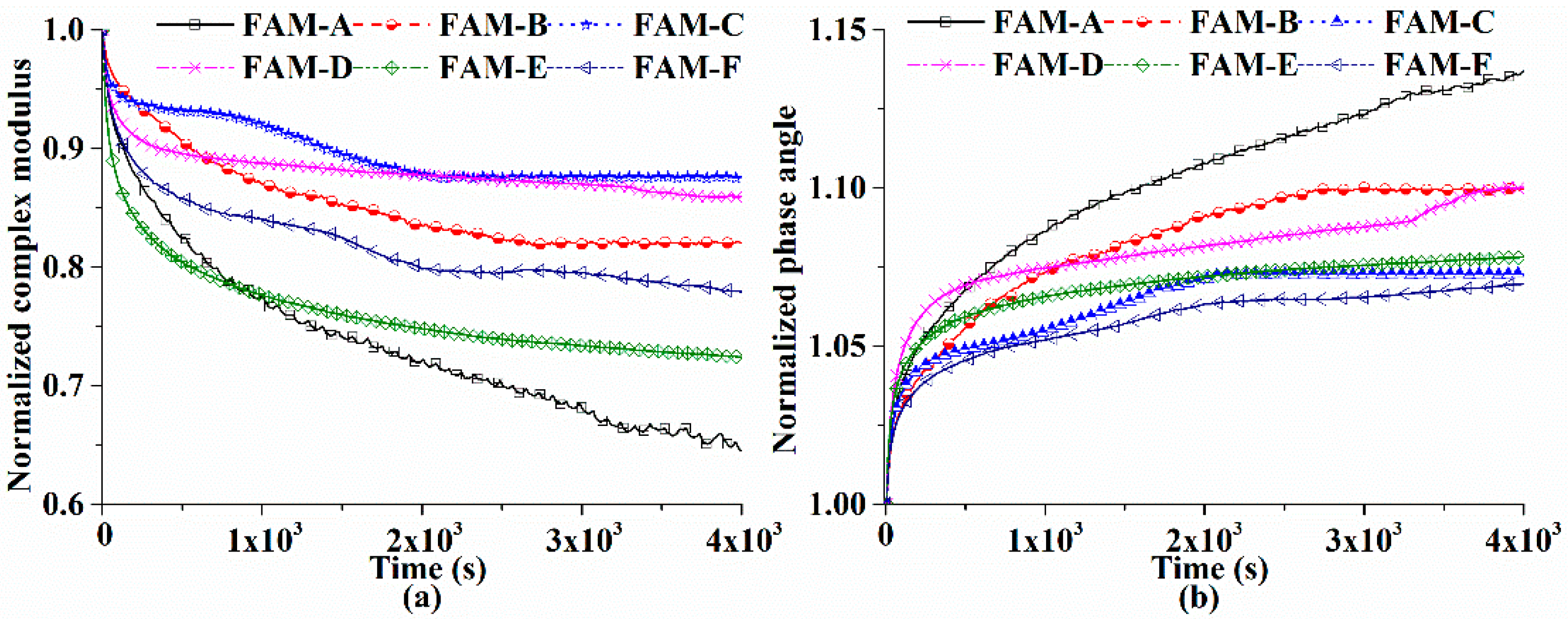
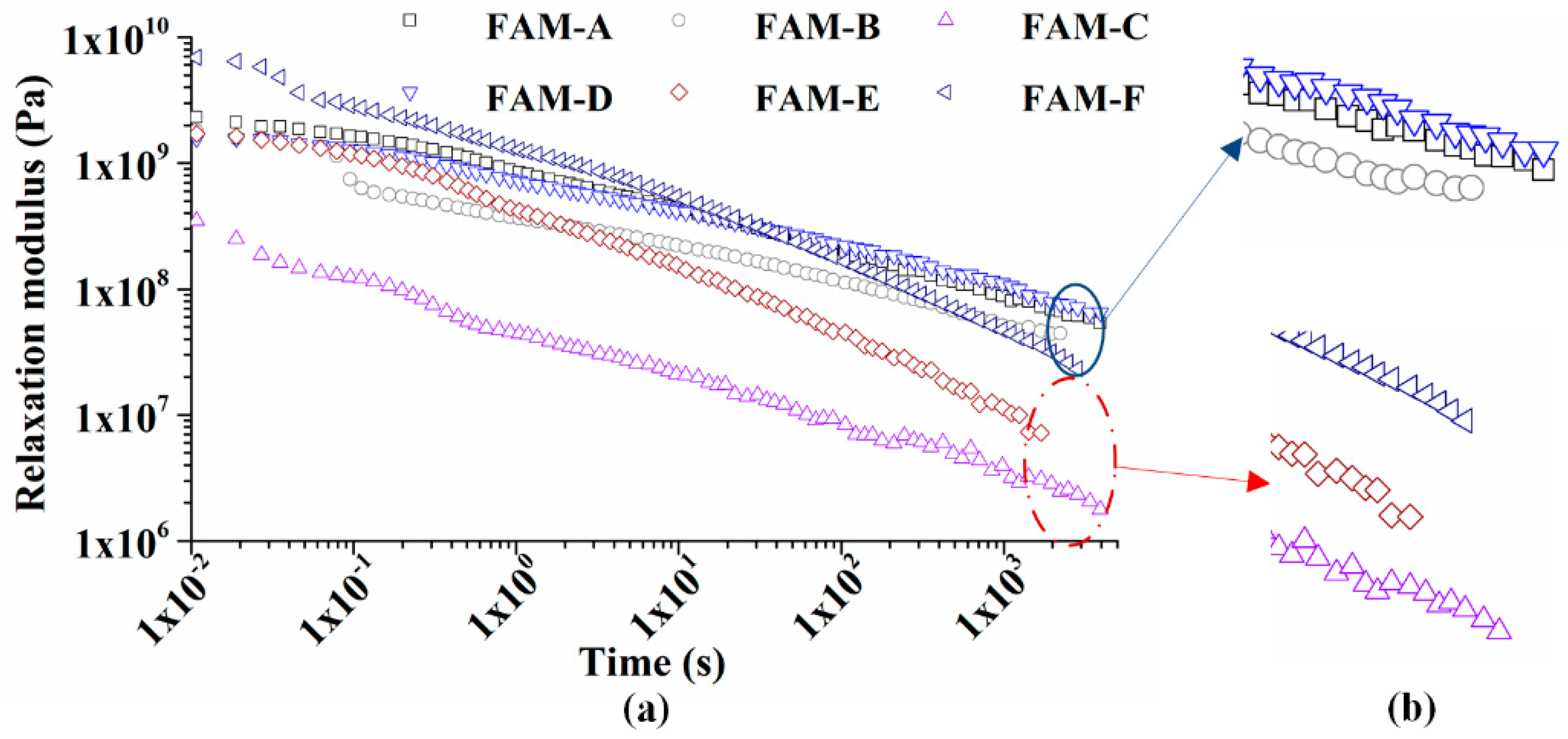
4.4. Relaxation Test
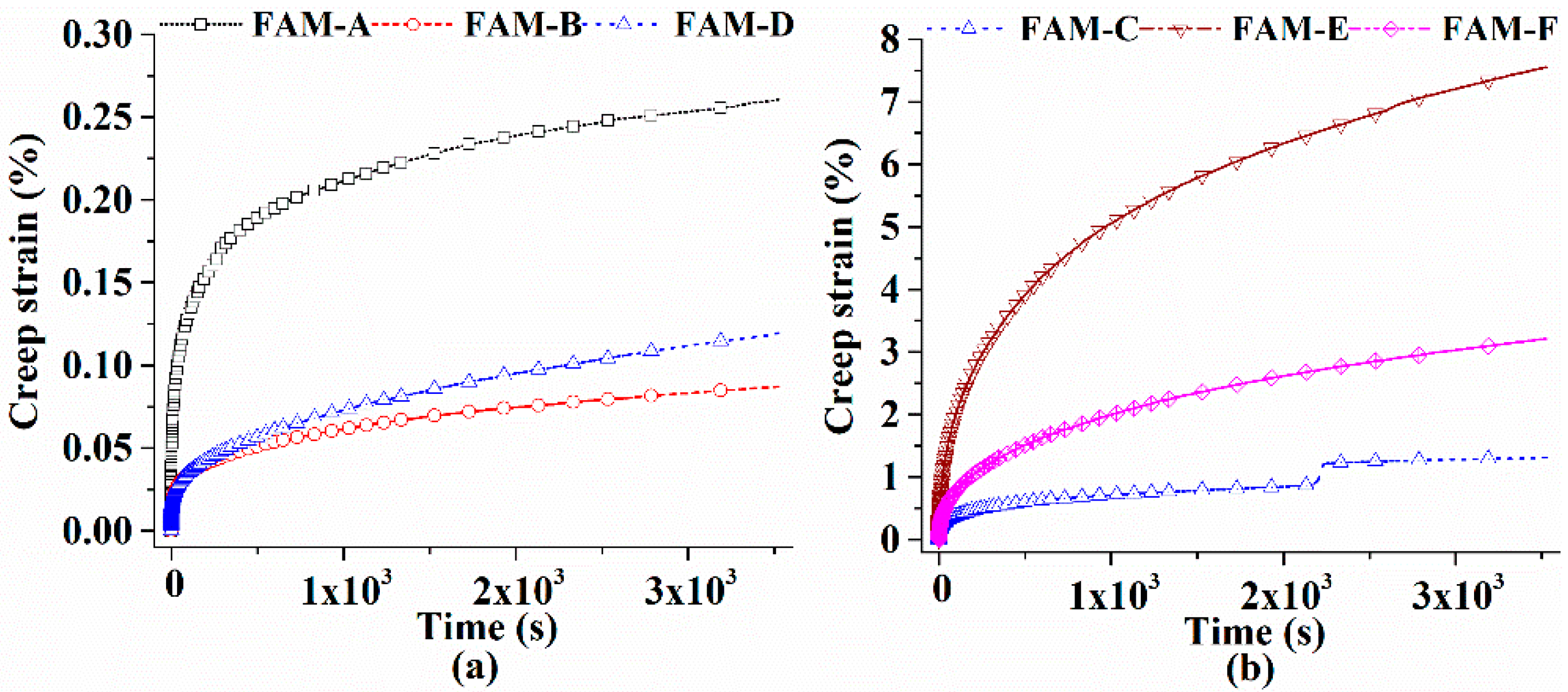
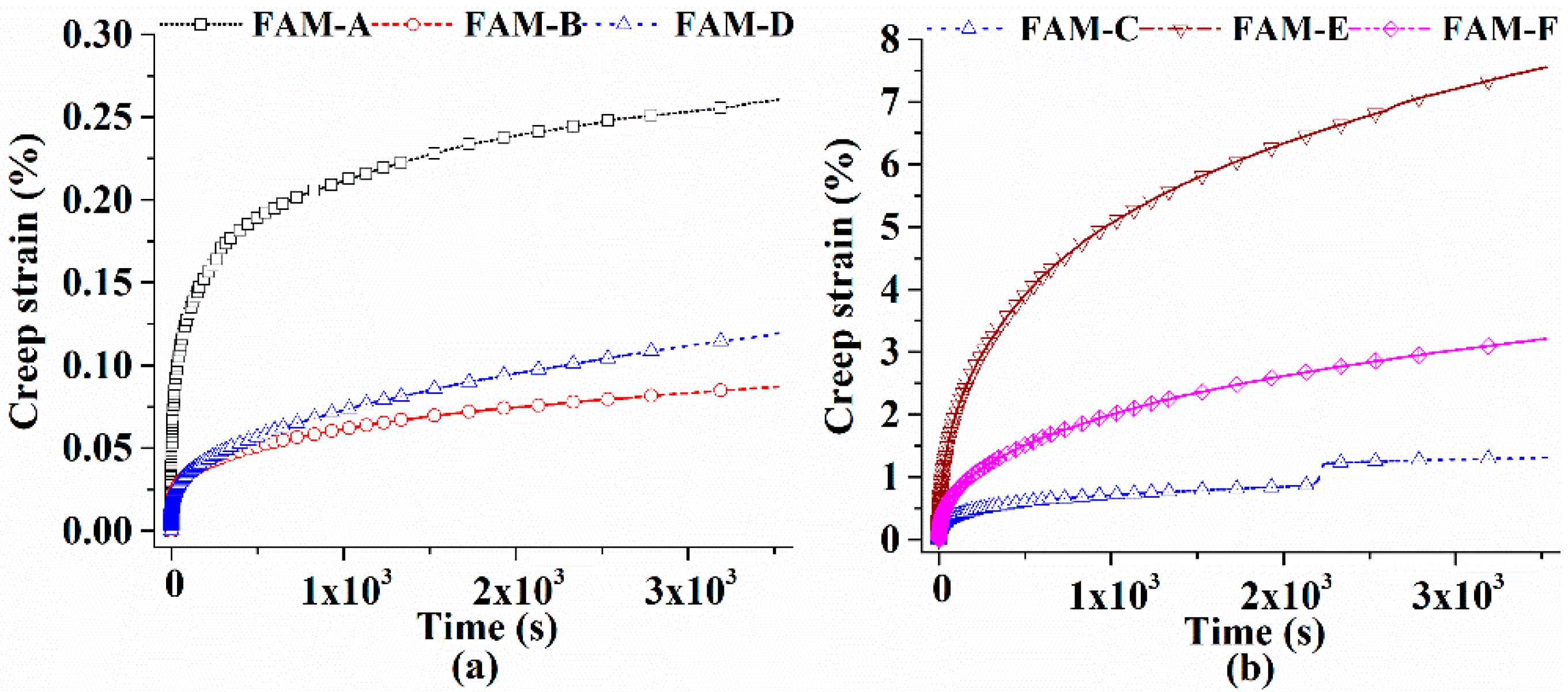
4.5. Static Creep Test
5. Conclusions
6. Future Work
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Hughes, T.J.R.H. Multiscale phenomena: Green’s functions, the dirichlet-to-neumann formulation, subgrid scale models, bubbles and the origins of stabilized methods. Comput. Methods Appl. Mech. Eng. 1995, 127, 387–401. [Google Scholar] [CrossRef]
- Yin, A.; Yang, X.; Yang, S.; Jiang, W. Multiscale fracture simulation of three-point bending asphalt mixture beam considering material heterogeneity. Eng. Fract. Mech. 2011, 78, 2414–2428. [Google Scholar] [CrossRef]
- Underwood, B.S.; Kim, Y.R. Microstructural association model for upscaling prediction of asphalt concrete dynamic modulus. J. Mater. Civ. Eng. 2013, 25, 1153–1161. [Google Scholar] [CrossRef]
- Underwood, B.S. Multiscale Constitutive Modeling of Asphalt Concrete. Ph.D. Thesis, North Carolina State University, Raleigh, NC, USA, 2011. [Google Scholar]
- American Association of State Highway and Transportation Officials (AASHTO) T315. Determining the Rheological Properties of Asphalt Binder Using a Dynamic Shear Rheometer (DSR); AASHTO: Washington, DC, USA, 2010. [Google Scholar]
- Yu, J.; Zeng, X.; Wu, S.; Wang, L.; Liu, G. Preparation and properties of montmorillonite modified asphalts. Mat. Sci. Eng. A Struct. 2007, 447, 233–238. [Google Scholar] [CrossRef]
- American Association of State Highway and Transportation Officials (AASHTO) TP62. Standard Method of Test for Determining Dynamic Modulus of Hot-Mix Asphalt Concrete Mixtures; AASHTO: Washington, DC, USA, 2007. [Google Scholar]
- Anjan kumar, S.; Veeraragavan, A. Dynamic mechanical characterization of asphalt concrete mixes with modified asphalt binders. Mat. Sci. Eng. A 2011, 528, 6445–6454. [Google Scholar] [CrossRef]
- Underwood, B.S.; Kim, Y.R. Effect of volumetric factors on the mechanical behavior of asphalt fine aggregate matrix and the relationship to asphalt mixture properties. Constr. Build. Mater. 2013, 49, 672–681. [Google Scholar] [CrossRef]
- Vasconcelos, K.L. Moisture Diffusion in Asphalt Binders and Fine Aggregate Mixtures. Ph.D. Thesis, Texas A&M University, College Station, TX, USA, 2010. [Google Scholar]
- Branco, V.T.F.C.; Masad, E.; Bhasin, A.; Little, D.N. Fatigue analysis of asphalt mixtures independent of mode of loading. Transp. Res. Rec. 2008, 2057, 149–156. [Google Scholar] [CrossRef]
- Im, S.; Ban, H.; Kim, Y.R. Characterization of mode-I and mode-II fracture properties of fine aggregate matrix using a semicircular specimen geometry. Constr. Build. Mater. 2014, 52, 413–421. [Google Scholar] [CrossRef]
- Ren, B.; Li, S. Multiscale modeling and prediction of bonded joint failure by using an adhesive process zone model. Theor. Appl. Fract. Mec. 2014, 72, 76–88. [Google Scholar] [CrossRef]
- Arago, F.T.S.; Kim, Y.-R.; Lee, J.; Allen, D.H. Micromechanical model for heterogeneous asphalt concrete mixtures subjected to fracture failure. J. Mater. Civil Eng. 2011, 23, 30–38. [Google Scholar] [CrossRef]
- Izadi, A.; Bhasin, M.; Bhasin, A. Designing Fine Aggregate Mixtures to Evaluate Fatigue Crack-Growth in Asphalt Mixtures; Center for Transportation Research, University of Texas at Austin: Austin, TX, USA, 2011; Report No. SWUTC/11/161022-1. [Google Scholar]
- Asphalt Institute. Mix Design Methods for Asphalt Concrete and Other Hot-Mix Types MS-2; Asphalt Institute: Lexington, KY, USA, 1997; pp. 43–54. [Google Scholar]
- Dong, Z.; Gong, X.; Xiao, G.; Sun, R. Mechanical behavior analysis of asphalt mixture in meso-scale considering locally effective material. J. Test. Eval. 2014, 42, 1155–1164. [Google Scholar] [CrossRef]
- Bhasin, A.; Izadi, A.; Bedgaker, S. Three dimensional distribution of the mastic in asphalt composites. Constr. Build. Mater. 2011, 25, 4079–4087. [Google Scholar] [CrossRef]
- American Association of State Highway and Transportation Officials (AASHTO) T245. Standard Method of Test for Resistance to Plastic Flow of Bituminous Mixtures Using Marshall Apparatus; AASHTO: Washington, DC, USA, 2008. [Google Scholar]
- American Association of State Highway and Transportation Officials (AASHTO) T84. Standard Method of Test for Specific Gravity and Absorption of Fine Aggregate; AASHTO: Washington, DC, USA, 2010. [Google Scholar]
- American Association of State Highway and Transportation Officials (AASHTO) T85. Standard Method of Test for Specific Gravity and Absorption of Coarse Aggregate; AASHTO: Washington, DC, USA, 2010. [Google Scholar]
- American Society for Testing and Materials (ASTM) D2041. Standard Test Method for Theoretical Maximum Specific Gravity and Density of Bituminous Paving Mixtures; ASTM: West Conshohocken, PA, USA, 2011. [Google Scholar]
- Liao, M.C.; Chen, J.S.; Tsou, K.W. Fatigue characteristics of bitumen-filler mastics and asphalt mixtures. J. Mater. Civil Eng. 2011, 24, 916–923. [Google Scholar] [CrossRef]
- Gong, X.; Romero, P.; Dong, Z.; Li, Y. Investigation on the low temperature property of asphalt fine aggregate matrix and asphalt mixture including the environmental factors. Constr. Build. Mater. 2017, 156, 56–62. [Google Scholar] [CrossRef]
- Gong, X.; Romero, P.; Dong, Z.; Sudbury, S.D. The effect of freeze-thaw cycle on the low temperature property of asphalt fine aggregate matrix utilizing bending beam Rheometer. Cold Reg. Sci. Technol. 2016, 125, 101–107. [Google Scholar] [CrossRef]
- Yang, Z.; Zhang, X.; Zhang, Z.; Zou, B.; Zhu, Z.; Lu, G.; Xu, W.; Yu, J.; Yu, H. Effect of aging on chemical and rheological properties of bitumen. Polymers 2018, 10, 1345. [Google Scholar] [CrossRef] [PubMed]
- Masad, E.; Jandhyala, V.K.; Dasgupta, N.; Somadevan, N.; Shashidhar, N. Characterization of air void distribution in asphalt mixes using x-ray computed tomography. J. Mater. Civil Eng. 2002, 14, 122–129. [Google Scholar] [CrossRef]
- Praticò, F.G.; Moro, A. Measurement of air void content in hot mix asphalts: Method and core diameter dependence. Constr. Build. Mater. 2012, 26, 344–349. [Google Scholar] [CrossRef]
- Li, R. Time-temperature superposition method for glass transition temperature of plastic materials. Mater. Sci. Eng. 1999, 278, 36–45. [Google Scholar] [CrossRef]
- Chandran, K.S.R. Mechanical fatigue of polymers: A new approach to characterize the S-N behavior on the basis of macroscopic crack growth mechanism. Polymers 2016, 91, 222–238. [Google Scholar] [CrossRef]
- Nejad, F.M.; Aflaki, E.; Mohammadi, M.A. Fatigue behavior of SMA and HMA mixtures. Constr. Build. Mater. 2010, 24, 1158–1165. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| HMA | FBFAM | FAM | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Name | Type | NMAS | Pb | Gsb | Gse | Ga | Pba | Pbe | P2.36 | Ps | Name | NMAS | P′f | P′b | |
| HMA-A | AC * | 13 | 4.58 | 2.607 | 2.643 | 1.09 | 0.56 | 4.05 | 25.58 | 95.42 | 1.39 | FAM-A | 1.18 | 23.07 | 14.33 |
| HMA-B | 20 | 4.49 | 2.609 | 2.642 | 0.53 | 3.99 | 26.36 | 95.51 | 1.41 | FAM-B | 22.38 | 13.77 | |||
| HMA-C | 25 | 4.31 | 2.608 | 2.641 | 0.52 | 3.81 | 22.78 | 95.69 | 1.46 | FAM-C | 25.46 | 14.96 | |||
| HMA-D | ATB * | 25 | 3.85 | 2.605 | 2.639 | 0.54 | 3.33 | 19.94 | 96.15 | 1.16 | FAM-D | 20.06 | 14.87 | ||
| HMA-E | 30 | 3.47 | 2.607 | 2.640 | 0.52 | 2.97 | 15.67 | 96.53 | 1.56 | FAM-E | 30.63 | 16.49 | |||
| HMA-F | SMA * | 16 | 6.10 | 2.595 | 2.635 | 0.64 | 5.51 | 22.29 | 93.90 | 1.60 | FAM-F | 42.17 | 20.92 | ||
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gong, X.; Dong, Z.; Wang, H.; Ma, X.; Yu, H.; Hu, K. Rheological Characterization of Asphalt Fine Aggregate Matrix Using Dynamic Shear Rheometer. Polymers 2019, 11, 1273. https://doi.org/10.3390/polym11081273
Gong X, Dong Z, Wang H, Ma X, Yu H, Hu K. Rheological Characterization of Asphalt Fine Aggregate Matrix Using Dynamic Shear Rheometer. Polymers. 2019; 11(8):1273. https://doi.org/10.3390/polym11081273
Chicago/Turabian StyleGong, Xiangbing, Zejiao Dong, Haipeng Wang, Xianyong Ma, Huanan Yu, and Kaikai Hu. 2019. "Rheological Characterization of Asphalt Fine Aggregate Matrix Using Dynamic Shear Rheometer" Polymers 11, no. 8: 1273. https://doi.org/10.3390/polym11081273
APA StyleGong, X., Dong, Z., Wang, H., Ma, X., Yu, H., & Hu, K. (2019). Rheological Characterization of Asphalt Fine Aggregate Matrix Using Dynamic Shear Rheometer. Polymers, 11(8), 1273. https://doi.org/10.3390/polym11081273