Performance Analysis of Colored PLA Products with a Fused Filament Fabrication Process


Abstract
:
1. Introduction
2. Material Characterization
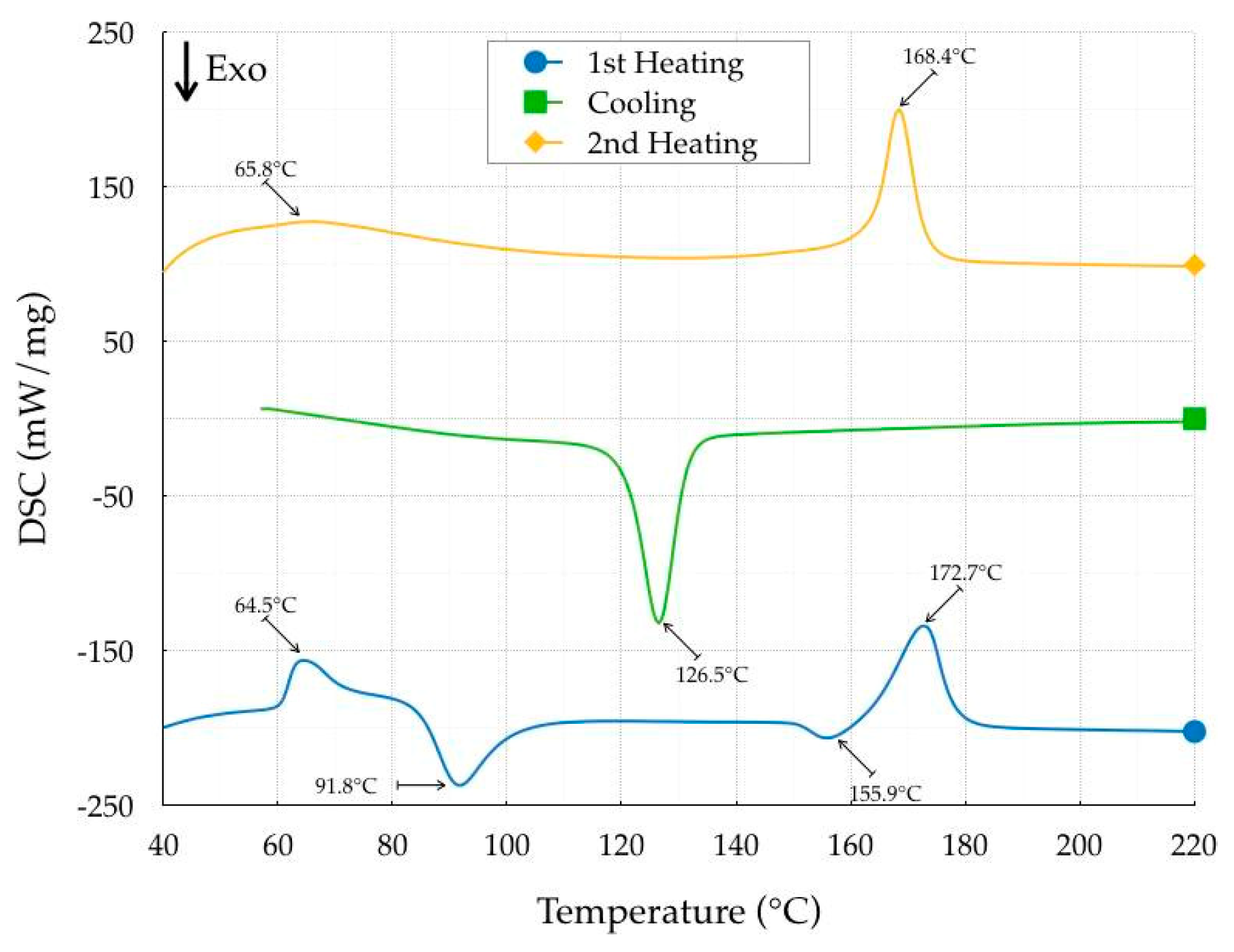
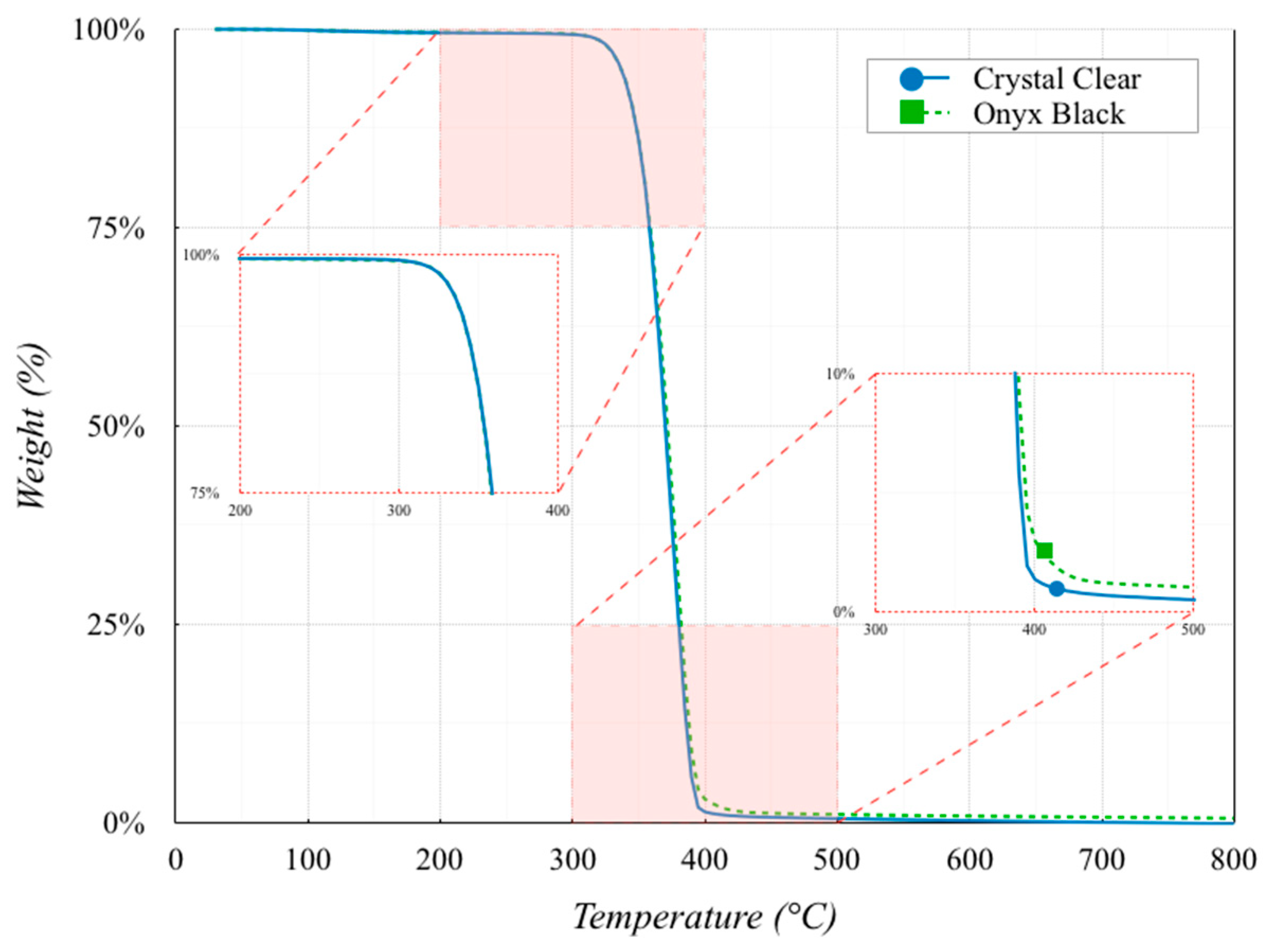
2.1. DSC and TGA
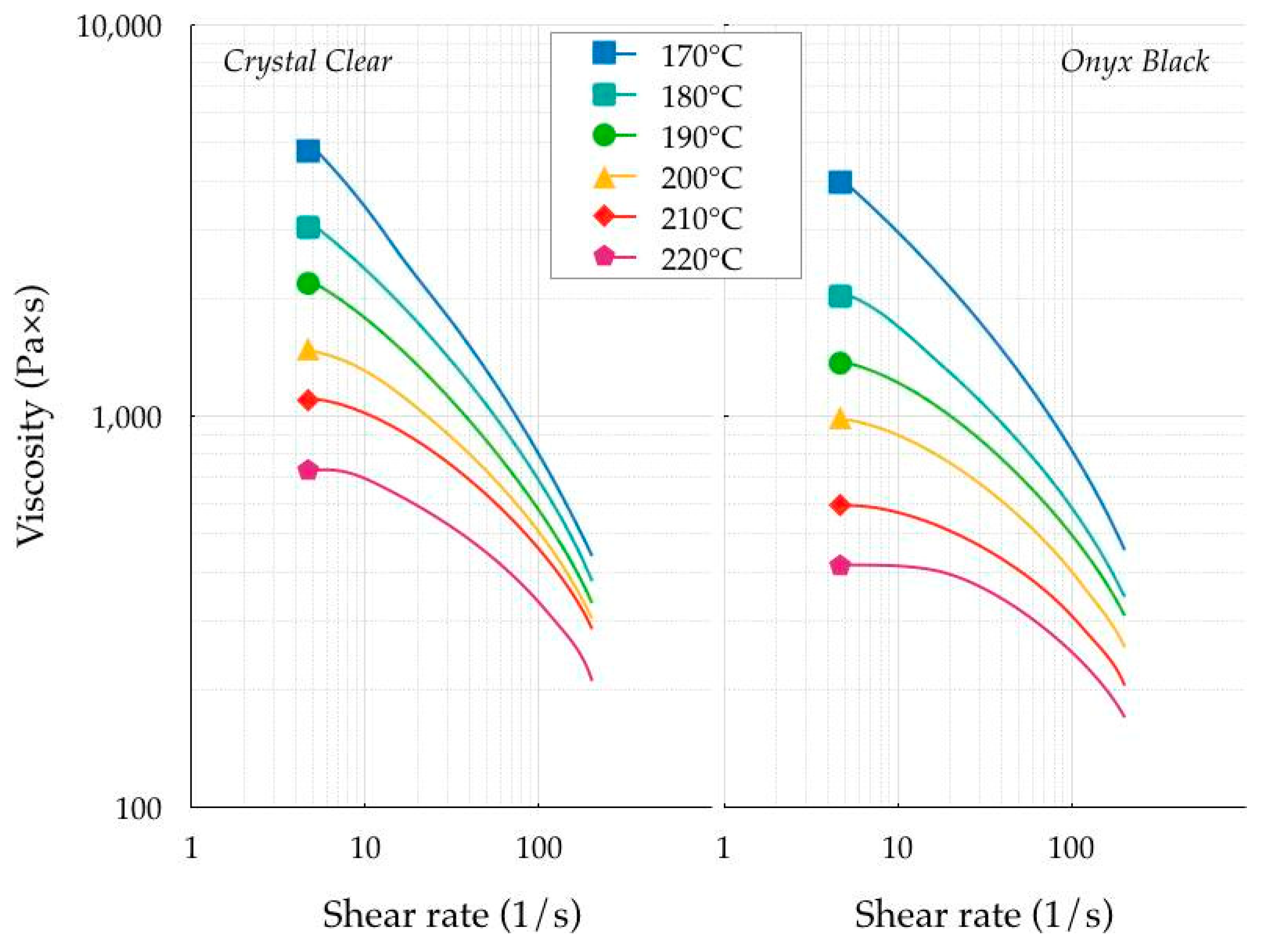
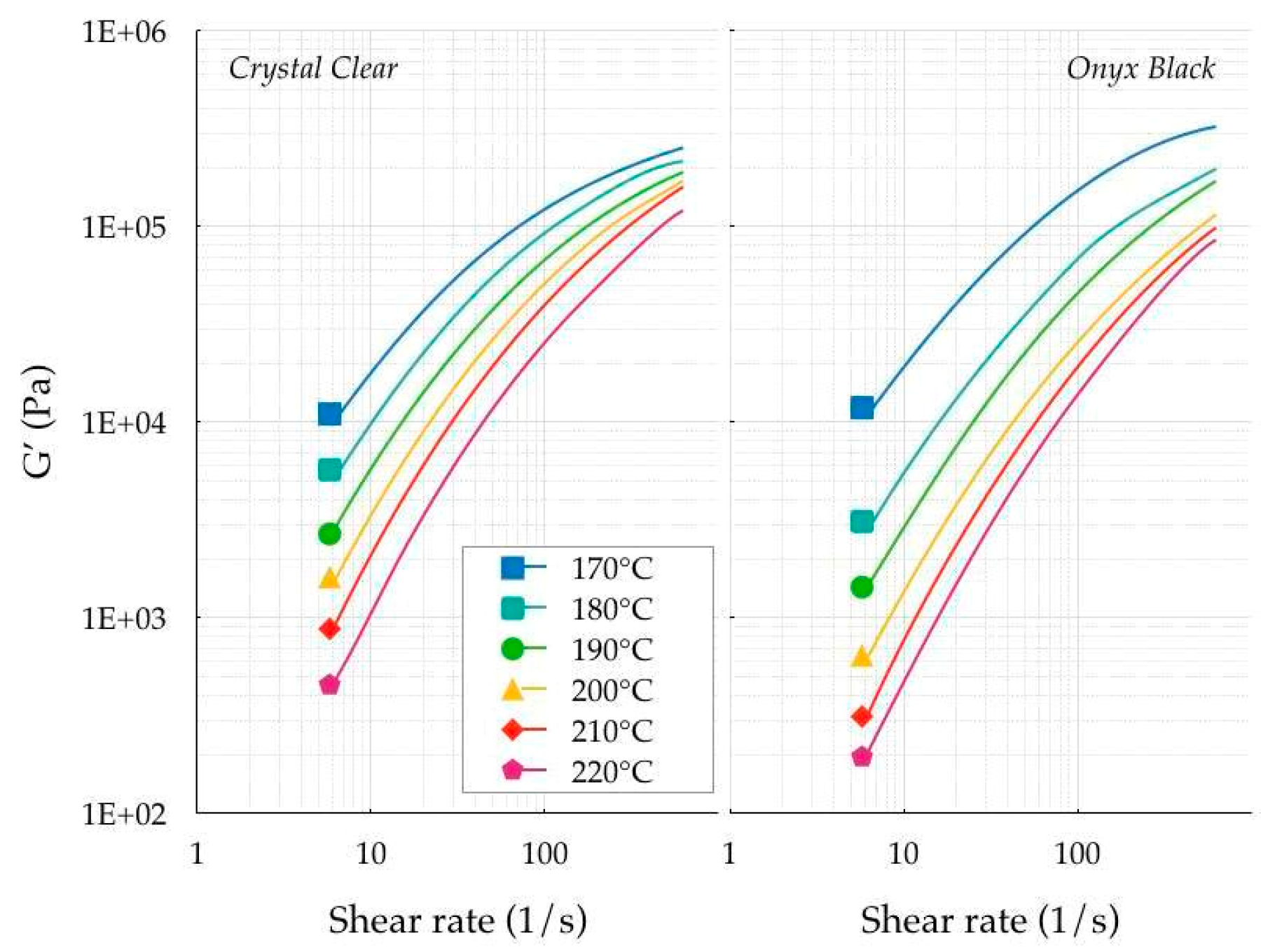
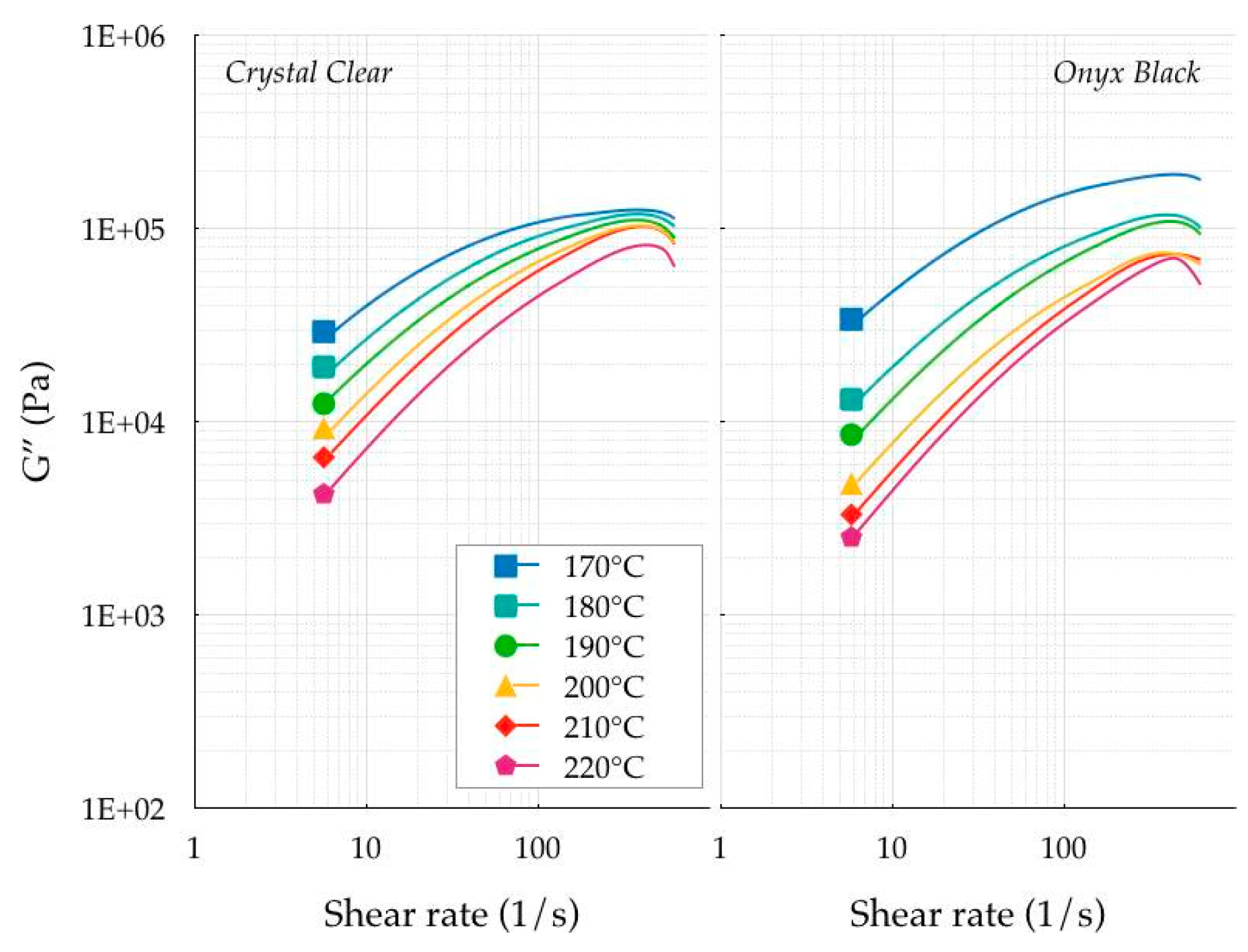
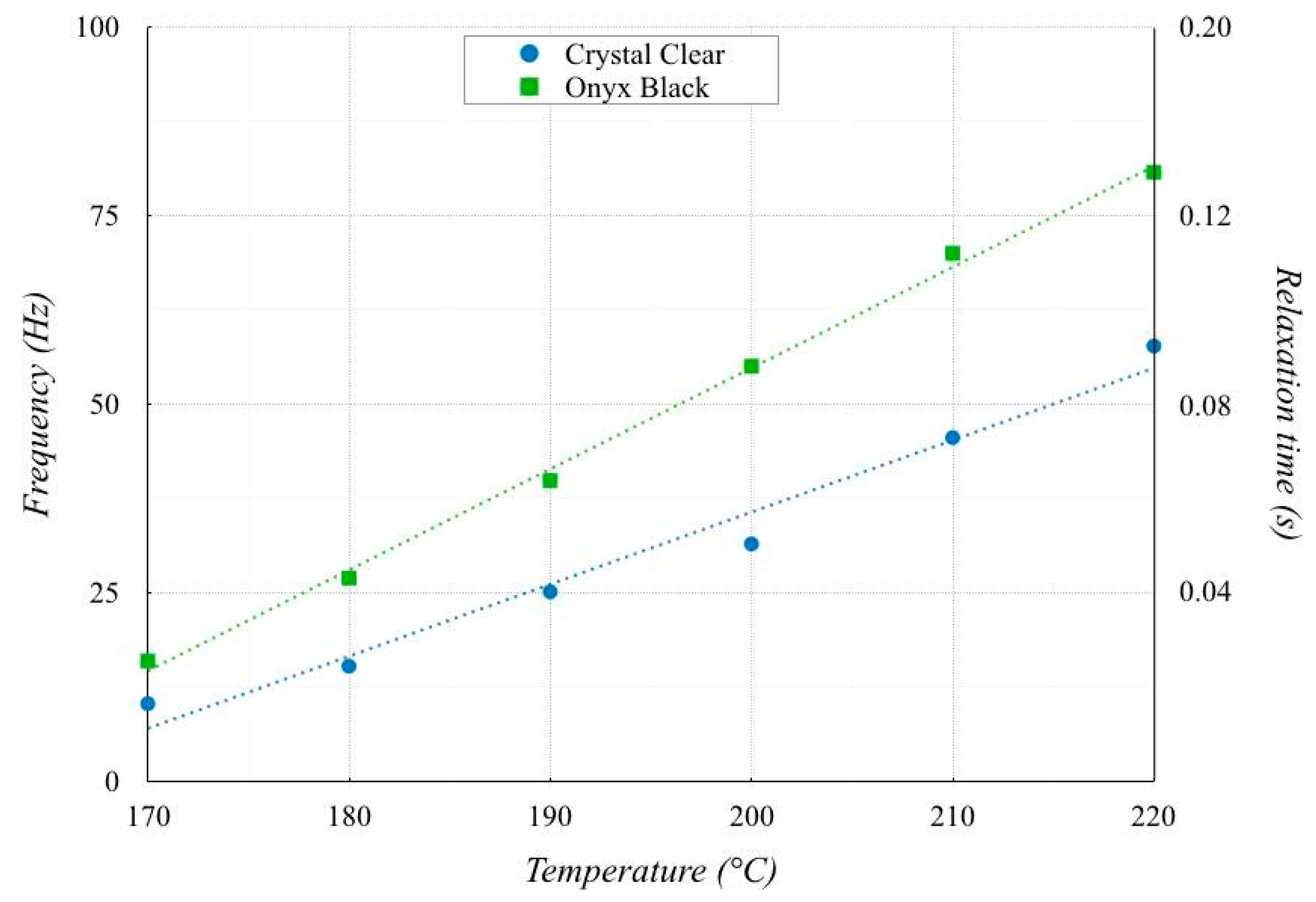
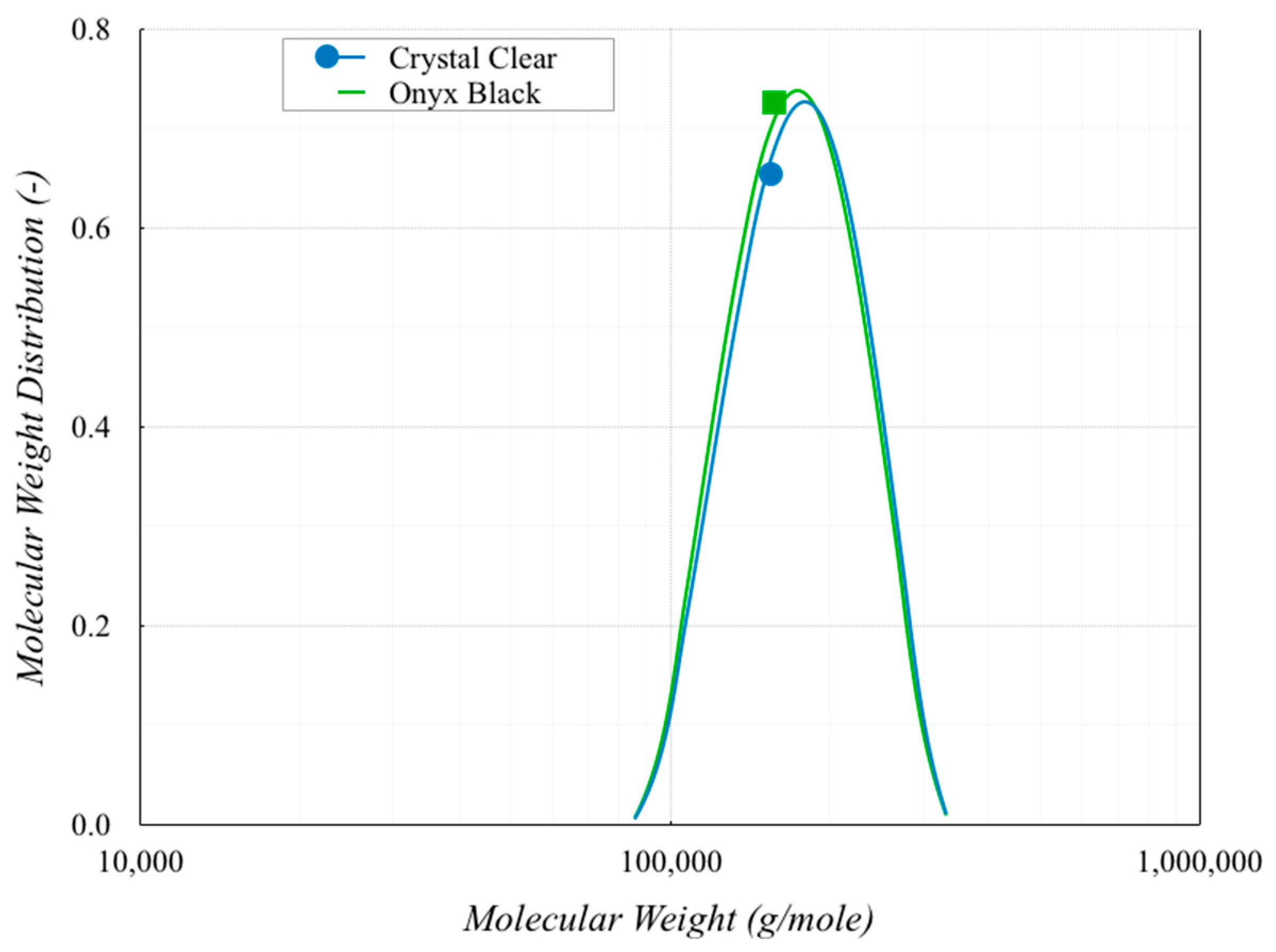
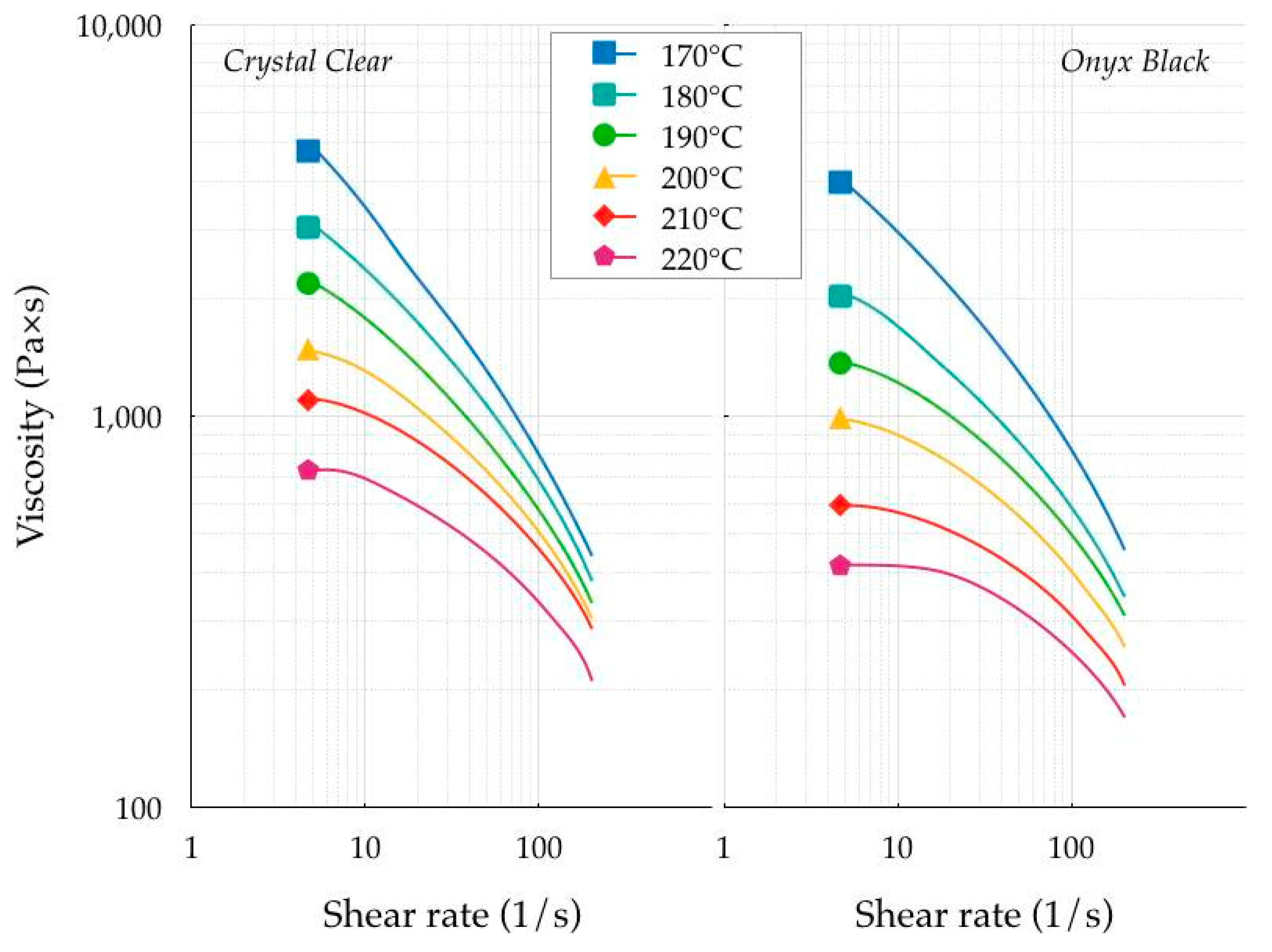
2.2. Rheological Measurements
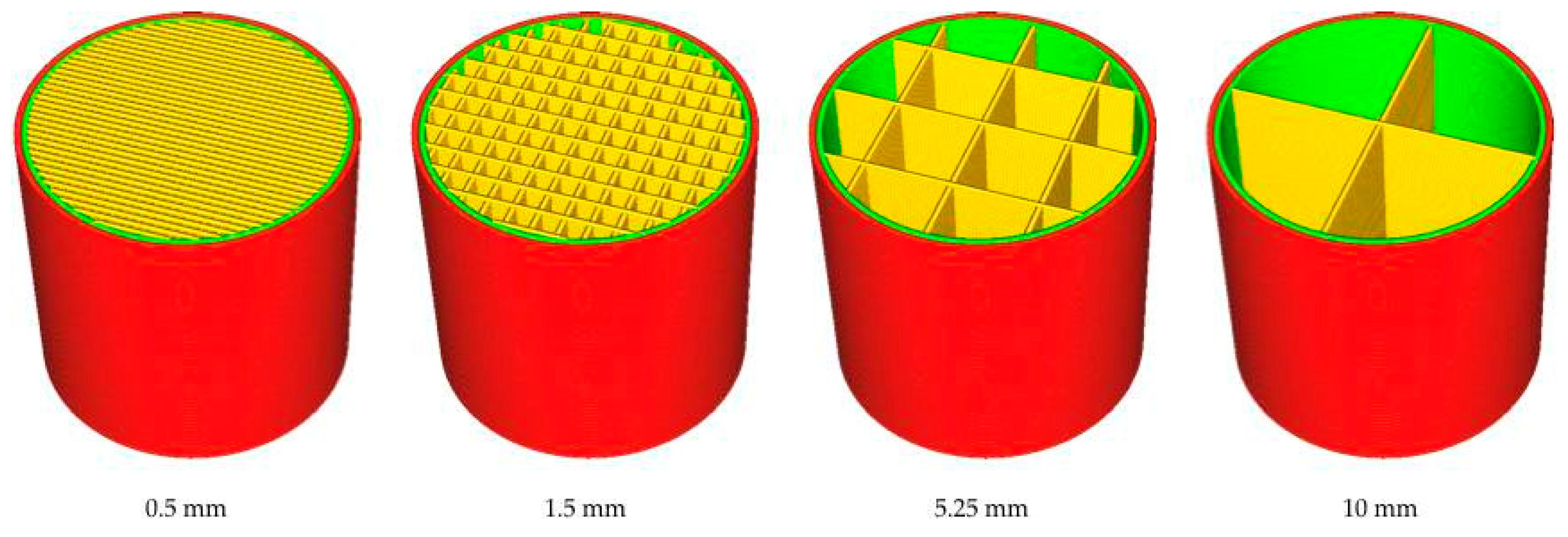
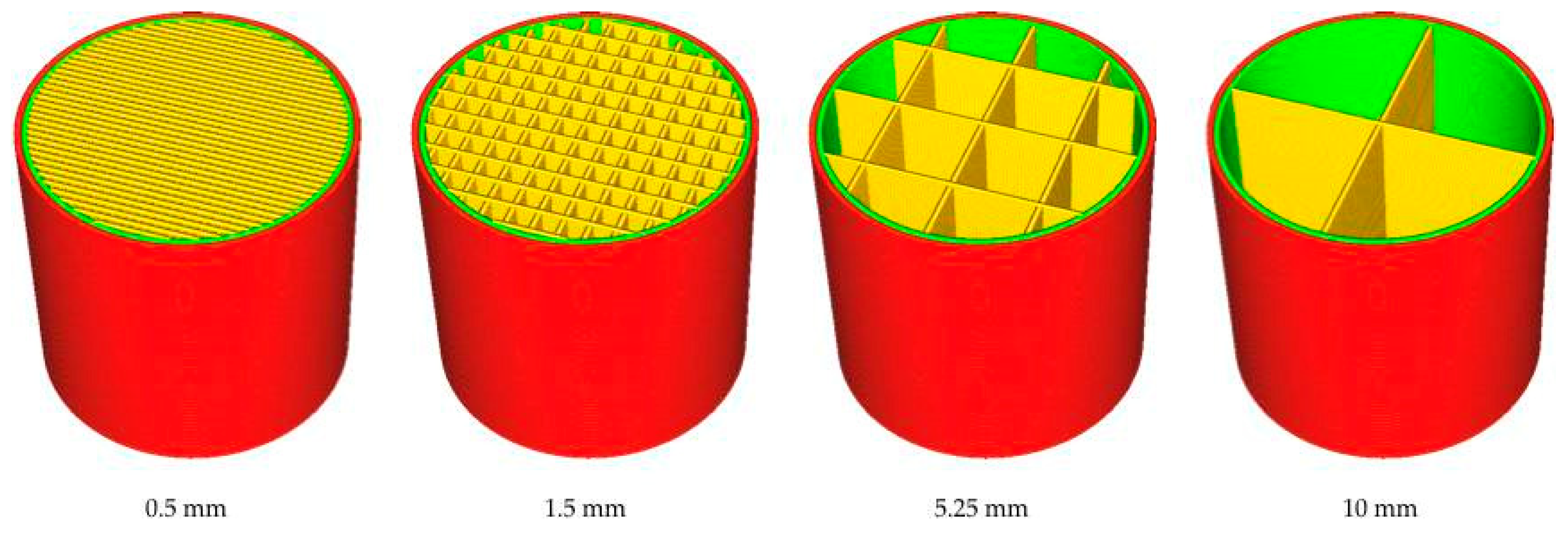
3. Definition of Process Parameters
4. Results and Discussion
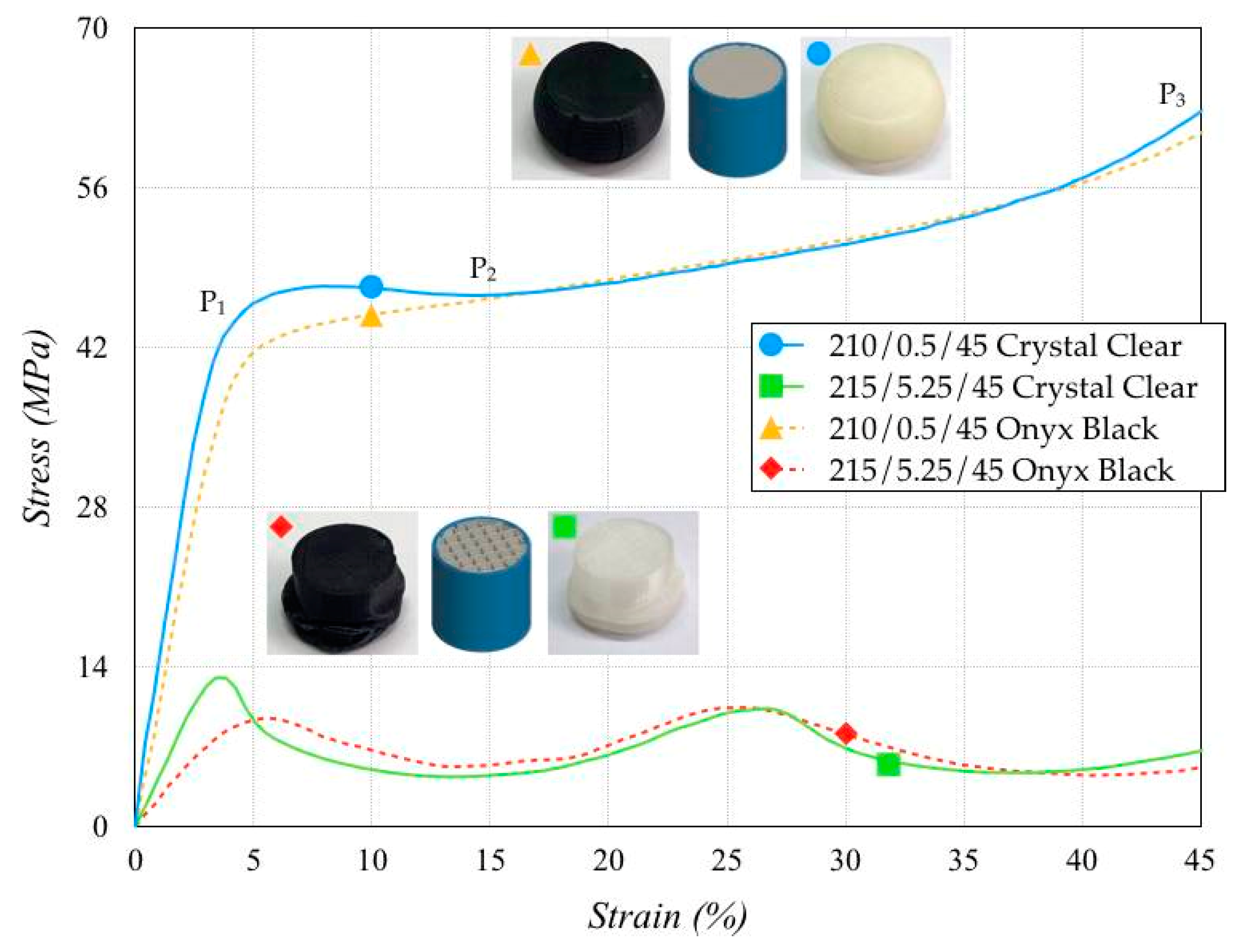
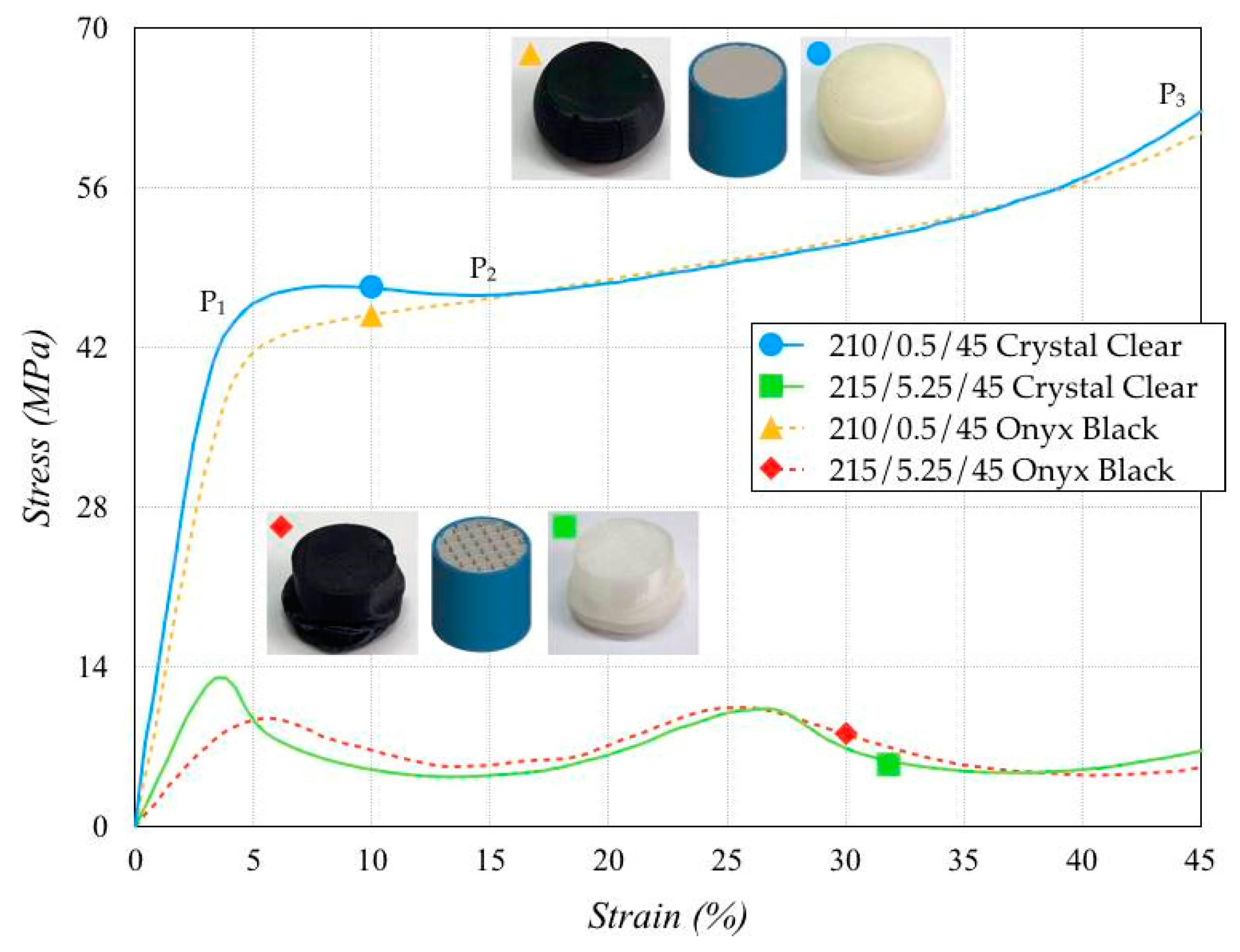
4.1. Compression Test
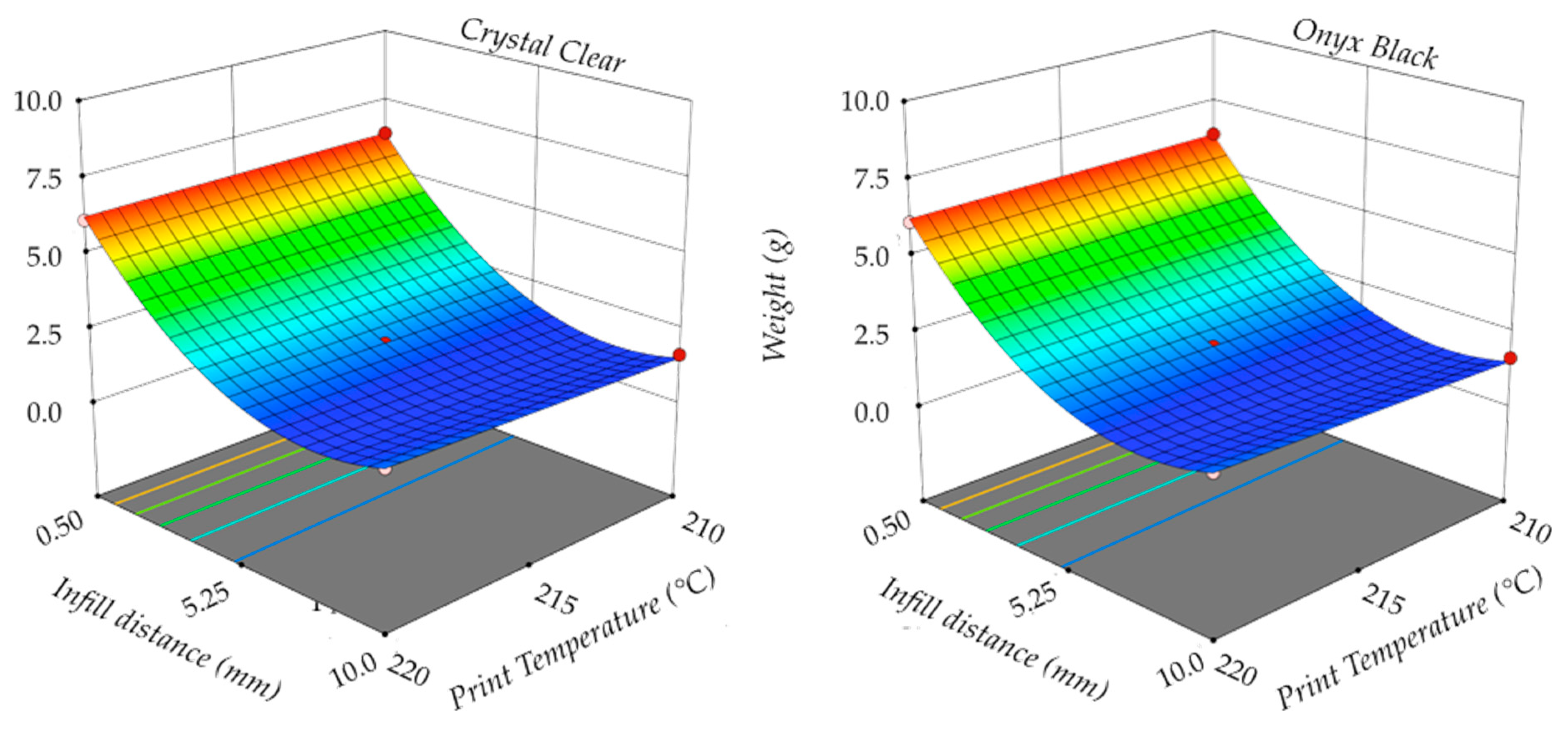
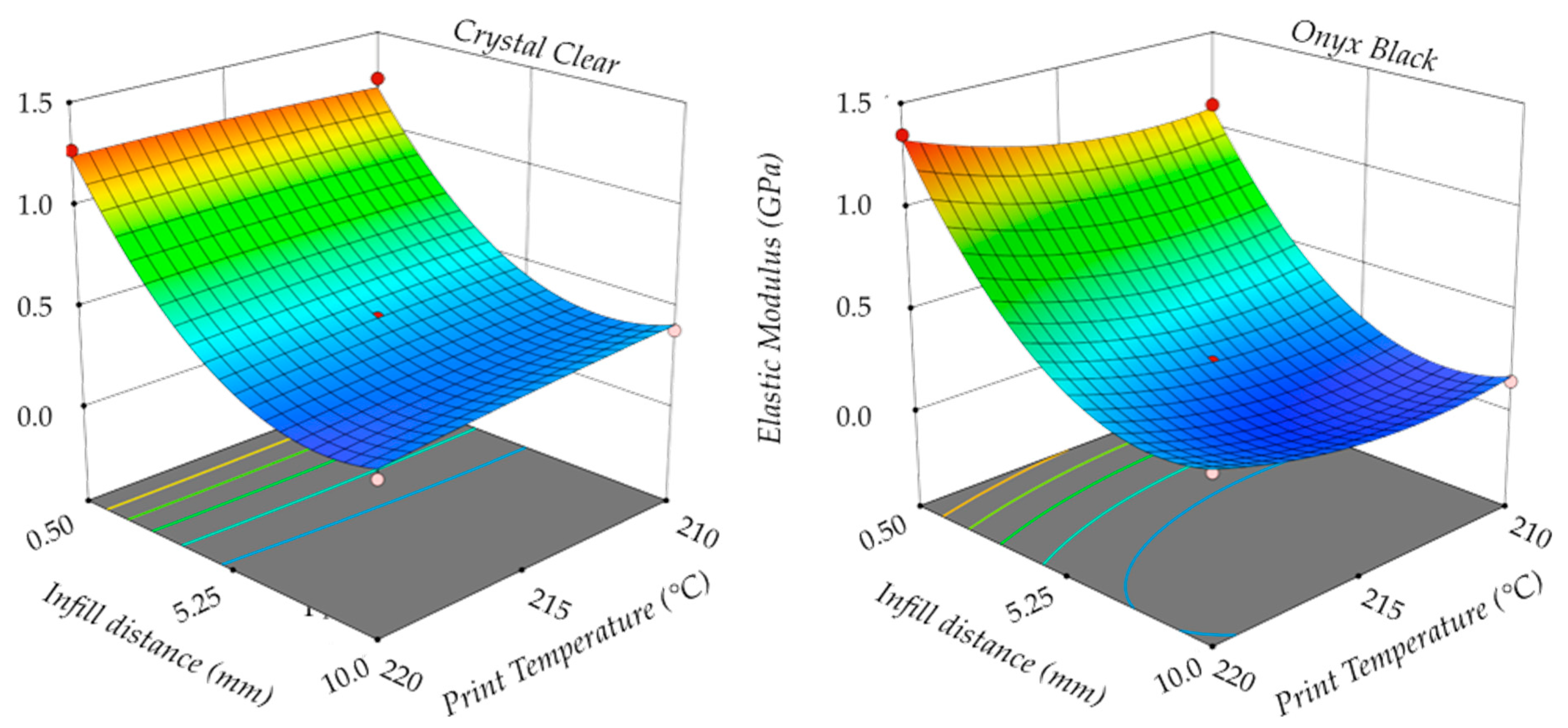
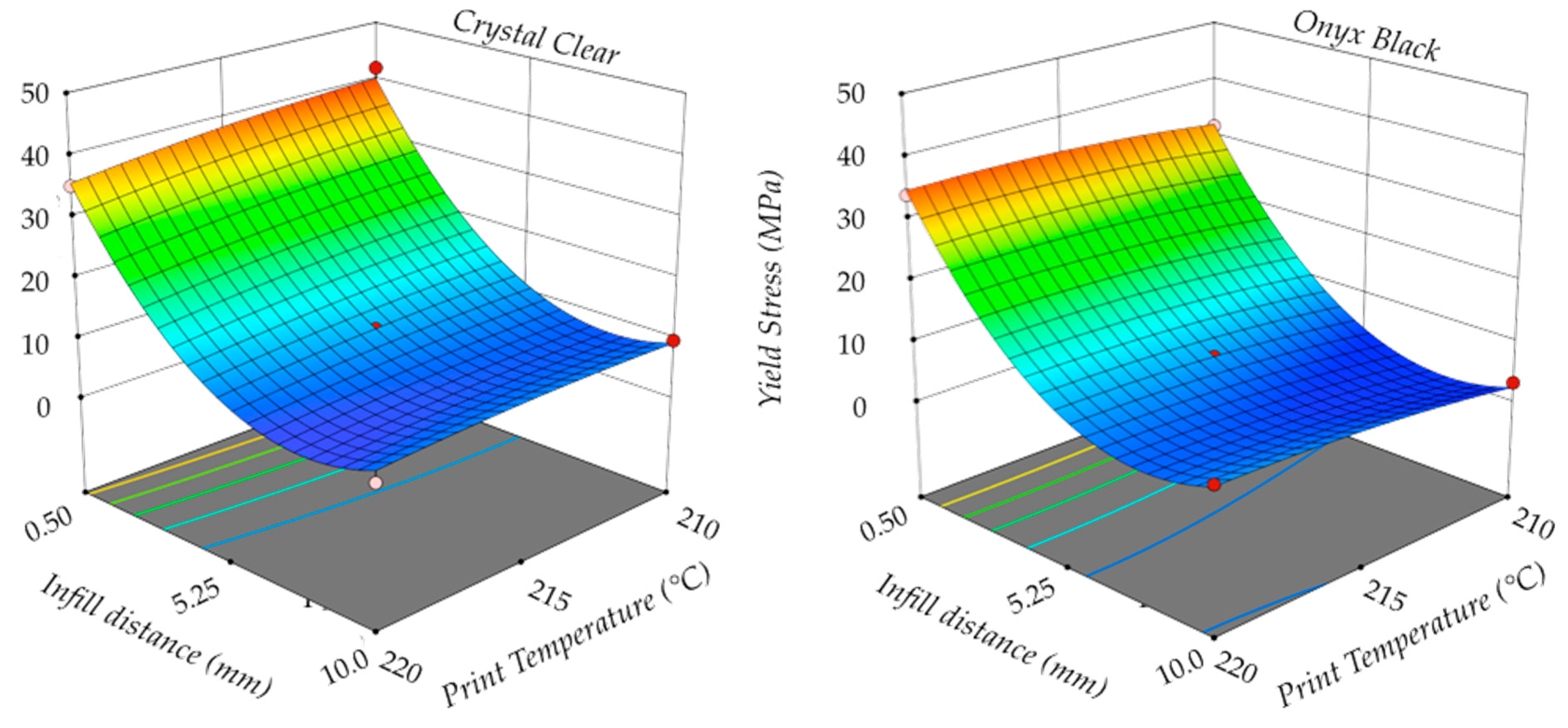
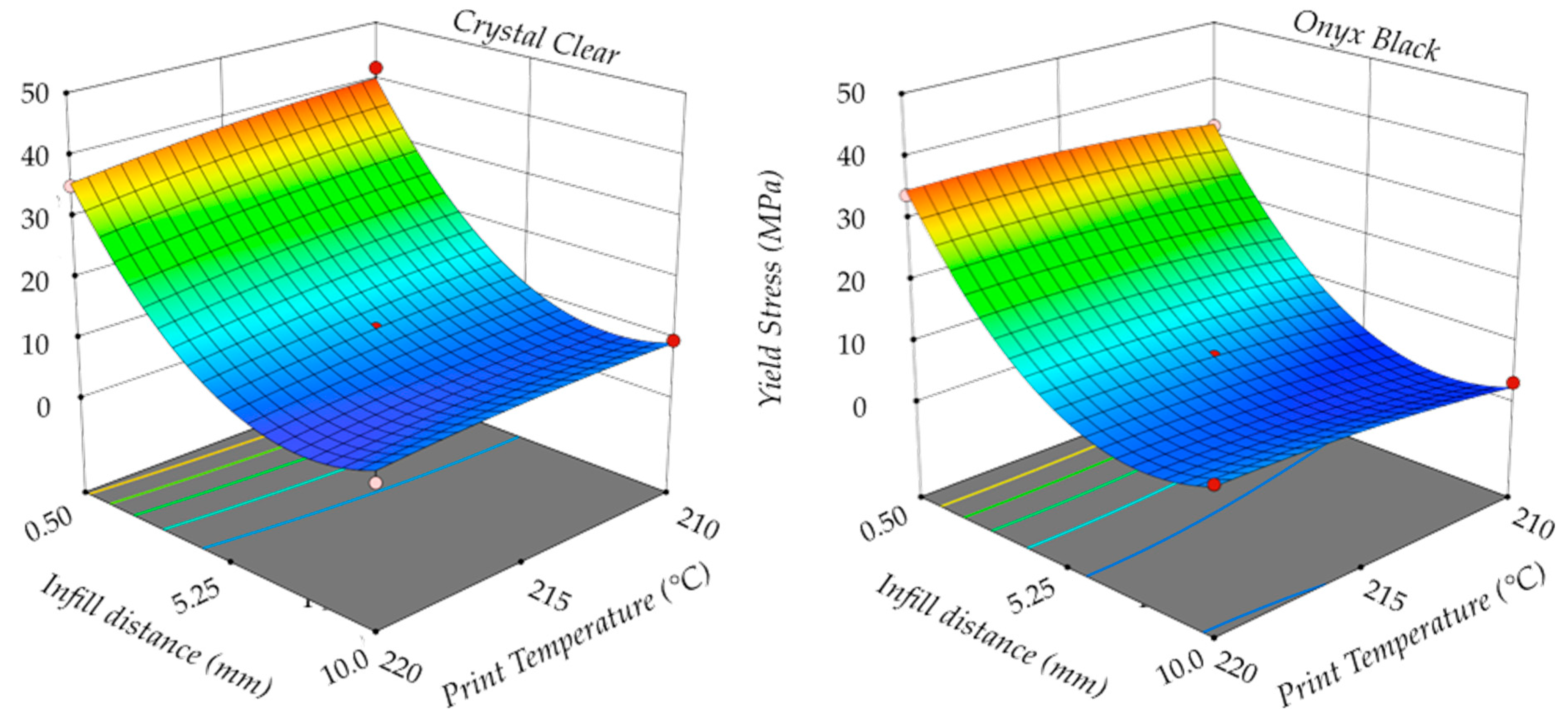
4.2. Experimental Analysis
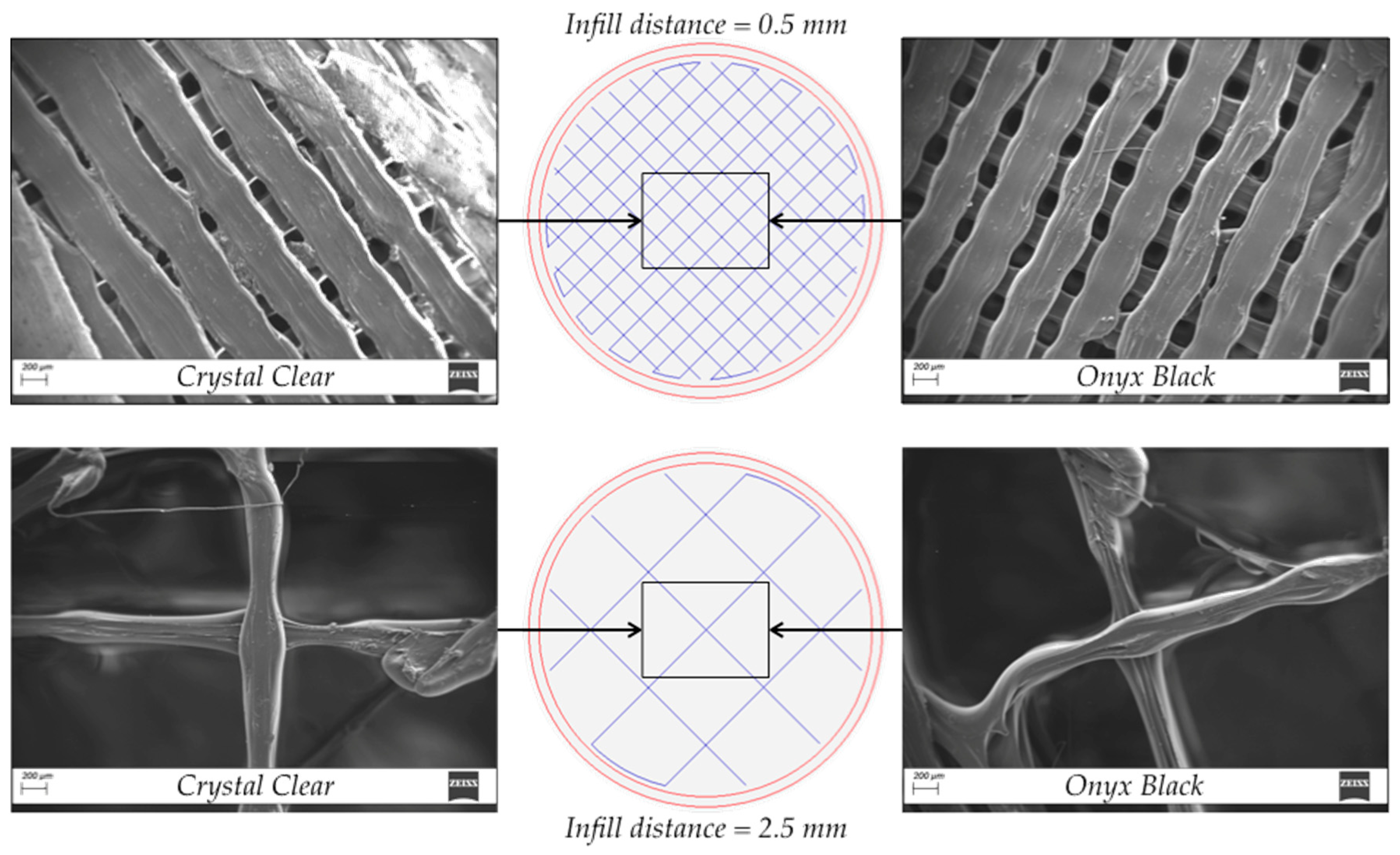
4.3. Scanning Electron Microscope (SEM) Analysis
5. Conclusions
Funding
Acknowledgments
Conflicts of Interest
References
- Lee, J.Y.; An, J.; Chua, C.K. Fundamentals and applications of 3D printing for novel materials. Appl. Mater. Today 2017, 7, 120–133. [Google Scholar] [CrossRef]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part B 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Attaran, M. The rise of 3-D printing: The advantages of additive manufacturing over traditional manufacturing. Bus. Horiz. 2017, 60, 677–688. [Google Scholar] [CrossRef]
- Gao, W.; Zhang, Y.; Ramanujan, D.; Ramani, K.; Chen, Y.; Williams, C.B.; Wang, C.C.L.; Shin, Y.C.; Zhang, S.; Zavattieri, P.D. The status, challenges, and future of additive manufacturing in engineering. Comput.-Aided Des. 2015, 69, 65–89. [Google Scholar] [CrossRef]
- Rejeski, D.; Zhao, F.; Huang, Y. Research needs and recommendations on environmental implications of additive manufacturing. Addit. Manuf. 2018, 19, 21–28. [Google Scholar] [CrossRef]
- Kumar, S.; Czekanski, A. Roadmap to sustainable plastic additive manufacturing. Mater. Today Commun. 2018, 15, 109–113. [Google Scholar] [CrossRef]
- Bastian, B.; Eduardo, B.; Anthony, F.; Vlastimil, K.; Byron, P. Fused filament fabrication of fiber-reinforced polymers: A review. Addit. Manuf. 2018, 21, 1–16. [Google Scholar]
- Dizon, J.R.C.; Espera, A.H., Jr.; Chen, Q. RC Advincula, Mechanical characterization of 3D-printed polymers. Addit. Manuf. 2018, 20, 44–67. [Google Scholar] [CrossRef]
- Diana, P.; Aurelian, Z.; Catalin, A.; Florin, B.; Rodica, M. FDM process parameters influence over the mechanical properties of polymer specimens: A review. Polym. Test. 2018, 69, 157–166. [Google Scholar]
- Koh, J.J.; Zhang, X.; He, C. Fully biodegradable Poly(lactic acid)/Starch blends: A review of toughening strategies. Int. J. Biol. Macromol. 2018, 109, 99–113. [Google Scholar] [CrossRef]
- Valerga, A.P.; Batista, M.; Puyana, R.; Sambruno, A.; Wendt, C.; Marcos, M. Preliminary study of PLA wire colour effects on geometric characteristics of parts manufactured by FDM. Procedia Manuf. 2017, 13, 924–931. [Google Scholar] [CrossRef]
- Seppala, J.E.; Migler, K.D. Infrared thermography of welding zones produced by polymer extrusion additive manufacturing. Addit. Manuf. 2016, 12, 71–76. [Google Scholar] [CrossRef] [PubMed]
- Spina, R.; Spekowius, M.; Hopmann, C. Simulation of crystallization of isotactic polypropylene with different shear regimes. Thermochim. Acta 2018, 65, 44–54. [Google Scholar] [CrossRef]
- ISO 11357: 2018—Plastics—Differential Scanning Calorimetry (DSC); International Organization for Standardization: Geneva, Switzerland, 2018.
- Refaa, Z.; Boutaous, M.; Xin, S.; Siginer, D.A. Thermophysical analysis and modeling of the crystallization and melting behavior of PLA with talc. J. Therm. Anal. Calorim. 2017, 28, 1687–1698. [Google Scholar] [CrossRef]
- Wittbrodt, B.; Pearce, J.M. The effects of PLA color on material properties of 3-D printed components. Addit. Manuf. 2015, 8, 110–116. [Google Scholar] [CrossRef]
- Cicala, G.; Giordano, D.; Tosto, C.; Filippone, G.; Recca, A.; Blanco, I. Polylactide (PLA) Filaments a biobased solution for Additive Manufacturing: Correlating rheology and thermomechanical properties with printing quality. Materials 2018, 11, 1191. [Google Scholar] [CrossRef]
- Cox, W.P.; Merz, E.H. Correlation of Dynamic and Steady Flow Viscosities. J. Polym. Sci. 1958, 28, 619–622. [Google Scholar] [CrossRef]
- Balani, S.B.; Chabert, F.; Nassiet, V.; Cantarel, A. Influence of printing parameters on the stability of deposited beads in fused filament fabrication of poly(lactic) acid. Addit. Manuf. 2019, 25, 112–121. [Google Scholar] [CrossRef]
- Van Dijk, J.A.P.P.; Smit, J.A.M.; Kohn, F.E.; Feijen, J. Characterization of poly(D,L-lactic acid) by gel permeation chromatography. J. Polym. Sci. Polym. Chem. Ed. 1983, 21, 197–208. [Google Scholar] [CrossRef]
- Shawn, M.T.; Tuminello, W.H. A closer look at the MWD-viscosity transform. Polym. Eng. Sci. 1994, 34, 159–165. [Google Scholar] [CrossRef]
- ISO 604:2008, Plastics—Determination of the Compressive Properties; Korean Standards Association: Seoul, Korea, 2008.
- Chacón, J.M.; Caminero, M.A.; García-Plaza, E.; Núñez, P.J. Additive manufacturing of PLA structures using fused deposition modelling: Effect of process parameters on mechanical properties and their optimal selection. Mater. Des. 2017, 124, 143–157. [Google Scholar] [CrossRef]
- Eswaran, P.; Sivakumar, K.; Subramaniyan, M. Minimizing error on circularity of FDM manufactured part. Mater. Today Proc. 2018, 5, 6675–6683. [Google Scholar] [CrossRef]
- Tymrak, B.M.; Kreiger, M.; Pearce, J.M. Mechanical properties of components fabricated with open-source 3-D printers under realistic environmental conditions. Mater. Des. 2014, 58, 242–246. [Google Scholar] [CrossRef]
- Spina, R. Technological characterization of PE/EVA blends for foam injection molding. Mater. Des. 2015, 84, 64–71. [Google Scholar] [CrossRef]
- NIST/SEMATECH, e-Handbook of Statistical Methods. Available online: http://www.itl.nist.gov/div898/handbook/ (accessed on 13 November 2018).


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Value | Unit |
|---|---|---|
| Physical | ||
| Density | 1.3 | g/cm3 |
| Glass Transition Temperature | 45.0 | °C |
| Melting (Softening Temperature) | 160.0 | °C |
| Decomposition Temperature | 250.0 | °C |
| Mechanical | ||
| Young’s Modules | 3.5 | GPa |
| Yield Tensile Strength | 25.0 | MPa |
| Ultimate Tensile Strength | 38.0 | MPa |
| Elongation at Break | 6.0 | % |
| Coefficient of Thermal Expansion | 68.0 | µm/m/°C |
| Properties | Onyx Black | Crystal Clear | Unit |
|---|---|---|---|
| 1st Heating | °C | ||
| Glass Transition Temperature | 64.5 | 64.5 | °C |
| Cold Crystallization Temperature | 155.9 | 127.2 | °C |
| Melting (Softening) Temperature | 172.7 | 153.8 | kJ/mol |
| Heat of Fusion | 796.8 | 183.9 | |
| Cooling | |||
| Crystallization Temperature | 126.5 | 96.0 | °C |
| Heat of Crystallization | 1219.1 | 282.5 | kJ/mol |
| 2nd Heating | |||
| Glass Transition Temperature | 65.8 | 64.1 | °C |
| Cold Crystallization Temperature | - | - | °C |
| Melting (Softening) Temperature | 168.4 | 152.0 | °C |
| Heat of Fusion | 1066.1 | 94.0 | kJ/mol |
| Parameters | Min. | Ave. | Max. | Unit |
|---|---|---|---|---|
| Variable | 210 | 215 | 220 | °C |
| Print Temperature T | 0.50 | 5.25 | 10.00 | mm |
| Infill Distance D | 30 | 45 | 60 | mm/s |
| Print Speed S | ||||
| Fixed | ||||
| Bed Temperature | 40 | °C | ||
| Wall Speed | 15 | 23 | 30 | mm/s |
| Crystal Clear | ⟵ID*⟶ | Onyx Black | ||||||
|---|---|---|---|---|---|---|---|---|
| g | GPa | MPa | g | GPa | MPa | |||
| W | E | σY | W | E | σY | |||
| 1.878 | 0.386 | 9.643 | 210 | /10 | /45 | 1.468 | 0.145 | 3.073 |
| 2.060 | 0.426 | 11.521 | 220 | /5.25 | /30 | 2.130 | 0.418 | 7.208 |
| 6.277 | 1.255 | 42.019 | 210 | /0.5 | /45 | 6.326 | 1.119 | 31.789 |
| 6.244 | 1.037 | 39.510 | 215 | /0.5 | /30 | 6.360 | 1.043 | 32.321 |
| 2.131 | 0.427 | 10.404 | 210 | /5.25 | /30 | 1.896 | 0.247 | 4.852 |
| 2.082 | 0.433 | 11.513 | 210 | /5.25 | /60 | 1.849 | 0.202 | 4.035 |
| 6.186 | 1.331 | 35.773 | 215 | /0.5 | /60 | 6.304 | 1.086 | 37.361 |
| 2.018 | 0.402 | 9.752 | 220 | /5.25 | /60 | 2.152 | 0.396 | 9.585 |
| 1.862 | 0.382 | 9.384 | 215 | /10 | /60 | 1.680 | 0.170 | 3.375 |
| 2.097 | 0.448 | 11.655 | 215 | /5.25 | /45 | 2.022 | 0.243 | 7.487 |
| 1.827 | 0.399 | 10.770 | 215 | /10 | /30 | 1.587 | 0.099 | 6.324 |
| 6.136 | 1.271 | 35.162 | 220 | /0.5 | /45 | 6.137 | 1.351 | 33.983 |
| 1.744 | 0.252 | 6.601 | 220 | /10 | /45 | 1.880 | 0.304 | 7.050 |
| Weigth (W) | Elastic Modulus (E) | Yield Strength (σY) | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Source | SS | MS | F-value | p-value | SS | MS | F-value | p-value | SS | MS | F-value | p-value |
| Model | 50.05 | 5.56 | 4994 | < 0.0001 | 1.95 | 0.22 | 28.17 | 0.0096 | 2201.68 | 244.63 | 42.15 | 0.0053 |
| A—Temperature T | 0.02 | 0.02 | 18.87 | 0.0225 | 0.00 | 0.00 | 0.36 | 0.5885 | 13.89 | 13.89 | 2.39 | 0.2196 |
| B—Distance D | 38.42 | 38.42 | 34,505 | < 0.0001 | 1.51 | 1.51 | 195.80 | 0.0008 | 1683.91 | 1683.91 | 290.11 | 0.0004 |
| C—Speed S | 0.00 | 0.00 | 1.46 | 0.3136 | 0.01 | 0.01 | 1.09 | 0.3736 | 4.18 | 4.18 | 0.72 | 0.4584 |
| A × B | 0.00 | 0.00 | 0.01 | 0.9231 | 0.01 | 0.01 | 0.73 | 0.4558 | 3.64 | 3.64 | 0.63 | 0.4863 |
| A × C | 0.00 | 0.00 | 0.01 | 0.9231 | 0.00 | 0.00 | 0.03 | 0.8752 | 2.07 | 2.07 | 0.36 | 0.5924 |
| B × C | 0.00 | 0.00 | 1.94 | 0.2578 | 0.02 | 0.02 | 3.14 | 0.1747 | 1.38 | 1.38 | 0.24 | 0.6590 |
| A2 | 0.00 | 0.00 | 1.05 | 0.3808 | 0.00 | 0.00 | 0.04 | 0.8603 | 1.06 | 1.06 | 0.18 | 0.6983 |
| B2 | 8.55 | 8.55 | 7681 | < 0.0001 | 0.29 | 0.29 | 37.18 | 0.0089 | 350.40 | 350.40 | 60.37 | 0.0044 |
| C2 | 0.00 | 0.00 | 0.01 | 0.9459 | 0.00 | 0.00 | 0.07 | 0.8144 | 0.07 | 0.07 | 0.01 | 0.9185 |
| Residuals | 0.00 | 0.00 | - | - | 0.02 | 0.01 | - | - | 17.41 | 5.80 | - | - |
| Total | 50.05 | - | - | - | 1.98 | - | - | - | 2219.09 | - | - | - |
| Weigth (W) | Elastic Modulus (E) | Yield Strength (σY) | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Source | SS | MS | F-value | p-value | SS | MS | F-value | p-value | SS | MS | F-value | p-value |
| Model | 54.25 | 6.03 | 346 | 0.0002 | 2.40 | 0.27 | 107.85 | 0.0013 | 2221.75 | 246.86 | 268.38 | 0.0003 |
| A—Temperature T | 0.05 | 0.05 | 2.61 | 0.2048 | 0.07 | 0.07 | 28.89 | 0.0126 | 24.77 | 24.77 | 26.93 | 0.0139 |
| B—Distance D | 42.11 | 42.11 | 2416 | < 0.0001 | 1.88 | 1.88 | 761.25 | 0.0001 | 1671.34 | 1671.34 | 1817.03 | < 0.0001 |
| C—Speed S | 0.00 | 0.00 | 0.00 | 0.9764 | 0.00 | 0.00 | 0.11 | 0.7603 | 1.67 | 1.67 | 1.81 | 0.2710 |
| A × B | 0.05 | 0.05 | 2.83 | 0.1913 | 0.00 | 0.00 | 0.54 | 0.5161 | 0.79 | 0.79 | 0.86 | 0.4212 |
| A × C | 0.00 | 0.00 | 0.07 | 0.8108 | 0.00 | 0.00 | 0.05 | 0.8320 | 2.55 | 2.55 | 2.77 | 0.1945 |
| B × C | 0.01 | 0.01 | 0.32 | 0.6120 | 0.00 | 0.00 | 0.08 | 0.7966 | 15.96 | 15.96 | 17.35 | 0.0252 |
| A2 | 0.00 | 0.00 | 0.00 | 0.9748 | 0.02 | 0.02 | 9.52 | 0.0539 | 2.15 | 2.15 | 2.33 | 0.2240 |
| B2 | 8.90 | 8.90 | 510 | 0.0002 | 0.34 | 0.34 | 137.16 | 0.0013 | 354.63 | 354.63 | 385.54 | 0.0003 |
| C2 | 0.00 | 0.00 | 0.02 | 0.8973 | 0.00 | 0.00 | 0.76 | 0.4464 | 0.02 | 0.02 | 0.02 | 0.8873 |
| Residuals | 0.05 | 0.02 | - | - | 0.01 | 0.00 | - | - | 2.76 | 0.92 | - | - |
| Total | 54.30 | - | - | - | 2.41 | - | - | - | 2224.51 | - | - | - |
© 2019 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Spina, R. Performance Analysis of Colored PLA Products with a Fused Filament Fabrication Process. Polymers 2019, 11, 1984. https://doi.org/10.3390/polym11121984
Spina R. Performance Analysis of Colored PLA Products with a Fused Filament Fabrication Process. Polymers. 2019; 11(12):1984. https://doi.org/10.3390/polym11121984
Chicago/Turabian StyleSpina, Roberto. 2019. "Performance Analysis of Colored PLA Products with a Fused Filament Fabrication Process" Polymers 11, no. 12: 1984. https://doi.org/10.3390/polym11121984
APA StyleSpina, R. (2019). Performance Analysis of Colored PLA Products with a Fused Filament Fabrication Process. Polymers, 11(12), 1984. https://doi.org/10.3390/polym11121984