Influence of Annealing and Biaxial Expansion on the Properties of Poly(l-Lactic Acid) Medical Tubing

 , , ,
, , ,  and
and 
Abstract
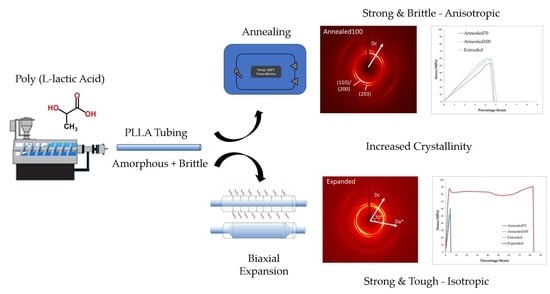
1. Introduction
2. Materials and Methods
2.1. Materials and Processing
2.2. Thermal and Morphological Properties
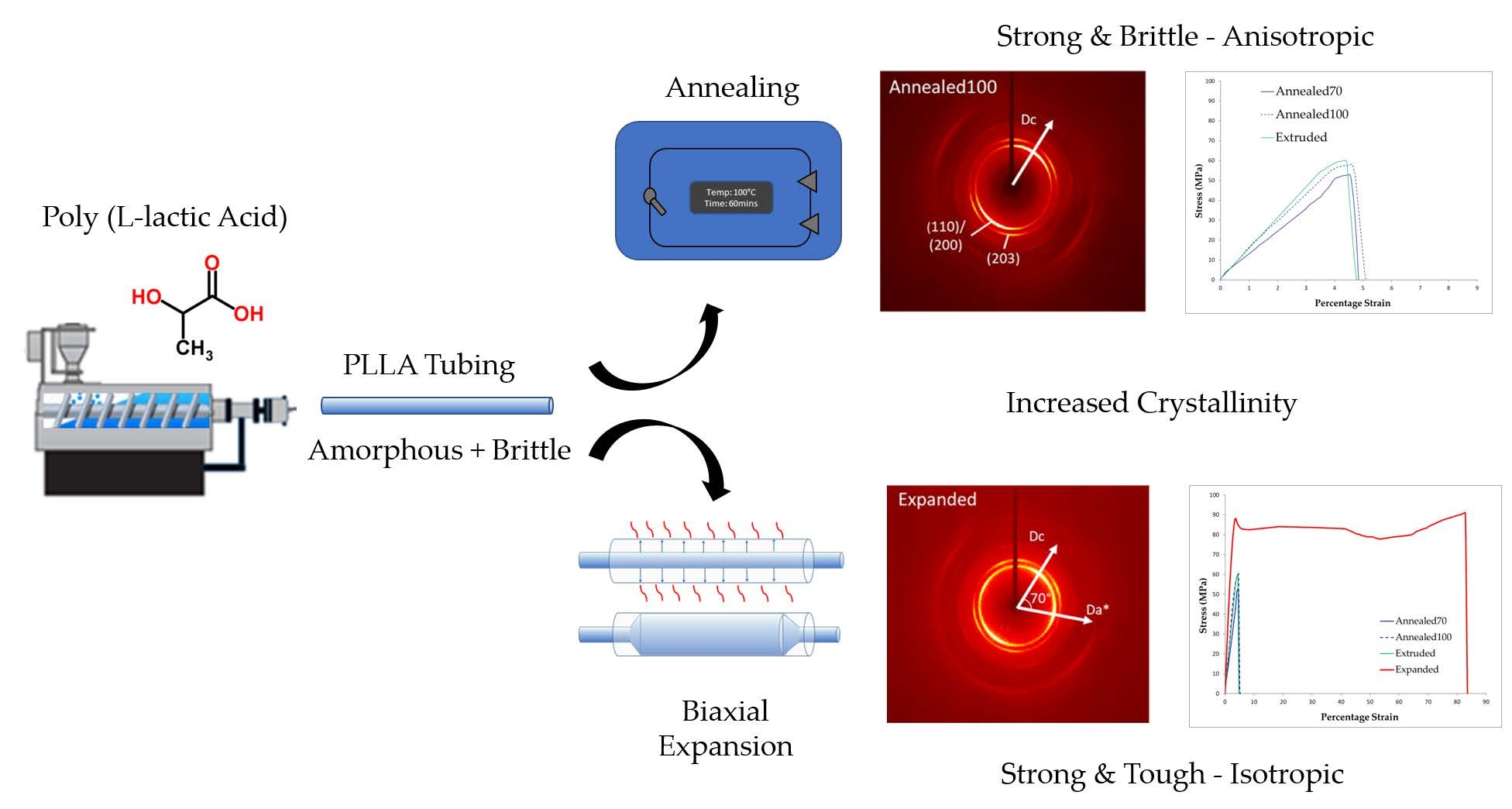
2.2.1. Differential Scanning Calorimetry
2.2.2. Wide Angle X-Ray Scattering
2.3. Mechanical Properties
2.3.1. Tensile Testing
2.3.2. Dynamic Mechanical Analysis
3. Results and Discussion
3.1. Thermal and Morphological Results
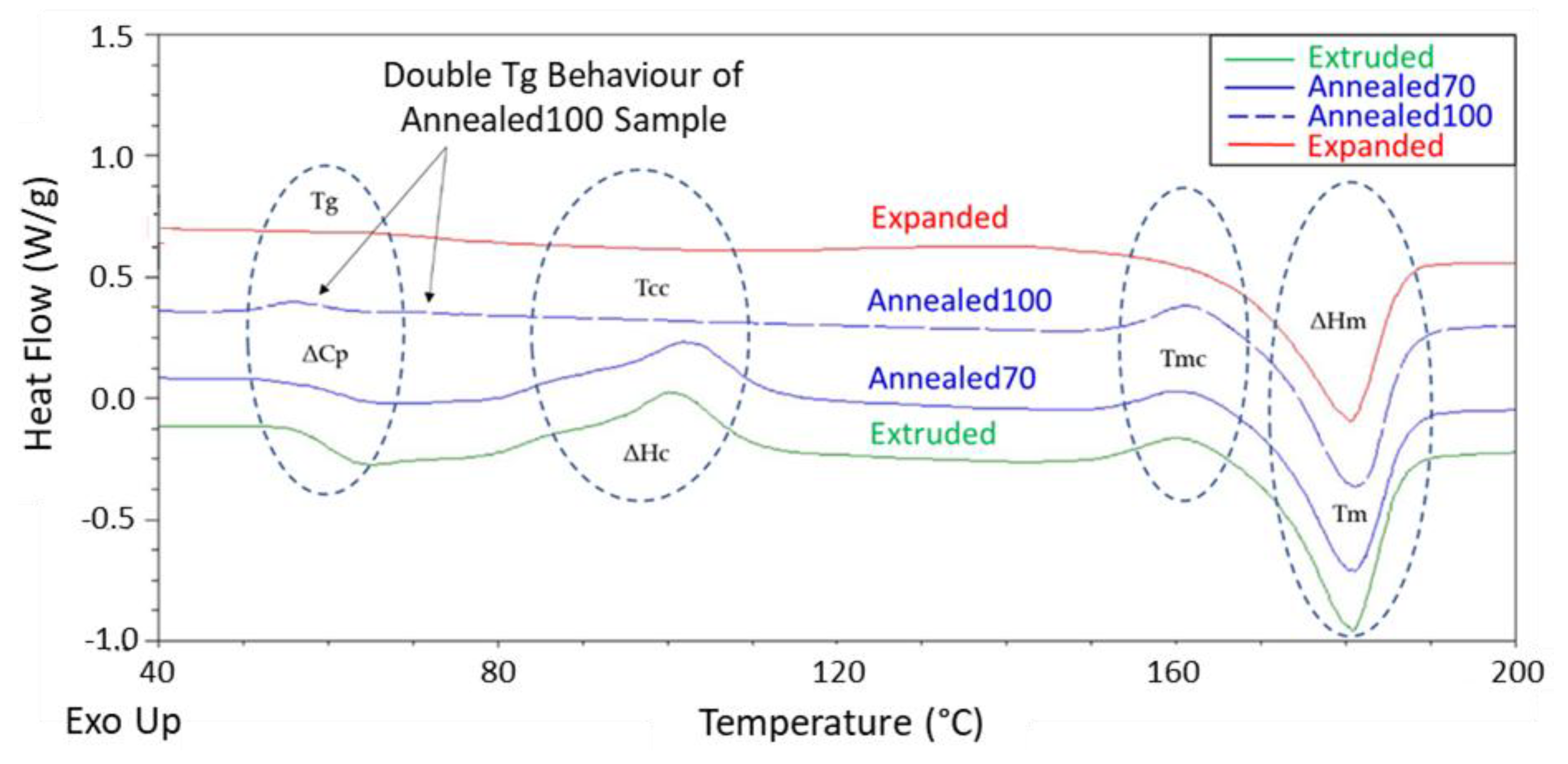
3.1.1. Differential Scanning Calorimetry (DSC)
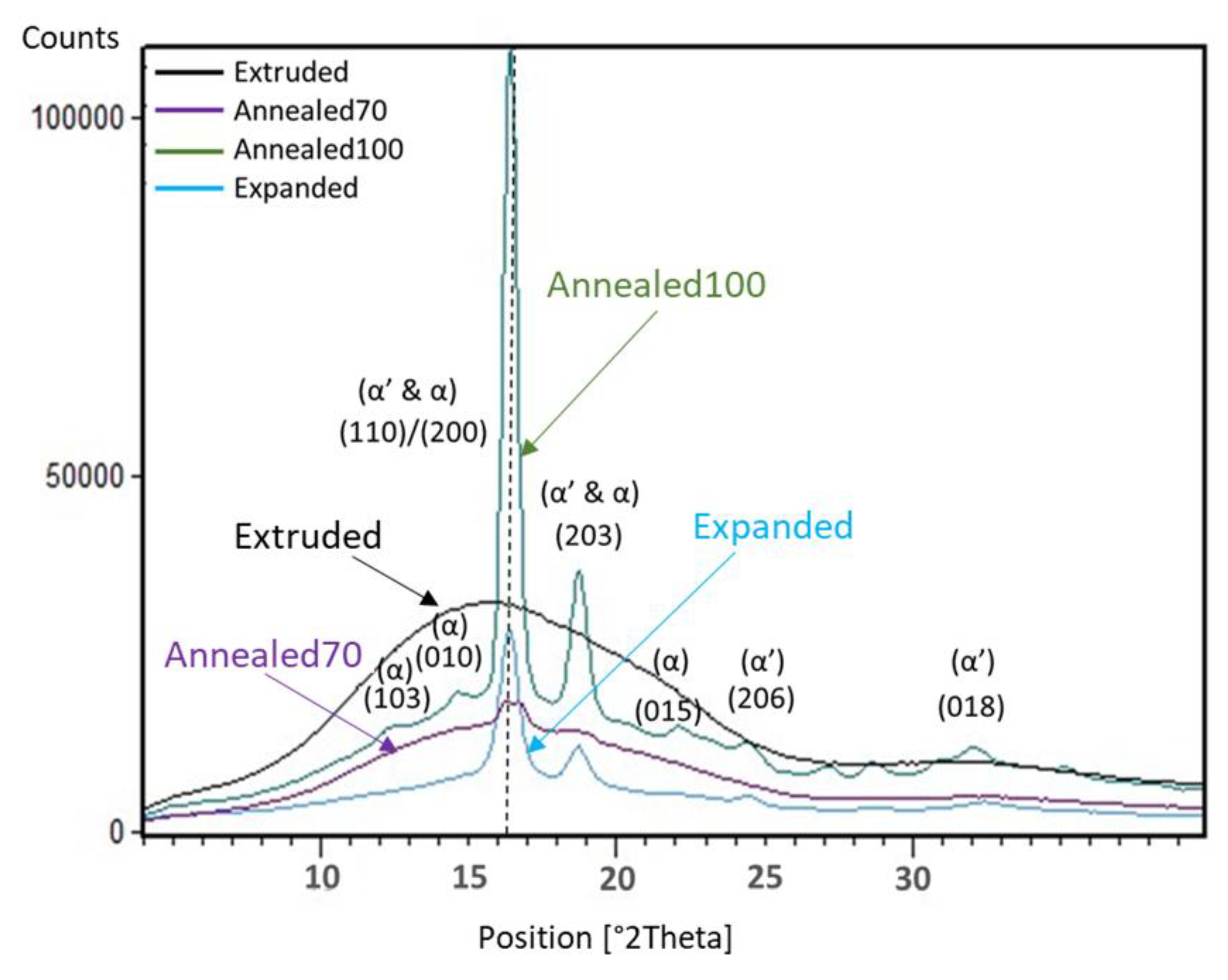
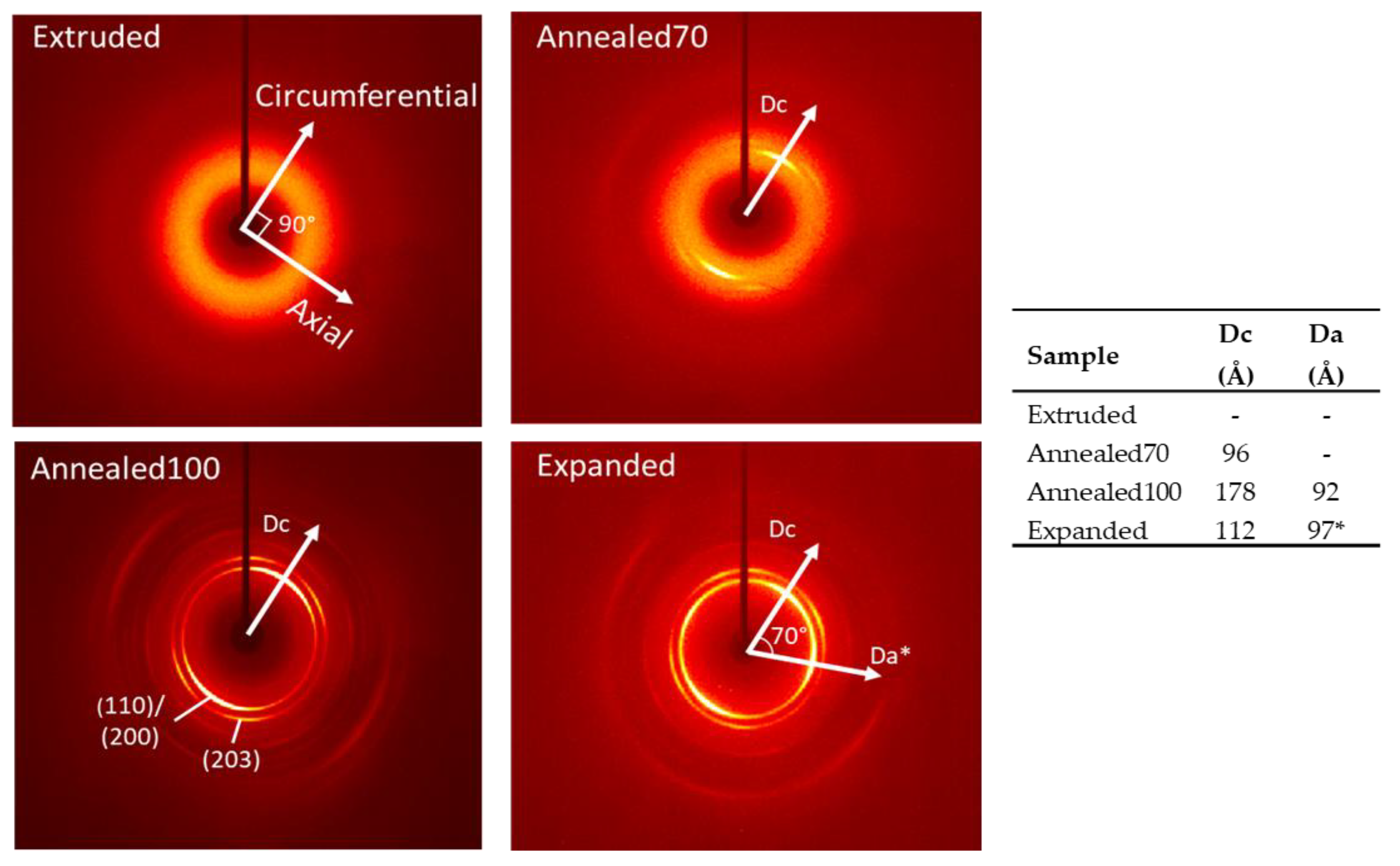
3.1.2. Wide Angle X-Ray Scattering (WAXS)
3.2. Mechanical Results
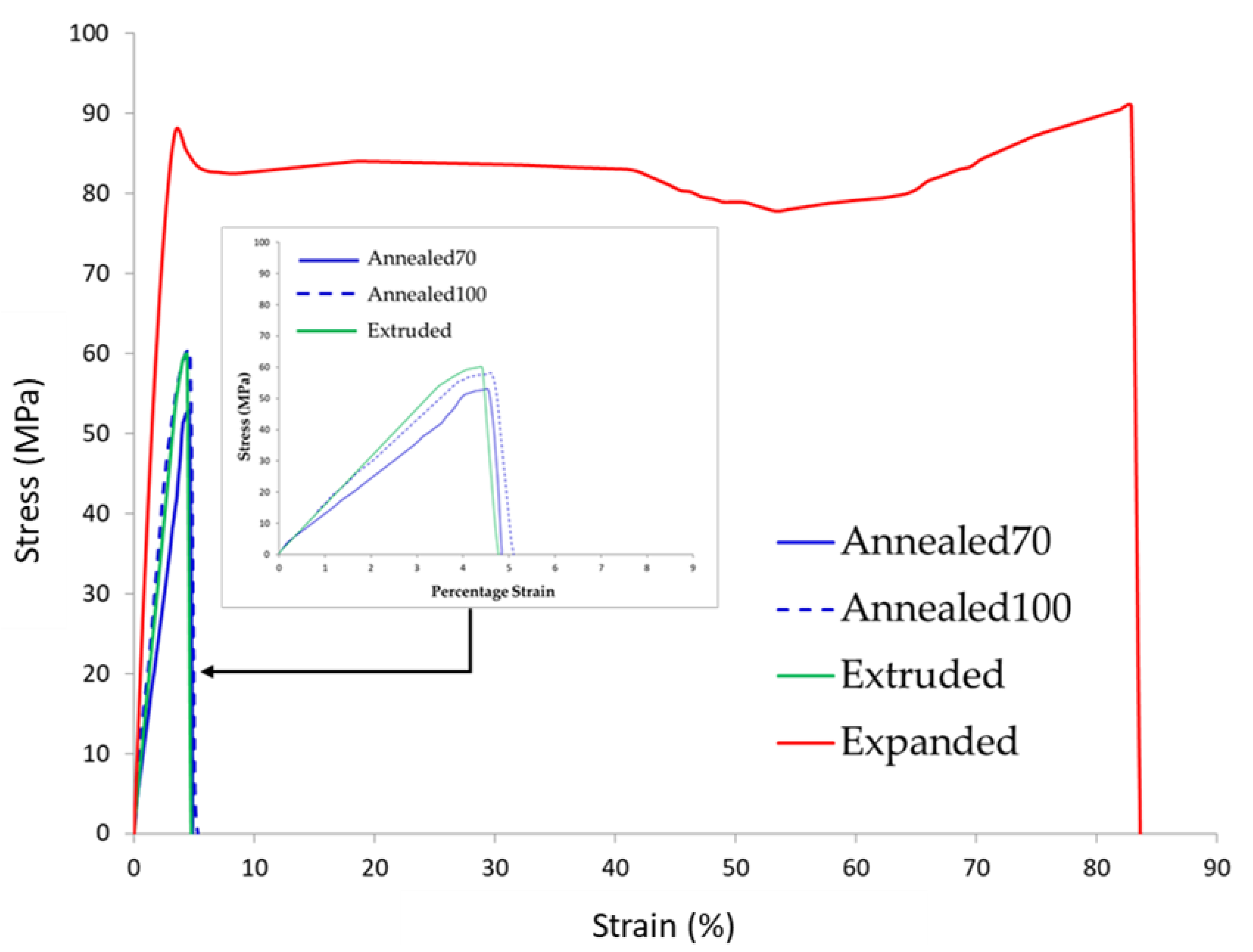
3.2.1. Tensile Testing
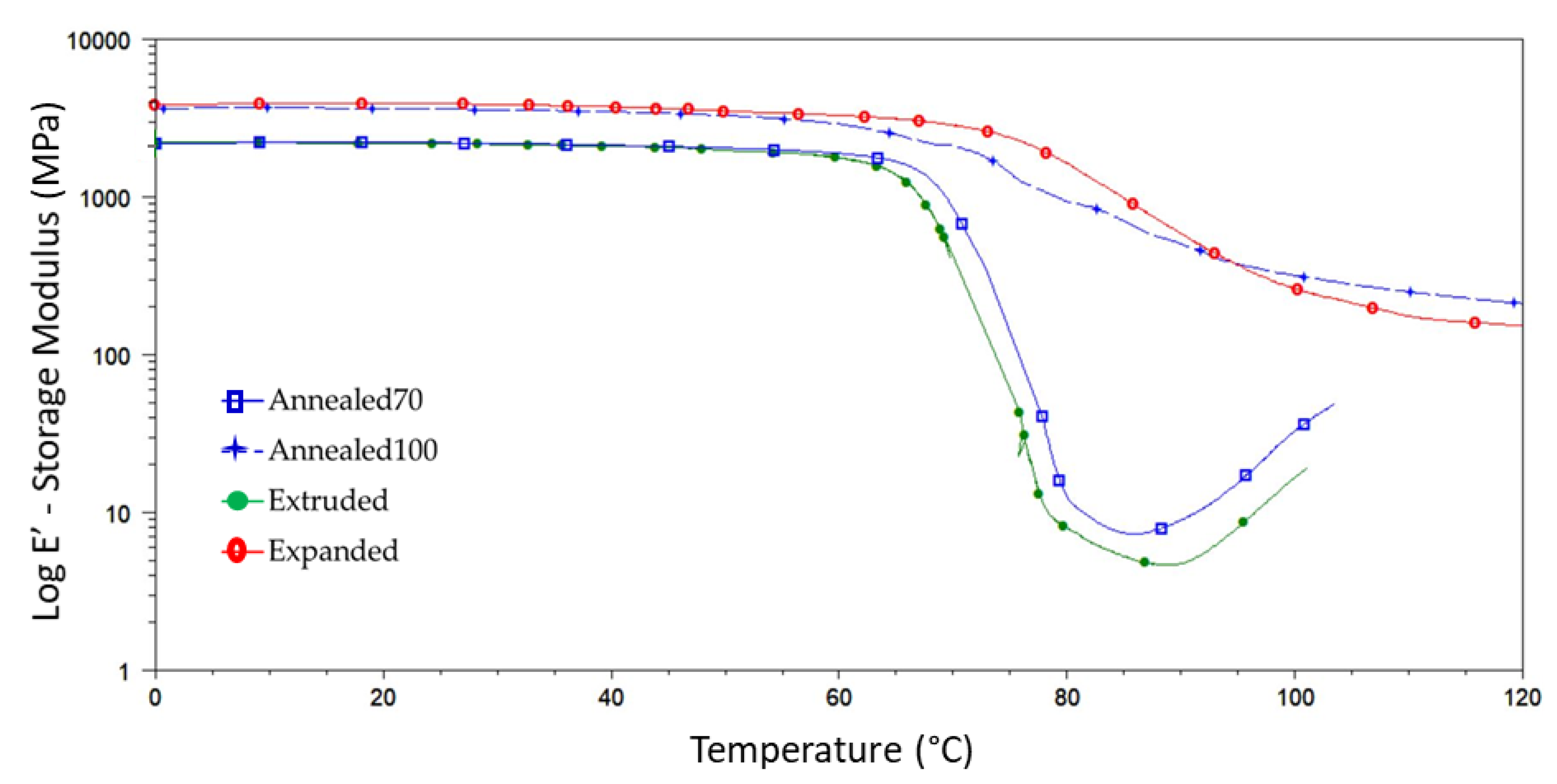
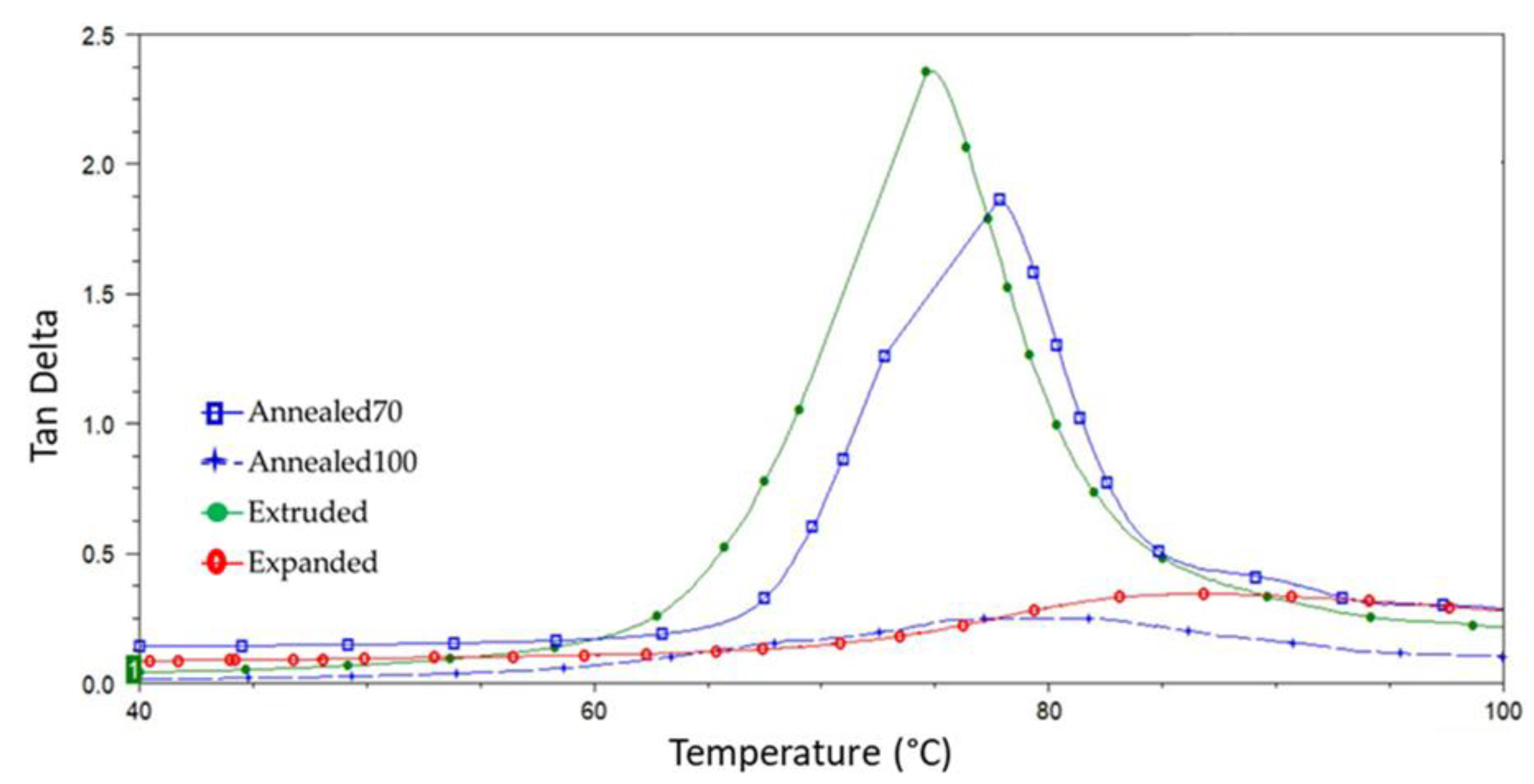
3.2.2. Dynamic Mechanical Analysis (DMA)
4. Conclusions
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Sin, L.T.; Rahmat, A.R.; Rahman, W.A.W.A. Polylactic Acid: PLA Biopolymer Technology and Applications; William Andrew: Norwich, NY, USA, 2012; pp. 71–74. [Google Scholar]
- Kumbar, S.; Laurencin, C.; Deng, M. Natural and Synthetic Biomedical Polymers; Elsevier: Amsterdam, The Netherlands, 2014; pp. 10–11. [Google Scholar]
- Ang, H.Y.; Bulluck, H.; Wong, P.; Venkatraman, S.S.; Huang, Y.; Foin, N. Bioresorbable stents: Current and upcoming bioresorbable technologies. Int. J. Cardiol. 2017, 228, 931–939. [Google Scholar] [CrossRef] [PubMed]
- Odian, G.G. Principles of Polymerization, 4th ed.; Wiley-InterScience: Hoboken, NJ, USA, 2004; pp. 19–20. [Google Scholar]
- Sperling, L.H. Introduction to Physical Polymer Science; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2006; pp. 2–10. [Google Scholar]
- Farah, S.; Anderson, D.G.; Langer, R. Physical and mechanical properties of PLA, and their functions in widespread applications—A comprehensive review. Adv. Drug Deliv. Rev. 2016, 107, 367–392. [Google Scholar] [CrossRef] [PubMed]
- Battegazzore, D.; Bocchini, S.; Frache, A. Crystallization kinetics of poly (lactic acid)-talc composites. Express Polym. Lett. 2011, 5, 849–858. [Google Scholar] [CrossRef]
- Di Lorenzo, M.L. Crystallization behavior of poly (l-lactic acid). Eur. Polym. J. 2005, 41, 569–575. [Google Scholar] [CrossRef]
- Saeidlou, S.; Huneault, M.A.; Li, H.; Park, C.B. Poly (lactic acid) crystallization. Prog. Polym. Sci. 2012, 121, 1657–1677. [Google Scholar] [CrossRef]
- Hoogsteen, W.; Postema, A. Crystal structure, conformation and morphology of solution-spun poly (L-lactide) fibers. Macromolecules 1990, 23, 634–642. [Google Scholar] [CrossRef]
- Cartier, L.; Okihara, T.; Ikada, Y.; Tsuji, H.; Puiggali, J.; Lotz, B. Epitaxial crystallization and crystalline polymorphism of polylactides. Polymer 2000, 41, 8909–8919. [Google Scholar] [CrossRef]
- Raquez, J.-M.; Habibi, Y.; Murariu, M.; Dubois, P. Polylactide (PLA)-based nanocomposites. Prog. Polym. Sci. 2013, 38, 1504–1542. [Google Scholar] [CrossRef]
- Rasal, R.M.; Janorkar, A.V.; Hirt, D.E. Poly (lactic acid) modifications. Prog. Polym. Sci. 2009, 35, 338–356. [Google Scholar] [CrossRef]
- Murariu, M.; Dubois, P. PLA composites: From production to properties. Adv. Drug. Deliv. Rev. 2016, 107, 17–46. [Google Scholar] [CrossRef]
- Lai, S.M.; Hsieh, Y.T. Preparation and Properties of Polylactic Acid (PLA)/Silica Nanocomposites. J. Macromol. Sci. Part B Phys. 2016, 55, 211–228. [Google Scholar] [CrossRef]
- Huang, J.-W.; Chang Hung, Y.; Wen, Y.-L.; Kang, C.-C.; Yeh, M.-Y. Polylactide/nano and microscale silica composite films. I. Preparation and characterization. J. Appl. Polym. Sci. 2009, 112, 1688–1694. [Google Scholar] [CrossRef]
- Georgiopoulos, P.; Kontou, E.; Meristoudi, A.; Pispas, S.; Chatzinikolaidou, M. Τhe effect of silica nanoparticles on the thermomechanical properties and degradation behavior of polylactic acid. J. Biomater. Appl. 2014, 29, 662–674. [Google Scholar] [CrossRef] [PubMed]
- Wu, C.-S.; Liao, H.-T. Study on the preparation and characterization of biodegradable polylactide/multi-walled carbon nanotubes nanocomposites. Polymer 2007, 48, 4449–4458. [Google Scholar] [CrossRef]
- Tokoro, R.; Vu, D.M.; Okubo, K.; Tanaka, T.; Fujii, T.; Fujiura, T. How to improve mechanical properties of polylactic acid with bamboo fibers. J. Mater. Sci. 2008, 43, 775–787. [Google Scholar] [CrossRef]
- Pluta, M.; Galeski, A.; Alexandre, M.; Paul, M.-A.; Dubois, P. Polylactide/montmorillonite nanocomposites and microcomposites prepared by melt blending: Structure and some physical properties. J. Appl. Polym. Sci. 2002, 86, 1497–1506. [Google Scholar] [CrossRef]
- Chen, Y.; Geever, L.M.; Killion, J.A.; Lyons, J.G.; Higginbotham, C.L.; Devine, D.M. Halloysite nanotube reinforced polylactic acid composite. Polym. Compos. 2017, 38, 2166–2173. [Google Scholar] [CrossRef]
- Weir, N.A.; Buchanan, F.J.; Orr, J.F.; Farrar, D.F.; Boyd, A. Processing, annealing and sterilisation of poly-L-lactide. Biomaterials 2004, 25, 3939–3949. [Google Scholar] [CrossRef]
- Srithep, Y.; Nealey, P.; Turng, L.-S. Effects of annealing time and temperature on the crystallinity and heat resistance behavior of injection-molded poly (lactic acid). Polym. Eng. Sci. 2013, 53, 580–588. [Google Scholar] [CrossRef]
- Mohamed, E.-H.A. The Effect of Annealing Treatments on Spherulitic Morphology and Physical Ageing on Glass Transition of Poly Lactic Acid (PLLA). Mater. Sci. Appl. 2011, 2, 439–443. [Google Scholar] [CrossRef][Green Version]
- Tábi, T.; Sajó, I.E.; Szabó, F.; Luyt, A.S.; Kovács, J.G. Crystalline structure of annealed polylactic acid and its relation to processing. Express Polym. Lett. 2010, 4, 659–668. [Google Scholar] [CrossRef]
- Renouf-Glauser, A.C.; Rose, J.; Farrar, D.F.; Cameron, R.E. The effect of crystallinity on the deformation mechanism and bulk mechanical properties of PLLA. Biomaterials 2005, 26, 5771–5782. [Google Scholar] [CrossRef]
- Mai, F.; Tu, W.; Bilotti, E.; Peijs, T. The Influence of Solid-State Drawing on Mechanical Properties and Hydrolytic Degradation of Melt-Spun Poly (Lactic Acid) (PLA) Tapes. Fibers 2015, 3, 523–538. [Google Scholar] [CrossRef]
- Arbeiter, D.; Schümann, K.; Sahmel, O.; Eickner, T.; Schmitz, K.-P.; Grabow, N. The effect of thermal treatment on the mechanical properties of PLLA tubular specimens. Curr. Dir. Biomed. Eng. 2016, 2, 27–29. [Google Scholar] [CrossRef]
- Løvdal, A.; Andreasen, J.W.; Mikkelsen, L.P.; Agersted, K.; Almdal, K. Characterization of biaxial strain of poly (l-lactide) tubes. Polym. Int. 2016, 65, 133–141. [Google Scholar] [CrossRef]
- Ellis, A.R. A Study of the Structure and Molecular Dynamics of Oriented, Semi-Crystalline Poly (lactic Acid). Master’s Thesis, Pennsylvania State University, University Park, PA, USA, 2012. Available online: https://etda.libraries.psu.edu/catalog/16193 (accessed on 24 July 2018).
- Carrasco, F.; Pagès, P.; Gámez-Pérez, J.; Santana, O.O.; Maspoch, M.L. Processing of poly (lactic acid): Characterization of chemical structure, thermal stability and mechanical properties. Polym. Degrad. Stab. 2010, 95, 116–125. [Google Scholar] [CrossRef]
- Lizundia, E.; Petisco, S.; Sarasua, J.R. Phase-structure and mechanical properties of isothermally melt-and cold-crystallized poly (L-lactide). J. Mech. Behav. Biomed. Mater. 2012, 17, 242–251. [Google Scholar] [CrossRef] [PubMed]
- Migliaresi, C.; De Lollis, A.; Fambri, L.; Cohn, D. The effect of thermal history on the crystallinity of different molecular weight PLLA biodegradable polymers. Clin. Mater. 1991, 8, 111–118. [Google Scholar] [CrossRef]
- Müller, A.J.; Avila, M.; Saenz, G.; Salazar, J. Chapter 3 crystallization of pla-based materials. In Poly (lactic.acid) Science and Technology: Processing, Properties, Additives and Applications; The Royal Society of Chemistry: London, UK, 2015. [Google Scholar]
- Pan, P.; Zhu, B.; Kai, W.; Dong, T.; Inoue, Y. Polymorphic transition in disordered poly (L-lactide) crystals induced by annealing at elevated temperatures. Macromolecules. 2008, 41, 4296–4304. [Google Scholar] [CrossRef]
- Tsuji, H.; Ikada, Y. Properties and morphologies of poly (l-lactide): 1. Annealing condition effects on properties and morphologies of poly (l-lactide). Polymer 1995, 36, 2709–2716. [Google Scholar] [CrossRef]
- Lim, L.T.; Auras, R.; Rubino, M. Processing technologies for poly (lactic acid). Prog. Polym. Sci. 2008, 33, 820–852. [Google Scholar] [CrossRef]
- Blair, R.W.; Dunne, N.J.; Lennon, A.B.; Menary, G.H. Processing-property relationships of biaxially stretched poly (L-lactic acid) sheet for application in coronary stents. J. Mech. Behav. Biomed. Mater. 2018, 86, 113–121. [Google Scholar] [CrossRef] [PubMed]
- Stoclet, G.; Seguela, R.; Lefebvre, J.M.; Elkoun, S.; Vanmansart, C. Strain-Induced Molecular Ordering in Polylactide upon Uniaxial Stretching. Macromolecules 2010, 43, 1488–1498. [Google Scholar] [CrossRef]
- Tsai, C.C.; Wu, R.J.; Cheng, H.Y.; Li, S.C.; Siao, Y.Y.; Kong, D.C.; Jang, G.W. Crystallinity and dimensional stability of biaxial oriented poly (lactic acid) films. Polym. Degrad. Stab. 2010, 95, 1292–1298. [Google Scholar] [CrossRef]
- Zhang, X.; Schneider, K.; Liu, G.; Chen, J.; Brüning, K.; Wang, D.; Stamm, M. Structure variation of tensile-deformed amorphous poly (l-lactic acid): Effects of deformation rate and strain. Polymer 2011, 52, 4141–4149. [Google Scholar] [CrossRef]
- Løvdal, A.L.V.; Andreasen, J.W.; Mikkelsen, L.P.; Agersted, K.; Almdal, K. Mechanical properties of biaxially strained poly (l-lactide) tubes: Strain rate and temperature dependence. J. Appl. Polym. Sci. 2017, 134, 45192. [Google Scholar] [CrossRef]
- Menary, G.H.; Tan, C.W.; Harkin-Jones, E.M.A.; Armstrong, C.G.; Martin, P.J. Biaxial deformation and experimental study of PET at conditions applicable to stretch blow molding. Polym. Eng. Sci. 2012, 52, 671–688. [Google Scholar] [CrossRef]
- Ramachandran, K.; Miscioscia, R.; Filippo, G.; Pandolfi, G.; Di Luccio, T.; Kornfield, J. Tube Expansion Deformation Enables In Situ Synchrotron X-ray Scattering Measurements during Extensional Flow-Induced Crystallization of Poly l-Lactide Near the Glass Transition. Polymers 2018, 10, 288. [Google Scholar] [CrossRef]
- Mahendrasingam, A.; Blundell, D.J.; Martin, C.; Fuller, W.; MacKerron, D.H.; Harvie, J.L.; Oldman, R.J.; Riekel, C. Influence of temperature and chain orientation on the crystallization of poly (ethylene terephthalate) during fast drawing. Polymer 2000, 41, 7803–7814. [Google Scholar] [CrossRef]
- Zhou, C.; Li, H.; Zhang, W.; Li, J.; Huang, S.; Meng, Y.; de Claville Christiansen, J.; Yu, D.; Wu, Z.; Jiang, S. Thermal strain-induced cold crystallization of amorphous poly (lactic acid). CrystEngComm 2016, 18, 3237–3246. [Google Scholar] [CrossRef]
- Wei, H.; Yan, S.; Goel, S.; Menary, G. Characterization and modelling the mechanical behaviour of poly (l-lactic acid) for the manufacture of bioresorbable vascular scaffolds by stretch blow moulding. Int J. Mater. Form. 2019, 1–15. [Google Scholar] [CrossRef]
- Glauser, T.; Gueriguian, V.; Steichen, B.; Oberhauser, J.; Gada, M.; Kleiner, L.; Kossuth, M.B. Controlling Crystalline Morphology of a Bioabsorbable Stent. US Patent 9.211, 682B2, 15 December 2015. Available online: https://patents.google.com/patent/US9211682 (accessed on 21 May 2019).
- Dillon, B.; Doran, P.; Fuenmayor, E.; Healy, A.V.; Gately, N.M.; Major, I.; Lyons, J.G. The Influence of Low Shear Microbore Extrusion on the Properties of High Molecular Weight Poly (l-Lactic Acid) for Medical Tubing Applications. Polymers 2019, 11, 710. [Google Scholar] [CrossRef] [PubMed]
- Zhou, C.; Guo, H.; Li, J.; Huang, S.; Li, H.; Meng, Y.; Yu, D.; de Claville Christiansen, J.; Jiang, S. Temperature dependence of poly(lactic acid) mechanical properties. Rsc Adv. 2016, 6, 113762–113772. [Google Scholar] [CrossRef]
- Zhang, X.; Schneider, K.; Liu, G.; Chen, J.; Brüning, K.; Wang, D.; Stamm, M. Deformation-mediated superstructures and cavitation of poly (l-lactide): In-situ small-angle X-ray scattering study. Polymer 2012, 53, 648–656. [Google Scholar] [CrossRef]
- Sarasua, J.R.; Zuza, E.; Imaz, N.; Meaurio, E. Crystallinity and crystalline confinement of the amorphous phase in polylactides. Macromol. Symp. 2008, 272, 81–86. [Google Scholar] [CrossRef]
- Zhou, C.; Li, H.; Zhang, W.; Li, J.; Huang, S.; Meng, Y.; Christiansen, J.D.; Yu, D.; Wu, Z.; Jiang, S. Direct investigations on strain-induced cold crystallization behavior and structure evolutions in amorphous poly (lactic acid) with SAXS and WAXS measurements. Polymer 2016, 90, 111–121. [Google Scholar] [CrossRef]
- Wang, Y.; Mano, J.F. Influence of melting conditions on the thermal behaviour of poly (l-lactic acid). Eur. Polym. J. 2005, 41, 2335–2342. [Google Scholar] [CrossRef]
- Oh, M.O.; Kim, S.H. Conformational development of polylactide films induced by uniaxial drawing. Polym. Int. 2014, 63, 1247–1253. [Google Scholar] [CrossRef]
- Chen, X.; Kalish, J.; Hsu, S.L. Structure evolution of α′-phase poly (lactic acid). J. Polym. Sci. Part B Polym. Phys. 2011, 49, 1446–1454. [Google Scholar] [CrossRef]
- Wang, Y.; Funari, S.S.; Mano, J.F. Influence of semicrystalline morphology on the glass transition of poly (L-lactic acid). Macromol. Chem. Phys. 2006, 207, 1262–1271. [Google Scholar] [CrossRef]
- Janssen, R. Deformation and Failure in Semi-Crystalline Polymer Systems. Master’s Thesis, Eindhoven University of Technology, Eindhoven, The Netherlands, 2002; pp. 6–10. [Google Scholar]
- Stress-Strain Behavior of Polymers. Available online: https://polymerdatabase.com/polymer physics/Stress-Strain Behavior.html (accessed on 6 April 2019).
- Migliaresi, C.; Cohn, D.; De Lollis, A.; Fambri, L. Dynamic mechanical and calorimetric analysis of compression-molded PLLA of different molecular weights: Effect of thermal treatments. J. Appl. Polym. Sci. 1991, 43, 83–95. [Google Scholar] [CrossRef]
- Middleton, J.C.; Tipton, A.J. Synthetic biodegradable polymers as orthopedic devices. Biomaterials 2000, 21, 2335–2346. [Google Scholar] [CrossRef]
- Harmon, J.; Beatty, C. Thermal stresses and physical aging. In Engineered Materials Handbook; Epell, J.N., Margolis, J.M., Newman, S., Seymour, R.B., Eds.; ASM International: Metals Park, OH, USA, 1988; Volume 2. [Google Scholar]
- Jariyasakoolroj, P.; Tashiro, K.; Wang, H.; Yamamoto, H.; Chinsirikul, W.; Kerddonfag, N.; Chirachanchai, S. Isotropically small crystalline lamellae induced by high biaxial-stretching rate as a key microstructure for super-tough polylactide film. Polymer 2015, 68, 234–245. [Google Scholar] [CrossRef]
- Grijpma, D.W.; Altpeter, H.; Bevis, M.J.; Feijen, J. Improvement of the mechanical properties of poly (d, l-lactide) by orientation. Polym. Int. 2002, 51, 845–851. [Google Scholar] [CrossRef]
- Anderson, T.L. Fracture Mechanics: Fundamentals and Applications; CRC Press: Boca Raton, FL, USA, 2005; pp. 265–266. [Google Scholar]
- Bergström, J.S.; Hayman, D. An Overview of Mechanical Properties and Material Modeling of Polylactide (PLA) for Medical Applications. Ann. Biomed. Eng. 2016, 44, 330–340. [Google Scholar] [CrossRef] [PubMed]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Tg (°C) | ΔCp J/(g °C) | Tcc (°C) | ΔHc (J/g) | Tmc (°C) | Tm (°C) | ΔHm (J/g) | Xc (%) | |
|---|---|---|---|---|---|---|---|---|---|
| Extruded | (σ) | 61.5 (0.44) | 0.92 (0.101) | 100.5 (0.89) | 28.2 (1.37) | 159.6 (0.46) | 180.8 (0.33) | 40.4 (2.18) | 13.1 (0.89) |
| Annealed70 | (σ) | 61.2 (0.41) | 0.41 (0.052) | 101.4 (1.49) | 25.2 (2.09) | 160.2 (0.56) | 181.2 (0.62) | 38.4 (2.66) | 14.2 (0.65) |
| Annealed100 | (σ) | 63.2 (4.65) | 0.37 (0.225) | - | - | 161.3 (0.35) | 180.3 (0.53) | 39.2 (1.52) | 42.2 (1.63) |
| Expanded | (σ) | 74.1 (1.66) | 0.28 (0.041) | - | - | - | 180.6 (0.43) | 46.4 (2.01) | 49.9 (2.17) |
| Sample | Young’s Modulus (MPa) | Maximum Tensile Stress (MPa) | Strain at Maximum Load (%) | |
|---|---|---|---|---|
| Extruded | (σ) | 2408 (66.6) | 66.6 (1.37) | 4.47 (0.288) |
| Annealed70 | (σ) | 1881 (253.2) | 53.9 (2.02) | 4.88 (1.018) |
| Annealed100 | (σ) | 2151 (358.5) | 60.2 (2.60) | 4.51 (1.193) |
| Expanded | (σ) | 3962 (227.8) | 96.6 (4.26) | 80.89 (5.986) |
| Sample | Storage Modulus (MPa) @ 21 °C | Storage Modulus (MPa) @ 37 °C | Storage Modulus (MPa) @ 50 °C | |
|---|---|---|---|---|
| Extruded | (σ) | 2067 (188.8) | 1984 (197.3) | 1831 (234.8) |
| Annealed70 | (σ) | 2218 (257.5) | 2147 (212.1) | 2045 (241.2) |
| Annealed100 | (σ) | 3634 (302.1) | 3503 (317.2) | 3281 (354.6) |
| Expanded | (σ) | 3900 (337.6) | 3771 (357.0) | 3482 (339.8) |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dillon, B.; Doran, P.; Fuenmayor, E.; Healy, A.V.; Gately, N.M.; Major, I.; Lyons, J.G. Influence of Annealing and Biaxial Expansion on the Properties of Poly(l-Lactic Acid) Medical Tubing. Polymers 2019, 11, 1172. https://doi.org/10.3390/polym11071172
Dillon B, Doran P, Fuenmayor E, Healy AV, Gately NM, Major I, Lyons JG. Influence of Annealing and Biaxial Expansion on the Properties of Poly(l-Lactic Acid) Medical Tubing. Polymers. 2019; 11(7):1172. https://doi.org/10.3390/polym11071172
Chicago/Turabian StyleDillon, Brian, Patrick Doran, Evert Fuenmayor, Andrew V. Healy, Noel M. Gately, Ian Major, and John G. Lyons. 2019. "Influence of Annealing and Biaxial Expansion on the Properties of Poly(l-Lactic Acid) Medical Tubing" Polymers 11, no. 7: 1172. https://doi.org/10.3390/polym11071172
APA StyleDillon, B., Doran, P., Fuenmayor, E., Healy, A. V., Gately, N. M., Major, I., & Lyons, J. G. (2019). Influence of Annealing and Biaxial Expansion on the Properties of Poly(l-Lactic Acid) Medical Tubing. Polymers, 11(7), 1172. https://doi.org/10.3390/polym11071172