Formability and Failure Mechanisms of Woven CF/PEEK Composite Sheet in Solid-State Thermoforming


 ,
,
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. DMA Test
2.3. Flexural Tests
2.4. Erichsen Tests
2.5. Microstructure Observation
3. Results and Discussions
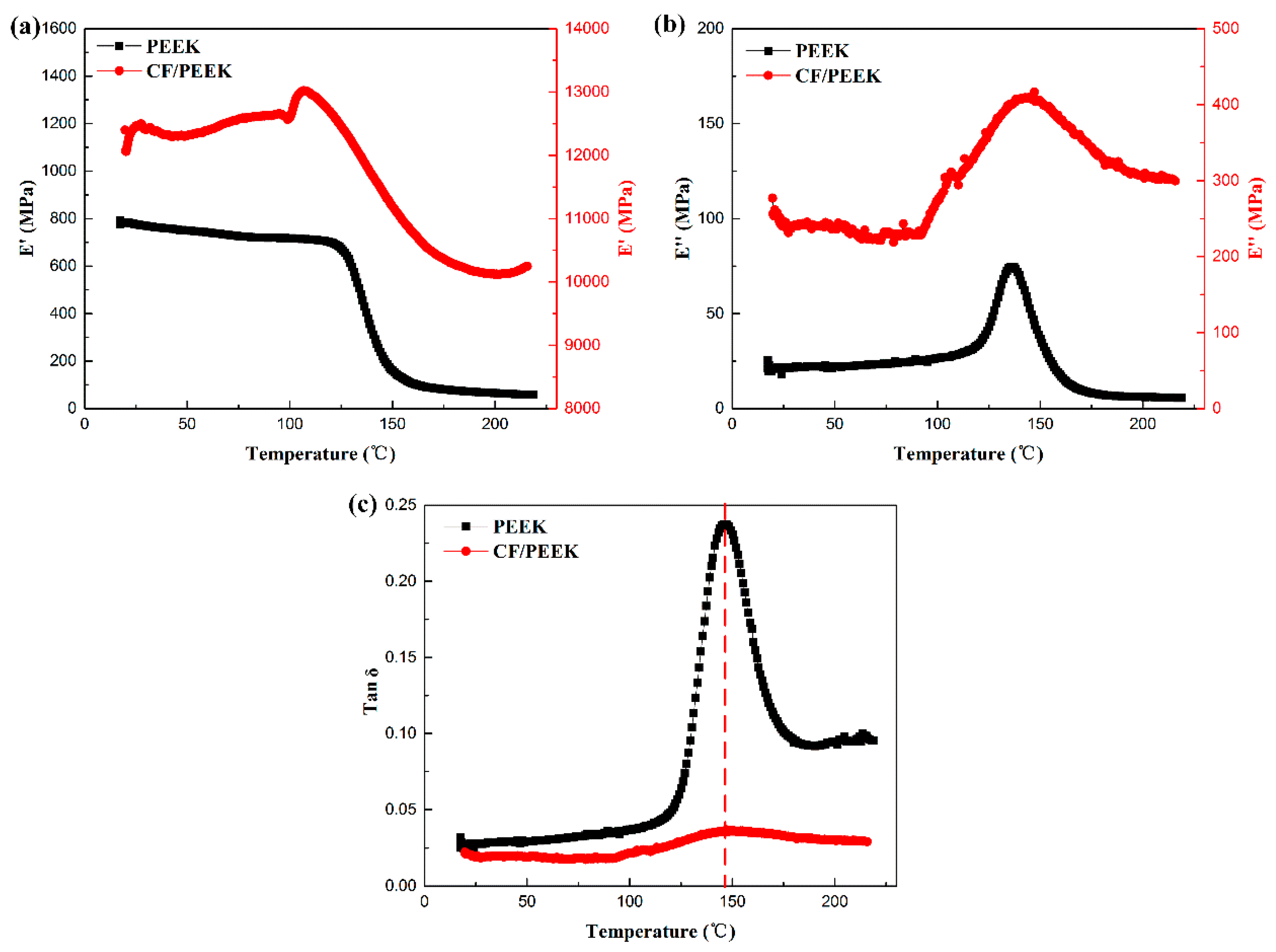
3.1. DMA Analysis
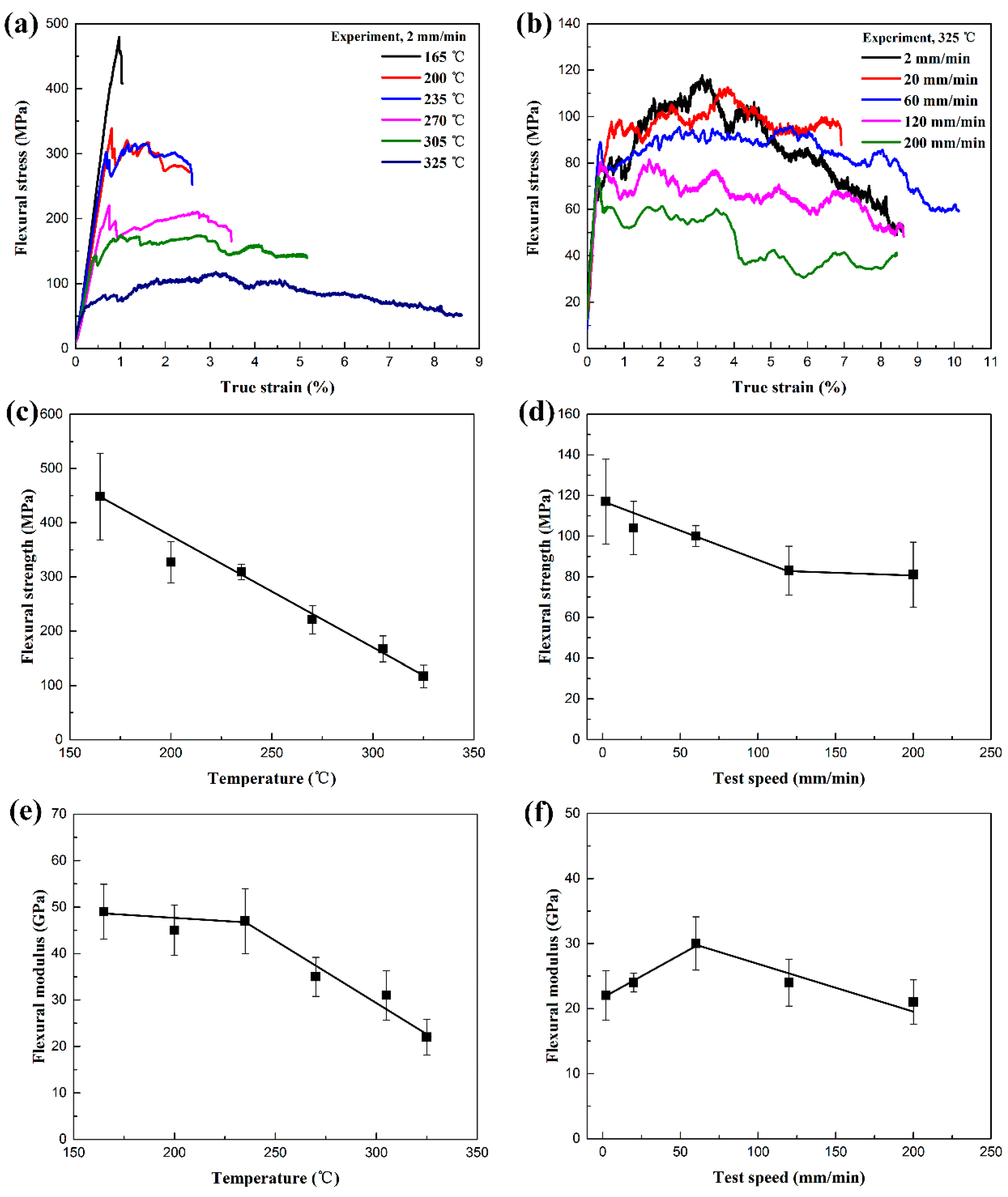
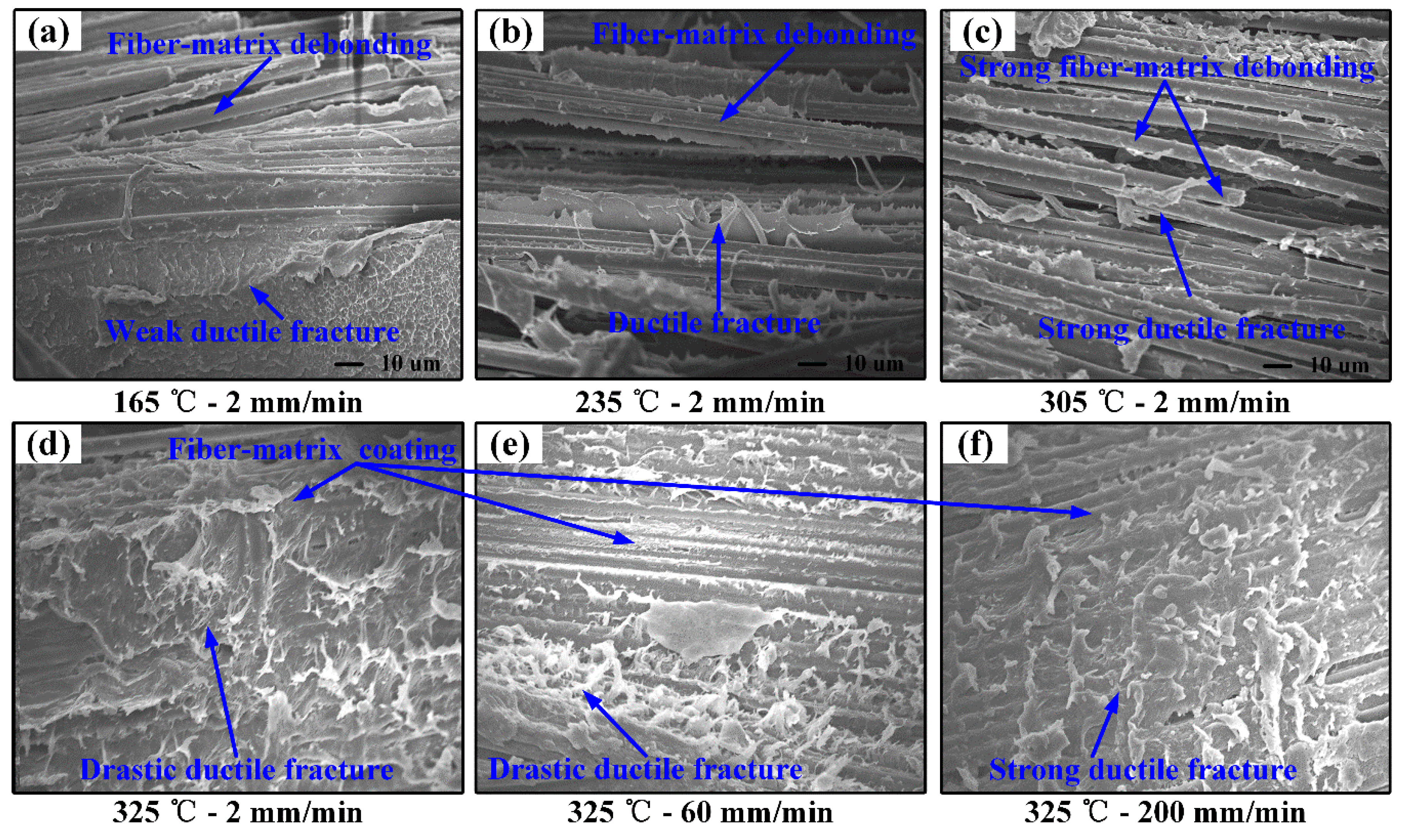
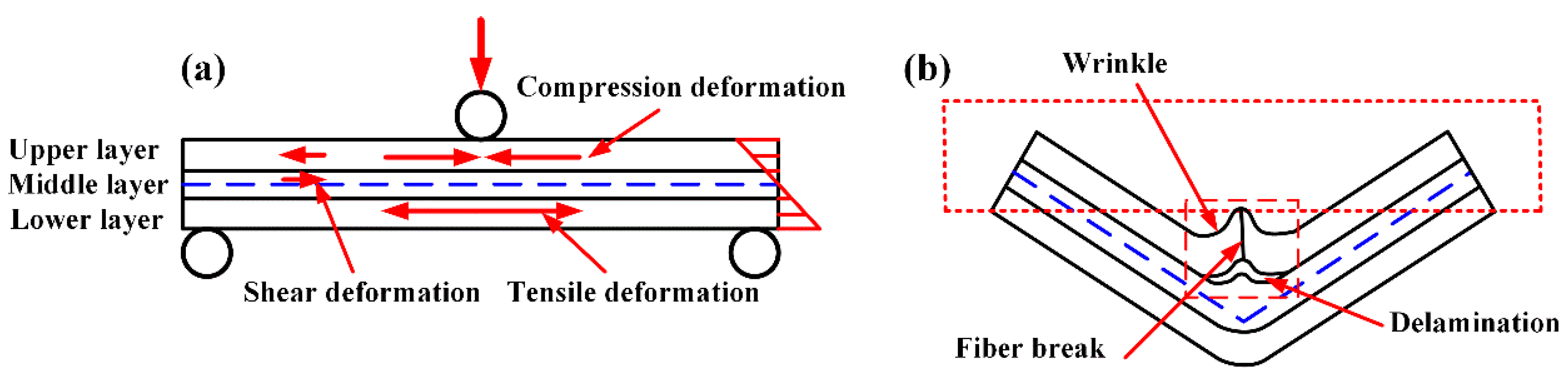
3.2. Flexural Properties and Formability at Various Temperatures
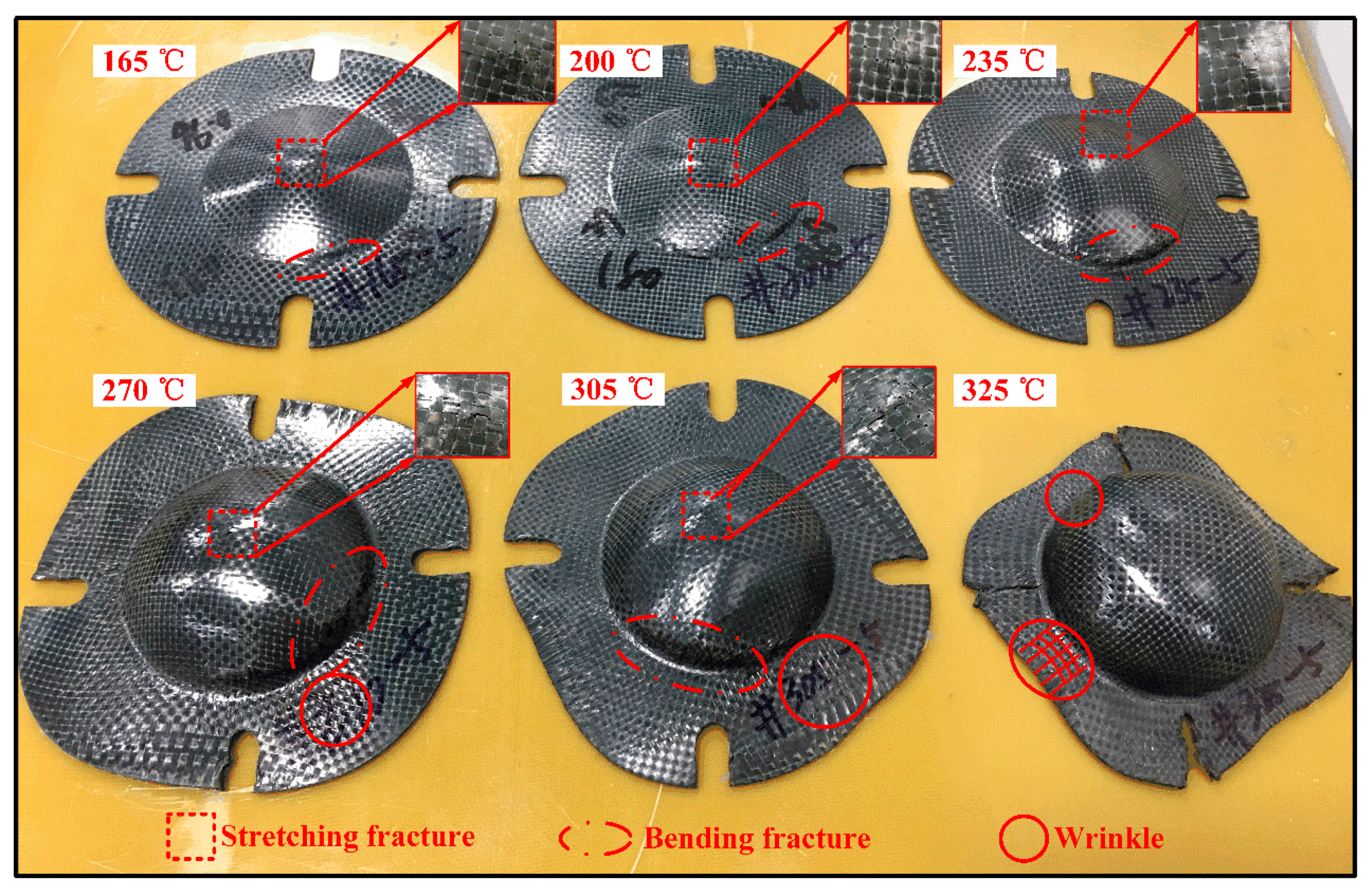
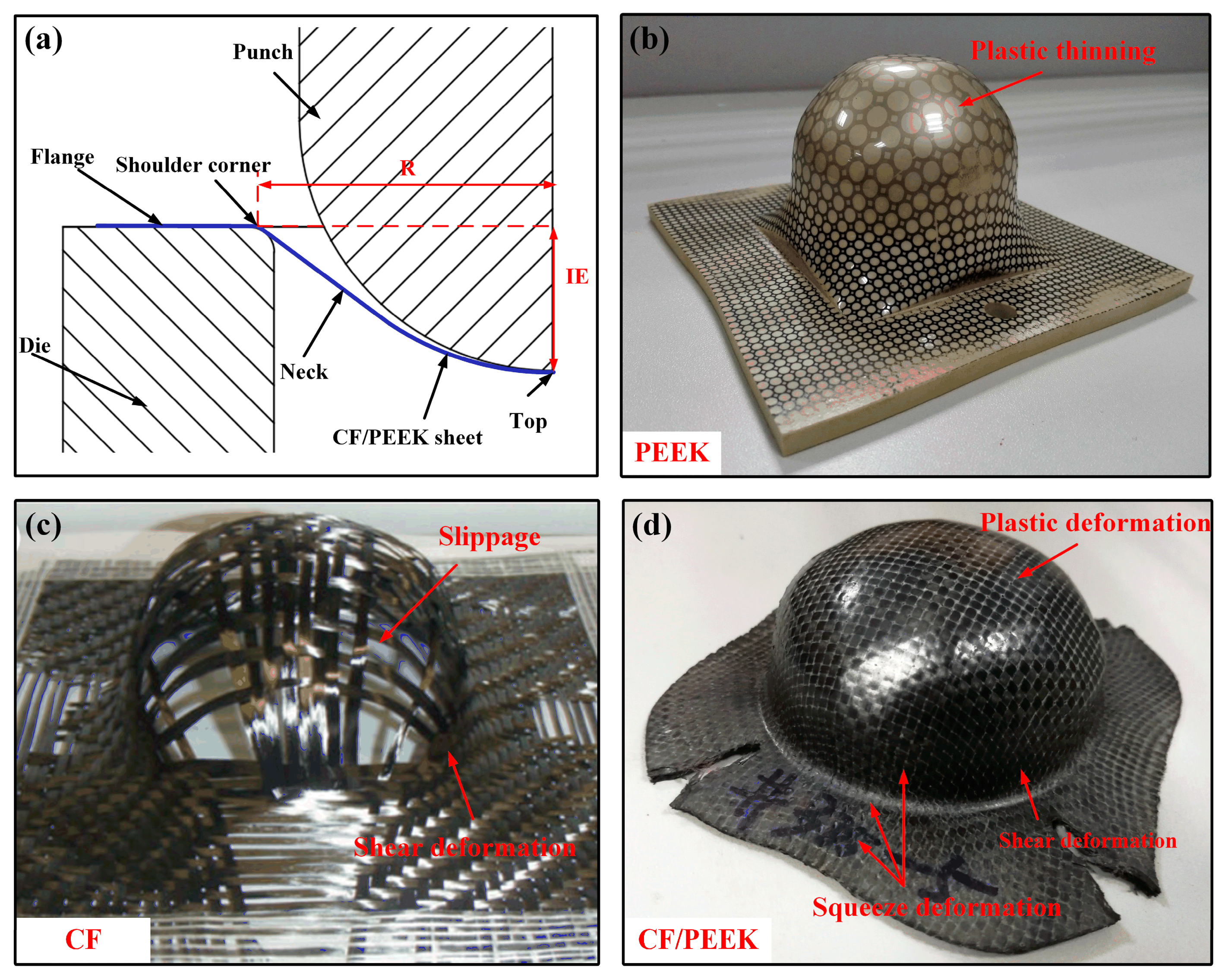
3.3. Erichsen Formability at Various Temperatures
4. Discussions
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Hernández, S.; Sket, F.; Molina-Aldareguı’a, J.M.; González, C.; Llorca, J. Effect of curing cycle on void distribution and interlaminar shear strength in polymer-matrix composites. Compos. Sci. Technol. 2011, 71, 1331–1341. [Google Scholar] [CrossRef]
- Schwab, M.; Todt, M.; Wolfahrt, M.; Pettermann, H.E. Failure mechanism based modelling of impact on fabric reinforced composite laminates based on shell elements. Compos. Sci. Technol. 2016, 128, 131–137. [Google Scholar] [CrossRef]
- Gong, Y.; Peng, X.; Yao, Y.; Guo, Z. An anisotropic hyperelastic constitutive model for thermoplastic woven composite prepregs. Compos. Sci. Technol. 2016, 128, 17–24. [Google Scholar] [CrossRef]
- Vaidya, U.; Chawla, K. Processing of fibre reinforced thermoplastic composites. Int. Mater. Rev. 2008, 53, 185–218. [Google Scholar] [CrossRef]
- Boudeau, N.; Liksonov, D.; Barriere, T.; Maslov, L.; Gelin, J.C. Composite based on polyetheretherketone reinforced with carbon fibres, an alternative to conventional materials for femoral implant: Manufacturing process and resulting structural behaviour. Mater. Des. 2012, 40, 148–156. [Google Scholar] [CrossRef]
- Dworak, M.; Rudawski, A.; Markowski, J.; Blazewicz, S. Dynamic mechanical properties of carbon fibre-reinforced PEEK composites in simulated body-fluid. Compos. Struct. 2017, 161, 428–434. [Google Scholar] [CrossRef]
- Zheng, B.; Wang, H.; Huang, Z.; Zhang, Y.; Zhou, H.; Li, D. Experimental investigation and constitutive modeling of the deformation behavior of Poly-Ether-Ether-Ketone at elevated temperatures. Polym. Test. 2017, 63, 349–359. [Google Scholar] [CrossRef]
- Tatsuno, D.; Yoneyama, T.; Kawamoto, K.; Okamoto, M. Effect of Cooling Rate on the Mechanical Strength of Carbon Fiber-Reinforced Thermoplastic Sheets in Press Forming. J. Mater. Eng. Perform. 2017, 26, 3482–3488. [Google Scholar] [CrossRef][Green Version]
- Xu, Z.; Zhang, M.; Gao, S.; Wang, G.; Zhang, S.; Luan, J. Study on mechanical properties of unidirectional continuous carbon fiber-reinforced PEEK composites fabricated by the wrapped yarn method. Polym. Compos. 2019, 40, 56–69. [Google Scholar] [CrossRef]
- Xu, Z.; Zhang, M.; Wang, G.; Luan, J. Bending property and fracture behavior of continuous glass fiber-reinforced PEEK composites fabricated by the wrapped yarn method. High Perform. Polym. 2018, 31, 321–330. [Google Scholar] [CrossRef]
- Zheng, B.; Li, M.; Deng, T.; Zhou, H.; Huang, Z.; Zhou, H.; Li, D. Process-structure-property relationships of thermoformed woven carbon-fiber-reinforced polyether-ether-ketone composites. Polym. Compos. 2019. [Google Scholar] [CrossRef]
- Throne, J.L. Thermoforming. In Encyclopedia of Polymer Science and Technology; Wiley Online Library: Hoboken, NJ, USA, 2002. [Google Scholar]
- Gruenwald, G. Thermoforming: A Plastics Processing Guide; Routledge: Abingdon, UK, 2017. [Google Scholar]
- Jiang, W.; Huang, Z.; Wang, Y.; Zheng, B.; Zhou, H. Voids formation and their effects on mechanical properties in thermoformed carbon fiber fabric-reinforced composites. Polym. Compos. 2018. [Google Scholar] [CrossRef]
- Novo, P.J.; Silva, J.F.; Nunes, J.P.; Marques, A.T. Pultrusion of fibre reinforced thermoplastic pre-impregnated materials. Compos. Part B Eng. 2016, 89, 328–339. [Google Scholar] [CrossRef]
- Schmitt, R.; Witte, A. Control of a thermoplastic tape winding process with optical in-line metrology. Proc. Manuf. Syst. 2012, 7, 125–130. [Google Scholar]
- Bigg, D. Mechanical property enhancement of semicrystalline polymers—A review. Polym. Eng. Sci. 1988, 28, 830–841. [Google Scholar] [CrossRef]
- Bigg, D.; Preston, J. Stamping of thermoplastic matrix composites. Polym. Compos. 1989, 10, 261–268. [Google Scholar] [CrossRef]
- Cabrera, N.O.; Reynolds, C.T.; Alcock, B.; Peijs, T. Non-isothermal stamp forming of continuous tape reinforced all-polypropylene composite sheet. Compos. Part A Appl. Sci. Manuf. 2008, 39, 1455–1466. [Google Scholar] [CrossRef]
- Yanagimoto, J.; Ikeuchi, K. Sheet forming process of carbon fiber reinforced plastics for lightweight parts. CIRP Ann. 2012, 61, 247–250. [Google Scholar] [CrossRef]
- Uriya, Y.; Ikeuch, K.; Yanagimoto, J. Cold and Warm V-bending Test for Carbon-fiber-reinforced Plastic Sheet. Procedis Eng. 2014, 81, 1633–1638. [Google Scholar] [CrossRef][Green Version]
- Uriya, Y.; Ikeuchi, K.; Yanagimoto, J. Enhanced formability of thin carbon fiber reinforced plastic sheets in cold/warm embossing with ductile dummy sheets of different thicknesses. Int. J. Mater. Form. 2014, 8, 415–421. [Google Scholar] [CrossRef]
- Uriya, Y.; Yanagimoto, J. Suitable structure of thermosetting CFRP sheet for cold/warm forming. Int. J. Mat. Form. 2015, 9, 243–252. [Google Scholar] [CrossRef]
- Uriya, Y.; Yanagimoto, J. Erichsen cupping test on thermosetting CFRP sheets. Int. J. Mater. Form. 2017, 10, 527–534. [Google Scholar] [CrossRef]
- Davey, S.; Das, R.; Cantwell, W.J.; Kalyanasundaram, S. Forming studies of carbon fibre composite sheets in dome forming processes. Compos. Struct. 2013, 97, 310–316. [Google Scholar] [CrossRef]
- Takuda, H.; Enami, T.; Kubota, K.; Hatta, N. The formability of a thin sheet of Mg–8.5 Li–1Zn alloy. J. Mater. Process. Technol. 2000, 101, 281–286. [Google Scholar] [CrossRef]
- Zhang, Q.; Gao, Q.; Cai, J. Experimental and simulation research on thermal stamping of carbon fiber composite sheet. Trans. Nonferrous Met. Soc. China 2014, 24, 217–223. [Google Scholar] [CrossRef]
- Vieille, B.; Albouy, W.; Taleb, L. Investigations on stamping of C/PEEK laminates: Influence on meso-structure and macroscopic mechanical properties under severe environmental conditions. Compos. Part B Eng. 2014, 63, 101–110. [Google Scholar] [CrossRef]
- Yang, S.; Taha-Tijerina, J.; Serrato-Diaz, V.; Hernandez, K.; Lozano, K. Dynamic mechanical and thermal analysis of aligned vapor grown carbon nanofiber reinforced polyethylene. Compos. Part B Eng. 2007, 38, 228–235. [Google Scholar] [CrossRef]
- Nikforooz, M.; Montesano, J.; Golzar, M.; Shokrieh, M.M. Assessment of the thermomechanical performance of continuous glass fiber-reinforced thermoplastic laminates. Polym. Test. 2018, 67, 457–467. [Google Scholar] [CrossRef]
- Zheng, B.; Deng, T.; Li, M.; Huang, Z.; Zhou, H.; Li, D. Flexural Behavior and Fracture Mechanisms of Short Carbon Fiber Reinforced Polyether-Ether-Ketone Composites at Various Ambient Temperatures. Polymers 2019, 11, 18. [Google Scholar] [CrossRef]
- Rae, P.J.; Brown, E.N.; Orler, E.B. The mechanical properties of poly(ether-ether-ketone) (PEEK) with emphasis on the large compressive strain response. Polymer 2007, 48, 598–615. [Google Scholar] [CrossRef]
- Ou, Y.; Zhu, D. Tensile behavior of glass fiber reinforced composite at different strain rates and temperatures. Constr. Build. Mater. 2015, 96, 648–656. [Google Scholar] [CrossRef]
- Wang, W.; Zhang, X.; Chouw, N.; Li, Z.; Shi, Y. Strain rate effect on the dynamic tensile behaviour of flax fibre reinforced polymer. Compos. Struct. 2018, 200, 135–143. [Google Scholar] [CrossRef]
- Boisse, P.; Hamila, N.; Madeo, A. Modelling the development of defects during composite reinforcements and prepreg forming. Philos. Trans. A Math. Phys. Eng. Sci. 2016, 374, 20150269. [Google Scholar] [CrossRef]
- Alshahrani, H.; Hojjati, M. Bending behavior of multilayered textile composite prepregs: Experiment and finite element modeling. Mater. Des. 2017, 124, 211–224. [Google Scholar] [CrossRef]
- Gherissi, A.; Abbassi, F.; Ammar, A.; Zghal, A. Numerical and Experimental Investigations on Deep Drawing of G1151 Carbon Fiber Woven Composites. Appl. Compos. Mater. 2015, 23, 461–476. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Experiment | Temperature/°C | Speed/mm/min | Blanking Torque/N/mm |
|---|---|---|---|
| 1 | 165, 200, 235, 270, 305, 325 | 5 | 10 |
| 2 | 325 | 2, 5, 30, 60,120 | 10 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zheng, B.; Gao, X.; Li, M.; Deng, T.; Huang, Z.; Zhou, H.; Li, D. Formability and Failure Mechanisms of Woven CF/PEEK Composite Sheet in Solid-State Thermoforming. Polymers 2019, 11, 966. https://doi.org/10.3390/polym11060966
Zheng B, Gao X, Li M, Deng T, Huang Z, Zhou H, Li D. Formability and Failure Mechanisms of Woven CF/PEEK Composite Sheet in Solid-State Thermoforming. Polymers. 2019; 11(6):966. https://doi.org/10.3390/polym11060966
Chicago/Turabian StyleZheng, Bing, Xiping Gao, Maoyuan Li, Tianzhengxiong Deng, Zhigao Huang, Huamin Zhou, and Dequn Li. 2019. "Formability and Failure Mechanisms of Woven CF/PEEK Composite Sheet in Solid-State Thermoforming" Polymers 11, no. 6: 966. https://doi.org/10.3390/polym11060966
APA StyleZheng, B., Gao, X., Li, M., Deng, T., Huang, Z., Zhou, H., & Li, D. (2019). Formability and Failure Mechanisms of Woven CF/PEEK Composite Sheet in Solid-State Thermoforming. Polymers, 11(6), 966. https://doi.org/10.3390/polym11060966