Crystallization Behavior and Properties of Glass Fiber Reinforced Polypropylene Composites


Abstract
:
1. Introduction
2. Experimental
2.1. Materials
2.2. Sample Preparation
2.3. Characterization
2.3.1. Differential Scanning Calorimetry (DSC)
2.3.2. Scanning Electron Microscope (SEM)
2.3.3. Mechanical Properties
2.3.4. Wide-Angle X-Ray Diffraction (WAXD)
3. Results and Discussion
3.1. Compatibilizer Modified Polypropylene
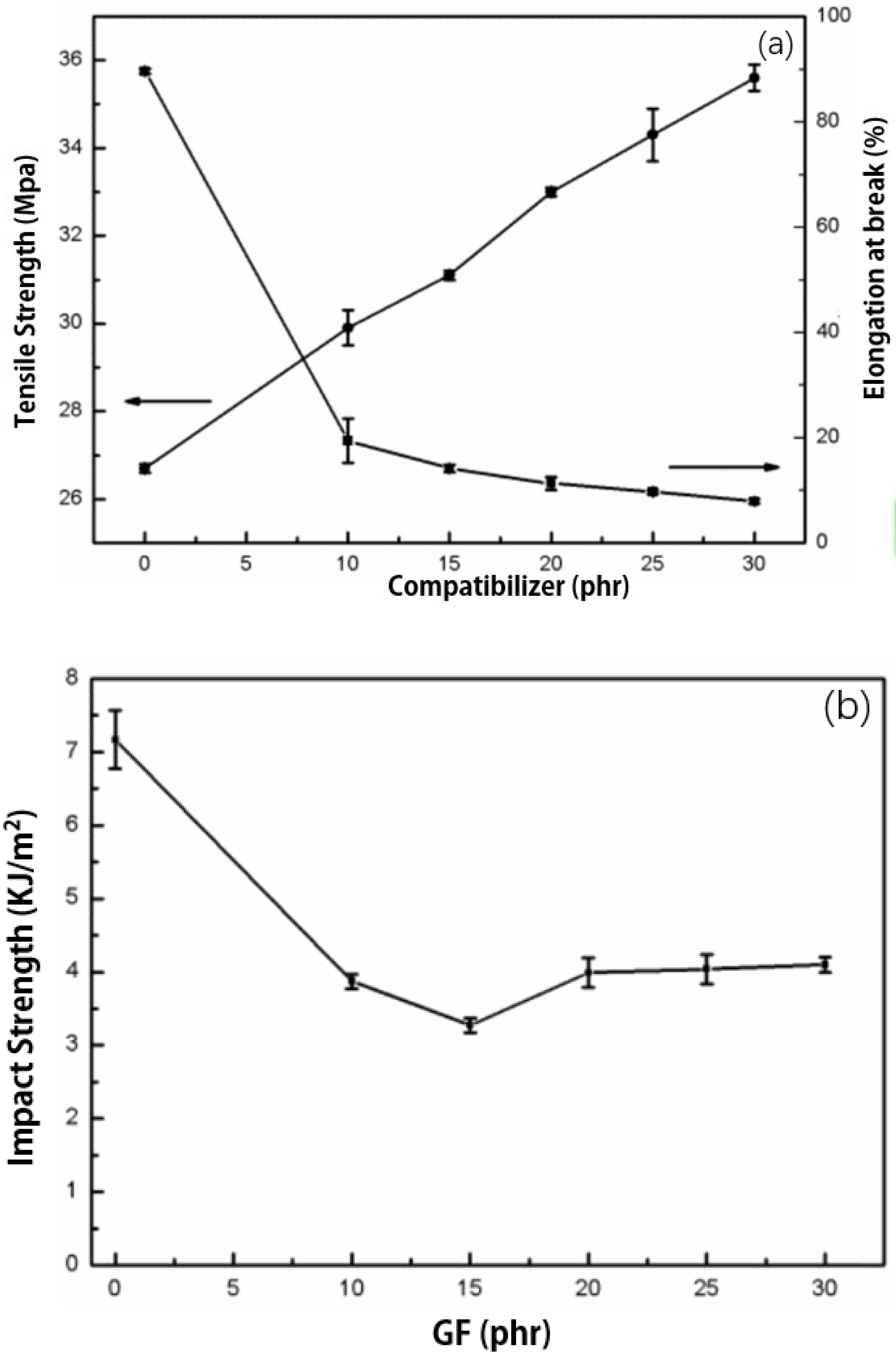
3.1.1. Effects of Glass Fiber Contents on the Properties of GFRP Composites
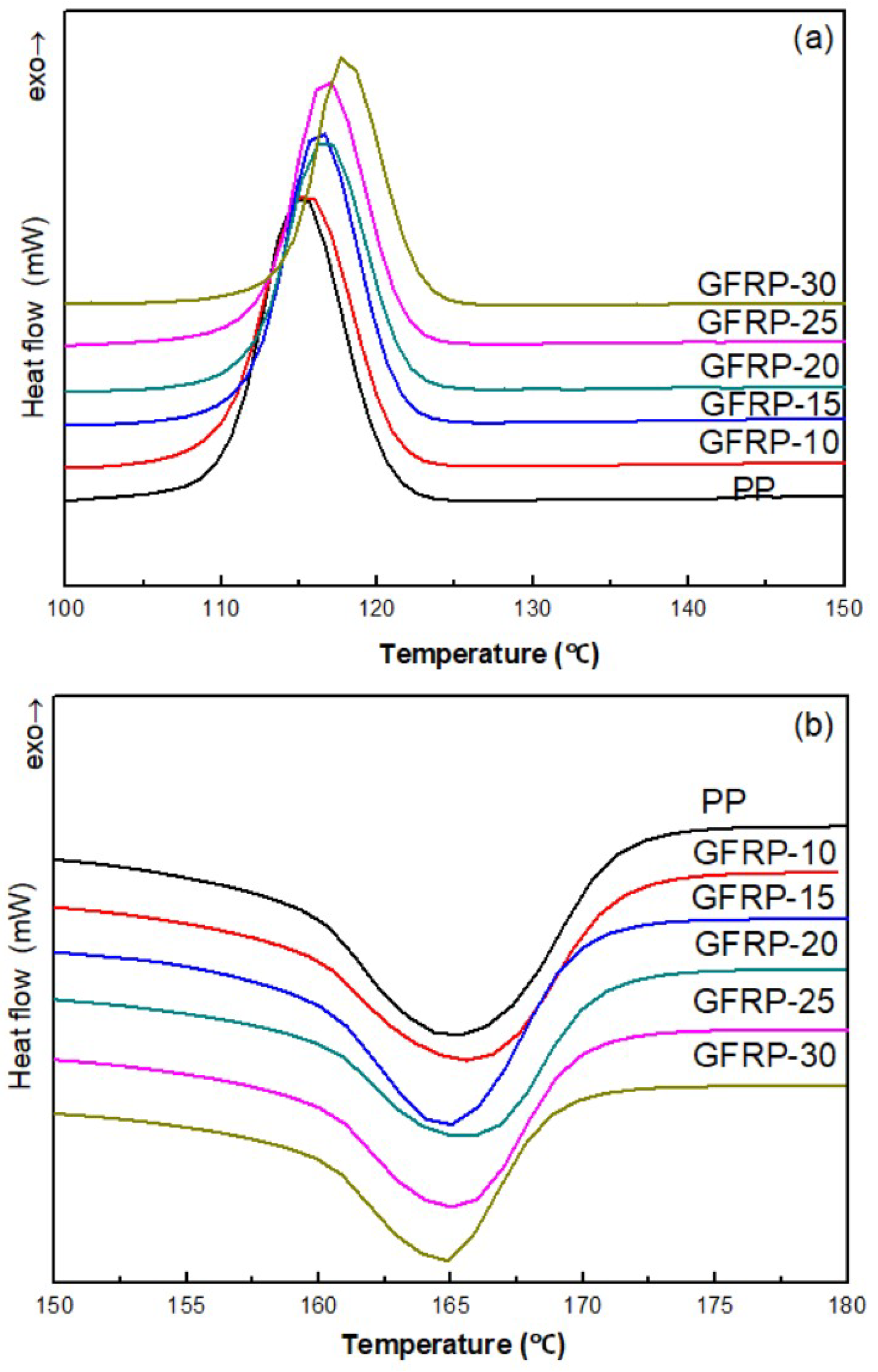
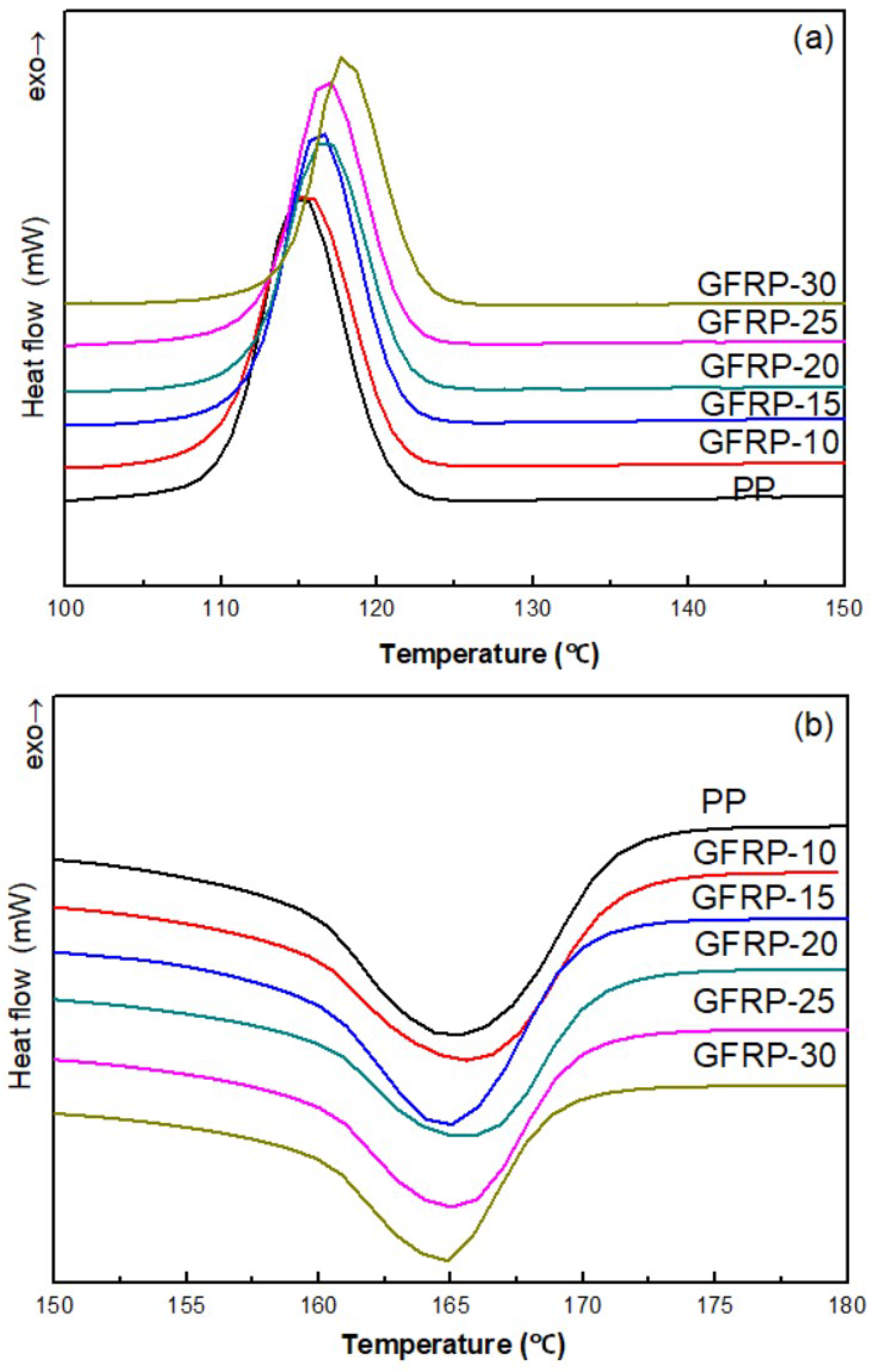
3.1.2. Crystallization and Melting Behavior of GFRP Composites with Different Glass Fiber Contents
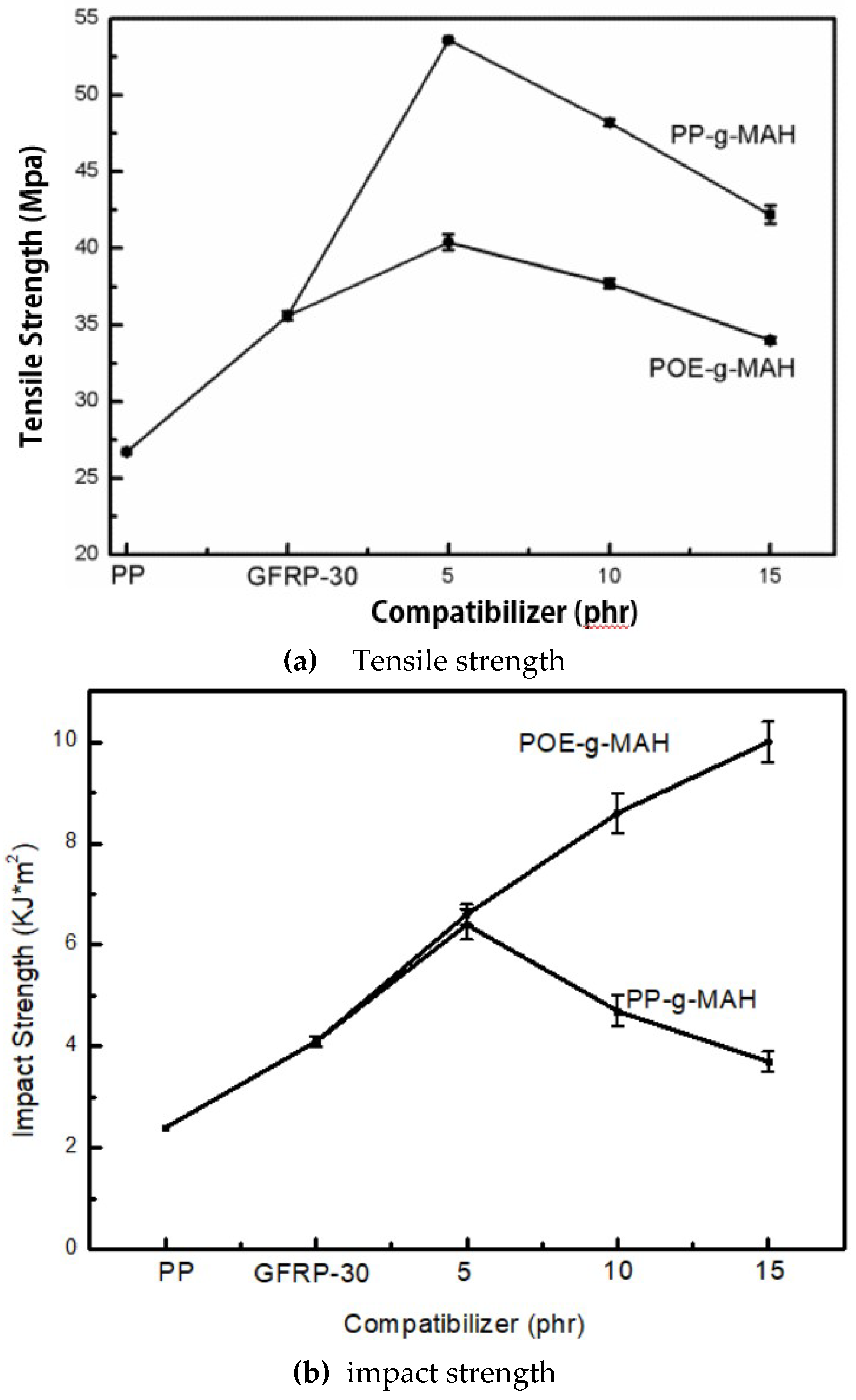
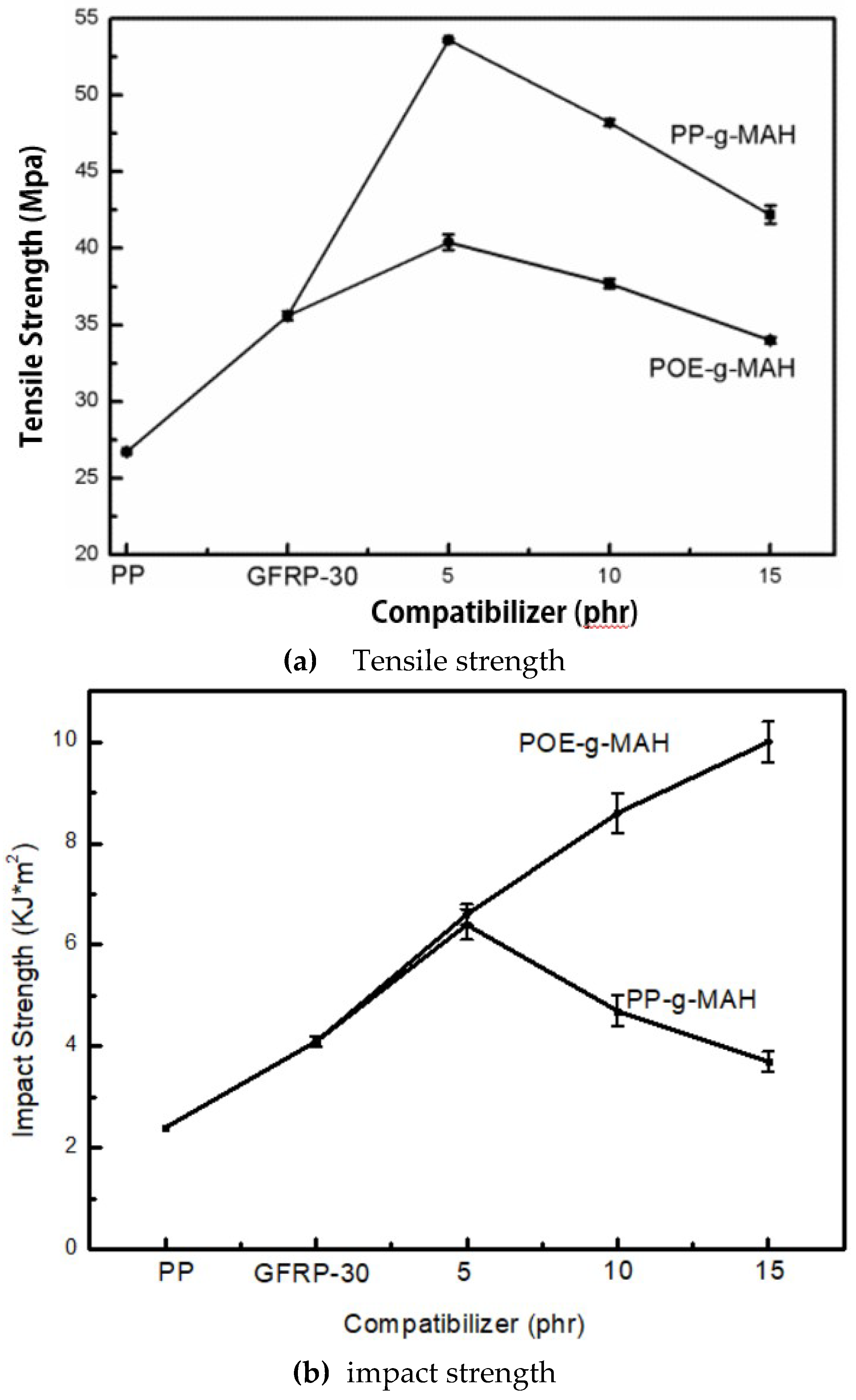
3.1.3. Effects of Different Kinds and Contents of Compatibilizers on the Properties of GFRP Composites
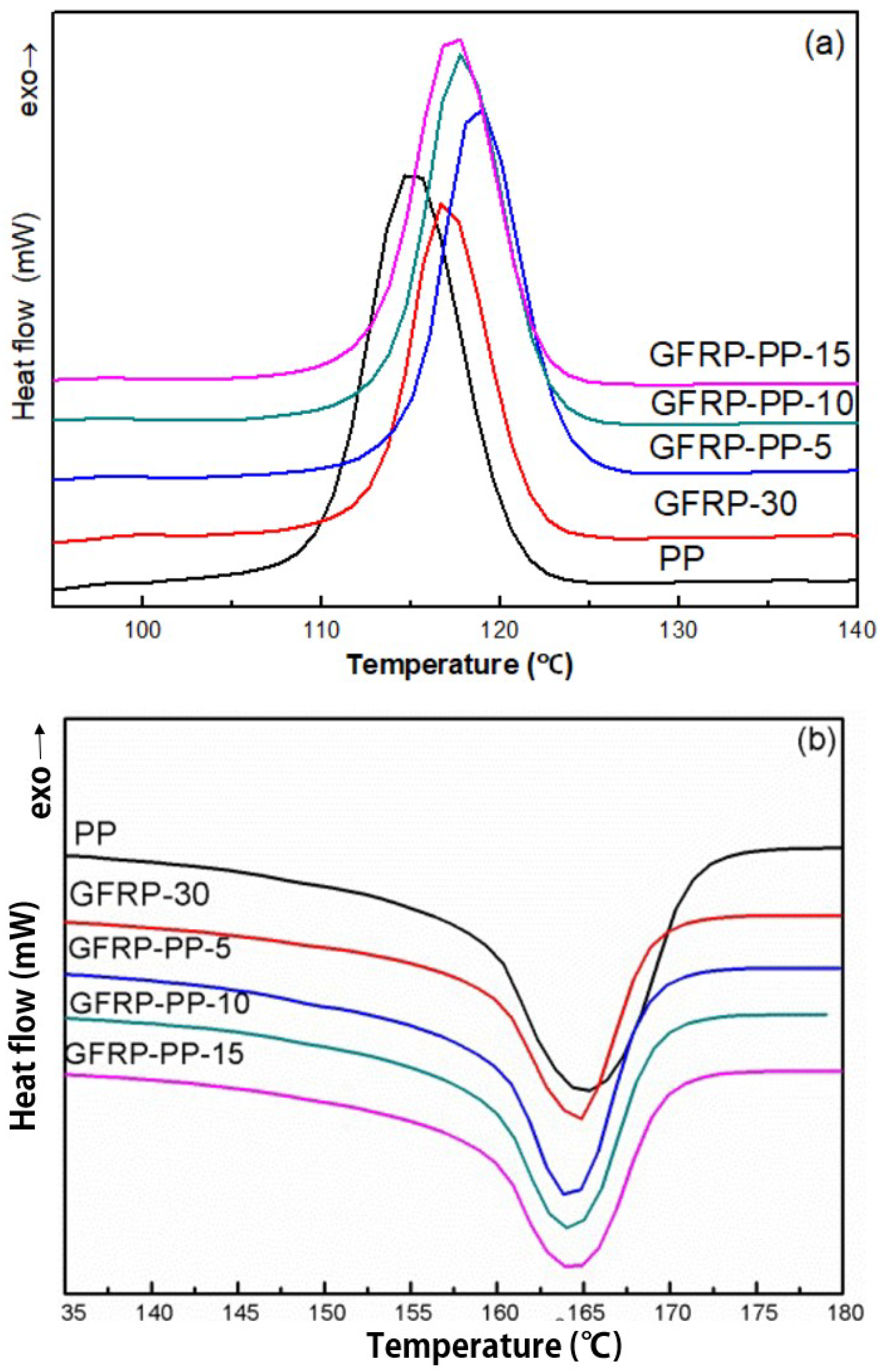
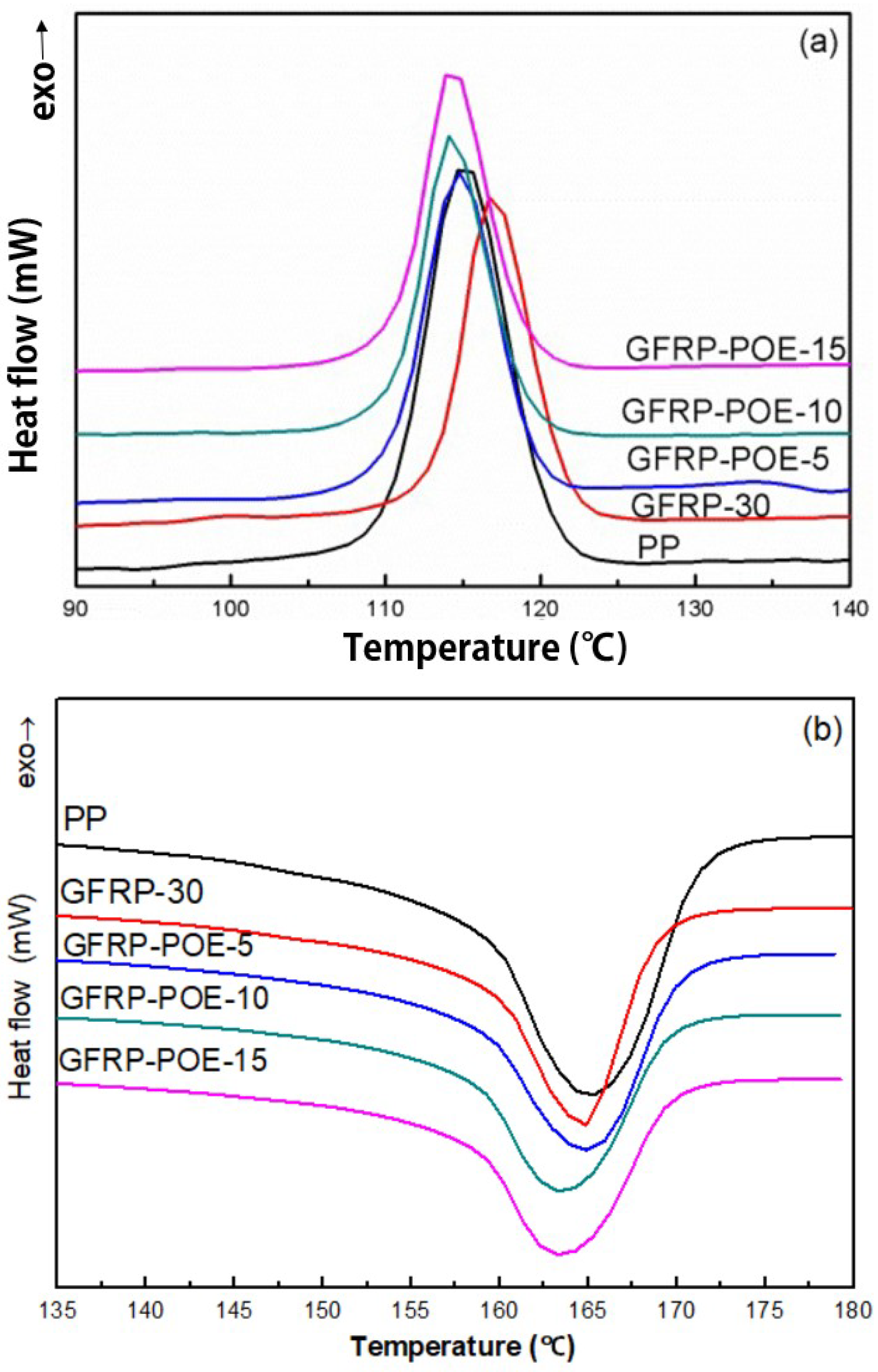
3.1.4. Crystallization and Melting Behavior of Compatibilizer Modified GFRP
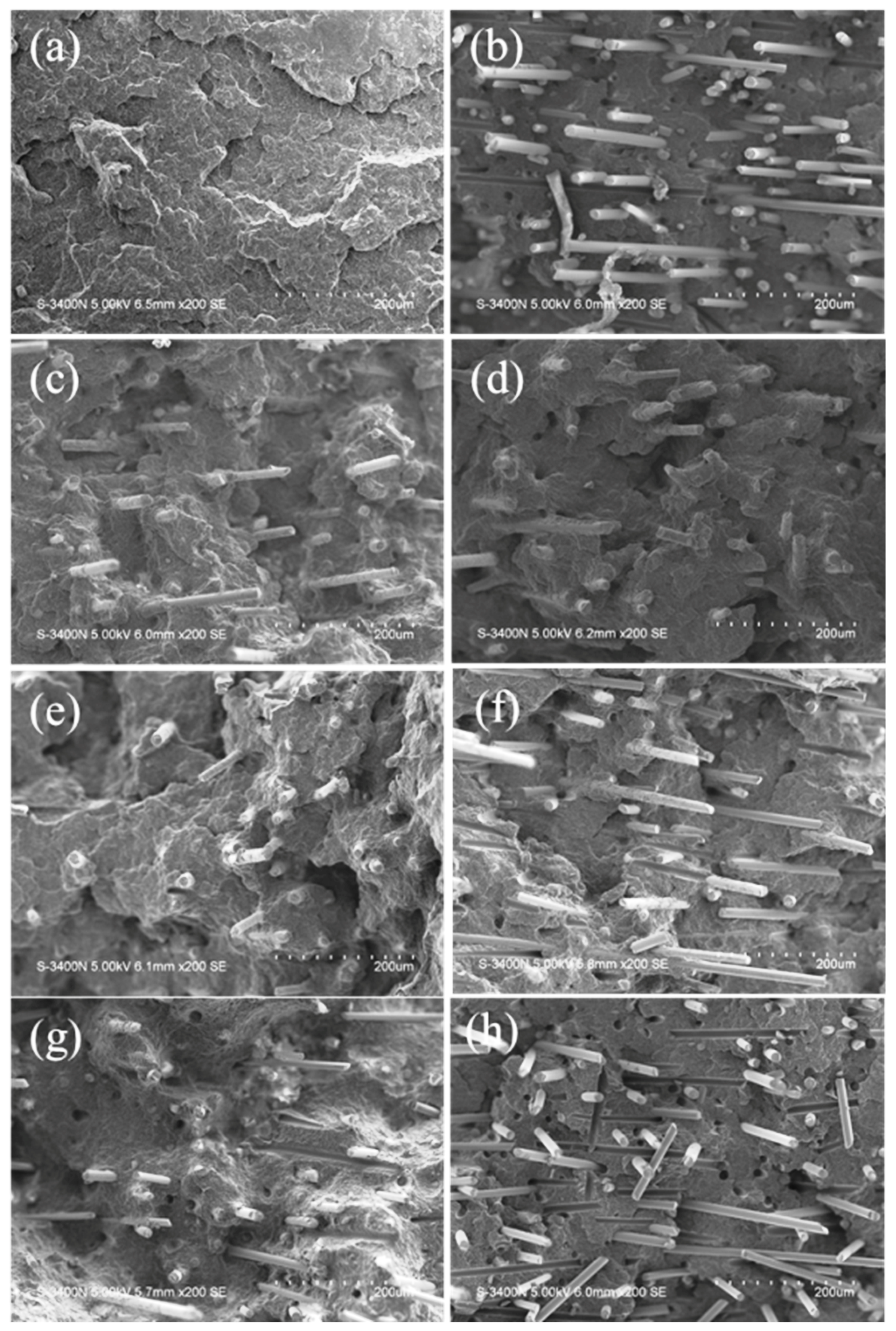
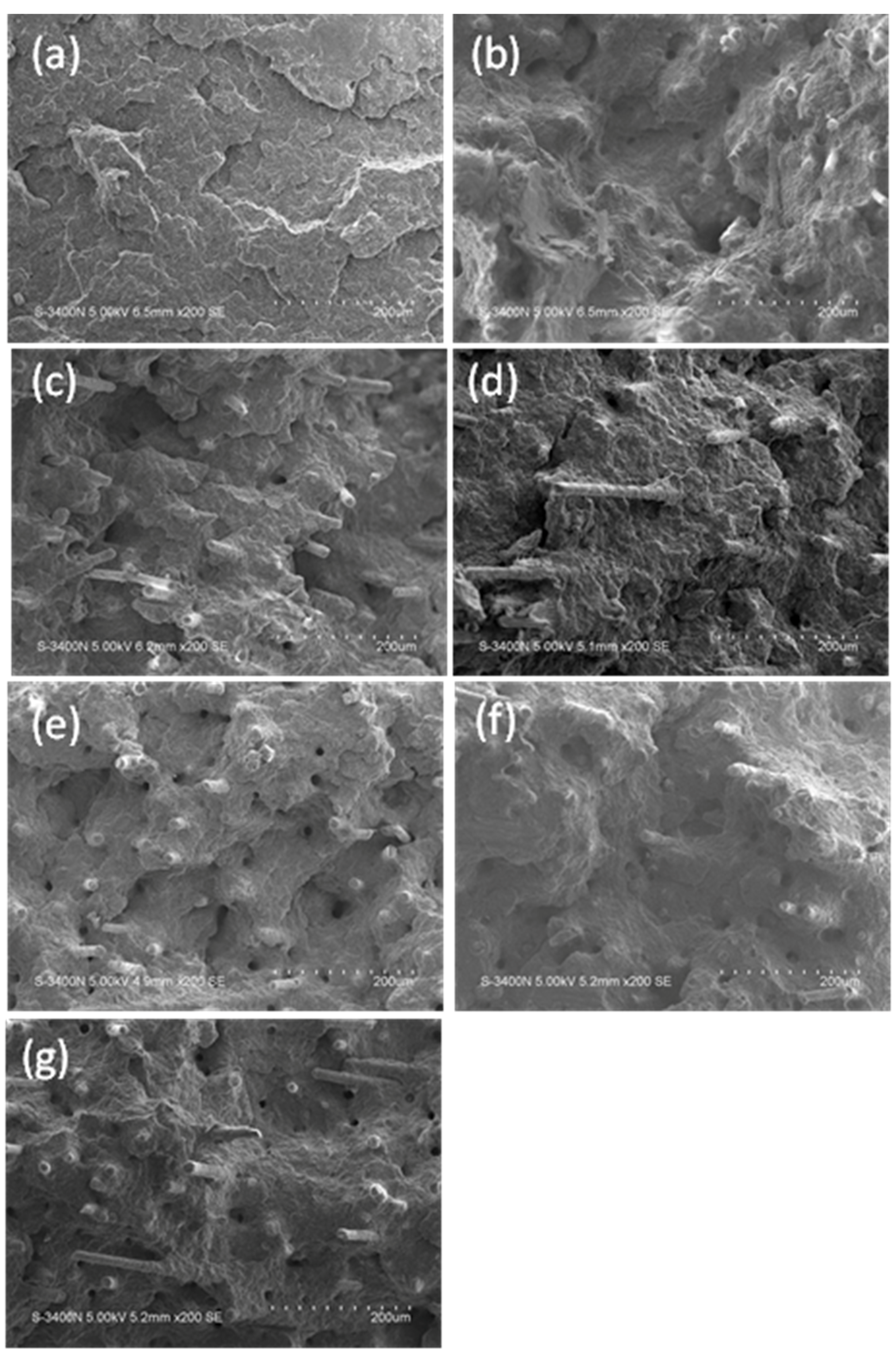
3.1.5. Microstructure of Compatibilizer Modified GFRP Composites
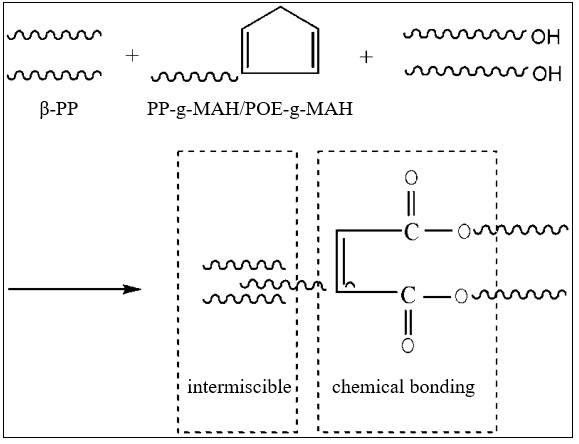
3.2. β-Crystal-Modified GFRP
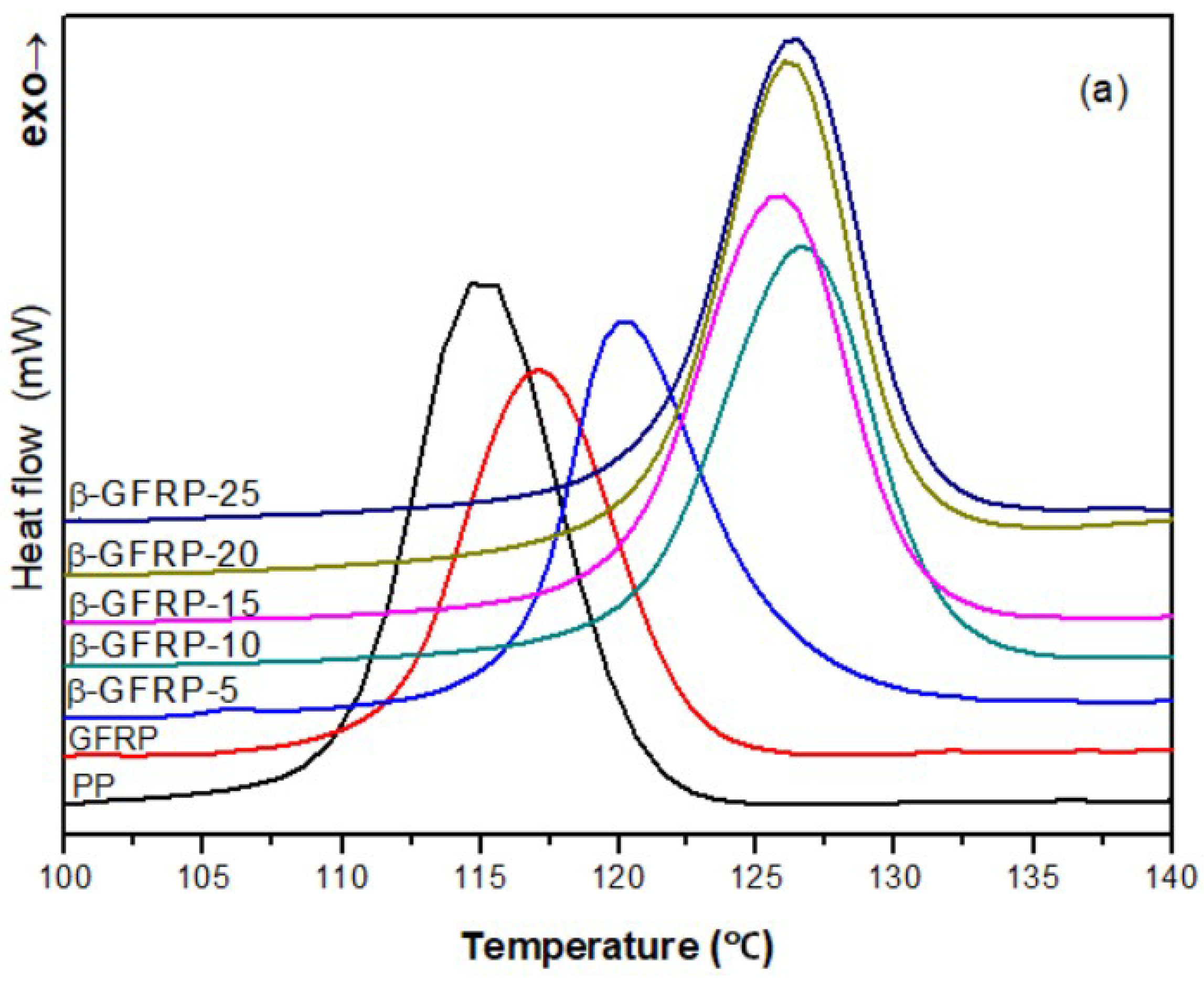
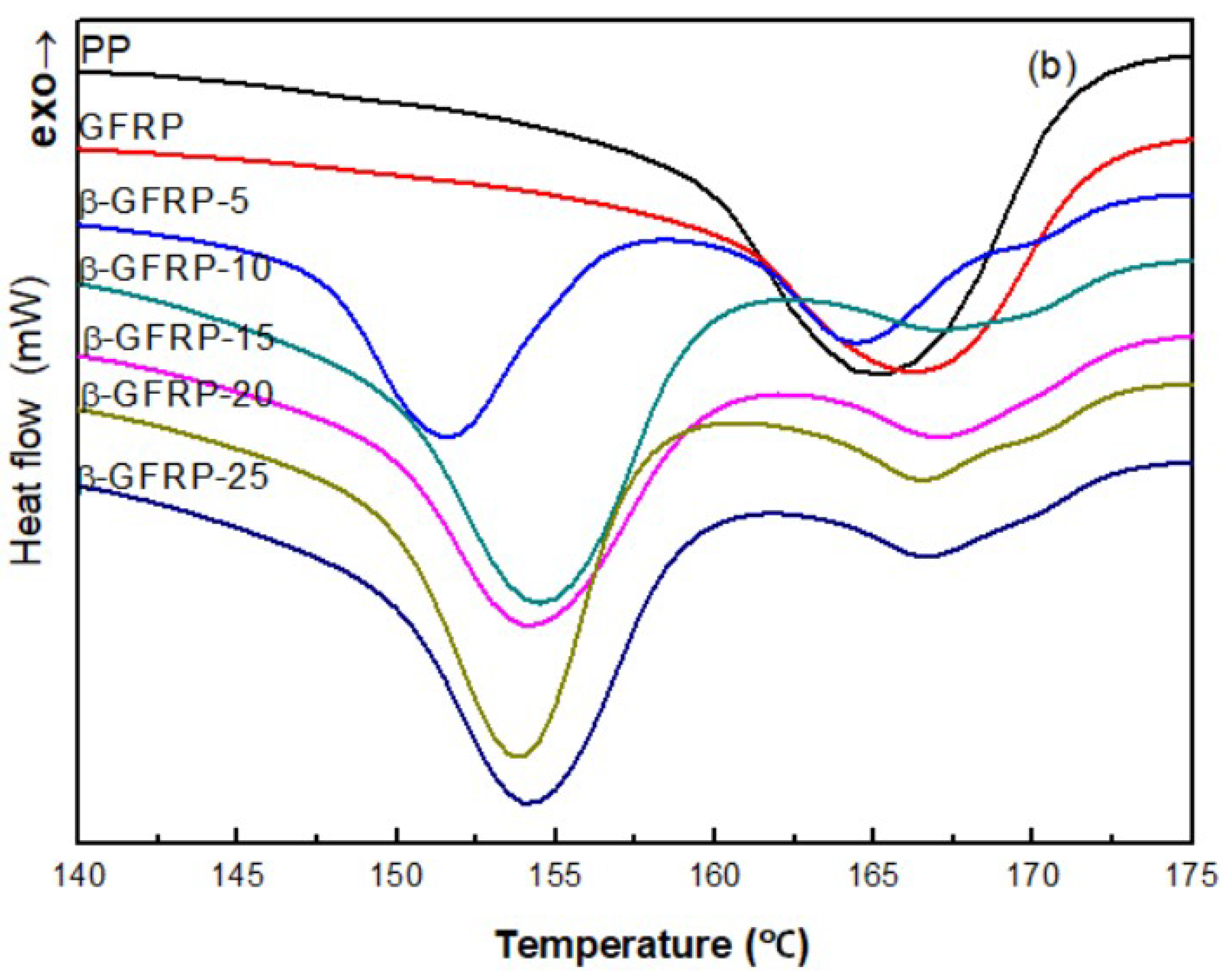
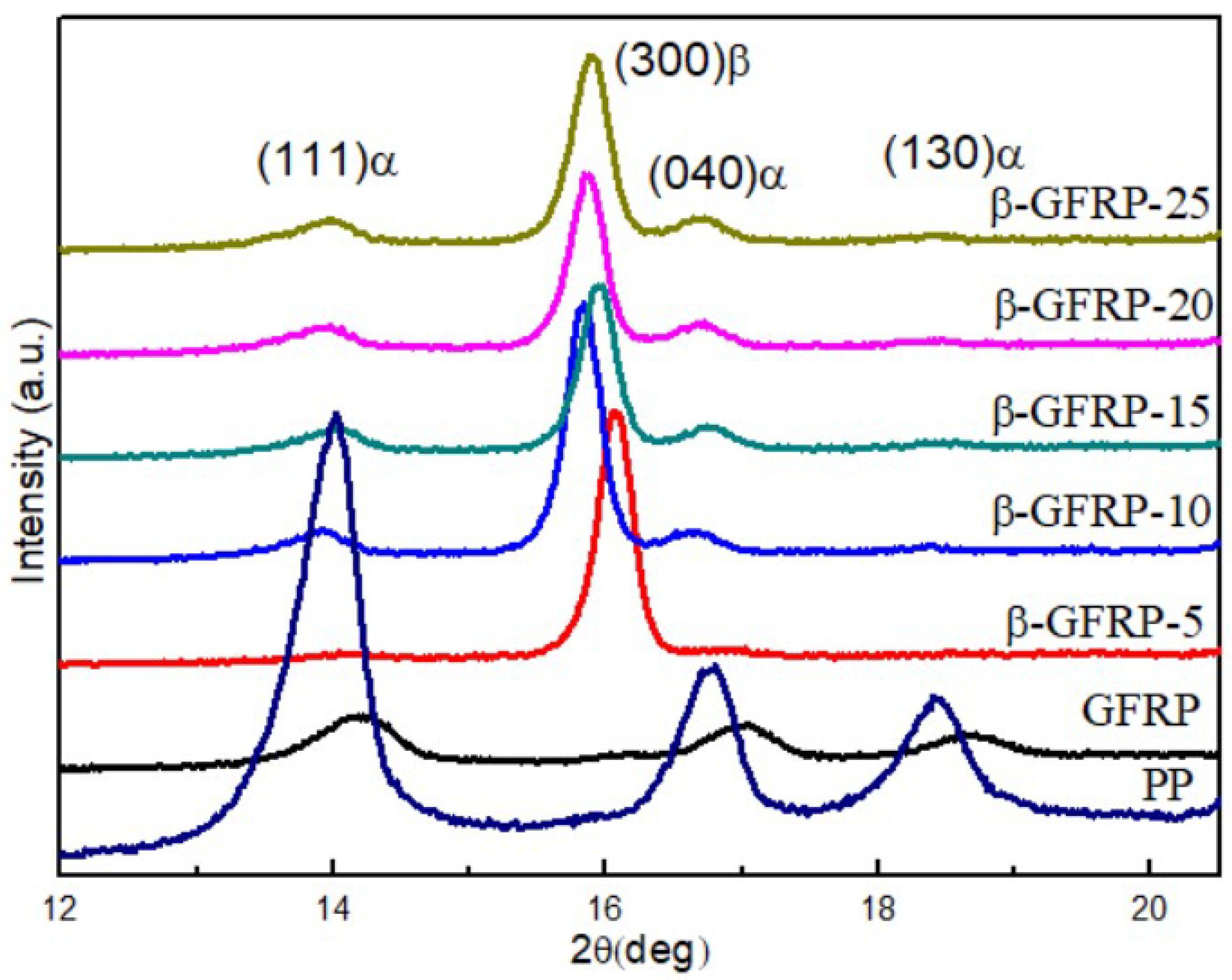
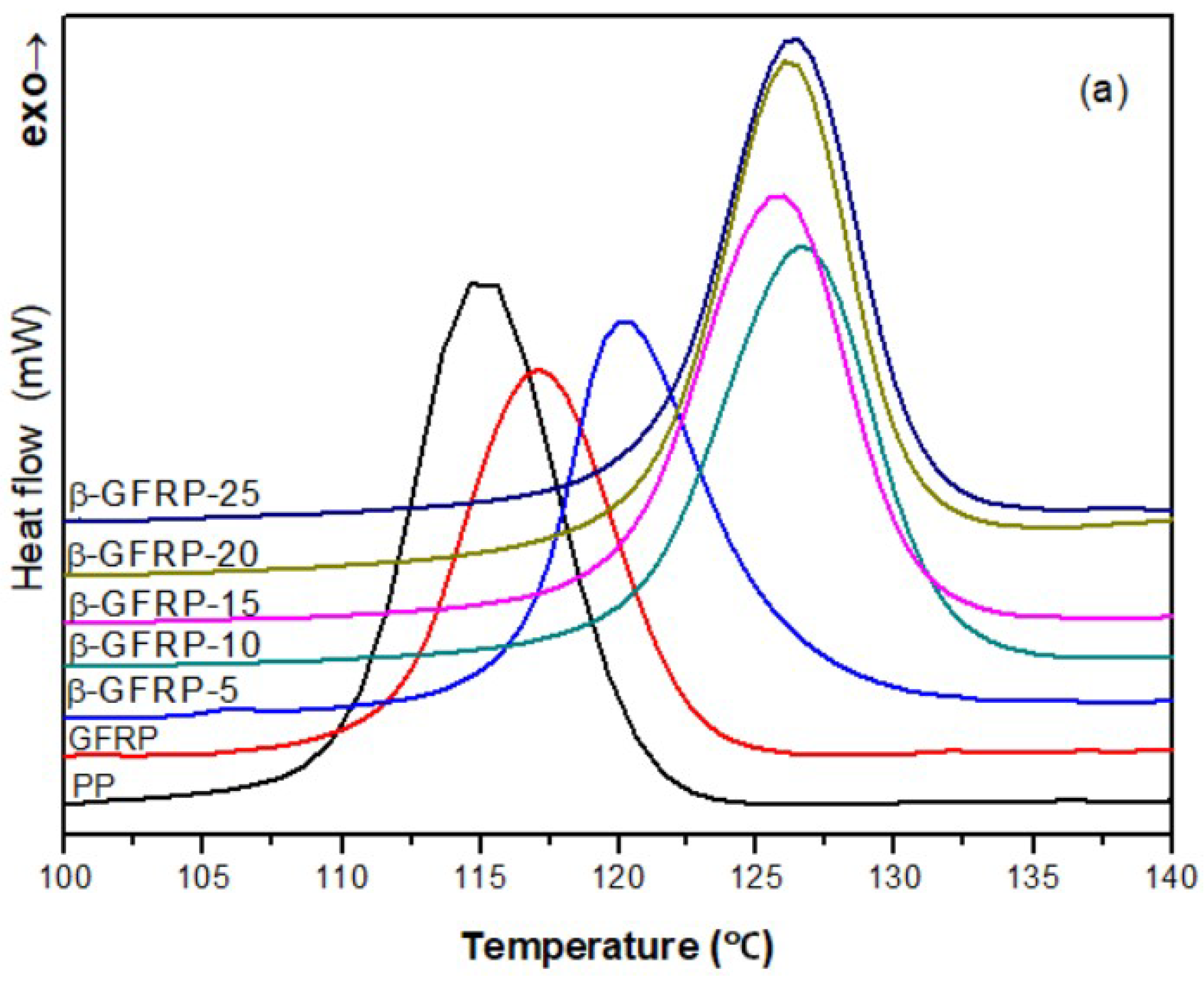
3.2.1. Crystallization Behavior and Melting Behavior of β-GFRP
3.2.2. Mechanical Properties of the Composites of β-GFRP
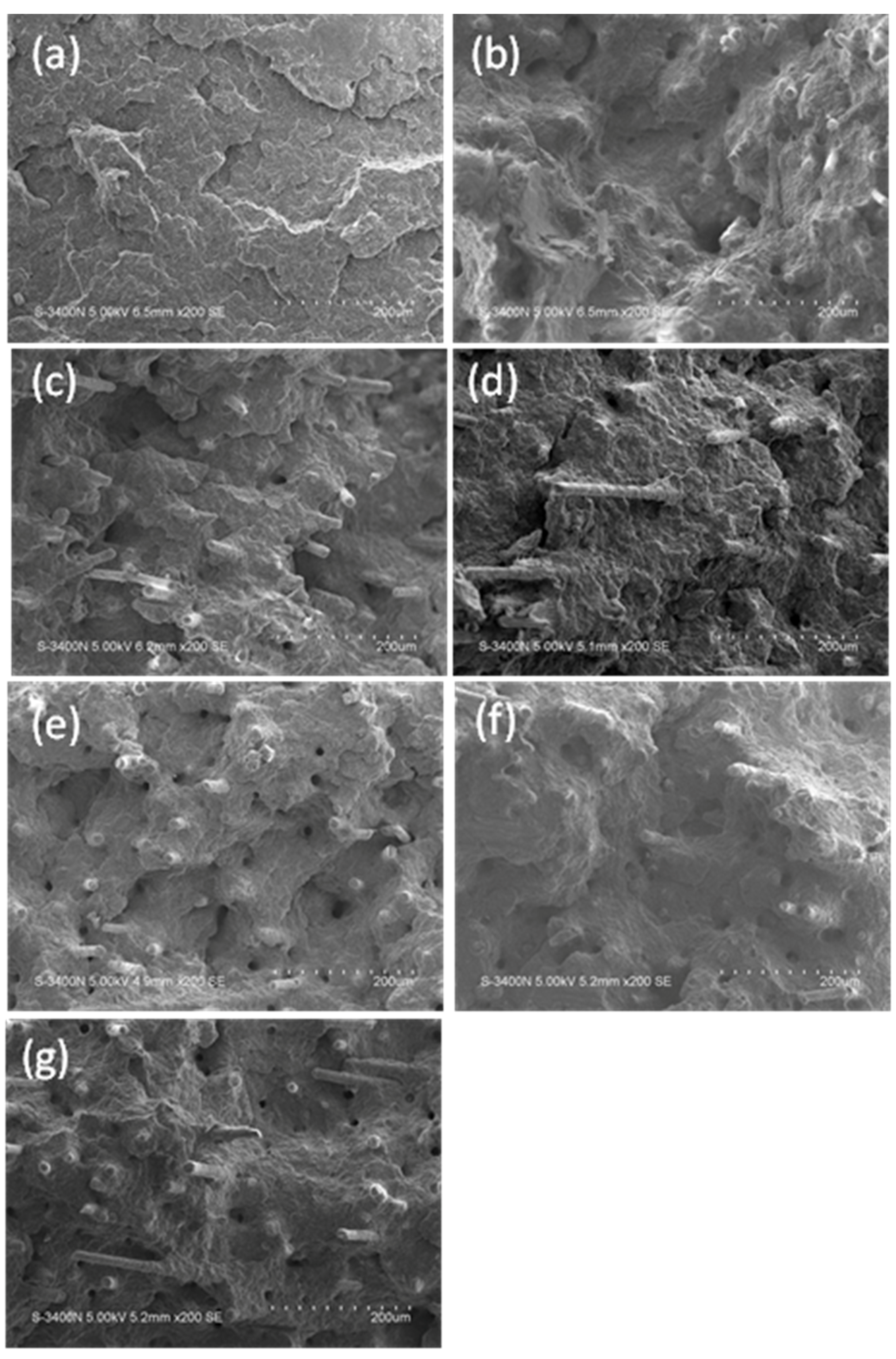
3.2.3. Microstructure of β-GFRP Composite
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Hufenbach, W.; Gruber, B.; Lepper, M.; Zhou, B.; Gottwald, R. An analytical method for the determination of stress and strain concentrations in textile-reinforced GF/PP composites with elliptical cutout and a finite outer boundary and its numerical verification. Arch. Appl. Mech. 2013, 83, 125–135. [Google Scholar] [CrossRef]
- Torun, A.R.; Hoffmann, G.; Mountasir, A.; Cherif, C. Effect of twisting on mechanical properties of GF/PP commingled hybrid yarns and UD-composites. J. Appl. Polym. Sci. 2012, 123, 246–256. [Google Scholar] [CrossRef]
- Gong, W.; He, Y.; Zhang, C.; Zhu, J.H.; He, L. Effects of process conditions on mechanics properties of micro-foaming PP/GF composites. Appl. Mech. Mater. 2012, 117–119, 256–261. [Google Scholar] [CrossRef]
- Sun, Y.; Hong, J.; Zhao, H. Influence and characterization of coupling agent content on properties of GF/PP composites. New Chem. Mater. 2011, 39, 142–143. [Google Scholar]
- Kumar, K.S.; Bhatnagar, N.; Ghosh, A.K. Development of long glass fiber reinforced polypropylene composites: Mechanical and morphological characteristics. J. Reinf. Plast. Compos. 2007, 26, 239–249. [Google Scholar] [CrossRef]
- Fu, X.; He, B.; Chen, X. Effects of compatibilizers on mechanical properties of long glass fiber-reinforced polypropylene. J. Reinf. Plast. Compos. 2009, 29, 936–949. [Google Scholar]
- Labour, T.; Vigier, G.; Seguela, R.; Gauthier, C.; Orange, G.; Bomal, Y. Influence of the β-crystalline phase on the mechanical properties of unfilled and calcium carbonate filled polypropylene: Ductile cracking and impact behavior. J. Polym. Sci. B 2001, 40, 31–42. [Google Scholar] [CrossRef]
- Kotek, J.; Kelnar, I.; Baldrian, J.; Raad, M. Tensile behavior of isotactic polypropylene modified by specific nucleation and active fillers. Eur. Polym. J. 2004, 40, 679–684. [Google Scholar] [CrossRef]
- De Rosa, C.; Auriemma, F. Structural-mechanical phase diagram of isotactic polypropylene. J. Am. Chem. Soc. 2006, 128, 11024–11025. [Google Scholar] [CrossRef]
- Norton, D.R.; Keller, A. The spherulitic and lamellar morphology of melt-crystallized isotactic polypropylene. Polymer 1985, 26, 704–716. [Google Scholar] [CrossRef]
- Jin, Y.; Hiltner, A.; Baer, E.; Masirek, R.; Piorkowska, E.; Galeski, A. Formation and transformation of smectic polypropylene nanodroplets. J. Polym. Sci. B Polym. Phys. 2006, 44, 1795–1803. [Google Scholar] [CrossRef]
- Marco, C.; Gomez, M.A.; Ellis, G.; Arribas, J.M. Activity of a β-nucleating agent for isotactic polypropylene and its influence on polymorphic transitions. J. Appl. Polym. Sci. 2002, 86, 531–539. [Google Scholar] [CrossRef]
- Zhang, B.; Chen, J.; Ji, F.; Zhang, X.; Zheng, G.; Shen, C. Effects of melt structure on shear-induced β-cylindrites of isotactic polypropylene. Polymer 2012, 53, 1791–1800. [Google Scholar] [CrossRef]
- Yang, G.; Han, L.; Ding, H.; Wu, H.; Huang, T.; Li, X.; Wang, Y. Fracture resistance improvement of polypropylene by joint action of core-shell particles and nucleating agent. Mater. Sci. Eng. A 2011, 528, 1382–1390. [Google Scholar] [CrossRef]
- Assouline, E.; Pohl, S.; Fulchiron, R.; Gerard, J.-F.; Lustiger, A.; Wagner, H.D.; Marom, G. The kinetics of α and β transcrystallization in fibre-reinforced polypropylene. Polymer 2000, 41, 7843–7854. [Google Scholar] [CrossRef]
- Cui, L.; Wang, P.; Zhang, Y.; Zhou, X.; Xu, L.; Zhang, L.; Zhang, L.; Liu, L.; Guo, X. Glass fiber reinforced and β-nucleating agents regulated polypropylene: A complementary approach and a case study. J. Appl. Polym. Sci. 2018, 135, 45768. [Google Scholar] [CrossRef]
- Padden, F.J., Jr.; Keith, H.D. Spherulitic crystallization in polypropylene. J. Appl. Phys. 1959, 30, 1479–1484. [Google Scholar] [CrossRef]
- Varga, J.; Ehrenstein, G.W. Formation of β-modification of sotactic polypropylene in its late stage of crystallization. Polymer 1996, 37, 5959–5963. [Google Scholar] [CrossRef]
- Lovinger, A.J.; Chua, J.O.; Gryte, C.C. Studies on the alpha and beta forms of isotactic polypropylene by crystallization in a temperature gradient. J. Polym. Sci. Polym. Phys. Ed. 1977, 15, 641–656. [Google Scholar] [CrossRef]
- Sun, X.; Li, H.; Wang, J.; Yan, S. Shear-induced interfacial structure of isotactic polypropylene (iPP) in iPP/fiber composites. Macromolecules 2006, 39, 8720–8726. [Google Scholar] [CrossRef]
- Somani, R.H.; Hsiao, B.S.; Nogales, A.; Srinivas, S.; Tsou, A.T.; Sics, I.; Balta-Calleja, F.J.; Ezquerra, T.A. Structure development during shear flow-induced crystallization of i-PP: In-situ small-angle X-ray scattering study. Macromolecules 2000, 33, 9385–9394. [Google Scholar] [CrossRef]
- Varga, J. β-modification of isotactic polypropylene: Preparation, structure, processing, properties, and application. European Conference on Macromolecular Physics: Morphology and Properties of Crystalline Polymers. J. Macromol. Sci. Phys. 2002, 41, 1121–1171. [Google Scholar] [CrossRef]
- Li, J.X.; Cheung, W.L.; Jia, D. A study on the heat of fusion of β-polypropylene. Polymer 1999, 40, 1219–1222. [Google Scholar] [CrossRef]
- Jones, A.T.; Aizlewood, J.M.; Beckett, D.R. Crystalline forms of isotactic polypropylene. Makromol. Chem. 1964, 75, 134–158. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Tc (°C) | ΔHc (J/g) | Tm (°C) | ΔHm (J/g) | Xα (%) |
|---|---|---|---|---|---|
| PP | 115.0 | 88.7 | 164.9 | 73.2 | 41.4 |
| GFRP-10 | 115.5 | 85.7 | 165.6 | 80.9 | 45.7 |
| GFRP-15 | 116.3 | 78.7 | 164.7 | 73.7 | 41.6 |
| GFRP-20 | 116.7 | 70.3 | 165.5 | 68.0 | 38.4 |
| GFRP-25 | 116.7 | 69.7 | 165.1 | 66.8 | 37.7 |
| GFRP-30 | 116.9 | 59.5 | 164.7 | 58.2 | 32.9 |
| Samples | Tc (°C) | ΔHc (J/g) | Tm (°C) | ΔHm (J/g) | Xα (%) |
|---|---|---|---|---|---|
| PP | 115.0 | 88.7 | 164.9 | 73.2 | 41.4 |
| GFRP-10 | 116.9 | 59.5 | 164.7 | 58.2 | 32.9 |
| GFRP-PP-5 | 118.7 | 68.2 | 164.2 | 66.9 | 37.8 |
| GFRP-PP-10 | 117.9 | 67.4 | 164.2 | 63.8 | 36.0 |
| GFRP-PP-15 | 117.4 | 65.9 | 164.4 | 62.8 | 35.5 |
| GFRP-POE-5 | 114.7 | 62.1 | 164.8 | 61.0 | 34.5 |
| GFRP-POE-10 | 114.2 | 54.8 | 163.4 | 52.8 | 29.8 |
| GFRP-POE-15 | 114.3 | 55.2 | 163.4 | 53.4 | 30.2 |
| Samples | Tc (°C) | Tmα (°C) | ΔHα (J/g) | Tmβ (°C) | ΔHβ (J/g) | Xα (%) | Xβ (%) | Φβ (%) | Kβ |
|---|---|---|---|---|---|---|---|---|---|
| PP | 115.0 | 164.9 | 73.2 | — | — | 41.4 | — | — | — |
| GFRP | 117.2 | 166.2 | 64.3 | — | — | 51.9 | — | — | — |
| β-GFRP-5 | 120.2 | 164.4 | 13.2 | 151.6 | 26.1 | 10.7 | 22.1 | 67.5 | 85.0 |
| β-GFRP-10 | 126.7 | 167.0 | 4.1 | 154.4 | 50.4 | 3.3 | 42.7 | 92.8 | 87.2 |
| β-GFRP-15 | 125.8 | 166.9 | 5.0 | 154.2 | 35.2 | 4.0 | 29.8 | 88.1 | 78.6 |
| β-GFRP-20 | 126.1 | 166.6 | 7.1 | 153.8 | 46.0 | 5.7 | 39.0 | 87.2 | 79.0 |
| β-GFRP-25 | 126.3 | 166.6 | 4.6 | 154.2 | 44.9 | 3.7 | 38.1 | 91.1 | 80.2 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Y.; Cheng, L.; Cui, X.; Guo, W. Crystallization Behavior and Properties of Glass Fiber Reinforced Polypropylene Composites. Polymers 2019, 11, 1198. https://doi.org/10.3390/polym11071198
Wang Y, Cheng L, Cui X, Guo W. Crystallization Behavior and Properties of Glass Fiber Reinforced Polypropylene Composites. Polymers. 2019; 11(7):1198. https://doi.org/10.3390/polym11071198
Chicago/Turabian StyleWang, Yuming, Lihong Cheng, Xiaoqian Cui, and Weihong Guo. 2019. "Crystallization Behavior and Properties of Glass Fiber Reinforced Polypropylene Composites" Polymers 11, no. 7: 1198. https://doi.org/10.3390/polym11071198
APA StyleWang, Y., Cheng, L., Cui, X., & Guo, W. (2019). Crystallization Behavior and Properties of Glass Fiber Reinforced Polypropylene Composites. Polymers, 11(7), 1198. https://doi.org/10.3390/polym11071198