A Combined In-Mold Decoration and Microcellular Injection Molding Method for Preparing Foamed Products with Improved Surface Appearance




Abstract
:
1. Introduction
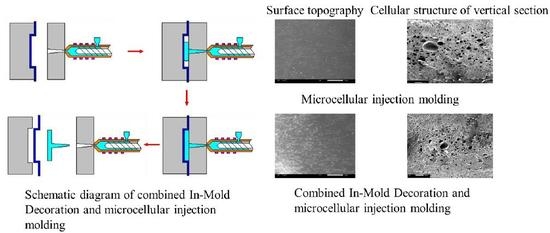
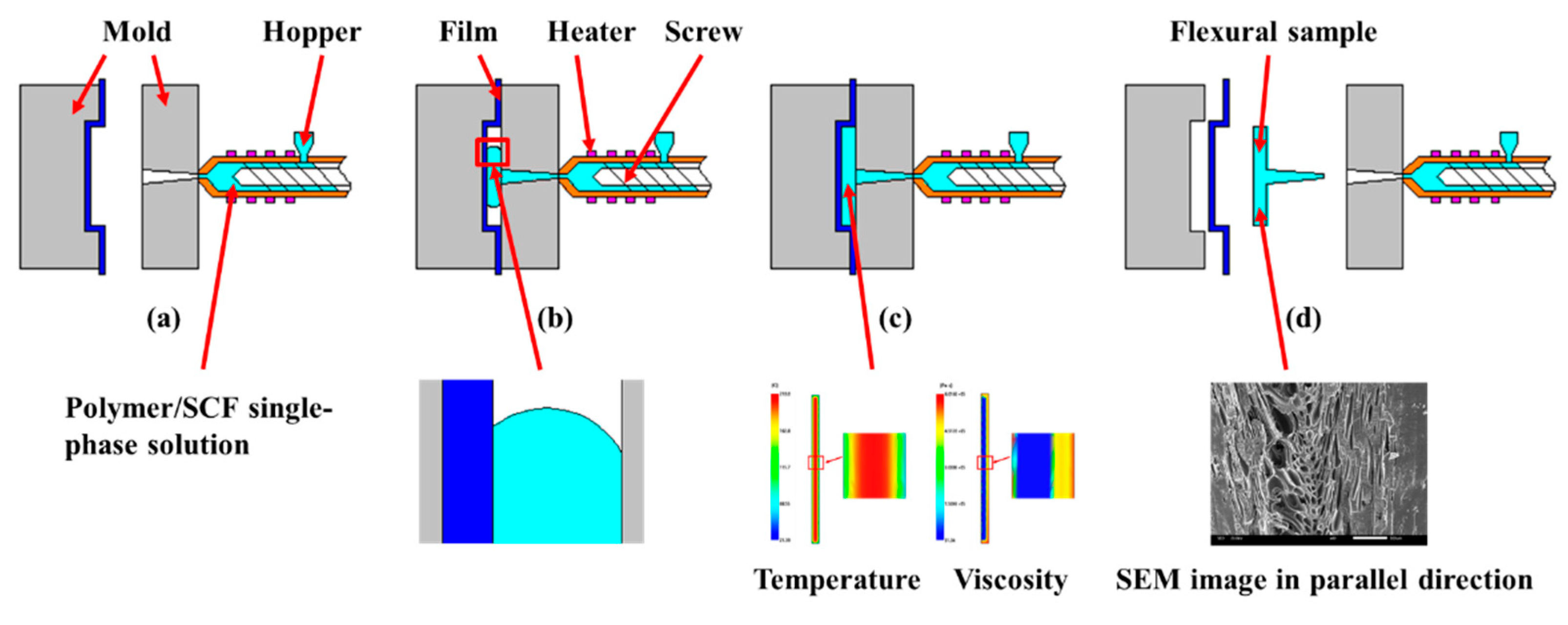
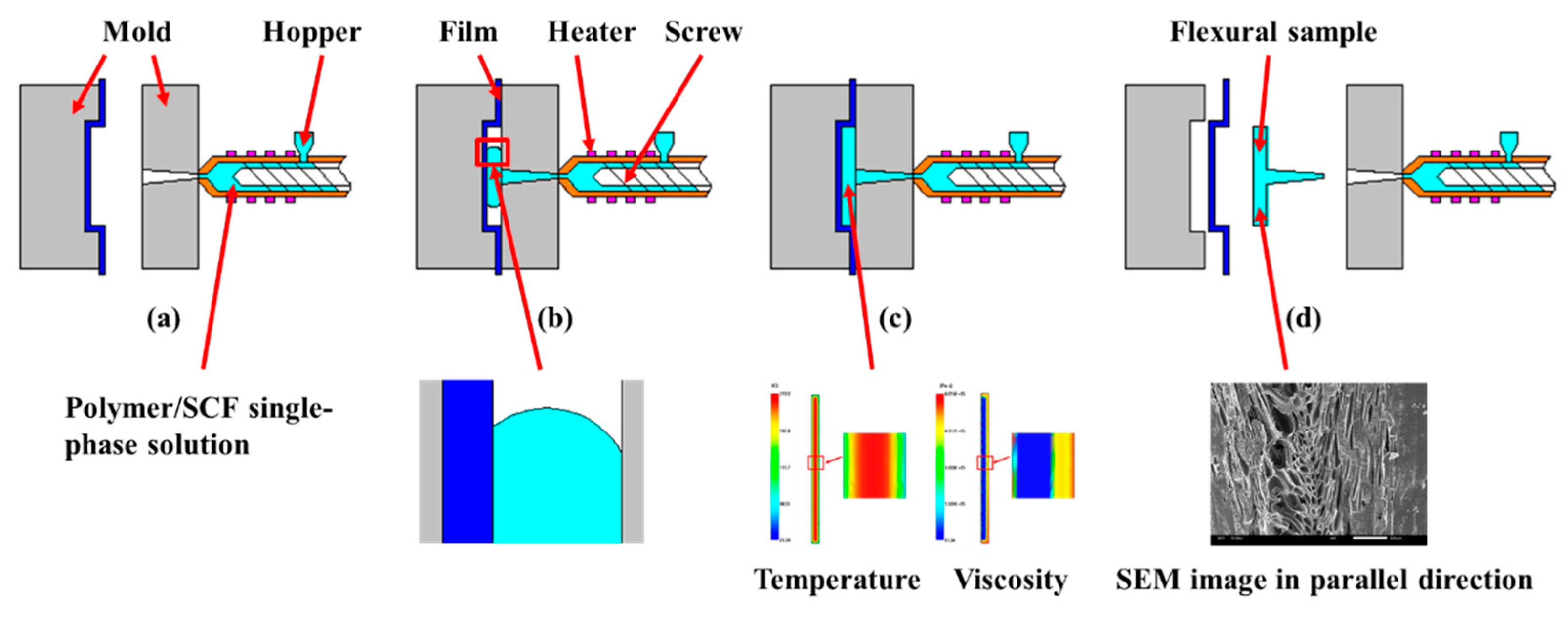
2. Combined In-Mold Decoration and Microcellular Injection Molding
3. Experimental Setup
3.1. Numerical Simulation
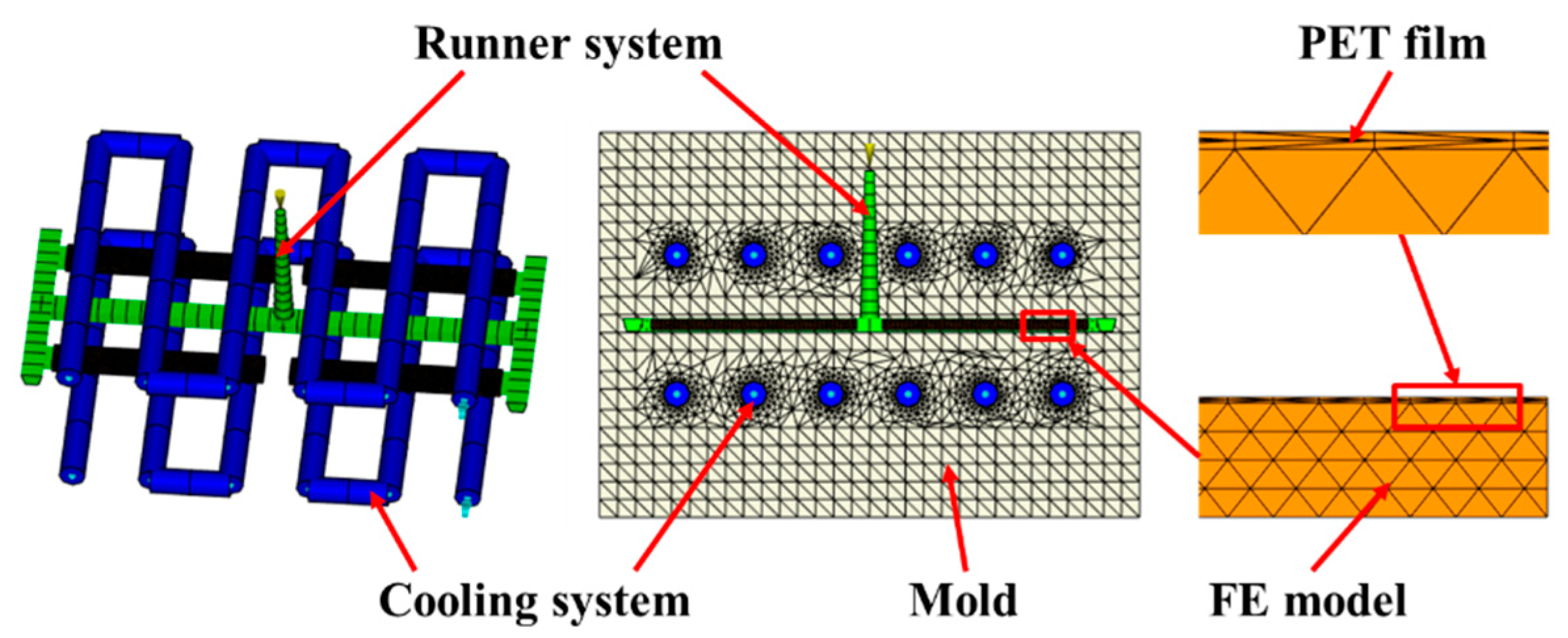
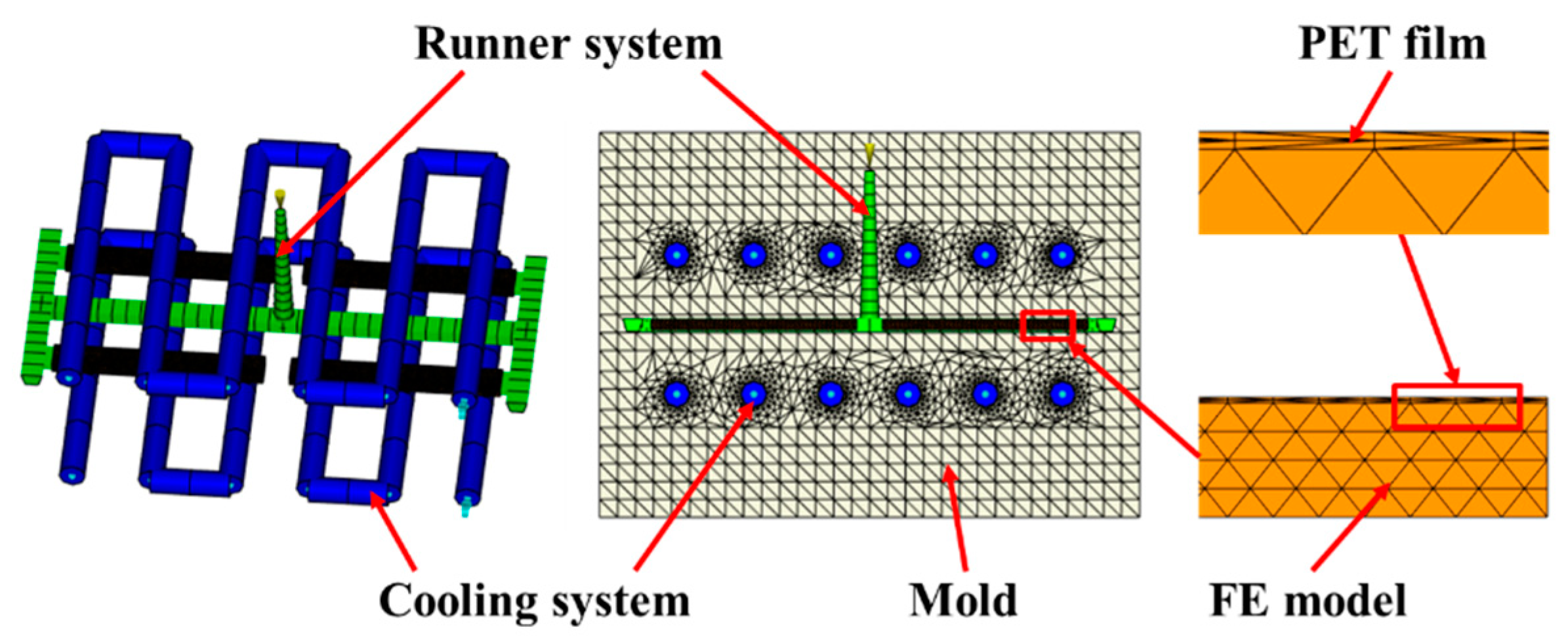
3.1.1. Finite Element Model
3.1.2. Experimental Apparatus
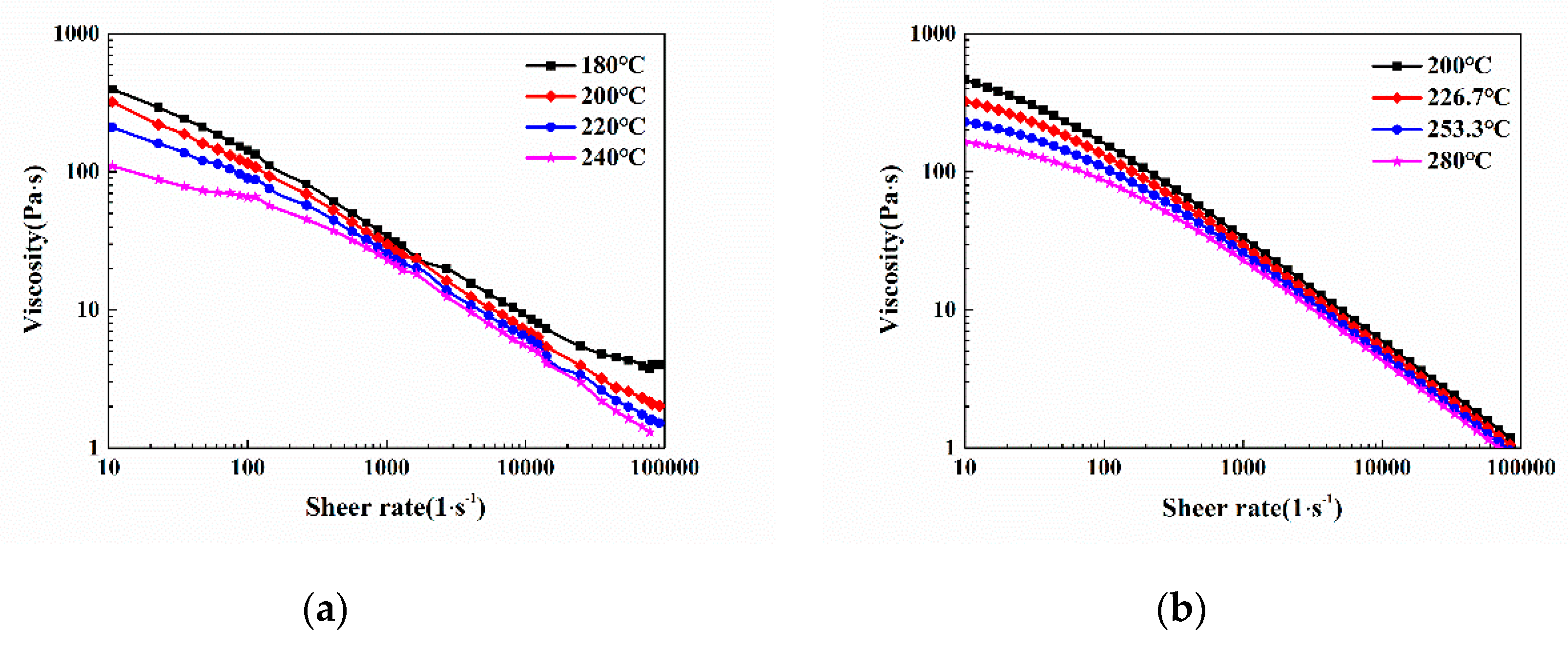
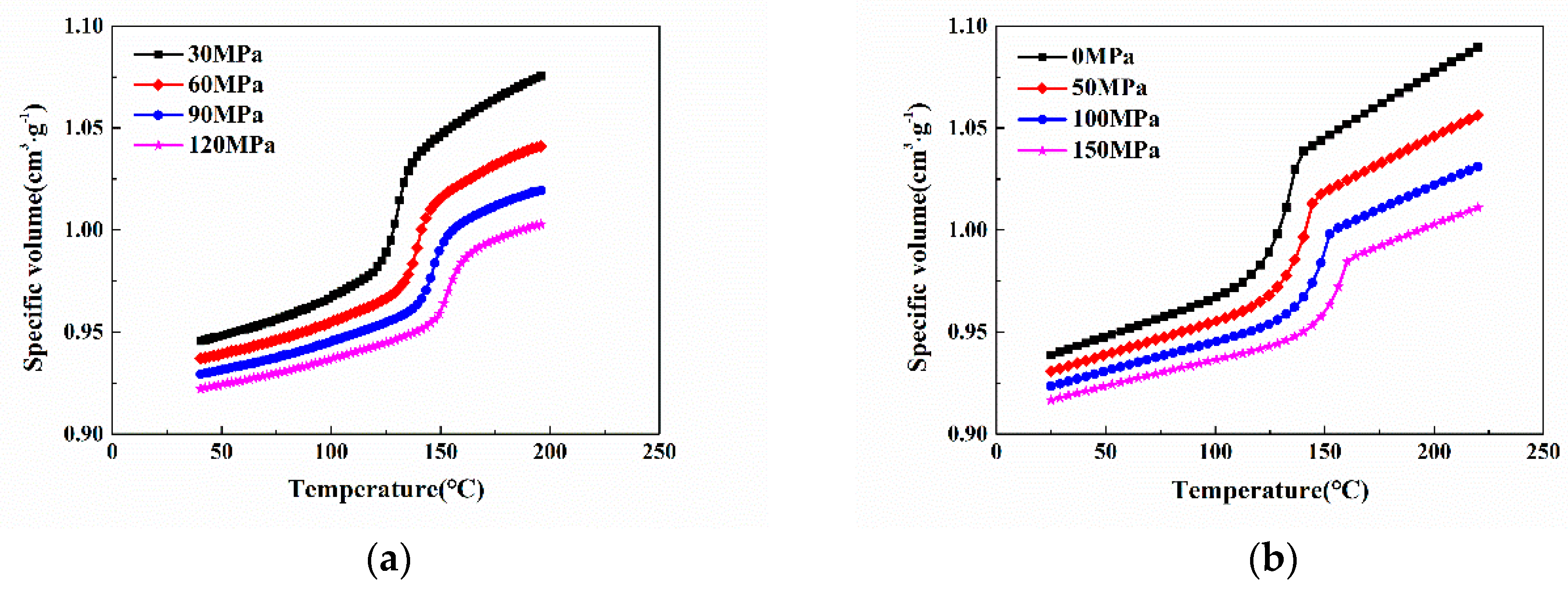
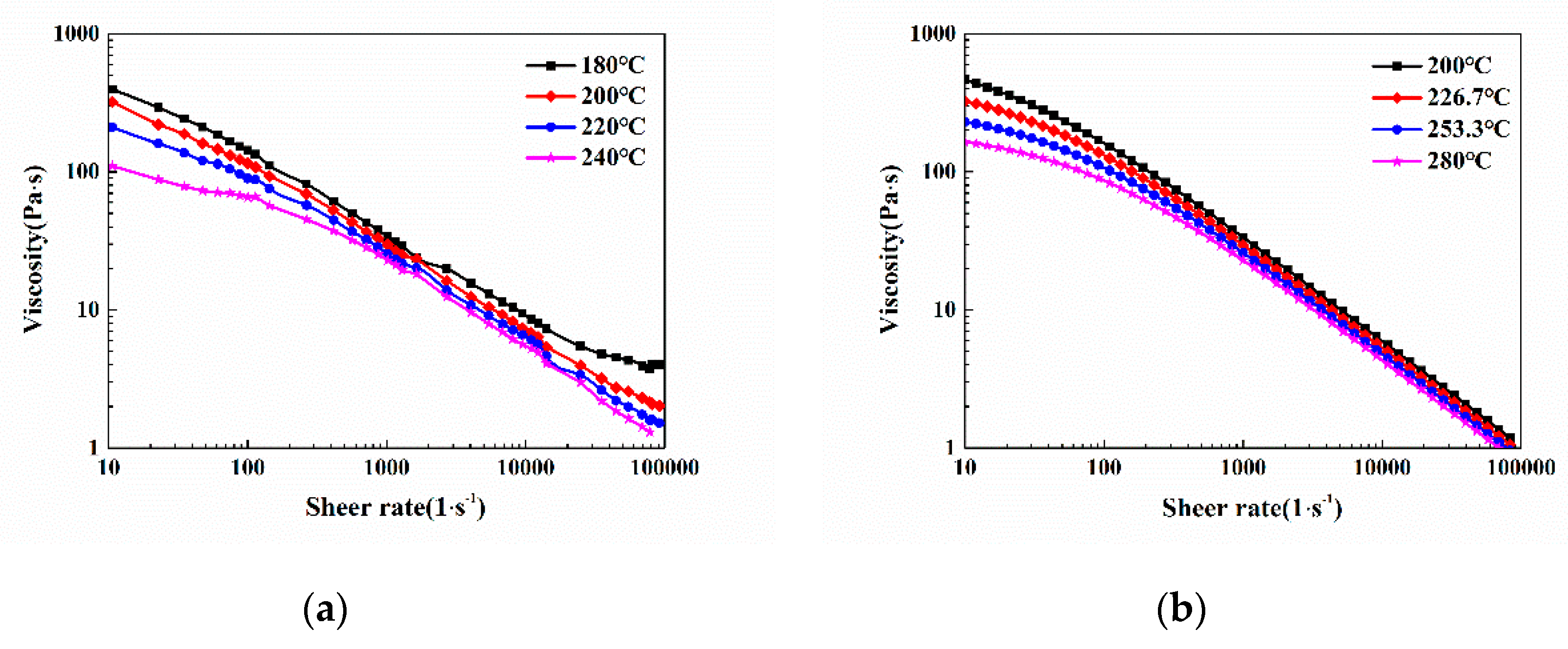
3.1.3. Materials
3.2. Experimental Design
3.3. Characterizations
4. Results and Discussion
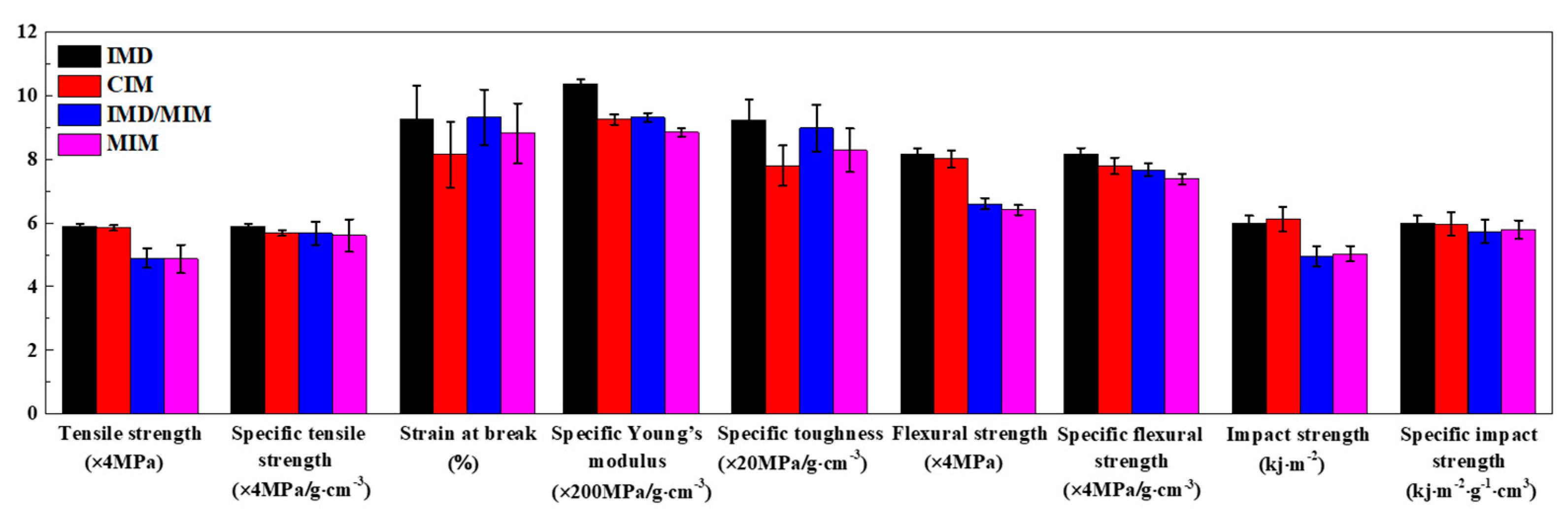
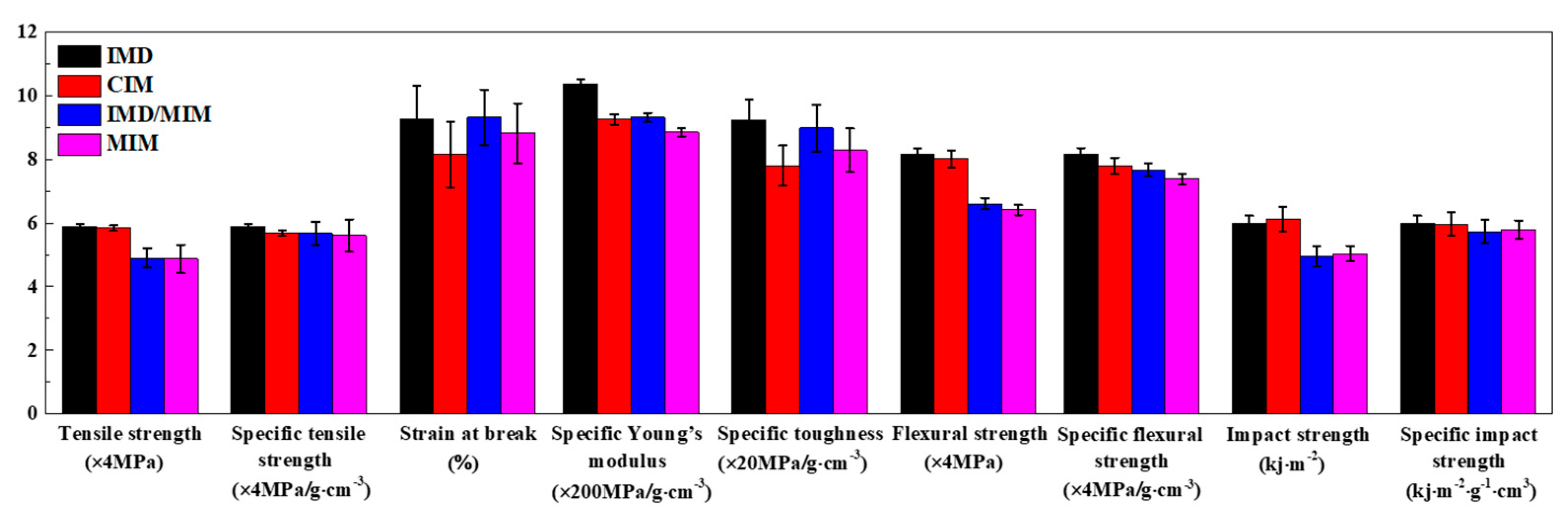
4.1. Mechanical Properties
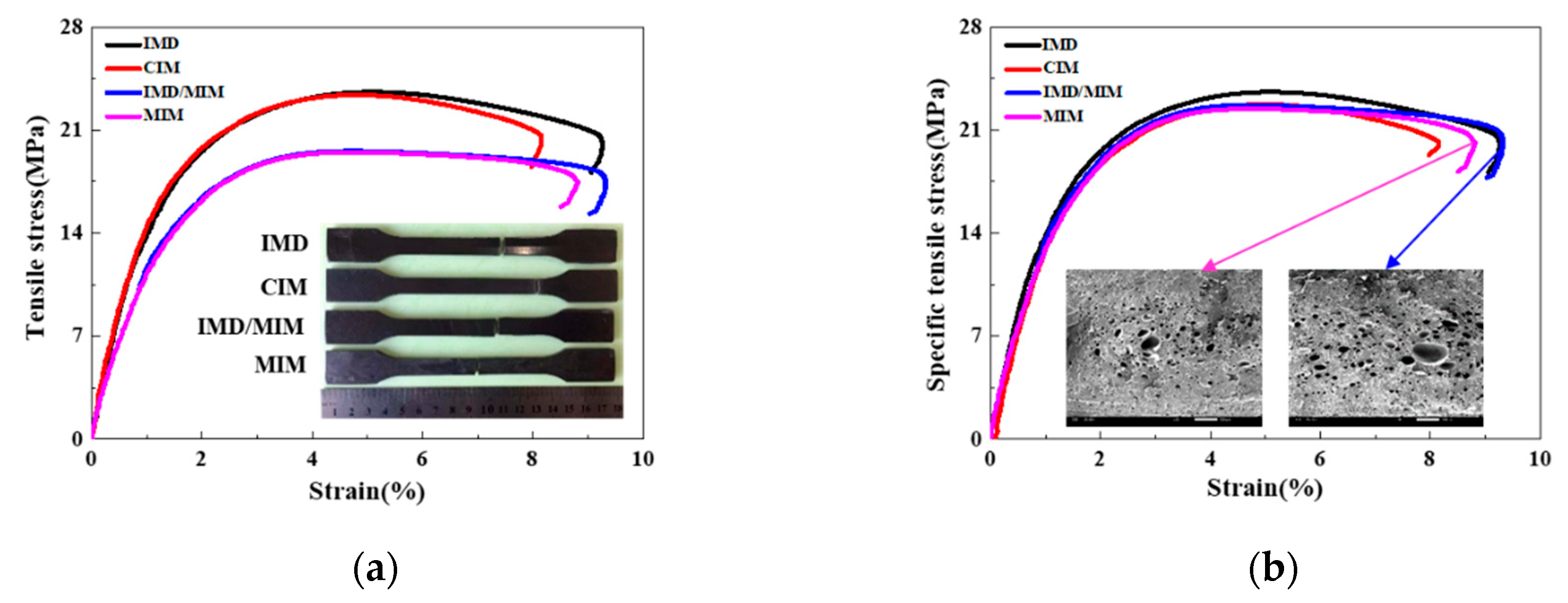
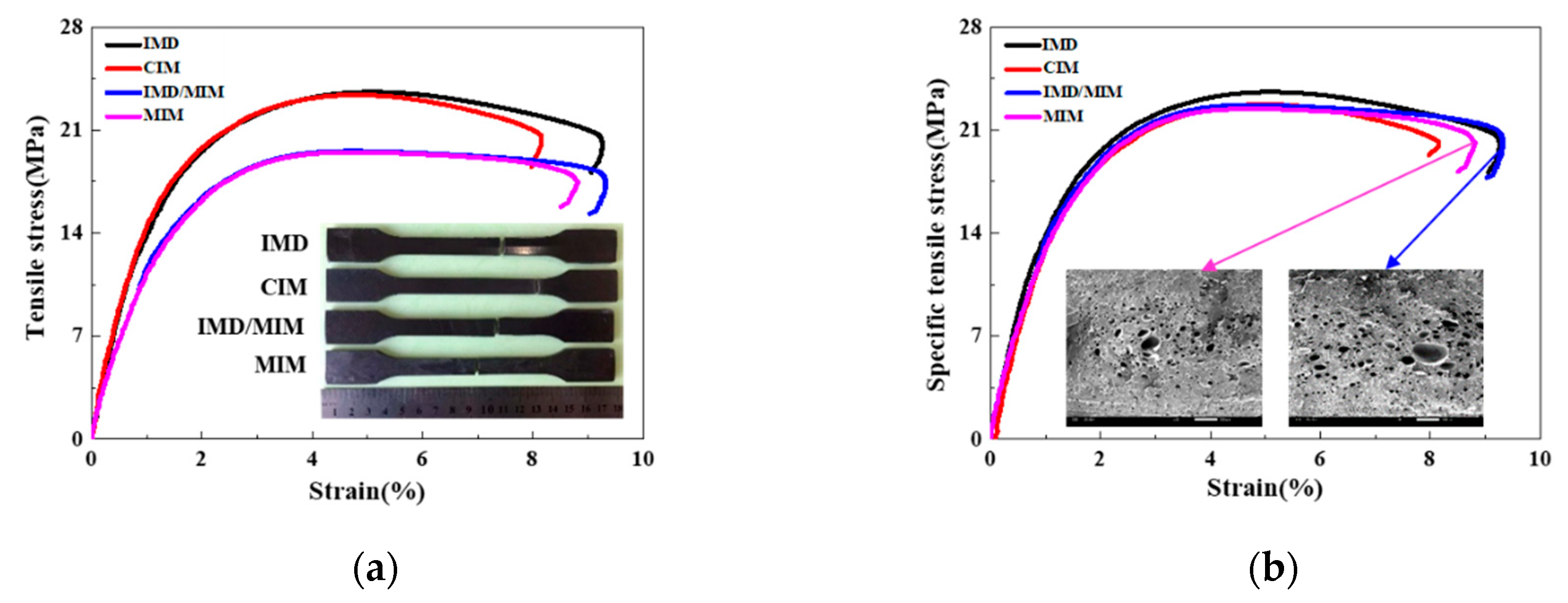
4.1.1. Tensile Properties
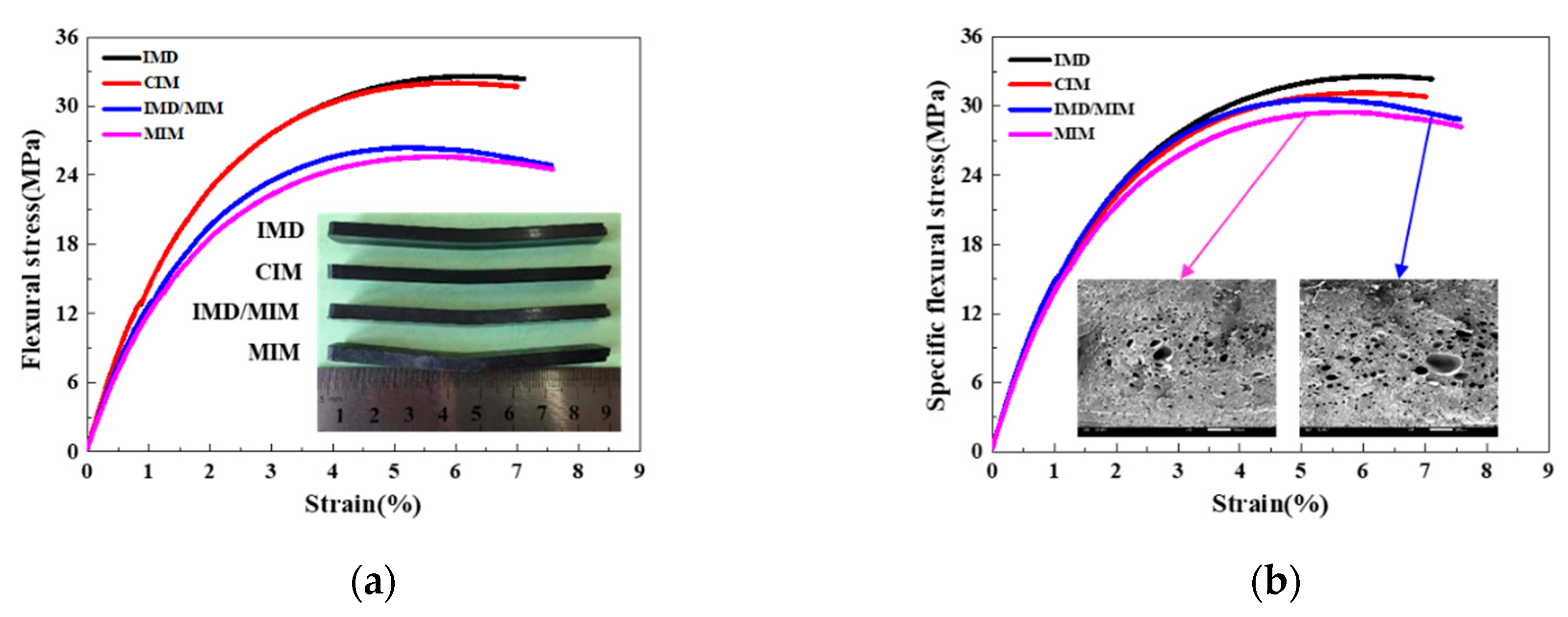
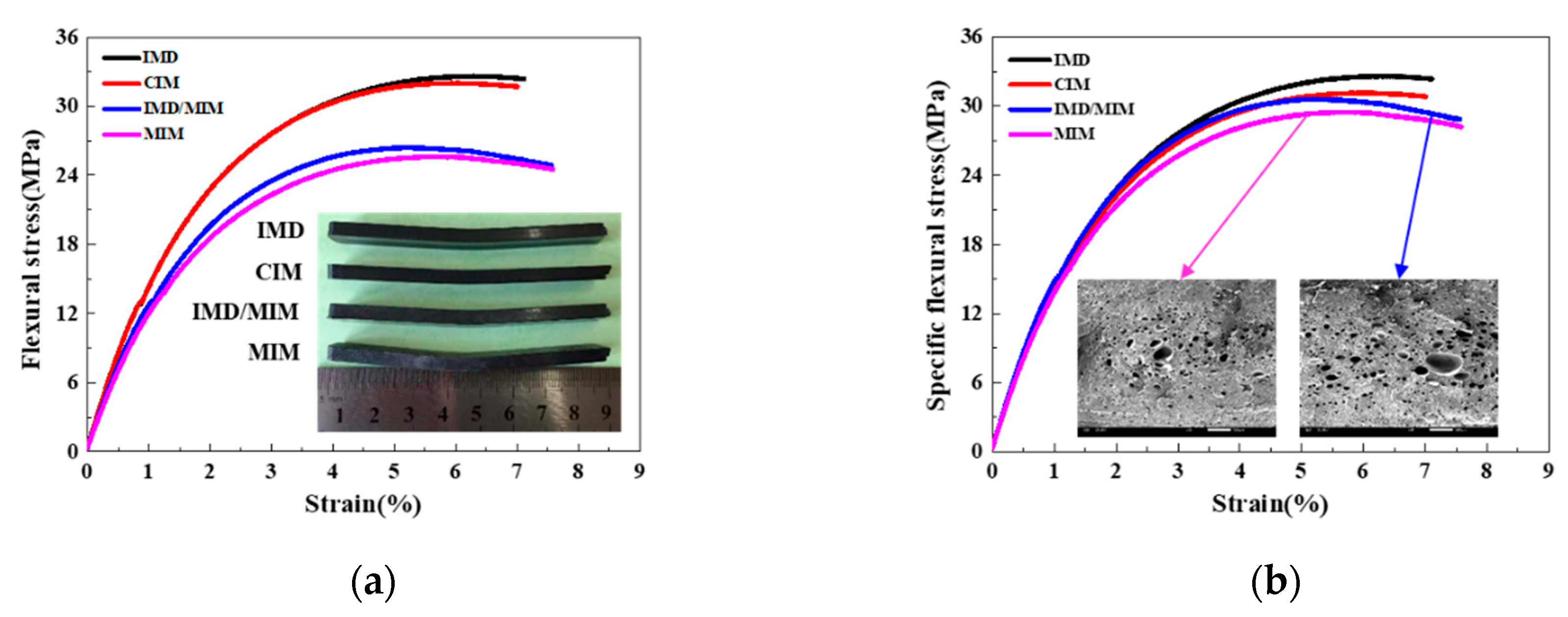
4.1.2. Flexural Properties
4.1.3. Impact Properties
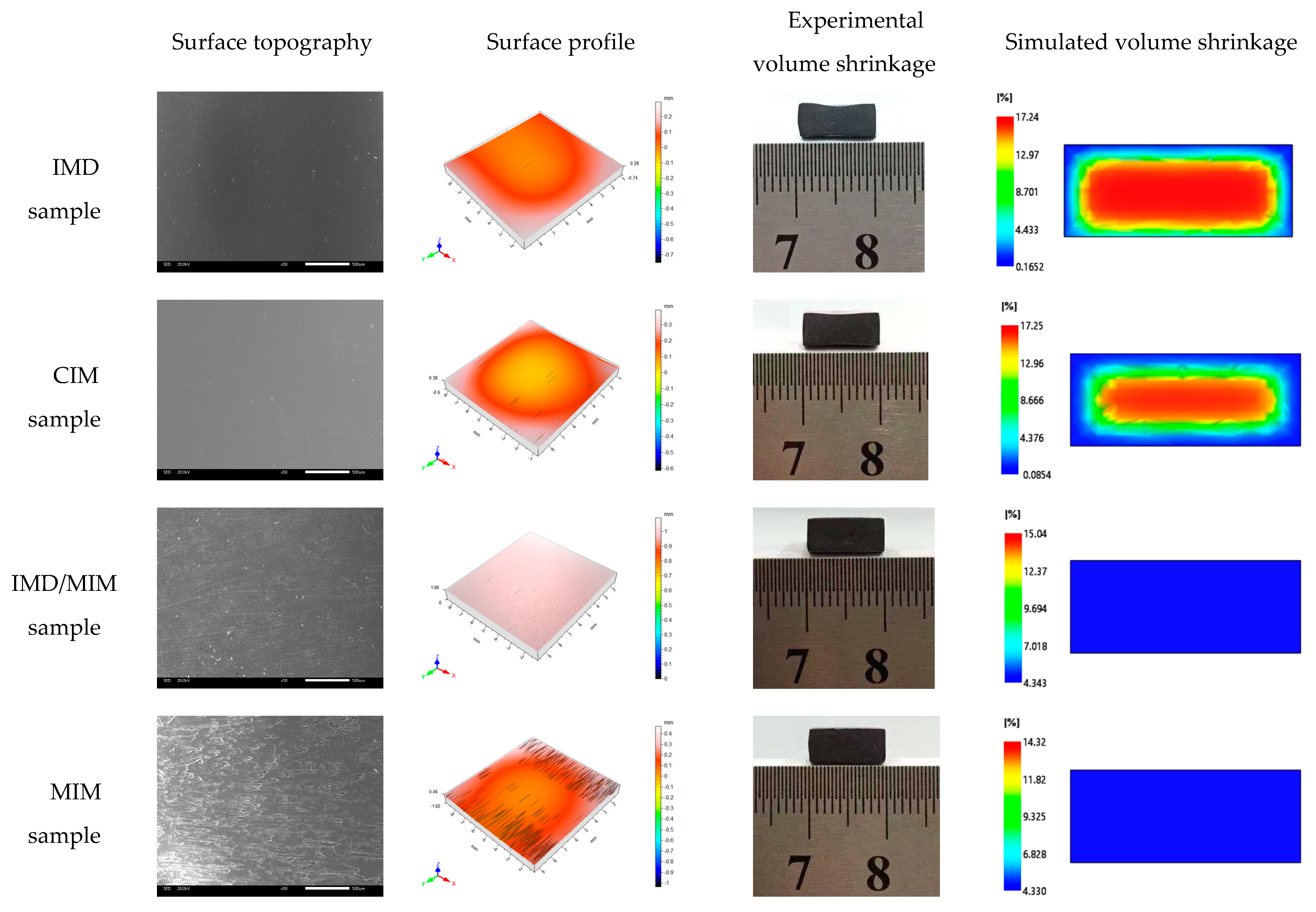
4.2. Formation Defects
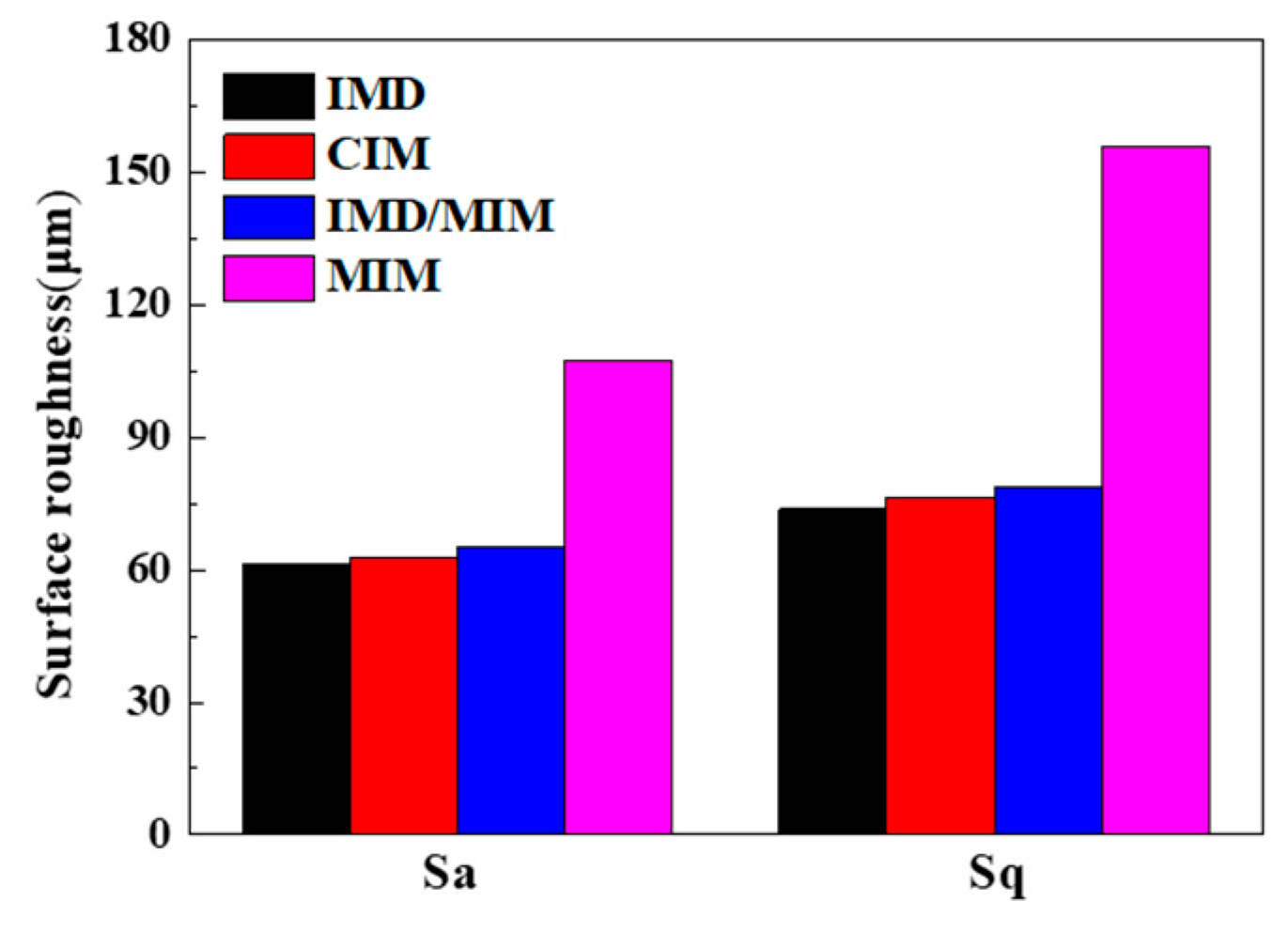
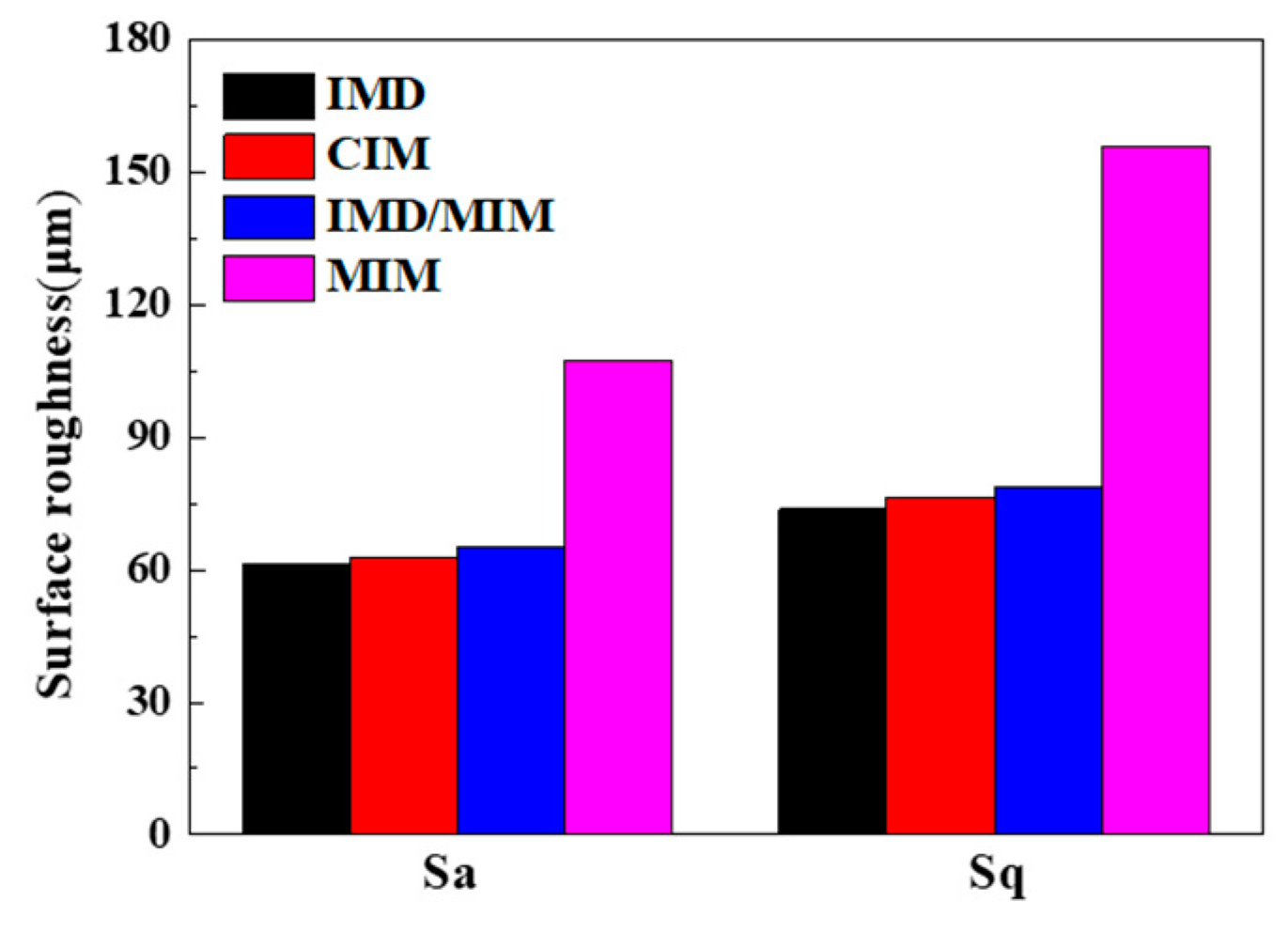
4.2.1. Surface Topography
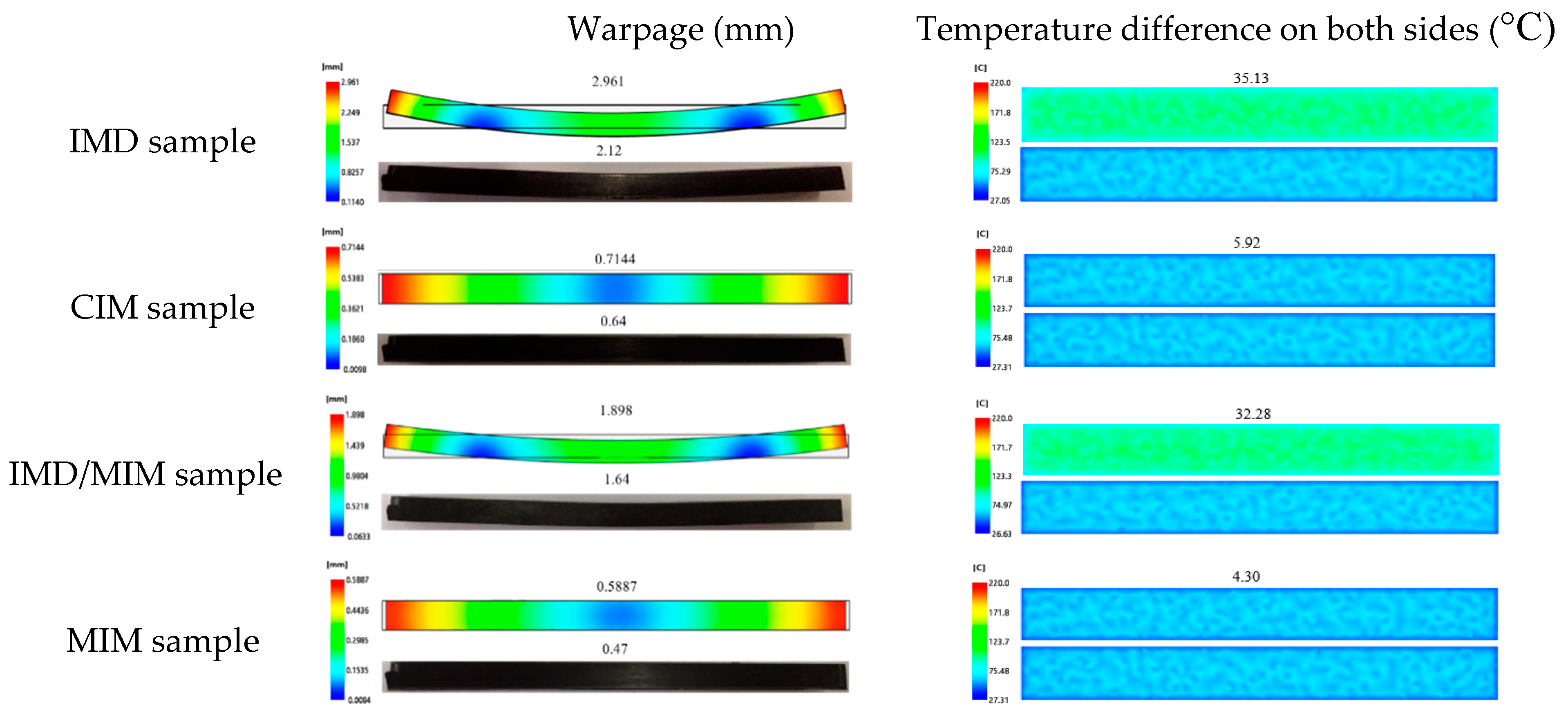
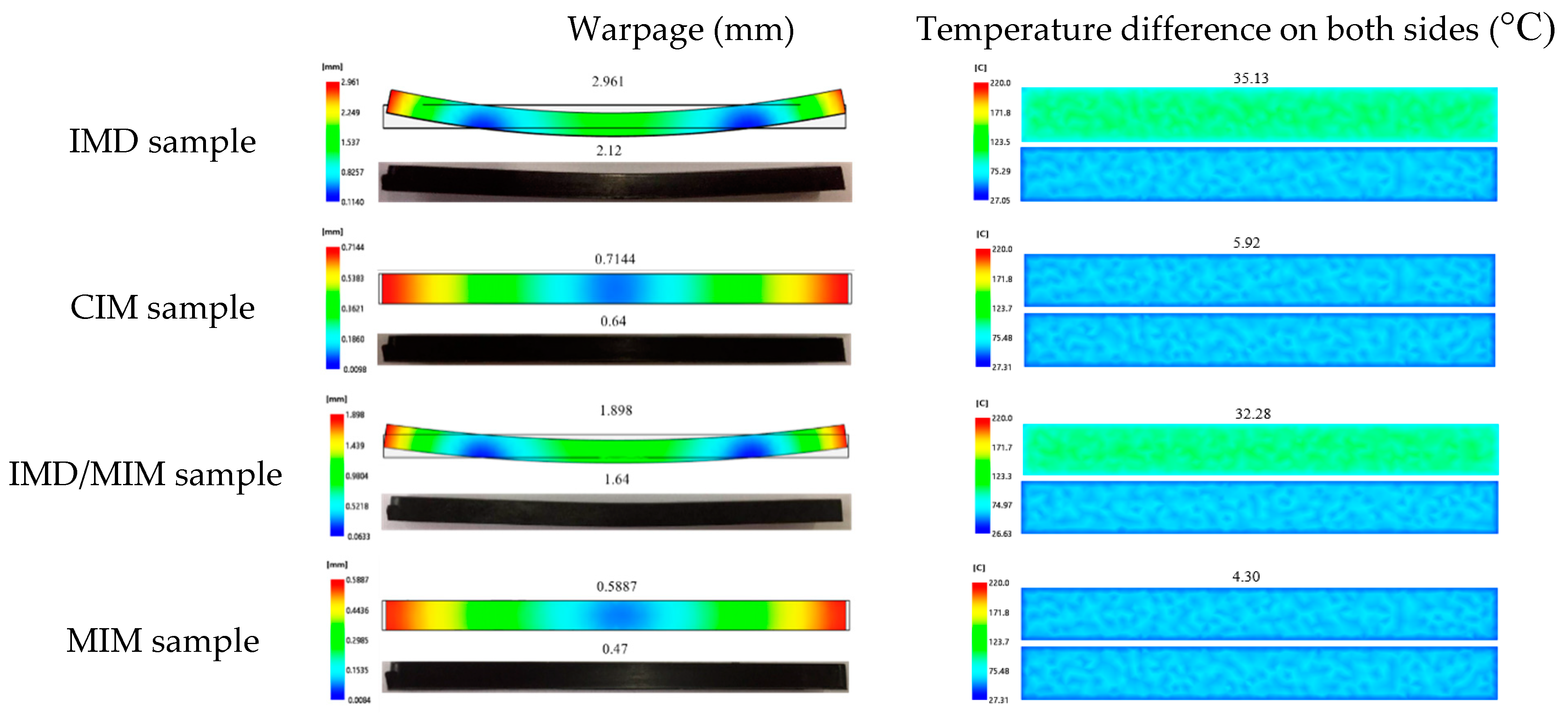
4.2.2. Warpage
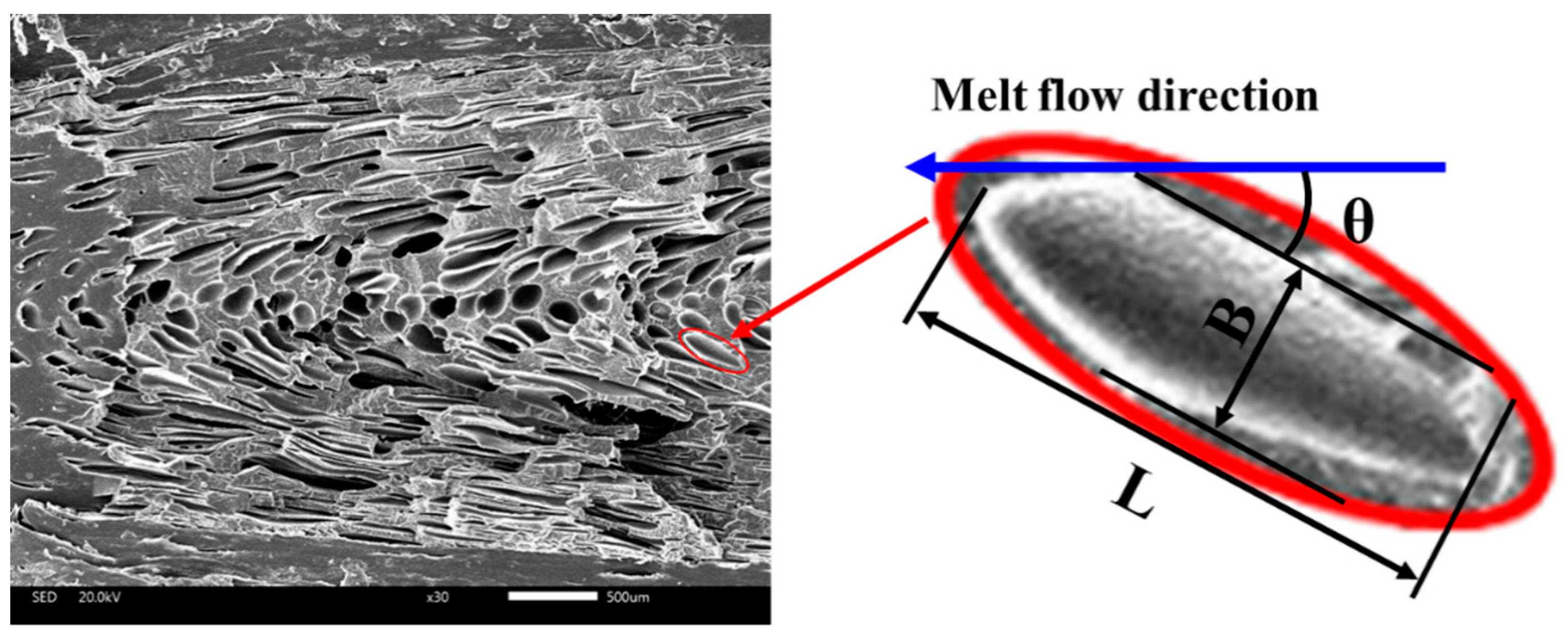
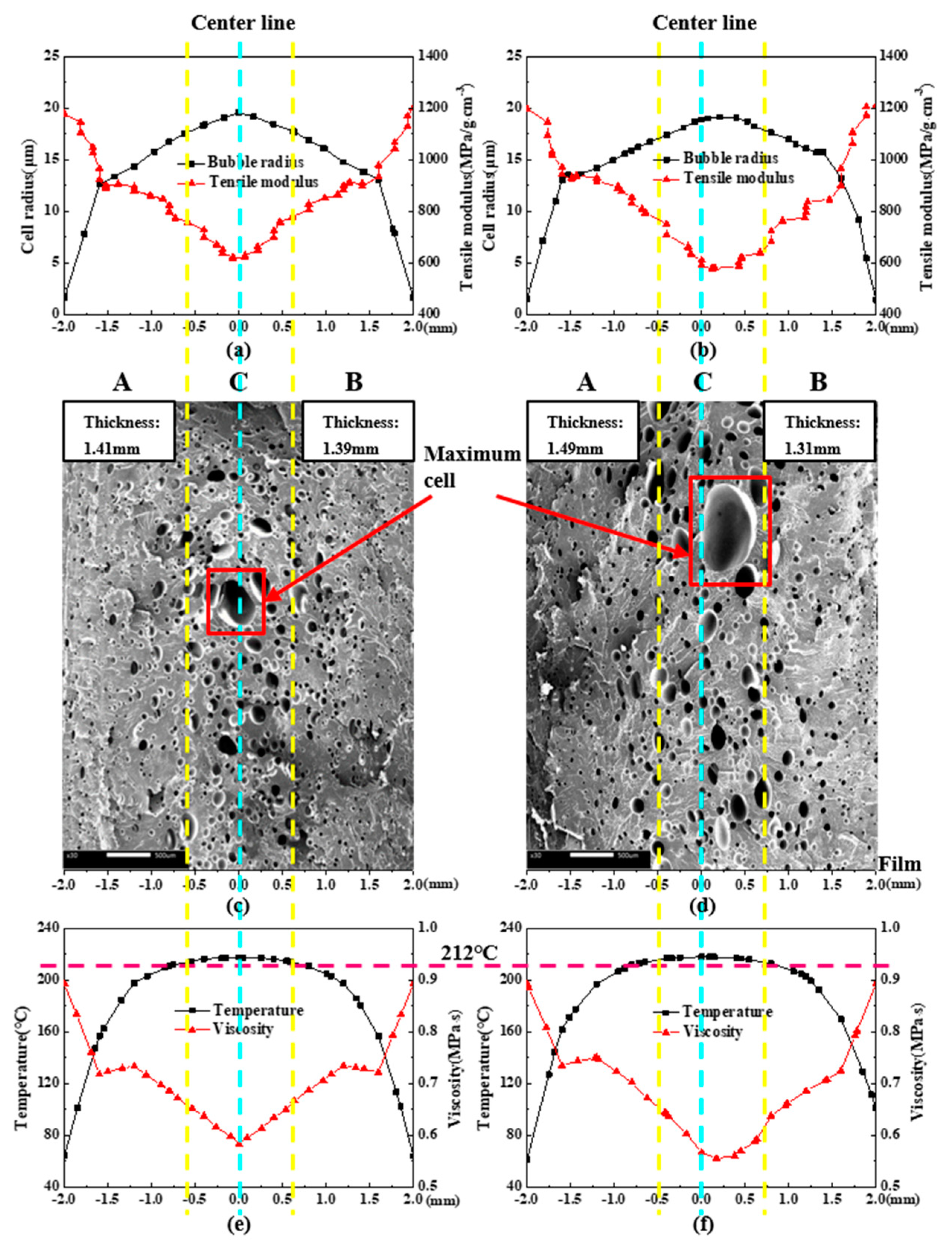
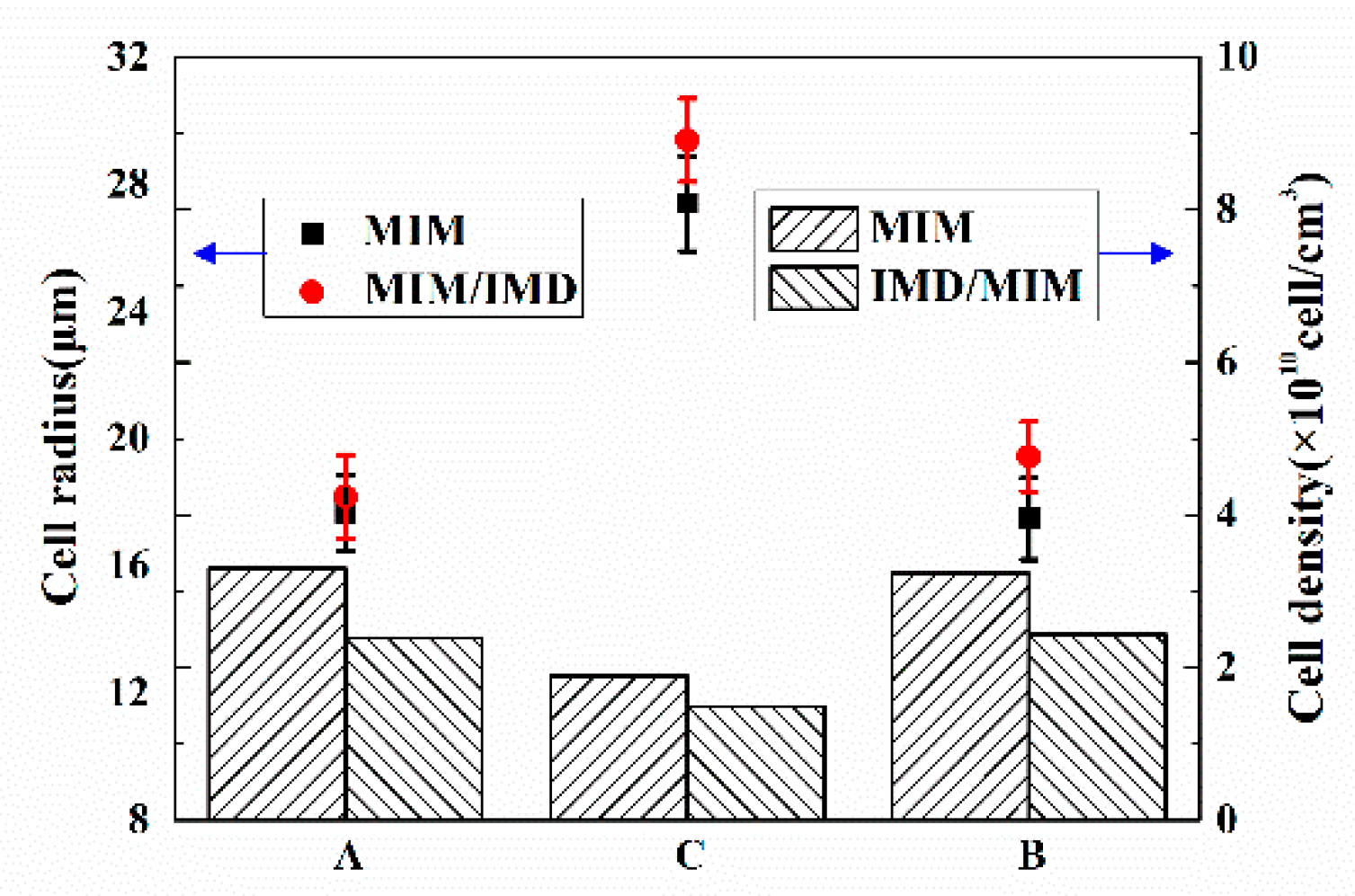
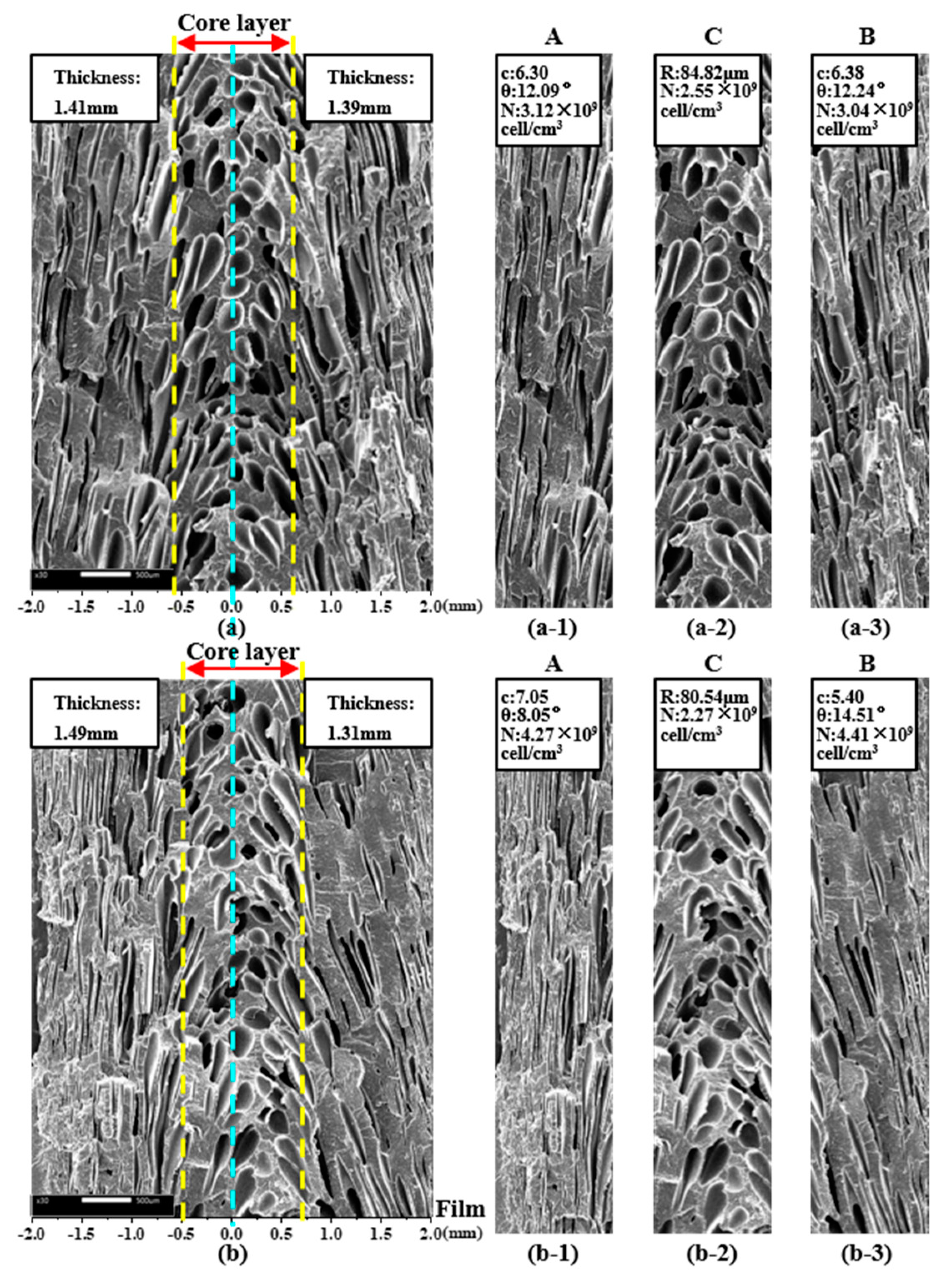
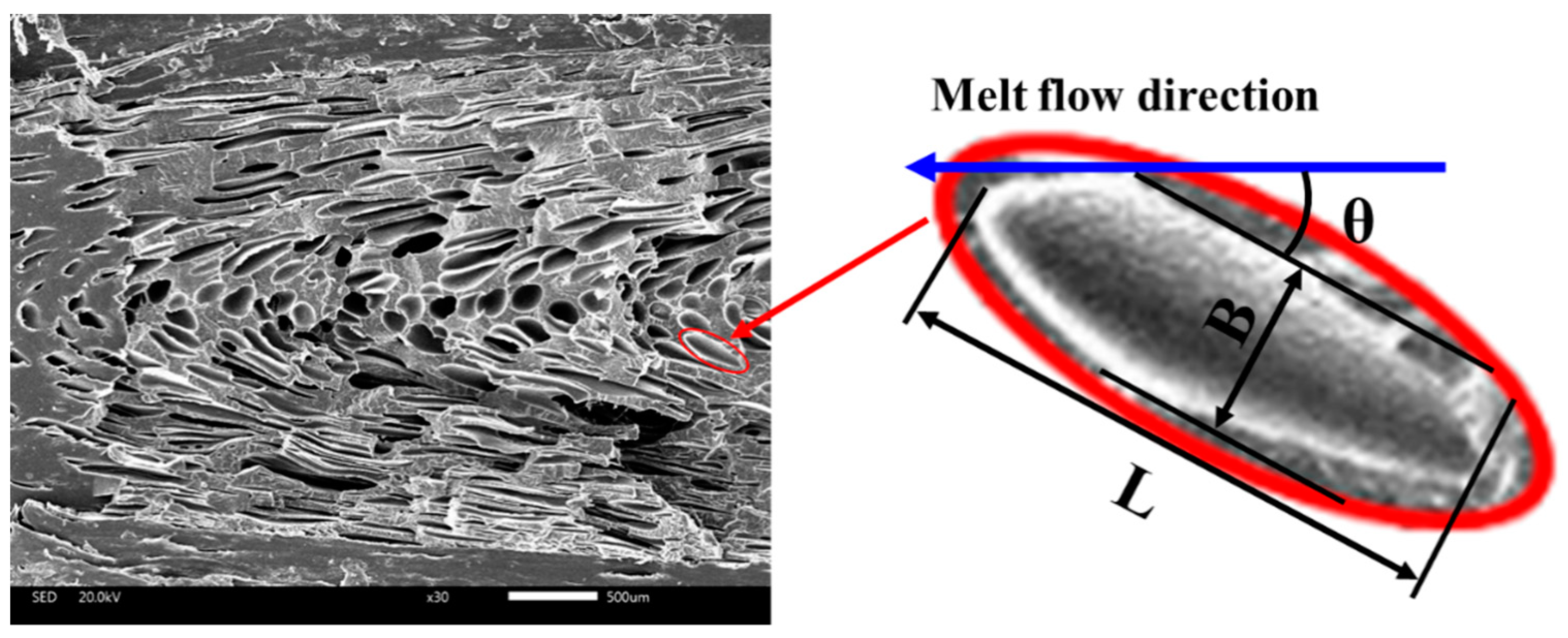
4.3. Cellular Structure
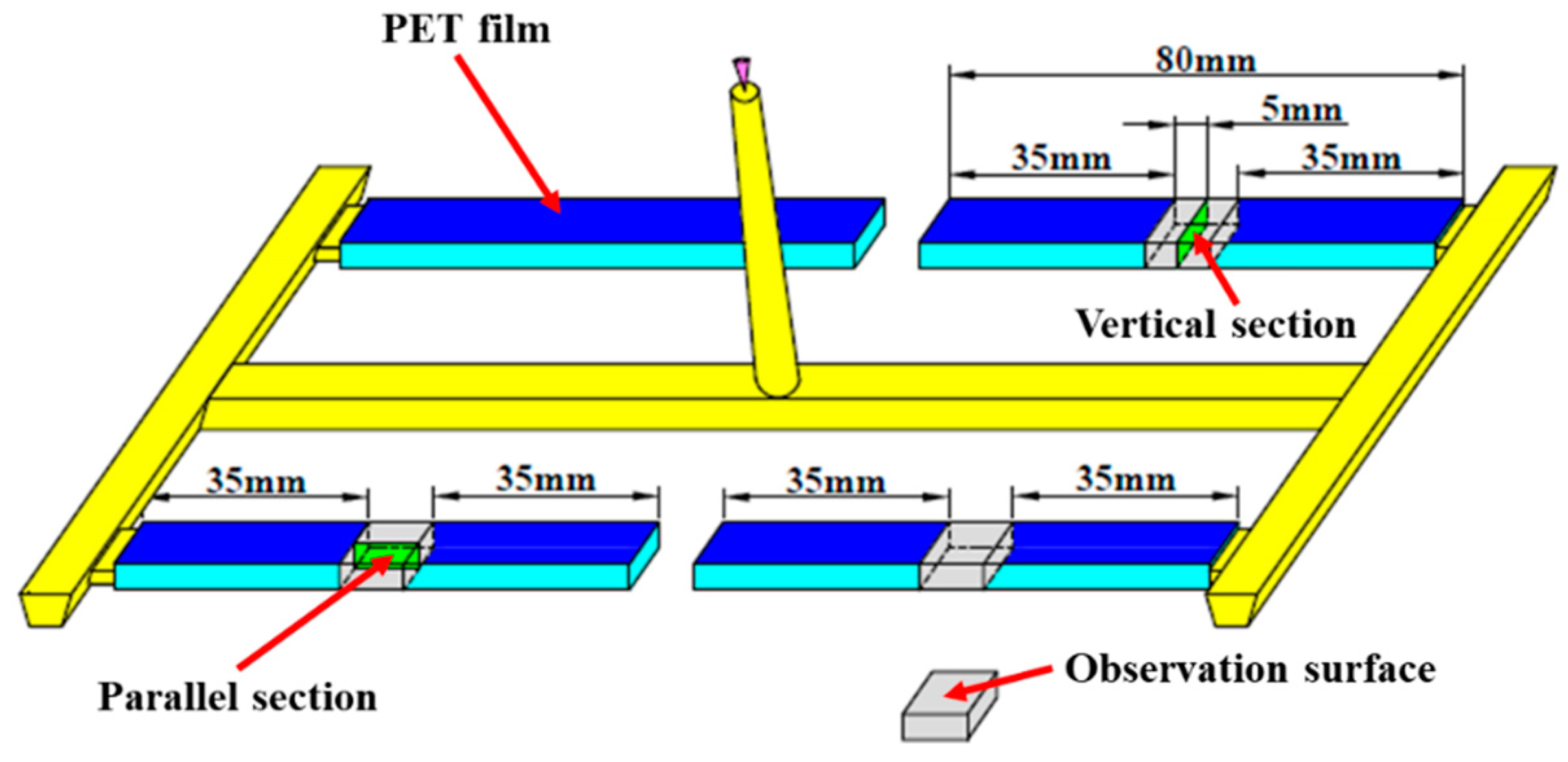
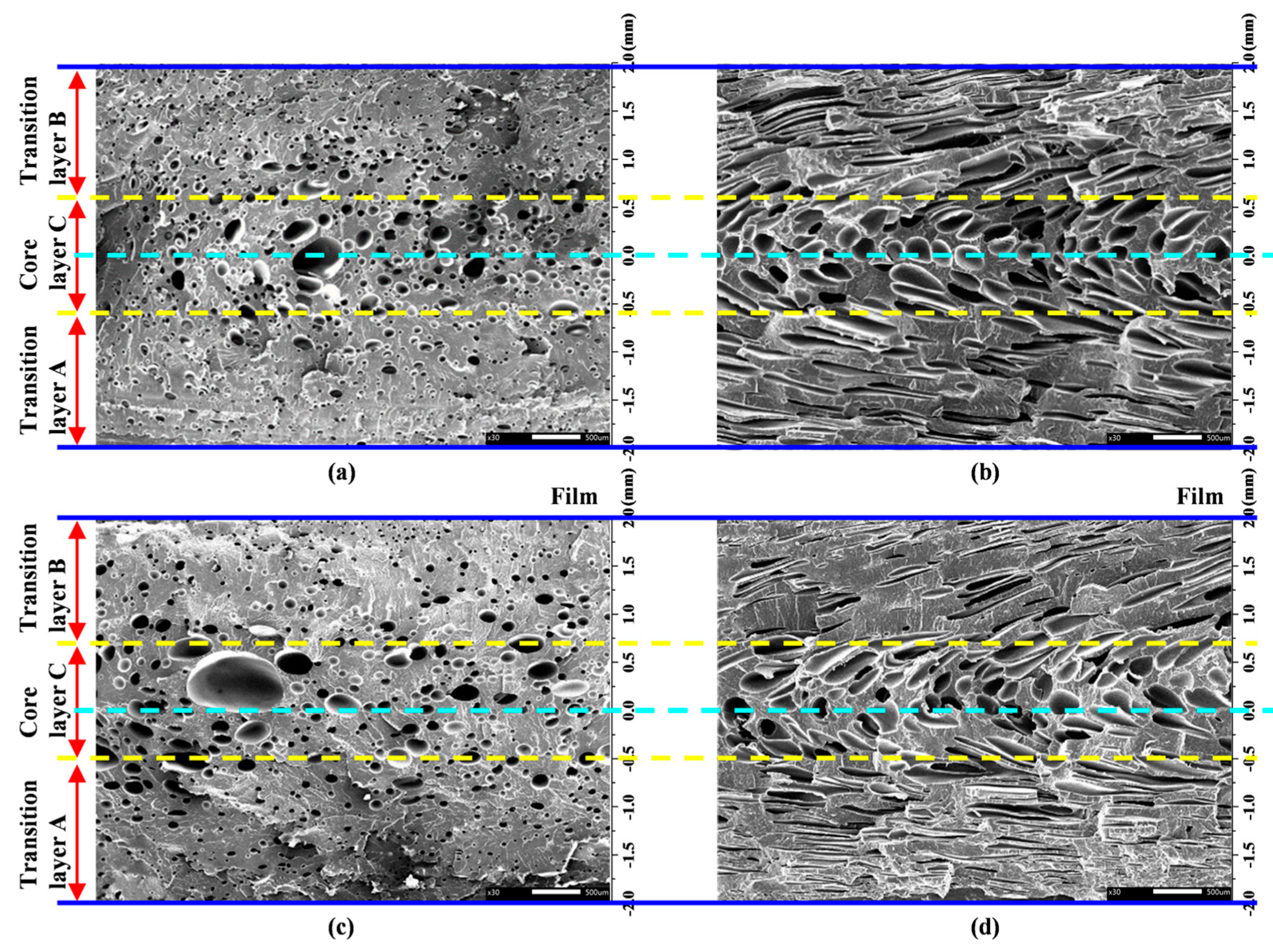
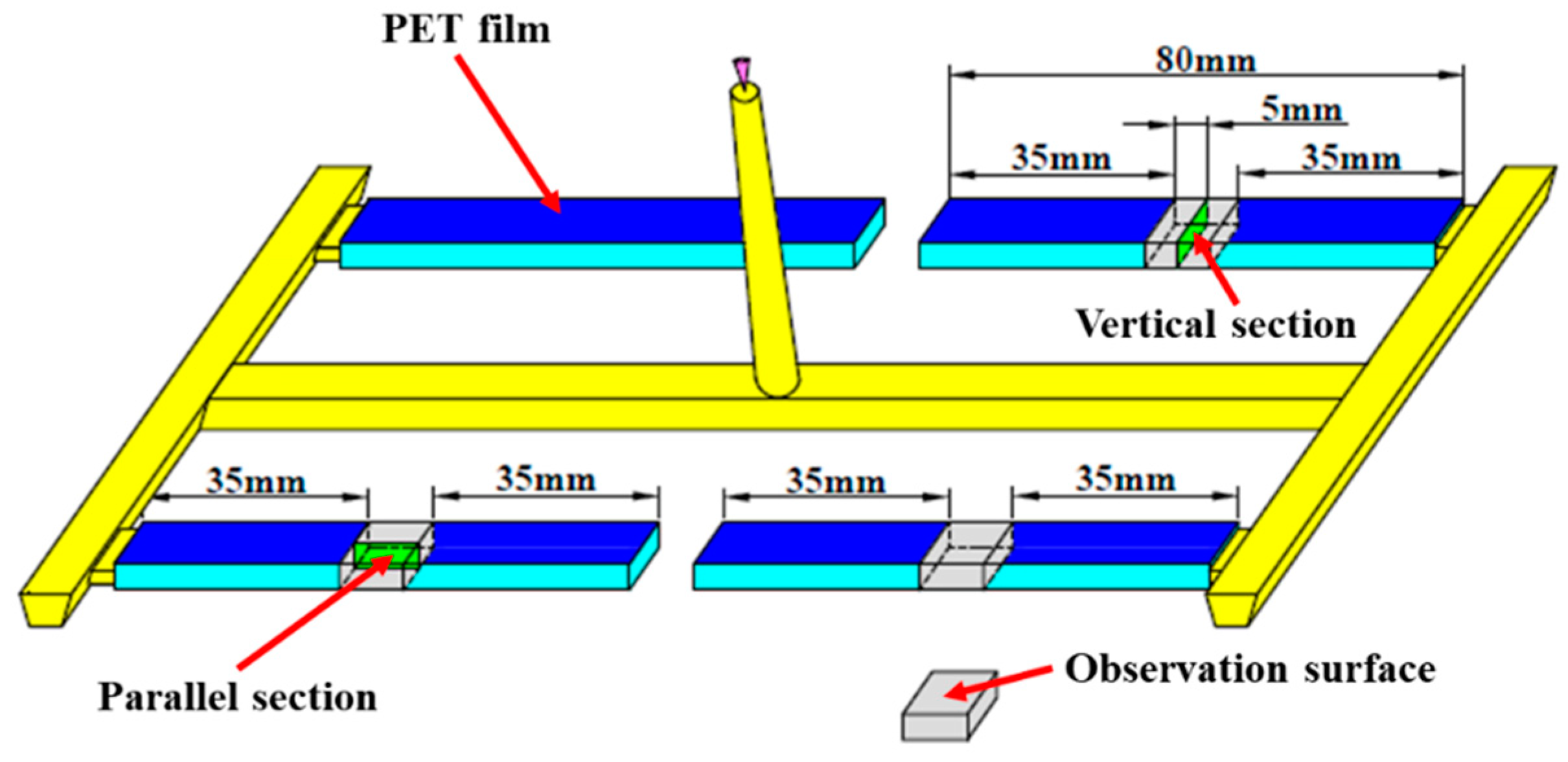
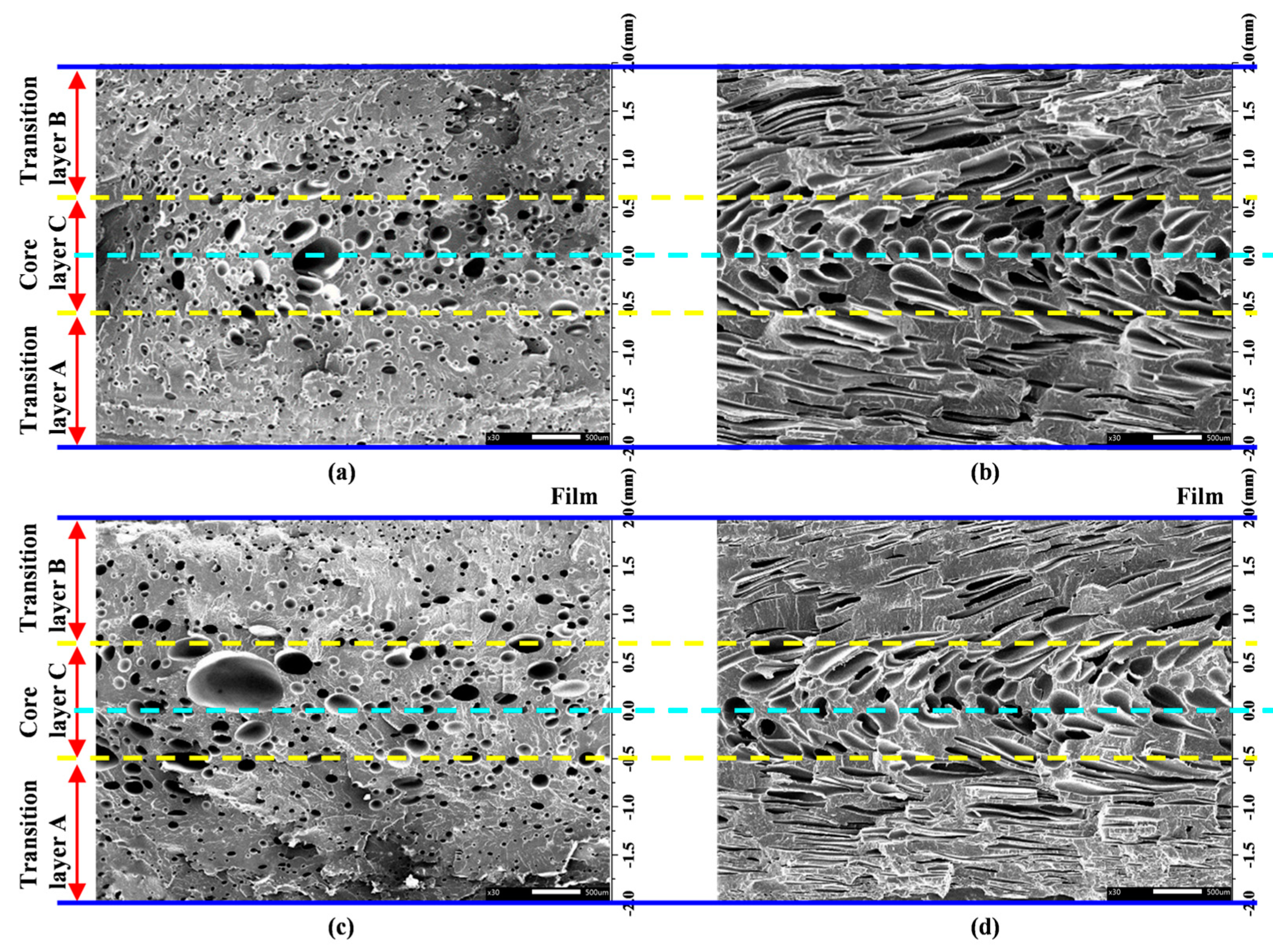
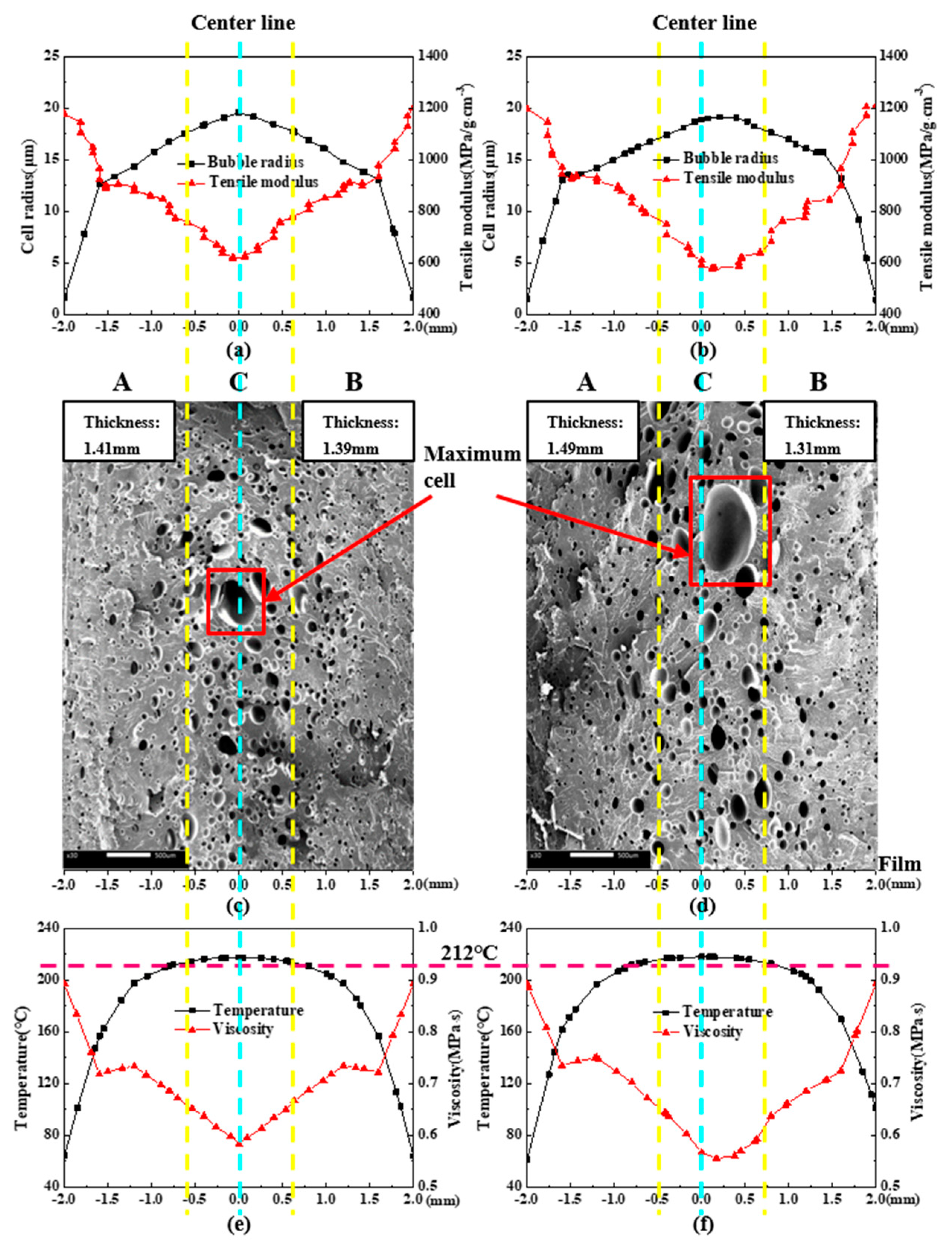
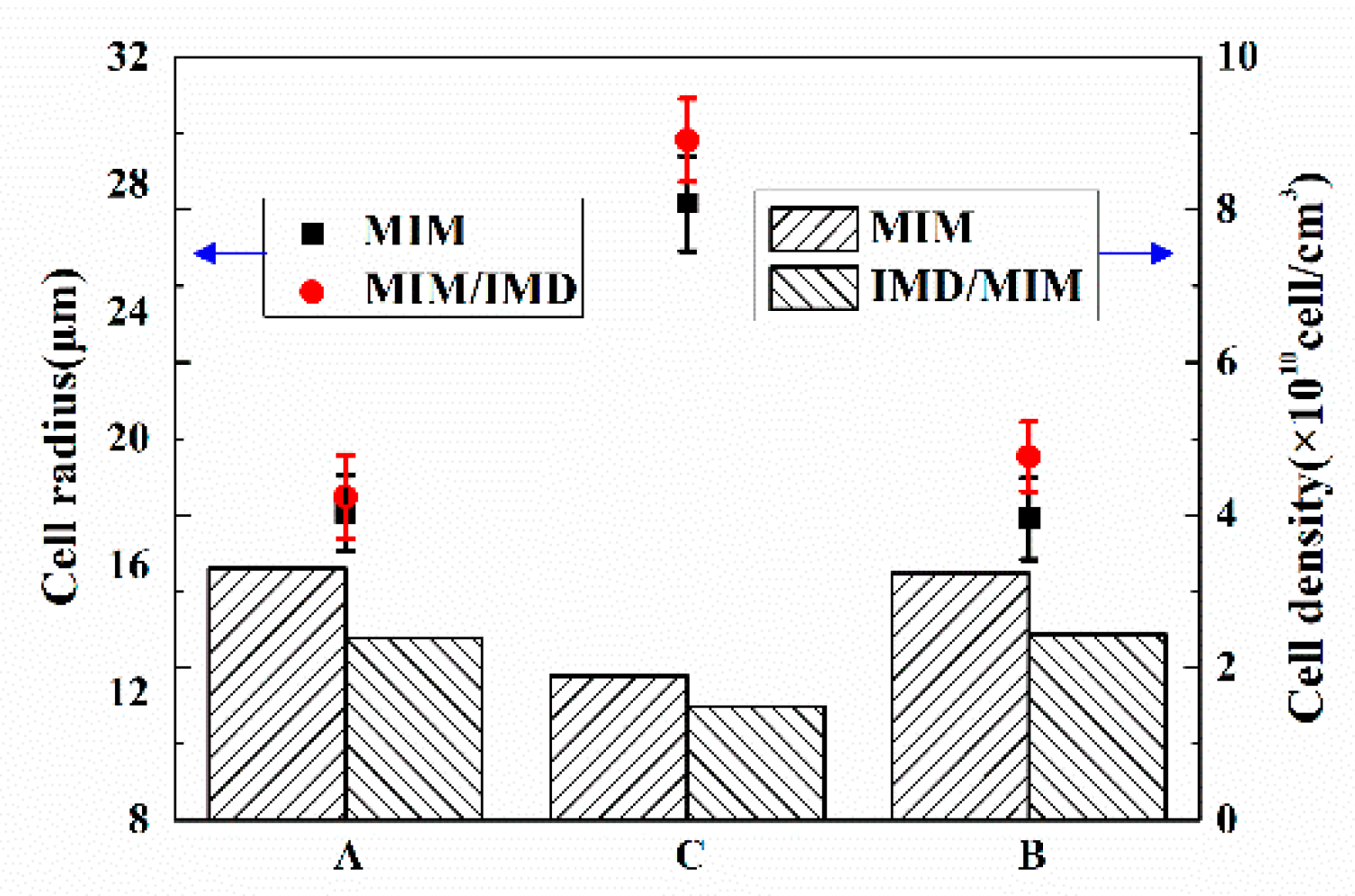
4.3.1. Cellular Structure of Vertical Section
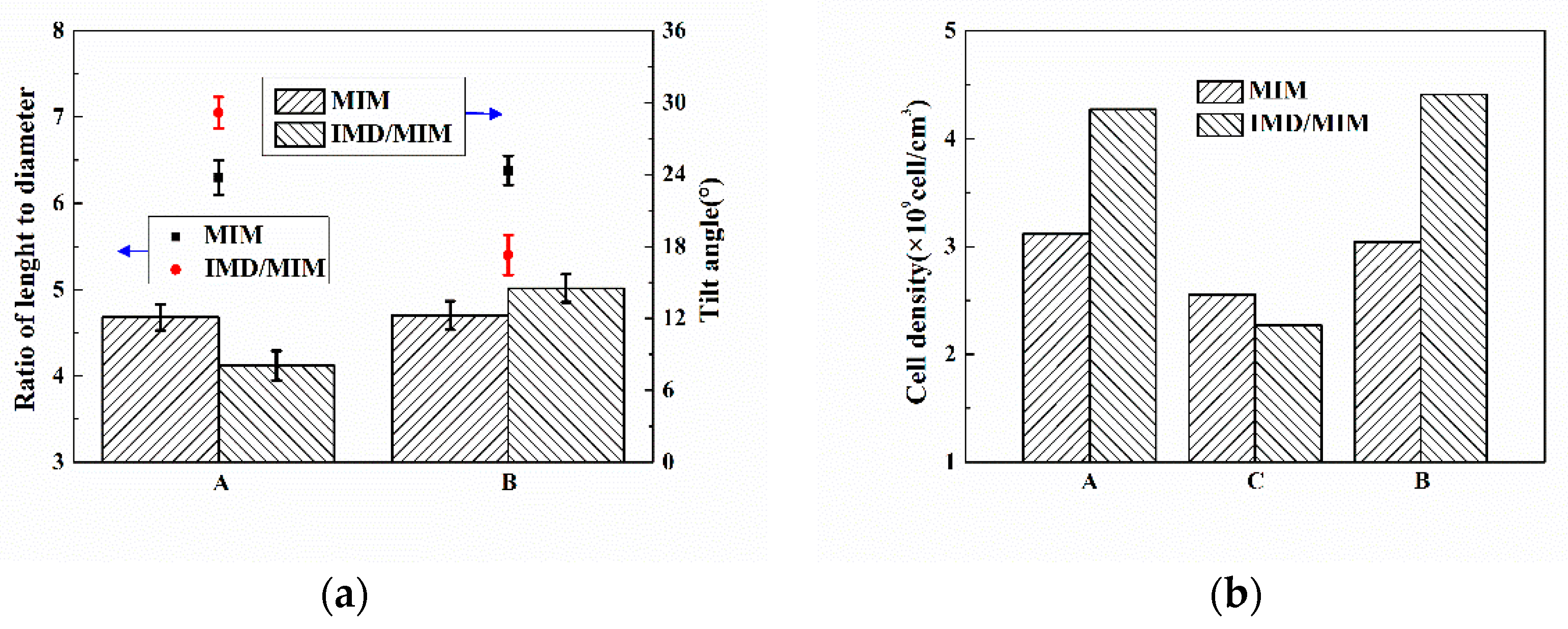
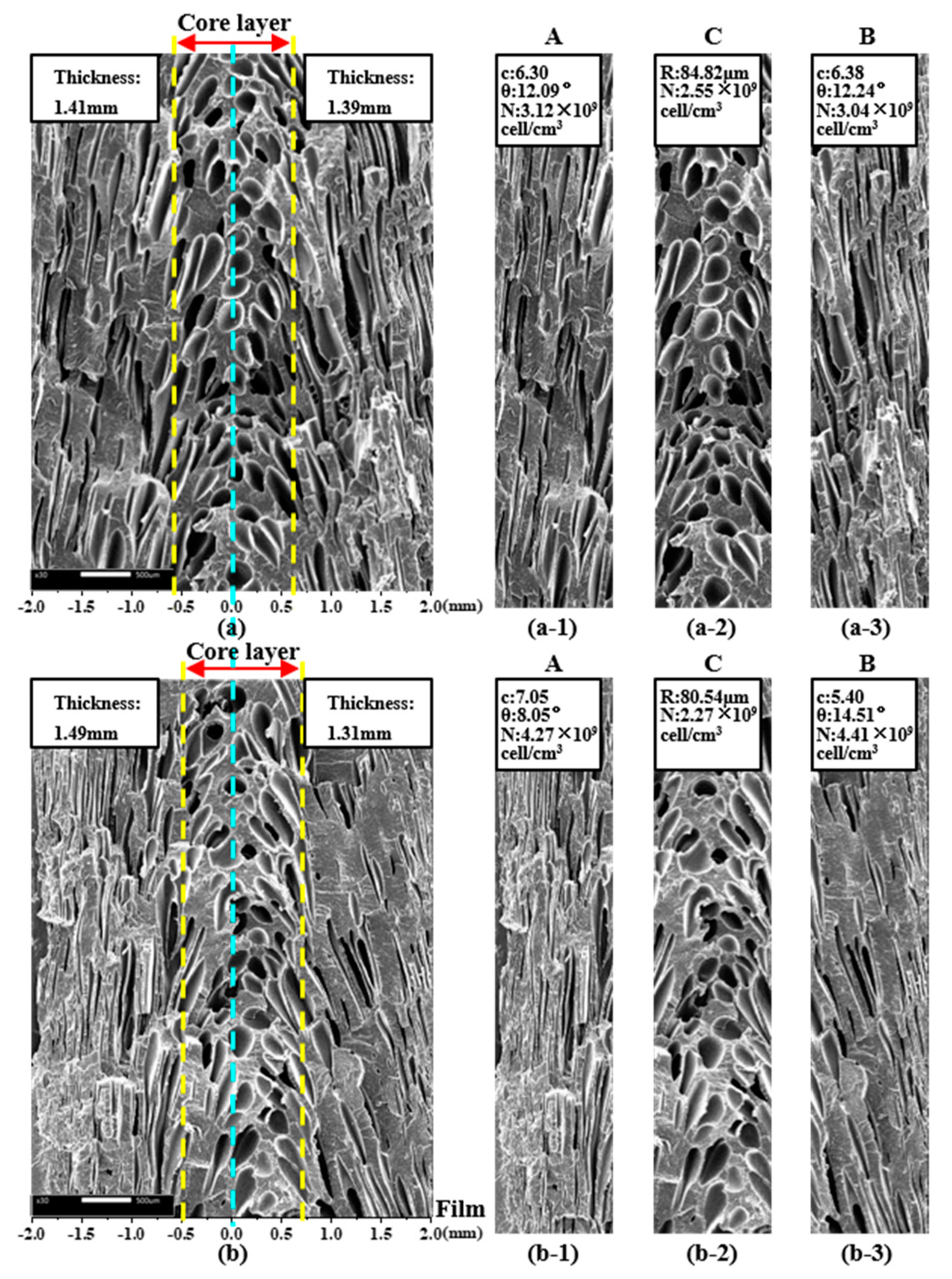
4.3.2. Cellular Structure of Parallel Section
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Kumar, V.; Suh, N.P. A process for making microcellular thermoplastic parts. Eng. Sci. 1990, 30, 1323–1329. [Google Scholar] [CrossRef]
- Kramschuster, A.; Cavitt, R.; Ermer, D.; Shen, C.; Chen, Z.; Turng, L.-S. Quantitative Study of Shrinkage and Warpage Behavior for Microcellular and Conventional Injection Molding. Tribology 2005, 45, 535–543. [Google Scholar]
- Cha, S.W.; Yoon, J.D. Label behavior property attached on microcellular foamed parts. J. Appl. Sci. 2005, 98, 289–293. [Google Scholar] [CrossRef]
- Chen, S.-C.; Liao, W.-H.; Chien, R.-D. Structure and mechanical properties of polystyrene foams made through microcellular injection molding via control mechanisms of gas counter pressure and mold temperature. Int. Commun. Heat Mass Transf. 2012, 39, 1125–1131. [Google Scholar] [CrossRef]
- Sun, X.; Kharbas, H.; Peng, J.; Turng, L.-S. A novel method of producing lightweight microcellular injection molded parts with improved ductility and toughness. Polymer 2015, 56, 102–110. [Google Scholar] [CrossRef]
- Lee, J.; Turng, L.-S.; Dougherty, E.; Gorton, P. A novel method for improving the surface quality of microcellular injection molded parts. Polymer 2011, 52, 1436–1446. [Google Scholar] [CrossRef]
- Dong, G.; Wang, G.; Zhang, L.; Zhao, G.; Li, S. Bubble morphological evolution and surface defect formation mechanism in the microcellular foam injection molding process. RSC Adv. 2015, 5, 70032–70050. [Google Scholar]
- Chen, S.-C.; Lin, Y.-W.; Chien, R.-D.; Li, H.-M. Variable mold temperature to improve surface quality of microcellular injection molded parts using induction heating technology. Adv. Technol. 2008, 27, 224–232. [Google Scholar] [CrossRef]
- Wang, G.L.; Zhao, G.Q.; Wang, J.C.; Zhang, L. Research on formation mechanisms and control of external and internal bubble morphology in microcellular injection molding. Polym. Eng. Sci. 2014, 55, 807–835. [Google Scholar]
- Xiao, C.-L.; Huang, H.-X. Development of a rapid thermal cycling molding with electric heating and water impingement cooling for injection molding applications. Appl. Eng. 2014, 73, 712–722. [Google Scholar] [CrossRef]
- Xiao, C.-L.; Huang, H.-X.; Yang, X. Development and application of rapid thermal cycling molding with electric heating for improving surface quality of microcellular injection molded parts. Appl. Eng. 2016, 100, 478–489. [Google Scholar] [CrossRef]
- Zhao, G.Q.; Wang, G.L.; Guan, Y.J.; Li, H.P. Research and application of a new rapid heat cycle molding with electric heating and coolant cooling to improve the surface quality of large LCD TV panels. Polym. Adv. Technol. 2011, 22, 476–487. [Google Scholar] [CrossRef]
- Lee, J.; Turng, L.-S. Improving surface quality of microcellular injection molded parts through mold surface temperature manipulation with thin film insulation. Eng. Sci. 2010, 50, 1281–1289. [Google Scholar] [CrossRef]
- Zhang, K.Y.; Nagarajan, V.; Zarrinbakhsh, N.; Mohanty, A.K.; Misra, M. Co-injection molded new green composites from biodegradable polyesters and miscanthus fibers. Macromol. Mater. Eng. 2014, 299, 436–446. [Google Scholar]
- Suhartono, E.; Chang, Y.-H.; Lee, K.H.; Chen, S.-C. Improvement on the surface quality of microcellular injection molded parts using microcellular co-injection molding with the material combinations of PP and PP-GF. Int. J. Plast. Technol. 2017, 21, 239–251. [Google Scholar] [CrossRef]
- Turng, L.-S.; Kharbas, H. Development of a Hybrid Solid-Microcellular Co-injection Molding Process. Int. Process. 2004, 19, 77–86. [Google Scholar] [CrossRef]
- Gong, S.; Yuan, M.; Chandra, A.; Kharbas, H.; Osorio, A.; Turng, L.S. Microcellular injection molding. Int. Polym. Proc. 2005, 20, 202–214. [Google Scholar] [CrossRef]
- Chen, S.C.; Hsu, P.S.; Hwang, S.S. The effects of gas counter pressure and mold temperature variation on the surface quality and morphology of the microcellular polystyrene foams. J. Appl. Polym. Sci. 2013, 127, 4769–4776. [Google Scholar] [CrossRef]
- Lee, J.W.; Lee, R.E.; Wang, J.; Jung, P.U.; Park, C.B. Study of the foaming mechanisms associated with gas counter pressure and mold opening using the pressure profiles. Chem. Eng. Sci. 2017, 167, 105–119. [Google Scholar] [CrossRef]
- Li, S.; Zhao, G.; Wang, G.; Guan, Y.; Wang, X. Influence of relative low gas counter pressure on melt foaming behavior and surface quality of molded parts in microcellular injection molding process. J. Cell. Plast. 2014, 50, 415–435. [Google Scholar] [CrossRef]
- Hou, J.J.; Zhao, G.Q.; Wang, G.L.; Dong, G.W.; Xu, J.J. A novel gas-assisted microcellular injection molding method for preparing lightweight foams with superior surface appearance and enhanced mechanical performance. Mater. Des. 2017, 127, 115–125. [Google Scholar] [CrossRef]
- Phillips, C.; Claypole, T.; Gethin, D.; Phillips, C. Mechanical properties of polymer films used in in-mould decoration. J. Mater. Process. Technol. 2008, 200, 221–231. [Google Scholar] [CrossRef]
- Chen, H.-L.; Chen, S.-C.; Liao, W.-H.; Chien, R.-D.; Lin, Y.-T. Effects of insert film on asymmetric mold temperature and associated part warpage during in-mold decoration injection molding of PP parts. Int. Commun. Heat Mass Transf. 2013, 41, 34–40. [Google Scholar] [CrossRef]
- Chen, S.-C.; Huang, S.-T.; Lin, M.-C.; Chien, R.-D. Study on the thermoforming of PC films used for in-mold decoration. Int. Commun. Heat Mass Transf. 2008, 35, 967–973. [Google Scholar] [CrossRef]
- Lee, D.; Chen, W.-A.; Huang, T.-W.; Liu, S.-J. Factors Influencing the Warpage in In-Mold Decoration Injection Molded Composites. Int. Process. 2013, 28, 221–227. [Google Scholar] [CrossRef]
- Mao, H.J.; He, B.; Guo, W.; Zhang, M.Y.; Yuan, T.Q. Fitting and experimental verification of viscosity model and PVT model of modified PP material based on LM-UGO algorithm. Plast. Sci. Technol. 2018, 46, 37–42. [Google Scholar]
- Mao, H.; He, B.; Guo, W.; Hua, L.; Yang, Q. Effects of Nano-CaCO3 Content on the Crystallization, Mechanical Properties, and Cell Structure of PP Nanocomposites in Microcellular Injection Molding. Polymers 2018, 10, 1160. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Family Abbreviation | Modified PP | PET |
|---|---|---|
| Brand | AIP-1927 | 543C |
| Solid density (g/cm3) | 1.0278 | 1.4050 |
| Melt density (g/cm3) | 0.8682 | 1.1696 |
| Elastic modulus (MPa) | 1300 | 3450 |
| Sheer modulus (MPa) | 780 | 1225 |
| Poisson’s ratio | 0.350 | 0.408 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guo, W.; Yang, Q.; Mao, H.; Meng, Z.; Hua, L.; He, B. A Combined In-Mold Decoration and Microcellular Injection Molding Method for Preparing Foamed Products with Improved Surface Appearance. Polymers 2019, 11, 778. https://doi.org/10.3390/polym11050778
Guo W, Yang Q, Mao H, Meng Z, Hua L, He B. A Combined In-Mold Decoration and Microcellular Injection Molding Method for Preparing Foamed Products with Improved Surface Appearance. Polymers. 2019; 11(5):778. https://doi.org/10.3390/polym11050778
Chicago/Turabian StyleGuo, Wei, Qing Yang, Huajie Mao, Zhenghua Meng, Lin Hua, and Bo He. 2019. "A Combined In-Mold Decoration and Microcellular Injection Molding Method for Preparing Foamed Products with Improved Surface Appearance" Polymers 11, no. 5: 778. https://doi.org/10.3390/polym11050778
APA StyleGuo, W., Yang, Q., Mao, H., Meng, Z., Hua, L., & He, B. (2019). A Combined In-Mold Decoration and Microcellular Injection Molding Method for Preparing Foamed Products with Improved Surface Appearance. Polymers, 11(5), 778. https://doi.org/10.3390/polym11050778